Электроды для сварки арматуры: Сварка арматуры: методы, материалы, параметры тока
alexxlab | 06.06.2023 | 0 | Разное
Электроды, применяемые при электросварке арматурных стержней
Требования к размерам и составу стали электродов, применяемых для ручной дуговой сварки, а также маркировка электродов определяются ГОСТ 2523—51 в зависимости от вида свариваемых сталей.
Рис 92. Стальной электрод с покрытием для дуговой сварки (по ГОСТ 2523—51)
В качестве электродов применяют стержни из специальной сварочной проволоки со слоем покрытия (рис. 92). Диаметр проволоки электродов колеблется от 1 до 12 мм, а длина от 225 до 450 мм. Назначение покрытия заключается в улучшении устойчивости горения дуги, а также получения газового и шлакового слоя, защищающего свариваемый расплавленный металл от соединения с кислородом и азотом воздуха. Чаще всего в состав покрытий (обмазок) входят: мел, известь, графит, соли бария и калия. В качестве склеивающего вещества обычно применяют жидкое стекло.
Сварочные свойства электродов, в соответствии со стандартом, определяются следующими основными требованиями:
б) равномерное плавление слоя покрытия без отваливания кусков;
в) равномерное покрытие наплавленного металла слоем шлака, легко удаляемого после охлаждения;
г) отсутствие в наплавленном металле пор, трещин и шлаковых включений.

Для ручной сварки сталей марок Ст. О и Ст. 3 применяют электроды с покрытиями марок Э-42 и Э-34, предназначающиеся в соответствии с ГОСТ для сварки малоуглеродистых и низколегированных сталей.
Электроды этих типов диаметром от 3 до 6 мм применяются при переменном или постоянном токе и пригодны для сварки в любом положении. Рекомендуемая при сварке сила тока зависит от диаметра и марки электрода указана в табл. 17.
| Тип электрода | Рекомендуемая сила тока в A при диаметре электрода в мм | |||
| 3 | 4 | 5 | 6 | |
| Э-42 | 100-140 | 160-220 | 220-250 | 280-320 |
| Э-34 | 90-130 | 140-180 | 200-250 | 170-320 |
Диаметр электрода (электродной проволоки) для сварки арматуры выбирают в зависимости от диаметра свариваемого стержня.
Для ручной дуговой сварки арматурных стержней периодического профиля между собой, с гладкими стержнями или -прокатом марок Ст. О и Ст. 3 применяются электроды с качественным покрытием Э-42А, Э-50 и Э-55. Необходимая сила тока зависит от диаметра свариваемых стержней и диаметра электрода: для стержней N 12—20 при диаметре электрода 4 мм сила тока должна быть 150—175 а, для стержней N 22—32 при диаметре электрода 5 мм — 220—225 а.
При сварке постоянным током можно использовать, кроме того, электроды УОНИИ 13/55. При отсутствии электродов вышеуказанных типов и марок допускается применение:
а) электродов Э-42 с качественным покрытием марок МЭЗ-04 и ОММ-5 для стыков с односторонними фланговыми швами и стыков с подкладкой и заваркой торцов. Обязательно предварительное прокаливание электродов в течение часа при температуре 11Q—1200; .
б) электродов типа Э-34 с медовым покрытием для соединений с фланговыми швами.
Пригодность электродов для сварки арматуры и свариваемость стали определяются технологической пробой.
Рис. 93. Способ закрепления образца арматуры при сварке для испытания на технологическую пробу
При проверке пригодности электродов с покрытиями марок МЭЗ-04 или ОММ-5 накладки приваривают только двумя односторонними фланговыми швами.
После очистки поверхности швов обследуются, как описано в главе Типы сварных стыков. Если при этом обнаружатся дефекты, превышающие допустимые, то проба повторяется на трех образцах. При неудовлетворительном результате повторной пробы партия электродов бракуется и не допускается к использованию.
Сварка арматуры: обзор способов и оборудования
0
На сумму: 0 р.
Сварка арматуры затруднительна не только для новичков, но даже бывалых сварщиков. Когда я уже был дипломированным специалистом и несколько лет работал по специальности, мне нужно было соединить два прутка арматуры диаметром 16 мм продольным швом длиной 10 см, выполнив его с двух сторон. Я использовал обычный инвертор и покрытые электроды “четверку”. Каково же было мое удивление, когда, отбив шлак, стык оказался не проварен. Возможно, с таким сталкивались или столкнетесь и вы. Скругленная форма боковых сторон прутка, наличие выступов и большое сечение значительно затрудняют выполнение таких соединений. В этой статье я рассмотрю виды сварки арматуры и оптимальное оборудование для каждого способа.
Пять способов сварки арматуры
Начну с обоснования. Виды и характеристики самой арматуры прописаны в ГОСТ 34028-2016, содержащем технические условия для арматурного и железобетонного проката. Механические свойства полученных соединений после сварки должны соответствовать ГОСТ 10922-90. Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
В документе указаны варианты соединения арматуры сваркой, которые бывают: встык торцами, внахлест, Т-образные или продольные. Для этого применяют один из пяти способов:
- Электродуговая ручная сварка;
- Ванная круглым стержневым электродом;
- Ванная электрошлаковая под флюсом;
- Точечная сварка;
- Машинная стыковая.
Особенности и применение каждого способа сварки арматуры
Перейдем к деталям каждого метода сварки арматуры, которая оказывается более капризной при соединении, чем кажется до начала работы.
Электродуговая ручная сварка
Самый простой вид сварки арматуры покрытыми электродами. Удобен для создания любого типа соединения и накладки шва в разных пространственных положениях. Минимальные затраты по себестоимости. Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Но этот вид подойдет только для неответственных соединений, на которые не будет оказываться высокая нагрузка. Еще качество сварки во многом зависит от опытности сварщика. Как я упоминал в начале, мой первый стык был полон непроваров — шлак просто вытеснил металл из центра шва. Оптимальный диаметр арматуры при таком методе составляет до 20 мм.
Оборудование для электродуговой ручной сварки
Здесь используются самые простые инверторы для ручной дуговой сварки. Рекомендую следующие аппараты с оптимальными характеристиками:
Рекомендую следующие аппараты с оптимальными характеристиками:
- ПТК Мастер ARC 180 D18 — инвертор со сварочным током 20-180 А. Один из самых доступных по цене.
- ТОР Торус-200Д Классик — модель с силой тока 30-200 А. Выпускается в РФ — никакого Китая, очень надежная.
- Сварог PRO ARC 180 (Z208S) — полупрофессиональная версия с регулировкой 10-180 А. Уверенно вариант “четверкой”, весит всего 4.7 кг.
- Сварог TECH ARC 250 (Z285) — инвертор для сварки арматуры с подключением к 380 В. Много полезных функций, варит электродами диаметром до 5 мм, а максимальная сила тока — 250 А.
- EWM Pico 180 — сварочный аппарат изготавливается в Европе. Очень прочный корпус и выносливая электроника для суровых монтажных условий.
- ПТК Rilon MMA 315 G — трехфазный аппарат с диапазоном тока 40-315 А.
 Дешево и сердито.
Дешево и сердито.
- Foxweld ВД-306И — это хит промышленного использования. Есть “Горячий старт”, “Антиприлипание”, “Форсаж”. Силу тока 20-315 А можно регулировать как на панели, так и дистанционно через пульт.
- BRIMA ARC 400-1 — сварочный аппарат для сварки арматуры с повышенной мощностью за сравнительно скромную цену. Максимальная сила тока — 400 А, а значит проплавит даже сечение 60 мм.
- Сварог REAL ARC 500 (Z316) — сварочный гигант за относительно небольшие деньги — варит с силой тока 500 А. Подойдет для прутков арматуры 80-100 мм и электрода “шестерки”.
- EWM Pico 300 cel — аппарат европейской сборки с трехфазным подключением. Чрезвычайно легкий для своей категории — 16.5 кг, но уверенно варит в любых эксплуатационных условиях.
Обзоры и практика применения оборудования,
инсайды производителей, новости!Читайте бесплатно эксклюзивные материалы нашего блога.

Знания в 2021 году самый ценный из ресурсов!Электрошлаковая сварка
Метод аналогичен вышеописанному, но сверху формочка засыпается флюсом. Электрод поджигается и выдерживается немного времени для образования лужицы жидкого металла на дне ванночки. Затем его опускают полностью во флюс. Гранулы плавятся от температуры и выделяют дополнительный газ, лучше защищающий жидкий металл от включения внешних газов.
Сварка арматуры флюсом применяется при сборке массивных каркасов и подходит для вертикальных и горизонтальных соединений.
Оборудование для электрошлаковой сварки арматуры
Технология предусматривает заполнение формочки флюсом для более качественного провара. Оборудование для сварки арматуры под флюсом используется примерно такое же, как и при ванном методе.
 Лучшими инверторами, я считаю, такие:
Лучшими инверторами, я считаю, такие:- Форсаж-315М — простой и надежный, выпускается в России, рассчитан на эксплуатацию на улице при температуре до -30 градусов.
- ПТК Rilon MMA 400 G — один из самых бюджетных, способный выдавать 400 А. При возбуждении дуги понижает напряжение до 24 В, повышая безопасность сварщика.
- Foxweld ВД-400И — хит продаж, очень выносливый, с повышенной защитой от пыли и влаги для суровых строительных условий.
- Сварог ARC 630 (J21) — инвертор для сварки арматуры под флюсом с силой тока 630 А. Проплавит любое сечение, а цена ниже аналогов.
- EWM Pico 350 cel puls — варит чисто и без брызгов, не оставляет кратеров. Легкий и удобный для переноски на плече. Идеален для стройки и частых перемещений сварщика. Советую его для самых ответственных стыков.
Точечная сварка
Точечная сварка арматуры происходит за счет преобразования кинетической энергии тока в тепловую, которая плавит стороны, соединяя их между собой.
 Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.Подходит для арматуры диаметром 1-10 мм. Используется в полевых условиях для возведения сетчатых конструкций или стационарно при производстве небольших ЖБИ-изделий для создания армирующего каркаса.
Оборудование для точечной сварки арматуры
Аппарат контактной сварки арматуры представляет собой медные клещи, к которым подведены плюс и минус. Сведение электродов и пропускание тока обеспечивает быстрое соединение. Оборудование различается на ручное (для работы в поле, на стройплощадке и т. д.), и стационарное (для предприятий, цехов).
 Подскажу проверенные варианты для такого метода сварки арматуры:
Подскажу проверенные варианты для такого метода сварки арматуры:- Fubag SG 2 — ручная модель с силой сжатия 40-120 кг. Автоматически регулирует время и ток сварки. Одна из самых бюджетных.
- TECNA 7900 — аппарат для точечной сварки с регулировкой вылета плечей 125-500 мм. Изготовлен в Италии, очень надежный.
- TECNA 3321 — итальянский аппарат повышенной мощности, которым можно соединить два прутка арматуры по 10 мм каждый.
- Fubag RS 15 — стационарная машина контактной точечной сварки с жидкостным охлаждением. Усилие при сжатии клещей составляет 200 даН.
- Fubag RSV 35 — стационарный аппарат повышенной мощности с удобным управлением педалью, оставляющий руки сварщика свободными для удержания заготовки.
Машинная стыковая сварка
Схожий метод с вышеописанным, только арматура сдавливается между собой при помощи более мощных электрических, пневматических или гидравлических приводов. За счет повышенного усилия происходит более глубокое проплавление, поэтому машинная контактная сварка арматуры оборудованием соединяет прутки сечением 4-20 мм.

Технология не требует присадочных материалов. Применяется при изготовлении армирующих каркасов для крупных ЖБИ-изделий.
Оборудование для машинной контактной стыковой сварки арматуры
Это машины, которые бывают только стационарными. Оборудование высокотехнологичное и дорогое. Посоветую следующие модели:
- ЮГ-Сварка МСС-901 — трехфазная машина стыковой сварки с силой сведения электродов 1000 даН. Соединяет арматуру диаметром до 8 мм.
- ЮГ-Сварка МСС 1902 Н — небольшой станок для сварки прутков диаметром 12 мм. Если толщина арматуры будет 3 мм, то за час можно выполнить 200 стыков.
- ЮГ-Сварка МСО-201 — простая и компактная стационарная версия для соединения арматуры сечением 1000 мм².

- ЮГ-Сварка МСО 606 НГ — Проплавляет арматуру сечением 500-2000 мм². Использует предварительный подогрев для лучшего последующего перемешивания металлов.
- ЮГ-Сварка МСО 011 Н — соединяет круглый прокат сечением до 4000 мм². Машина способна за час выполнить 80 стыков арматуры диаметром 20 мм.
В зависимости от выбранного способа соединения подбирается соответствующее оборудование для сварки арматуры, а от его качества зависит надежность соединений и последующая целостность конструкций. Рекомендую выбирать аппараты и машины проверенных брендов, о которых есть достаточно отзывов. Если нужна помощь в подборе оборудования для конкретного метода и задач, то я с коллегами всегда готов помочь.
Сергей Шевцов
Сварщик и специалист демо-зала
Ванная сварка
Суть метода — соединение арматуры сваркой при помощи электрода, где два торца прутков размещены в полукруглой форме. Между краями арматуры выдерживается зазор 10-20 мм для затекания жидкого металла. Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Формочка может быть стальной — тогда она приваривается к арматуре, или медной — многоразовой. Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Оборудование для ванной сварки арматуры
Для реализации понадобятся стальные или медные накладки. Последние — многоразовые, но они стоят дороже. Аппарат для сварки арматуры нужен более мощный, поскольку приходится проплавлять толщину 20-100 мм. Рекомендую следующие модели:
Спасибо за подписку!
Полное руководство по сварке арматуры
Сварка арматуры или стального арматурного стержня
Знание того, как сваривать арматуру или арматурные стержни, очень важно для обеспечения целостности конструкции.
Как известно, бетон – это искусственный камень, который получается из смеси цемента, заполнителей и воды путем затвердевания водно-цементной смеси.
Бетон имеет высокую прочность на сжатие, но низкую прочность на растяжение и прочность на сдвиг.
Чтобы бетон выдерживал эти напряжения растяжения и сдвига, необходимо использовать стальной стержень или арматурные стержни, называемые 9Арматурная сталь 0014. Сталь, используемая для этой цели, называется арматурной сталью.
Спецификациями материалов для арматурных стержней являются ASTM A 615, A 616 и A 617. Эти стандарты определяют только механические свойства материала, а химический состав не приводится.
Поскольку мы знаем, что химия материала важна для свариваемости материала на основе его углеродного эквивалента, например, в случае углеродистой стали и низколегированных сталей, вы можете найти арматурные стержни, соответствующие вышеуказанному стандарту, но их невозможно сварить (плохая свариваемость). ).
).
Таким образом, арматурный стержень должен быть пригоден для сварки перед включением в конструкцию с требованиями к сварке.
Зачем нужна сварная арматура?
Арматурный стержень, или арматурный стержень, представляет собой обычный стальной арматурный стержень, используемый в бетонных конструкциях. Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Одним из основных преимуществ сварки арматуры является то, что она создает очень прочное соединение между арматурой и бетоном.
Тепло от процесса сварки плавит поверхность арматуры и бетона, создавая прочный сварной шов. Этот сварной шов намного прочнее любого механического соединения. 9
Пожалуйста, включите JavaScript процесс. Сварщик может легко сварить несколько кусков арматуры за короткое время. Это может сэкономить время на строительной площадке и снизить трудозатраты.
Наконец, сварка арматуры — это относительно простой процесс, которому может научиться любой человек, имеющий базовые навыки сварки.
Спецификации материалов для арматуры или армирования
ASTM A615, ASTM A 616, и ASTM A 617, ASTM A706 , DIN 488, DIN EN 10080
Код/ Стандартный код для получения усилителя.- BS 7123:1989 Дуговая сварка стали для армирования бетона
- BS 5135:1984 Процесс сварки углеродистых и углеродисто-марганцевых сталей
- AWS 4.1 DWS 4.1 D0015
- ACI CODE-318-19: Требования строительных норм и правил к конструкционному бетону и комментарии
- ISO 17660-1:2006 Сварка. Сварка арматурной стали. Часть 1. Несущие сварные соединения 0 900 8548:2017 Руководство по дуговой сварке арматурной стали
Большинство арматурных материалов имеют углеродно-марганцевую основу. Сварку можно выполнять с помощью ER70S-6 при сварке методом GMAW.
Типы электродов E7018 или E6013 в основном используются при дуговой сварке защищенным металлом или в процессе сварки стержнем / сварки SMAW.
AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) В таблице 5.1 указаны сварочные прутки, которые следует использовать для сварки арматурных стержней.
Например, при использовании ASTM A615 Gr. 60 арматурных стержней, сварка стержнем (SMAW) может выполняться с использованием стержня 90ksi (например, E9018, E9015 и т. д.).
Сварка TIG или MIG/FCAW может выполняться с использованием ER90S-G или E90С-ХХХ. В случае использования разнородных материалов при выборе сварочного электрода следует учитывать арматуру с более высокой прочностью.
Предположим, сварной шов между ASTM A706 Gr. 60 по ASTM A615 гр. 60 материалов. Выбор электрода должен основываться на ASTM A615 (90 ksi), поскольку он имеет более высокую прочность по сравнению с материалом ASTM A706 (80 ksi).
A706 Сварка арматурных стержней
A706 Сварка арматурных стержней должна выполняться с помощью сварки стержнем, сварки MIG или сварки под флюсом. Сварка стержней арматуры A706 производится с использованием стержней E8018-G, E8015-G или E80816-G.
Сварка стержней арматуры A706 производится с использованием стержней E8018-G, E8015-G или E80816-G.
Сварка MIG арматуры A706 выполняется с использованием проволоки ER80S-G MIG. Точно так же сварка арматуры A706 порошковой проволокой выполняется с использованием порошковой проволоки типа E80T1-C (E8XTX-X).
Температура предварительного нагрева при сварке арматурного стержня A706 зависит от углеродного эквивалента арматурного стержня и его толщины и должна выполняться следующим образом:
- До 0,40 % углеродного эквивалента: без предварительного нагрева
- От 0,40 % до 0,65 % углеродного эквивалента: предварительный нагрев в диапазоне от 200 °F до 300 °F
- Свыше 0,65% Углеродный эквивалент: предварительный нагрев 400 – 500°F
Можно ли сваривать арматуру A615?
Да, арматура A615 поддается сварке. Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.
Рекомендуемые сварочные материалы для сварки арматуры A615:
- Сварка класса 300: ER70S-6, ER70S-2
- Для сварки порошковой проволокой A615, класс 40 и 300: E71T-1C, E71T1-M
- Для сварки электродами A604,
сварка:
E9018-G - Для сварки MIG сварки A615 классов 60 и 420: ER90S-G
- Для сварки порошковой проволокой A615 классов 60 и 420:
-X
- Для сварки электродами A615 класса 75 и класса 520: E10018-M, E10015-X, E10016-X
- Для сварки MIG сварки A615 класса 75 и класса 520: ER100S-G
- Для сварки порошковой проволокой A615 класса 75 и класса 520: сварка 901 E10XTX-X
A706 свариваемая арматура
A706 Сварка свариваемой арматуры выполняется с использованием сварочной проволоки типа E8018-G или ER80S-G.
Европейские стандарты/стандарты ISO для сварки арматурыСварка арматурной стали (арматура) или сварка арматуры может выполняться в соответствии со стандартом DIN EN ISO 17660 с использованием следующих процессов сварки:
- Stick (SMAW) Welding
- MAG Welding
- FCAW Welding
- Resistance spot welding
- Pressure butt welding
- Выступающая сварка
- Сварка трением
- Газокислородная сварка под давлением
Присадочная проволока/сварочные прутки должны быть согласованы с соответствующей арматурной сталью и стальными материалами в отношении их механических свойств.

В соответствии со стандартом ISO 17660 для сварки арматуры должны использоваться только одобренные и сертифицированные CE сварочные материалы.
Для несущих сварных соединений минимальный предел текучести сварочного прутка должен составлять 70 % предела текучести материала арматуры.
Для несущих стыковых сварных соединений минимальный предел текучести сварочного прутка должен быть равен или превышать предел текучести материала арматуры.
Selection of Welding Process for Reinforcement Bar WeldingThe welding processes for pre-assembly of reinforcement bar welding or Weld Rebar are:
- Stick (SMAW) Welding
- MAG Welding
- Сварка FCAW
- Точечная сварка сопротивлением
- Стыковая сварка давлением 10014 Проекционная сварка
 качественное надежное сварное соединение арматуры. Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
качественное надежное сварное соединение арматуры. Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.Для строительства в соответствии со стандартами DIN/EN или ISO аттестация процедуры сварки должна проводиться в соответствии с DIN EN ISO 17660-1 для несущих соединений и DIN EN ISO 17660-2 для ненесущих сварных соединений.
Квалификация процедуры для британского стандарта должна соответствовать сварке стали BS 7123-MMAW для армирования бетона.
Лучшая сварочная проволока для сварки арматурыВыбор сварочной проволоки зависит от материала арматуры. Простое руководство по выбору присадочной проволоки/сварочного электрода для сварки арматуры (арматурный стержень) приведено в AWS D1.4, таблица 5.1, в зависимости от прочности материала.
Следовательно, лучший сварочный пруток для сварки арматуры зависит от свариваемого материала и его свойств. В таблице 5. 1 приведены лучшие сварочные прутки для различных марок арматурных стержней.
1 приведены лучшие сварочные прутки для различных марок арматурных стержней.
Длина прихватки для сварки арматурных стержней должна быть не менее 25 мм или 1 дюйм, а размер шва должен составлять 4 миллиметра или 5/32 дюйма. Сварное соединение должно быть похоже на соединение внахлестку.
Детали сварного соединения для процедуры сварки арматурного стержня или сварки арматурного стержняРазличают несущие и ненесущие сварочные соединения (сварные соединения арматуры). Несущие сварные соединения служат для передачи усилий между соединяемыми стержнями.
Ненесущая опора защищает отдельные компоненты арматуры от замены или перемещения.
Сварные соединения могут выполняться как между арматурным прокатом, так и между свариваемыми конструкционными сталями. Детали сварных соединений для сварного соединения арматурного стержня для параллельного соединения, прямого стыкового соединения и анкерного соединения показаны на рисунках ниже.
На приведенном ниже рисунке различные соединения арматуры (армирующего сварного шва) показаны как соединение с муфтой, соединение внахлестку, стыковое соединение с одинарным и двойным скосом, а также одинарное стыковое соединение V и двойное V.
Соединения также могут иметь прямое стыковое соединение (двойной V-образный стык) и анкерное соединение (двусторонний наружный угловой шов), как показано на рисунке ниже.
Когда сварные соединения выполнены в соответствии с DIN EN ISO 17660-1, можно предположить, что сварные соединения, за исключением крестообразных соединений, могут выдерживать точно такую же степень нагрузки, как и несварной стержень.
Символ сварки арматурных стержнейСоединения арматурных стержней (армирующие сварные соединения) имеют ту же конфигурацию сварного шва, что и V-образное соединение с развальцовкой, или могут иметь раструбное соединение со скосом, а также угловой сварной шов.
Пример символа сварки арматурного стержня показан на рисунке ниже, где сварное соединение представляет собой V-образное соединение с одинарным развальцовкой.
Прочие сварные соединения арматуры между арматурой и листом указаны далее в этой статье с соответствующими символами сварки.
Приварка арматуры к плитеПриварка арматурного стержня к пластине аналогична обычному сварному соединению с развальцовкой или угловому сварному шву. Аттестация процедуры сварки должна проводиться в соответствии с применимыми нормами и стандартами, чтобы убедиться, что соединение соответствует минимальным установленным требованиям.
На рисунке ниже показаны различные возможные конфигурации сварки арматурных стержней между пластиной и трубами.
Сертификация сварки арматурыКомпания Сертификация сварки арматуры или арматурной стали различается в зависимости от страны.
Например, в США нет требований к сертификации компаний для выполнения сварки арматуры, хотя они должны соответствовать применимым требованиям строительных норм и правил (например, AWS D1.4).
В Канаде сертификация компании Rebar соответствует CSA W186-WELDING OF REINFORCING BARS COMPANY CERTIFICATION.
В настоящем стандарте приведены требования сертификации для сварки арматурных стержней (арматурных стержней) в железобетонных конструкциях для стали.
В странах Европейского Союза (ЕС) компания, выполняющая сварку арматурных стержней, должна иметь сертификат согласно DIN EN ISO 17660-1 для несущих соединений или согласно DIN EN ISO 17660-2 для ненесущих соединений. суставы.
Кроме того, предприятие должно соответствовать техническим требованиям к качеству сварки согласно DIN EN ISO 3834-3.
Типы соединений для сварки арматурыНиже перечислены основные типы сварных соединений, которые возможны при сварке арматуры (арматурного стержня):
Подробную информацию о вышеуказанных типах сварных соединений с их конфигурацией можно найти в AWS D1. 1, раздел 3 — Детали конструкции.
1, раздел 3 — Детали конструкции.
В заключение, сварка арматуры является важным процессом в строительстве, который помогает создать прочный и надежный фундамент для зданий и других сооружений.
Этому навыку можно научиться относительно легко, и он дает отличный способ подзаработать.
Если вы хотите узнать больше о сварке арматуры, обязательно ознакомьтесь с некоторыми из ресурсов, перечисленных в этой статье.
Похожие сообщения
- Типы сварных соединений, символы и изображения0015
Можно ли сваривать арматуру? Все факты!
Последнее обновление
Также называемый арматурным стержнем или арматурной сталью, арматурный стержень используется для повышения конструкционной прочности бетона. Обычно его добавляют в бетон для использования, особенно в больших конструкциях. У арматуры почти такой же коэффициент теплового расширения, как у бетона; таким образом, они будут сжиматься и расширяться с одинаковой скоростью, поэтому возникает вопрос, можно ли сваривать арматуру. Ну, некоторые арматурные стержни поддаются сварке, а другие нет.
У арматуры почти такой же коэффициент теплового расширения, как у бетона; таким образом, они будут сжиматься и расширяться с одинаковой скоростью, поэтому возникает вопрос, можно ли сваривать арматуру. Ну, некоторые арматурные стержни поддаются сварке, а другие нет.
Существуют различные размеры и сорта арматуры. Некоторые сорта можно сваривать, а другие нельзя, поэтому для их связывания и соединения необходимо использовать другой крепеж. Свариваемая арматура имеет долю углерода менее 2,1%. С другой стороны, несвариваемая арматура содержит большое количество углерода, что делает ее хрупкой и непригодной для сварки.
В этой статье мы подробно обсудим различные типы свариваемой и несвариваемой арматуры и методы, используемые в процессе сварки. Мы также рассмотрим ошибки, которых следует избегать в процессе сварки арматуры. Продолжай читать.
Типы арматуры
Существуют различные типы арматуры, которые вы можете использовать для своего строительного проекта. Как упоминалось выше, некоторые из них можно сваривать, а другие нет. Вот разные типы.
Как упоминалось выше, некоторые из них можно сваривать, а другие нет. Вот разные типы.
Свариваемая арматура: Арматуру из низколегированной мягкой стали можно сваривать благодаря низкому соотношению стали и углерода. Сварная арматура остается неповрежденной при огромных нагрузках, так как полностью залита бетоном. Это единственная арматура, которую можно сваривать без особых соображений.
Несвариваемая арматура: Химический состав или компоненты стали определяют пригодность или непригодность арматуры к сварке. Высокое содержание углерода делает сталь более хрупкой, что делает ее непригодной для сварки. Тепло и напряжение при сварке арматуры могут привести к ее разрушению.
Ниже приведены типы арматуры:
Прутки из мягкой стали
Изображение предоставлено: leaw7824, Shutterstock
Эти арматурные стержни имеют круглую форму с гладкой и гладкой поверхностью. Они доступны в размерах от 6 мм до 50 мм. Стержни из мягкой стали доступны в специальных проектах, где они используются в качестве дюбелей в спиралях, колоннах или там, где мягкая сталь должна скользить в металлическую втулку. Одним из наиболее значительных преимуществ использования этих стержней является то, что их легко резать и сгибать. Он также пригоден для сварки из-за низкого содержания углерода, которое составляет 0,3% или меньше.
Одним из наиболее значительных преимуществ использования этих стержней является то, что их легко резать и сгибать. Он также пригоден для сварки из-за низкого содержания углерода, которое составляет 0,3% или меньше.
Деформированные стальные стержни
Изображение предоставлено: Vasin Chaweepongprateep, Shutterstock
Деформированные стальные стержни имеют деформированную поверхность с выступами или ребрами. Благодаря различной текстуре поверхности их легко транспортировать, поскольку они не скользят, как обычный стальной стержень. Неровная поверхность создает более прочную связь между сталью и бетоном.
Кроме того, они предотвращают образование трещин вокруг стали, используемой для армирования бетона. Это еще одна свариваемая арматура, так как она содержит всего 0,42% углерода.
Стержни с термомеханической обработкой
Эти стальные стержни подвергаются термообработке для повышения прочности бетона. Они более гибкие, легко гнутся и свариваются. Арматура поддается сварке из-за низкого содержания углерода 0,5%.
Арматура поддается сварке из-за низкого содержания углерода 0,5%.
Высокопрочные деформированные стержни
Высокопрочные деформированные стержни аналогичны деформированным стальным стержням, но они подвергаются холодной обработке, чтобы сделать их более гибкими и прочными. Благодаря низкому содержанию углерода 0,2 они идеально подходят для сварки.
Прочие арматурные стержни
Посмотреть этот пост в Instagram
Пост, опубликованный Pro-Max (@promax.us)
Существуют и другие типы арматуры, которые обычно не используются. Они включают оцинкованную арматуру, арматуру из нержавеющей стали, арматуру из углеродистой стали и арматуру с эпоксидным покрытием. Арматура из нержавеющей стали является наиболее качественной и дорогостоящей. При содержании углерода 0,8% арматура из нержавеющей стали поддается сварке.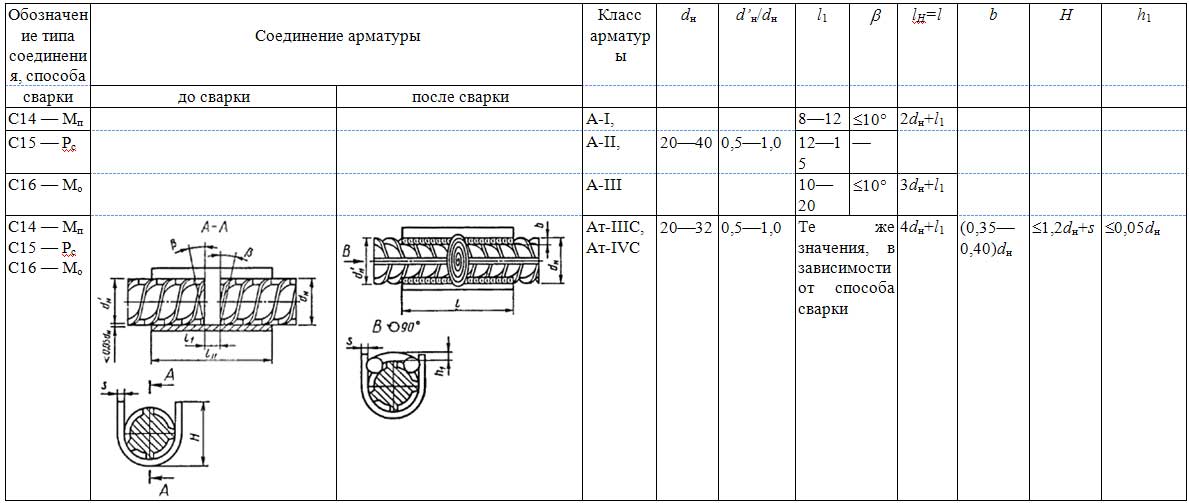 Обратите внимание, что выбор используемой арматуры определяется тем, где она используется, как указано инженером-строителем.
Обратите внимание, что выбор используемой арматуры определяется тем, где она используется, как указано инженером-строителем.
Как сварить арматуру
Чтобы получить наилучшие результаты, сварка арматуры должна выполняться в соответствии с установленными стандартами. После того, как сварка выполнена правильно, арматура образует жесткое и прочное структурное соединение, облегчая транспортировку арматурных каркасов и матов. Сварная арматура также делает бетон достаточно прочным.
Сварка арматуры не так сложна, как многие думают. Самое главное — обеспечить соблюдение надлежащих методов и стандартов сварки.
Некоторые из наиболее важных вещей, которые необходимо сделать, включают:
- Выбор правильного типа арматуры для сварки
- Решите, необходим ли предварительный нагрев арматуры, и убедитесь, что он выполняется при необходимости
- Выберите правильный сварочный пруток или присадочную проволоку для сварки
- Выполните правильное размещение сварных швов и идеально подготовьте арматуру
instagram.com/p/CMBGVKRsQ5O/?utm_source=ig_embed&utm_campaign=loading” data-instgrm-version=”14″>
Посмотреть этот пост в Instagram
Сообщение, которым поделился Марк (@foreverstanding07727)
Методы, используемые для сварки арматурных стержней
При сварке арматурных стержней применяются три основных процесса сварки. Вы можете использовать:
1. Дуговая сварка флюсом
Этот процесс сварки арматуры включает использование проволочного электрода с непрерывной подачей, заполненного флюсом, для формирования электрической дуги, которая выделяет тепло, необходимое для плавления свариваемого металла.
Вот шаги, которые необходимо выполнить:
- Соберите все необходимое оборудование, такое как перчатки, сварочная маска, защитные очки, зажимы, магниты, сварочные аппараты и т. д.
- Очистите арматурный стержень, который вы хотите сварить.
- Разрежьте клин на две части для соединения при сварке.

- Включите сварочный аппарат и установите правильные настройки.
- После сварки очистите свариваемую деталь.
- Повторите то же самое для всех остальных арматурных стержней, которые вы хотите сварить.
2. Дуговая сварка защищенным металлом
В этом методе сварки арматуры используется расходуемый электрод с флюсовым покрытием для образования дуги между электродом и свариваемой арматурой. Расплавленный металл движется от электрода через электрическую дугу и осаждается в свариваемом арматурном стержне. Флюсовое покрытие плавится и образует поверхность на расплавленном шве в виде шлака.
Вот шаги, которые необходимо выполнить:
- Очистите свариваемый арматурный стержень.
- Поместите электрод в изолированный держатель и установите соответствующий уровень силы тока.
- Определите соответствующую длину дуги и выполните сварку.
- Удалите весь шлак с помощью отбойного молотка, прежде чем накладывать второй шов.

3. Дуговая сварка металлическим газом
Этот процесс дуговой сварки включает в себя образование электрической дуги между металлом и проволочным электродом и нагревание арматурного стержня, который вы хотите соединить. Это плавит и сплавляет две части, образуя прочное соединение.
Вот шаги, которые необходимо выполнить:
- Установите аппарат, бензобак, сварочную горелку и подачу проволоки.
- Прикрепите групповой зажим.
- Очистите части арматуры, которые вы хотите соединить.
- Включите газовый баллон.
- Настройка параметров сварки.
- Включите сварочный аппарат.
- Установите скорость подачи проволоки и проверьте проволоку сварочного пистолета.
- Начать сварку арматуры.
- Очистите сварную деталь после процесса.
Как выбрать подходящий присадочный материал
Тип присадочного материала, который вы выбираете, зависит от типа метода сварки и типа арматуры, которую вы хотите использовать. Если вы используете арматуру A615 класса 60, вы можете использовать дуговую сварку в среде защитного газа или дуговую сварку в среде защитного газа. При электродуговой сварке в среде защитного газа правильными присадочными материалами являются электроды E9015-X, E9016-X, E9018-X или E9018M. Для газовой дуговой сварки можно использовать ER90S-XXX или ER9.электроды 0С-ХХХ.
Если вы используете арматуру A615 класса 60, вы можете использовать дуговую сварку в среде защитного газа или дуговую сварку в среде защитного газа. При электродуговой сварке в среде защитного газа правильными присадочными материалами являются электроды E9015-X, E9016-X, E9018-X или E9018M. Для газовой дуговой сварки можно использовать ER90S-XXX или ER9.электроды 0С-ХХХ.
Перед началом процесса сварки необходимо убедиться, что привариваемая арматура перпендикулярна и параллельна.
Вот типы сварных швов, которые можно использовать при сварке арматуры:
- Соединения внахлест – Эти соединения аналогичны стыковым соединениям; однако концы двух частей арматуры перекрываются, а не соединяются встык.
- Стыковые соединения – Стыковые соединения стальной арматуры аналогичны другим сварным соединениям встык. Два куска арматуры соединяются встык, а затем свариваются.
- Соединения – Соединения аналогичны соединениям внахлест и являются отличным способом сварки арматуры.

Для соединения отрезков арматуры необходимо использовать быстросъемный клин. Клин помогает скрепить части вместе в рукаве с булавкой. Поскольку сборка клина проста, многие элементы арматуры можно соединить даже в плохих погодных условиях.
Перед началом сварки арматурного стержня убедитесь, что арматурный стержень зафиксирован в нужном положении и не сдвинется с места во время сварки или предварительного нагрева. Если арматурный стержень смещается, его необходимо обрезать и выпрямить или усилить, чтобы укрепить новый стык. Кроме того, убедитесь, что арматура отшлифована и очищена щеткой, чтобы избавиться от масла или грязи.
Посмотреть этот пост в Instagram
Пост, которым поделился Марк (@foreverstanding07727)
Когда следует подогревать арматуру перед сваркой
Необходимость предварительного нагрева арматуры перед сваркой зависит от свариваемого размера, а также от углеродного эквивалента. Арматура с большим количеством углерода плохо поддается сварке и требует большего предварительного нагрева, чтобы гарантировать, что сварные швы не повлияют на их структурную целостность.
Арматура с большим количеством углерода плохо поддается сварке и требует большего предварительного нагрева, чтобы гарантировать, что сварные швы не повлияют на их структурную целостность.
Запросите у поставщика заводской сертификат для определения содержания углерода в арматуре, которую вы хотите использовать. Имея эту информацию, вы можете легко определить, требует ли ваш арматурный стержень предварительного нагрева или нет.
Как сварная арматура увеличивает прочность вашей конструкции
Бетон является наиболее часто используемым строительным материалом для закладки фундаментов строений и зданий. Вы можете создавать опоры, стены и фундаменты, используя различные типы бетона. Однако полезно знать, что не только бетон скрепляет конструкции и делает их прочными.
Бетон склонен к растрескиванию, и если вы используете его в одиночку, ваша структура или здание подвержены растрескиванию и разрушению. Сварная арматура помогает повысить прочность бетона на растяжение, сделать его более прочным и надежным. Конструкция арматуры зависит от конструкции, которую вы строите. Таким образом, стены, столбы и полы имеют разную конструкцию.
Конструкция арматуры зависит от конструкции, которую вы строите. Таким образом, стены, столбы и полы имеют разную конструкцию.
Посмотреть этот пост в Instagram
Пост, опубликованный Шоном Секстоном (@sextonwelding)
Что произойдет, если арматуру нельзя приварить?
Если ваш арматурный стержень нельзя сваривать, его соединяют, связывая вместе с помощью проволоки 16-го калибра. Существенным преимуществом проволочной арматуры является то, что сложные каркасы или другие конструкции могут быть созданы на строительной площадке. Связывание арматуры делает строительство здания быстрее, чем сварка различных частей.
Распространенные ошибки при сварке арматуры, которых следует избегать
- Плохая подготовка: Если вы не подготовитесь к сварке арматуры должным образом, вы получите сварные швы низкого качества с краской, грязью или другими загрязнениями в зоне сварки.
 Вам необходимо удалить любые трещины на металле сварного шва, очистив и шлифовав свариваемую арматуру.
Вам необходимо удалить любые трещины на металле сварного шва, очистив и шлифовав свариваемую арматуру. - Несоблюдение надлежащих мер безопасности : Безопасность должна быть главным приоритетом при сварке арматуры. Это помогает избежать травм, связанных со сваркой, которые могут быть необратимыми и постоянными. Убедитесь, что у вас есть защитная обувь, защитные очки, сварочный шлем и средства защиты органов слуха. Защитные очки защищают ваши глаза от брызг сварочной дуги, летящих металлических частей и опасных лучей дуги.
- Использование неправильных проволок и электродов: Независимо от метода сварки арматуры вам необходимо выбрать подходящие проволоки и электроды, поскольку разные электроды предназначены для разных целей. С неподходящим электродом вы столкнетесь с рядом проблем в процессе сварки арматуры. Поэтому убедитесь, что вы используете только электрод, специально предназначенный для сварки арматуры.
- Позволить дуге выйти из строя: Эта ошибка возникает из-за отсутствия фокуса на том, где должна быть дуга.
 Если позволить дуге выйти из строя, это может разрушить любой металл, которого она коснется. Вы можете легко повредить свою работу и арматуру, с которой работаете. Чтобы избежать этого, вы должны оставаться сосредоточенными на работе и сохранять спокойствие.
Если позволить дуге выйти из строя, это может разрушить любой металл, которого она коснется. Вы можете легко повредить свою работу и арматуру, с которой работаете. Чтобы избежать этого, вы должны оставаться сосредоточенными на работе и сохранять спокойствие. - Применение неправильного контроля температуры предварительного нагрева : Еще одна серьезная ошибка, которую следует избегать, — недостаточный предварительный нагрев или его невыполнение, когда требуется процесс. Предварительный нагрев является важным процессом для предотвращения образования трещин в сварном шве. Еще одна важная вещь — убедиться, что вы выбрали правильный контроль температуры предварительного нагрева для своей работы. Кроме того, убедитесь, что вы предварительно нагрели материал, позволяя нагреваться до трех дюймов с обеих сторон сварного соединения. Это делает сустав более прочным и способным поддерживать себя в течение длительного времени.
Заключительные мысли
Некоторые арматурные стержни, такие как Термо. механически обработанные стержни, стержни из деформированной стали, стержни из мягкой стали, высокопрочные деформированные стержни и стержни из нержавеющей стали пригодны для сварки, поскольку они имеют долю углерода менее 2,1%. Высокопрочные и легированные стали не поддаются сварке, потому что они хрупкие и могут сломаться под нагрузкой.
механически обработанные стержни, стержни из деформированной стали, стержни из мягкой стали, высокопрочные деформированные стержни и стержни из нержавеющей стали пригодны для сварки, поскольку они имеют долю углерода менее 2,1%. Высокопрочные и легированные стали не поддаются сварке, потому что они хрупкие и могут сломаться под нагрузкой.
Для арматуры, которую нельзя сваривать, можно связать и соединить детали проволокой 16-го калибра. Перед началом сварки арматуры убедитесь, что вы хорошо подготовлены и оснащены всем необходимым оборудованием. Независимо от используемого метода сварки убедитесь, что ваши сварные швы соответствуют установленным нормам и стандартам, чтобы повысить прочность конструкции вашего здания.
Источники
- Как сваривать арматуру – разъяснение технологии сварки арматуры в бетоне
- Прутки TMT – Прутки с термомеханической обработкой
- Типы стальных стержней
- Можно ли сваривать арматуру? Инженер-сварщик объясняет, как
Авторы избранных изображений: Andrewshots, Shutterstock
- Типы арматуры
- Прутки из мягкой стали
- Деформированные стальные стержни
- Прочие арматурные стержни
- Как сваривать арматуру
- Методы сварки арматуры
- 1.

- 1.