Электродуговая металлизация в россии: Электродуговая металлизация в судостроении и металлообработке
alexxlab | 22.11.2022 | 0 | Разное
Электродуговая металлизация в судостроении и металлообработке
Одна из главных проблем в строительстве, судостроении и машиностроении — коррозия металлов и сплавов. Происходит разрушение структуры в результате химических реакций между металлом, атмосферным кислородом, водой и другими компонентами воздушной и водной среды. Из природных веществ особой агрессивностью отличается морская вода, представляющая собой раствор солей, щелочей и кислот, активно действующих на металлы.
Продлить срок службы металлических конструкций позволяет защитное покрытие. Это краска, лак, оксидная пленка или слой цинка. Особенно актуальна необходимость защиты для морских и речных судов, постоянно находящихся в зоне повышенного риска. Цинковые сплавы, использующиеся для электродуговой металлизации, пассивируют металл, то есть, делают его невосприимчивым к реагентам, находящимся в воде и воздухе.
Метод электродуговой металлизации
Суть метода состоит в том, что цинк напыляется на поверхность стальных изделий при относительно невысокой температуре основания, до 150 оС. Это позволяет полностью сохранить структуру металла, не допустить термической деформации и разрушения сварных швов и клепки.
Это позволяет полностью сохранить структуру металла, не допустить термической деформации и разрушения сварных швов и клепки.
Металлизация производится при помощи двух электродов — проволоки из цинкового сплава. На электроды подается высокое напряжение, вызывающее появление электродуги, разогретой до температуры 5000 — 6000 оС. На расплав подается сжатый воздух, который равномерно распыляет жидкость по поверхности. Скорость капель достигает 100 м/с. Ударяясь о поверхность, металл растекается по плоскости и прочно прилипает к ней, образуя сплошное покрытие без пор.
Электродуговое напыление — технологически не сложный и недорогой процесс, который, тем не менее, позволяет получить высокие результаты. Главные преимущества:
- возможность получить покрытия более прочные, чем при газопламенном способе напыления;
- исключение температурных деформаций;
- нет потребности в кислороде, керосине или ином горючем материале;
- возможность использовать цинковые сплавы с разными характеристиками.

Электродуговая металлизация в судостроении
Это один из основных способов защиты корпусов и других деталей конструкции кораблей. Возможность наносить покрытие при низкой температуре основания, от +5 оС исключает процесс предварительного подогрева металла основания, что особенно актуально для деталей большого размера. Технология защиты судов от коррозии рассчитана на температуру металла не выше 32 оС. Все химические реакции в этом диапазоне происходят активно. Исключается риск появления потеков и образования покрытия недостаточной толщины.
Покрытие получается в меру шероховатым, что повышает адгезию к покровной краске, увеличивающей эффективность коррозионной защиты. Но и без внешней дополнительной защиты цинковый слой является отличным барьером для морской воды, тумана и брызг. Толщина слоя всего в 0,1 мм позволяет продлить срок службы стальных деталей на воздухе на 30 — 40 лет, именно по истечении такого времени могут появиться первые следы коррозии. Контактирующие с соленой водой детали необходимо покрыть цинковым слоем толщиной не менее 0,2 мм.
Контактирующие с соленой водой детали необходимо покрыть цинковым слоем толщиной не менее 0,2 мм.
Цинковое покрытие выступает в роли анода по отношению к железу. Электрохимическая защита не зависит от уровня пористости цинкового слоя. В соленой воде, являющейся электролитом, поверхность цинка покрывается пленкой гидроокиси цинка или окисью карбоната, исключающей доступ воды к металлу. Цинковая защита эффективна до температуры среды в 55 — 65 оС. После некоторого снижения стойкости в диапазоне 65 — 100 оС, что происходит из-за разрыхления оксидных слоев, эффективность оцинковки начинает увеличиваться до прежнего уровня.
Повышение плотности оцинковки
Хотя наличие пор в защитном покрытии и не является опасной угрозой, повышение плотности увеличивает срок службы, как цинкового слоя, так и стальной конструкции в целом. Это производится путем окраски судов составами, обладающими высокой адгезией к сплавам цинка. Краска наносится на чистую и сухую поверхность при нормальной температуре, без дополнительного грунтования. Слой краски ограничивает доступ к цинку морской и пресной воды, кислорода и других газов. Поры в покрытии заполняются частицами краски, что увеличивает прочность многослойного покрытия.
Слой краски ограничивает доступ к цинку морской и пресной воды, кислорода и других газов. Поры в покрытии заполняются частицами краски, что увеличивает прочность многослойного покрытия.
Выбор краски определяется условиями эксплуатации судов, особенно их подводной части. На днищах и бортах закрепляются моллюски, мох и водоросли, которые не только увеличивают силу трения и снижают скорость хода, но и медленно разрушают корпус. Краски подходят такие, чтобы риск обрастания днища был минимальным. Это:
- глицерофталиевые;
- виниловые;
- хроматоцинковые;
- полимерные.
Водостойкие битумные составы для этой цели на подходят — они создают хорошие условия для прикрепления моллюсков.
При использовании хлоркаучуковых соединений и винильных термопластов достигаются самые лучшие результаты. Срок службы судовых корпусов увеличивается в два-три раза. А при толщине оцинковки в 0,25 мм и двухслойном покрытии этими красками — даже в 5 раз.
Такой же стойкостью к биологическим вредителям и коррозии обладают и окрашенные по цинку неподвижные подводные гидротехнические конструкции. При обследовании следов поражения не замечают в течение 6 — 7 лет эксплуатации, начиная со дня погружения в пресную воду. Электродуговая металлизация для защиты от соленой воды проводится с применением электродов из цинка и сплава цинка с алюминием (алюминия до 15%).
Наиболее распространенным использованием электродуговой металлизации является нанесение легкоплавких материалов (Zn, Al, их сплавы).
В компании «Специальные материалы» предоставлены следующие цинковые сплавы:
AERIS 1427 — Российский аналог Ц0 — Сплав Zn 99.97%
AERIS 1430 — Российский аналог Ц0 — Сплав Zn 99.995%
AERIS 1435 — Российский аналог — нет аналога — Сплав ZnAl15
AERIS 1440 — Российский аналог — нет аналога — Сплав ZnAl4
AERIS 1445 — Российский аналог — нет аналога — Сплав ZnAl2
Электродуговая металлизация (ЭДМ) – Центр защитных покрытий
Центр защитных покрытий — Урал (ЦЗПУ) освоил процесс электродуговая металлизация (ЭДМ), данный процесс позволяет создать защитное покрытие за счет плавления двух проволок (одинаковых или разных по составу) электрической дугой, горящей между ними при температуре 5000 — 6000 С, с их последующим распылением и переносом на поверхность обрабатываемой детали с помощью газовой струи со скоростью более 100 метров в секунду (аргон, азот, струя сжатого воздуха). Таким образом создается создаётся коррозиестойкое защитное покрытие с высокой прочностью сцепления и низкой пористостью, увеличивается срок их службы деталей в несколько раз. Электродуговая металлизация на нашем предприятии ЦЗПУ производится в специальных, автоматизированных камерах. Наше высокотехнологичное оборудование, позволяет создавать защитные покрытия высокого качества, с долгим сроком службы и с заданными характеристиками.
Таким образом создается создаётся коррозиестойкое защитное покрытие с высокой прочностью сцепления и низкой пористостью, увеличивается срок их службы деталей в несколько раз. Электродуговая металлизация на нашем предприятии ЦЗПУ производится в специальных, автоматизированных камерах. Наше высокотехнологичное оборудование, позволяет создавать защитные покрытия высокого качества, с долгим сроком службы и с заданными характеристиками.
Электродуговая металлизация в России распылением эффективная защита металлов. Детали прошедшие ЭДМ не корродируют, устойчивы в агрессивных средах, работают в разы дольше. Сцепление при ЭДМ (электро дуговая металлизация) частиц с подложкой происходит на шероховатой поверхности. Нанесенные защитные покрытия обладают высокой адгезией к металлу и не отслаиваются от самой конструкции. В результате ЭДМ на поверхность стальных изделий наносятся мелкие частицы, которые формируют покрытие сплошного типа.
Детали прошедшие электродуговую металлизацию по своему строению, химическому составу и свойствам значительно отличаются от исходных металлов.
Достоинства ЭДМ
- Электродуговая металлизация позволяет наносить различные металлы и сплавы, а также большое число соединений и их смеси. Можно напылять различные материалы в несколько слоев, что позволяет получать покрытия со специальными характеристиками.
- Равномерное покрытие можно напылить как на большую площадь, так и на ограниченные участки больших изделий.
- Напыление является наиболее удобным и высокоэкономичным методом в случаях, когда необходимо нанести покрытие на часть большого изделия.

- Основа, на которую производится напыление, мало деформируется.
- Технологический процесс ЭДМ обеспечивает высокую производительность нанесения покрытия.
В исключительных случаях электродуговая металлизация является единственным возможным способом долгосрочной защиты конструкций от коррозии и разрушения. Металлические защитные покрытия, нанесённые ЭДМ, имеют протекторные свойства самовосстановления. При механическом повреждении защитного слоя такие места закупориваются окислами металла покрытия. Антикоррозионные металлические покрытия не отслаиваются и не разрушаются при низких температурах, что позволяет использовать их в различных климатических поясах.
Преимущества дугового напыления и HVOF
Когда дело доходит до дугового напыления и HVOF, существуют некоторые существенные различия, такие как стоимость и долговечность, которые могут повлиять на то, будет ли одна система лучше другой для вашего применения. В этом блоге мы рассмотрим различия и преимущества дугового распыления и HVOF, чтобы вы могли решить, что лучше всего подходит для вашего приложения.
Что такое дуговой спрей?
Прежде чем мы перейдем к преимуществам дугового распыления и его отличиям от HVOF, нам нужно убедиться, что все мы понимаем, что такое дуговое распыление.
Дуговое напыление (которое иногда называют двухпроволочным дуговым напылением) — это процесс, в котором используется электрическая дуга для плавления проволоки. В процессе дугового напыления сырье в виде пары металлических или порошковых проволок плавится под действием электрической дуги. Этот расплавленный материал распыляется конусом сжатого воздуха и направляется к заготовке. Затем расплавленный спрей затвердевает на поверхности компонента, образуя плотное, прочно прилипающее покрытие. Покрытия, нанесенные электродуговым напылением, имеют более высокую степень прочности сцепления, чем некоторые другие покрытия, нанесенные термическим напылением, а использование только сжатого воздуха и электричества означает более экономичные покрытия.
Преимущества дугового распыления
Электродуговое напыление — это очень хороший и экономичный метод нанесения металлических покрытий в очень широком диапазоне применений, а также один из самых универсальных из всех процессов термического напыления. Это простой процесс нанесения антикоррозионных покрытий на стальные изделия, но с таким же успехом можно нанести инженерные покрытия для восстановления или изменения свойств поверхности напыляемых объектов.
Этот процесс может обеспечить самую высокую производительность среди всех процессов распыления, способных распылять, например, более 150 кг цинка в час.
Средства защиты от коррозии включают в себя широкий спектр изделий, начиная от небольших кронштейнов, ворот/заборов и оборудования для игровых площадок и заканчивая целыми кораблями, морскими нефтяными платформами и ветряными турбинами. Ассортимент инженерных покрытий практически бесконечен: от гидравлических поршней, дисков сцепления, подшипников и уплотнений, компонентов кондиционирования воздуха, котлов и сосудов до валов для бумажной и полиграфической промышленности. Это очень маленький список возможных применений.
Это очень маленький список возможных применений.
Другие преимущества электродугового напыления:
- Низкое энергопотребление по сравнению с плазмой или HVOF.
- Простое кнопочное управление.
- Низкий нагрев используемой подложки делает электродуговое распыление полезным, когда речь идет о термочувствительных подложках. Например, конденсаторы и электронные компоненты.
- Можно достичь различных уровней пористости, чтобы свойства покрытия соответствовали требованиям применения.
- Дуговое распыление не требует использования дымовых газов или создания высокоэнергетической плазмы; это означает, что он представляет меньший риск для здоровья и безопасности, чем другие процессы термического напыления. Процесс дугового напыления
- предлагает более низкую стоимость и высокую производительность по сравнению с процессом напыления HVOF.
Что такое ХВОФ?
Как и раньше, мы должны убедиться, что все понимают, что такое HVOF и процесс, стоящий за ним, прежде чем переходить к преимуществам его использования. Итак, что такое HVOF?
Итак, что такое HVOF?
Высокоскоростное кислородное топливо (HVOF) представляет собой процесс нанесения очень плотных, прочно прилипающих покрытий. Принцип действия процесса HVOF заключается в подаче жидкого топлива и кислорода в камеру сгорания, где они воспламеняются, образуя поток горячего газа под высоким давлением. Затем он ускоряется через сопло де Лаваля (конфузорное/расширяющееся), увеличивая скорость газа примерно до 1500 м/сек, а давление чуть ниже атмосферного. На этой стадии порошок может быть легко введен в газовый поток.
Поток газа нагревает и ускоряет частицы порошка примерно в два раза быстрее скорости звука, одновременно размягчая их. Они воздействуют на напыляемую поверхность с огромной энергией, образуя очень плотное, прочно сцепленное покрытие. Система металлизации HVOF не плавит порошки, а только смягчает их. Это связано с тем, что частицам передается меньше тепла, а время выдержки очень короткое, окисление и разложение в покрытии HVOF минимальны.
Покрытия HVOF дороже и наносятся медленнее, чем покрытия дуговым напылением, но преимущества улучшенных характеристик покрытия делают его отличным выбором.
Преимущества HVOF
Как и в случае дугового распыления, использование HVOF имеет много различных преимуществ. Например; Покрытия HVOF могут наносить материалы, в состав которых входит карбид вольфрама, который создает покрытия с исключительной защитой от износа — до 10 раз лучше, чем, например, твердое хромирование. Этот процесс подходит для дорогостоящих применений, значительно продлевая срок службы таких компонентов, как буровые роторы, задвижки и шаровые клапаны в нефтегазовом секторе или замена твердого хрома шасси самолета или гидравлических поршней. Некоторые из преимуществ покрытий HVOF включают…
- Сохранение химического состава порошка из-за сокращения времени выдержки при температуре.
- Содержание оксидов ниже из-за меньшего времени воздействия в полете.
- Плотность выше (пористость ниже) из-за большей скорости удара частиц.
- Улучшенная защита от коррозии благодаря меньшей сквозной пористости.
Окончательная отделка
Существует множество преимуществ и преимуществ использования дугового распыления и HVOF. Но какой из них лучше для вас? Чтобы найти ответ, поговорите с членом нашей команды сегодня, и мы поможем найти идеальное решение, которое соответствует вашему бюджету и среде, в которой вы работаете.
Но какой из них лучше для вас? Чтобы найти ответ, поговорите с членом нашей команды сегодня, и мы поможем найти идеальное решение, которое соответствует вашему бюджету и среде, в которой вы работаете.
Metallisation работает в индустрии металлических покрытий с 1922 года, за это время став ведущим британским разработчиком, производителем и мировым поставщиком полного спектра оборудования и расходных материалов для напыления металла. Итак, если у вас есть какие-либо вопросы или вы хотите узнать больше об дуговом распылении или HVOF; свяжитесь с членом команды Metallisation сегодня по телефону 01384 252 464 или отправьте нам электронное письмо по адресу [email protected]. Мы с нетерпением ждем ответа от вас.
Компания по нанесению покрытий методом термораспыления
Термическое напыление покрытия
Основная компетенция WWG Engineering состоит из ряда технологий модификации поверхности. Среди ее экосистемы инженерных решений для поверхностей процессы нанесения покрытий методом термического напыления являются важной частью общей формулы успеха.
Самая важная часть нанесения покрытий методом термического напыления фактически связана с «условиями эксплуатации». Каковы ожидания клиентов, чтобы восстановить размеры оборудования и компонентов, временно исправить или они хотят улучшить свойства поверхности, функциональность и повысить производительность и срок службы за счет правильного выбора соответствующих материалов с точным химическим составом.
WWG Engineering может разработать наиболее подходящую поверхность или покрытие, соответствующие функциональным возможностям или улучшающие характеристики компонента в конкретной среде. Наши текущие исследования и разработки в основном «прикладно ориентированы» в области новых процессов, материалов и выявления новых конкретных применений, которые способны обеспечить непревзойденные преимущества при эксплуатации машин наших клиентов. Как промышленный лидер, мы хотим соответствовать или превосходить ожидания наших клиентов.
Что такое покрытие для термического напыления?
Тепловая энергия относится к энергии, содержащейся в системе, которая отвечает за ее температуру, где «тепло» — это поток тепловой энергии.
Очевидно, что термическое напыление покрытия должно относиться к распылению материалов покрытия с использованием определенной «тепловой» энергии или «источника тепла».
Кроме того, распыление с помощью сжатого воздуха или создание соответствующей скорости распыляемой струи под давлением, позволяющей достичь определенных скоростей частиц в различных процессах распыления.
Следовательно, термическое напыление обычно относится к распылению мелкодисперсных расплавленных или полурасплавленных капель (и… пластически деформируемых частиц в последние годы), возможно, со скоростью миллиона частиц в секунду, образуя покрытие при определенных условиях. скорость, которая способна создать определенное желаемое воздействие. … На поверхности подложки частицы образуют «кляксы» или «пластинки» или пластически деформированные частицы, создающие пластинчатую взаимосвязанную микроструктуру, образующие покрытие, подвергающиеся быстрому охлаждению и затвердеванию. Поверхностный материал может быть в виде порошка, стержня, шнура или проволоки, что четко определено ASM.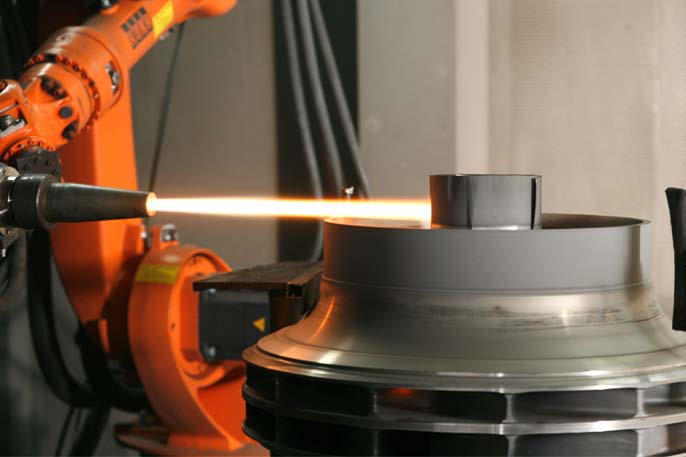
Рисунок: Согласно определению WEBSULZER, для термического краскораспылителя могут потребоваться различные источники энергии или тепла, а также различные формы материалов, в зависимости от процесса распыления.
Основные процессы термического напыления в WWG Engineering
- Металлизация проволоки (пламенное напыление проволоки)
- Электродуговой спрей
- Огненный порошковый спрей
- Спрей для керамики Rokide
- Плазменный спрей
- Покрытие HVOF
- Холодный спрей
1. Металлизация проволоки (распыление пламенной проволокой)
Обычно металлизацию проволоки также называют металлизацией пламенной проволокой или металлизацией проволокой горения.
В WWG Engineering мы просто назвали этот процесс «напылением проволоки»… А в общепромышленной терминологии он называется «Metal Spray».
В нашем случае металлизация проволоки больше похожа на процесс термического напыления «начального уровня». Все наши инженеры и техники по распылению пройдут обучение, узнают, как освоить этот процесс распыления проволоки начального уровня, прежде чем они перейдут к следующему процессу. Это начальный уровень также из-за его доступности. Таким образом, инвестиционные затраты очень низки, просты в настройке, очень мобильны, имеют более удобные параметры распыления и просты в обучении операторов.
Все наши инженеры и техники по распылению пройдут обучение, узнают, как освоить этот процесс распыления проволоки начального уровня, прежде чем они перейдут к следующему процессу. Это начальный уровень также из-за его доступности. Таким образом, инвестиционные затраты очень низки, просты в настройке, очень мобильны, имеют более удобные параметры распыления и просты в обучении операторов.
Металлизация проволоки обычно занимает самое низкое место в ряду покрытий для термического напыления из-за характеристик слоя покрытия, требований промышленного применения и общего восприятия. При этом не совсем уместно называть его предложением применения для менее ответственных работ, например, для восстановления общих размеров и антикоррозийных покрытий и т. д. Ожидание функциональности также может быть весьма требовательным.
В общепромышленных применениях металлизация проволоки действительно может демонстрировать все необходимые характеристики, такие как хорошая износостойкость, поскольку умеренно окисленное покрытие фактически демонстрирует более высокую твердость. Его более высокая пористость хороша для удержания масла и повышенной износостойкости. Правильный герметик имеет решающее значение, когда дело доходит до антикоррозионных применений.
Его более высокая пористость хороша для удержания масла и повышенной износостойкости. Правильный герметик имеет решающее значение, когда дело доходит до антикоррозионных применений.
Очевидно, что любые металлические материалы, которые могут быть преобразованы в форму проволоки, могут применяться в процессе металлизации проволоки.
Металлизация проволоки включает пламя кислородного топлива (обычно окси-ацетилен), расходуемую проволоку и сжатый газ (обычно сжатый воздух). Основы этого процесса металлизации проволоки сжиганием относительно просты. Сначала из головки пушки выбрасывается смесь кислорода и горючего газа. После воспламенения смеси в пламя кислородного топлива подается расходуемая проволока. Тепло от пламени расплавляет проволоку.
По мере поступления сжатого воздуха расплавленный и полурасплавленный материал распыляется на мелкие частицы, что способствует адгезии. Расходный материал прилипает к поверхности основного материала, образуя покрытие.
Эта система металлизации проволоки особенно удобна для выполнения работ по нанесению покрытий на месте или в удаленных местах. Процесс металлизации проволоки также позволяет основному материалу оставаться относительно холодным. Зоны термического влияния, фазового перехода подложки и т. д. нет.
Процесс металлизации проволоки также позволяет основному материалу оставаться относительно холодным. Зоны термического влияния, фазового перехода подложки и т. д. нет.
Рис. Металлизация проволоки
2. Электродуговое напыление
Электродуговое напыление, иногда называемое двухпроводным дуговым напылением.
В WWG Engineering мы назвали этот процесс просто дуговым напылением… Опять же, в общепромышленной терминологии это также можно назвать «металлическим напылением».
Как следует из названия, электродуговой спрей, этот процесс использует электрическую дугу для расплавления проводов. Для создания дуги две проволоки из металлического материала встречаются на наконечнике пистолета. При включении электричества на сопле краскораспылителя провода плавятся дугой короткого замыкания. Сжатый воздух способствует распылению расплавленных частиц, распылению и осаждению частиц на подложку, создавая ламеллярные слои покрытия дугового напыления.
Аналогично металлизации проволоки, любые металлические материалы, которые могут быть преобразованы в форму проволоки, могут применяться в процессе дугового напыления.
Процесс Arc Spray может быть ручным или автоматическим. Он очень часто используется для нанесения высокоэффективного термического покрытия на детали, подверженные коррозии и эрозии. В зависимости от выбора соответствующего материала это покрытие обеспечивает превосходную защиту компонентов от различных видов износа и деградации материала, увеличивая при этом срок их службы.
Электродуговое напыление и металлизация проволоки очень распространены в промышленности. Многие мастерские по нанесению покрытий также запустили Arc Spray в качестве системы «начального уровня». В обоих случаях используется проволока, но микроструктура и текстура покрытия сильно различаются. Из-за эффекта «двойной проволоки» дуговое напыление имеет более крупные частицы, более высокую вероятность улучшенной прочности сцепления из-за большей теплоемкости внутри частиц, а текстуры поверхности могут быть грубее на вид.
3. Распылитель пламенного порошка
Распыление пламенного порошка или пламенное термическое напыление — это еще один процесс термического напыления горения. В WWG Engineering этот процесс называется просто «распыление порошка». Этот процесс использует очень похожую технику и базовую теорию термического напыления, что и процесс металлизации проволоки, за исключением того, что сырье для проволоки заменяется порошком.
Тот факт, что исходным сырьем здесь является «порошок», позволяет использовать гораздо более широкий спектр материалов. Самофлюсующиеся сплавы или керамические материалы на основе никеля или кобальта можно легко перерабатывать в порошкообразную форму, что дает более широкий выбор покрытий. В случае самофлюсующегося сплава последующая операция плавления приведет к металлургическому связыванию покрытия с диффузией к подложке. Материалы, которые невозможно изготовить в виде проволоки, теперь могут быть в виде порошка.
Подобно процессу металлизации проволоки, источником тепла для порошкового напыления являются кислород и газообразный ацетилен. Обычно при сгорании возникает температура нагрева, превышающая 3000°С. По мере того, как исходный материал для распыления подается в пламя в виде порошка, вместе с тепловым расширением горения этот материал в виде расплавленных и полурасплавленных частиц распыляется и ускоряется на подложке, образуя слои покрытия. На данный момент это в основном механическое соединение. Только самофлюсующийся сплав может быть сплавлен для создания металлургической связи покрытия, имеющей диффузию со стальной подложкой.
Обычно при сгорании возникает температура нагрева, превышающая 3000°С. По мере того, как исходный материал для распыления подается в пламя в виде порошка, вместе с тепловым расширением горения этот материал в виде расплавленных и полурасплавленных частиц распыляется и ускоряется на подложке, образуя слои покрытия. На данный момент это в основном механическое соединение. Только самофлюсующийся сплав может быть сплавлен для создания металлургической связи покрытия, имеющей диффузию со стальной подложкой.
4. Распыление Rokide
Процесс пламенного напыления Rokide полностью аналогичен процессам металлизации проволоки и пламенного порошкового напыления, основанному на конструкции системы и теории термического напыления. Он также использует кислород-ацетилен в качестве горючего газа. Основное отличие заключается в том, что он сосредоточен на керамических материалах для оптимальной производительности. Любая керамика, которую можно превратить в стержень, можно распылять с помощью системы распыления Rokide. Из-за этого в WWG Engineering спрей Rokide также часто называют «керамическим спреем Rokide».
Из-за этого в WWG Engineering спрей Rokide также часто называют «керамическим спреем Rokide».
На самом деле, во многих микроструктурных и лабораторных оценках покрытий считается, что керамическое покрытие, такое как оксид хрома, нанесенное с помощью Rokide Spray, лучше, чем оксид хрома, напыленное с помощью плазменного распыления. Он также определенно лучше, чем Flame Powder Spray, с точки зрения уровня пористости, плотности, твердости, коррозии и износостойкости.
Компания Saint-Gobain создала исходное сырье с использованием запатентованного Flexicord. Следовательно, любые материалы, которые могут быть загружены в Flexicord, могут быть распылены с помощью пистолета Rokide. Сюда входят керамика, металлические сплавы и полиэфирные материалы.
В рецепте приложений WWG Engineering, в отличие от других процессов газопламенного напыления, Rokide Spray может пропустить грунтовку или связующее покрытие, когда коррозия является основной проблемой. Пример использования морской воды. Правильный герметик очень важен в большинстве случаев.
Правильный герметик очень важен в большинстве случаев.
Наиболее популярной напыляемой керамикой Rokide является оксид хрома, за которым следуют оксид алюминия (глинозем) и диоксид титана….. Во время распыления Rokide керамические стержни расплавляются, распыляются сжатым воздухом, а затем полностью расплавленные частицы выбрасываются на рабочую поверхность при высокая скорость. Частицы расплавленной керамики не могут покинуть распылительный блок, пока не станут полностью расплавленными. Эти частицы имеют высокую кинетическую энергию и высокую тепловую массу, что создает прочное и плотное покрытие.
5. Плазменное напыление
Изобретение плазменного напыления произвело настоящую революцию в индустрии термического напыления, начиная с 1980-х и 1990-х годов, в основном из-за его широкого применения в деталях авиационных двигателей и промышленных газовых турбин. один из процессов термического напыления, в котором используется высокоэнергетический источник тепла для расплавления, распыления и ускорения мелких частиц на соответствующим образом подготовленной поверхности.
При ударе эти расплавленные частицы остывают и мгновенно затвердевают за счет передачи тепла нижележащей подложке и, таким образом, путем накопления образуют покрытие, состоящее из пластинок. Температура в плазменном пламени обычно составляет 10 000–15 000°C, а при максимальном применении оно может достигать 30 000°C. Благодаря этой высокой температуре почти любые материалы, будь то металл, карбиды, керамика, такие как тугоплавкие металлы или оксиды, могут быть расплавлены и нанесены с образованием покрытия с помощью плазменного напыления.
В целом, Plasma Spray оказал огромное влияние на аэрокосмическую промышленность. Он достиг огромного роста в 1980-х и 1990-х годах. Его успешное применение керамического термобарьерного покрытия (TBC). Компания Boeing сертифицировала плазменное напыление в 1968 году, после чего добилась больших успехов в замене хромирования. Allied Signal и GE разработали огромное количество приложений для газовых турбин. При переходе в 21-й век существует множество других интересных решений для плазменного напыления, в том числе для промышленного и полупроводникового сегментов.
Плазмотрон состоит из конусообразного торированного вольфрамового катода и цилиндрического медного анода. Плазмообразующие газы протекают через кольцевое пространство между двумя электродами, и дуга инициируется высокочастотным разрядом.
Поток газа, протекающий между двумя электродами, растягивает дугу, так что на своем пути от одного электрода к другому дуга выходит из сопла горелки в виде плазменного пламени. Такие газы, как Ar, He, h3 и N2, в основном используются в качестве дуговых газов для плазмообразующих.
В обычной плазменной системе крайне желателен источник питания на 200 ампер. Из-за сильного нагрева необходима достаточная мощность чиллера, а также установка охлаждающих струй сжатого воздуха, направленных на заготовку, чтобы избежать перегрева подложки. Скорость частиц в плазменном спрее составляет от 1 до 3 Маха.
5. Покрытие HVOF
Когда процесс HVOF был разработан в 1980-х годах, очень часто его согласовывали с процессом детонационной пушки из-за многих сравнимых преимуществ покрытия. .
.
HVOF означает высокоскоростное кислородное топливо. Под высокой скоростью здесь понимается что-либо между 3 и 7 Махами. В общем, скорость HVOF составляет около 5 Маха или 1500 м/сек. Oxy относится к кислороду. Топливо здесь относится к пропану, пропилену, водороду… и очень распространенным жидким топливом является керосин.
HVOFcoating — это процесс термического напыления, при котором топливо и кислород смешиваются и подаются в камеру сгорания. После воспламенения газ, образующийся в камере сгорания, имеет чрезвычайно высокую температуру и давление и выбрасывается через сопло со сверхзвуковой скоростью. Порошок впрыскивается в высокоскоростной газовый поток и продвигается к покрываемой подложке.
В процессе распыления HVOF используется очень высокое давление сгорания, что приводит к эквивалентной высокой скорости газа, а высокая скорость частиц создает кинетическую энергию, которая более важна, чем температура. Это связано с тем, что процесс HVOF не требует, чтобы все частицы были полностью или частично расплавлены. Благодаря высокой скорости частицы оседают очень компактно и плотно.
Благодаря высокой скорости частицы оседают очень компактно и плотно.
В дополнение к своим типичным характеристикам чрезвычайно высокой адгезии, плотности, низкой пористости (обычно ниже 1%) и возможности распыления толстого покрытия из-за характера сжимающего напряжения. Помимо нержавеющей стали и других металлических сплавов на основе никеля, процесс HVOF дает превосходные результаты. результаты для осаждения материалов семейства карбидов. Причина этого в том, что все карбиды чувствительны к окислению. Низкая температура 3000 градусов C и высокая скорость частиц позволяют избежать окисления и любого фазового превращения материала. Это позволило хорошо сохранить химический состав материалов покрытия и минимизировать деградацию. Следовательно, процесс HVOF является одним из лучших для сохранения оригинальности карбидов. В зависимости от связывания Ni, Cr или Co и т. д., карбиды вольфрама и хрома сохраняют очень высокую твердость покрытия, и конечные результаты находят множество отличных применений против различных типов износа, включая истирание, фреттинг, истирание и т. д., в сочетании с коррозией и даже при повышенных температурах. .
д., в сочетании с коррозией и даже при повышенных температурах. .
Краткая история развития термического напыления в Сингапуре
Г-н Вилли Вонг является основателем WWG Engineering Pte Ltd, Сингапур. На протяжении всего своего пути в области разработки покрытий для термического напыления он всегда находил очень интересным исследование и изучение истории и развития технологии нанесения покрытий с термическим напылением. Вспомним, что более 30 лет назад в Сингапуре, Малайзии и многих азиатских странах, за исключением инженеров авиационной промышленности и OEM-магазинов, технология нанесения покрытий термическим напылением была малоизвестна обычным промышленным инженерам в то время.
Для большинства промышленных людей в то время… включая некоторые небольшие мастерские, работавшие с одной системой электродугового напыления, их общая терминология о металлизации проволоки и процессе электродугового напыления просто называлась “металлическое напыление”.
Ранняя стадия разработки покрытий для термического напыления в Сингапуре была очень трудным временем. Помимо того, что было трудно привлечь и нанять сотрудников, желающих пройти обучение и работать над технологией нанесения покрытий методом термического напыления, было трудно убедить клиентов даже попробовать ее. Кроме того, многие некачественные магазины фактически нанесли ущерб репутации компании Thermal Spray Coating из-за неправильного подхода к продажам (неправильного применения), предлагая некачественную работу из-за отсутствия надлежащих знаний и обучения. В результате пользователи всегда беспокоятся о проблеме «отслаивания» покрытий для термического напыления. Большинство клиентов в то время ошибочно полагали, что «хромирование было дешевым и хорошим. Нет проблем с отслаиванием покрытия).
На самом деле, Япония была единственной азиатской страной в то время, вырвавшейся вперед и уже хорошо зарекомендовавшей себя в исследованиях, разработках и применении покрытий для термического напыления; Как в сфере производства, так и в сфере услуг.
Мы сейчас в информационном веке. Также известен как компьютерная эпоха, цифровая эпоха или… новая эпоха медиа…. Сегодня почти каждая историческая и современная литература, публикации, фиксируемая информация доступны и доступны в Интернете через поисковые системы. Это также облегчает литературные исследования по покрытиям для термического напыления.
Кто начал нанесение покрытий методом термического напыления в Сингапуре?
Возможно… было бы очень интересно узнать, кто первым запустил термораспыление в Сингапуре, и… может быть… как насчет Малайзии? Без каких-либо веских причин, кроме как просто из-за желания узнать… Пока нет надежной, отслеживаемой базы данных по этой области… хотя в реальной жизни довольно многие утверждают, что они были самыми “первыми”.
Ясно, что не было четких документальных записей об этой отрасли, включая доступность из интернет-поиска. Сказав это, может быть, было бы более справедливо сказать об этом, кто из этих первых стартапов, которые все еще существуют в настоящее время, управляют бизнесом по нанесению покрытий термическим напылением.
Распространенные типы процессов нанесения покрытий термическим напылением:
Ученые и инженеры по всему миру постоянно исследуют новые прорывы в процессах нанесения покрытий термическим напылением и проектировании систем. Вот некоторые из наиболее часто встречающихся:
- Металлизация проволоки
- Электродуговое напыление
- Огненный порошковый спрей
- Керамический стержень Rokide для распыления
- Плазменное напыление
- Вакуумно-плазменный распылитель (ВПС)
- Плазменный распылитель низкого давления (LPPS)
- Холодный спрей
- Детонационное пламенное распыление
- Высокоскоростное кислородно-топливное распыление (HVOF)
- Высокоскоростной воздух/топливо (HVAF)
Преимущества термического напыления
Термическое напыление покрытий имеет много преимуществ. Некоторые распространенные примеры:
Некоторые распространенные примеры:
- Размерные реставрации.
- Повышенная прочность.
- Модифицированные электрические свойства.
- Повышенная или пониженная защита от коррозии.
- Несколько режимов износостойкости
- Повышенная твердость.
- Теплоизоляция
- Электрическая изоляция
- Повышенное или пониженное трение.
- Повышенная износостойкость.
- Истираемый
- Контроль зазора
- Дополнительная защита поврежденных материалов.
- Декоративный
- Текстуры поверхности
Когда было изобретено покрытие термическим напылением?
Если мы посмотрим на историю, исследовательская работа над самой базовой экспериментальной моделью, которая привела к открытию и изобретению технологии термического напыления, началась в конце 1800-х годов. По сути, 1889 год… когда пытались создать покрытие путем разрушения жидких металлов распылением.
Первые патенты, поданные отцом-основателем Максом Ульрихом Шуопом, были поданы еще в 1880 году, а патентная заявка была подана в 1882 году.
Веха изобретения, разработки и коммерциализации ключевых процессов термического напыления
Эта концепция была разработана Фрицем Шори(2) в начале 1930-х годов и технологии высокоскоростного газокислородного осаждения (HVOF).
, изобретенный в 1955 году Х.Б. Сарджент, Р.М. Poorman and H. Lamprey (Сегодня запатентованная система Praxair. Secretive, хотя в целом она заменена HVOF в промышленности. Дальнейшее развитие в 1960-х годах Институтом Патона в Киеве (Украина)
Крупный технологический прорыв, произошедший в 1960-х годах , Различные достижения первых лет позволили термическому напылению стать более рентабельным, чем раньше.Однако огромный технологический прорыв произошел в 1960-х годах, когда было введено плазменное напыление.
Основное применение APS/VPS/HVOF началось в 1980-х годах
Холодное напыление было разработано российскими учеными в 1990-х годах. Экспериментируя с эрозией частицами мишени, на которую воздействовали двухфазным высокоскоростным потоком мелкодисперсного порошка в аэродинамической трубе, ученые наблюдали случайное быстрое образование покрытий. Этот метод покрытия был коммерциализирован в 1990-х годах.
Экспериментируя с эрозией частицами мишени, на которую воздействовали двухфазным высокоскоростным потоком мелкодисперсного порошка в аэродинамической трубе, ученые наблюдали случайное быстрое образование покрытий. Этот метод покрытия был коммерциализирован в 1990-х годах.
Начало и путь термального напыления
Помимо нескольких общих заявлений и описаний о предполагаемом Основополагающем Термальном Спрей Отце Максе Ульрихе Шупе, было очень мало литературы, точно отражающей раннюю историю и рассказы о самом начале Термального Спрея… в конце концов, это уже произошло более 120 лет назад. лет назад. Кроме того, каждой из этих статей несколько не хватает согласованности материалов.
Утверждается, что компания Oerlikon зарегистрировала патент на распыление свинцового порошка на неподвижную поверхность в 1882 году. Также было сказано, что Макс Ульрих Шуп начал исследования и эксперименты с термическим распылением с 1880 года. В большинстве литературных источников приписываются ранние изобретения Макса Ульриха Шупа. , а пушка для металлизации проволоки была изобретена в 1912, с системой Electric Arc 2 года спустя, в 1914 году. Некоторые статьи, описывающие пламенный порошковый распылитель, были изобретены в 1911 году, пистолет для металлизации проволоки – в 1918 году, тогда как несколько других статей говорят о том, что пламенный порошковый распылитель был изобретен позднее на основе та же теория и конструкция пламенного распыления после процесса электродуговой сварки. На более позднем этапе разные люди в разное время были названы изобретателями плазменного распыления, процесса HVOF и т.д. Подумайте, для нас важно понимать, что так много было сделано столь многими основателями компании Thermal Spray… и, тем не менее, мы, как инженеры по термическому напылению, исследователи и технологи по нанесению покрытий, многие из нас выразили бы нашу огромную благодарность и уважение, когда мы по-прежнему будем очень заинтересованы, хотели бы изучить и прочитать как можно больше о ранних днях истории Thermal Spray, несмотря на вышеупомянутые допустимые несоответствия.
В большинстве литературных источников приписываются ранние изобретения Макса Ульриха Шупа. , а пушка для металлизации проволоки была изобретена в 1912, с системой Electric Arc 2 года спустя, в 1914 году. Некоторые статьи, описывающие пламенный порошковый распылитель, были изобретены в 1911 году, пистолет для металлизации проволоки – в 1918 году, тогда как несколько других статей говорят о том, что пламенный порошковый распылитель был изобретен позднее на основе та же теория и конструкция пламенного распыления после процесса электродуговой сварки. На более позднем этапе разные люди в разное время были названы изобретателями плазменного распыления, процесса HVOF и т.д. Подумайте, для нас важно понимать, что так много было сделано столь многими основателями компании Thermal Spray… и, тем не менее, мы, как инженеры по термическому напылению, исследователи и технологи по нанесению покрытий, многие из нас выразили бы нашу огромную благодарность и уважение, когда мы по-прежнему будем очень заинтересованы, хотели бы изучить и прочитать как можно больше о ранних днях истории Thermal Spray, несмотря на вышеупомянутые допустимые несоответствия.
По-видимому, Термальный спрей не является хорошо спланированным исследовательским продуктом. Скорее, это было открытие явления в производстве металлического порошка. Предполагалось, что исследование разобьёт жидкий металл на частицы или порошки под действием газа под высоким давлением. Благодаря этому открытию и знаменитой истории о том, как его дети играли в ружья Флобера, когда свинцовые пули образовывали осколки при попадании в стену, Макс Ульрих Шуп продолжил свои исследования, в одиночку или со своими коллегами получив множество патентов.
Среди множества разработок, в частности:
- В 1909 году (некоторые говорят, что в 1910-1912 годах), работая с коллегами Феликсом Мейером и Францем Херкенратом, он запатентовал первую коммерчески жизнеспособную установку термического напыления для нанесения металлических покрытий.
- 1911 г. Изобретение пистолета-распылителя Flame Powder.
- 1912 г. Изобретение пистолета Flame Wire.
- 1914, Schoop в сотрудничестве с Бауэрлином, инженером-электриком, экспериментируя с электрическим нагревом для распыления, изобрел электродуговой распылитель.

- 1950-е Coors Ceramic и Norton разработали керамические стержни, названные Rokide. Могул запустил краскопульт. Тот же керамический стержень и флексикорд производятся компанией Saint-Gobain на более позднем этапе.
- 1955 Detonation Gun Deposition, изобретенный и запатентованный Р.М. Пурман, Х.Б. Сарджент, Х.Лэмпри
- 1958 г. Изобретение HVOF, запатентованное Г. Х. Смитом, Дж. Э. Пелтоном, Р. К. Эшенбахом.
- 1960-е годы Лазерная наплавка, изобретенная Мейманом, приобрела свое значение в 1970-х годах
- 1962 Изобретен и запатентован плазменный спрей Р.М. Гейдж, О.Х. Нестор. Д.М.Йенни. Возрастающее значение в 1980-х, 1990-х годах.
- 1970-е годы Процесс атмосферно-плазменного напыления был разработан в начале 1970-х годов Праттом и Уитни.
- 1974 Плазма низкого давления/вакуумная, электроплазменная
- 1982 В отдельной информации, Термическое напыление Высокоскоростное кислородное топливо, термическое напыление HVOF было изобретено Джеймсом А.
