Электроды для сварки чугуна – для сварки и наплавки, марки, маркировка, виды и разновидности
alexxlab | 03.06.2020 | 0 | Разное
для сварки и наплавки, марки, маркировка, виды и разновидности

Сварка электродами по чугуну заняла прочное место в чугунно-литейном производстве и главным образом при устранении дефектов чугунного литья и ремонте оборудования.
Правильно подобранные для сварочного процесса электроды по чугуну во многом определяют качество наплавленных поверхностей и сварных швов, а также работоспособность конструкций и деталей из чугуна.
Маркировка электродов по чугуну
В маркировке электродов по чугуну указывается из чего они сделаны, для чего предназначены и номер серии. Для примера расшифруем МНЧ-2.
- М – обозначает, что в электроде есть медь,
- Н – говорит о содержании в нем никеля.
- Ч – показывает для какого вида металла предназначен электрод.
- Цифра 2 – это номер марки, в данной серии производятся и другие подобные продукты, но с отличным составом.
Электроды для сварки чугунного коллектора
Чтобы успешно произвести работы по сварке коллектора чугунного, рекомендуется купить марку ЦЧ-4. Выпускаются эти электроды 3-5 миллиметров толщины. Ими нужно работать при размещении в нижнем пространственном положении деталей, установив 65-80 ампер, 90-120, 130-150, эти показатели тока зависят от диаметра электродов соответственно. Перед использованием их лучше прокаливать в течении двух часов при +170 +200 градусов.
МНЧ-2 подойдет для сварки любых чугунных деталей. Полученный шов отлично обрабатывается. Электроды для коллектора выбираются в зависимости от типа чугуна. Он бывает обычный, ковкий, серый, других разновидностей. Под состав коллектора выбирают металл стержня. Есть электроды, подходящие для любого его вида. Это может быть МНЧ-2. Учитывается также тип обмазки, толщина.
Популярные марки электродов для сварки чугуна
Популярны сегодня для работы с чугунными изделиями марки: ОЗЧ-2 и 4; МНЧ-2; ЦЧ-4; ОЗЖН-1, ОК 92.18.
Подбор марок
Для того чтобы определиться, какими электродами варить ту или иную деталь, необходимо точно знать из какого вида чугуна она изготовлена: ковкого, серого или высокопрочного.
Электроды для горячей сварки чугуна
 Когда температура чугунного изделия достигает +500 + 600 градусов метод сварки называется горячим, +300 +400 – полугорячим, +200 – теплым.
Когда температура чугунного изделия достигает +500 + 600 градусов метод сварки называется горячим, +300 +400 – полугорячим, +200 – теплым.
Рекомендуется работать по технологии горячей сварки маркой ЦЧ-4, при слабом разогреве ОК 92.18. Электроды ЦЧ-4 универсальные, ими работают и холодным способом. Его рекомендуется применять при нижнем пространственном расположении деталей. Настроить нужно обратный по полярности ток.
ОК 92.18 работают на постоянном и переменном токе.
При покупке электрода учитывается толщина, вес, условия эксплуатации деталей. Все это очень важно учитывать.
Чаще всего используют соответствующие ГОСТ 2671 марки электродов. Они отличаются тем, что у них меловое покрытие или, как у ОМЧ-1 специальное. В некоторых случаях используются угольные электроды, стальные УОНИ, АНО, вид А или Б со стержнем, выполненным из чугуна.
Электроды для холодной сварки чугуна
Технология холодной сварки чугуна производится при помощи ОЗЧ-6 и ОЗЧ-2, МНЧ-2, часто покупается и универсальный ЦЧ-4.
Отлично зарекомендовал себя в работе с тонкостенными чугунами ОЗЧ-6. Им рекомендуется работать при вертикальном и нижнем пространственном расположении деталей.
При необходимости сваривать ответственные стыки, для наплавки чугуна без подогрева, покупается МНЧ-2. Ими легко исправить дефекты, образовавшиеся впоследствии процесса литья, выполнить наплавку. Шов получается прочным и качественным. Работать ими хорошо в вертикальном пространственном положении и нижнем, иногда даже в потолочном. Ток лучше всего настроить обратной полярности.
Выгодно покупать для осуществления наплавки чугуна без подогрева электроды ОЗЖН-1. Они позволяют выполнять работы по заделке серьезных дефектов. С их помощью получается наплавлять большие объемы. Их советуют использовать для проведения работ в вертикальном, нижнем положениях детали. Нужен постоянный обратный ток.
Для сварки чугуна без подогрева, холодным методом подходит и ОЗЧ-2.
Электроды для сварки чугуна и стали
Для успешной сварки деталей из разных металлов, а именно, имеется в виду сварка чугуна и стали, рекомендуется применить ЦЧ-4
Ficast NiFe K рекомендуется покупать при необходимости приварить деталь, выполненную из разных видов сталей, к чугунной. Им сварщик может работать в любом требуемом положении. Шов будет прочным, не имеющим трещин, легко обрабатываемый.
ZELLER 855 наделены теми же качествами и характеристиками, которые присущи марке Ficast NiFe K.
Важно знать, что ими варят даже не очищенные изделия, заржавевшие кромки, не удаляя масляных пятен.
Электроды по ковкому чугуну
Чтобы работать с чугуном, полученным в процессе ковки, берется МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4.
Электроды по серому чугуну
С серым чугуном взаимодействуют ОЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2.
Основные виды электродов по чугуну и их особенности
- МНЧ-2. Сварка электродами этой марки возможна любого вида чугуна. Эти электроды используются часто для заварки брака в литье, ими можно также производить наплавку. Применяется для сварки чугуна в нижнем, полу потолочном и вертикальном положении постоянным током обратной полярности.
- ОЗЧ-2. Эти электроды чаще используются для сварки ковкого и серого чугуна. Процесс сварки осуществляется в нижнем и вертикальном положениях без подогрева постоянным током обратной полярности.
- ЦЧ-4. Эта марка электродов по чугуну используется при холодной и горячей сварке. Ими, как правило, можно варить только в нижнем положении. Обладают той особенностью, что ими возможна сварка чугуна со сталью (чугун — сталь). Сварка осуществляется постоянным током обратной полярности, за исключением высокого напряжения, когда ток становится переменным.
- ОЗЧ-4. Этими электродами можно варить любой чугун в нижнем и вертикальном положениях исключительно постоянным током обратной полярности.
- ОЗЖН-1. Электроды этого вида используются только для холодной сварки серого и высокопрочного чугуна постоянным током обратной полярности. Возможно осуществление сварочного процесса в больших объемах в нижнем и вертикальном положениях.
- ОК 92.18. Такие электроды используются для сварки чугуна с небольшим подогревом при постоянном или переменном напряжении. Выбирая сварочный электрод, необходимо учитывать массу и толщину изделия, а также условия эксплуатации.
Немецкие электроды по чугуну
 Популярностью пользуются и немецкие электроды по чугуну, например, UTP 86 FN компании UTP Schweißmaterial. Выпускает эта фирма и пруток присадочный нержавеющий UTP A68 HH. Ими работают на инверторах TIG-сварки. Они делаются из никеля, подходят для работы с нелегированными и низколегированными металлами, с высоколегированными сталями, с чугуном. Швы, сделанные электродами компании UTP, получаются устойчивыми к горячему растрескиванию, не имеют склонности к хрупкости.
Популярностью пользуются и немецкие электроды по чугуну, например, UTP 86 FN компании UTP Schweißmaterial. Выпускает эта фирма и пруток присадочный нержавеющий UTP A68 HH. Ими работают на инверторах TIG-сварки. Они делаются из никеля, подходят для работы с нелегированными и низколегированными металлами, с высоколегированными сталями, с чугуном. Швы, сделанные электродами компании UTP, получаются устойчивыми к горячему растрескиванию, не имеют склонности к хрупкости.
Изделия еще одного немецкого производителя сварочных материалов CAPILLA подходя для технологии горячей сварки, а именно Capilla 41. Если с изделием планируется работать по холодной технологии, то рекомендуется купить Capilla 43 и 44.
TEAM BINZEL производит угольные электроды. Они отлично подходят для работы не только с чугуном, а и с медью, нержавейкой. Технология сварки угольной дугой характеризуется простотой и комфортом, для ее осуществления нужен сжатый воздух, углерод и электричество.
Особенности сварки
Электроды для наплавки ОЗЖН-1 и 2, ОЗЧ-2 и 4, МНЧ-2 очень качественные, но нужно соблюдать некоторые условия при работе с ними. Шов выполняется короткими участками до 12 миллиметров. Необходимо избежать того, чтобы стык быстро остывал. Важно учесть, что рекомендуется работать в нижнем пространственном положении, потому что чугун потечет, став жидким. Это обычно происходит уже при температуре 1200 градусов.
МНЧ-2 – это по сути проволока, называемым еще монель, покрытая особенным составом, состоящая из НМЖМЦ соединения. Ими можно вести работы по наплавке в нижнем, вертикальном и полу потолочном пространственном положении.
Использовать ОЗЧ-2 и 4, МНЧ-2, ОЗЖН-1 и 2 можно для наплавки холодным способом. Важно при этом соблюдать все технологические моменты, настраивать строго определенный по силе ток, придерживаться рекомендаций по дуге, скорости выполнения работы.

Восстановление внутренних частей чугунных деталей заключается в доведении их до требуемого размера. При этом берутся мягкие легкообрабатываемые электроды.
Для работы с наружными поверхностями изделий берутся марки, сделанные из износостойких сплавов, поддающиеся механической отделке. Выбирают ОЗЖН-1 и 2 для наплавки серого чугуна и высокопрочного. Настраивается постоянный обратный ток. Ими делается многослойное нанесение металла, устраняют крупные разрушения. Удобно работать этой маркой при расположении изделия в двух положениях, вертикально и в нижнем.
Популярные производители
Чаще всего сегодня покупаются для сварки чугунных изделий электроды производителя ASPIK; СпецЭлектрод; Фрунзе-Электрод.
Есть и иностранные хорошо зарекомендовавшие себя компании. UTP 86 FN изготовлены в Германии или на ее оборудовании, фирмой UTP Schweißmaterial. Ими выгодно наплавлять чугун в больших объемах. Их рекомендуется использовать с МНЧ-2.
Американский электрод Nickel-333N Unitor и Amerarc Ni 99 от Ashland Chemical USA используются повсеместно.
Недорого продаются многие марки от ESAB, например, ОК NiFe-Cl-A(92.58).
Oerlikon MONEL аналог МНЧ-2. Работают ими методом холодной сварки. Они подходят для наплавки. Их изготовлением занимается фирма Oerlikon Corporation AG, Швейцария.
В магазинах есть ЦЧ-4 Оливер, производства ООО Оливер Беларусь.
Как применить электроды УОНИ по чугуну
В некоторых обстоятельствах работать с чугуном можно медно-стальными электродами. Их делают, накручивая на предназначенные для сварки стали УОНИ 13/45 спираль из медной, иногда латунной проволоки, толщиной 1,5-2 миллиметра. Ее вес должен превышать в пять раз массу металлического стержня электрода. В случае необходимости проведения горячей сварки деталей из чугуна можно применить УОНИ.

Хорошие результаты получают, применяя УОНИ-13/55. Но при их использовании важно учесть и то, что не нужно допускать сильного нагрева детали. Это приводит к появлению трещин в месте термического влияния. Поэтому сварщику нужно следить за тем, чтобы не допускать перегрева изделия, а это происходит уже при +400 +500 градусов Цельсия. Также важно следить за тем чтобы не прогревался металл на расстояние более 100 миллиметров от шва.
Важные моменты по работе с электродами по чугуну
- МНЧ-2 создает шов, отличающийся хорошей податливостью при резке, стойкостью к коррозийным процессам, при воздействии на него жидких агрессивных сред, газа.
- Используя ОЗЖН-1 можно добиться оттенка наплавленного металла практически такого же по цвету по отношению к основному чугуну.
- Швы, сделанные ОЗЧ-4, отличается стойкостью при эксплуатации изделий, работающих при постоянном трении, они хорошо переносят удар.
Технология холодной сварки, наплавки предполагает проведение работы с малым тепловым вложением. Метод основан на создании валиков не длинного размера. При этом их протяженность не должна быть больше 25-60 миллиметров. Это важно знать и учитывать.
Каждый из валиков нужно охлаждать естественным путем.
Необходимо следить за тем чтобы температура не опускалась ниже 60°С.
Специалисты рекомендуют выполнять проковку валиков. Делается это не сильным ударом молотка.
Электроды для работы с чугуном не стандартизованы, они производятся по особым техническим условиям.
Где купить
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Выбрать компанию
weldelec.com
Как выбрать электроды для сварки чугуна
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Содержание
1. Особенности чугуна
2. Лучшие электроды по чугуну
3. Холодная сварка чугуна
4. Горячая сварка чугуна
5. Основные марки электродов по чугуну
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.

Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки | |
| ЦЧ-4 |
|
в нижнем положении |
|
Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
|
Для ручной дуговой сварки и наплавки тонкостенных деталей. | |
| ОЗЧ-4 |
|
|
|
Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. |
| ОЗЧ-2 |
|
холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. | |
| ОЗЖН-1 |
|
|
холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
|
все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |
Холодная сварка чугуна
Холодная сварка – это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Горячая сварка чугуна
Горячая сварка – это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500… + 600 °С, «полугорячим» – температура достигает +300 +400 °С, «теплым» – +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
Основные марки электродов по чугуну
МНЧ-2
Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
ОЗЧ-4
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.

Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
ЦЧ-4
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
ОЗЧ-2
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, – небольшая, в диапазоне 30… 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).

OK 92.18
Новое название этих электродов – OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Конечно же покупать такую продукцию стоить только у известных производителей и проверенных поставщиков — это гарантия высокого заводского качества и, что немаловажно, это — репутация бренда. Именно такое, и только такое качество имеют электроды по чугуну, производителем которых является старейшее в России профильное предприятие — Магнитогорский электродный завод.
Возможно, вас заинтересуют:
magelectrod.ru
Электроды по чугуну. Разновидности и отличительные особенности.
Зачастую в быту приходится сталкиваться с ситуациями, когда необходимо сварить изделия, выполненные из чугуна. Такая работа является трудоемкой и справиться с ней под силу далеко не каждому сварщику. Одним из важнейших условий качественного соединения – это правильно подобранные электроды по чугуну. В статье мы рассмотрим, в чем особенности сварки данного материала и как подобрать подходящие сварочные электроды для работы, а также ответим на вопрос: какими электродами варить чугун?

Содержание статьи
Отличительные особенности сварки чугуна
Чугун – это материал, который является сплавом железа и углерода. За счет соединения таких элементов, он является достаточно легким, прочным и не подвластным коррозийным процессам.
Для того, чтобы материал обладал таким характеристиками, необходимо выполнить легирование сплава. Для этого в чугун добавляется хром, никель, алюминий, магний и другие металлы.
Если не добавить эти вещества, то чугун будет хрупким и непрочным.

В настоящее время выделяется два вида чугуна:
- белый, он не дает абсолютно никакой реакции на проведение сварочных работ из-за своей твердости и хрупкости,
- серый, такой материал является достаточно мягким. По большому счету в этом случае сварка будет представлять собой обработку ковкого чугуна, он хорошо поддается сварке.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
- в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,


- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.

Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
Совет! В том участке, где форма будет контактировать с местом сварки лучше проложить графитовую вставку, изготовить которую можно из огнеупорного кирпича. Так вы обезопасите себя от нежелательного вытекания расплава через трещину.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.
В промышленных условиях прогрев осуществляется в специальных тиглях. Дома или в гараже можно применять газовую горелку. Работы лучше выполнять с напарником. Один занимается прогревом участка соединения, другой работает с аппаратом.

4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
Обратите внимание! Для того, чтобы не получить ожог, весь процесс работы выполняйте в перчатках с повышенной теплозащитой, а также используйте держатель с отражающим щитком.
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
После выполнения работы, для улучшения качества шва, нанесите на него кастолин – специальный состав, который увеличит срок службы изделия.
Виды электродов для сварки чугуна
Опытные сварщики знают как варить чугун и знают, что существуют чугунные электроды, которыми можно варить этот материал без предварительного прогрева.
Выделяются различные марки электродов для сварки чугуна. Среди большого обилия выделяется несколько основных групп:
- Серия ЭМЧС. Эта марка электродов по чугуну выполнена из специальной электродной проволоки с низким содержанием углерода. Обмазки выполнены из трех слоев: газообразующий для формирования защитного покрытия расплава, шлакоформирующий – он не позволяет сварочной ванне быстро окислиться, легирующий – он придает шву особые свойства.
Газозащитный не позволяет образовываться воздушным пузырькам. Расходники ЭМЧС особенно эффективно работают при сварке заготовок небольшой толщины – не более 1 см. Предварительно нагревать деталь не обязательно.
- Серия ЦЧ-4. Наиболее распространенная маркировка. Стержень из сплава со сложным составом, очень хорошо подходит для соединения с чугуном при расплаве. Обмазка выполнена из химических элементов, которые хорошо взаимодействуют с углеродом в чугуне при высоком температурном режиме. При такой реакции образуется ровный и качественный шов. Перед сваркой детали можно предварительно прогреть, а можно обойтись и без этого. Серия цч 4 является наиболее популярной.
- Серия ОЗЧ-1. Стержень сделан из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13. Чугунные стержни покрыты сложной обмазкой из углекислого бария и карборунда. Также в состав входит жидкое стекло и графитовые добавки.
- Неплавящиеся электроды. Сварка осуществляется посредством вольфрамовых, угольных или графитовых стержней. В участок нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Подводя итог, стоит отметить, что сварка чугуна – процесс непростой, который сопровождается множеством нюансов. Однако, главное условие для получения прочного и надежного шва – верно подобранные электроды для чугуна.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка чугуна электродом в домашних условиях
Обычно в бытовых условиях сварить между собой изделия, произведенные из стали, не представляет собой никакой сложности, но технология работы с чугуном подразумевает определенные особенности, которыми владеет далеко не каждый сварщик, даже имеющий опыт. Прежде всего необходимо отметить, что нужно будет подобрать правильные электроды для качественной сварки чугуна.
Обязательно следует принимать во внимание ключевые особенности данного материала. Для этого необходимо учитывать, что чугун представляет собой сплав железа с углеродом, в котором содержание последнего не превышает 2,14%. Именно данный момент сильно сказывается на получении качественного сварного соединения. Сварка чугуна будет довольно проблематичной вследствие ряда причин:
- В данном материале при проведении сварочных работ будут регулярно образовываться поры и трещины;
- Если будет производиться подобная обработка, то станут возникать разного рода каленые структуры, убирать которые с поверхности изделия будет довольно проблематично;
- Когда будет производиться сварка тонкого чугуна электродами, вследствие серьезного перегрева материала может возникать его рассыпание.

Чугун может быть двух основных разновидностей:
- Белый, который вообще не способен реагировать на проведение сварочных работ вследствие своей твердости и хрупкости. Его можно только шлифовать.
- Серый представляет собой довольно мягкое изделие, по сути, будет производиться обработка ковкого чугуна. Его можно с легкостью обрабатывать, в том числе и подвергать сварочным работам.
Как осуществляется сварка чугуна электродом?
Чтобы получить качественное соединение, необходимо правильно подобрать электроды для сварки чугуна, которые должны будут функционировать при использовании соответствующего оборудования. При этом следует принимать во внимание, что в районе образования сварного соединения этот металл будет становиться довольно хрупким. Этот факт связан с тем, что при проведении сварных работ электросварка становится причиной возникновения определенных перегрузок, что в итоге приводит к увеличению хрупкости данной стали, так как углерод будет подвергаться дополнительной кристаллизации.
Если чугун сваривают в промышленных условиях, то это приводит к необходимости создания определенных технологических факторов, чтобы заготовка не начала раскрашиваться. В частности, будет необходимо разогреть металл до температуры от 600 до 700 градусов.
Какими электродами можно пользоваться при сварке чугуна?
Для того чтобы сварное соединение заготовок, изготовленных из чугуна, получилось наиболее качественным, следует использовать следующие марки электродов, предназначенных именно для сварки чугуна:
- ОЗЧ-2 – эта продукция оснащена специальным стержнем, изготовленным из меди, которая дополнительно покрывается веществом, содержащим в себе большое количество графита;
- МНЧ-2 – данные изделия в качестве стержня имеют специальный сплав, содержащий в себе никель, железо, марганец и медь. Данная продукция позволяет получить соединение максимально высокого качества, однако эти электроды отличаются высокой ценой.

Сварка чугуна по холодной методике потребует соблюдения определенной технологии, которая будет заключаться в образовании сварного соединения определенной ширины. В процессе выполнения работ также придется следить за тем, чтобы соединяемые между собой заготовки не достигли определенной температуры. В противном случае в районе формирования сварного шва металл станет довольно хрупким.
Сварочные электроды, предназначенные для работ по чугуну, предусматривают, что основной металл будет остывать достаточно медленно, поэтому плавятся они не слишком быстро.
Если будут возникать определенные дефекты при формировании сварного соединения, то нужно будет воспользоваться специальной подложкой, выполненной из графита. Она позволяет не допустить вытекания металла из формируемого сварного соединения.
Технология получения соединения элементов из чугуна
Сварка чугуна электродом в домашних условиях может потребоваться в самых разных случаях. В частности, у многих людей до сих пор установлены чугунные ванны, которые отличаются хрупкостью. Если такая конструкция расколется, то ее сразу выбрасывать совершенно необязательно. При правильном применении сварочного метода изделию можно возвратить первоначальный вид. Сварка чугуна возможна при использовании определенных технологий:
- Нержавеющим электродом, однако данные работы должны осуществляться в среде инертного газа. Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
- Горячая технология сварки чугунной стали применяется исключительно в промышленных условиях. Перед непосредственным соединением заготовок, изготовленных из чугуна, их тщательно прогревают таким образом, чтобы они достигли одинаковой температуры. Только при соблюдении данного момента будет получено соединение наивысшего качества. Стоит отметить, что подобная технология может применяться исключительно теми сварщиками, которые осведомлены относительно способа проведения данных работ, к тому же они в обязательном порядке должны соблюдать все необходимые требования безопасности.
- Холодная технология сваривания чугунных стальных элементов применяется в бытовых условиях, когда к качеству соединения предъявляются минимальные требования.
Сварка чугуна с использованием газа
Данная методика может применяться как в бытовых, так и в промышленных условиях, особенно в случае, если к образуемому сварному соединению предъявляются определенные требования, связанные с прочностью. Эта технология прекрасно показывает себя, когда требуется проварить основной металл заготовок на незначительную глубину. В зависимости от используемого оборудования, режимов наложения сварного шва на соединяемые элементы довольно-таки много. Однако придется учитывать определенные моменты, которые так или иначе будут оказывать влияние на качество шва:
- Напряжение, которое подается на электрод.
- Квалификация сварщика, то есть как он будет накладывать расплавляемый электрод на основной металл.
- Сила тока, идущая внутри основного металла электрода.
- Скорость проведения электрода по соединяемым элементам.
Оптимальными будут следующие показатели: самым лучшим будет напряжение порядка 25-30 В при силе тока более 150 А. Скорость прохождения электрода не должна превышать 12 метров в час. В данном случае лучше всего использовать сварную проволоку, диаметр которой не должен быть больше 1 мм.
Как осуществляют холодную сварку чугуна?
Как было уже сказано выше, данная технология используется в бытовых условиях. Основной особенностью этого метода является отсутствие необходимости в привлечении какого бы то ни было специализированного оборудования. Холодная сварка подразумевает использование одного из следующих электродов:
- Медные с содержанием железа до 50%;
- Медные с добавлением не больше 15% никеля;
- Железно-никелевые;
- Стальные;
- Чугунные.
Для получения наиболее качественного соединения лучше всего пользоваться именно чугунными электродами. Благодаря им можно наложить последовательно один за другим валики сварного соединения. Если планируется использовать электроды, изготовленные из качественной стали, то для получения наиболее прочного и долговечного соединения следует дополнительно устанавливать металлические шпильки.
Как правило, электроды с содержанием железа и никеля применяются для того, чтобы произвести определенные ремонтные работы с чугуном, но для соединения заготовок из этого материала их использовать не рекомендуется. Они прекрасно подходят для заваривания трещин или сколов на чугуне, однако соединять чугунные элементы ими нежелательно. Это связано с тем, что они имеют слишком высокую температуру плавления, а этот фактор может серьезно нарушить кристаллическую решетку этого металла. В свою очередь, это сделает соединение чересчур хрупким — оно будет рассыпаться даже от незначительного физического воздействия.
При правильном подходе можно получить качественный сварной шов из чугуна, главное здесь – выбрать правильные электроды и оборудование.
electrod.biz
Электроды по чугуну – маркировки, выбор и маркировки

Появление электродов для сварки чугуна стала необходимостью, которая коснулась ремонтных процессов чугунных деталей. Все дело в том, что в отличие от стали чугун обладает низким показателем свариваемости, поэтому электроды по чугуну стали своеобразной панацеей, которая помогла преодолеть данную проблему. А проблема обуславливалась следующими факторами:
- Быстрое падение температуры в зоне сварочного шва, которое становилось причиной так называемого отбеленного участка. А это повышенная твердость материала, мешающая при обработке чугуна.
- В зоне шва образовывались оксиды тугоплавкого типа. Именно оксиды не позволяют качественно вести сварку чугуна.
- Сам по себе жидкий чугун – это материал с высоким показателем текучести. А это затрудняет формирование шва.
- Неравномерное остывание и нагрев зоны стыковки двух чугунных заготовок – это причины появления трещин.
- При сильном нагреве чугуна происходит интенсивное выделение газов из тела металла. А это вероятность образования большого количества пор внутри сварного шва в процессе быстрого остывания.
Типы чугунных электродов
Все существующие электроды для сварки чугуна делятся в зависимости от:
- Вида сварки: горячая или холодная.
- От марки чугуна: серого, ковкого или высокопрочного.
- Толщины свариваемых деталей.
- Технологического процесса.
- Требований к качественным показателям сварного шва.
Сварка холодным способом
Для сваривания чугуна холодной технологией необходимо использовать электроды, в состав которых входят такие металлы, как медь и никель. Медь не растворяется в чугуне, поэтому шов получается однородным. Никель, наоборот, хорошо растворяется в железе, но при этом не взаимодействует с углеродом. Следствие – ровный шов без трещин и пор, хорошо поддающийся обработке.
Эта разновидность электродов для чугуна делится на три подвида, в каждом из которых свои марки.
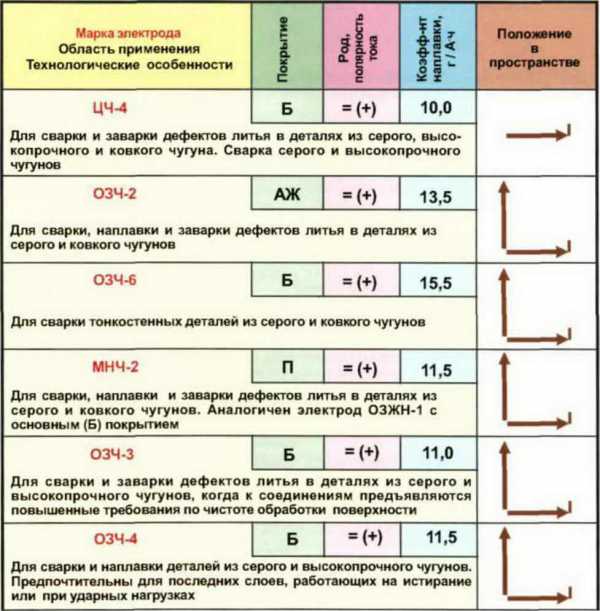
- МНЧ-2. Состоит из железа, никеля и меди. Может использоваться дополнительно для плавки и заварки литья. Варит все виды чугунов при обратной полярности. Шов из такого электрода легко поддается механической обработке, после которой стык обеспечивается высокой чистотой поверхности и прекрасной плотностью заполненного пространства. Рекомендуется использовать эти электроды, когда соединяются заготовки, работающие в агрессивных средах.
- ОЗЧ-6 и ОЗЧ-2. Это железо и медь. ОЗЧ-6 используется, когда надо сварить тонкие детали из серого или ковкого чугуна. В них используется основная обмазка, сварка производится постоянным током, полярность обратная. ОЗЧ-2 – все то же самое, что и у предыдущей марки, только обмазка у них кислая.
- ОЗЧ-3 и 4, ОЗЖН-1 и 2. Это железо и никель или только никель. ОЗЧ-3 используется, если предъявляются повышенные требования к обрабатываемой чугунной заготовке. Варить такими электродами можно серый или высокопрочный чугун. ОЗЧ-4 используют для соединения или ремонта деталей, которые подвергаются большим ударным нагрузкам или работают в зонах истирания. У них основная обмазка, как и у ОЗЧ-3. ОЗЖН-1 или 2 – это стандартная марка, подходящая под сварку серого и высокопрочного чугуна. Рекомендуется сварку этими электродами проводить в нижнем или вертикальном положении.
Есть еще несколько марок сварочных электродов по чугуну. Это электрод ОК92.18. Применяют его при сварке не очень толстых заготовок (максимум три слоя) с предварительным нагревом металла. Чаще всего используют при ремонтных работах, когда необходимо заварить трещины. Варит ковкий и высокопрочный чугун, как на переменном, так и на постоянном токе. Стержень на никелевой основе. Обмазка – основная с большим содержанием углерода, поэтому варить чугуны, в которых в большом процентном содержании находятся сера или фосфор запрещается.
ЦЧ-4 используют для сварки деталей из чугуна и стали. Одна из самых распространенных марок. Чугун в этом случае может быть и ковким, и высокопрочным, и серым. Можно сварку проводить и с предварительным нагревом, можно без такового. Ток сварки постоянный, при высоких токах можно использовать переменный. Положение сварки – нижнее.
Ficast NiFe K – это марка относится к третьей подгруппе, используется, когда появляется необходимость приварить стальную заготовку к чугунной (серый или ковкий). С его помощью можно варит швы в любых положениях. Получается достаточно прочный стык без трещин, который легко поддается обработке.
ZELLER 855 обладает всеми характеристиками, что и предыдущий электрод. Правда, им можно варить загрязненные детали, кромки с ржавчиной, с масляными пятнами и так далее.
Горячая сварка чугуна
При правильном подходе к сварочному процессу результат может быть высококачественным. Сам сварочный процесс может проводиться:
- Стальными электродами. Здесь могут быть использованными марки УОНИ или АНО.
- ОМЧ-1. Варить можно заготовки только из серого чугуна. По сути, это литые чугунные прутки, которые покрываются специальной обмазкой. Диаметр таких электродов варьируется в пределах 3-6 мм.
- Электродами с чугунным стержнем марки А или Б. Марка «А» – применяется для дуговой или газовой сварки. «Б» для дуговой холодной и горячей. Диаметр стержней от 4 мм до 16 мм. В покрытие этих электродов специально вводятся добавки, которые стабилизируют сварочный процесс. Особенно хочется отметить добавку «термит», которая замедляет остывание сварочного металла. А это повышение качественных характеристик стыка. Правда, широкого применения эта технология не нашла. Лучший результат показала полугорячая сварка при температуре 300С.
Горячая сварка чугуна – это возможность получить сварной шов по плотности и составу точно таким же, как свариваемые чугунные заготовки. Поэтому обрабатывать его очень легко, да и механические качества стыка ничем не отличаются от свариваемого чугуна. Но у этого способа немало сложностей. К примеру, сложность организации самого сварочного процесса. Особенно это касается формовки в зоне сваривания. Не просто провести прогрев деталей на всю толщину. Да и продолжительность сварочного процесса слишком большая, что приводит к увеличению себестоимости сварки в целом.
Но горячая сварка чугуна избавляет от всех негативных моментов, которые появляются при холодном способе. К примеру, отсутствие отбеливание материала или закалки металла. В настоящее время сварщики используют разные температуры нагрева зоны сваривания.
- 500-600С – это горячая сварка.
- 300-400С – это полугорячая.
- 150-200С – теплая.
Внимание! Сильный нагрев чугуна приведет к изменению его структуры, поэтому не рекомендуется его нагревать свыше +650С. При этом скорость нагрева должна быть 120-150С в час. Нужно придерживаться и медленного остывания.
Сварка неплавящимися электродами – это еще одна разновидность соединения двух чугунных заготовок. Здесь могут быть использованы и вольфрамовые электроды, и угольные, и графитовые. Главное правильно подобрать присадочный элемент. А вот тут разнообразие большое. Здесь могут быть использованы литые чугунные стержни, стальные с содержанием никеля, медные, алюминиевые и другие металлы. Сварка может проводиться при помощи бура (флюса) или инертного газа. Чаще всего сварщики пользуются сваркой с вольфрамовыми электродами в зоне защитного газа (аргона) с применением никелевой присадки.
Разнообразие электродов для сварки чугунных заготовок достаточно широкое. У каждого из них свои условия сварки, поэтому при выборе нужно правильно подобрать электрод к требованиям сварочного процесса. Немного ошиблись, и получите низкое качество конечного результата. А это трещины, поры, отбеленный чугун и сложность дальнейшей обработки.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов
Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Особенности материала
представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.

Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
Выделяют два вида выполнения соединения данного материала: холодная и горячая сварка.

Подогрев при сварке чугуна.
В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
Количество шпилек зависит от формы и длины соединения. Также в данном случае следует учитывать состав стержня, которым осуществляется соединение. Обычно такие электроды изготавливаются самостоятельно.
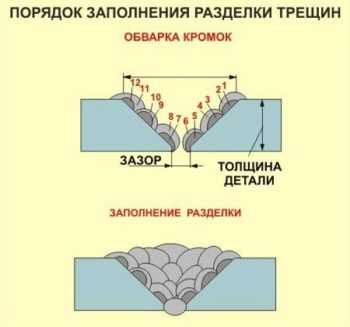
Схема наплавки при сварке чугуна.
Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
Как правильно сваривать чугунные детали?
чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Если правильно варить чугун по технологии холодной сварки, то в процессе работы материал будет закаляться из-за быстрого отвода тепла. В конечном итоге, твердость соединения окажется существенно выше, чем у детали.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.
Горячая сварка чугуна.
Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
В холодной сварке лучше работать стержнями с покрытием. Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Стоит отметить, что не только сварочные для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
tutsvarka.ru
Какие электроды по чугуну лучше использовать
Соединив железо и углерод, человек получил особенный материал – чугун. Но без специальных добавок он получается хрупким. Поэтому обязательно выполняется легирование сплава, то есть, к основным компонентам добавляют хром, никель или магний. Элементы придают соединению такие свойства, как:
- легкость;
- прочность;
- устойчивость к коррозии.
Но они не облегчают процесс сварки, в которой нуждаются изделия из сплава. Для выполнения работы требуются специальные электроды по чугуну. Они бывают разных видов, что слегка усложняет выбор. В статье рассматриваются виды и отличия расходных материалов, маркировка электродов по чугуну, а также их выбор.

Особенности материала
Для сплава характерна низкая свариваемость. Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Причины затруднений в работе легко также бывают следующими:
- образуются не проваренные участки в зоне соединения из-за окисления поверхности;
- место стыка быстро охлаждается и становится твердым;
- процесс сварки такого металла усложняется из-за его жидкотекучей формы. Поэтому удержать сплав в одном месте непросто.
Особенностью сварки чугунный изделий является необходимость поддержания равномерного нагрева и охлаждения деталей. При халатном отношении к требованию на месте соединения могут появиться трещины. Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Для чугуна важно подобрать электроды с определённым химическим составом и правильный метод обработки.
Какими электродами можно варить чугун – виды и свойства
Электроды по чугуну различаются по материалу, из которого выполнен стержень. Это может быть следующее:
- проволока, изготовленная либо из легированной стали, либо из углеродистой стали;
- прутки, созданные из чугуна;
- медная проволока.
Все детали, которые произведены из стали, обрабатываются специальным составом, содержащим ферросилиций. Благодаря их использованию получают сварочный шов, который состоит из серого вида.
Этот вид расходного материала чаще всего используется для соединения несложных деталей, на которые в будущем не будет прикладываться серьёзная нагрузка. Материал подходит для применения в домашних условиях. Но прежде чем приступать к сварке, важно ознакомиться с основными нюансами работы, чтобы получить плотный и надёжный шов.
Марка электродов по чугуну СВ-08 и СВ-08А говорит о том, что они изготовлены из стальной проволоки. Существуют и другие виды, каждых из которых обладает индивидуальными качествами. Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором – компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
Маркировка и обозначение
Выбрать подходящий расходный материал, можно по наименованию изделий, установленных ГОСТом. Маркировка даст необходимую информацию о составе. Большинство изделий изготавливается из железа, но есть и с другими химическими элементами.
Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
- М-меди;
- Н- никеля;
- Ч- предназначен для чугуна;
- 2-соотношение основных элементов.
Профессионалы и домашние мастера давно используют определённые электроды для сварки чугуна, среди которых следует отметить следующие:
- ОЗЧ-4, который выгоден, потому что позволяет соединять детали в любом положении;
- ОК -92.18, подходящий для горячей сварки;
- ЦЧ-4, относящийся к универсальным электродам.
Расходные материалы также выпускаются зарубежными производителями – UTP и ASPIK. Выбор для конкретного случая зависит от типа сплава и толщины изделия.
Какие выбрать электроды
Главным критерием при покупке является соответствие материала типу свариваемого предмета. Несмотря на наличие универсальных изделий, рекомендуется сваривать электродом, стержень которого выполнен из особого материала.
При выборе также следует присмотреться к наружной обработке, которая бывает основной или кислой. Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Для тонкостенных предметов применяются элементы, толщина которых совпадает с толщиной изделий или максимально приближена. Проигнорировав правило, мастер сталкивается с залипанием или плавлением деталей насквозь. Из-за этого пострадает внешний вид изделия.
Насколько успешной, быстрой и результативной окажется работа, определяется правильностью выбора расходных материалов. Поэтому мастерам, которые впервые в жизни собираются соединить детали из этого сплава при помощи сварки рекомендуется использовать проверенные элементы, вроде марок ИНЧ-2, ЦЧ-4. Их толщина составляет от 3 до 6 мм, поэтому шов получится качественным. Из зарубежных марок для этого случая подходит универсальная UTP, обладающая всеми необходимыми свойствами.
Для серых и высокопрочных чугунов применяются марки ОЗЖН – 1 и ОК- 92.18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.
Чем заварить ковкий чугун
На сегодняшний день все марки электродов для сварки чугуна обеспечивают качественное соединение металлических сплавов. Но крайне важно для каждого вида сплава подобрать правильные варианты, потому что они значительно упростят процесс.
Поэтому для ковкого чугунного изделия следует выбирать такие марки электродов, как:
- ОЗЧ-2, для которого не нужен подогрев и допускаются любые положения для работы, кроме полупотолочного;
- МНЧ-2, главное достоинство которого – стойкость к появлению трещин. Сварка выполняется постоянным током обратной полярности.
Какие электроды подходят для серого чугуна
Другой вид сплава – серый также требует использования конкретных марок при сварке. Наплавка материала осуществляется следующими видами – ОЗЧ-2 и ОЗЖН-1. Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Способ сваривания металла также следует учитывать, выбирая детали из широкого ассортимента.
Холодная сварка чугуна – нюансы и выбор электродов
Холодная сварка – это один из самых распространённых способов соединения деталей. Она отличается от горячего метода длительной подготовкой. Перед началом сварки требуется зачистка, фрезеровка и сверление изделий. Таким образом добиваются максимальной чистоты и гладкости.
Электроды для холодной сварки чугуна рекомендуется использовать следующие:
- чугунные;
- стальные;
- медные, но содержащие не более 50% железа;
- медные, в состав которых входят 15% никеля.
Если детали соединяются при помощи холодного метода, то следует следить за тем, чтобы они не достигли определённой температуры. Иначе шов в месте соединения получится очень хрупким. К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
Наиболее качественный результат можно получить, используя чугунные электроды. В процессе крайне важно придерживаться всех требований и правил безопасности, подобрать правильные материалы, тогда можно будет надеяться на ожидаемый результат. После изучения нюансов работы с ней справится и непрофессионал.
oxmetall.ru