Электроды для меди: Медные сварочные электроды: купить в каталоге медных электродов для ручной дуговой сварки, цены от производителя
alexxlab | 15.07.2019 | 0 | Разное
Для чего нужны медные электроды?
Медь – это металл, который очень важен практически для любого строительства. Часто для того чтобы сделать хорошее отопление или же какие-нибудь другие удобства в доме Вам нужно использовать медь.
Температура плавления меди составляет 1080 – 1083 градуса по Цельсию. Если медь разогреть до температуры 300 – 500 градусов, то Вы увидите, что при такой температуре медь обладает горячеломкостью. Если же медь находится в жидком состоянии, то она способна растворять газы.
Как видите, медь имеет много прекрасных свойств, которые как раз на руку многим людям. Например, ее способность плавиться при невысокой температуре позволяет Вам производить сваривание с меньшими усилиями и подогревом дуги.
Также для сваривания есть огромное количество электродов, которые позволяют производить сваривание медных конструкций с наименьшими усилиями, поэтому многие сварщики используют именно специальные электроды для сваривания меди.
Также для того чтобы производить сваривание меди Вам нужно использовать дуговую сварку с использованием повышенной величины сварочного тока. Еще при сваривании меди Вам нужно учитывать, что ее жидкотекучесть намного больше, чем у стали, поэтому для сваривания медных конструкций Вам нужно соединять части свариваемой детали очень плотно. Угол кромок для сваривания должен составлять 90 градусов.
Зачастую для того чтобы производить сваривание медных конструкций многие сварщики используют угольные электроды. Однако при использовании угольных электродов для сваривания Вам нужно помнить, что сваривание нужно производить без перерыва, чтобы сварочный шов был более прочным. Также у сваривания угольными электродами есть свои особенности, поэтому большинство сварщиков используют обычные медные электроды для сваривания медных конструкций.
Также если Вы делаете проводку, то можете воспользоваться возможностью производить сваривание медными электродами.
Да, действительно, использование медных электродов для сварки позволяет Вам производить сваривание практически любых деталей, которые сделаны из меди. Примечательно, то Вы можете производить сваривание медных проводов в электрической проводке, что позволяет Вам значительно сократить время строительства или ремонта. Также теперь Вам больше не нужно использовать паяльник, канифоль и олово для пайки электрической проводки, что значительно сократит Вам как расходы, так и время выполнения работы. Поэтому будьте уверены в том, что медные электроды широко используются при сваривании медных конструкций и несут большую пользу при работе с медью.
Электроды для сварки меди
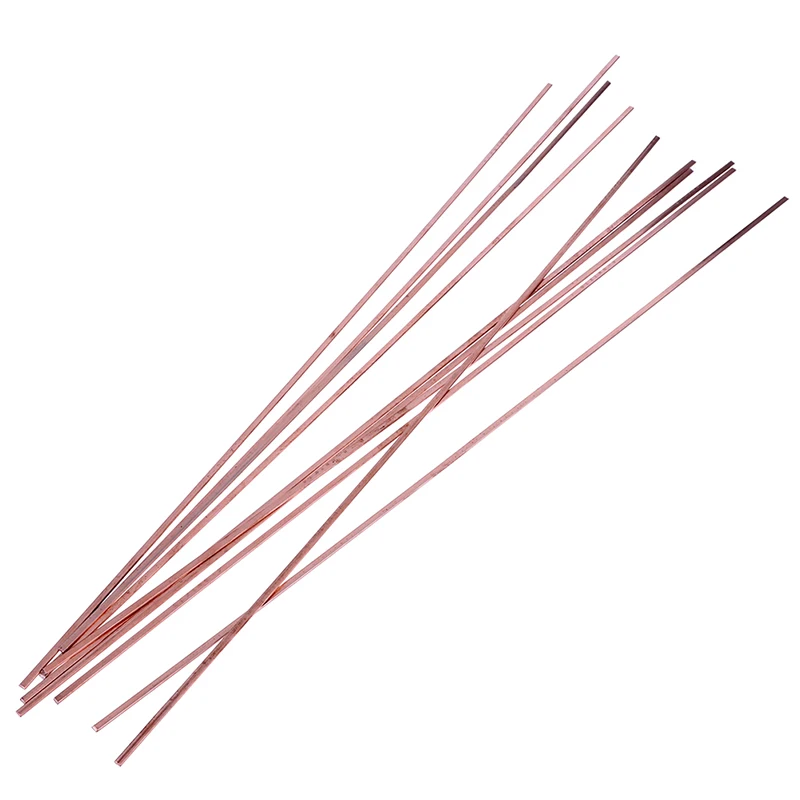
Существует несколько разновидностей сварки меди – это ручная сварка угольными электродами, ручная сварка металлическими электродами и аргонно-дуговая сварка. При сварке такого металла как медь используются угольные или графитовые электроды, при постоянном токе. Во время сварки длина дуги должна достигать 35—40мм. Материалом для присадки должны служить прутки из меди прямоугольной и круглой формы, марки М1 и М2, и медные прутки с фосфоновой присадкой, которые будут служить раскислителем. При сварке меди нужно учитывать то, что нужно избегать перегрева и окисления, для того чтобы это избежать, нужно учитывать то, что сечение прутка должно быть 20-25 мм2.
Перед сваркой, для нанесения флюса, пруток и кромка металла, который будет свариваться, зачищают металлической щёткой. А затем его смазываю каустической содой. Раствор соды должен быть 10%.
Сварка меди должна осуществляться постоянным током с обратной полярностью. При подогреве изделий, температура должна соблюдаться 300-400 градусов. Во время сварки стыковых соединений, толщина металла должна соответствовать нормам до 4 мм. А когда сварка металла производится размером до 5мм, то при этом меняют v- образную разделку кромок.
Существуют такие электроды как, «Комсомолец-100», они применятся так же для сварки меди, в которой содержится 0,01% кислорода. Медь сваривается при постоянном токе обратной полярности. Существуют электроды такой марки как,
Ну и наконец, существует ещё одна сварка меди – это ручная аргонно-дуговая сварка. При этой сварке применяются такие газы как, аргон и гелий. Эта сварка производится с помощью вольфрамового электрода при постоянном токе и прямой полярности, при температуре 350-400 градусов.
Сварка осуществляется двумя способами. Первый – левый, второй – правый. Перед тем как начать работу, дугу, с помощью которой идёт сварка, нагревают на угольной или графитовой пластине. Если дугу начать зажигать на изделии, то это приведёт к загрязнению электрода. Сварку необходимо выполнять в таких положениях как, потолочном, вертикальном и нижнем положениях.
В той среде, когда медь находится в аргоне, её можно сварить и переменным током, но в этом случае сварка замедляется, то есть замедляется скорость сварки. В том случае, когда сварка производится переменным током проволокой Бр. КМц-1, бура для раскисления не требуется.
ESABESAB – мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См. все(110)
Прутки ESAB(6 из 48) См. все(48)
Оборудование ESAB(6 из 25) См.
Аксессуары ESAB(6 из 50) См. все(50)
| |

 п. в среде защитных газов.
п. в среде защитных газов. Легкая, быстрая, с отличным обзором и цветопередачей. Оптический класс 1/1/1/2. Масса 500г.
Легкая, быстрая, с отличным обзором и цветопередачей. Оптический класс 1/1/1/2. Масса 500г.алюминия, меди, никеля, их сплавов
Темы: Электроды сварочные, Сварка алюминия, Ручная дуговая сварка, Сварка меди.
К этой группе относятся электроды, предназначенные для сварки алюминия, меди, никеля и их сплавов. Электроды для сварки цветных металлов не стандартизованы и их производят по отдельным техническим условиям. Исключение – высоконикелевые электроды, которые применяются для сварки сплавов на железоникелевой и никелевой основах и высоколегированных сталей, вследствие чего они входят в ГОСТ 10052-75.
Сварка цветных металлов может существенно отличаться от сварки стали, из-за резкого различия их физико-химических свойств. Главными факторами, определяющими свариваемость цветных металлов, являются температуры плавления и кипения, теплопроводность, сродство к содержащимся в воздухе газам (кислороду, азоту, парам воды).
Электроды для сварки алюминия и его сплавов
Алюминий и алюминиевые сплавы обладают малой плотностью, высокой тепло- и электропроводностью, повышенной коррозионной стойкостью.
Особенностью алюминия и его сплавов является легкая окисляемость. Это приводит к тому, что на их поверхности практически всегда присутствует плотная тугоплавкая пленка оксида алюминия. Эта пленка может образовываться и на поверхности сварочной ванны, что нарушает стабильность процесса сварки, препятствует формированию шва, приводит к появлению непроваров и неметаллических включений. Для получения качественных сварных соединений необходимо принимать специальные меры, направленные на удаление оксидной пленки. При ручной дуговой сварке это достигается путем введения в состав электродного покрытия хлористых и фтористых солей щелочных и щелочно-земельных металлов. В расплавленном состоянии эти материалы создают необходимые условия для удаления пленки и устойчивого горения дуги.
| Марка электродов | Диаметр, мм | Положение сварки | Основное назначение |
| ОЗА-1 | 4,0; 5,0 | Нижнее, ограниченно вертикальное | Сварка и наплавка технически чистого алюминия |
| ОЗА-2 | 4,0; 5,0 | Нижнее, ограниченно вертикальное | Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов |
| ОЗАНА-1 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сварка и наплавка изделий из технически чистого алюминия |
| ОЗАНА-2 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов |
Электроды для сварки меди и ее сплавов
Медь обладает высокой тепло- и электропроводностью, повышенной жидкотекучестью расплавленного металла. Для нее характерна активность при взаимодействии с газами, особенно с кислородом и водородом, что может явиться причиной образования пор в металле шва и микротрещин. Для предотвращения появления таких дефектов в сварных соединениях надлежит применять только хорошо раскисленную медь. Сварку следует выполнять тщательно прокаленными электродами, свариваемые элементы в местах наложения швов должны быть хорошо зачищены до металлического блеска с удалением оксидов, загрязнений, жиров и пр.
Для предотвращения появления таких дефектов в сварных соединениях надлежит применять только хорошо раскисленную медь. Сварку следует выполнять тщательно прокаленными электродами, свариваемые элементы в местах наложения швов должны быть хорошо зачищены до металлического блеска с удалением оксидов, загрязнений, жиров и пр.При сварке латуней и бронз возникают дополнительные затруднения. Сварка латуни усложняется интенсивным испарением цинка, сварка бронз – высокой хрупкостью и малой прочностью в нагретом состоянии.
| Марка электродов | Диаметр, мм | Положение сварки | Основное назначение |
| Комсомолец-100 | 3,0; 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди |
| АНЦ/ОЗМ-2 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| АНЦ/ОЗМ-3 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| АНЦ/ОЗМ-4 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| ОЗБ-2М | 3,0; 4,0 | Нижнее, горизонтальное, вертикальное | Сварка и наплавка бронз, заварка дефектов бронзового и чугунного литья |
| ОЗБ-3 | 4,0; 5,0 | Нижнее | Изготовление и восстановление электродов машин контактной сварки методом ручной дуговой наплавки |
Электроды для сварки никеля и монель металла
Никель и особенно его сплавы являются прочными и вязкими материалами.
 Они, в зависимости от состава, обладают высокой коррозионной стойкостью, жаростойкостью и жаропрочностью.
Они, в зависимости от состава, обладают высокой коррозионной стойкостью, жаростойкостью и жаропрочностью.Сварка никеля и его сплавов затруднена вследствие большой чувствительности к примесям и, в первую очередь, к растворенным газам (кислороду, водороду и особенно азоту) и высокой склонности к образованию горячих трещин. Для предупреждения возможного образования пор и трещин необходимо применять основной металл и сварочные электроды высокой чистоты, осуществлять их качественную подготовку к сварке.
В целом по технологии и технике ручной дуговой сварки никель и его сплавы близки к высоколегированным коррозионно-стойким сталям.
| Марка электрода | Диаметр, мм | Положение сварки | Основное назначение |
| ОЗЛ-32 | 3,0; 4,0 | Нижнее, вертикальное | Сварка технически чистого никеля, наплавка коррозионно-стойких слоев на углеродистые и высоколегированные коррозионно-стойкие стали. Сварка никеля с углеродистыми и высоколегированными коррозионно-стойкими сталями |
| В-56У | 3,0; 4,0 | Нижнее, полувертикальное | Сварка монель-металла, наплавка коррозионно-стойкого слоя на углеродистую сталь. Сварка двухслойных сталей (Ст 3сп + монель) со стороны коррозионно-стойкого слоя. Сварка монель-металла с углеродистой сталью |
- < Электроды для сварки и наплавки чугуна: список марок
- Электроды для резки металлов: список марок >
Сварка чугуна медными электродами
Широкое применение при холодной сварке чугуна имеют медные электроды. Обычно такие электроды представляют медные стержни диаметром 3—6 мм, обернутые жестью толщиной 0,3 — 0,5 мм, с покрытием. В некоторых случаях применяют медные трубки с железным сердечником. Швы, наплавленные такими электродами (при правильном ведении сварки), легко обрабатываются. Участок отбеленной структуры имеет небольшие размеры и поэтому не затрудняет обработку. Прочность соединения несколько большая, чем при сварке стальными электродами. Однако швы могут получаться пористыми, особенно возле линии сплавления с чугуном.
Участок отбеленной структуры имеет небольшие размеры и поэтому не затрудняет обработку. Прочность соединения несколько большая, чем при сварке стальными электродами. Однако швы могут получаться пористыми, особенно возле линии сплавления с чугуном.
Для уменьшения пористости рекомендуется применение флюсов или специальных покрытий. Простейшим флюсом может быть пережженная бура, а простейшим покрытием — меловое с добавкой буры.
Было предложено пользоваться медными электродами без обертки из жести, но с покрытием следующего состава:
Титановая руда | 5 вес. частей | Графит | 20 вес. частей |
Ферросилиций | 50 » | Мрамор | 15 » |
Алюминий в порошке | 15 » | Плавиковый шпат | 10 » |
Широко известны электроды Московского опытного сварочного завода типа ОЗЧ-1 с составом покрытия (в %):
Железный порошок | 50 | Ферромарганец малоуглеродистый | 2,5 |
Мрамор | 27 | ||
Плавиковый шпат | 7,5 | Ферросилиций | 2,5 |
Кварцевый песок | 4,5 | Ферротитан | 6 |
Жидкое стекло | 10—12/100 в. ч. |
Сварка такими электродами выполняется на постоянном токе обратной полярности.
На многих заводах применяются медные электроды с аналогичными покрытиями. Эти покрытия способствуют мелкокапельному переносу электродного металла и этим самым стабилизируют процесс сварки, защищают расплавленный металл от окисления, обеспечивают раскисление и легирование металла шва, способствуют улучшению устойчивости горения дуги.
В результате при удачном подборе покрытий и правильном выполнении процесса сварки сварные швы получаются совершенно плотные, достаточно прочные, легко обрабатываемые обычным режущим инструментом.
Сварку медными электродами следует вести при умеренной силе тока тонкими валиками. Медные электроды выбираются небольшого диаметра (3—4 мм). Выбор рода тока зависит от состава покрытия. Однако в большинстве случаев лучшие результаты получаются при применении постоянного тока обратной полярности.
Разработан способ холодной сварки чугуна комбинированным пучком электродов, состоящим из стальных толстопокрытых электродов и медных стержней, связанных вместе. Лучшие результаты получаются при применении стальных электродов с покрытиями УОНИ-13/45, УОНИ-13/55 или К-5. Рекомендуются пучки, состоящие из одного стального электрода диаметром 3—4 мм и двух медных стержней такого же диаметра. Весьма желательно в пучок добавлять латунный пруток диаметром 1,5—3 мм или полоску сечения от 4 до 9 мм2.
Рекомендуется при сварке вести пучок с наклоном к детали под углом 35—45° (в направлении сварки). Конец электрода должен совершать поперечные дугообразные колебания.
При холодной сварке чугуна любыми электродами важное значение имеет подготовка под сварку: правильная разделка кромок, зачистка кромок от различных загрязнений, от формовочного песка на поверхности и т. д.
| ОК 94.25 Тип покрытия: основной |
| Электрод оловянисто-бронзового типа дня сварки оловяннистых бронз, красной латуни. Используется также для сварки меди или бронзы со сталью, чугуна. Предварительный подогрев и последующая мехобработка не обязательна. Применяется также для наплавки на сталь. Рекомендации по сварке. При сварке меди и бронз предварительный подогрев до 300°С позволяет получить лучшее сплавление. При сварке крупногабаритных объектов предварительный подогрев обязателен. Рекомендуются кромки с широкой разделкой. Угол между электродом и направлением сварки должен быть 90°, дуга – короткой. Внимание. Старайтесь избегать температурного диапазона 400-600°С из-за риска образования трещин.  Ток =+ Положение 1,2,3,4. |
| Химический состав наплавленного металла: С < 0,03 Sn 7,0 Р 0,10 Fe 0,5 Сu – остальное |
| Механические свойства наплавленного металла: Предел текучести 330-390 МПа, Твердость 95 НВ |
| ОК 94.55 Тип покрытия: основной |
| Кремний-медный (кремний-бронзовый) электрод для сварки обычных бронз, красных латуней, колокольного металла, фосфористых бронз, кремнистых бронз, меди и разнородных соединений бронзы с чугуном и сталью. Используется для восстановления вентилей, помп, пропеллеров и различных посадочных мест, для нанесения коррозионно-стойких и износостойких покрытий на стали. Обеспечивает более высокую коррозионную стойкость, чем медь. Теплопроводность и электропроводность сварного соединения ниже, чем при сварке ОК 94.25 Рекомендации по сварке. При сварке: – тонкого металла в предварительном подогреве нет необходимости, – толстых сечений меди и бронз – предварительный подогрев до 300°С. Рекомендуется сварка короткой дугой с расположением электрода перпендикулярно свариваемым кромкам. Сварные валики долж- ны нанизываться друг на друга. Поверхность каждого прохода должна тщательно зачищаться от зашлаковок. Ток =+ Положение 1,2,3,4. |
| Химический состав наплавленного металла: Si 3,0 Mn 1,5 Сu 93,0 P 0,02 |
| Механические свойства наплавленного металла: Предел текучести 400 МПа, Твердость 120 НВ |
|
Сварочный аппарат – необходимая вещь в строительстве и других бытовых процессах. Процесс сварки может происходить при помощи различных электродов. Для каждого вида металла, в целях безопасности, используются свои сварочные электроды. Для сварки конструкций из меди используются электроды для сварки меди. Например, очень популярна марка ОК 94. 25. Основной – тип покрытия данного электрода. Данный электрод подойдет как для меди, так и для бронзы и чугуна. Также можно осуществлять наплавку на сталь. Также существуют определенные рекомендации для осуществления сварки. Если наш материал медь и бронза, то необходимо осуществлять предварительный подогрев до 200°С. Все это позволяет получить лучшее сплавление. Если в процессе сварки используются крупногабаритные объекты, в таком случае предварительный подогрев обязателен. Также рекомендуются использовать специальные кромки, у которых достаточно широкая разделка. Еще одно условие, что угол, образованный между сварочным электродом и направлением сварки должен быть 90°. Дуга должна быть короткой. Если температура достигнет 400-600 С, то могут образоваться ненужные трещины.
Если использовать марку «ОК 94.55», то следует использовать основной тип покрытия.
Предназначен такой электрод для сварки изделий из таких материалов, как: обычная бронза, красная латунь, колокольный металл, фосфористая бронза, медь, разнородные соединения бронзы с чугуном и сталью, а так же многие другие элементы. Также его используют для восстановления вентилей, различных помп, пропеллеров и посадочных мест. Также они очень популярны в нанесении износостойких покрытий на стали. Данный тип электрода обеспечивает высокую коррозионную стойкость, в отличие от меди. Что касается электропроводности сварного соединения, то она значительно ниже, чем при сварке электродом марки «ОК 94.25».
Существуют специальные рекомендации по сварке этим электродом. Если осуществляется сварка тонкого металла, то предварительный подогрев не обязателен, – толстых сечений меди, или бронзы – следует использовать предварительный подогрев. Существуют рекомендации для сварки при помощи короткой дуги, в которой электрод расположен перпендикулярно свариваемым кромкам, а сварные валики необходимо нанизывать друг на друга, а поверхности должны быть надежно защищены. |


Медный электрод, металлический 4 “
Есть вопросы? Поговорите с экспертом.406-256-0990 или же Живой чат в
- Возраст 8+
- На складе, готово к отправке
- Это нужно быстро? Смотрите варианты доставки в корзине.
Эта полоска имеет ширину 3/4 дюйма и длину 4 дюйма. Он весит около 12 граммов. Читать Более
участников My Science Perks зарабатывают не менее $ 0,04 обратно на этот предмет. Войдите или создайте Бесплатный HST Аккаунт, чтобы начать зарабатывать сегодня
ОПИСАНИЕ
Эта полоска имеет ширину 3/4 дюйма и длину 4 дюйма.Он весит около 12 граммов.
БЛОК ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ
ВКЛАДКА С СОДЕРЖАНИЕМ
ТАБЛИЦА ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
- Описание
- EL-ELECTCU
- Технические характеристики
- СОДЕРЖАНИЕ
Мы хотим, чтобы этот предмет был живым, когда вы его получите! Следовательно, нам необходимо знать, когда вы будете дома, чтобы получить его (минимизируя воздействие стихии).Укажите дату доставки, среда – Пятница, это минимум 7 дней с сегодняшнего дня.
Физика и инженерия / Электричество и электроника / Статическое электричество
/ физика-инженерия /, / физика-техника / электричество-электроника /, / физика-инженерия / электричество-электроника / электроды-статическое электричество /
Понятно. Наука может быть беспорядочной.Но продукты и услуги Home Science Tools справятся с этим.
Наша продукция долговечна, надежна и доступна по цене, позволяя вам перемещаться из поля в лабораторию и на кухню. Они не подведут, с чем бы они ни боролись. Будь то (чрезмерно) нетерпеливые молодые ученые из года в год или строгие требования, которые возникают раз в жизни.
И если ваш научный запрос идет не так, как ожидалось, вы можете рассчитывать на помощь нашей службы поддержки клиентов. Рассчитывайте на дружеские голоса на другом конце телефона и советы экспертов в вашем почтовом ящике.Они не будут счастливы, пока вы не станете счастливыми.
Итог? Мы гарантируем, что наши продукты и услуги не испортят ваше научное исследование, каким бы беспорядочным оно ни было.
Вопросы? Свяжитесь с нашей службой поддержки клиентов.
Медный электрод | AMERICAN ELEMENTS ®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Наименование продукта: Медный электрод
Номер продукта: Все применимые коды продуктов American Elements, например.грамм. CU-M-02-ELEC , CU-M-03-ELEC , CU-M-04-ELEC , CU-M-05-ELEC
Номер CAS: 7440-50-8
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Лос-Анджелес, Калифорния
Тел .: +1 310-208-0551
Факс: +1 310-208-0351
Телефон экстренной связи:
Внутренний номер, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2.ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с Регламентом CLP.
Классификация в соответствии с Директивой 67/548 / EEC или Директивой 1999/45 / EC
N / A
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иным образом
Нет данных
Элементы маркировки
Маркировка в соответствии с в соответствии с Регламентом (ЕС) № 1272/2008
Н / Д
Пиктограммы опасностей
Н / Д
Сигнальное слово
Н / Д
Краткая характеристика опасности
Н / Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0- 4)
(Система идентификации опасных материалов)
Здоровье (острые эффекты) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT: Н / Д
vPvB: Н / Д
РАЗДЕЛ 3.
 СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ
СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ Вещества
Номер CAS / Название вещества:
7440-50-8 Медь
Идентификационный номер (а):
Номер ЕС: 231-159-6
РАЗДЕЛ 4. ПЕРВАЯ ПОМОЩЬ
Описание мер первой помощи
Общие сведения
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытый глаз под проточной водой в течение нескольких минут.Если симптомы не исчезнут, обратитесь к врачу.
При проглатывании:
Если симптомы не исчезнут, обратиться к врачу.
Информация для врача
Наиболее важные симптомы и воздействия, как острые, так и замедленные
Данные отсутствуют
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Специальный порошок для металлических огней. Не используйте воду.
Средства тушения, неподходящие из соображений безопасности
Вода
Особые опасности, исходящие от вещества или смеси
При пожаре могут образоваться следующие вещества:
Оксиды меди
Рекомендации для пожарных
Защитное оснащение:
Никаких специальных мер не требуется .
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры личной безопасности, защитное снаряжение и порядок действий в чрезвычайной ситуации
Не требуется.
Меры по защите окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускать попадания продукта в канализацию, канализацию или другие водоемы.
Не позволяйте материалу проникать в землю или почву.
Методы и материалы для локализации и очистки:
Подобрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы.
См. Раздел 7 для получения информации о безопасном обращении.
См. Раздел 8 для получения информации о средствах индивидуальной защиты.
Информацию об утилизации см. В разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Хранить контейнер плотно закрытым.
Хранить в сухом прохладном месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения с учетом несовместимости
Требования, предъявляемые к складским помещениям и таре:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Нет данных
Дополнительная информация об условиях хранения:
Хранить тару плотно закрытой.
Хранить в прохладном, сухом месте в хорошо закрытой таре.
Особое конечное применение
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ / ЛИЧНАЯ ЗАЩИТА
Дополнительная информация о конструкции технических систем:
Дополнительные данные отсутствуют; см. раздел 7.
Параметры управления
Компоненты с предельными значениями, требующие контроля на рабочем месте: 7440-50-8 Медь (100,0%)
PEL (США) Долгосрочное значение: 1 * 0,1 ** мг / м 3 как Cu * пыль и туман ** дым
REL (США) Долгосрочное значение: 1 * 0.1 ** мг / м 3 в виде пыли и тумана Cu * ** дым
TLV (США) Долгосрочное значение: 1 * 0,2 ** мг / м 3 * пыль и туман; ** дым; как Cu
EL (Канада) Долгосрочное значение: 1 * 0,2 ** мг / м 3 * пыль и туман; ** дым
EV (Канада) Долгосрочное значение: 0,2 * 1 ** мг / м 3 в виде меди, * дым; ** пыль и туман
Дополнительная информация: Нет данных
Контроль воздействия
Средства индивидуальной защиты
Следуйте типичные защитные и гигиенические методы работы с химическими веществами.
Поддерживайте эргономичную рабочую среду.
Дыхательное оборудование: Не требуется.
Защита рук: Не требуется.
Время проницаемости материала перчаток (в минутах)
Нет данных
Защита глаз: Защитные очки
Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Медного цвета
Запах: Без запаха
Порог запаха: Нет данных.
pH: нет данных
Точка плавления / интервал плавления: 1083 ° C (1981 ° F)
Точка кипения / интервал кипения: 2562 ° C (4644 ° F)
Температура сублимации / начало: данные отсутствуют
Воспламеняемость (твердое, газ): Нет данных.
Температура возгорания: данные отсутствуют
Температура разложения: данные отсутствуют
Самовоспламенение: данные отсутствуют.
Взрывоопасность: данные отсутствуют.
Пределы взрываемости:
Нижняя: данные отсутствуют
Верхние: данные отсутствуют
Давление пара при 20 ° C (68 ° F): 0 гПа
Плотность при 20 ° C (68 ° F): 8.94 г / см 3 (74,604 фунта / галлон)
Относительная плотность: данные отсутствуют.
Плотность пара: Нет данных
Скорость испарения: Нет данных
Растворимость в воде (H 2 O): Нерастворимый
Коэффициент распределения (н-октанол / вода): данные отсутствуют.
Вязкость:
Динамическая: нет данных
Кинематическая: нет
Другая информация
Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Данные отсутствуют
Химическая стабильность
Стабильно при рекомендуемых условиях хранения
Термическое разложение / условия, которых следует избегать:
При использовании и хранении в соответствии со спецификациями разложения не происходит.
Возможность опасных реакций
Опасные реакции не известны
Условия, которых следует избегать
Данные отсутствуют
Несовместимые материалы:
Данные отсутствуют
Опасные продукты разложения:
Оксиды меди
РАЗДЕЛ 11.
 ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ Информация о токсикологическом воздействии
Острые токсичность:
Реестр токсического действия химических веществ (RTECS) содержит данные об острой токсичности этого вещества.
Значения ЛД / ЛК50, имеющие отношение к классификации:
ЛД50 при пероральном приеме> 5000 мг / кг (мышь)
Раздражение или разъедание кожи: Раздражающее действие отсутствует.
Раздражение или разъедание глаз: Без раздражающего действия.
Сенсибилизация: сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток: Эффекты неизвестны.
Канцерогенность:
EPA-D: Канцерогенность для человека не поддается классификации: неадекватные доказательства канцерогенности для человека и животных или данные отсутствуют.
Реестр токсических эффектов химических веществ (RTECS) содержит данные о онкогенных, канцерогенных и / или опухолевых заболеваниях для этого вещества.
Репродуктивная токсичность:
Реестр токсических эффектов химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая системная токсичность, поражающая отдельные органы-мишени – многократное воздействие: Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени – однократное воздействие: Эффекты неизвестны.
Опасность при вдыхании: Эффекты неизвестны.
От подострой до хронической токсичности: Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не изучена.
Канцерогенные категории
OSHA-Ca (Управление по охране труда)
Вещество не указано.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и разлагаемость
Нет данных
Биоаккумуляционный потенциал
Нет данных
Подвижность в почве
Нет данных
Дополнительная экологическая информация:
Нет допускать попадание материала в окружающую среду без официальных разрешений.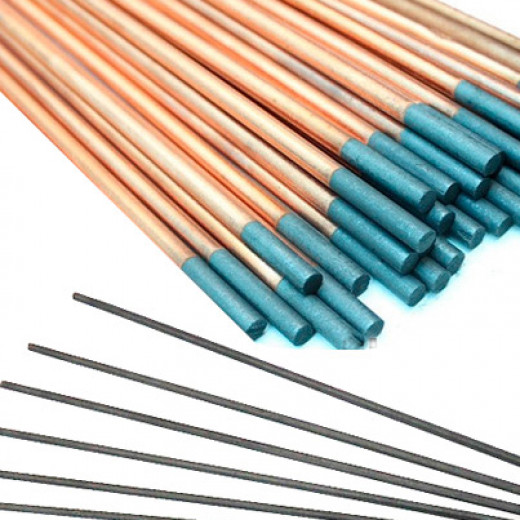
Не допускайте попадания неразбавленного продукта или больших количеств в грунтовые воды, водоемы или канализационные системы.
Избегать попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT: N / A
vPvB: N / A
Другие побочные эффекты
Нет данных
РАЗДЕЛ 13. УТИЛИЗАЦИЯ
Методы обработки отходов
Рекомендация
Для обеспечения надлежащей утилизации см. Официальные правила .
Неочищенная тара:
Рекомендация:
Утилизация должна производиться в соответствии с официальными предписаниями.
РАЗДЕЛ 14. ТРАНСПОРТНАЯ ИНФОРМАЦИЯ
Номер ООН
DOT, ADN, IMDG, IATA
НЕТ
Собственное транспортное наименование ООН
DOT, ADN, IMDG, IATA
НЕТ
Класс (ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Class
N / A
Группа упаковки
DOT, IMDG, IATA
N / A
Экологические опасности:
Морской загрязнитель (IMDG):
Да (PP)
Да (P)
Особые меры предосторожности для пользователя
Н / Д
Транспортировка навалом в соответствии с Приложением II MARPOL73 / 78 и Кодексом IBC
Н / Д
Транспортировка / Дополнительная информация:
DOT
Морской загрязнитель (DOT):
Нет
РАЗДЕЛ 15 .НОРМАТИВНАЯ ИНФОРМАЦИЯ
Нормативы / законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ в соответствии с Законом о контроле за токсичными веществами Агентства по охране окружающей среды США.
Все компоненты этого продукта занесены в Канадский список веществ, предназначенных для домашнего использования (DSL).
SARA Раздел 313 (списки конкретных токсичных химических веществ)
7440-50-8 Медь
Предложение штата Калифорния 65
Предложение 65 – Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 – Токсичность для развития
Вещество не указано.
Prop 65 – Токсичность для развития, женщины
Вещество не указано.
Prop 65 – Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Для использования только технически квалифицированными специалистами.
Другие постановления, ограничения и запретительные постановления
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (EC) № 1907/2006.
Вещества нет в списке.
Должны соблюдаться условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещества нет в списке.
Приложение XIV Правил REACH (требуется разрешение на использование)
Вещество не указано.
REACH – Вещества, прошедшие предварительную регистрацию.
Вещество перечислено.
Оценка химической безопасности:
Оценка химической безопасности не проводилась
РАЗДЕЛ 16.ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Вышеприведенная информация считается правильной, но не претендует на исчерпывающий характер и должна использоваться только в качестве руководства. Информация в этом документе основана на текущем уровне наших знаний и применима к продукту с учетом соответствующих мер безопасности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.Дополнительные условия продажи см. На обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 AMERICAN ELEMENTS. ЛИЦЕНЗИОННЫМ ДАННЫМ РАЗРЕШЕНО ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННЫХ КОПИЙ БУМАГИ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ
|
|
|
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку “Назад” и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Медные электроды и сверла EDM
Характеристики медного электрода
- Спецификация электродов
- Наши медные электроды выпускаются как с одним отверстием, так и с несколькими каналами (без сердечника), включая электроды с перемычкой, с двумя, тремя отверстиями и Y-образные электроды.
- Наши медные электроды могут использоваться с самыми разными материалами, такими как: углеродистая сталь, нитроник 60, карбид, карбид вольфрама, молибден, бериллий, спеченный алмаз, слиток кремния, титан, хастеллой, ковар, инвар и инконель.
- Мы используем одну и ту же спецификацию сплава более 15 лет со стандартом чистоты 99,9%.
- Мы предлагаем медные электроды различной длины от 4 дюймов (100 мм) до 27,5 дюймов (700 мм).
- Нестандартная длина доступна по запросу.
Бескислородная медь
Хотя для большинства применений может быть достаточно чистоты 99,9%, иногда требуются электроды, приближающиеся к абсолютной чистоте. Бескислородная медь имеет чистоту до 99,97%, что позволяет получить материал, свойства которого наиболее близки к свойствам элементарной меди.Для электромеханика это означает высокую проводимость. Высокая проводимость увеличивает эффективность, снижает тепловое расширение электродов и снижает износ электродов.
Когда мне следует использовать медные электроды?
- Когда требуется меньшая скорость износа. Высокая скорость разрушения латуни не приводит к увеличению скорости сверления, когда целевой материал упругий. Более низкая скорость дезинтеграции меди приводит к большей эффективности по сравнению с латунью, когда целевой материал является жестким.
- Когда деталь изготовлена из прочных материалов, включая металлы, такие как карбид, вольфрам или смесь карбида вольфрама, и экзотических материалов, таких как углеродистый углерод, спеченный алмаз или кремний / карбид кремния, медь является предпочтительным электродным материалом.
Когда не следует использовать медные электроды?
- Когда целевой материал относительно мягкий. Более низкая скорость дезинтеграции меди не дает увеличения эффективности, когда материал мишени относительно мягкий.Более высокая скорость разрушения латуни приводит к более быстрому сверлению, когда твердость целевого материала не является проблемой.
- Более мягкие материалы включают низкоуглеродистую, инструментальную, нержавеющую и легированную сталь.
Что мне следует использовать: латунный электрод с одним отверстием или многоканальный латунный электрод?
Трубки электрода с одним отверстием и трубки с многоканальным электродом
Полая часть электрода предназначена для облегчения прохождения диэлектрической жидкости через электрод. Это служит для охлаждения электрода, что очень важно, поскольку перегретый электрод может привести к короблению и соответствующему снижению точности.Он также вымывает сыпучий материал из просверливаемого отверстия. Оба типа трубок достигают этого; однако то, имеет ли медный электрод одно отверстие или многоканальное отверстие, проходящее через его внутренний диаметр (внутренний диаметр), часто определяет окончательный успех электроэрозионного сверления в материале или заготовке.
Запасные медные электроды для анализатора SA1100 | Hach USA – Обзор
УСТАРЕВШИЙ ЭЛЕМЕНТ
Хотели бы вы использовать наш инструмент Product Configurator для настройки этого продукта перед добавлением его в корзину? В противном случае вы можете добавить его прямо в корзину.
Продукт #: 5050300
УСТАРЕВШИЙ ЭЛЕМЕНТ
Этого предмета больше нет в наличии.
Запасной набор для медного датчика для SA1100. Состоит из 10 электродов и расходных материалов, контрольного стандарта, калибровочного чипа и инструкций.
- Устойчивый диапазон от 50 до 2000 мкг / л Медь
Предметы с этим знаком могут считаться опасными при некоторых условиях транспортировки.
При необходимости мы изменим выбранный вами способ доставки для размещения этих товаров.
16.2: Гальванические элементы и электроды
Физически невозможно измерить разность потенциалов между металлическим предметом и раствором, в который он погружен. Однако мы можем измерить разность между потенциалами двух электродов, которые погружены в один и тот же раствор, или, что более полезно, находятся в двух разных растворах. В последнем случае каждая пара электрод-раствор представляет собой окислительно-восстановительную полуячейку , и мы измеряем сумму двух потенциалов полуэлементов .
Это устройство называется гальваническим элементом . Типичная ячейка может состоять из двух металлических частей, цинка и меди, каждый из которых погружен в раствор, содержащий растворенную соль соответствующего металла. Два раствора разделены пористым барьером, который предотвращает их быстрое смешивание, но позволяет ионам диффундировать через них.
Если мы соединим цинк и медь с помощью металлического проводника, избыточные электроны, которые остаются, когда ионы Zn 2 + выходят из цинка в левой ячейке, смогут проходить через внешнюю цепь и в правую. электрод, где они могут быть доставлены к ионам Cu 2 + , которые становятся «разряженными», то есть превращаются в атомы Cu на поверхности медного электрода.{2+} + Cu _ {(s)} \]
, но на этот раз стадии окисления и восстановления (полуреакции) проходят в разных местах:
электрод левый: | Zn (т) → Zn 2 + + 2 e – | окисление |
электрод правый: | Cu 2 + + 2 e – → Cu (s) | редуктор |
Электрохимические ячейки позволяют измерять и контролировать окислительно-восстановительную реакцию
Реакцию можно запускать и останавливать путем подключения или отключения двух электродов.Если мы разместим в цепи переменное сопротивление, мы даже сможем контролировать скорость чистой реакции ячейки, просто повернув ручку. Подключив батарею или другой источник тока к двум электродам, мы можем заставить реакцию протекать в несамопроизвольном или обратном направлении. Поместив амперметр во внешнюю цепь, мы можем измерить количество электрического заряда, проходящего через электроды, и, таким образом, количество молей реагентов, которые превращаются в продукты в реакции ячейки.
Электрический заряд q измеряется в кулонах. Количество заряда, переносимого одним мольом электронов, известно как Фарадея , которое мы обозначаем как F . Тщательные эксперименты определили, что 1 F = 96467 C. Для большинства целей вы можете просто использовать 96 500 кулонов в качестве значения фарадея. Когда мы измеряем электрический ток, мы измеряем скорость, с которой электрический заряд переносится по цепи. Ток в один ампер соответствует потоку в один кулон в секунду.
Транспорт заряда в ячейке
Для работы ячейки не только должна быть внешняя электрическая цепь между двумя электродами, но и два электролита (растворы) должны находиться в контакте. Необходимость в этом можно понять, рассмотрев, что произошло бы, если бы два решения были физически разделены. Положительный заряд (в форме Zn 2 + ) добавляется к электролиту в левом отсеке и удаляется (как Cu 2 + ) с правой стороны, в результате чего раствор контактирует с цинком. получить чистый положительный заряд, в то время как чистый отрицательный заряд будет накапливаться в растворе на медной стороне элемента.Эти нарушения электронейтральности затрудняют (требуют больше работы) введение дополнительных ионов Zn 2 + в положительно заряженный электролит или перемещение электронов в правый отсек, где они необходимы для восстановления Cu . 2 + ионов, таким образом эффективно останавливая реакцию после того, как произошло лишь химически незначительное количество.
Для поддержания реакции ячейки заряд, переносимый электронами через внешнюю цепь, должен сопровождаться компенсирующим переносом ионов между двумя ячейками.Это означает, что мы должны предоставить ионам путь для перемещения непосредственно из одной ячейки в другую. Этот ионный перенос включает не только электроактивные частицы Cu 2 + и Zn 2 + , но также противоионы , которые в этом примере являются нитратами, NO 3 –. Таким образом, избыток Cu 2 + в левом отсеке может быть уменьшен за счет дрейфа этих ионов в правую сторону или в равной степени за счет диффузии нитрат-ионов влево.Более подробные исследования показывают, что оба процесса происходят, и что относительное количество заряда, переносимого через раствор положительными и отрицательными ионами, зависит от их относительных подвижностей , которые выражают скорость, с которой ионы могут проходить через раствор. . Поскольку отрицательные ионы имеют тенденцию быть больше, чем положительные ионы, последние имеют более высокую подвижность и несут большую долю заряда.
В простейших ячейках барьером между двумя растворами может быть пористая мембрана, но для точных измерений используется более сложное устройство, известное как солевой мостик .Солевой мостик состоит из промежуточного отсека, заполненного концентрированным раствором KCl и снабженного пористыми барьерами на каждом конце. Цель солевого мостика – минимизировать естественную разность потенциалов, известную как потенциал перехода , которая возникает (как упоминалось в предыдущем разделе), когда любые две фазы (например, два раствора) находятся в контакте. Эта разность потенциалов будет сочетаться с двумя потенциалами полуячейки, что внесет некоторую неопределенность в любое измерение потенциала ячейки.С солевым мостиком у нас есть два потенциала жидкого перехода вместо одного, но они имеют тенденцию нейтрализовать друг друга.
Условные обозначения при описании ячеек
Чтобы упростить описание данной электрохимической ячейки, приняты специальные символические обозначения. В этих обозначениях ячейка, которую мы описали выше, будет иметь номер
.Zn (s) | Zn 2 + (водн.) || Cu 2 + (водн.) | Cu (т)
Есть несколько других соглашений, касающихся обозначения и номенклатуры ячеек, которые вы должны знать:
- Анод – это место окисления, а катод – место восстановления.В реальной ячейке идентичность электродов зависит от направления, в котором происходит результирующая реакция ячейки.
- Если электроны текут от левого электрода к правому электроду (как показано в обозначении ячейки выше), когда ячейка работает в своем самопроизвольном направлении, потенциал правого электрода будет выше, чем у левого, и потенциал ячейки будет быть положительным.
- «Обычный ток» – от положительного к отрицательному, что противоположно направлению потока электронов.Это означает, что если электроны текут от левого электрода к правому, гальванометр, помещенный во внешнюю цепь, будет указывать ток, протекающий справа налево.
Электроды и электродные реакции
Реакция электрода относится к общему процессу окисления или восстановления, который имеет место на электроде. Эта реакция может происходить на одной стадии переноса электрона или в виде последовательности из двух или более стадий. Вещества, которые получают и теряют электроны, называются электроактивными частицами.
Рис. 4: Перенос электронов на анодеЭтот процесс происходит в очень тонкой межфазной области на поверхности электрода и включает квантово-механическое туннелирование электронов между электродом и электроактивными частицами. Работа, необходимая для перемещения молекул H 2 O в гидратных сферах ионов, составляет часть энергии активации процесса. {2 +} (водн.) | KCl || .- \]
Потенциалы обоих этих электродов были очень точно определены относительно водородного электрода. Последний редко используется в рутинных электрохимических измерениях, потому что его труднее подготовить; поверхность платины должна быть подвергнута специальной обработке предварительным электролизом. Кроме того, существует потребность в подаче газообразного водорода, что делает его несколько громоздким и опасным.
Резюме и дополнительные примечания
Убедитесь, что вы полностью понимаете следующие важные идеи, представленные выше.Особенно важно, чтобы вы знали точное значение всех выделенных терминов в контексте этой темы.
- Гальванический элемент (иногда более уместно называемый гальваническим элементом ) состоит из двух полуэлементов , соединенных соляным мостиком или каким-либо другим путем, который позволяет ионам проходить между двумя сторонами для поддержания электронейтральность .
- Обычный способ представления электрохимической ячейки любого типа состоит в том, чтобы записать половину реакции окисления слева и восстановление справа.Таким образом, для реакции
Zn (с) + Cu 2 + → Zn 2 + + Cu (с)
пишем
Zn (s) | Zn 2 + (водн.) || Cu 2 + (водн.) | Cu (т)
, в котором одиночные вертикальные полосы представляют фазовых границ . Двойная полоса обозначает границу жидкость-жидкость , которая в лабораторных ячейках состоит из солевого мостика или ионопроницаемого барьера.Если бы чистая реакция ячейки была записана в обратном порядке, обозначение ячейки стало бы
Cu (s) | Cu 2 + (водн.