Электроды для аргона: Вольфрамовые электроды для аргонодуговой сварки: типы, маркировка
alexxlab | 04.07.2023 | 0 | Разное
Вольфрамовые электроды для аргонодуговой сварки: типы, маркировка
- Разбираемся в характеристиках вольфрамовых электродов
- Сферы использования вольфрамовых электродов различных марок
- Критерии выбора электрода из вольфрама
- Особенности и способы заточки
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации.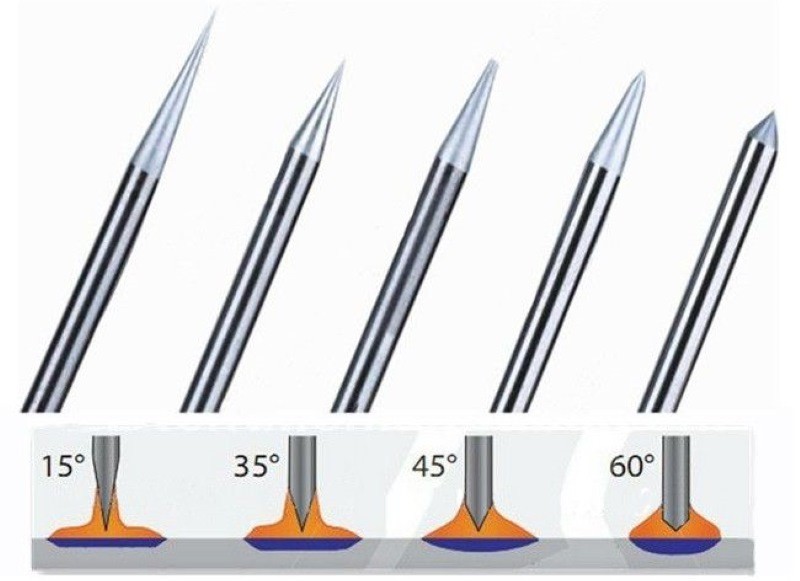
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека.
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.

Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами.
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечникЭлектроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др. ), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечникЭлектроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.

Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечникК отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.

Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.

Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.

Правильно выбранный вольфрамовый электрод – залог успешной сварки!
В аргонодуговой сварке используется электрическая дуга, горящая между концом электрода и изделием. Сварочную ванну защищает инертный газ — аргон. Электрод является неплавящимся, поэтому сварщику легче контролировать воздушный зазор, ровно вести горелку, что сказывается на качестве шва. При этом сварщик-аргонщик должен уметь правильно выбирать цвет вольфрамового электрода, от чего зависит надежность соединения и срок службы расходников. Разобраться в отличии расцветок неплавящихся электродов поможет наша статья.
В этой статье:
- Разновидности вольфрамовых электродов по составу
- WZ-8, белые
- WP, зеленые
- WT-20, красные
- WC-20, серые
- WY-20, темно-синие
- WL-20, синий и WL-15, золотистый Разновидности вольфрамовых электродов по диаметру
Разновидности вольфрамовых электродов по составу
Вольфрам хорошо подходит для аргонодуговой сварки, поскольку температура его плавления 3410º С — больше, чем у большинства металлов. Поэтому он не плавится от электрической дуги, позволяет создать сварочную ванну для формирования шва.
Поэтому он не плавится от электрической дуги, позволяет создать сварочную ванну для формирования шва.
Вольфрамовый стержень похож по цвету на матовую легированную сталь. Для повышения стабильности горения дуги, улучшения устойчивости к деформациям и других свойств в чистый вольфрам добавляют редкоземельные металлы. Исходя из состава стержня определяется его принадлежность к определенной марке и сфера применения. В международной среде вольфрамовые электроды обозначают цветным кончиком, указывающим на марку. Именно по нему сварщик и должен выбирать расходники для сварки.
WZ-8, белые
WP, зеленые
WT-20, красные
Необходимая особая форма заточки в виде площадки с выступами. Лучше варить постоянным током. За счет добавок тория стержни выдерживают повышенную температуру без деформации, поэтому используются для сварки толстых металлов.
WC-20, серые
WY-20, темно-синие
WL-20, синий и WL-15, золотистый
Разновидности вольфрамовых электродов по диаметру
Всего существует 8 вариантов диаметров неплавящихся вольфрамовых электродов: 1. 0/1.6/2.0/2.4/3.2/4.0/4.8/6.4 мм. Чем толще стержень, тем на большей силе тока получится варить. В домашней мастерской и на производствах чаще всего используют иглы диаметром 1.6-2.0 мм для тонкого металла, а 3.2 мм для соединения уголка, труб, профиля и пр. В таблице допустимых токов указаны предельные значения для каждого диаметра с учетом выбора полярности. Это поможет правильно подобрать оснастку для конкретного сварочного процесса.
0/1.6/2.0/2.4/3.2/4.0/4.8/6.4 мм. Чем толще стержень, тем на большей силе тока получится варить. В домашней мастерской и на производствах чаще всего используют иглы диаметром 1.6-2.0 мм для тонкого металла, а 3.2 мм для соединения уголка, труб, профиля и пр. В таблице допустимых токов указаны предельные значения для каждого диаметра с учетом выбора полярности. Это поможет правильно подобрать оснастку для конкретного сварочного процесса.
Допустимые значения тока для электродов различного диаметра
| Диаметр вольфрамового электрода, мм | Диапазон применяемых токов, при сварке на постоянном токе, А | Диапазон применяемых токов, при сварке на переменном токе, А | ||
|---|---|---|---|---|
| Прямая полярность (-) | Обратная полярность (+) | Неравные по амплитуде волны +/- | Равные по амплитуде волны +/- | |
| 1,0 | 15-80 | - | 10-80 | 20-60 |
| 1,6 | 60-150 | 10-18 | 50-120 | 40-100 |
| 2,0 | 100-200 | 12-20 | 70-160 | 60-130 |
| 2,4 | 150-250 | 15-25 | 80-200 | 80-150 |
| 3,2 | 220-350 | 20-35 | 150-270 | 120-200 |
| 4,0 | 350-500 | 35-50 | 220-350 | 170-260 |
| 4,8 | 420-650 | 45-65 | 240-420 | 220-340 |
| 6,4 | 600-900 | 65-100 | 360-560 | 250-450 |
Для заточки неплавящегося электрода используют специальные машинки. У них есть вращающийся алмазный диск, колесо с выбором диаметра электрода, возможность установки угла заточки, функция обрезки и притупления (торцевания). Использование станка безопасно (поскольку есть держатель электрода) и позволяет получить красивую, правильную заточку за считанные секунды. Купить такую машинку можно и для частных нужд.
У них есть вращающийся алмазный диск, колесо с выбором диаметра электрода, возможность установки угла заточки, функция обрезки и притупления (торцевания). Использование станка безопасно (поскольку есть держатель электрода) и позволяет получить красивую, правильную заточку за считанные секунды. Купить такую машинку можно и для частных нужд.
Если машинки нет, можно использовать обычный электромотор с алмазным кругом. Но электрод придется держать в руках, периодически окунать в воду, чтобы остудить (иначе держать не получится), и контролировать угол заточки на глаз. Избегайте радиальной заточки — держите стержень сбоку диска, а не с торца. Затачивание производится к острию, а не сбоку иглы. Длина заточки равняется 2-3 диаметрам электрода. Кончик должен сходить на нет (для сварки тонкого металла 1 мм) или с небольшим притуплением 0.2 диаметра для толстого металла.
Мне нужно проварить стык в узком месте, куда не помещается горелка, что делать? СкрытьПодробнее
Обычно завести горелку в неудобное место мешает длинная капа.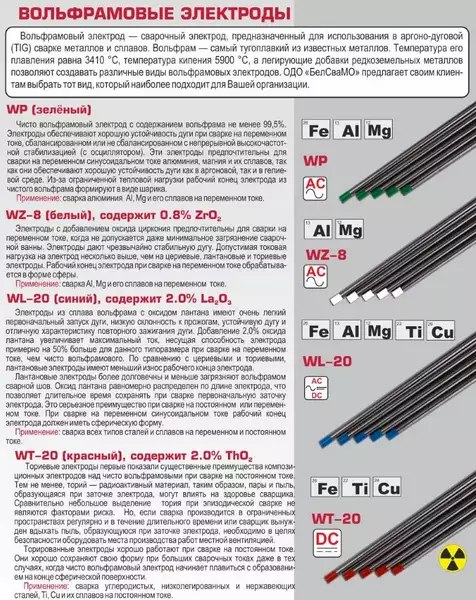 Используйте среднюю или короткую капу из набора (если их нет — приобретите). Но длинный электрод в них не вставить, поэтому вольфрамовый стержень придется обрезать на алмазном диске.
Используйте среднюю или короткую капу из набора (если их нет — приобретите). Но длинный электрод в них не вставить, поэтому вольфрамовый стержень придется обрезать на алмазном диске.
Попробуйте добавить или убавить расход газа на редукторе. Еще причина “плевков” может быть в загрязненном месте стыка (масло, краска). Очистите соединение растворителем. Некоторые сплавы или черный металл “плюются” всегда, поэтому запаситесь заточенными электродами, чтобы быстрее закончить стык. Зачастую сварщики-аргонщики затачивают вольфрамовые электроды с двух сторон, чтобы реже бегать к станку.
Как заточить электрод для сварки алюминия? СкрытьПодробнее
Для аргоновой сварки алюминия форма кончика должна быть толстой (по сути, не заточенной), но с закруглением. Тогда дуга будет гореть более ровно, получится контролировать сварочную ванну. Сварка ведется на переменном токе.
Сварка ведется на переменном токе.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Описание вольфрамовых электродов TIG (с таблицей цветов)
Выбор правильного вольфрамового электрода является важной частью сварки TIG.
Полярность тока, источник питания, толщина материала и тип металла играют роль при выборе вольфрама.
Правильно подобранный вольфрамовый электрод в соответствии с требованиями сварного шва экономит время и деньги. Но что еще более важно, это снижает усилия, необходимые для получения чистых сварных швов TIG, поскольку резко улучшает качество сварки.
Типы вольфрамовых электродов и их применение
Вольфрамовые электроды классифицируются на основе их химического состава, а именно основного используемого оксида и его процента от общей массы электрода. Чтобы упростить задачу, всем различным вольфрамовым электродам присвоены разные коды и цвета.
Оксиды в основном представляют собой торий, лантан, цирконий и церий. Их добавление может варьироваться от 0,7 до 4%.
В приведенной ниже цветовой диаграмме представлены различные вольфрамовые электроды для сварки TIG, с которыми вы можете столкнуться:
Нажмите на таблицу, чтобы увидеть ее в полном размере.Чистый вольфрам EWP/WP (Цвет: зеленый)
Основной оксид : Нет
Электроды из чистого вольфрама обеспечивают хорошую стабильность при сварке переменным током, но могут используется с постоянным током («DC») и защитным газом аргоном или гелием. Как правило, они дешевле, имеют меньшую токопроводящую способность и меньшую стойкость к загрязнению сварного шва.
Электроды EWP в основном используются для сварки магния и алюминия, так как они сохраняют чистый закругленный конец. Однако они, как правило, используются в менее ответственных случаях, когда допустимо незначительное загрязнение сварочной ванны вольфрамом.
См. популярный зеленый пример здесь.
Торированные
Электроды EWTh-X содержат оксид тория (Thoria), который увеличивает срок службы и обеспечивает высокую эмиссию электронов, лучшую стабильность дуги и повышенную стойкость к загрязнению вольфрамом. Торий является радиоактивным материалом, и необходимо точно соблюдать все меры безопасности, особенно при шлифовке торированных вольфрамовых электродов.
Желтый EWTh-1/WT10
Основной оксид : 0,8–1,2 % оксида тория (ThO₂)
Торированный вольфрамовый электрод предназначен для применения на постоянном токе. Желтый EWTh-1 хорошо сохраняет заточку, что делает его желательным для сварки углеродистой стали. Сложно поддерживать закругленный конец при использовании с переменным током.
Красный EWTh-2/WT20
Основной оксид : 1,7–2,2% оксида тория (ThO₂)
Более высокое содержание тория в красных электродах обеспечивает лучшие рабочие характеристики, чем в желтых EW Т-1. Это отличный выбор для титановых сплавов, никелевых сплавов, медных сплавов и коррозионностойких сталей.
Это отличный выбор для титановых сплавов, никелевых сплавов, медных сплавов и коррозионностойких сталей.
Этот электрод имеет гораздо более высокую температуру плавления, чем другие вольфрамовые электроды. Таким образом, он имеет значительно меньший расход и обеспечивает более стабильную дугу. Благодаря своим превосходным характеристикам красный электрод является наиболее часто используемым вольфрамовым электродом благодаря его долговечности и простоте использования.
См. популярный пример красного цвета здесь.
Ceriated EWCe-2/WCe20 (цвет: серый, ранее оранжевый)
Основной оксид : 1,8–2,2 % оксида церия (CeO₂)
Вольфрамовые электроды с церием содержат около двух процентов оксида церия (церия). Эти электроды имеют более легкий запуск дуги и стабильность по сравнению с электродами из чистого вольфрама.
В отличие от ториевых электродов, цериевые электроды не радиоактивны и одинаково хорошо могут использоваться как с переменным, так и с постоянным током. Они характеризуются низкой скоростью эрозии и длительным сроком службы.
Они характеризуются низкой скоростью эрозии и длительным сроком службы.
Этот серый электрод используется для сварки коррозионностойких сталей, сплавов алюминия, магния, титана, никеля и меди.
Посмотрите популярный серый пример здесь.
Лантанированные вольфрамовые электроды
Лантанированные вольфрамовые электроды имеют такие же характеристики, как и электроды EWCe-2, описанные выше. Они содержат оксид лантана (лантана) и не радиоактивны. В целом, лантансодержащие электроды характеризуются отличным запуском и стабильностью дуги, низкой скоростью эрозии и высокой способностью к повторному зажиганию.
Черный EWLa-1/WLa 10
Основной оксид : 0,8-1,2% оксида лантана (La2O₃)
Самый низкий электрод, содержащий лантан, имеет черный цвет. Он предлагает почти те же характеристики, что и EWCe-2 с церием, что делает его хорошей заменой.
Золото EWLa-1.5/WLa 15
Основной оксид : 1,3–1,7 % оксида лантана (La2O₃)
EWLa-1. 5 лучше всего подходит для замены радиоактивного 2% торированного вольфрама. Он используется в приложениях DCEN и AC и допускает широкий диапазон силы тока.
5 лучше всего подходит для замены радиоактивного 2% торированного вольфрама. Он используется в приложениях DCEN и AC и допускает широкий диапазон силы тока.
См. популярный пример золота здесь.
Синий EWLa-2/WLa 20
Основной оксид : 1,8-2,2% оксида лантана (La2O₃) специальный электрод для сварки постоянным током и переменным током. Он обеспечивает значительно улучшенный запуск дуги, превосходную стабильность и широкий диапазон силы тока.
См. популярный пример синего цвета здесь.
Циркониевые
Циркониевые вольфрамовые электроды содержат оксид циркония (двуокись циркония). Их применяют, когда необходимо свести к минимуму загрязнение вольфрамом сварочной ванны. Их нельзя использовать с DC. Тем не менее, переменный ток идеален, потому что циркониевый вольфрам сохраняет закругленный конец, сводя к минимуму загрязнение сварного шва.
Коричневый EWZr-1/WZr 3
Основной оксид : 0,15–0,5 % оксида циркония (ZrO₂)
Этот электрод обеспечивает высокостабильную дугу. Он образует закругленный концевой колодец и обеспечивает сварные швы с минимальным загрязнением вольфрамом. EWZr-1 обладает превосходной токопроводящей способностью, которая может конкурировать с торированным вольфрамом.
Он образует закругленный концевой колодец и обеспечивает сварные швы с минимальным загрязнением вольфрамом. EWZr-1 обладает превосходной токопроводящей способностью, которая может конкурировать с торированным вольфрамом.
В основном используется для сварки алюминия и магния переменным током, особенно когда требуются высококачественные сварные швы. Этот электрод очень устойчив к брызгам и без проблем выдерживает высокие токи.
Белый EWZr-8 WZr 8
Основной оксид : 0,7–0,9% оксида циркония (ZrO₂)
Цирконированный вольфрам с белым цветовым кодом имеет аналогичные но более выраженные характеристики, чем коричневая версия с более низким содержанием циркония. Он используется, когда требуется максимальная чистота шва при сварке алюминия и магния.
См. популярный пример белого цвета здесь.
Редкоземельная смесь EWG
Вольфрамовые электроды из редкоземельных металлов не подпадают под действие стандартов AWS или ISO. Они могут содержать любые добавки и оксиды редкоземельных металлов. Однако производитель должен указать добавки и их процентное содержание от общей массы электрода. Цвет, который большинство производителей выбирают для использования, — фиолетовый.
Они могут содержать любые добавки и оксиды редкоземельных металлов. Однако производитель должен указать добавки и их процентное содержание от общей массы электрода. Цвет, который большинство производителей выбирают для использования, — фиолетовый.
В зависимости от смеси редкоземельные вольфрамовые электроды могут иметь очень разные характеристики. Например, они могут обеспечить стабильную дугу при работе с постоянным или переменным током, способность выдерживать большие силы тока или большую долговечность.
Обязательно изучите любые необычные вольфрамовые электроды, прежде чем выполнять критические сварные швы. Всегда полезно начать с спецификации производителя и связаться с ним, если важная информация отсутствует.
См. пример популярного соединения редкоземельных элементов здесь.
Часто задаваемые вопросы
Какого цвета вольфрам для нержавеющей стали?
Красный вольфрамовый электрод для сварки вольфрамовым электродом в среде инертных газов является наиболее часто используемым электродом, поскольку 2% тория, смешанный с вольфрамом, долговечны и универсальны. Торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений.
Торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений.
Для чего используется фиолетовый вольфрам?
Пурпурный вольфрам представляет собой редкоземельный электрод, который заменяет торированный вольфрам без остаточной радиоактивности. Его простота использования и узкая дуга делают его предпочтительным для нержавеющей стали GTAW.
Что такое оранжевый вольфрам?
Оранжевый вольфрамовый электрод — это старый цветовой код для того, что сейчас является серым вольфрамовым электродом. 2% Ceriated Tungsten лучше всего подходит для низких диапазонов силы тока и хорошо работает с приложениями переменного / постоянного тока или постоянного тока с использованием инверторных или трансформаторных источников питания постоянного тока. Они отлично подходят для сварки низколегированных сталей, нержавеющих сталей, алюминия, магния, титана, никеля и меди.
Что такое зеленый вольфрам?
Зеленый — это электрод из чистого вольфрама, который обеспечивает хорошую стабильность при сварке переменным («AC»), но может использоваться с постоянным током («DC») и защитным газом аргоном или гелием. Как правило, они дешевле, имеют меньшую токопроводящую способность и меньшую стойкость к загрязнению сварного шва.
Как правило, они дешевле, имеют меньшую токопроводящую способность и меньшую стойкость к загрязнению сварного шва.
Подведение итогов
Сварку ВИГ сложно освоить (почему читайте в этом руководстве по сварке ВИГ). Но неправильный выбор вольфрама часто является причиной некачественных сварных швов. Если вы подберете электроды для сварки TIG в соответствии с областью применения, для которой они предназначены, вы значительно улучшите качество сварки.
Если вам нужно сваривать специальные металлы в необычных условиях, лучше всего подобрать вольфрамовый электрод с редкоземельными элементами. Тем не менее, для большинства сварочных работ вам подойдут торированные, лантановые или циркониевые электроды.
Некоторые из этих электродов имеют перекрывающиеся характеристики, но у них есть различия. Возможно, вам придется провести некоторые пробы и ошибки, чтобы найти правильный тип и размер электрода, чтобы получить желаемые результаты на конкретном металле и толщине.
Например, если электрод с 2%-м содержанием тория подходит для вашей области применения, но не дает идеальных результатов, вам следует попробовать его альтернативу, такую как EWLa-1.5.
Продолжайте тестировать вещи. Ничто не заменит практический опыт. Классификация вольфрама — это лишь один из многих параметров сварки TIG, который определяет вольфрамовый электрод с наилучшей производительностью для данного сварного шва.
Читайте также
Лучшие сварочные аппараты TIG переменного/постоянного тока
Низкотемпературная аргонно-плазменная струя с технологией каскадного электрода для биологических применений
1. Махо Т., Бинуа Р., Брюле-Морабито Ф., Демазур М., Дуа С., Дозиас С., Эскот Боканегра П. и др. Антибактериальное действие мультиструйной плазмы в условиях хронического ранозаживления. заявл. науч. 2021;11(20):9598. doi: 10.3390/app11209598. [CrossRef] [Google Scholar]
2. Bekeschus S, Favia P, Robert E, von Woedtke T. Информационный документ о плазме для медицины и гигиены: будущее медицинских наук о плазме. Плазменный процесс. Полим. 2019;16(1):1800033. doi: 10.1002/ppap.201800033. [Перекрестная ссылка] [Академия Google]
Плазменный процесс. Полим. 2019;16(1):1800033. doi: 10.1002/ppap.201800033. [Перекрестная ссылка] [Академия Google]
3. Busco G, Robert E, Chettouh-Hammas N, Pouvesle J-M, Grillon C. Новый потенциал холодной атмосферной плазмы в биологии кожи. Свободный Радик. биол. Мед. 2020; 161: 290–304. doi: 10.1016/j.freeradbiomed.2020.10.004. [PubMed] [CrossRef] [Google Scholar]
4. Vandamme M, Robert E, Lerondel S, Sarron V, Ries D, Dozias S, Sobilo J, et al. Роль АФК в новой противоопухолевой стратегии на основе нетепловой плазмы. Междунар. Дж. Рак. 2012;130(9):2185–2194. doi: 10.1002/ijc.26252. [PubMed] [CrossRef] [Академия Google]
5. Станкампиано А., Галлингани Т., Герарди М., Мачала З., Магуайр П., Коломбо В., Пувесле Дж.-М., Роберт Э. Плазма и аэрозоли: вызовы, возможности и перспективы. заявл. науч. 2019;9(18):3861. doi: 10.3390/app9183861. [CrossRef] [Google Scholar]
6. Güner MH, Görgülü T, Olgun A, Torun M, Kargi E. Влияние озона на жизнеспособность кожных лоскутов у крыс: экспериментальное исследование. Дж. Пластическая хирургия. Ручной сург. 2016;50(5):291–297. doi: 10.3109/2000656X.2016.1170024. [PubMed] [CrossRef] [Академия Google]
Дж. Пластическая хирургия. Ручной сург. 2016;50(5):291–297. doi: 10.3109/2000656X.2016.1170024. [PubMed] [CrossRef] [Академия Google]
7. Конрадс Х., Шмидт М. Генерация плазмы и источники плазмы. Источники плазмы Sci. Технол. 2000;9(4):441. doi: 10.1088/0963-0252/9/4/301. [CrossRef] [Google Scholar]
8. Уолш Дж.Л., Ши Дж.Дж., Конг М.Г. Контрастные характеристики импульсных и синусоидальных струй холодной атмосферной плазмы. заявл. физ. лат. 2006;88(17):171501. doi: 10.1063/1.2198100. [CrossRef] [Google Scholar]
9. Kim SJ, Chung TH. RONS, генерируемые струями холодной атмосферной плазмы, и их избирательное воздействие на нормальные и карциномные клетки. науч. Отчет 2016; 6 (1): 1–14. [Бесплатная статья PMC] [PubMed] [Google Scholar]
10. Бормашенко Е., Гринёв Р., Бормашенко Ю., Дрори Е. Обработка холодной радиочастотной плазмой изменяет смачиваемость и скорость прорастания семян растений. науч. Отчет 2012; 2 (1): 1–8. doi: 10.1038/srep00741. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
11. Хлюстова А., Лабай С., Мачала З., Джинебра М.-П., Канал С. Важные параметры плазменных струй для производства RONS в жидкостях для плазменной медицины: Краткий обзор. Передний. хим. науч. англ. 2019;13(2):238–252. doi: 10.1007/s11705-019-1801-8. [CrossRef] [Google Scholar]
Хлюстова А., Лабай С., Мачала З., Джинебра М.-П., Канал С. Важные параметры плазменных струй для производства RONS в жидкостях для плазменной медицины: Краткий обзор. Передний. хим. науч. англ. 2019;13(2):238–252. doi: 10.1007/s11705-019-1801-8. [CrossRef] [Google Scholar]
12. Ларусси М., Акан Т. Бездуговые струи холодной плазмы атмосферного давления: обзор. Плазменный процесс. Полим. 2007;4(9):777–788. doi: 10.1002/ppap.200700066. [CrossRef] [Google Scholar]
13. Li X, Wu J, Jia B, Wu K, Kang P, Zhang F, Zhao N, Jia P, Wang L, Li S. Генерация крупномасштабного однородного плазменного шлейфа за счет взаимодействия между парой струй аргоновой плазмы атмосферного давления. заявл. физ. лат. 2020;117(13):134102. doi: 10.1063/5.0027061. [Перекрестная ссылка] [Академия Google]
14. Fu W, Zhang C, Nie C, Li X, Yan Y. Высокоэффективная низкотемпературная микроволновая плазменная струя атмосферного давления. заявл. физ. лат. 2019;114(25):254106. doi: 10.1063/1.5108538. [CrossRef] [Google Scholar]
15. Шашурин А., Кейдар М. Экспериментальные подходы к изучению неравновесных атмосферных плазменных струй. физ. Плазма. 2015;22(12):122002. doi: 10.1063/1.4933365. [CrossRef] [Google Scholar]
Шашурин А., Кейдар М. Экспериментальные подходы к изучению неравновесных атмосферных плазменных струй. физ. Плазма. 2015;22(12):122002. doi: 10.1063/1.4933365. [CrossRef] [Google Scholar]
16. Robert E, Sarron V, Ries D, Dozias S, Vandamme M, Pouvesle JM. Характеристика импульсных потоков плазмы атмосферного давления (PAPS), генерируемых плазменной пушкой. Источники плазмы Sci. Технол. 2012;21(3):034017. дои: 10.1088/0963-0252/21/3/034017. [CrossRef] [Google Scholar]
17. Бреден Д., Мики К., Раджа Л.Л. Расчетное исследование струи холодной атмосферной наносекундной импульсной гелиевой плазмы в воздухе. заявл. физ. лат. 2011;99(11):111501. doi: 10.1063/1.3636433. [CrossRef] [Google Scholar]
18. Сейфи П., Хадеми А., Гасеми С., Фархадизаде А., Гоми Х. Влияние смешанного электрического поля на характеристики плазменных струй Ar–N2 для обработки поверхности TiN. Дж. Физ. Д: заявл. физ. 2020;53(12):125201. doi: 10.1088/1361-6463/ab5ee1. [Перекрестная ссылка] [Академия Google]
19. Guaitella O, Sobota A. Воздействие плазменной струи гелия атмосферного давления кГц на диэлектрическую поверхность. Дж. Физ. Д заявл. физ. 2015;48(25):255202. doi: 10.1088/0022-3727/48/25/255202. [CrossRef] [Google Scholar]
Guaitella O, Sobota A. Воздействие плазменной струи гелия атмосферного давления кГц на диэлектрическую поверхность. Дж. Физ. Д заявл. физ. 2015;48(25):255202. doi: 10.1088/0022-3727/48/25/255202. [CrossRef] [Google Scholar]
20. Сэндс Б.Л., Гангули Б.Н., Татибана К. Стримерная струя плазмы атмосферного давления. заявл. физ. лат. 2008;92(15):151503. doi: 10.1063/1.2909084. [CrossRef] [Google Scholar]
21. Пинчук М.Е., Степанова О.М., Громов М., Лейс С., Никифоров А. Изменение распространения направленного стримера вдоль плазменной струи DBD путем адаптации формы волны приложенного напряжения. заявл. физ. лат. 2020;116(16):164102. doi: 10.1063/5.0006178. [Перекрестная ссылка] [Академия Google]
22. Stancampiano A, Chung T-H, Dozias S, Pouvesle J-M, Mir LM, Robert E. Имитация электрических характеристик человеческого тела для облегчения переноса биомедицинских исследований плазмы в клинические приложения. IEEE транс. Радиат. Плазма Мед. науч. 2019;4(3):335–342. doi: 10. 1109/TRPMS.2019.2936667. [CrossRef] [Google Scholar]
1109/TRPMS.2019.2936667. [CrossRef] [Google Scholar]
23. Акацука Х. Анализ оптической эмиссионной спектроскопии (ОЭС) для диагностики электронной плотности и температуры в неравновесной аргоновой плазме на основе столкновительно-излучательной модели. Доп. физ. Х. 2019 г.;4(1):1592707. [Google Scholar]
24. Поло Дж.А., младший, Лахтакия А. Поверхностные электромагнитные волны: Обзор. Лазер и Фотон. 2011;5(2):234–246. doi: 10.1002/lpor.200
0. [CrossRef] [Google Scholar]25. Кристенссон Г. Распространение нестационарных электромагнитных волн в волноводах. Дж. Электромаг. Приложение «Волны». 1995;9(5–6):645–671. doi: 10.1163/156939395X00866. [CrossRef] [Google Scholar]
26. Robert E, Darny T, Dozias S, Iseni S, Pouvesle J-M. Новые взгляды на распространение импульсных потоков атмосферной плазмы: от одиночных струй к многоструйным массивам. физ. Плазма. 2015;22(12):122007. дои: 10.1063/1.4934655. [CrossRef] [Google Scholar]
27. Обрадович Б.М., Ивкович С. С., Курайца М.М. Спектроскопическое измерение электрического поля в диэлектрическом барьерном разряде в гелии. заявл. физ. лат. 2008;92(19):1901. doi: 10.1063/1.2927477. [CrossRef] [Google Scholar]
С., Курайца М.М. Спектроскопическое измерение электрического поля в диэлектрическом барьерном разряде в гелии. заявл. физ. лат. 2008;92(19):1901. doi: 10.1063/1.2927477. [CrossRef] [Google Scholar]
28. Bourdon A, Darny T, Pechereau F, Pouvesle J-M, Viegas P, Iséni S, Robert E. Численное и экспериментальное исследование динамики разряда мкс гелиевой плазменной пушки с различным количеством примесь N2. Источники плазмы Sci. Технол. 2016;25(3):035002. дои: 10.1088/0963-0252/25/3/035002. [CrossRef] [Google Scholar]
29. Дозиас, С., Пувесле, Дж. М., и Роберт, Э. Комментарий к «Отображение вектора электрического поля волн управляемой ионизации при атмосферном давлении», (2020) Plasma Res. Экспресс 2 025014. Плазменный рез. Экспресс 3 (3), 038001 (2021).
30. Литц А.М., Дамани X., Роберт Э., Пувесле Дж.М. и Кушнер М.Дж. Распространение волны ионизации в многоструйной плазменной струе атмосферного давления. Источники плазмы Sci. Технол. 28 (12), 125009 (2019).
31. Сюн З., Кушнер М.Дж. Волны ионизации атмосферного давления распространяются по гибкому капиллярному каналу с большим удлинением и падают на мишень. Источники плазмы Sci. Технол. 2012;21(3):4001. doi: 10.1088/0963-0252/21/3/034001. [CrossRef] [Google Scholar]
32. Виджаяранган В., Делаланд А., Дозиас С., Пувесле Дж. М., Роберт Э., Пишон С. Новое понимание молекулярной интернализации и доставки лекарств после воздействия плазменной струи. Междунар. Дж. Фарм. 2020;589:1174. doi: 10.1016/j.ijpharm.2020.119874. [PubMed] [CrossRef] [Google Scholar]
33. Виджаяранган В., Делаланд А., Дозиас С., Пувесле Дж. М., Пишон С., Роберт Э. Исследование параметров холодной атмосферной плазмы для эффективной доставки лекарств в клетки HeLa. IEEE транс. Радиат. Плазма Мед. науч. 2017;2(2):109–115. doi: 10.1109/TRPMS.2017.2759322. [CrossRef] [Google Scholar]
34. Seyfi P, Zahedi S, Shojaei H, Ghomi H. Исследование воздействия смешанного электрического поля на изоляцию высоковольтного трансформатора.