Электроды для легированных сталей: Марки электродов для сварки легированных сталей повышенной прочности
alexxlab | 24.05.2023 | 0 | Разное
Электроды для сварки легированных сталей
- Классификация электродов
- Для высоколегированной
- Для легированных
- Для низколегированной
Нередко работникам промышленности, а также прямо у себя дома приходится сталкиваться со свариванием легированных сталей с повышенной или высокой прочностью.Легированные стали еще называют часто как среднелегированные и поэтому нужно понимать что это одно и тоже.
Вот почему так называют:
- Низколегированные
- Легированные (среднелегированные)
- Высоко легированные
Для сварки среднелегированных сталей приходится использовать специальные электроды, которые идеально бы подходили к таким работам.
К группе электродов для сварки легированных конструкционных сталей входят сварочные электроды, которые предназначены для сварки легированных сталей, имеющих временное сопротивление разрыву более 590 МПа.
При проведении сваривания по первому технологическому варианту используются сварочные электроды, которые способны обеспечить получение равнопрочных соединений из легированной стали. Основными характеристиками таких электродов являются механические свойства металла шва и всех сварных соединений. Высокое качество сварных соединений можно получить с помощью термической обработки свариваемых деталей. Также увеличивается временное сопротивление разрыву, ударная вязкость и относительное удлинение.
По показателям государственного стандарта 9467-75 существует пять стандартизированных типов электродов, которые предназначены для проведения сварочных работ конструкционных сталей и сталей с повышенной и высокой прочностью. Этими электродами являются Э70, Э100, Э150, Э85 и Э125.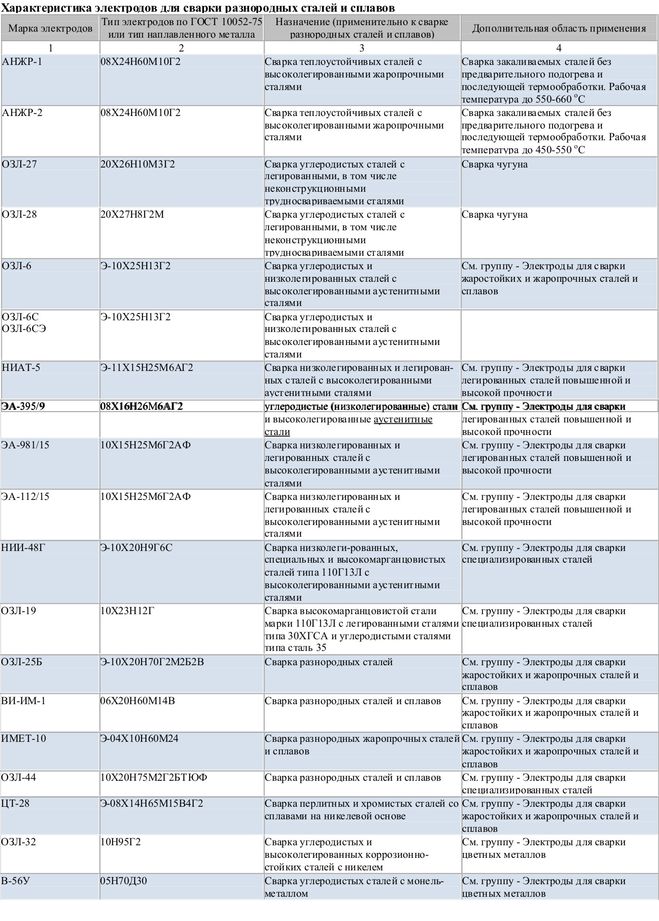
Особенно при сварке металлических конструкций, которые будут работать в экстремальных условиях, нужно внимательно подходить к выбору сварочных электродов и принимать во внимание химический состав металла. Узнать данные о химическом составе наплавленного металла, а также другие данные, касающиеся сваривания разными видами сварочных электродов, Вы можете узнать в соответствующей документации по каждому виду сварочных электродов. Также при подборе сварочных электродов для сварки легированных сталей стоит помнить, что электроды для сварки конструкционных сталей с повышенной и высокой прочностью должны иметь основное покрытие.
При проведении сварочных работ легированных конструкционных сталей по второму технологическому типу, то есть без последующей прокалки металлического изделия, важно помнить, что равнопрочность сварных соединений может являться не основным критерием.
Электроды для наплавки Т-620
Электроды Goodel
Электроды
Электроды для сварки легированных конструкционных сталей повышенной и высокой прочности
Темы: Электроды сварочные, Сварка стали , Ручная дуговая сварка.
В эту группу относят электроды , предназначенные для сварки легированных сталей с временным сопротивлением разрыву свыше 590 МПа.
Сварка конструкций из этих сталей производится по двум технологическим вариантам:
1) с последующей после сварки термической обработкой сварных соединений,
2) без последующей термической обработки.
При сварке по первому варианту применяют электроды, обеспечивающие получение равнопрочных сварных соединений. Главными характеристиками таких электродов являются механические свойства металла шва и сварных соединений, получаемые после соответствующей термической обработки: временное сопротивление разрыву (sв), относительное удлинение (d5), ударная вязкость (aн).
Главными характеристиками таких электродов являются механические свойства металла шва и сварных соединений, получаемые после соответствующей термической обработки: временное сопротивление разрыву (sв), относительное удлинение (d5), ударная вязкость (aн).
По этим показателям в ГОСТ 9467-75 электроды для сварки конструкционных сталей повышенной и высокой прочности разбиты на пять типов: Э70, Э85, Э100, Э125 и Э150. Химический состав наплавленного металла указанным стандартом не регламентируется, за исключением серы и фосфора, содержание которых не должно превышать соответственно 0,030% и 0,035%. Вместе с тем при выборе конкретной марки электрода химический состав металла необходимо принимать во внимание, особенно при сварке конструкций, работающих в экстремальных условиях. Данные по химическому составу приводятся в нормативной документации и в более общем виде в условном обозначении электродов.
При сварке конструкций из сталей этого класса (в термически упрочненном состоянии) по второму варианту, т.е. без последующей после сварки термической обработки, особенно, когда равнопрочность сварных соединений не является обязательным условием, используют электроды, обеспечивающие получение металла шва с аустенитной структурой (см. аустенитные стали). Получаемые сварные соединения отличаются высокой стойкостью против образования трещин, а металл шва – повышенными пластичностью и вязкостью. Сварка такими электродами производится с учетом особенностей, присущих электродам, предназначенным для сварки высоколегированных сталей. Электроды используются также при сварке разнородных сталей.
Электроды для сварки легированных конструкционных сталей повышенной и высокой прочности
(с последующей термической обработкой)
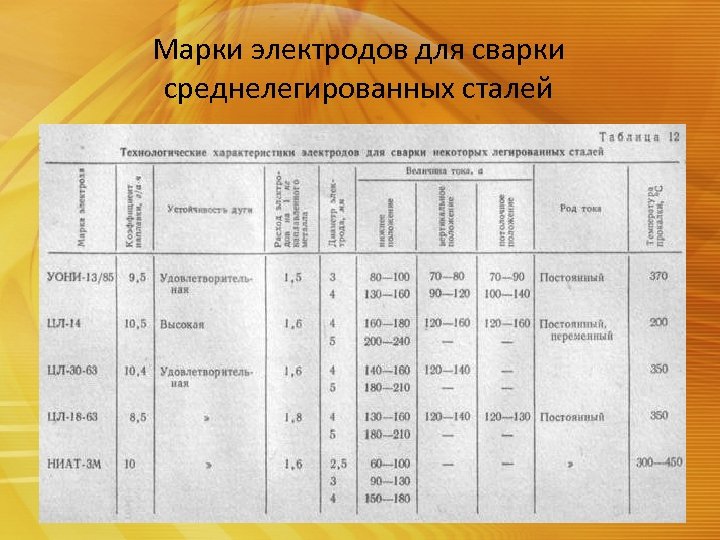
| Электроды | Тип по ГОСТ 9467-75 | Диаметр, мм | Положение сварки | Род сварочного тока |
| УОНИ-13/85 | Э85 | 2,0;2,5;3,0;4,0;5,0 | Все, кроме вертикального сверху вниз | постоянный |
| НИАТ-3М | Э85 | 2,0;2,5;3,0;4,0;5,0 | Все, кроме вертикального сверху вниз | постоянный |
| ОЗШ-1 | Э100 | 2,0;2,5;3,0;4,0;5,0 | Все, кроме вертикального сверху вниз | постоянный |
Электроды для сварки легированных конструкционных сталей повышенной и высокой прочности, обеспечивающие получение металла шва с аустенитной структурой
(без последующей термической обработки)
| Электроды | Диаметр, мм | Положение сварки | Род сварочного тока | Механические свойства металла шва, не менее | ||
| sв, МПа | d5, % | ан, Дж/см2 | ||||
| НИАТ-5 | 2,0;2,5;3,0;4,0;5,0 | Нижнее, вертикальное снизу вверх, ограниченно потолочное | постоянный | 590 | 30 | 100 |
| НИАТ-5/СЭ | 2,5;3,0;4,0;5,0 | Нижнее, вертикальное снизу вверх, ограниченно потолочное | постоянный | 560 | 25 | 80 |
| ЭА-395/9 | 3,0;4,0;5,0 | Все, кроме вертикального сверху вниз | постоянный | 610 | 30 | 120 |
| ЭА-981/15 | 3,0;4,0;5,0 | Все, кроме вертикального сверху вниз | постоянный | 680 | 26 | 100 |
| ЭА-112/15 | 2,0;2,5;3,0;4,0;5,0 | Все, кроме вертикального сверху вниз | постоянный | 640 | 26 | 100 |
- < Электроды для сварки углеродистых и низколегированных конструкционных сталей
- Электроды для сварки теплоустойчивых сталей: список марок >
Стержневые сварочные электроды из низколегированной стали
Стержневые сварочные электроды из низколегированной стали
41 изделия
Стержневые электроды из низколегированной стали служат присадочным металлом для сварки низколегированной стали в задачах SMAW (дуговая сварка в среде защитного металла). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
E7010-P1 Сварки сварки
E8010-P1 Сварки сварки
E8018-B2.
E9018-B3 Сварочные электроды
E9018M Сварочные электроды
E7010-P1 Сварочные электроды
3 90059003
E7010-P1 Stick Welding Electrodes, sorted by Overall Diameter, ascending
Loading. .. .. |
E8010-P1 Stick Welding Electrodes
E8010 -P1 Сварочные электроды, отсортированные по общему диаметру, по возрастанию
| Загрузка… | 0061
E8018-B2 Stick Welding Electrodes
E8018-B2 Stick Welding Electrodes, sorted by Overall Diameter, ascending
Loading.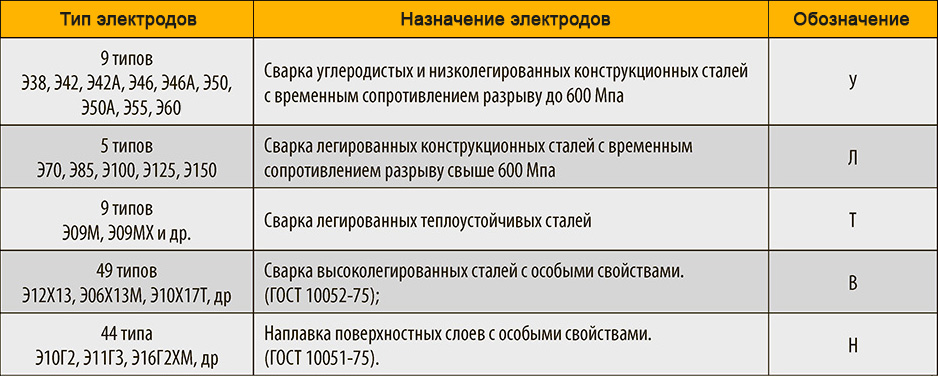 .. .. |
E8018-C1 Электроды для сварки
Электроды для сварки E8018-C1, сортировка по общему диаметру, по возрастанию
Loading. .. .. |
E9018M Stick Welding Электроды
Электроды для сварки электродами E9018M, отсортированные по общему диаметру, по возрастанию
| Идет загрузка… |
Низколегированная сталь – электроды и сплавы
Посмотреть техническое описание продукта
Посмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
AWS A5. 5, E9018-B3 h5R
5, E9018-B3 h5R
ASME SFA 5.5, E9018-B3 h5R
ХАРАКТЕРИСТИКИ И ПРИМЕНЕНИЕ |
ОПИСАНИЕ: 1180 — превосходный сварочный электрод для сварки высокопрочных труб, отливок и поковок. Покрытие специально разработано для защиты от влаги в условиях высокой температуры и влажности. Электрод обладает устойчивостью к реабсорбции влаги, что помогает предотвратить водородное растрескивание и способствует устранению исходной пористости. Определенно предпочтительный электрод с высокой привлекательностью для оператора.
ПРИМЕНЕНИЕ:
1180 используется для сварки хромомолибденовых труб и котельных работ.
ХАРАКТЕРИСТИКИ:
- Превосходные характеристики дуги
- Низкий уровень разбрызгивания
- Быстрое и простое удаление шлака
- Низкая реабсорбция влаги
- Низкий уровень дыма
- Низкое содержание водорода, менее 4 мл/100 г
ПРЕИМУЩЕСТВА:
- Стабильная, простая в управлении дуга
- Улучшает внешний вид валика сварного шва, увеличивает наплавку
- Сокращение времени очистки
- Предотвращает начальную пористость
- Безопасность и комфорт сварщика
- Стойкий к водородному растрескиванию
Анализ всего металла сварного шва (типовой вес %) |
Цвет флюса: Серый
С | Мн | Р | С | Си | Кр | Пн |
. | .69 | .01 | .01 | .50 | 2,35 | 1,06 |
 10
10
Типичные механические свойства |
Неразбавленный наплавленный металл Максимальное значение до:
Прочность на растяжение: 125 000 фунтов на квадратный дюйм (865 МПа)
Прочность урожая: 111 000 фунтов на квадратный дюйм (765 МПа)
Элонгация: 18%
Диффузивный водород: 3,4 мл/100 GR
Сварочный ток и инструкции |
Рекомендуемый ток: DCEP или AC
| Диаметр (мм) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4,0) | 3/16 (5,0) |
| Минимальная сила тока | 70 | 90 | 130 | 200 |
| Максимальная сила тока | 110 | 160 | 220 | 300 |
*Для сварки в нерабочем положении уменьшите указанную силу тока на 15%.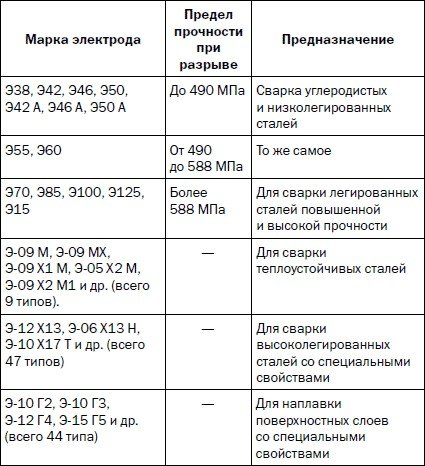
Рекомендованные Процедуры сварки:
Общие: Положитель электрода, рабочая отрицательная (DCEP) или AC
Длина дуги : Очень короткая дуга 9000
48 : Очень короткая дуга 9000 4747 40247: . от 90°
Вертикально-вверх: Использовать технику плетения
Вертикально-вниз: Не рекомендуется
Над головой: Использовать легкое колебательное движение в луже
Хранение: После вскрытия хранить в печи для выдержки (от 250°F до 400°F) до использования.
Восстановление: При длительном воздействии атмосферы, восстановление в течение одного (1) часа при 600°F.
Welding Positions: Flat, Vertical-Up, Overhead
TYPICAL DEPOSITION RATES (at Optimum):
Диаметр | | Тип Мощность | Сила тока | Отложение Скорость Фунтов/ч. | |
