Электрододержатель своими руками – Как сделать надежный держатель для электрода
alexxlab | 22.12.2019 | 0 | Разное
Электродержатель самодельный – своими руками делаем инструмент + видео
Для дугового соединения металлических предметов вам не обойтись без специального оборудования. Сегодня мы расскажем, чем нужно обеспечить сварщика, а также поделимся информацией о том, как создать самодельный электродержатель.
Вилочный и винтовый электрододержатель: разновидности
Электродержатели необходимы для того, чтобы обеспечить фиксацию электрода и для доступа напряжения к нему, а также для возможности проведения различных манипуляций в процессе сварки. Этот инструмент должен отвечать некоторым важным требованиям, например, обеспечение мгновенной смены электродов без больших временных «пауз». Это же касается и удаления огарков, для чего необходимо, чтобы его длина была минимальной.

Нужно, чтобы держатель оборудования максимально качественно закреплялся в процессе сварки в любом положении: и под требуемым углом, и перпендикулярно. Естественно, он должен выдерживать большие нагрузки, быть простым по сборке, прочным и комфортным для работы. Все типы устройства выпускаются для номинального тока с максимальным показателем в 500 А, а вес оборудования составляет от 300 до 750 грамм. Рукоятка держателя должна быть изолирована специальными тепловыми и электро-материалами, которые предназначены для защиты.
Существуют различные виды оборудования. Самым известным считается электрододержатель винтового типа, имеющий достаточно простую конструкцию, при этом он отличается качеством и практичностью. Есть и другие типы оборудования: пассатижные, вилочные, рычажные устройства – они различны по своему использованию и, конечно же, возможностям. Так, например, пассатижные инструменты используются при сварке и наплавлении швов при напряжении не более 500 А, зажим при этом осуществляется между рычагом и губкой, проводящей ток.
Радует простота использования инструмента, ведь даже удаление огарка осуществляется простым нажатием на рычаг. Увы, стоят инструменты достаточно дорого, как и их ремонт, а потому многие смекалистые умельцы стараются сделать своими руками запасной инструмент. Но какой бы тип устройства вы не выбрали, инструмент должен быть безопасным в работе и иметь удобное управление. Конструкция инструмента должна отвечать таким требованиям, как:
- Качественное крепление электродов;
- Возможность мгновенной замены электродов;
- Небольшой вес;
- Возможность осуществления работ в малодоступных местах и при любых условиях;
- 100 % изоляция всего инструмента.
Как сделать электродержатель своими руками?
Существует несколько возможностей для создания электродержателей – выбирать вариант придется вам, исходя из определенных требований и ваших личных возможностей. В любом случае, на создание этого инструмента у вас уйдет буквально несколько часов, зато вы сможете сберечь немало финансовых средств.

Своими руками – инструкция:
- Для создания первого электродержателя нам понадобится отрезок медной или металлической трубы длиной 25 см. С одной стороны мы привариваем к ней пластину из металла с сечением 3х2,5 см, лучше всего, если она будет выполнена в форме половины кольца с диаметром 5-6 см с загнутым краем. Со второй стороны труба должна быть сплющена, в ней нужно создать отверстие с помощью дрели. Через это отверстие мы будем крепить наконечник сварочного кабеля с помощью болта М8. Сверху на нее устанавливается часть дюритового шланга.
- Второе устройство изготавливаем из трубы длиной приблизительно в 30 см. С двух сторон на расстоянии около 3 см от конца с помощью ножовки создаем выемку, ее глубина должна быть не более 1,5 см. Чтобы у вас была возможность прижимать электроды к держателю, обязательно над выемкой привариваем небольшую металлическую проволоку, диаметр которой должен составлять примерно 0,6 см. Вторая сторона также предназначена для создания отверстия (диаметр около 0,8 см). Используя винт М8 и клеммы, присоединяем часть кабеля к держателю. Сверху мы надеваем резиновый шланг, подобрав его по внутреннему диаметру.
- Для создания следующего инструмента используем металлический уголок длиной 3 см. Чтобы вы смогли зажать внутри электрод, на внутренней части уголка привариваем пружинную проволоку, диаметр которой должен составлять около 0,4-0,5 см. С обратной стороны просверливаем отверстия для установки винта М8, к которому в будущем крепим кабель, поверху надеваем дюритовый шланг. На одном конце уголка в 1 см от края сверлим отверстие диаметром в 0,4 см. Оно нужно, чтобы мы при работе смогли быстро и удобно менять электроды.

Как видите, конструкция очень простая, испытана специалистами. Ее ключевыми особенностями считают легкость, небольшой вес, удобство применения, прочность и быструю замену «отработанного материала». Как показывает практика, подобные электродержатели будут удобны и очень полезны во время проведения сварочных работ даже в самых стесненных условиях.
Следует напомнить, особенно новичкам, что при работе с подобными устройствами вам обязательно требуется соблюдать все меры предосторожности.
Главное, чтобы не допускали появления короткого замыкания при работе. Этого можно достичь, если оградить инструмент от слишком длительной работы – желательно делать небольшие перерывы. Не забывайте и про свою безопасность – используйте всю требуемую «амуницию», о которой стоит рассказать чуть подробнее!
Обмундирование для сварщика – что нужно купить?
Сварочные электрододержатели – не единственное, что понадобится вам в процессе выполнения сварочных работ. Вы должны позаботиться и о других аксессуарах и оборудовании, которое может пригодиться вам. Нам понадобится шлем и щитки, желательно, изготовленные из пластмассы. Выбирайте устройства с матовой внутренней частью, лучше черного цвета, а шлем должен иметь удобный наголовник и корпус с окошком, что позволит обеспечить удобное расположение.

Понадобятся вам и светофильтры, которые помогут предохранить глаза от излучения. Они могут быть разных видов – лучше всего приобрести те, которые способны выдерживать работу с током силой до 900 А. Также нужно обязательно следить за состоянием шлема светофильтрами – старайтесь сразу заменять поврежденные либо изношенные детали. Важно обращать внимание и на одежду сварщика.
Так, спецовка – одежда сварщика, которая убережет вас от попадания металлических горячих брызг, вредного излучения инструмента. Спецодежда представлена комплектом брюк, курток, ботинок и рукавиц, однако если вы редко осуществляете работы, достаточно будет приобрести рукавицы и куртку. Естественно, важны и другие инструменты специалиста. Так, не обойтись без щетки, с помощью которой осуществляется зачистка места сварки от ржавчины и грязи – эти работы нужно проводить перед сваркой: для удаления дефектных мест и швов, засохших пятен, применяют зубило, слесарный молоток и сварочные горелки.
Важно грамотно хранить электроды, для чего нужно приобрести брезентовую крепкую сумку. Если в вашем арсенале всегда будет перечисленная нами одежда, инструменты и аксессуары, любые по сложности сварочные работы пройдут качественно и быстро, а также максимально безопасно.
remoskop.ru
Сварка в быту: как подобрать электрододержатель к инвертору ручной дуговой сварки
В статье мы расскажем все про электрододержатели для ручной дуговой сварки, а именно:
- Критерии выбора;
- Популярные модели;
- Как собрать своими руками;
- Какой электрододержатель лучше, заводской или самодельный?
Электрододержатель (в народе именуемый просто держак или держатель сварочный) – основной инструмент сварщика, качество которого влияет на сварочный процесс, а также комфорт и настроение сварщика. Выходит, от выбора электрододержателя зависит результат работы, поэтому к покупке этого важного инструмента нужно подойти ответственно.
Итак, основные функции электрододержателя, как это не банально звучит, держать электрод, а также подавать на него электрический ток.
Давайте разберемся, каковы критерии выбора хорошего держака:
• Электрод надежно в нем крепится, в посадочном месте не люфтит, не болтается, предусмотрена возможность быстрой замены электрода, чтобы можно было легко скинуть догоревший «огрызок» и также с минимальными затратами времени установить новый электродный стержень;
• Обеспечение хорошего электрического контакта;
• Применение качественных материалов при изготовлении держака;
• Вес данного инструмента также играет не последнюю роль, проработать целый день тяжелым держаком еще то удовольствие, вечером руки будут просто «отваливаться». Приемлемым весом держака считается 350 г для сварочного тока 120А и до 750 г для 500А.
• Держак должен удобно лежать в руке, не соскальзывать.
В кругу общения сварщиков существует распространенное заблуждение, что сварочный держак нужно брать с запасом мощности, в таком случае время его эксплуатации увеличится, т.е. он прослужит дольше. На практике же это будет означать только одно: увеличится разве что вес держака, а запас мощности не будет использоваться. Держаки предназначенные для профессиональной работы стопроцентно выдерживают нагрузки о которых заявлено в паспорте изделия, но только при условии, что вы приобрели модель у известного производителя, который уже имеет имя и положительные отзывы пользователей. Правда и в таком случае потребитель не защищен от контрафакта. От таких фальсификации никто не застрахован, но это тема для отдельной статьи.
По конструктивному исполнению в настоящее время наибольшей популярностью пользуется два типа электрододержателей:
• Винтовые
• Пружинные
Электрододержатели пружинного типа относят к универсальным, так как они позволяют фиксировать электрод в более чем 1-2 пространственных положениях, чему способствует конструкция медных губок и использование пружины. Долгая эксплуатация и безопасность работы гарантируется применением высококачественной изоляции, термостойких и термоизоляционных материалов из которых изготавливают различные элементы: корпус, подвижные части, ручка.
Еще несколько слов о контрафактной продукции. Она поступает на отечественные рынки из Китая. Подделывают практически все, начиная с айфонов и заканчивая сварочным оборудованием. Визуально такая техника может не отличаться от оригинала, но надежность у нее ниже, а зачастую попадается и вовсе откровенный ширпотреб. Если говорить об электрододержателях, чаще всего подделывают токоведущие медные части, изготавливая их из черной стали с омедненной поверхностью. Такие части при активном использовании сильно греются и быстро сгорают из-за высокого сопротивления стали распространению в ней электрического тока. Выглядят они как медные и визуально отличить их непрофессионалу от «цельномедных» деталей сложно. Хотя есть один безошибочный способ. Возьмите с собой в магазин магнит и проверьте им все токоведущие части. Если они магнитятся – перед вами подделка.
Люди, которые только начинают осваивать сварку, и приобретают для этого сварочный инвертор и соответствующие комплектующие, задают вопрос: зачем дополнительно приобретать электрододержатель, если инвертор при продаже им уже укомплектован, как и клеммой массы, сетевым и сварочным кабелем?
Ответ на этот вопрос лежит на поверхности: такой электрододержатель идет низкого качества, неважно, работаете вы им в течение восьмичасового рабочего дня на заводе или варите время от времени в быту: в гараже, на даче и т.д., прослужит он вам не долго. Чаще всего «в подарок» к сварочному аппарату прилагается модель КВ-200. Она собрана буквально из «подножного» материала и в первую очередь у этой модели выходят из строя прижимные губки, которые подгорают и не дают жесткого прижима электрода. Он начинает качаться из стороны в сторону, что добавляет лишних неудобств и головной боли сварщику, сказываясь на состоянии сварных швов.
Состояние остальных, идущих в комплекте, сварочных кабелей, клеммы массы также может быть очень низким. Как правило, это относится к комплектующим бюджетных бытовых сварочных инверторов. Например, к популярным сварочным аппаратам Ресанта для сварки в быту прилагаются алюминиевый кабель на электрододержатель и обратный кабель. В целях сокрытия данного печального факта алюминий меднится микронным слоем и запаивается в изоляцию. Если вы обладатель Ресанты, можете убедиться, что это действительно так. Надрежьте изоляцию и сделайте насечку ножом на кабеле – под медным слоем обнажится светлый металл.
Электрододержателю какого производителя отдать предпочтение?
На рынке сварочного оборудования держатели представлены в широком ассортименте. География производства: страны Европы и Восточной Азии (Китай). Перечислим наиболее значимые бренды, пользующиеся популярностью у сварщиков, но выбор, разумеется, остается за вами!

ABICOR BINZEL
Корпорация ABICOR BINZEL. Страна: Германия. Для ручной дуговой сварки выпускает зажимные держатели пружинного типа. Изготовление всех деталей изделия и их сборка осуществляется на заводе KURT HAUFE, Дрезден. Электрододержатель Бинцель (модели DE 2200, DE 2300, DE 2400, DE 2500 серия «KURT HAUFE») сделан из латуни. На латунных губках выполнено пять пазов, которые позволяют зажать и надежно зафиксировать электрод. Все токоведущие части изолированы прочными полимерными материалами, обеспечивающими необходимую термическую защиту и высокую механическую прочность. Сварочный кабель устанавливается на держателе при помощи кабельного наконечника, зажимной цанги и резьбового штифта в корпусе. Все бинцелевские электрододержатели визуально друг от друга не отличаются и выполнены в одном лаконичном дизайне. Рассчитаны они на разную максимальную силу тока инвертора 200-600А, поэтому отличие идет только по габаритным размерам и весу. По серии «KURT HAUFE» много контрафактной продукции, которая выглядит идентично оригинальной. Поэтому не приобретайте держаки на рынках, для этого есть специализированные магазины, которые дорожат своей репутацией!
Недостаток: некачественные изоляторы. Их крепление со временем ослабевает, что устраняется периодическим подтягиванием, однако со временем, в конечном итоге, они разваливаются. Винт, который держит рукоятку, нагревается. В результате рукоятка прогорает.
Пружинные держатели Telwin выигрывают по стоимости и по соотношению «цена-качество» являются неплохим вариантом для бытовой сварки. По крайней мере, характеристики применяемых изоляционных материалов, установленных в держаках данной фирмы, позволяют их активно эксплуатировать в условиях значительного термического воздействия на токах свыше 300А без каких-либо последствий, таких как обугливание и разрушение. Пружина также долгое время не теряет своих свойств, электроды жестко крепятся в губках даже после длительной эксплуатации. Опять же главный недостаток – это вес, в чем Telwin проигрывает ABICOR BINZEL, хотя в остальном он, как ни странно, лучше, чем Бинцель! Тем более это интересно, ведь производится Телвин в Китае несмотря на заверения манагеров, что это Италия и тому подобное. В очередной раз подтверждается правило, что существует и качественный Китай, который все-таки периодически попадает на прилавки наших магазинов.

Eagle/Falcon
А теперь внимание! Представляем вам настоящий итальянский пружинный электрододержатель Eagle/Falcon, который выпускает фирма Trafimet. Отзывы сварщиков о нем найти трудно, но с нашей точки зрения на сегодняшний день по качеству исполнения это самый лучший держак из перечисленных! Он выигрывает и по креплениям, и по изоляторам, его удобно держать, он мало весит, надежен и неприхотлив в эксплуатации.

Esab
Шведская компания Esab выпускает качественные держаки. В отличие других производителей специалисты компании сделали упор на электрододержатели винтового типа. И это не удивительно, винтовая конструкция имеет одно преимущество: пониженное тепловыделение. А значит, такие держаки более эффективны при напряженной многочасовой работе и срок их эксплуатации, соответственно, увеличивается. Еще один жирный плюс: у держаков Esab не возникает проблем, связанных с сильным нагревом рукоятки, из-за чего рабочему приходится на время останавливать сварку.
Считается, что держаки винтового типа обеспечивают более жесткую фиксацию электродов по сравнению с пружинными вариантами типа «Крокодил». Электрод устанавливается и зажимается в одном из двух отверстий: под углом 90о в отверстии, расположенном на торце, и под углом 90 о и 45 о в отверстии, расточенном по диаметру. Сварочный кабель устанавливается с минимальными затратами времени путем фиксации прижимной планкой.
Есть и недостаток у этого варианта держака – это его вес, который значительно больше, чем у описанных выше по тексту моделей.
Как собрать электрододержатель своими руками?
Если хочешь сделать что-то хорошо – сделай это сам. Много чего сварщики в своих домашних мастерских собирают самостоятельно: различные приспособления для ориентации деталей в пространстве (угольники, призмы и т.д.), струбцины для фиксации, зажимы. Ведь приобретать все необходимое часто не имеет смысла.
Почему в таком случае не собрать самодельный держак? Стоимость такой самоделки копеечная, а дорогостоящие заводские держаки могут оказаться некачественными или не соответствовать личным предпочтениям человека.
Держатель из арматуры «Трезубец»

Для изготовления понадобится отрезок строительной арматуры ø8 мм из обычной черной стали. Можно подобрать и другой диаметр, но, как показывает практика, ø8 мм наиболее удобен в работе и сгорает не так быстро, как арматура ø6 мм. Далее, путем несложных операций гибки и прихватки сваркой, получают подобие «жезла с тремя зубцами». Средний стержень тоже гнут – он должен крепко фиксировать электрод в держаке. Самое сложное – организовать качественный контакт сварочного кабеля к держателю. Плохой контакт будет нагреваться и быстро сгорит. Для организации контакта сгибают трубку, разделенную на две половины. Трубка выполняет роль электрической клеммы. Первая половина фиксирует кабель, а вторая – поддерживает его изоляционную оплетку.
«Клемма» также прихватывается сваркой. Для изоляции рукоятки можно использовать кусок дюритового армированного рукава, который одевается на разогретую арматуру. Чтобы изоляция не соскакивала со временем можно применить красный фиксатор резьбы, выдерживающий высокую температуру.
Держатель «Уголок»
Главное отличие такого варианта от предыдущего заключается в использовании металлического уголка вместо двух пружинящих контактов и электрод здесь держит один пруток, а не три. Держак получается массивный, но и более надежный. Электроды из «уголка» удаляются «не битьем и чирканьем», а проще – другим электродом.

Держатель «Продвинутый»
На самом деле способов собрать свой уникальный рабочий инструмент максимально удобный именно для ваших условий работы, привычек и личных предпочтений можно десятками способов. Зависит только от вашей изобретательности и возможности воплотить замысел в жизнь.
Следующий вариант немного сложнее в сборке. Собрать его в бытовых условиях можно из имеющихся обрезков материалов.
Для его сборки понадобится труба ø15 длиной 250 мм, к которой крепится пластинка толщиной 3 мм и шириной 25 мм. Пластина в дальнейшем сворачивается в кольцо ø50 мм, концы выпрямляются и используются для зажима электрода. В месте крепления кабеля трубка сжимается и сверлится отверстие под болт, который зажимает наконечник сварочного кабеля. Рукоятка выполнена из дюрита.
Что лучше, собрать своими руками или купить в магазине?
Некоторые сварщики отдают предпочтение самодельному держаку считая его более надежным и удобным в работе. Другие уверены, что проще купить готовое изделие и не морочить голову. Давайте попробуем разобраться в это дилемме, кто из двух противостоящих лагерей прав?
Какие плюсы самодельного держателя:
- Практически отсутствие трат на изготовление, можно собрать из «подножного» материала.
- Не боится высоты, не разобьется, если его уронить.
- Если перед вами изделие под сварку на поверхность которого нанесено лакокрасочное покрытие, а под рукой не нашлось углошлифовальной машинки с шлифовочным или зачистным кругом, тогда исцарапать покрытие можно с легкостью держателем.
Минусы:
- Запрещен по правилам техники безопасности. Существует опасность поражения электротоком. Опасность эта увеличивается, если приходится варить в дождливую погоду или работать со сталью, на которой скопилась влага. Этот пункт особенно существенный. Есть о чем подумать!
- Меньше вариантов крепления электрода (отсутствие возможности закрепить электрод в вертикальном положении без чего затруднительно попасть в труднодоступное для сварки место).
- Замена остатка сгоревшего электрода (относится к «трезубцу») – занятие не безопасное. Электрод приходится выбивать и куда он полетит – трудно угадать. Известны случаи, когда сварщик даже получал травму глаз.
- Опасность замкнуть держатель на конструкцию. Особенно это актуально при сварке конструкций, на которых закреплен профлист. Если замыкание происходит на профлисте — сквозная дыра в нем обеспечена.
Электрододержатель – основной рабочий инструмент сварщика, от его выбора будет зависеть вся дальнейшая работа, поэтому отнеситесь к его выбору ответственно!
Статья подготовлена при поддержке Svarka-Master.Ru — сайт о сварке своими руками, технологии и технике сварки. Много полезной информации для новичков и опытных сварщиков. В разделе «Магазин отзывов» собраны отзывы сварщиков о популярных моделях инверторов для ручной дуговой, аргонодуговой и полуавтоматической сварки. Сварочные трансформаторы, сварочные тракторы, стабилизаторы напряжения и многое другое! Вооружившись мнением опытных сварщиков о сварочном оборудовании вы сможете сделать осознанный и, главное, правильный выбор!
www.elenak.spb.ru
Самодельный или заводской электрододержатель?

электрододержатель эд
Большинство сварщиков пользуются заводскими электрододержателями, но бытует мнение, что самодельные все же лучше использовать, т.к. более уверенно крепится электрод, он фиксируется в удобном положении пространства и т.д.
Конечно, люди быстро привыкают к лучшему. И если это лучшее будет изготовлено самостоятельно, то такие начинания только приветствуются. Вопрос состоит лишь в том, может ли рядовой «владыка дуги и расплавленого металла», имея скромные возможности, разработать и собрать электрододержатель лучше, чем это делают производственные коллективы? Почему миллионы сварщиков в мире предпочитают заводские изделия, только потому, что это модно? Такие возникают вопросы.
Хороший заводской держатель, как правило:
1. дает возможность закреплять электрод свободно в различных пространственных положениях
2. обеспечивает его быструю фиксацию и мгновенное извлечение на случай залипания или если раскален остаток величиной в несколько сантиметров
3. дает стабильную токопроводимость
В электрододержателе же, собранном своими руками, ток может меняться в зависимости от типа электрода и получившегося контакта. Для профессионалов, работающих с ответственными конструкциями, имеют значения перепады тока в 2-3 А. Если нужно подварить забор, конечно, то такой перепад не критичен.
Тем временем, хороший девайс для фиксации электрода от производителя стоит сейчас всего от 400грн и может годами служить для сварки в гараже, если, конечно не использовать его в качестве киянки.
Р.S. В любом случае, спор о том, какой держак лучше продолжается как между сварщиками в гаражах, так и на всевозможных сварочных форумах. Спор не тривиальный и у его участников всегда найдутся обоснованные аргументы «за» и «против».
Если вы решили все же приобрести держак, изготовленный на заводе, вам может быть полезной статья «Выбор электрододержателя для сварки ММА», в которой речь идет о критериях, на которые обязательно нужно обращать внимание при покупке
Если решили собрать свой уникальный, считая, что не стоит тратить деньги на фирменное изделие: ниже представлено изображение простейшего приспособления, которое можно собрать за пару часов, если есть все необходимое в наличие.
Состоит из трубы d15х250мм. Слева на картинке к ней приварена пластина сечением 3х25 мм, согнутая в кольцо d50 мм с выпрямленными краями. Справа на изображении труба сжата, в этом месте выполнено отверстие под болт, который держит наконечник кабеля. Ручка, надетая на трубу из дюрита — многослойного армированного полимера.
svarka-master.ru
Как изготовить держатель для сварочного аппарата

Как можно сделать в домашних условиях простой сварочный аппарат и сварочный электрод, мы уже знаем. Продолжим тематику сварки и самодельных сварочных аппаратов и рассмотрим способ изготовления собственного держателя для сварочного аппарата.
Давайте просмотрим видеоролик по изготовлению самодельного держателя
Итак, перед тем, как приступить к работе подготовим необходимые материалы и инструменты:
– трубка полудюймовая;
– пластинка 30х30 мм;
– два прутика длиной 6.5 см;
– заготовка в виде проволоки;
– пластиковая трубка ПВХ;
– два переходных колечка;
– гайка;
– болт.

Отдельно следует отметить, что важным фактором является использование нержавеющей стали, поскольку нержавейка не окисляется, не ржавеет и хорошо проводит сварочный ток. Поэтому автор советует использовать элементы из нержавеющей стали в процессе изготовления самодельного держателя. Разъясним также, что два прутика можно срезать со старых сварочных электродов, а заготовку можно связать из куска тех же электродов.


С материалами разобрались, можно приступать к сборке. Начнем со сборки внутренней части держателя. Для этого берем трубку из нержавеющей стали и пропиливаем его вдоль под толщину пластинки. Глубь прореза должна быть примерно 3-4 мм, чтобы пластинка прочно держалась. Для больше стабильности нужно сварить основы пластины.


Далее переходим к следующему этапу. Берем куски электродов. Прямые куски варим по бокам пластинки, а пружинный кусок посередине. Также обязательным является небольшой пропил на одном из боковых кусков. Нужно это для того, чтобы электрод легче вставлялся в держатель и держался стабильнее.

Приступаем к следующей стадии изготовления самодельного держателя. Теперь нам нужно обеспечить крепление кабеля. Для этого берем гайку и болт. Для этого нам нужно просверлить отверстие в боковой части трубки и прихватить туда гайку. Для того, чтобы закрепить кабель нужно вставить его в зачищенном виде в трубку и закрутить болт, поджав кабель.

Наконец приступим к изготовлению ручки держателя. Надеваем кольца на трубку и натягиваем трубку ПВХ на трубку из нержавейки. Кольца также нужно сварить к трубке из нержавейки.
В конце на металлопластиковой трубе просверливаем отверстие под диаметр болта, также сравнительно маленькие отверстия на средней части ручки, чтобы она лучше охлаждалась.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Самодельный электродержатель для сварки » Полезные самоделки
Конструкция данного электродержателя для сварки предельна проста и надежна, испытана на практике и хорошо себя зарекомендовала. Его отличают такие проверенные в работе качества, как компактность и легкость, удобство в манипулировании рукой при сварке, прочность закрепления электрода в держателе, возможность простой и оперативной замены отработанного огарка на новый электрод.
Для того чтобы изготовить такой электродержатель, достаточно подобрать из имеющихся под рукой материалов подходящие и выполнить ряд несложных операций (см. рис). Потребуется металлический уголок 1 с полками размерами 20×20 мм и длиной 100 мм. Отступив от одного из концов 10 мм, сверлим отверстие 2 диаметром 4,1 мм. Оно необходимо для того, чтобы можно было удобно и быстро менять электрод: вставив в это отверстие оголенный конец нового, вытолкнем из держателя электрод-огарок.
Рис.1. Самодельный электрододержатель для сварки:
А, Б, В, Г, Д – последовательность стадий его изготовления;
1 – уголок; 2 – отверстие диаметром 4 для выталкивания огарка; 3 – области зауживания уголка; 4 – прижим электрода; 5 – шов прижима сварочный; 6 – ручка-изолятор; 7 – провод сварочный; 8 – трубка опрессовки провода; 9 – место сварки торца провода с трубкой; 10 – шов трубки, сварочный; 11 – электрод в рабочем положении.
Отступив от того же конца 40 мм, произвольно заузим оставшуюся часть уголка 3. как показано на рисунке. Далее из отрезка арматурного стержня диаметром 6 мм и длиной 80 мм (или пружинной проволоки того же диаметра) изготовим прижим 4 коленчатой формы. Выставив эту пружину на уровне среза уголка, приварим её хвостовик по центру уголка (сварочный шов 5 – с обеих сторон хвостовика). Ручкой держателя и одновременно его изолятором 6 послужит отрезок дюритового или толстостенного резинового шланга с небольшим внутренним диаметром и длиной 150 мм. Пропустив через него сварочный провод 7 и зачистив его конец, запрессуем, сплющив тонкостенную стальную трубу 8 подходящего (небольшого) диаметра и длиной 50 мм. Выступающий из нее конец провода 9 для лучшего контакта приварим к трубке, а последнюю наложим на зауженную часть уголка держателя и также приварим П-образным швом 10. Остаётся надвинуть изолятор на уголок, и электрододержатель готов.
Как показала практика, такой электрододержатель удобен и даже незаменим при сварке в стеснённых условиях. Напомним, что при работе с ним, как и со всеми подобными устройствами открытого типа, необходимо соблюдать меры предосторожности и не допускать коротких замыканий, то есть долговременных соприкосновений его с «массой».
С.А. Архипов, Ленинградская обл.
Категория: Сварочные аппараты
www.freeseller.ru
Для дугового соединения металлических предметов вам не обойтись без специального оборудования. Сегодня мы расскажем, чем нужно обеспечить сварщика, а также поделимся информацией о том, как создать самодельный электродержатель. Вилочный и винтовый электрододержатель: разновидностиЭлектродержатели необходимы для того, чтобы обеспечить фиксацию электрода и для доступа напряжения к нему, а также для возможности проведения различных манипуляций в процессе сварки. Этот инструмент должен отвечать некоторым важным требованиям, например, обеспечение мгновенной смены электродов без больших временных “пауз”. Это же касается и удаления огарков, для чего необходимо, чтобы его длина была минимальной. Нужно, чтобы держатель оборудования максимально качественно закреплялся в процессе сварки в любом положении: и под требуемым углом, и перпендикулярно. Естественно, он должен выдерживать большие нагрузки, быть простым по сборке, прочным и комфортным для работы. Все типы устройства выпускаются для номинального тока с максимальным показателем в 500 А, а вес оборудования составляет от 300 до 750 грамм. Рукоятка держателя должна быть изолирована специальными тепловыми и электро-материалами, которые предназначены для защиты. Существуют различные виды оборудования. Самым известным считается электрододержатель винтового типа, имеющий достаточно простую конструкцию, при этом он отличается качеством и практичностью. Есть и другие типы оборудования: пассатижные, вилочные, рычажные устройства – они различны по своему использованию и, конечно же, возможностям. Так, например, пассатижные инструменты используются при сварке и наплавлении швов при напряжении не более 500 А, зажим при этом осуществляется между рычагом и губкой, проводящей ток. Радует простота использования инструмента, ведь даже удаление огарка осуществляется простым нажатием на рычаг. Увы, стоят инструменты достаточно дорого, как и их ремонт, а потому многие смекалистые умельцы стараются сделать своими руками запасной инструмент. Но какой бы тип устройства вы не выбрали, инструмент должен быть безопасным в работе и иметь удобное управление. Конструкция инструмента должна отвечать таким требованиям, как:
Как сделать электродержатель своими руками?Существует несколько возможностей для создания электродержателей – выбирать вариант придется вам, исходя из определенных требований и ваших личных возможностей. В любом случае, на создание этого инструмента у вас уйдет буквально несколько часов, зато вы сможете сберечь немало финансовых средств. Своими руками – инструкция:
Как видите, конструкция очень простая, испытана специалистами. Ее ключевыми особенностями считают легкость, небольшой вес, удобство применения, прочность и быструю замену “отработанного материала”. Как показывает практика, подобные электродержатели будут удобны и очень полезны во время проведения сварочных работ даже в самых стесненных условиях.
Главное, чтобы не допускали появления короткого замыкания при работе. Этого можно достичь, если оградить инструмент от слишком длительной работы – желательно делать небольшие перерывы. Не забывайте и про свою безопасность – используйте всю требуемую “амуницию”, о которой стоит рассказать чуть подробнее! Обмундирование для сварщика – что нужно купить?Сварочные электрододержатели – не единственное, что понадобится вам в процессе выполнения сварочных работ. Вы должны позаботиться и о других аксессуарах и оборудовании, которое может пригодиться вам. Нам понадобится шлем и щитки, желательно, изготовленные из пластмассы. Выбирайте устройства с матовой внутренней частью, лучше черного цвета, а шлем должен иметь удобный наголовник и корпус с окошком, что позволит обеспечить удобное расположение. Понадобятся вам и светофильтры, которые помогут предохранить глаза от излучения. Они могут быть разных видов – лучше всего приобрести те, которые способны выдерживать работу с током силой до 900 А. Также нужно обязательно следить за состоянием шлема светофильтрами – старайтесь сразу заменять поврежденные либо изношенные детали. Важно обращать внимание и на одежду сварщика. Так, спецовка – одежда сварщика, которая убережет вас от попадания металлических горячих брызг, вредного излучения инструмента. Спецодежда представлена комплектом брюк, курток, ботинок и рукавиц, однако если вы редко осуществляете работы, достаточно будет приобрести рукавицы и куртку. Естественно, важны и другие инструменты специалиста. Так, не обойтись без щетки, с помощью которой осуществляется зачистка места сварки от ржавчины и грязи – эти работы нужно проводить перед сваркой: для удаления дефектных мест и швов, засохших пятен, применяют зубило, слесарный молоток и сварочные горелки. Важно грамотно хранить электроды, для чего нужно приобрести брезентовую крепкую сумку. Если в вашем арсенале всегда будет перечисленная нами одежда, инструменты и аксессуары, любые по сложности сварочные работы пройдут качественно и быстро, а также максимально безопасно. |






www.emomi.com
Электрододержатели для сварки | ОБРАБОТКА МЕТАЛЛОВ
Электрододержатели играют важную роль для процесса ручной электродуговой сварки и резки металлов. От их конструкции во многом зависят качество сварных соединений, производительность труда сварщика, удобство и безопасность в работе.Конструкция электрододержателей должна удовлетворять следующим требованиям: а) надежное крепление сварочного провода и электрода; б) возможность быстрой установки электрода; в) минимальная масса; г) возможность вести сварку в труднодоступных местах; д) надежная изоляция токоведущих частей и др.
Защемляющий изолированный электрододержатель. От известных данный электрододержатель отличается тем, что все его токоведущие части защищены изоляционным материалом, а крепление электрода более прочное и надежное.
Электрододержатель (рис. 10) имеет цилиндрическую рукоятку 7, которая соединена винтом 5 с муфтой 6. В муфте подвижно установлена втулка 2 с кольцевой канавкой, в которую входят вставки 4. С муфтой 6 резьбой соединен прижим 3, имеющий наклонное отверстие. На втулке 2 винтом 9 закреплена изоляционная головка 1: Втулка и головка также имеют наклонное отверстие, соосное отверстию в прижиме, но несколько меньшего диаметра.
Электрод устанавливается в наклонные отверстия перечисленных деталей. После этого головку с электродом придерживают одной рукой, а другой вращают рукоятку 7 по часовой стрелке, при этом прижим 3 перемещается вправо и закрепляет электрод и головку в целом.
Рис. 10. Изолированный электрододержатель.
Сварочный провод путем обжатия в специальном устройстве неподвижно крепится во втулке 8, припаянной к муфте 6.
Токоведущие части электрододержателя изготавливают из латуни или меди. Это обеспечивает хороший контакт с ними электрода, предотвращает приваривание и позволяет легко удалять огарок.
Рукоятку 8 и головку 1 изготавливают из изоляционного материала и полностью изолируют токоведущие части.
Срок службы такого электрододержателя в 2 раза и более выше промышленного, его внедрение позволило облегчить условия работы и повысить безопасность труда сварщиков.
Губчатый электрододержатель (рис. 11) предназначен для сварки и наплавки металла на повышенных режимах, когда происходит сильный нагрев. Применение промышленных электрододержателей в этих условиях затруднительно, так как они не обеспечивают нормального охлаждения токоведущих частей.
Особенностью губчатого электрододержателя является открытая зажимная контактная часть, обеспечивающая быструю смену электрода и интенсивное охлаждение. Зажимная часть выполнена в виде двух губок 1 с пружинящим кольцом 2. К кольцу припаяна медная трубка 3, служащая для подсоединения сварочного провода и являющаяся рукояткой. На трубку надевается изоляционный кожух 4 из резины или пластмассы. Сварочный провод присоединяется к медной трубке путем опрессовки или пайки.
Для быстрой установки электрода и удаления огарка концы губок отогнуты. Зажимная часть изготавливается из полосовой стальной ленты шириной 30 мм и толщиной 3 мм.
Рис. 11. Губчатый электрододержатель.
Электрододержатель позволяет производить сварку и наплавку на режимах, которые на 30—50% выше, чем при работе с обычными электрододержателями. Он прост по конструкции и может быть изготовлен на любом предприятии.
Автором губчатого электрододержателя является новатор В. С. Шуйский.
Губчатый электрододержатель повышенной точности. Отличительная особенность этого электрододержателя заключается в конструкции его зажимных губок.
С целью повышения надежности крепления электрода (особенно малых размеров) и улучшения электрического контакта губка 1 (рис. 12) имеет продольное углубление 4, выполненное штамповкой, а губка 2 на участке установки электрода заужена на 2/з ее ширины с двух сторон. Такая конструкция губок всегда обеспечивает при любом угловом положении электрода 3 касание его с губками в трех участках 5, 6 и 7.
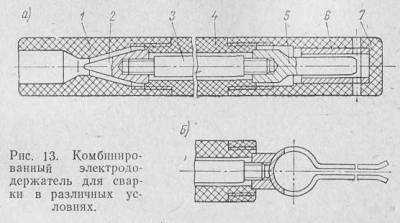
Комбинированный электрододержатель для сварки в различных условиях. Конструкция этого электрододержателя разборная. На текстолитовом корпусе 4 (рис. 13, а) смонтирован с одной стороны узел закрепления токоподводящего провода, а с другой — сменные сварочные головки. Узел для закрепления провода включает в себя зажимную втулку 1 из изоляционного материала и конусный наконечник 2.
Конусные поверхности втулки и наконечника служат для защемления оголенного конца. Защемление осуществляется при вращении втулки по часовой стрелке. Жилы провода в конусном отверстии располагаются веерообразно, что обеспечивает увеличение площади контакта его с токоведущим конусом.
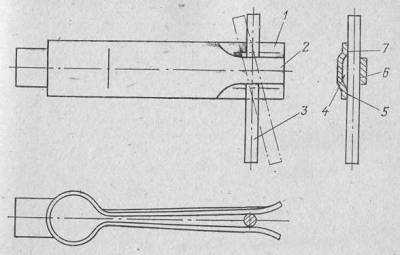
Рис. 12. Губчатый электрододержатель повышенной точности.
Для передачи сварочного тока от конуса к головке служит медный стержень 3, который резьбой сняла и с упором 5 головки. Кроме упора головка имеет токопроводящую втулку 6, установленную неподвижно в текстолитовом стакане 7. В стакане и втулке выполнено отверстие для размещения и зажима электрода. Зажим электрода осуществляется торцом упора 5 при вращении корпуса 4 относительно стакана.
Предложенная конструкция электрододержателя предназначена для работы в труднодоступных местах, однако может быть успешно использована для обычных условий сварки путем замены описанной головки другими, например губчатой головкой (рис. 13, б).
Достоинством комбинированного электрододержателя перед известным является то, что он собирается из простых деталей. Токоведущие детали электрододержателя полностью изолированы и обеспечивают надежный электрический контакт с малым сопротивлением, что уменьшает температуру нагрева и облегчает удаление огарка электрода.
Комбинированный электрододержатель разработан и внедрен новатором М. Э. Васильевым.
Электрододержатель для сварки цветных металлов. Электродуговая сварка цветных металлов сопряжена с определенными трудностями. Для качественной сварки металлическими электродами требуются высокая квалификация сварщика, трудоемкая подготовительная работа и специальное сварочное оборудование. Не каждое предприятие располагает такими возможностями, поэтому во многих случаях применяется сварка при помощи графитовых электродов. Для закрепления этих, электродов используются электрододержатели, отличающиеся от обычных, применяемых для сварки металлическим электродом. Один из таких электрододержателей показан на рис. 14. Корпус 1 держателя изготовлен из двух стальных полос в виде пружинной вилки, на которой закреплены экран 2 и изоляционная ручка 3. На губках вилки с внутренней стороны имеются медные накладки 5, между которыми устанавливается графитовый электрод 6. Сварочный провод крепится к корпусу при помощи винта 4.
В связи с выделением большого количества тепла и разбрызгиванием металла в процессе сварки корпус имеет несколько удлиненную форму, что вместе с защитным экраном создает нормальные условия работы.
Держатель не представляет сложности в изготовлении на любом предприятии.
Электрододержатели для воздушно-дуговой резки. Воздушно-дуговая резка металлов применяется в тех случаях, когда невозможно использовать газокислородную резку, например, при резке чугуна, нержавеющих сталей, цветных металлов и других материалов. Резка осуществляется графитовым электродом с подачей в зону дуги струи сжатого воздуха давлением 4 – 5 кгс/см2 от промышленной магистрали. Для закрепления электродов применяются различные конструкции электрод одержателей.
Рис. 14. Электрододержатель для сварки цветных металлов.
Рычажно-пружинный электрододержатель (рис. 15) нашел широкое применение на Ижорском заводе им. А. А. Жданова. В изоляционной рукоятке 5 расположен трубчатый токовод, на одном конце которого имеются штуцер 6 и узел 7 для крепления сварочного провода. На другом конце токовода смонтирован рычажный узел для закрепления графитового электрода, состоящий из рычага 9 с подвижной губкой 10, неподвижной губки 1, закрепленной на конце токовода, и пружины 8. Подвижная и неподвижная губки соединены шарниром 2. Выступающая из рукоятки часть токовода закрыта теплостойкой изоляцией 3. Рукоятка 4 соединена с вентилем для регулировки подачи сжатого воздуха.
Электрододержатель, показанный на рис. 16, создан на базе промышленного электрододержателя для сварки путем его модернизации.
На существующем тоководе 1 установлена медная трубка 2 со штуцером 3. Штуцер может быть припаян к тоководу, или закреплен другим способом. Для установки трубки используется имеющаяся на тоководе канавка. Свободный конец трубки направляется параллельно устанавливаемому электроду.
Переделка промышленного электрододержателя не требует больших затрат времени и средств. Достаточно снять изоляторы, в двух местах фрезой диаметром 3 мм сфрезеровать две перемычки, установить и закрепить трубку со штуцером. Кроме этого, круглым напильником необходимо выпилить две радиусные канавки на контактных губках.
Рис. 15. Рычажно-пружинный электрододержатель для воздушно-дуговой резки.
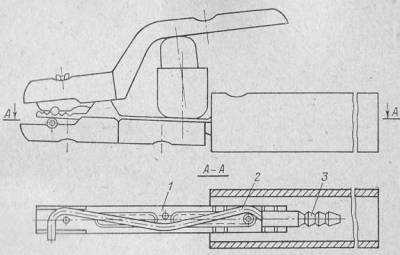
Рис. 16. Модернизированный промышленный электрододержатель для воздушно-дуговой резки.
Электрододержатель разработан в Ленинградском проектно-технологическом бюро Главленавтотранса и внедрен на заводе ПТО им. С. М. Кирова и других предприятиях.
Электровоздушный строгач. В сварочной лаборатории треста «Союзпромбуммонтаж» разработан электровоздушный строгач, отличительными особенностями которого являются кольцевая подача сжатого воздуха и цанговый зажим угольного электрода (рис. 17).
К трубке 5 слева припаян корпус 17 головки строгача, справа — втулка 6. Сверху трубки 5 намотан асбестовый шнур 18. В головке смонтирован цанговый зажим, состоящий из цанги 4, нажимной гайки 2 и изоляционной рукоятки 1, прикрепленной к гайке винтами 3. В нижней части головки установлен наконечник 15 из асбоцемента, закрытый кожухом 14 с двумя винтами 16.
К торцу втулки 6 припаян штуцер 9, на который надет шланг 10 с размещенным в нем токоведущим проводом 11. На втулке винтами 7 закреплена изоляционпая рукоятка 8. На свободном конце шланга установлен штуцер 13 с клеммой 12.
Рис. 17. Электровоздушный строгач.
В цанговом зажиме можно закреплять угольные электроды диаметром 6, 8 и 10 мм, при этом между угольным электродом и внутренней поверхностью отверстия корпуса образуется кольцевой зазор 19. время горения дуги через этот зазор в зону резки поступает под давлением кольцевая струя сжатого воздуха, который подается по шлангу 10.
Преимуществами электровоздушного строгача перед другими являются: а) небольшая масса; б) интенсивное охлаждение головки, что увеличивает срок службы строгача и дает возможность работать на повышенных режимах; в) равномерное сгорание угольного электрода и работа при любом наклоне головки в процессе обработки; г) исключение забрызгивания контактных частей головки каплями расплавленного металла.
Электровоздушный строгач работает при токе до 500 А и давлении воздуха 4—6 кгс/см2.
Автор – svarka
mgplm.org