Электроды для инвертора: Страница не найдена
alexxlab | 22.06.1991 | 0 | Разное
Электроды для инвертора в Тобольске: 500-товаров: бесплатная доставка, скидка-78% [перейти]
Партнерская программаПомощь
Тобольск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Электроды для инвертора
Сибртех Аппарат инверторный дуговой сварки идс-170, 170 А, ПВ 80%, диаметр электрода 1. 6-3.2 мм
6-3.2 мм
ПОДРОБНЕЕЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-250, 250 А, ПВ 80%, диаметр электрода 1.6-5 мм Пол:
ПОДРОБНЕЕЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-220, 220 А, ПВ 80%, диаметр электрода 1.6-5 мм Пол:
ПОДРОБНЕЕЕще цены и похожие товары
Denzel Аппарат инверторный дуговой сварки Ds-180 Compact, 180 А, ПВ 70%, диаметр электрода 1.6-4 мм
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-230 Compact, 230 А, ПВ 70%, диаметр электрода 1.6-5 мм Denzel
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-180 Compact, 180 А, ПВ 70%, диаметр электрода 1.6-4 мм Denzel
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-200 Compact, 200 А, ПВ 70%, диаметр электрода 1. 6-5 мм Denzel
6-5 мм Denzel
В МАГАЗИНЕще цены и похожие товары
Инверторный аппарат дуговой сварки MMA-220S, 220 А, ПВ60%, диаметр электрода 1,6-5 мм MTX 94392
В МАГАЗИНЕще цены и похожие товары
9 000
10500
Аппарат инверторный дуговой сварки DS-230 Compact, 230 А, ПВ 70%, диаметр электрода 1,6-5 мм Denzel
В МАГАЗИНЕще цены и похожие товары
4 800
6240
Сварочный аппарат (сварочный инвертор) Edon TB-200 + маска хамелеон дуговая сварка электродом Тип:
В МАГАЗИНЕще цены и похожие товары
6 200
7450
Сварочный аппарат инверторный AURORA Вектор 1600 20-160А горячий старт диаметр электрода 1.6-4.0 мм форсаж дуги Аврора
В МАГАЗИНЕще цены и похожие товары
4 064
14380
Сварочный аппарат инверторный / инвертор Partner for garden MMA-200 ( 200А, 140-250 В напряжение, 4 мм электрод, ДИСПЛЕЙ )
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-160 Compact, 160 А, ПВ 70%, диаметр электрода 1,6-3,2 мм Denzel, ( 94371 )
В МАГАЗИНЕще цены и похожие товары
6 200
7450
Сварочный аппарат инверторный AURORA Вектор 1600 20-160А горячий старт диаметр электрода 1. 6-4.0 мм форсаж дуги Аврора
6-4.0 мм форсаж дуги Аврора
В МАГАЗИНЕще цены и похожие товары
Инверторный аппарат дуговой сварки ИДС-190K, 190 А, ПВ 80%, диаметр электрода 1,6-4 мм Сибртех 94394
В МАГАЗИНЕще цены и похожие товары
2 081
2891
Трансформатор сварочный, ЗУБР ЗТС-180, 60-180 А, электрод 2-4 мм, ПН-10%, 380/220 В Тип:
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки ИДС-220, 220 А, ПВ 80%, диаметр электрода 1.6-5 мм Сибртех 94377
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-180 Compact, 180 А, ПВ 70%, диаметр электрода 1.6-4 мм Denzel 94372
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки ИДС-250, 250 А, ПВ 80%, диаметр электрода 1.6-5 мм Сибртех 94378
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки ИДС-190, 190 А, ПВ 80%, диаметр электрода 1. 6-4 мм Сибртех 94376
6-4 мм Сибртех 94376
В МАГАЗИНЕще цены и похожие товары
Инверторный аппарат дуговой сварки MMA-180S, 180 А, ПВ60%, диаметр электрода 1,6-4 мм MTX 94390
В МАГАЗИНЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-250, 250 А, ПВ 80%, диаметр электрода 1.6-5 мм Пол:
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-160 Compact, 160 А, ПВ 70%, диаметр электрода 1.6-3.2 мм Denzel 94371
В МАГАЗИНЕще цены и похожие товары
Инверторный аппарат дуговой сварки MMA-200S, 200 А, ПВ60%, диаметр электрода 1,6-5 мм MTX 94391
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки ИДС-170, 170 А, ПВ 80%, диаметр электрода 1.6-3.2 мм Сибртех 94375
В МАГАЗИНЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-230 Compact, 230 А, ПВ 70%, диаметр электрода 1. 6-5 мм Denzel 94374
6-5 мм Denzel 94374
В МАГАЗИНЕще цены и похожие товары
Denzel Аппарат инверторный дуговой сварки Ds-180 Compact, 180 А, ПВ 70%, диаметр электрода 1.6-4 мм
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат инверторный дуговой сварки DS-200 Compact, 200 А, ПВ 70%, диаметр электрода 1.6-5 мм Denzel 94373
В МАГАЗИНЕще цены и похожие товары
Инверторный аппарат дуговой сварки ИДС-250K, 250 А, ПВ 80%, диаметр электрода 1,6-5 мм Сибртех 94396
В МАГАЗИНЕще цены и похожие товары
Инверторный аппарат дуговой сварки ИДС-220K, 220 А, ПВ 80%, диаметр электрода 1,6-5 мм Сибртех 94395
В МАГАЗИНЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-220, 220 А, ПВ 80%, диаметр электрода 1.6-5 мм Пол:
ПОДРОБНЕЕЕще цены и похожие товары
Инверторный аппарат дуговой сварки ИДС-170K, 170 А, ПВ 80%, диаметр электрода 1,6-3,2 мм Сибртех 94393
В МАГАЗИНЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-170, 170 А, ПВ 80%, диаметр электрода 1. 6-3.2 мм
6-3.2 мм
ПОДРОБНЕЕЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-250, 250 А, ПВ 80%, диаметр электрода 1.6-5 мм Пол:
ПОДРОБНЕЕЕще цены и похожие товары
Сибртех Аппарат инверторный дуговой сварки идс-220, 220 А, ПВ 80%, диаметр электрода 1.6-5 мм Пол:
ПОДРОБНЕЕЕще цены и похожие товары
Denzel Аппарат инверторный дуговой сварки Ds-180 Compact, 180 А, ПВ 70%, диаметр электрода 1.6-4 мм
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Электроды для сварки инвертором какие лучше, почему прилипает электрод
Это как с головной болью у человека. Чтобы ее вылечить, нужно разобраться с настоящей причиной болезни. А возможных причин целое множество. Так и с прилипанием электродов во время . Что случилось, и почему прилипает электрод – такой вопрос может возникнуть не только у новичков, но и у вполне опытных мастеров.
Содержание
- Причины залипания электрода при инверторной сварке
- Лечение и профилактика залипания электродов
- А что там с инверторным аппаратом?
- Рейтинг электродов для инвертора
- Резюме
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
- низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.
Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания . А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Самая частая причина залипания – использование трансформаторных аппаратов, у которых нет и не может быть точных настроек. Но и с современными инверторными аппаратами с правильными настройками и системой антизалипания такая неприятность тоже может случиться. Причины в таких случаях намного проще и связаны они вовсе не с аппаратом.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
- Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
- Второй – старый расходник с обсыпавшейся обмазкой. Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка.
 Такой экземпляр обязательно залипнет. Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
Такой экземпляр обязательно залипнет. Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину. - Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов.
 В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!
В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!
Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
Таким образом сварщики пытаются не пережечь металл во время процесса. Малой силы тока не хватает, чтобы зажечь дугу. Даже если дуга подожглась, она будет сразу же затухать, что приведет к немедленному прилипанию расходника. Особенно ярко такая беда проявляется при использовании тонких кончиков.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество .
Лечение и профилактика залипания электродов
Схематическое изображение процесса сварки.Прежде всего избавляемся от ненужной влаги. Прокалку расходников часто делают дома в духовке при температуре 180 — 200°С. Конечно, домашняя духовка лучше, чем ничего. Но такой способ – не лучший вариант просушки с технологической точки зрения. Оптимальной была бы специальная печка для прокалки сварочного материала.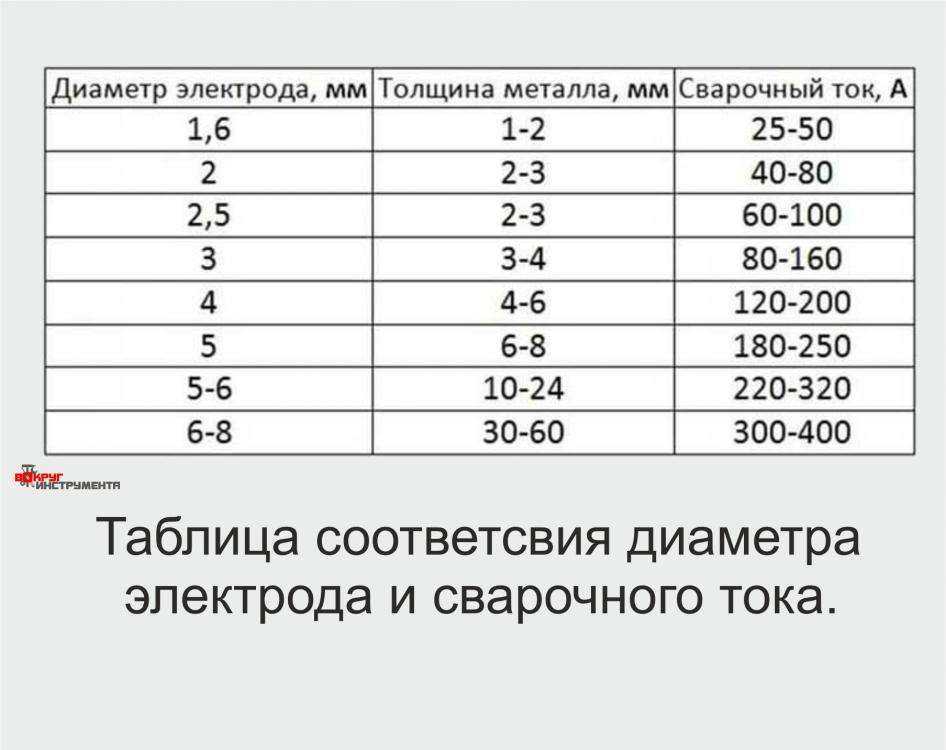
Для работы с такими печками есть свои правила. Если у электродов покрытие основное, их нужно прокаливать в течение двух часов при температуре 250°С. Перед началом прокалки нужно уточнить в спецификациях предел текучести данных расходников, он должен быть не выше 355 N/мм. Нужно уточнить, что все вышесказанное касается высоколегированных расходников. Низколегированные виды в прокалке не нуждаются.
Всех этих «печных» сложностей можно избежать полностью, если выполнять правила хранения и вскрытия упаковок расходников. Здесь всего одно правило: после вскрытия полиэтиленовой влагонепроницаемой упаковки с электродами можно работать в течение 8-ми часов без опасения за их состояние.
Если время после вскрытия упаковки превышает 8-часовой рубеж, расходники лучше прокалить в течение одного часа с температурой всего 100°С — «береженного бог бережет». Лучшие электроды для инверторной сварки – это расходники, которые правильно хранили.
Как зажечь дугу электродом?Об условиях хранения сварочных расходников нужно сказать отдельно. Самое оптимальное решение – специальные отдельные склады, которые нужно отапливать зимой и поддерживать сухой воздух с постоянной температурой не ниже 14°С. Влажность не должна превышать 50-ти процентов. Понятно, что без кондиционеров таким складским помещениям не обойтись. Чаще всего расходники уложены штабелями.
Самое оптимальное решение – специальные отдельные склады, которые нужно отапливать зимой и поддерживать сухой воздух с постоянной температурой не ниже 14°С. Влажность не должна превышать 50-ти процентов. Понятно, что без кондиционеров таким складским помещениям не обойтись. Чаще всего расходники уложены штабелями.
В этом случае особое внимание должно быть направлено на нижние коробки. Если соблюдать все требования по хранению, у электродов срок годности может стать неограниченным. Но даже в этом случае лучше предварительно опробовать «старые» электроды после долгого хранения перед основными сварочными работами. Такая проверка ни к чему не обязывает, она простая и быстрая. Зато вы сможете избежать одного из самых неприятных вопросов в работе с металлами: почему опять прилипают электроды при сварке инвертором?
Правильная настройка силы тока и напряжения – также обязательная процедура в рамках профилактики залипания электродов. К этой же группе действий можно отнести и отработанную технологию поджига .
А что там с инверторным аппаратом?
Огромный выбор инверторных аппаратов на рынке в определенной степени усложняет его выбор: здесь начинает действовать симптом «глаза разбегаются». Особенно это касается не очень опытных мастеров, которые не сталкивались с проблемой залипания электродов, а только читали о ней.
Функция антизалипания в инверторном аппарате.А между тем требования к инверторным аппаратам вполне конкретные, так что выбрать и приобрести правильный аппарат вполне возможно. Так, чтобы знакомство с залипанием так и осталось чисто теоретическим и вопрос «почему залипает электрод» никогда не вставал на профессиональном пути в дальнейшем.
- Функция антистик или антизалипание: при залипании ток автоматически сбрасывается до нулевого значения, в результате чего сохраняется электрод и сам .
 Сюда же входит и функция импульсного увеличения сварочного тока, которая не дает прерваться сварочному шву, если дуга готова прерваться.
Сюда же входит и функция импульсного увеличения сварочного тока, которая не дает прерваться сварочному шву, если дуга готова прерваться. - Функция горячего старта для быстрого и качественного розжига дуги.
- Автоматический выключатель – в том числе защита от перегрева.
- Диапазон питающего напряжения от 160 до 250 В для работы при сетевых скачках электропитания.
Рейтинг электродов для инвертора
Рейтинги электродов публикуются постоянно, в разных источниках они могут значительно отличаться друг от друга.
Типы и назначение электродов.Не претендуя на объективность, «среднеарифметический» рейтинг выглядит следующим образом:
- рутилово-целлюлозные расходники от знаменитой шведской фирмы ESAB;
- американские Omnia 46 от концерна Lincoln Electric;
- российские ОЗС-12;
- российские электроды Ресанта МР-3;
- УОНИ–13/55;
- АНО: самые популярные в России.

Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Чего вам и желаем. Успехов!
Сварочные электроды — Построй свой дом
Для того, чтобы процесс сварки получился качественным, необходимо иметь набор электродов, позволяющих производить сварочные работы различных металлов. Правильно выбрать сварочные электроды для инвертора — главное условие для получения прочного и ровного сварного шва. Современный рынок предлагает большой ассортимент электродов. О том, как выбрать сварочные электроды для инвертора, и на какие параметры обращать внимание мы и поговорим в этой статье.
Сварочные электроды для инвертора
Электрод для сварки инвертором представляет собой сердечник, покрытый специальным смазочным материалом — обмазкой. Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Каким электродом лучше варить
Отвечая на этот вопрос, прежде всего, необходимо знать, что электроды для инверторного сварочного аппарата различаются по типу, размеру (диаметру) и материалу покрытия.
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки. Электроды подразделяются на плавящиеся и не плавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Не плавящиеся электроды применяются для аргоновой сварки.
Не плавящиеся электроды применяются для аргоновой сварки.
Диаметр электродов для сварки
Сварочные электроды бывают различных диаметров, но наибольшее распространение получили электроды 3 и 5 мм. «Тройки» используют для сварки металлических элементов не толще 5 мм, а «пятёрки» — не толще 10 мм. Для сверхтонких деталей используются электроды диаметром 1-2 мм.
Пример HTML-страницы
Сила тока для сварки рассчитывавшийся по формуле 30-40 А. на 1мм электрода. Так на электрод 3 мм. ставим ток 90-120 А., на электрод 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
- Целлюлозная;
- Кислая;
- Рутиловая;
- Основная (УОНИ).
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки постоянным током.
Два других (рутиловое и кислое) — могут работать при сварке как переменным, так и постоянным током. Но кислое покрытие очень токсично. Поэтому работать этими электродами в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Обмазка для сварочных электродов
Но в большинстве случаев сварочные электроды для инвертора используют две обмазки:
Основная обмазка УОНИ13/55. С помощью этих электродов делают швы с высокими механическими показателями, показателями пластичности и ударной вязкости. Изделия хорошо переносят комнатные и низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины. Электроды с этой обмазкой применяются для ответственных конструкций, горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
Рутиловая обмазка имеет зеленоватый или синий оттенок. Электроды, в производстве которых используется рутиловая обмазка, используются при работе с конструкциями из малоуглеродистой стали. Самый используемый продукт – МР3. Эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Их не рекомендуется использовать для ответственных конструкций, поэтому ими никогда не варят мосты и несущие балки крыши. Электродами с рутиловой обмазкой варят заборы, ворота и теплицы на даче, ограждения, небольшие металлоконструкции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Для сварки нержавейки применяют электроды ОК 63.34.
Сварочные электроды для алюминия
Пример HTML-страницы
Если вам необходимо сваривать алюминий, то стоит обратить внимание на электроды: ОЗАНА-1 и ОЗАНА-2. ОЗАНА-1 применяется для наплавки и соединения алюминиевых деталей марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спец. покрытие, используются для прошивки отверстий, строжки и резки, а также для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Правила хранение электродов
Рассматривая вопрос как выбрать сварочные электроды для инвертора, нельзя не затронуть правила их хранения. Электроды необходимо хранить в сухом отапливаемом месте. Покупая продукцию, смотрите на дату изготовления. Просроченный материал не обеспечит качество в работе и надежность соединений детали. Храните электроды в специальных пеналах, чтобы избежать пагубного воздействия влаги. Пенал понадобится вам и для сохранной транспортировки на место проведения работы.
Пенал понадобится вам и для сохранной транспортировки на место проведения работы.
Если вы все же не уследили, и сырость оставила свой след, попробуйте просушить электроды или же прокалить их. В этом может помочь печка для прокаливания. В ней достигается температура до 400°С. После печи сложите электроды в пенал в горячем виде.
В следующей статье я расскажу как сварить алюминий инвертором.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Пример HTML-страницыВольфрамовые электроды | ABICOR BINZEL
Везде, где создаются тонко обработанные сварные швы, свариваются высококачественные материалы и создаются точные сварные соединения, требуется сварка TIG и хорошие вольфрамовые электроды. При сварке вольфрамовым электродом в среде инертного газа (TIG), в дополнение к горелке, источнику питания и защитному газу, неплавящийся термостойкий вольфрамовый электрод является важным фактором для получения оптимальных результатов.
Ассортимент электродов для сварки TIG очень широк. Самое позднее, когда дело доходит до выбора подходящего электрода для сварки TIG, вы столкнетесь с цветовой маркировкой вольфрамовых электродов. Отдельные типы электродов отмечены разными цветами.
Самое позднее, когда дело доходит до выбора подходящего электрода для сварки TIG, вы столкнетесь с цветовой маркировкой вольфрамовых электродов. Отдельные типы электродов отмечены разными цветами.
Как следует из названия, основным компонентом вольфрамовых электродов является вольфрам. За исключением зеленого электрода для сварки TIG, изготовленного из чистого вольфрама, все остальные сделаны с оксидными добавками, такими как оксид циркония, оксид лантана, оксид церия или оксид тория. Другие содержат оксидные добавки с редкоземельными элементами. Их действие и свойства описаны в разделе «Электроды для сварки ВИГ и их цветовая маркировка или легирование» на этой странице.
При выборе вольфрамового электрода необходимо учитывать следующие аспекты:
- Вольфрамовый электрод типа
- Диаметр электрода
- Качество заточки и шероховатость электрода
- Геометрия наконечника электрода для сварки ВИГ
Краткий обзор всей информации
- Электроды для сварки ВИГ и их цветовая маркировка или легирование – типы вольфрамовых электродов
- Качество заточки и шероховатость электрода
- Геометрия наконечника электрода для сварки ВИГ
- В поисках подходящего вольфрамового электрода для сварки ВИГ
- Блоги о сварке TIG и вольфрамовых электродах
- Видео вольфрамовые электроды
- Документация
Электроды для сварки ВИГ и их цветовая маркировка или легирование – типы вольфрамовых электродов
E3 ® Вольфрамовый электрод E3 ® (фиолетовый), разработанный ABICOR в виде легирования 900 редкоземельных элементов с 4 оксидами BINZEL с 4 оксидами 900 BINZEL подходит как для сварки постоянным током (DC), так и для сварки переменным током (AC). Им можно сваривать практически любой металл. Поэтому из-за его превосходных свойств воспламенения он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается неизменно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с ториевыми электродами. Последние могут использоваться только в исключительных случаях из-за их крайне вредного воздействия.
Им можно сваривать практически любой металл. Поэтому из-за его превосходных свойств воспламенения он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается неизменно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с ториевыми электродами. Последние могут использоваться только в исключительных случаях из-за их крайне вредного воздействия.
Цветовая кодировка оксидов редкоземельных элементов:
- Фиолетовый = E3 ®
Этот вольфрамовый электрод в основном используется для сварки нелегированных и высоколегированных сталей, алюминиевых, титановых, медных и магниевых сплавов. Его легирующий элемент, оксид лантана , делает его пригодным как для сварки постоянным, так и переменным током, как и E3 ® . Золотой сварочный электрод TIG также используется в микроплазменной сварке.
Цветовая кодировка с оксидом лантана:
- Черный = WLa 10 – с содержанием оксида лантана от 0,8 до 1,2 %
- Золото = WLa 15 – с содержанием оксида лантана от 1,3 до 1,7 %
- Синий = WLa 20 – с содержанием оксида лантана от 1,7 до 2,2 %
Легирующий элемент оксид церия делает этот электрод для сварки TIG более устойчивым, чем электрод с чистым вольфрамом, но менее прочным, чем электроды E3® и лантановые электроды. Этот тип вольфрамового электрода используется в основном в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также алюминиевых, медных, никелевых, титановых и магниевых сплавов. Их можно использовать как для сварки переменным током, так и для сварки постоянным током, однако хуже, чем E3 9.Электрод 0042® от ABICOR BINZEL.
Цветовая кодировка с оксидом церия:
- Серый = WCe 20 – с содержанием оксида церия от 1,8 до 2,2 %
Зеленый нелегированный вольфрамовый электрод был разработан для сварки синусоидальным переменным током специально для легких металлов. Не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама предотвращает образование чистой прямоугольной волны из-за своей инерционности и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является электрод E3®.
Не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама предотвращает образование чистой прямоугольной волны из-за своей инерционности и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является электрод E3®.
Цветовая маркировка чистого вольфрама:
- Зеленый = W – изготовлен из чистого вольфрама без каких-либо оксидных компонентов
Благодаря легирующему элементу оксид циркония этот вольфрамовый электрод снижает риск загрязнения сварочной ванны. Этот электрод для сварки TIG в основном используется для сварки переменным током, поскольку он не только в ограниченной степени подходит для сварки постоянным током. При сварке переменным током этот легирующий элемент обеспечивает очень стабильный купол. С другой стороны, вольфрамовый электрод с диоксидом циркония также не воспламеняется.
Цветовая кодировка с оксидом циркония:
- Белый = WZr 08 – с содержанием оксида циркония от 0,7 до 0,9 %
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Качество заточки и шероховатость электрода
Прежде чем использовать вольфрамовый электрод, его необходимо отшлифовать, поскольку помимо качества заточки на дугу влияет направление заточки. Важно при шлифовке иглы TIG: Направление шлифовки должно быть продольным (аксиальным) по отношению к электроду! Скос в поперечном направлении (радиальном) к электроду для сварки ВИГ вызывает очень беспокойную, нестабильную дугу. Кроме того, при неправильной заточке мельчайшие частицы вольфрама могут попасть в сварочную ванну и загрязнить ее. Аксиально отшлифованный вольфрамовый электрод имеет хорошие свойства воспламенения, стабильную дугу и благоприятную эмиссию электронов.
Геометрия наконечника электрода для сварки ВИГ
Универсальный электрод ABICOR BINZEL для сварки ВИГ E3 ® дает наилучшие результаты сварки, если он заточен под углом 60 градусов и используется в предусмотренном диапазоне тока. Более острые углы около 30 градусов больше подходят для нижнего диапазона тока. В этом случае лучше перейти на более тонкий электрод.
Более острые углы около 30 градусов больше подходят для нижнего диапазона тока. В этом случае лучше перейти на более тонкий электрод.
При более тупом угле шлифовки 60 градусов можно получить более узкую сварочную ванну, большую токонесущую способность и более длительный срок службы.
Выбор подходящего вольфрамового электрода для сварки ВИГ
В таблице ниже представлены наиболее распространенные типы вольфрамовых электродов, включая их пригодность и свойства. Этот обзор, несомненно, поможет вам выбрать подходящий электрод для сварки TIG для вашего собственного процесса сварки.
На рисунке ясно видно, что E3® может использоваться универсально и обладает лучшими свойствами во всех направлениях:
| E3 ® фиолетовый | WLa 15 золото | WLa 20 синий | WCe 20 серый | WP зеленый | WZr 08 белый | |
| Минусовой полюс постоянного тока | +++ | ++ | +++ | + | – | – |
| Переменный ток | +++ | + | + | + | + | ++ |
| Стабильность дуги | ++ | + | ++ | + | – | ++ |
| Воспламеняемость | ++++ | ++ | +++ | + | – | + |
| На весь срок службы | ++++ | ++ | +++ | + | + | ++ |
| Свариваемые высоколегированные стали | ++++ | +++ | +++ | +++ | – | – |
| Свариваемый алюминий | ++++ | + | + | + | ++ | ++ |
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Блоги о сварке TIG и вольфрамовых электродах
Видеовольфрамовые электроды
Документация
Язык документа
All languagesBelarusianBulgarianChineseCroatianCzechDanishDutchDutchEnglishEstonianFinnishFrenchGermanGreekHungarianItalianJapaneseKazakhKoreanLatvianLithuanianNorwegianPolishPortugueseRomanianRussianSerbianSlovakSloveneSpanishSwedishTurkishUkrainianVietnameseInverter Resistance Spot Welder :: Pro Spot
The i4 Inverter Resistance Spot Welder is designed to handle the difficult to weld materials such as boron steels and Advanced High Strength Steels ( AHSS ). Эти новые металлы быстро становятся предпочтительным материалом среди производителей автомобилей. i4 включает в себя программируемую функцию OEM с подробными иллюстрациями ремонта и индивидуальными программами сварки.
Найти дистрибьютора ›
Точечный пистолет двойного действия
Новый инновационный точечный пистолет от Pro Spot оснащен цилиндром двойного действия, широко расставленными электродами и самоустанавливающимися электродами.

Удлинители
Pro Spot i4 поставляется с различными удлинителями для выполнения любых сварочных работ.
Односторонняя сварка
10 различных приложений для односторонней сварки дают вам мощность и универсальность для выполнения любой работы.
Панель управления
Модель i4 оснащена большим монитором размером 4 x 6 дюймов, способным отображать инструкции и процедуры ремонта OEM.
Программное обеспечение i4
Программное обеспечение i4 хранится на обновляемой флэш-карте. Мы постоянно выпускаем новейшие процедуры и функции ремонта, чтобы держать вас в курсе последних событий.
i4 Combi: встроенный сварочный аппарат MIG
Модель i4 можно легко модернизировать, включив в нее сварочный аппарат PR-155 MIG. Его можно установить позже в качестве пакета обновления или заказать на заводе со встроенным сварочным аппаратом MIG.

Потолочная установка i4
Pro Spot i4 доступен в потолочной версии. Потолочная версия подвешивается к потолку на расстоянии 20 футов от кронштейна, что дает вам дополнительное пространство на полу и доступность.
PS-500 Точечный пистолет двойного действия Наверх
Нажмите одну кнопку, чтобы широко открыть электроды, затем нажмите другую кнопку, чтобы закрыть электроды и начать сварку. Система точечной пушки Pro Spot PS-500 обеспечивает давление электрода более 600 фунтов. со всеми размерами удлинителя.
Смена консолей на наших сварочных горелках выполняется быстро и легко.
PS-503 (дополнительно) ПС-305 PS-306 (дополнительно) PS-403 (дополнительно) ПС-302 ПС-52-5/8 U-образный рычаг 600 мм U-образный рычаг 508 мм С-дуга, глубокая (280 мм) Х-адаптер С-дуга Рычаг рулевой рубки В стандартной комплектации i4 поставляется с несколькими различными типами удлинителей сварных рычагов (508-мм U-образный, С-образный рычаг, рычаг рулевой рубки), а другие доступны по запросу, так что вы можете решить любую проблему сварки с максимальной легкостью и точностью.

i4 может выполнять различные виды односторонней сварки, в том числе: шайбу
, гайку и болт, гвоздь, заклепку и стежок.
i4 имеет четкую, эргономичную компоновку интерфейса с выключателем питания и ручками давления электрода, все они установлены в удобной и простой форме. Он также оснащен большим монитором 4×6 дюймов, способным отображать изображения и процедуры ремонта OEM.
- Выключатель питания
- 3-фазные индикаторы питания
- Электродный манометр
- Ручка регулировки давления электрода
- Экран дисплея
Система охлаждения для i4:
i4 имеет водяное и воздушное охлаждение. Воздушное охлаждение начинается, когда температура достигает 42°С, и автоматически отключается при 37°С. Сварка может продолжаться при включенном воздушном охлаждении.
Водяное охлаждение представляет собой петлевую систему, которая охлаждает сварочные кабели трансформатора и точечную горелку. Пока работает водяное охлаждение, сварочный аппарат может работать в обычном режиме.
Пока работает водяное охлаждение, сварочный аппарат может работать в обычном режиме.
Причина использования двух систем охлаждения заключается в том, что Pro Spot сочла ее наиболее эффективной и продлит рабочий цикл сварщика.
Программное обеспечение i4 легко обновляется с помощью съемной флэш-карты по мере поступления новых данных и информации. Последнее программное обеспечение i4 содержит более 3000 ремонтных экранов GM OEM , включая Dodge, Toyota, Lexus, Volvo и другие.
Функция журнала данных i4 — это простой способ управления историей сварки, качеством сварки и мощностью, подаваемой на каждую сварку. Подробная информация хранится в файле Excel на съемном USB-накопителе.
- Программа Weld-Bonding
для сложных применений стали. Ток контролируется с помощью сохраненных параметров. Дисплей обратной связи по силе тока: показывает точную величину тока, используемого сварщиком для каждого сварного шва.

Доступ к более чем 3000 экранов ремонта OEM (в том числе: GM, Toyota, Lexus, Volvo, Dodge и другие!), а также общая помощь сварщикам и техническое обслуживание на борту.
В комплект поставки i4 в качестве опции может входить сварочный аппарат MIG . Его также можно установить позже в качестве обновления. Эта функция обеспечивает удобство сварки STRSW и MIG в одном аппарате.
Характеристики MIG
- 220 В, 1 фаза, готовый к использованию
- Разъем Binzel: универсальный адаптер для быстрого подключения
- Идеально подходит для сварки после столкновений
У i4 есть вариант установки над головой. При установке над головой сварочный аппарат висит на системе направляющих, которая может охватывать до 14 отсеков.
Накладные функции
- Все функции портативного сварочного аппарата i4.
 (Дополнительный сварочный аппарат MIG входит в комплект.)
(Дополнительный сварочный аппарат MIG входит в комплект.) - Удобная потолочная система крепления.
- Никаких кабелей, воздушных шлангов или оборудования на полу.
- Всегда подключен, готов к сварке.
- Хранит в стороне, когда не используется.
- Легко передвигается по магазину.
- Экономит ценное пространство в магазине.
Технические характеристики
| Входное напряжение: |
|
| Сварочный ток: | 12500A макс. (3 фазы) |
| Длина кабеля: |
|
| Давление электрода: | 7 бар (90 фунтов/кв. дюйм) – 280 даН (616 фунтов) |
| Система охлаждения: |
|
| Микропроцессор: | Обновляемая программная платформа i4 |
| Защита: | ИП 21 |
| Патенты (3): |
|
| Транспортировочный вес: | 373 фунта (169 кг) |
 6 706 990
6 706 990Особенности
- Инверторная технология, 2000 Гц.
- С жидкостным охлаждением
- Полностью обновляемое программное обеспечение, хранящееся на съемной флэш-карте
- Разработан для новых усовершенствованных сталей: AHSS, HSS, T.R.I.P, BORON
- Технология измерения тока
- Процедуры ремонта OEM на борту
- Несколько языков, изменение на лету
- 4-х тросовая система
- 3-фазный вход
- Точечный пистолет двойного действия
- Двусторонняя точечная сварка
- Односторонняя сварка
- X-Gun Adaptive (опционально)
- Возможность модернизации до потолочной установки (дополнительно)
- Доступен встроенный сварочный аппарат MIG (дополнительно)
Инверторный электродный сварочный аппарат Цена
230 В
10÷120 А
ХОРОШО
€170,00
230 В
10÷160 А
MMA
€205,00
230 В – 4,1 кВт
10÷150 А
€205,20 €216,00 -5%
230 В – 5 кВт
15÷170 А
€239,00
230 В – 4,1 кВт
10÷150 А
€217,55 €229,00 -5%
230 В
10÷160 А
ММА
€220,00
230 В
10÷200 А
MMA
€220,00
230 В – 6 кВт
10÷150 А
€225,00
230 В
10÷200 А
MMA
€240,00
230 В – 4,2 кВт
10 ÷ 150 А
Совместимость с TIG
€256,00
230 В – 4,5 кВт
20 ÷ 160 A
Инверторы электродов MMA и TIG
€258,00
€268,00
-€10. 00
00
230 В – 5,3 кВт
15 ÷ 180 A
Совместимость с TIG
€263,00
230 В – 5 кВт
5÷160 A
Saldatrice Elettrodo MMA / TIG
€323,10 €359,00 -10%
230 В – 6 кВт
20 ÷ 200 A
Инверторы электродов MMA и TIG
€325,00
230 В – 6 кВт
20 ÷ 200 A
Инверторы электродов MMA и TIG – также электроды из целлюлозы
€352,00
230 В – 6 кВт
5 ÷ 200 A
Совместимость с TIG
€368,10 €409,00 -10%
230 В
25÷150 А
ММА – ТИГ – МИГ – МАГ
€449,00
230 В
20÷150 А
МИГ/МАГ – ММА
€505,00
230 В – 3,2 кВт
20 ÷ 170 А
MIG – MAG / FLUX (мод.