Электроды э42а гост 9467 75: Электроды э42 гост: диаметр, характеристики, применение – купить
alexxlab | 24.05.2023 | 0 | Разное
Характеристики отечественных электродов – ООО “АРКГОУ”
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 00
00 08
08
 52
52 35
35 03
03Условные обозначения сварочных электродов по ГОСТ
Условные обозначения электродов, приведенные в каталоге после маркировки электродов, составлены в соответствии с требованиями стандартов на электроды:
- ГОСТ 9466-75
«Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования». - ГОСТ 9467-75
«Электроды покрытые для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
Типы». - ГОСТ 10051-75
«Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы». - ГОСТ 10052-75
«Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы». Условное обозначение электродов дает сведения об их основных характеристиках. Структура условного обозначения электродов, в соответствии с которой составлены обозначения, приводимые в каталоге, показана на схеме.
Схема структуры условной маркировки электродов
1 – тип; 2 – марка; 3 – диаметр, мм; 4 – обозначение назначения электродов; 5 – обозначение толщины покрытия; 6 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7 – обозначение вида покрытия; 8 – обозначение допустимых пространственных положений сварки или наплавки; 9 – обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока.
Для электродов, не подпадающих под действие ГОСТ 9466-75 (электроды для сварки и наплавки чугуна, меди, резки металлов), условные обозначения не разрабатывались и в каталоге не показаны. Для всех марок в число приемо-сдаточных характеристик, помимо указанных, входят также общие технические требования по ГОСТ 9466-75; ТУ 14-4-644-65; ТУ 14-4-831-77; ТУ 14-4-321-73; ТУ 32-ЦТВР-611-88.
Условное обозначение положения сварки
Электроды с рутиловым покрытием и Электроды с целлюлозным покрытием г. Новосибирск
поставка
Сварочные материалы и оборудование
Главная \ Сварочные электроды \ Электроды для сварки углеродистых и низколегированных конструкционных сталей
Вернуться в каталог
К группе электродов для сварки углеродистых и низколегированных конструкционных сталей относятся электроды, предназначенные для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 590 МПа. Основными характеристиками электродов являются механические свойства металла шва и сварного соединения: временное сопротивление разрыву, относительное удлинение, ударная вязкость, угол изгиба. По этим показателям электроды, согласно ГОСТ 9467-75, классифицируются на следующие типы (в условном обозначении типа электрода две стоящие за буквой “Э” (электрод) цифры соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм2): Э38, Э42, Э46 и Э50 Э42А, Э46А и Э50А Э55 и Э60 – кислым, Электроды с кислым покрытием. Электроды с рутиловым покрытием. Электроды с основным покрытием. Электроды с целлюлозным покрытием. Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз. |

 Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
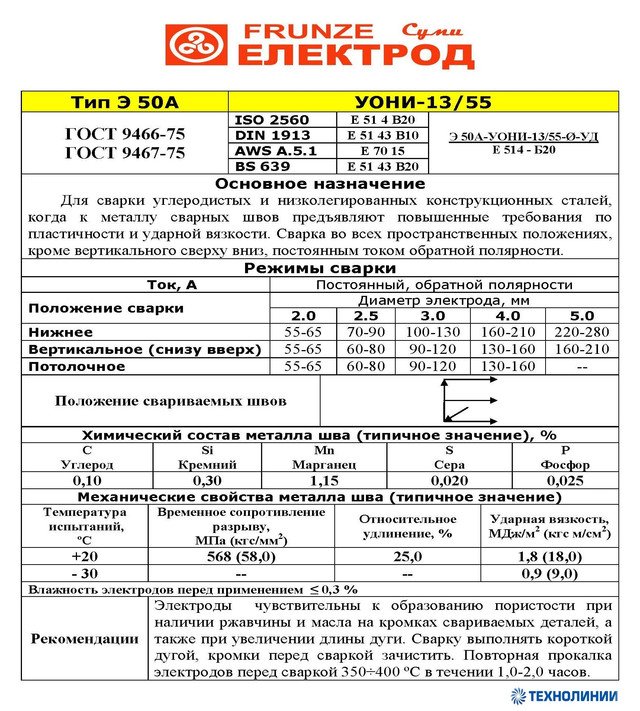
 Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).
Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).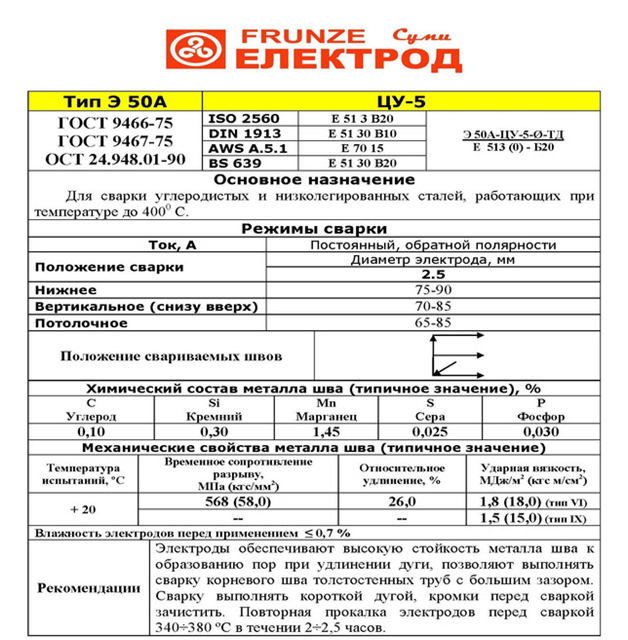
Электроды для сварки углеродистых и низколегированых конструкционных сталей
| Марка электрода | Тип по ГОСТ 9467-75 | Диаметр, мм | Положение сварки | Род сварочного тока |
|---|---|---|---|---|
| ОЗС-41 | Э38 | 3,0; 4,0;5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-42 | Э42 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-12И/42 | Э42 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОМА-2 | Э42 | 2,0; 2,5; 3,0 | Все | переменный, постоянный |
| Огонек | Э42 | 2,0 | Все | переменный, постоянный |
| ОЗС-23 | Э42 | 2,0; 2,5;3,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/45 | Э42А | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| ОЗС-3 | Э46 | 3,0; 4,0; 5,0 | Нижнее | переменный, постоянный |
| ОЗС-4 | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-4И | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-6 | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-12 | Э46 | 2,0; 2,5; 3,0; 4,0; 5,0 | Все | переменный, постоянный |
| ОЗС-12И | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-21 | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/55К | Э46А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| УОНИ-13/55 | Э50А | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| УОНИ-13/55Т | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/55Г | Э50А | 3,0; 4,0 | Все, кроме вертикального сверху вниз | постоянный |
| ОЗС-28 | Э50А | 3,0; 4,0; 5,0 | Все | переменный, постоянный |
| ОЗС-33 | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/65 | Э60 | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| ВИ-10-6/Св-08А | Э60 | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
Электроды для сварки углеродистых и низколегированных конструкционных сталей специализированного направления.
| Марка электрода | Тип по ГОСТ 9467-75 | Диаметр, мм | Положение сварки | Род сварочного тока | Область применения |
|---|---|---|---|---|---|
| ОЗС-17Н | Э46 | 4,0; 5,0 | Нижнее | переменный | Сварка наклонным электродом |
| ОЗС-30 | Э46 | 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | Сварка ванн горячего цинкования |
| ОЗС-32 | Э46 | 3,0; 4,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | Сварка оцинкованных сталей |
| ОЗС-18 | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка атмосферо-коррозионно-стойких сталей типа 10ХНДП |
| ОЗС-25 | Э50А | 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 400С |
| ОЗС/ВНИИСТ-27 | Э55 | 3,0; 4,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 600С |
| ОЗС-29 | Э50А | 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 600С |
| ОЗС-24М | Э60 | 3,0; 4,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 700С |
| УОНИ-13/55У | Э55 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | Сварка стержней арматуры железобетонных конструкций и рельсов |
| ВСЦ-4М | Э42 | 4,0 | Все | постоянный | Сварка стыков трубопроводов |
| ТМУ-21У | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка стыков трубопроводов |
| ВСФ-65У | Э60 | 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка стыков трубопроводов |
производственное здание 12 х 42 м | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Описание
Конструктивные и объемно-планировочные решения Рабочие чертежи марки КМ используются для разработки чертежей марки КМД. При необходимости отклонения от чертежей марки КМ согласовываются с проектной организацией. Проектируемое здание – производство, размеры здания в осях 12,0х42,0м, пристройка 6,0х12,0м. Высота здания 7,5 м. За относительную отметку 0,000 принимается уровень чистого пола. Конструктивное решение каркаса. Здание представляет собой металлический каркас каркасно-связной схемы. Соединение ферм и колонн шарнирное. Соединение колонн с фундаментом жесткое в плоскости рамы, шарнирное от плоскости рамы. Общая устойчивость здания обеспечивается жестким сопряжением колонн с фундаментами в плоскости рамы, вертикальными связями по колоннам от плоскости рам, горизонтальными связями по покрытию. Устойчивость ферм обеспечивается системой горизонтальных и вертикальных связей на покрытии. Ограждающие конструкции – стеновые сэндвич-панели толщиной 150мм, кровельные сэндвич-панели толщиной 200мм. Кровельные сэндвич-панели для надстройки в осях 6-8/В-В должны иметь несущую способность не менее 540 кгс/м2 при двухпролетной схеме (2 пролета по 2,8м).
При необходимости отклонения от чертежей марки КМ согласовываются с проектной организацией. Проектируемое здание – производство, размеры здания в осях 12,0х42,0м, пристройка 6,0х12,0м. Высота здания 7,5 м. За относительную отметку 0,000 принимается уровень чистого пола. Конструктивное решение каркаса. Здание представляет собой металлический каркас каркасно-связной схемы. Соединение ферм и колонн шарнирное. Соединение колонн с фундаментом жесткое в плоскости рамы, шарнирное от плоскости рамы. Общая устойчивость здания обеспечивается жестким сопряжением колонн с фундаментами в плоскости рамы, вертикальными связями по колоннам от плоскости рам, горизонтальными связями по покрытию. Устойчивость ферм обеспечивается системой горизонтальных и вертикальных связей на покрытии. Ограждающие конструкции – стеновые сэндвич-панели толщиной 150мм, кровельные сэндвич-панели толщиной 200мм. Кровельные сэндвич-панели для надстройки в осях 6-8/В-В должны иметь несущую способность не менее 540 кгс/м2 при двухпролетной схеме (2 пролета по 2,8м). Расположение шторных полотнищ горизонтальное. Фахверк предназначен для крепления стеновых панелей, окон, дверей, ворот. Для подъезда автотранспорта в здании предусмотрены ворота в осях 6-7 по оси А. Ворота секционные, фирмы Алютех. Размеры проема в свет 3,5х3,5м. Фактические размеры полотна ворот следует уточнять при замерах после установки фахверковых конструкций. Нагрузки на металлоконструкции. Расчетное значение ветровой нагрузки 32,2 кгс/м2 (с учетом коэффициентов Сх по СНиП «Нагрузки и воздействия») Расчетное значение снеговой нагрузки 180,0 кгс/м2 Расчетная нагрузка на пол в осях 1-3/А-Б составляет 480 кгс/м2 с учетом с учетом веса раскоса толщиной не более 40мм. При отличии фактических нагрузок от принятых проектом изменение должно быть согласовано с проектной организацией Материалы и соединения элементов металлоконструкций Материал конструкции – сталь по ГОСТ 27772-88, С255 для ферменных поясов, С245 для других конструкций. Заводские сварные соединения – полуавтоматическая сварка в углекислом газе (по ГОСТ 8050-85), сварочная проволока марки Св-08Г2С.
Расположение шторных полотнищ горизонтальное. Фахверк предназначен для крепления стеновых панелей, окон, дверей, ворот. Для подъезда автотранспорта в здании предусмотрены ворота в осях 6-7 по оси А. Ворота секционные, фирмы Алютех. Размеры проема в свет 3,5х3,5м. Фактические размеры полотна ворот следует уточнять при замерах после установки фахверковых конструкций. Нагрузки на металлоконструкции. Расчетное значение ветровой нагрузки 32,2 кгс/м2 (с учетом коэффициентов Сх по СНиП «Нагрузки и воздействия») Расчетное значение снеговой нагрузки 180,0 кгс/м2 Расчетная нагрузка на пол в осях 1-3/А-Б составляет 480 кгс/м2 с учетом с учетом веса раскоса толщиной не более 40мм. При отличии фактических нагрузок от принятых проектом изменение должно быть согласовано с проектной организацией Материалы и соединения элементов металлоконструкций Материал конструкции – сталь по ГОСТ 27772-88, С255 для ферменных поясов, С245 для других конструкций. Заводские сварные соединения – полуавтоматическая сварка в углекислом газе (по ГОСТ 8050-85), сварочная проволока марки Св-08Г2С. Сварные и болтовые монтажные соединения. Сварные сборочные соединения выполнять ручной дуговой сваркой электродами Э42А по ГОСТ 9.467-75*. Принять неуказанные сварные швы при разработке комплекта CMD. Болтовые соединения – на болтах класса точности «В», класса прочности 5,8. Автоматическая сталь не должна использоваться. Минимальное усилие фиксации элементов – 5,0 тс. Изготовление и монтаж металлоконструкций Сборка ферм и их отдельных частей производится на заводе-изготовителе в жестких проводниках. Возможные зазоры между фермами и оголовками колонн при монтаже должны быть заполнены прокладками, поставляемыми в комплекте с фермами. Для обеспечения устойчивости конструкций при монтаже должны использоваться временные связи. Все конструкции из закрытых профилей должны быть герметизированы. В торцах профилей необходимо предусмотреть заглушки из стали Т4 С245 Размер предварительной затяжки для фундаментных болтов колонн К1 – не менее 4,5 у.е., для стоек фахверка Сф2, Сф3 – не менее 2,0 у.е.
Сварные и болтовые монтажные соединения. Сварные сборочные соединения выполнять ручной дуговой сваркой электродами Э42А по ГОСТ 9.467-75*. Принять неуказанные сварные швы при разработке комплекта CMD. Болтовые соединения – на болтах класса точности «В», класса прочности 5,8. Автоматическая сталь не должна использоваться. Минимальное усилие фиксации элементов – 5,0 тс. Изготовление и монтаж металлоконструкций Сборка ферм и их отдельных частей производится на заводе-изготовителе в жестких проводниках. Возможные зазоры между фермами и оголовками колонн при монтаже должны быть заполнены прокладками, поставляемыми в комплекте с фермами. Для обеспечения устойчивости конструкций при монтаже должны использоваться временные связи. Все конструкции из закрытых профилей должны быть герметизированы. В торцах профилей необходимо предусмотреть заглушки из стали Т4 С245 Размер предварительной затяжки для фундаментных болтов колонн К1 – не менее 4,5 у.е., для стоек фахверка Сф2, Сф3 – не менее 2,0 у.е.