Электроды для ручной дуговой сварки – что это такое, марки и срок годности электродов для ручной сварки
alexxlab | 27.09.2019 | 0 | Разное
что это такое, марки и срок годности электродов для ручной сварки
Электродуговая сварка – один из наиболее распространенных и популярных методов выполнения сварочных работ с использованием электрической дуги.
Данный вид сварки широко используется на различных производствах, связанных с литьем, штампованием и прокаткой частей заготовок изделий. Благодаря дешевизне этот метод практически повсеместно вытеснил более дорогие и сложные способы соединения деталей.
Виды электродов для ручной дуговой сварки
Данный [link_webnavoz]вид сварки[/link_webnavoz] осуществляется посредством постоянного и переменного тока. Работа с постоянным током требует применения выпрямителей или специальных преобразователей.
Для переменного тока используют сварочные трансформаторы особой конструкции. Наиболее распространенным является метод с использованием плавящегося в дуге стержня. Он позволяет работать с легированными и углеродистыми сталями, чугунами и некоторыми цветными металлами.
К преимуществам постоянного тока можно отнести швы с меньшим содержанием брызг металла. Существуют различные виды электродуговой сварки, использующие такие типы электродов, как плавкие и неплавкие.
В первом случае швы формируются в результате расплавления электрода. Во втором – плавится присадочный материал, вводимый внутрь сварочной ванны.
Существует несколько критериев разделения электродов:
- толщина;
- качество;
- тип покрытия.
Кроме того они могут быть металлическими и неметаллическими. Ко второму типу относятся только неплавящиеся.
Назначение электрода
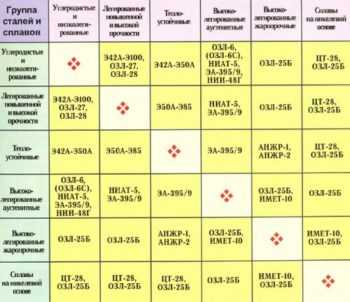
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать [link_webnavoz]электроды[/link_webnavoz] для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования. Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
В большинстве характеристик данные стрежни схожи между собой. Могут функционировать при пониженных температурах, при этом обеспечивают надежный плотный шов с высокими механическими параметрами.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам. Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания.
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
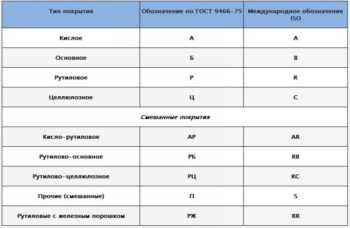
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- [link_webnavoz]рутиловое[/link_webnavoz];
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Основное покрытие применимо для формирования соединений металла большой толщины постоянным током обратной полярности. Также не позволяет работать в вертикальном положении сверху-вниз.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
Марки электродов
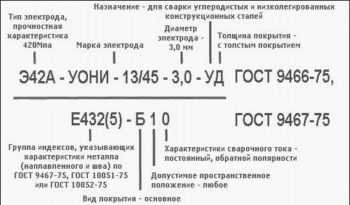
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой [link_webnavoz]сварки по чугуну[/link_webnavoz]. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Все электроды должны соответствовать нормам ГОСТ. Этим будет определяться качество и надежность выполняемых работ.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
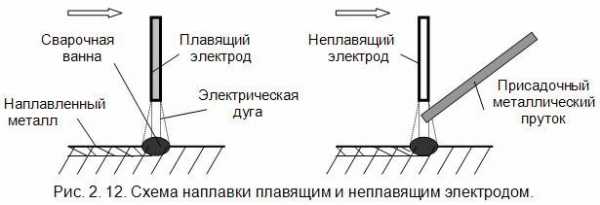
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав. Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку.
Если предстоит работать с материалами с особыми свойствами, когда соединение должно иметь такие же характеристики, как и основной материал, стержни выбирают особым образом. Они должны обеспечивать такой же состав наплавленного металла, как и свариваемый.
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства [link_webnavoz]шва[/link_webnavoz] должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками.
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень.
Таблица марок стержней и сферы использования для ручной дуговой сварки и наплавки легированной стали
Большинство стержней специально разработано для работы с определенным видом материалов. К ним относятся легированные стали. Они широко используются в промышленности, поэтому под них были созданы соответствующие расходные материалы.
Они содержат те же элементы, что и сталь, чтобы компенсировать их во время работы. Таким образом, электродуговая сварка будет наиболее эффективна.
| Тип стержня | Марка стали |
| Э-70 | Х2ГМР, 14 ХМНДФР, 14 ХГНМД |
| НИАТ 3М | 30 ХГСА, 30 ХГСНА, 25 ХГСА, 20 ХГСА |
| УОНИ 13/85 | 35 ГС, 30 ХГ2С, 25 Г2С |
| ОЗС-11 | 2 МХ, 12 ХМФ, 15 Х1М1Ф, 15 ХМ |
| ТМЛЗУ | 2 Х1МФ, 20 ХМФЛ, 15 Х1М1ФЛ, 15 Х1М1Ф |
| ЦЛ-45 | 15 Х1МФ, 12 Х1МФ |
Марки стержней и области применения для РДС сварки и наплавки чугуна
Для сварки и наплавки чугуна применяются следующие марки: ОК-92.05, ОК-92.18, ОК-92. 26, ОК-92.35, ОК-92.58, ОК-92.86.
Их характеристики были приведены в разделе выше.
Таблица марок электродов и сферы использования для РДС и наплавки цветных металлов
Виды электродов и их предназначение:
| Тип стержня | Для какого металла он предназначен |
| ОЗА1 | Алюминий |
| ОЗА2 | Силумины |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Силумины |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | |
| АНЦ/ОЗМ3 | |
| АНЦ/ОЗМ4 | |
| ОЗЛ-32 | Никель |
| В56У | Сварка монеля |
Таблица стержней для резки металла
Виды электродов для резки:
| Тип стержня | Предназначение |
| ОЗР1 | Резка, формирование отверстий, устранение швов с дефектами. |
| ОЗР2 | Резка, формирование отверстий, устранение соединений с дефектами. |
| АНР2М | Резка, формирование отверстий, устранение соединений с дефектами. |
Итог
Электродуговая сварка – распространенный метод соединения металлических деталей. Относительная дешевизна данного способа и его простота, сделали его одним из наиболее популярных методов в производстве. Благодаря этому она практически вытеснила другие виды сварки.
В то же время необходимо уделять должное внимание условиям эксплуатации стержней. Для этого необходимо обеспечить правильное хранение электродов и их защиту от воздействия влаги.
tutsvarka.ru
Выбор электрода для ручной электродуговой сварки

Ручная дуговая сварка с помощью инвертора, работающего от бытовой электросети, – популярный в домашних условиях вариант выполнения сварочных работ по строительству, ремонту, благоустройству ландшафта. Преимуществами инверторов являются компактные габариты, наличие удобных опций, облегчающих работу новичкам, и возможность использовать большинство покрытых плавящихся электродов. Тип электрода выбирают, в зависимости от химсостава и толщины свариваемых деталей.
Какие функции выполняет электрод?
Плавящийся электрод – это металлический сердечник, изготовленный из стальной сварочной проволоки (ГОСТ 2246-70) и имеющий особое покрытие. В зависимости от марки свариваемого металла, выбирают соответствующую проволоку для сердечника – низкоуглеродистую, легированную, высоколегированную.
В ходе сварки сердечник расплавляется, заполняя сварочную ванну. Благодаря элементам, входящим в состав обмазки, формируется шлаковый слой, который обеспечивает защиту сварочной ванны.
Виды покрытий
Для решения разных задач производят электроды с четырьмя видами покрытий:
- Основное. Функциональное назначение – сварка на постоянном токе. Обычно используются для решения ответственных задач.
- Рутиловое. Подходят для работы на переменном и постоянном токе. Легко поджигаются, образуют мало брызг.
- Кислое. Плюс – легкое отделение шлака, минус – невозможность применения при работе в закрытом пространстве из-за токсичности выделений.
- Целлюлозное. Продукция разработана для ведения сварочного процесса на постоянном токе. Востребована при создании ответственных конструкций.
Для электродуговой сварки в домашних условиях наиболее часто используются электроды с основным и рутиловым покрытием.
Распространенные виды электродов для домашнего применения
Среди продукции с основным покрытием популярный вариант – УОНИ 13/55, подходящий для углеродистых и низколегированных сталей. Ток – постоянный обратной полярности. Изделия УОНИ 13/55 могут использоваться для создания конструкций, воспринимающих серьезные нагрузки. С их помощью получают швы, для которых характерны:
- пластичность;
- устойчивость к ударным воздействиям;
- сохранение рабочих характеристик при пониженных температурах.
Недостатком этих изделий является необходимость тщательно подготавливать кромки. Масло, вода, ржавчина и другие загрязнения, оставшиеся на кромках, провоцируют образование в шве большого количества пор.
Наиболее часто используемые изделия с рутиловым покрытием:
- МР-3. Используются для углеродистых и низколегированных сталей. Процесс проходит на постоянном и переменном токе. Преимущества: возможность варить во всех положениях и соединять грязные и окисленные элементы, а также стабильность дуги и малое количество брызг. При колебаниях длины дуги поры в шве не образуются.
- АНО-4, ОЗС-12. С их помощью сваривают элементы из углеродистых сталей.
- Импортные изделия ОК 63.34, ОК 61.30 и отечественные ЦЛ-11. Востребованы для работы с коррозионностойкими сталями.
Выбор диаметра электрода для ручной дуговой сварки
В продаже имеются плавящиеся электроды диаметрами 1,5-6 мм. Наиболее часто используемые – с диаметрами в диапазоне 2,5-4 мм. В соответствии с диаметром выбирают оптимальный интервал значений сварочного тока. Рекомендуемая величина тока указывается на упаковке.
Внимание! Ручная дуговая сварка для металлических элементов толщиной до 1,5 мм обычно не используется.
Таблица зависимости диаметра электрода от толщины свариваемых деталей
| Толщина свариваемых элементов, мм | 1,5-2,5 | 3 | 4-5 | 6-10 |
| Диаметр электрода, мм | 2-2,5 | 2,5-3 | 3-4 | 4-5 |
Применение электродов диаметром, превышающим рекомендованную величину, и слишком большого сварочного тока провоцирует образование пор в шве.
Примеры маркировки сварочных электродов шведского производителя ESAB
В продаже представлены электроды шведской фирмы ESAB, соответствующие технологии ручной дуговой сварки.

Эта продукция достаточно дорогая, но пользуется большой популярностью, благодаря высокому качеству. В маркировке всегда присутствуют буквы OK (Оскар Кельберг – основатель фирмы). После букв OK следуют 4 цифры, характеризующие рекомендованные области применения:
- 46.00 – универсальная продукция, аналог ОЗС и МР-3. Применяется для сварки углеродистых и низколегированных сталей на постоянном и переменном токе. Обеспечивает прекрасное качество сварного шва.
- 48.00, 48.04 (аналог УОНИ 13/55). Процесс проходит на постоянном токе. Изделия применяются для создания конструкций ответственного назначения.
- 53.70 – специализированная продукция для сварки труб встык.
- 61.30 – аналог ОЗЛ-8. Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.
- 63.20 – аналог ОЗЛ-20. Востребован для сварки AISI 316L. Разработан специально для работы с тонкостенными конструкциями и трубами.
- 68.81. Применяется для соединения трудносвариваемых сталей, разнородных марок, металлов с неустановленным химсоставом.
- 92.60. Применим для работы с чугуном, соединения чугунных элементов со стальными.
- 96.20. Разработан для создания конструкций из сплавов на базе алюминия.
Как определить качество электродов при покупке?
Приобретая электроды, принимайте во внимание ряд важных моментов, существенно влияющих на качество получаемого шва.
- Обмазка должна быть равномерно нанесена по всей площади слоем одинаковой толщины.

- Обмазка должна прочно держаться на сердечнике. Ее крошение свидетельствует о заводском браке или слишком длительном хранении продукции.
- Электроды не должны быть просроченными. Срок годности указывается на упаковке.
- Продукция должна храниться в специальных пеналах, предотвращающих отсыревание. Если изделия все-таки впитали влагу, перед использованием их необходимо прокалить в специальной печи при температуре +400°C или просушить.
metallz.ru
Электроды для ручной дуговой сварки. Конспект РДС
Конспект. Ручная электро-дуговая сварка.
Темы: Ручная дуговая сварка, Электроды сварочные.
… … …
При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
Плавящиеся электроды изготовляют из сварочной проволоки, согласно ГОСТ2246-70 разделяются на углеродистую, легированною и высоколегированною. Всего в ГОСТ включено 77 марок проволоки. Первые две цифры указывают на содержание в проволоки углерода в сотых долях процента. Затем буквой и цифрой поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующих элементов в проволоке менее 1% ставится только буква этого элемента.
Обозначение легирующих элементов:
|
Mn |
Г |
марганец |
W |
В |
вольфрам |
V |
Ф |
ванадий |
|
Si |
С |
кремний |
Se |
Е |
селен |
Co |
К |
кобальт |
|
Cr |
Х |
хром |
Al |
Ю |
алюминий |
Cu |
Д |
медь |
|
Ni |
Н |
никель |
Ti |
Т |
титан |
B |
Р |
бор |
|
Mo |
М |
молибден |
Nb |
Б |
ниобий |
N |
А |
азот |
1,2св08Г2С-О по ГОСТ2246-81 – Ø1,2мм; 0,08% – С, Mn – 2%, Si – 1% и “О” – омедненная (т.е. поверхность проволоки покрыта тонким слоем меди, которая используется для п/а и автоматической сварки).
Классификация электродов
Электроды, применяемые, для сварки и наплавки классифицируются по значению (для сварки стали, чугуна, цветных металлов и для наплавочных работ). Технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением) виду и толщине покрытия химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовка, окунание ).Основными требованиями для всех видов электродов являются: обеспечения стабильного горения дуги и хорошего формирования шва; получения металла шва заданного химического состава, спокойное и равномерное расплавления электродного металла и высокая производительность сварки, легкая отделимость шлака и достаточная прочность покрытий, сохранение физико-химических и технологических свойств электродов.
Электроды изготавливаются по ГОСТ 9966-75 и подразделяются:
– для сварки углеродистых и низколегированных сталей – У
– для сварки легированных сталей – Л
– для сварки легированных теплоустойчивых сталей – Т
– для сварки высоколегированных сталей с особыми свойствами – В
– для наплавки поверхностных слоев – Н
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытием предусматривает также три группы электродов – 1, 2, 3, 4.
По виду покрытия электроды подразделяются:
– с кислым покрытием – А
– с основным – Б
– с целлюлозным – Ц
– с рутиловым – Р
– смешанное – двумя
– с прочими покрытиями – П.
В зависимости от пространственного положения сварки электроды подразделяются:
1 – для сварки во всех пространственных положениях;2 – для сварки во всех положениях кроме вертикального сверху в низ;
3 – для нижнего положения, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – для нижнего и в лодочку.
Электроды подразделяются по роду и полярности тока, а также по напряжению холостого хода.
|
Э46А – УОНИИ13/45-3,0-УД2 Е43 2 (5) – Б1 О |
ГОСТ9466 (ГОСТ9467) |
М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое.
Э – электрод для дуговой сварки.
46 – [σВ] временное сопротивление разрыву (минимальное значение), кг/мм2.
А – улучшенный тип электродов.
У – для сварки углеродистых сталей.
Д – толщина покрытия.
2 – вторая группа по содержанию S и P.
В знаменателе: цифры 43 2 (5) указывают характеристики наплавленного металла.
Б – основной тип покрытия.
1 – пространственное положение (для всех).
О – постоянный ток обратной полярности.
Е – для сварки углеродистых и низколегирующих сталей.
432 – σВ=43 кг/мм2, δ% – относительное удлинение δ=22%, ударная вязкость при 50°С не менее 3,5.
Свойства электродов
Электродные покрытия состоят из шлакообразующих, газообразующих, раскисляющих, легирующих, стабилизирующих и связующих (клеящих) компонентов.Шлакообразующие составляющие защищают расплавленный металл от воздействия кислорода и азота воздуха и частично очищают его, образуя шлаковые оболочки вокруг капель электродного металла. Эти составляющие включают в себя титановый концентрат, марганцовую руду, полевой шпат, каолин, мел, мрамор, кварцевый песок, доломит.
Газообразующие составляющие при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие состоят из древесной муки хлопчатобумажной ткани, крахмала, пищевой муки, декстрина, целлюлозы.
Раскисляющие составляющие необходимы для раскисления расплавленного металла сварочной ванны. К ним относятся элементы, которые обладают большим сродством к кислороду, чем железо, например марганец, кремний, титан, алюминий и др.
Легирующие элементы необходимы в составе покрытия для придания металлу шва специальных свойств: жаростойкости, износостойкости, сопротивлености коррозии и повышения механических свойств. Легирующими элементами служат марганец, хром, титан, ванадий, молибден, никель, вольфрам и другие элементы.
Стабилизирующими составляющими являются те элементами, которые имеют небольшой потенциал ионизации, например калий, натрий и кальций.
Связующие (клеящие) составляющие применяют для связывания составляющих покрытий между собой и со стержнем электрода. В качестве них применяют калиевые или натриевое жидкое стекло, декстрин, желатин и др.
Все покрытия должны удовлетворять следующим требованиям:
– обеспечивать стабильное горение дуги;
– физические свойства шлаков, должны обеспечивать нормальное формирования шва;
– не должны происходить реакции между шлаками, газами и металлом, способные образовывать пары в швах;
– материалы покрытия должны, хорошо измельчатся и не вступать в реакцию с жидким стеклом или между собой;
– состав покрытий должен обеспечивать применимые санитарно-гигиенические условия труда при изготовлении электродов и в процессе их сгорания.
К физическим свойствам шлака относят температуру плавления, температурный интервал затвердевания, теплоемкость, вязкость, способность растворять окислы, сульфиды и т.д.
К химическим свойствам – относят способность шлака раскислять расплавленный металл сварочной ванны, связывать окислы в легкоплавкие соединения, а также легировать расплавленный металл шва.
Электроды для сварки углеродистых и низколегированных конструкционных сталей:
УОНИИ13/45, УОНИИ13/55, АНО-3, АНО-4, МР-3, ДСК-50, и т.д.
Электроды для сварки низко- и среднелегированных, закаливающихся сталей:
Э50А, УОНИИ13/55, ЦЛ-17,(10Х5м), 03Л-9 (св13Х25Н18).
Электроды для сварки высокохромистых мартенситных сталей и мартенситно-ферритных сталей:
Для стали 12Х13 и 20Х13 (электроды УОНИИ-13/1Х13 )со стержнем св10Х13.
Для сварки коррозионностойких, жаростойких и жаропрочных сталей и сплавов:
03Л-14 стали 0Х18, Н10Т, 0Х18Н10 и Х18Н10Т, а также Л40М типа ЭА1Б.
Техника и технология ручной дуговой сварки металлическими электродами
Ручная дуговая сварка металлическими электродами выполняется в следующем порядке:
Металлический электрод вставляют в электрододержатель, к которому подключен кабель, включают источники питания сварочной дуги. Зажигают сварочную дугу касанием электрода об изделие.
Теплотой сварочной дуги расплавляются покрытие и металлический стержень электрода и основной металл – образуется сварочная ванна. Расплавляющийся стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, в сварочной ванне расплавленный электродный металл соединяется с расплавленным металлом свариваемого изделия, а расплавленный шлак всплывает на поверхность сварочной ванны, защищая ее от внешней среды.
Другие страницы, по теме
Электроды для ручной дуговой сварки
:
- < Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка
- Свариваемость сталей, классификация по свариваемости >
weldzone.info
Электроды для ручной дуговой сварки. Конспект РДС
Конспект. Ручная электро-дуговая сварка.
Темы: Ручная дуговая сварка, Электроды сварочные.
… … …
При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
Плавящиеся электроды изготовляют из сварочной проволоки, согласно ГОСТ2246-70 разделяются на углеродистую, легированною и высоколегированною. Всего в ГОСТ включено 77 марок проволоки. Первые две цифры указывают на содержание в проволоки углерода в сотых долях процента. Затем буквой и цифрой поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующих элементов в проволоке менее 1% ставится только буква этого элемента.
Обозначение легирующих элементов:
|
Mn |
Г |
марганец |
W |
В |
вольфрам |
V |
Ф |
ванадий |
|
Si |
С |
кремний |
Se |
Е |
селен |
Co |
К |
кобальт |
|
Cr |
Х |
хром |
Al |
Ю |
алюминий |
Cu |
Д |
медь |
|
Ni |
Н |
никель |
Ti |
Т |
титан |
B |
Р |
бор |
|
Mo |
М |
молибден |
Nb |
Б |
ниобий |
N |
А |
азот |
1,2св08Г2С-О по ГОСТ2246-81 – Ø1,2мм; 0,08% – С, Mn – 2%, Si – 1% и “О” – омедненная (т.е. поверхность проволоки покрыта тонким слоем меди, которая используется для п/а и автоматической сварки).
Классификация электродов
Электроды, применяемые, для сварки и наплавки классифицируются по значению (для сварки стали, чугуна, цветных металлов и для наплавочных работ). Технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением) виду и толщине покрытия химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовка, окунание ).Основными требованиями для всех видов электродов являются: обеспечения стабильного горения дуги и хорошего формирования шва; получения металла шва заданного химического состава, спокойное и равномерное расплавления электродного металла и высокая производительность сварки, легкая отделимость шлака и достаточная прочность покрытий, сохранение физико-химических и технологических свойств электродов.
Электроды изготавливаются по ГОСТ 9966-75 и подразделяются:
– для сварки углеродистых и низколегированных сталей – У
– для сварки легированных сталей – Л
– для сварки легированных теплоустойчивых сталей – Т
– для сварки высоколегированных сталей с особыми свойствами – В
– для наплавки поверхностных слоев – Н
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытием предусматривает также три группы электродов – 1, 2, 3, 4.
По виду покрытия электроды подразделяются:
– с кислым покрытием – А
– с основным – Б
– с целлюлозным – Ц
– с рутиловым – Р
– смешанное – двумя
– с прочими покрытиями – П.
В зависимости от пространственного положения сварки электроды подразделяются:
1 – для сварки во всех пространственных положениях;2 – для сварки во всех положениях кроме вертикального сверху в низ;
3 – для нижнего положения, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – для нижнего и в лодочку.
Электроды подразделяются по роду и полярности тока, а также по напряжению холостого хода.
|
Э46А – УОНИИ13/45-3,0-УД2 Е43 2 (5) – Б1 О |
ГОСТ9466 (ГОСТ9467) |
М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое.
Э – электрод для дуговой сварки.
46 – [σВ] временное сопротивление разрыву (минимальное значение), кг/мм2.
А – улучшенный тип электродов.
У – для сварки углеродистых сталей.
Д – толщина покрытия.
2 – вторая группа по содержанию S и P.
В знаменателе: цифры 43 2 (5) указывают характеристики наплавленного металла.
Б – основной тип покрытия.
1 – пространственное положение (для всех).
О – постоянный ток обратной полярности.
Е – для сварки углеродистых и низколегирующих сталей.
432 – σВ=43 кг/мм2, δ% – относительное удлинение δ=22%, ударная вязкость при 50°С не менее 3,5.
Свойства электродов
Электродные покрытия состоят из шлакообразующих, газообразующих, раскисляющих, легирующих, стабилизирующих и связующих (клеящих) компонентов.Шлакообразующие составляющие защищают расплавленный металл от воздействия кислорода и азота воздуха и частично очищают его, образуя шлаковые оболочки вокруг капель электродного металла. Эти составляющие включают в себя титановый концентрат, марганцовую руду, полевой шпат, каолин, мел, мрамор, кварцевый песок, доломит.
Газообразующие составляющие при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие состоят из древесной муки хлопчатобумажной ткани, крахмала, пищевой муки, декстрина, целлюлозы.
Раскисляющие составляющие необходимы для раскисления расплавленного металла сварочной ванны. К ним относятся элементы, которые обладают большим сродством к кислороду, чем железо, например марганец, кремний, титан, алюминий и др.
Легирующие элементы необходимы в составе покрытия для придания металлу шва специальных свойств: жаростойкости, износостойкости, сопротивлености коррозии и повышения механических свойств. Легирующими элементами служат марганец, хром, титан, ванадий, молибден, никель, вольфрам и другие элементы.
Стабилизирующими составляющими являются те элементами, которые имеют небольшой потенциал ионизации, например калий, натрий и кальций.
Связующие (клеящие) составляющие применяют для связывания составляющих покрытий между собой и со стержнем электрода. В качестве них применяют калиевые или натриевое жидкое стекло, декстрин, желатин и др.
Все покрытия должны удовлетворять следующим требованиям:
– обеспечивать стабильное горение дуги;
– физические свойства шлаков, должны обеспечивать нормальное формирования шва;
– не должны происходить реакции между шлаками, газами и металлом, способные образовывать пары в швах;
– материалы покрытия должны, хорошо измельчатся и не вступать в реакцию с жидким стеклом или между собой;
– состав покрытий должен обеспечивать применимые санитарно-гигиенические условия труда при изготовлении электродов и в процессе их сгорания.
К физическим свойствам шлака относят температуру плавления, температурный интервал затвердевания, теплоемкость, вязкость, способность растворять окислы, сульфиды и т.д.
К химическим свойствам – относят способность шлака раскислять расплавленный металл сварочной ванны, связывать окислы в легкоплавкие соединения, а также легировать расплавленный металл шва.
Электроды для сварки углеродистых и низколегированных конструкционных сталей:
УОНИИ13/45, УОНИИ13/55, АНО-3, АНО-4, МР-3, ДСК-50, и т.д.
Электроды для сварки низко- и среднелегированных, закаливающихся сталей:
Э50А, УОНИИ13/55, ЦЛ-17,(10Х5м), 03Л-9 (св13Х25Н18).
Электроды для сварки высокохромистых мартенситных сталей и мартенситно-ферритных сталей:
Для стали 12Х13 и 20Х13 (электроды УОНИИ-13/1Х13 )со стержнем св10Х13.
Для сварки коррозионностойких, жаростойких и жаропрочных сталей и сплавов:
03Л-14 стали 0Х18, Н10Т, 0Х18Н10 и Х18Н10Т, а также Л40М типа ЭА1Б.
Техника и технология ручной дуговой сварки металлическими электродами
Ручная дуговая сварка металлическими электродами выполняется в следующем порядке:
Металлический электрод вставляют в электрододержатель, к которому подключен кабель, включают источники питания сварочной дуги. Зажигают сварочную дугу касанием электрода об изделие.
Теплотой сварочной дуги расплавляются покрытие и металлический стержень электрода и основной металл – образуется сварочная ванна. Расплавляющийся стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, в сварочной ванне расплавленный электродный металл соединяется с расплавленным металлом свариваемого изделия, а расплавленный шлак всплывает на поверхность сварочной ванны, защищая ее от внешней среды.
Другие страницы, по теме
Электроды для ручной дуговой сварки
:
- < Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка
- Свариваемость сталей, классификация по свариваемости >
weldzone.info
Рейтинг лучших электродов для ручной дуговой сварки 2018 года
Ручная дуговая сварка является самым популярным способом неразъёмного соединения металлических деталей на любительском и профессиональном уровне. Популярность среди любителей объясняется достаточно просто — способ доступен по исполнению, стоимости оборудования и материалов. Современные сварочные инверторы, которые пришли на смену традиционным трансформаторным выпрямителям, компактны, мобильны, удобны и просты в применении. Эти устройства стоят недорого и обеспечивают достаточную для непромышленных масштабов производительность.
Применение РДС в профессиональной производственной деятельности также вполне объяснимо. Более производительные и качественные способы выдвигают больше требований. Для полуавтоматической сварки необходимо подключение баллонов с защитной газовой смесью, автоматические методы требуют наличия специализированного оборудования. Основным ограничением для производительных способов и одновременно причиной распространённости ручной дуговой сварки является недоступность сварных швов. Сварщик, оснащённый инвертором, держателем с электродом и кабелем необходимой длины, выполнит любое сварное соединение, вне зависимости от пространственного положения, свариваемых материалов и способа разделки кромок.
Рейтинг лучших электродов для любительской и профессиональной сварки
Для составления рейтинга мы отобрали наиболее популярные марки плавящихся электродов для РДС углеродистых, низколегированных и нержавеющих сталей. Для корректности рейтинг разделён на две части в соответствии с составом обмазки стержней.
Лучшие электроды с покрытием рутилового типа
Рутиловые покрытия (в том числе смешанные, рутилово-целлюлозные и прочие виды покрытий) — применяются для работы под воздействием постоянного и переменного тока, для выполнения швов любых направлений и пространственных положений сварки. Характеризуются лёгкостью зажигания дуги (как первичного, так и повторного), а также стойкостью к воздействию влаги.
| Марка электродов | Производитель (страна) | Режимы прокалки | Купить |
|---|---|---|---|
| МР-3С | СпецЭлектрод (Россия) | обязательна, 1 час, 120-160 С | Цена |
| АНО-4 | Лосиноостровский Электродный Завод (Россия) | обязательна, 1 час, 180-200 С | Цена |
| ESAB ОЗС-12 | ЭСАБ-СВЭЛ (Россия) | обязательна, 30 минут, 180-200 С | Цена |
| Omnia 46 (KD 46) | Lincoln Electric (США) | обязательна, 1 час, 100-120 С | Цена |
4
Электроды МР-3С — остерегайтесь подделок!

Технические характеристики:
- Производитель: СпецЭлектрод (Россия)
- Необходимость и режимы прокалки: обязательна, 1 час, 120-160°С
- Расход на 1 кг наплавленного металла — 1,7 кг
- Технологические рекомендации — допускается сварка удлинённой дугой
Материалы для сварки углеродистых и низколегированных сталей. Популярность марки спровоцировала волну подделок — помимо признанных авторитетов отрасли за изготовление МР-3С взялись многие предприятия средней руки, которые неспособны обеспечить требуемое качество. Продукция завода «СпецЭлектрод» — гарантия качества и сохранения базовых характеристик марки.
Отличительными особенностями марки являются лёгкость розжига, удобство работы во всех пространственных положениях и устойчивость дуги. Разработчикам удалось избежать свойственных категории недостатков — наплавленный металл МР3-С не склонен к образованию шлаковых и пористых включений. Широко применяются в условиях сборки и сварки труднодоступных мест ответственных швов на монтаже. Характеристики наплавленного металла позволяют вести сварку незачищенных, ржавых и влажных кромок без вреда для формирования и свойств шва.
Плюсы:
- лёгкое зажигание и стабильное горение дуги
- простота и удобство ведения сварки
- универсальность применения в различных пространственных положениях
- качество выделения шлаковых включений
Минусы:
- крайняя степень чувствительности к воздействию влаги — отсыревание недопустимо
3
Электроды АНО-4 — универсализм в минимальной упаковке
Технические характеристики:
- Производитель: Лосиноостровский Электродный Завод (Россия)
- Необходимость и режимы прокалки: обязательна, 1 час, 180-200°С
- Расход на 1 кг наплавленного металла — 1,7 кг
- Технологические рекомендации — дуга короткой и средней длины
ЛЭЗ — один из лидеров отрасли в России, на долю продукции завода приходится треть всех продаваемых в России электродов. Марка АНО-4 служит для выполнения ответственных сварных соединений в составе изделий из углеродистых сталей (Ст3, Ст10, Ст20) при любых положениях в пространстве и конструктивных разновидностях швов.
Приспособлены для работы с оборудованием, которое подключено к сети с постоянным или переменным током. Гарантируют отсутствие дефектов при высоких режимах, обеспечивают качественную кристаллизацию металла шва и устойчивость к образованию пор и горячих трещин.
Плюсы:
- лёгкость зажигания дуги
- образование бездефектного наплавленного металла
- простота отделения шлаков
- розничная продажа в упаковке от 1 кг
Минусы:
- низкая степень защиты от влаги
- невозможность сварки вертикальных швов сверху вниз
2
ESAB ОЗС-12 — гарантия работы вне зависимости от рода тока

Технические характеристики:
- Производитель: ЭСАБ-СВЭЛ (Россия)
- Необходимость и режимы прокалки: обязательна, 30 минут, 180-200°С
- Расход на 1 кг наплавленного металла — 1,7 кг
- Технологические рекомендации — допускается сварка удлинённой дугой
Продукция дочернего предприятия шведской фирмы ESAB. Качественные электроды, которые прошли сертификацию НАКС для использования при изготовлении особо ответственных изделий из сталей углеродистой и низколегированной групп.
Предмет гордости разработчиков — характеристики отделяемости шлаковой составляющей и аккуратность укладываемых валиков. Использование ОЗС-12 гарантирует образование плавного перехода между наплавленным металлом и поверхностями свариваемых деталей, а также гладкие валики облицовочного слоя. Рекомендуются для выполнения швов таврового типа, поскольку обеспечивают образование вогнутого валика нужных размеров. Не склонны к растрескиванию металла шва и образованию существенных шлаковых включений.
Отзывы потребителей о марке ОЗС-12 неоднозначны, но к электродам, которые изготовлены на заводах под контролем ESAB, критичные замечания неприменимы. Поэтому обращать внимание на маркировку производителя при покупке — обязательно.
Плюсы:
- высокие показатели качества структуры шва, включая гладкие облицовочные валики
- декоративное формирование слоёв нивелирует низкую квалификацию сварщика
- прочностные характеристики соединения на уровне лидеров рутиловой категории
- приемлемая цена
Минусы:
- критическая чувствительность к воздействию влаги — обязательна прокалка перед использованием, желательно хранение в термопеналах
1
Omnia 46 (KD 46) — идеальное зажигание

Технические характеристики:
- Производитель: Lincoln Electric (США)
- Необходимость и режимы прокалки: обязательна, 1 час, 100-120°С
- Расход на 1 кг наплавленного металла — 1,7 кг
- Технологические рекомендации — допускается сварка удлинённой дугой
Электроды производства всемирно известного американского концерна сварочного оборудования Lincoln Electric, который выпускает электроды с 1927 года. Электроды Omnia 46 с рутилово-целлюлозной обмазкой сертифицированы для сварки углеродистых и низколегированных сталей во всех пространственных положениях. Просты и удобны в обращении для новичков и опытных работников, применяются даже для работы на бюджетных инверторах. Характеризуются лёгкостью зажигания и стабильностью горения дуги, небольшим количеством искр и отсутствием залипаний. Шлаковые включения выводятся на поверхность и легко отделяются после окончания работы. Образуемые швы имеют высокие характеристики прочности и не склонны к образованию трещин, что позволяет использовать Onima 46 для стыковых соединений трубопроводов, работающих под давлением.
Плюсы:
- прочностные характеристики и устойчивость шва по отношению к нагрузкам
- для поддержания режимов и качественного соединения не требуется контроль за состоянием дуги
- лёгкость зажигания и устойчивость горения дуги вне зависимости от оставшейся длины электрода
- удобная работа даже с применением бюджетных моделей оборудования
Минусы:
- необходимость прокалки
- высокая цена
Лучшие электроды с основным покрытием
| Марка электродов | Производитель (страна) | Режимы прокалки | Купить |
|---|---|---|---|
| УОНИ 13/55 | Tigarbo (Россия) | обязательна, 1-2 часа, 350±25 С | Цена |
| ЭА-400/10У | СЭЗ (Россия) | обязательна, 1 час, 120-150 С | Цена |
| LB-52U | Kobelco (Япония) | обязательна, 0,5-1 час, 300-350 С | Цена |
Основные разновидности покрытий предназначены для работы под воздействием постоянного тока. Характеризуются высоким качеством шва, используются для выполнения ответственных соединений, которые подвергаются различным способам неразрушающего контроля. При сгорании обмазки выделяется значительное количество углекислого газа, который обеспечивает защиту сварочной ванны от вредного влияния кислорода. Отрицательными сторонами являются сложность зажигания дуги и повышенная чувствительность к влаге.
3
УОНИ 13/55 — надёжность на пике популярности

Технические характеристики:
- Производитель: Tigarbo (Россия)
- Необходимость и режимы прокалки: обязательна, 1-2 часа, 350±25°С
- Расход на 1 кг наплавленного металла — 1,7 кг
- Технологические рекомендации — качество соединения прямо пропорционально поддержанию короткой дуги и детальной подготовке кромок
Основное назначение — сварка особо важных конструкций, которые изготовлены из сталей перлитного класса (углеродистых и низколегированных). Используются в случае необходимости придания шву высоких показателей пластичности и ударной вязкости. Возможно применение УОНИ 13/55 для сварки конструктивных элементов, эксплуатация которых сопряжена с воздействием пониженных температур и связанных с ними специфических климатических условий.
Отличительная особенность марки — устойчивость к растрескиванию металла шва в период кристаллизации и низкое содержание водорода, который выводится, вступая в реакцию с элементами обмазки электрода. При этом, значительное влияние на качество шва оказывает чистота свариваемых кромок. Для надёжного соединения необходима тщательная зачистка поверхностей с последующим обезжириванием. Отсутствие органических составляющих позволяет повысить температуру закалки, за счёт чего снижается чувствительность к отсыреванию.
Плюсы:
- отсутствие вредных включений в металле шва
- прочность и долговечность соединения
- отсутствие склонности к старению металла шва
- устойчивая защита сварочной ванны во время работы
Минусы:
- необходимость тщательной подготовки кромок
- трудный розжиг дуги
- необходимость постоянного контроля за состоянием дуги и её длиной
2
ЭА-400/10У — оптимальный выбор для сварных соединений из нержавеющей стали

Технические характеристики:
- Производитель: СЭЗ (Россия)
- Необходимость и режимы прокалки: обязательна, 1 час, 120-150°С
- Расход на 1 кг наплавленного металла — 1,8 кг
- Технологические рекомендации — используются в случаях, не требующих последующей термической обработки изделия
В обмазку этих электродов добавлено относительно небольшое количество рутила, благодаря чему металл соединения приобретает улучшенные технологические свойства. Материалы предназначены для сварных соединений особо ответственных конструкций (включая изделия атомной тематики) из коррозионностойких сталей, наиболее распространёнными из которых являются 08Х18Н10Т и 12Х18Н10Т. Включая изделия, которые работают в условиях агрессивного воздействия жидких и газообразных сред температурой до 350°С. Используются вне зависимости от ориентации шва в пространстве, обеспечивают стойкость соединения к образованию горячих трещин и возникновению межкристаллитной коррозии.
Плюсы:
- удобство зажигания и поддержания горения дуги
- оптимальное соотношение цены и качества
- стойкость наплавленного металла к МК
Минусы:
- необходимость прокалки и бережного хранения по отношению к влаге
1
LB-52U — лидеры в области формирования обратного валика

Технические характеристики:
- Производитель: Kobelco (Япония)
- Необходимость и режимы прокалки: обязательна, 0,5-1 час, 300-350°С
- Расход на 1 кг наплавленного металла — 1,7 кг
- Технологические рекомендации — не требуют предварительного подогрева свариваемых кромок и последующей термообработки, для корректной работы необходимо поддержание короткой дуги
Японцы славятся производственными достижениями во всех отраслях промышленности. Не стало исключением и сварочное производство. Электроды LB-52U, разработанные и производимые японской компанией Kobelco, изготавливаются с пониженным содержанием водорода, за счёт чего соединение наделяется высокими показателями ударной вязкости. Отдельного внимания заслуживает аккуратное и правильное формирование обратного валика, что делает марку незаменимой для выполнения односторонних сварных соединений ответственных конструкций. Качественное заполнение корневого слоя позволяет избежать непроваров и гарантировать герметичность стыка, благодаря чему электроды LB-52U применяются для сваривания стыков ответственных трубопроводов, сосудов малого диаметра и других местах, в которых нет доступа для подварки с обратной стороны.
Плюсы:
- отсутствие непроваров в корневых швах
- высокие значения ударной вязкости наплавленного металла
- обеспечение герметичности стыков
- лёгкое поддержание дуги при любом направлении
Минусы:
- значительная потеря качества при отсыревании
Сварочные материалы, как залог качественного соединения
На качество сварки влияет множество факторов. Квалификация исполнителя, модель оборудования, правильный подбор режимов и качество подготовки кромок. Но наибольшее влияние на свойства сварного соединения оказывает выбор сварочных материалов. В случае с РДС речь идёт об электродах, которые различаются по марке и производителю.
Заключение экспертов сайта toptopus.ru
В этом рейтинге мы постарались отобрать максимально приемлемые для российского рынка сварочные материалы для РДС. Главными критериями отбора были качество марки, надёжность производителя, технические характеристики, особенности использования и популярность среди сварщиков. Для корректности отображения цен в расчёт бралась стоимость изделий диаметром 3мм.
Рейтинг носит исключительно ознакомительный характер, а производители марок выбраны исходя из опыта практического применения и отзывов квалифицированных сварщиков. Все производители — рекомендуемые, приобретая электроды, внимательно ознакомьтесь с документацией продавца, а также информацией о производителе на пачке и маркировкой на стержнях.
toptopus.ru
Электроды для ручной дуговой сварки
+————————-+——+——+——-+——–+——-+
¦Толщина свариваемого ¦1 – 2 ¦3 – 4 ¦4 – 10 ¦12 – 24 ¦30 – 60¦ ¦металла, мм ¦ ¦ ¦ ¦ ¦ ¦ +————————-+——+——+——-+——–+——-+
¦Диаметр электрода, мм ¦2 – 3 ¦3 – 4 ¦4 – 5 ¦5 – 6 ¦6 – 8 ¦ +————————-+——+——+——-+——–+——-+
При сварке встык металла толщиной до 4 мм применяют электроды диаметром, равным толщине свариваемого металла. При сварке металла большей толщины применяют электроды диаметром 4 – 8 мм при условии обеспечения провара основного металла. В многослойных стыковых швах первый слой выполняют электродом диаметром 3 – 4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм.
Потолочные швы выполняют электродами диаметром не более 4 мм.
Силу сварочного тока следует выбирать в зависимости от марки и диаметра электрода, при этом необходимо учитывать: положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, температуру окружающей среды. При учете всех факторов необходимо стремиться работать на максимально возможной силе тока (таблица 37).
Таблица 37
Ориентировочные режимы сварки металлическими электродами
+——————+—–+—–+——+—–+—–+—–+—–+—–+—–+
¦Диаметр электрода,¦1,5 ¦2 ¦3 ¦4 ¦5 ¦6 ¦7 ¦8 ¦10 ¦ ¦мм ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦ +——————+—–+—–+——+—–+—–+—–+—–+—–+—–+
¦Сила сварочного ¦25 – ¦60 – ¦100 – ¦160 -¦220 -¦280 -¦370 -¦450 -¦750 -¦ ¦тока, А ¦40 ¦70 ¦140 ¦200 ¦280 ¦360 ¦450 ¦560 ¦850 ¦ +——————+—–+—–+——+—–+—–+—–+—–+—–+—–+
Род и полярность тока принимаются соответственно особенностям покрытия электродов.
При сварке стыковых соединений в нижнем положении рекомендуется руководствоваться режимами сварки, которые приводятся в таблице 38.
Таблица 38
Режимы ручной электродуговой сварки швов стыковых соединений углеродистых и низколегированных сталей в нижнем положении
+——–+———–+———————+———————+
¦Подго- ¦ Толщина ¦ Первый проход шва ¦ Последующие проходы ¦ ¦товка ¦свариваемых+———-+———-+———-+———-+
¦кромок ¦деталей, мм¦ диаметр ¦сила тока,¦ диаметр ¦сила тока,¦ ¦ ¦ ¦электрода,¦ А ¦электрода,¦ А ¦ ¦ ¦ ¦ мм ¦ ¦ мм ¦ ¦ +——–+———–+———-+———-+———-+———-+
¦Без ¦2 ¦2 ¦55 – 60 ¦- ¦ – ¦ ¦скоса +———–+———-+———-+———-+———-+
¦кромок ¦3 ¦3 ¦90 – 120 ¦- ¦ – ¦ ¦ +———–+———-+———-+———-+———-+
¦ ¦3 ¦4 ¦100 – 130 ¦- ¦ – ¦ ¦ +———–+———-+———-+———-+———-+
¦ ¦4 ¦4 ¦160 – 200 ¦- ¦ – ¦ ¦ +———–+———-+———-+———-+———-+
¦ ¦4 ¦5 ¦200 – 250 ¦- ¦ – ¦ +——–+———–+———-+———-+———-+———-+
¦Односто-¦5 ¦4 ¦160 – 210 ¦4 ¦160 – 210 ¦ ¦ронний +———–+———-+———-+———-+———-+
¦скос ¦6 и более ¦4 ¦160 – 210 ¦5 ¦160 – 210 ¦ +——–+———–+———-+———-+———-+———-+
¦Двухсто-¦12 и более ¦4 ¦160 – 210 ¦4 ¦160 – 210 ¦ ¦ронний +———–+———-+———-+———-+———-+
¦скос ¦ ¦ ¦ ¦5 ¦220 – 280 ¦ ¦ +———–+———-+———-+———-+———-+
¦ ¦ ¦ ¦ ¦6 ¦300 – 320 ¦ +——–+———–+———-+———-+———-+———-+
Примечания. 1. При сварке вертикальных и горизонтальных швов сила сварочного тока должна быть уменьшена на 15 – 20%, а диаметр электрода не должен превышать 4 – 5 мм.
2. При сварке потолочных швов сила сварочного тока уменьшается на 20 – 25%, а диаметр электрода не должен быть более 4 мм.
При выполнении сварки качественными электродами силу тока следует устанавливать в соответствии с данными, указанными в паспортах или сертификатах на эти электроды. Технология сварки углеродистых и низколегированных сталей металлическим плавящимся электродом имеет ряд особенностей.
При ручной дуговой сварке покрытым электродом доля основного металла в шве составляет 0,15 – 0,40 при наплавке валиков, 0,25 – 0,50 при сварке корневых швов, 0,25 – 0,60 при сварке под флюсом.
Участки основного металла свариваемого изделия, примыкающие к сварному шву, подвергаются при сварке нагреву до температуры, вызывающей изменение структуры и свойства металла, и называются зоной термического влияния. Их размеры зависят от способа сварки, геометрических размеров деталей и теплофизических свойств основного металла. Размеры зон термического влияния при различных способах сварки даны в таблице 39.
Таблица 39
studfiles.net
Виды и состав покрытия электродов для ручной дуговой сварки
Электроды используются для сварки металлических изделий. Для каждого сорта металла стараются подбирать такие расходные материалы, стержень которых будет схожим по составу с заготовкой. Это благотворно влияет на качество, так как шов получает одинаковую структуру, что повышает его крепость. Но это не единственный фактор, который определяет выбор. Обмазка электродов также является весомым параметром, так как от того, насколько она справляется со своими задачами, будет зависеть надежность последующей эксплуатации. Основными функциями являются защита сварочной ванны от негативного воздействия внешних факторов, а также поддержание стабильного горения дуги. Некоторые из вариантов даже обеспечивают такие условия, что можно варить по ржавой поверхности без значительного ухудшения качества соединения.

Покрытие электродов для сварки
Виды покрытия электродов
Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.

Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.

Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.

Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.

Сварочные электроды с обычным покрытием
Состав покрытия электрода для сварки
- Кислое – титан, кремний, марганец, окись железа;
- Основное – карбонат кальция и фтористый калий;
- Целлюлозное – мука, целлюлоза, органические вещества;
- Рутиловое – рутил, минералы и органические компоненты.
Характеристики покрытия электродов
Каждое покрытие имеет свои уникальные свойства не только в рабочем плане, но и в качестве физических характеристик. Среди них можно выделить:
- Толщина покрытия электрода во много зависит от размера самого электрода, так как тут действует пропорциональное соотношение, по которому толщина покрытия составляет одну треть от общей толщины;
- Температура горения обмазки, которая является не сильно влияющим на сварку фактором, но от нее зависит, насколько хорошо будет зажигаться дуга;
- Степень впитываемой влаги, так как от этого зависит количество проводимых предварительных процедур просушки перед использованием.
Технология нанесения покрытия на электрод
Диаметр покрытия электродов зависит от толщины стержня, но для его нанесения используются практически одинаковые технологии. Это осуществляется промышленным способом при помощи специальных станков. Это автоматический процесс с высокой производительностью. Твердые части состава высушиваются и раздрабливаяются. После этого их просеивают для достижения фракций определенного размера. Затем вещество обжигают, чтобы удалить серу. В смесители части состава замешиваются с жидкими составляющими. На последней стадии станок окунает стержни в готовую смесь, благодаря чему и получаются покрытые электроды.
svarkaipayka.ru