Электроды по дереву: Страница не найдена – ccm-msk.com
alexxlab | 28.02.1990 | 0 | Разное
Электроды по дереву – flagman-ug.ru
Содержание
- Существующие виды электродов, их классификации и характеристики
- ДЛЯ ЧЕГО НУЖНЫ ЭЛЕКТРОДЫ?
- ТАК КАКИЕ БЫВАЮТ МАРКИ ЭЛЕКТРОДОВ? КАКИЕ БЫВАЮТ ВИДЫ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ?
- КЛАССИФИКАЦИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ
- ВИДЫ СВАРОЧНЫХ ПРОВОЛОК
- НЕКОТОРЫЕ ПРАВИЛА ИСПОЛЬЗОВАНИЯ ЭЛЕКТРОДОВ
- Способ изготовления деревянных электродов электрофильтра
- Выбираем сварочные электроды
- Электроды – устройство и принцип действия.
- Характеристики электродов.
- Как выбрать электроды для ручной электросварки?
- Критерии выбора электродов
- Электроды для ручной дуговой сварки
- Классификация электродов для ручной дуговой сварки
- Применение электродов
- Особенности покрытия
- Принципы маркировки
- Рекомендации по выбору электродов
Существующие виды электродов, их классификации и характеристики
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
ДЛЯ ЧЕГО НУЖНЫ ЭЛЕКТРОДЫ?
Обычно они служат для соединения чугунов и сталей , цветных металлов , но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
ТАК КАКИЕ БЫВАЮТ МАРКИ ЭЛЕКТРОДОВ? КАКИЕ БЫВАЮТ ВИДЫ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся . Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам .
Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам .
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
КЛАССИФИКАЦИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва ( изгиб, сопротивление разрыву , насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
ВИДЫ СВАРОЧНЫХ ПРОВОЛОК
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем .
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги , предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов , в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак , в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.

- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении . Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях , кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.

НЕКОТОРЫЕ ПРАВИЛА ИСПОЛЬЗОВАНИЯ ЭЛЕКТРОДОВ
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка . Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном , сталью, многими цветными металлами , прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы . Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Способ изготовления деревянных электродов электрофильтра
Изобретение относится к газоочистке при изготовлении электродов электрофильтров из дерева. Цель — повышение электропроводности электрода, снижение трудозатрат на его изготовление. Электроды , выполненные из дерева, пропитывают хлорсульфополиэтиленом или олигопропиленом на глубину 1-2% отсечения электрода и обрабатывают при 40-60° С концентрированной серной кислотой в течение 5-6 ч. 1 табл. Ё
РЕСПУБЛИК (51)5 В 03 С 3/00
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4758335/26 (22) 09. 11.89 (46) 15.03.92 Бюл. № 10 (71) Государственный научно-исследовательский институт по промышленной и санитарной очистке газов, Московский химико-технологический институт им.
11.89 (46) 15.03.92 Бюл. № 10 (71) Государственный научно-исследовательский институт по промышленной и санитарной очистке газов, Московский химико-технологический институт им.
Д.И.Менделеева и Гродненское производственное объединение «Азот» (72) В.С.Осипчик, А.А.Машкин, В.В,Ходневский; Н.В.Иванов, А.А.Кудашев и В.А.Зозуля (53) 621.359.4 (088 8) (56) Патент Англии № 1426495, кл. В2 J, 1976.
¹ 2853150, 55-119, 1958.
Авторское свидетельство СССР
¹ 1655577, кл. В 03 С 3/00, 1989, Изобретение относится к изготовлению газоочистных и пылеулавливающих устройств, предназначенных для очистки технологических газов и охраны воздушного бассейна, и может найти широкое применение в промышленности по производству минеральных удобрений, цветной металлургии, химической, нефтехимической и других отраслях промышленности.
Цель изобретения — повышение электропроводности электрода, снижение трудозатрат на его изготовление.
Способ осуществляется следующим образам.
Электроды, выполненные из древесины, пропитывают хларсульфаполиэтиленом или олигопрапиленом, на глубину 1-2% от сечения электрода и обрабатывают при 40—
„„5iJ„, 1719087 А1 (54) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА (57) Изобретение относится к газоочистке при изготовлении электродов электрофильтров из дерева. Цель — повышение электропроводности электрода, снижение трудозатрат на его изготовление. Электроды, выполненные из дерева, пропитывают хлорсульфополизтиленом или олигопропиленом нв глубину 1-2% от сечения электрода и обрабатывают при 40-60 С концентрированной серной кислотой в течение 5-6 ч. 1 табл.
Цель — повышение электропроводности электрода, снижение трудозатрат на его изготовление. Электроды, выполненные из дерева, пропитывают хлорсульфополизтиленом или олигопропиленом нв глубину 1-2% от сечения электрода и обрабатывают при 40-60 С концентрированной серной кислотой в течение 5-6 ч. 1 табл.
60 С концентрированной (конц. 92-95%) серной кислоты в течение 5 — 6 ч.
Пример 1. Несущая часть электрода Ч() собирается из шунтираванных досок древе- С) сины хвойных пород. После чего на поверх- (© ность электрода наносится 3 слоя
— хлорсульфополизтилена, который пропитывает древесину на глубину 2% от площади сечения несущей. части электродов. Затем б электроды помещают в ванну серной кислоты концентрации 95% при 40 С, где они находятся в течение 5 ч. В течение этого времени и при указанных параметрах происходит деструкция всей поверхности дре-, весины и рабочая часть электродов становится электроправодящей (р=10 Ом см). После этого электроды устанавливаются в корпусе злектрофильтра, Технологические
Глубина от сече
Глубина от сече т=60 т=6 ч
Пример 2.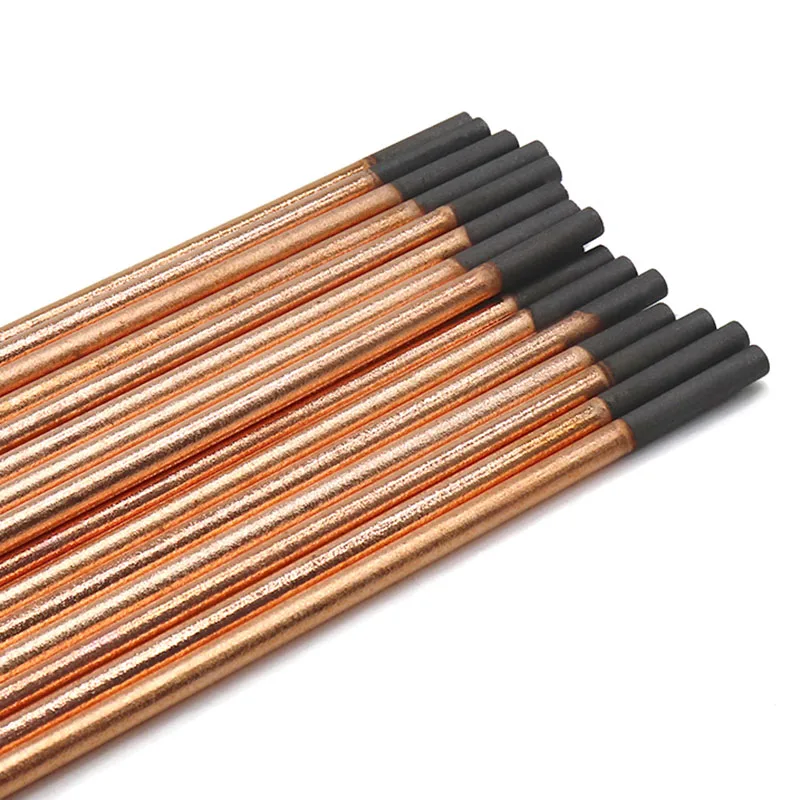 Несущая часть электрода собирается из шпунтованных досок древесных хвойных пород. После чего на поверхность электродов наносится 2 слоя олигопропилена, который пропитывает древесину на глубину 1 от площади сечения несущей части электродов. Затем электроды помещают в ванну серной кислоты концентрации 92 при 60 С, где они находятся в течение 6 ч. В течение этого времени и при укаэанных параметрах происходитдеструкция всей поверхности древесины и рабочая часть электродов становится электропроводящей (р =-10 Ом см). После
Несущая часть электрода собирается из шпунтованных досок древесных хвойных пород. После чего на поверхность электродов наносится 2 слоя олигопропилена, который пропитывает древесину на глубину 1 от площади сечения несущей части электродов. Затем электроды помещают в ванну серной кислоты концентрации 92 при 60 С, где они находятся в течение 6 ч. В течение этого времени и при укаэанных параметрах происходитдеструкция всей поверхности древесины и рабочая часть электродов становится электропроводящей (р =-10 Ом см). После
6 этого электроды устанавливаются в корпусе электрофильтра.
Пример 1, Несущая часть электрода собирается из шпунтованных досок древесины хвойных пород. После чего на поверхность электродов наносится 3 слоя олигопропилена, который пропитывает древесину на глубину 1,57, от площади сечения несущей части электродов. Затем электроды помещают в ванну серной кислоты концентрации 92О при 60 С, где они находятся в течение 6 ч. В течение этого времени и при указанных параметрах происходит деструкция всей поверхности древесины и рабочая часть электродов становится электропроводящей (p =10 Ом см). После этого электроды устанавлива|отся в корпусе злектрофильтра.
После этого электроды устанавлива|отся в корпусе злектрофильтра.
Пример 4, Несущая часть электрода собирается из шпунтованных досок древесных хвойных пород, после чего на поверхность электродов наносится 2 слоя олигопропилена, который пропитывает древесину на глубину 1 Д от плошади сечения несущей части электродов. Затем злектроды помещают в ванну серной кислоты концентрацией 95Д при 40″ С. где они находятся 6 ч, В течение этого времени и при указанных параметрах происходит деструк5 ция всей поверхности древесины и рабочая часть электродов становится электропроводящей (о =-10 Ом см), После этого элект6 роды устанавливаются в корпусе электрофильтра.
10 Оптимизация режимов отработки технологии изготовления приводится в таблице.
Как видно из таблицы оптимальными режимами технологии изготовления элект15 родов является глубина пропитки 1-2О от сечения электрода, обработка при 40-60 С, в кис, оте концентрации 92 — 95 ф, в течение
5-6 ч, так как при этих режимах обработки получается электропроводящий рабочий
20 слой (p=10 Ом см) на электродах при сохранении химической стойкости самих электродов.
Предложенное техническое решение характеризуется значительно меньшими
25 трудозатратами в сравнении с прототипом.
Способ изготовления деревянных электродов электрофильтра, включающий обраЗ0 ботку электродов пропиткой в агрессивной среде и термообработку, о т л и ч а ю щ и и с я тем, что, с целью повышения электропроводности электрода и снижения трудозатрат на его изготовление, электроды
35 пропитывают хлорсульфополиэтиленом или олигопропиленом на глубину — 2 от сечения электрода и обрабатывают при 40 — 60
С концентрированной серной кислотой в течение 5-6 ч.
40 стика технологических операций модействии с концентрированной лотой (конц. 90 g происходит нараэцов на величину 80 — 85 мас. $ тельствует о химической нестойкоов и невозможности их использочестве электродов модействии с концентрированной лотой (конц. 92 g,) происходит деповерхностного слоя на глубину 1,5-2 мм с образованием электропроводящего слоя 10 О бухание на 17
Глубина пропитки,. от сечения 1,5
от сечения 1,5
Глубина протирки, % от сечения 1
Глубина протирки, от сечения 0,5 т=30 С т=Зч
Глубина протирки, от сечения 4
Протирка олигопропиленом (Протирка олигопропиленом
Глубина протирки, % от сечения 2,5 т = 60 С т=6 ч
Глубина пропитки,% от сечения 1,5 т-60 С .z =5÷
Глубина пропитки, от сечения 0,5 т =- 30 С Г=З ч
Глубина пропитки, % от сечения 1 с = 400С т4ч
При взаимодействии с концентрированной серной кислотой (конц. 91 %) происходит деструкция поверхностного слоя на глубину 2 мм с образованием электропроводящего слоя с p = 10 Ом, см, набухание
При взаимодействии с концентрированной серной кислотой (конц, 90 %) происходит незначительная деструкция поверхностного слоя на глубину 0,5-1 мм с образованием слоя полупроводника Р =
10 Ом см, набухание на 18 мас. %
При взаимодействии с концентрированной серной кислотой (конц. 85 %) происходит незначительная деструкция поверхностного слоя на глубину до 0,5 мм с образованием слоя полупроводника р„=
10 Ом см, набухание на 15 мас. %
%
При взаимодействии с концентрированной серной кислотой (конц. 88 %) происходит набухание образцов на величину
80-85 мас. %, ч-.о свидетельствует о химической нестойкости образцов невозможности их использовать в качестве злектродов
При взаимодействии с ко.гцентрированной серной кислотой (конц. 92 %) происходит деструкция поверхностного слоя на глубину 1,5-2 мм с образованием злектропроводящего слоя с p÷= 10 OM см, набуб хание мас.15 j;
При взаимодействии с концентрированной серной кислотой (конц. 95.%) происходит деструкция поверхностного слоя на глубину 2 мм с образованием электропроводящего слояс р,== 10 Ом см, набуб хание на 13 мас. %
При взаимодействии с концентрированной серной кислотой (конц. 90 %> происходит деструкция поверхностного слоя на глубину 0,5 — 1 мм с образованием слоя полупроводника р = 10 Ом см, набухание
При взаимодействии с концентрированной серной кислотой (конц. 85 %) .происходит незначительная деструкция поверхностного слоя на глубину до 0,5 мм с образованием слоя полупроводника р =
Выбираем сварочные электроды
Электроды – устройство и принцип действия.

Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.
Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки — шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.
При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» — к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.
Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов.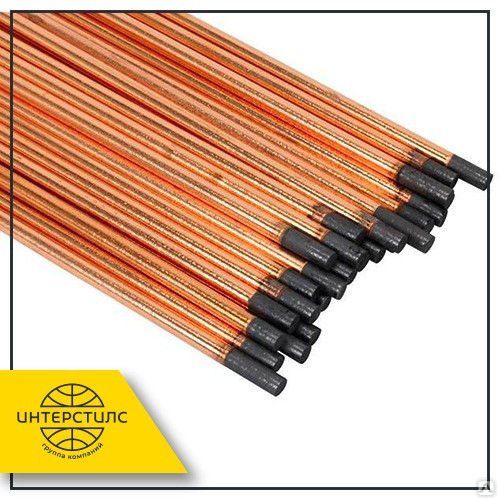 Наиболее распространенными покрытиями являются рутиловое и основное.
Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.
Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество.
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.

Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46. 00
00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики.
 Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т». - Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.

- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г».
 В этом случае толщина более 80%.
В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.

- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности.
 В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов.
 Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей. - ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.

- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.

На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина.
 При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла. - Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм.
 Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм. - При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Сварочные электроды Монолит РЦ 1 кг ф-3мм для сварки металла
Условия применения
Коэффициент наплавки – 9,5 г/А. ч. Расход электродов на 1 кг наплавленного металла – 1,75 кг.
ч. Расход электродов на 1 кг наплавленного металла – 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
Mn | Si | C | P | S |
0,40-0,65 | 0,15-0,40 | не более | ||
0,11 | 0,035 | 0,030 | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость,Дж/см2 |
≥450 | ≥22 | ≥78 |
ОСОБЫЕ СВОЙСТВА
Электроды
МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей
уменьшенной величиной выделений и интенсивностью образования сварочного
аэрозоля и марганца при сварке металла. Это было
достигнуто путём подбора высококачественного сырья и высоким уровнем
контроля технологических процессов при производстве электродов.
Институтом электросварки им. Е.О. Патона НАН Украины и Институтом
медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Это было
достигнуто путём подбора высококачественного сырья и высоким уровнем
контроля технологических процессов при производстве электродов.
Институтом электросварки им. Е.О. Патона НАН Украины и Институтом
медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах..jpg) Возможность сгибать электрод без повреждения обмазки.
Возможность сгибать электрод без повреждения обмазки.
возможно сваривание по окисленным, масляным и окрашенным поверхностям.
РЕЖИМЫ СВАРКИ
Сила сварочного тока (А), для электрода диаметром, мм | |||||
2,0 | 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
40-80 | 50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Сварку
проводить постоянным током любой полярности (рекомендуется обратной «+»
на электроде или переменным током от трансформатора с напряжением
холостого хода не менее 50 В. )
)
Метизы по дереву
All CategoriesКаталог – Инструмент – – Абразивный инструмент – – – Брусок абразивный – – – Губки для шлифования – – – Круг абразивный на ворсовой основе под “липучку” – – – Круг абразивный на ворсовой основе под “липучку” перфорированный – – – Круг абразивный шлифовальный – – – Круг лепестковый торцевой – – – Круг лепестковый торцевой конический – – – Шкурка шлифовальная в рулонах на тканевой основе – – – Шкурка шлифовальная в рулонах на тканевой основе водостойкая – – Измерительный инструмент – – – Линейка – – – Рулетки – – – Рулетки геодезические – – – Угольник столярный – – – Уровень алюминиевый – – – Уровень строительный водяной – – – Штангенциркуль – – Малярный инструмент – – – Валик игольчатый – – – Валик меховой – – – Валик прижимной – – – Валик с ручкой – – – Валики сменные – – – Ванночка для валиков – – – Кисть круглая – – – Кисть макловица – – – Кисть радиаторная – – – Кисть флейцевая, нат. щетина – – – Миксер для красок и смесей – – – Рукоятка для валиков (бюгель) – – – Ручки телескопические – – – Шпатель пластмассовый – – Режущий инструмент – – – Буры, пики, зубила по бетону – – – – Бур по бетону SDS MAX – – – – Бур по бетону SDS+ – – – – Зубило канальное SDS+ – – – – Зубило плоское SDS MAX – – – – Зубило плоское SDS+ – – – – Пика SDS MAX – – – – Пика SDS+ – – – Диски алмазные – – – – Диски алмазные Turbo Extra, сухая резка – – – – Диски алмазные Turbo, сухая резка – – – – Диски алмазные сегментные, сухая резка – – – – Диски алмазные сплошные, мокрая резка – – – Диски отрезные (Луга) – – – – Диски зачистные по металлу – – – – Диски отрезные по камню – – – – Диски отрезные по металлу – – – Диски пильные по дереву – – – – Диски пильные по дереву, посадочный диаметр 20мм + кольцо 16/20 – – – – Диски пильные по дереву, посадочный диаметр 30мм – – – – Диски пильные по дереву, посадочный диаметр 32мм + кольцо 30/32 – – – Коронки по металлу – – – – Коронки Bimetall – – – – Хвостовик SDS PLUS для коронок – – – – Хвостовик шестигранный для коронок – – – Ножи, лезвия – – – – Лезвия для ножей – – – – Нож со сменными лезвиями – – – – Нож со сменными лезвиями, трапециевидное лезвие – – – Сверла по дереву – – – – Сверло по дереву перовое – – – – Сверло по дереву перовое, шестигранный хвостовик – – – – Сверло по дереву шнековое, шестигранный хвостовик – – – – Сверло по дереву, цилиндрический хвостовик – – – Сверла по металлу – – – – Сверла по металлу цилиндрический хвостовик – – – Сверло по бетону – – – – Сверло по бетону, трехгранный хвостовик – – – Чашки алмазные – – – – Чашки алмазные зачистные двухрядные – – – – Чашки алмазные зачистные однорядные – – – – Чашки алмазные зачистные Турбо – – Слесарно-столярный инструмент – – – Болторезы – – – Гвоздодеры – – – Длинногубцы – – – – Длинногубцы изогнутые – – – – Длинногубцы прямые – – – Зубила – – – – Зубила оцинкованные – – – – Зубила, резиновый протектор – – – – Керны, резиновый протектор – – – Кирки – – – Киянки – – – – Киянка, белая резина, фибергласовая рукоятка – – – – Киянка, черная резина, фибергласовая рукоятка – – – Клещи – – – Ключи – – – – Головки торцевые – – – – Ключ трубный рычажный – – – – Ключи имбусовые – – – – Ключи комбинированные – – – – Ключи накидные – – – – Ключи разводные – – – – Ключи рожковые – – – – Ключи трещотки с переключателем – – – – Набор ключей комбинированных – – – – Набор ключей рожковых – – – Кувалды – – – – Кувалда, кованая головка, фибергласовая рукоятка – – – – Кувалда, литая головка, деревянная рукоятка – – – – Рукоятки для кувалды – – – Кусачки – – – Лом строительный – – – Молотки – – – – Молоток каменщика – – – – Молоток кровельщика – – – – Молоток слесарный с деревянной рукояткой – – – – Молоток слесарный с фибергласовой рукояткой – – – – Молоток-гвоздодер – – – – Рукоятка для молотка – – – Напильники – – – – Напильники квадратные – – – – Напильники круглые – – – – Напильники плоские – – – – Напильники трехгранные – – – – Рукоятки для напильников – – – Ножницы по металлу – – – Ножовки – – – – Ножовки по дереву – – – – Ножовки по металлу – – – – Полотна для ножовок по металлу – – – Отвертки – – – – Биты отверточные – – – – Набор отверток, двухкомпонентная рукоятка – – – – Отвертки, двухкомпонентная рукоятка – – – Плоскогубцы – – – Рубанки – – – Стамески – – – Тестеры напряжения – – – Тиски – – – Топоры – – – – Ручки для топора, деревянные – – – – Топоры, деревянная ручка – – – – Топоры, фибергласовая ручка – – Штукатурный инструмент – – – Ведро оцинкованное – – – Ведро строительное пластмассовое – – – Кельма стальная – – – Правило алюминиевое “Трапеция” – – – Правило алюминиевое с уровнем – – – Таз круглый – – – Таз прямоугольный – – – Терка полиуретановая – – – Шпатель – – – Шпатель зубчатый – Крепёж – – Анкера – – – Анкер (цанга) латунная – – – Анкер-клин – – – Анкерный болт с гайкой – – – Анкерный болт с гайкой, с двойным распором – – – Анкерный болт с двойным распором с кольцом – – – Анкерный болт с двойным распором с полукольцом – – – Анкерный болт с кольцом – – – Анкерный болт с крюком – – – Анкерный болт с шестигранной головой – – – Забиваемый анкер с насечками – – – Клиновой анкер – – – Потолочный анкер – – – Рамный анкер – – Гвозди – – – Гвозди винтовые накатные оцинкованные – – – Гвозди винтовые накатные чёрные – – – Гвозди ершенные оцинкованные – – – Гвозди ершенные чёрные – – – Гвозди кровельные оцинкованные – – – Гвозди кровельные чёрные – – – Гвозди строительные оцинкованные – – – Гвозди строительные черные – – – Гвозди финишные латунированные – – – Гвозди финишные омеднённые – – – Гвозди финишные оцинкованные – – – Гвозди шиферные – – – Скобы строительные – – Дюбеля – – – Дюбель DRIVA – – – Дюбель «Бабочка» – – – Дюбель для пустотелого кирпича ML – – – Дюбель для пустотелых конструкций “Молли” – – – Дюбель для пустотелых конструкций с кольцом “Молли” – – – Дюбель для пустотелых конструкций с крюком “Молли” – – – Дюбель для пустотелых конструкций с полукольцом “Молли” – – – Дюбель для теплоизоляции с металлическим гвоздем – – – Дюбель для теплоизоляции с пластиковым гвоздем – – – Дюбель для теплоизоляции с термоголовой – – – Дюбель металлический для газобетона – – – Дюбель многофункциональный MU – – – Дюбель монтажный – – – Дюбель нейлоновый MQ – – – Дюбель распорный (Ёж) – – – Дюбель распорный (УСЫ) – – – Дюбель распорный шипы-усы (Чапай) – – – Дюбель фасадный TSX-S – – – Дюбель фасадный с шурупом MB-S – – – Дюбель фасадный с шурупом MBR-S – – – Дюбель-гвоздь MNA – – – Дюбель-гвоздь пластиковый (борт) – – – Дюбель-гвоздь пластиковый (Потай) – – – Забиваемый металлический дюбель-гвоздь – – – Патрон монтажный – – – Складной пружинный дюбель с крючком – – – Шайба для крепления теплоизоляции – – Заклепки – – – Заклепка с внутренней резьбой уменьшенный борт – – – Заклепка с внутренней резьбой цилиндрический борт – – – Заклепки вытяжные – – – – Заклепка вытяжная Алюминий/Сталь – – – – Заклепка вытяжная Сталь/Сталь – – Крашеный крепеж – – – Заклепка вытяжная – – – Саморезы цветные – – – – Кровельные саморезы окрашенные (ral) – – – – Саморез с прессшайбой острый – – – – Саморез с прессшайбой со сверлом – – Метрический крепеж – – – Болты – – – – Болт DIN 912 – – – – Болт мебельный DIN 603 – – – – Болт шестигранный DIN 933 – – – – Болт шестигранный DIN 933 кл.
щетина – – – Миксер для красок и смесей – – – Рукоятка для валиков (бюгель) – – – Ручки телескопические – – – Шпатель пластмассовый – – Режущий инструмент – – – Буры, пики, зубила по бетону – – – – Бур по бетону SDS MAX – – – – Бур по бетону SDS+ – – – – Зубило канальное SDS+ – – – – Зубило плоское SDS MAX – – – – Зубило плоское SDS+ – – – – Пика SDS MAX – – – – Пика SDS+ – – – Диски алмазные – – – – Диски алмазные Turbo Extra, сухая резка – – – – Диски алмазные Turbo, сухая резка – – – – Диски алмазные сегментные, сухая резка – – – – Диски алмазные сплошные, мокрая резка – – – Диски отрезные (Луга) – – – – Диски зачистные по металлу – – – – Диски отрезные по камню – – – – Диски отрезные по металлу – – – Диски пильные по дереву – – – – Диски пильные по дереву, посадочный диаметр 20мм + кольцо 16/20 – – – – Диски пильные по дереву, посадочный диаметр 30мм – – – – Диски пильные по дереву, посадочный диаметр 32мм + кольцо 30/32 – – – Коронки по металлу – – – – Коронки Bimetall – – – – Хвостовик SDS PLUS для коронок – – – – Хвостовик шестигранный для коронок – – – Ножи, лезвия – – – – Лезвия для ножей – – – – Нож со сменными лезвиями – – – – Нож со сменными лезвиями, трапециевидное лезвие – – – Сверла по дереву – – – – Сверло по дереву перовое – – – – Сверло по дереву перовое, шестигранный хвостовик – – – – Сверло по дереву шнековое, шестигранный хвостовик – – – – Сверло по дереву, цилиндрический хвостовик – – – Сверла по металлу – – – – Сверла по металлу цилиндрический хвостовик – – – Сверло по бетону – – – – Сверло по бетону, трехгранный хвостовик – – – Чашки алмазные – – – – Чашки алмазные зачистные двухрядные – – – – Чашки алмазные зачистные однорядные – – – – Чашки алмазные зачистные Турбо – – Слесарно-столярный инструмент – – – Болторезы – – – Гвоздодеры – – – Длинногубцы – – – – Длинногубцы изогнутые – – – – Длинногубцы прямые – – – Зубила – – – – Зубила оцинкованные – – – – Зубила, резиновый протектор – – – – Керны, резиновый протектор – – – Кирки – – – Киянки – – – – Киянка, белая резина, фибергласовая рукоятка – – – – Киянка, черная резина, фибергласовая рукоятка – – – Клещи – – – Ключи – – – – Головки торцевые – – – – Ключ трубный рычажный – – – – Ключи имбусовые – – – – Ключи комбинированные – – – – Ключи накидные – – – – Ключи разводные – – – – Ключи рожковые – – – – Ключи трещотки с переключателем – – – – Набор ключей комбинированных – – – – Набор ключей рожковых – – – Кувалды – – – – Кувалда, кованая головка, фибергласовая рукоятка – – – – Кувалда, литая головка, деревянная рукоятка – – – – Рукоятки для кувалды – – – Кусачки – – – Лом строительный – – – Молотки – – – – Молоток каменщика – – – – Молоток кровельщика – – – – Молоток слесарный с деревянной рукояткой – – – – Молоток слесарный с фибергласовой рукояткой – – – – Молоток-гвоздодер – – – – Рукоятка для молотка – – – Напильники – – – – Напильники квадратные – – – – Напильники круглые – – – – Напильники плоские – – – – Напильники трехгранные – – – – Рукоятки для напильников – – – Ножницы по металлу – – – Ножовки – – – – Ножовки по дереву – – – – Ножовки по металлу – – – – Полотна для ножовок по металлу – – – Отвертки – – – – Биты отверточные – – – – Набор отверток, двухкомпонентная рукоятка – – – – Отвертки, двухкомпонентная рукоятка – – – Плоскогубцы – – – Рубанки – – – Стамески – – – Тестеры напряжения – – – Тиски – – – Топоры – – – – Ручки для топора, деревянные – – – – Топоры, деревянная ручка – – – – Топоры, фибергласовая ручка – – Штукатурный инструмент – – – Ведро оцинкованное – – – Ведро строительное пластмассовое – – – Кельма стальная – – – Правило алюминиевое “Трапеция” – – – Правило алюминиевое с уровнем – – – Таз круглый – – – Таз прямоугольный – – – Терка полиуретановая – – – Шпатель – – – Шпатель зубчатый – Крепёж – – Анкера – – – Анкер (цанга) латунная – – – Анкер-клин – – – Анкерный болт с гайкой – – – Анкерный болт с гайкой, с двойным распором – – – Анкерный болт с двойным распором с кольцом – – – Анкерный болт с двойным распором с полукольцом – – – Анкерный болт с кольцом – – – Анкерный болт с крюком – – – Анкерный болт с шестигранной головой – – – Забиваемый анкер с насечками – – – Клиновой анкер – – – Потолочный анкер – – – Рамный анкер – – Гвозди – – – Гвозди винтовые накатные оцинкованные – – – Гвозди винтовые накатные чёрные – – – Гвозди ершенные оцинкованные – – – Гвозди ершенные чёрные – – – Гвозди кровельные оцинкованные – – – Гвозди кровельные чёрные – – – Гвозди строительные оцинкованные – – – Гвозди строительные черные – – – Гвозди финишные латунированные – – – Гвозди финишные омеднённые – – – Гвозди финишные оцинкованные – – – Гвозди шиферные – – – Скобы строительные – – Дюбеля – – – Дюбель DRIVA – – – Дюбель «Бабочка» – – – Дюбель для пустотелого кирпича ML – – – Дюбель для пустотелых конструкций “Молли” – – – Дюбель для пустотелых конструкций с кольцом “Молли” – – – Дюбель для пустотелых конструкций с крюком “Молли” – – – Дюбель для пустотелых конструкций с полукольцом “Молли” – – – Дюбель для теплоизоляции с металлическим гвоздем – – – Дюбель для теплоизоляции с пластиковым гвоздем – – – Дюбель для теплоизоляции с термоголовой – – – Дюбель металлический для газобетона – – – Дюбель многофункциональный MU – – – Дюбель монтажный – – – Дюбель нейлоновый MQ – – – Дюбель распорный (Ёж) – – – Дюбель распорный (УСЫ) – – – Дюбель распорный шипы-усы (Чапай) – – – Дюбель фасадный TSX-S – – – Дюбель фасадный с шурупом MB-S – – – Дюбель фасадный с шурупом MBR-S – – – Дюбель-гвоздь MNA – – – Дюбель-гвоздь пластиковый (борт) – – – Дюбель-гвоздь пластиковый (Потай) – – – Забиваемый металлический дюбель-гвоздь – – – Патрон монтажный – – – Складной пружинный дюбель с крючком – – – Шайба для крепления теплоизоляции – – Заклепки – – – Заклепка с внутренней резьбой уменьшенный борт – – – Заклепка с внутренней резьбой цилиндрический борт – – – Заклепки вытяжные – – – – Заклепка вытяжная Алюминий/Сталь – – – – Заклепка вытяжная Сталь/Сталь – – Крашеный крепеж – – – Заклепка вытяжная – – – Саморезы цветные – – – – Кровельные саморезы окрашенные (ral) – – – – Саморез с прессшайбой острый – – – – Саморез с прессшайбой со сверлом – – Метрический крепеж – – – Болты – – – – Болт DIN 912 – – – – Болт мебельный DIN 603 – – – – Болт шестигранный DIN 933 – – – – Болт шестигранный DIN 933 кл. пр. 8.8 оцинкованный – – – – Болт шестигранный ГОСТ 7798-70, 7805-70 кл.пр. 8.8 оцинкованный – – – – Болт шестигранный ГОСТ 7798-70, 7805-70 оцинкованный – – – – Болт шестигранный ГОСТ 7798-70,7805-70 чёрный – – – – Болты высокопрочные ГОСТ Р52644-2006, кл.пр. 10.9 – – – – Болты с шестигранной головкой ГОСТ 7798-70, 7805-70 кл.пр. 8.8 чёрный – – – Винты – – – – Винт с внутренним шестигранником цинк ISO 7380 кл.пр. 10.9 – – – – Винт с полуцилиндрической головкой DIN 7985 – – – – Винт с потайной головкой DIN 965 – – – – Винт с потайной головкой и внутренним шестигранником DIN 7991 – – – Гайки – – – – Гайка DIN 934 (шестигранная) – – – – Гайка барашковая, оцинкованная DIN 315 – – – – Гайка колпачковая DIN 1587 – – – – Гайка мебельная (врезная) DIN 1624 ZP – – – – Гайка переходная (соединительная) DIN 6334 – – – – Гайка с фланцем DIN 6923 – – – – Гайка самостопорящаяся с нейлоновым кольцом DIN 985 – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.
пр. 8.8 оцинкованный – – – – Болт шестигранный ГОСТ 7798-70, 7805-70 кл.пр. 8.8 оцинкованный – – – – Болт шестигранный ГОСТ 7798-70, 7805-70 оцинкованный – – – – Болт шестигранный ГОСТ 7798-70,7805-70 чёрный – – – – Болты высокопрочные ГОСТ Р52644-2006, кл.пр. 10.9 – – – – Болты с шестигранной головкой ГОСТ 7798-70, 7805-70 кл.пр. 8.8 чёрный – – – Винты – – – – Винт с внутренним шестигранником цинк ISO 7380 кл.пр. 10.9 – – – – Винт с полуцилиндрической головкой DIN 7985 – – – – Винт с потайной головкой DIN 965 – – – – Винт с потайной головкой и внутренним шестигранником DIN 7991 – – – Гайки – – – – Гайка DIN 934 (шестигранная) – – – – Гайка барашковая, оцинкованная DIN 315 – – – – Гайка колпачковая DIN 1587 – – – – Гайка мебельная (врезная) DIN 1624 ZP – – – – Гайка переходная (соединительная) DIN 6334 – – – – Гайка с фланцем DIN 6923 – – – – Гайка самостопорящаяся с нейлоновым кольцом DIN 985 – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл. пр. 10.0 оцинкованная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.пр. 10.0 чёрная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.пр. 8.0 оцинкованная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.пр. 8.0 чёрная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 оцинкованная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 чёрная – – – – Гайка эриксона – – – – Гайки высокопрочные ГОСТ Р52645-2006, кл.пр. 10.0 – – – Кольцо с метрической резьбой – – – Костыль с метрической резьбой – – – Полукольцо с метрической резьбой – – – Шайбы – – – – Шайба EPDM – – – – Шайба гровер DIN 127 – – – – Шайба плоская ГОСТ 11371-78 чёрная – – – – Шайба плоская DIN 125 – – – – Шайба плоская ГОСТ 11371-78 оцинкованная – – – – Шайба плоская увеличенная ГОСТ 6958-70 чёрная – – – – Шайба пружинная ГОСТ 6402-70 оцинкованная – – – – Шайба пружинная ГОСТ 6402-70 чёрная – – – – Шайба увеличенная DIN 9021 – – – – Шайба увеличенная ГОСТ 6958-70 оцинкованная – – – – Шайбы плоские высокопрочные ГОСТ Р52646-2006, 22355-77 – – – Шпилька резьбовая – – – Шпилька резьбовая кл.
пр. 10.0 оцинкованная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.пр. 10.0 чёрная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.пр. 8.0 оцинкованная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 кл.пр. 8.0 чёрная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 оцинкованная – – – – Гайка шестигранная ГОСТ 5915-70, 5927-70 чёрная – – – – Гайка эриксона – – – – Гайки высокопрочные ГОСТ Р52645-2006, кл.пр. 10.0 – – – Кольцо с метрической резьбой – – – Костыль с метрической резьбой – – – Полукольцо с метрической резьбой – – – Шайбы – – – – Шайба EPDM – – – – Шайба гровер DIN 127 – – – – Шайба плоская ГОСТ 11371-78 чёрная – – – – Шайба плоская DIN 125 – – – – Шайба плоская ГОСТ 11371-78 оцинкованная – – – – Шайба плоская увеличенная ГОСТ 6958-70 чёрная – – – – Шайба пружинная ГОСТ 6402-70 оцинкованная – – – – Шайба пружинная ГОСТ 6402-70 чёрная – – – – Шайба увеличенная DIN 9021 – – – – Шайба увеличенная ГОСТ 6958-70 оцинкованная – – – – Шайбы плоские высокопрочные ГОСТ Р52646-2006, 22355-77 – – – Шпилька резьбовая – – – Шпилька резьбовая кл. пр. 10.9 – – – Шпилька резьбовая кл. пр. 8.8 – – – Шуруп-шпилька – – Саморезы – – – Саморез для крепления гипсоволоконных листов, оксидированный – – – Саморез для крепления металлических профилей острый, КЛОП – – – Саморез для крепления металлических профилей, сверло (КЛОП) – – – Саморез для оконного профиля со сверлом, оцинкованный – – – Саморез для сэндвич-панелей – – – Саморез кровельный, оцинкованный – – – Саморез по дереву, оксидированный – – – Саморез по металлу с полусферической головкой DIN 7981 оцинкованный – – – Саморез по металлу, оксидированный – – – Саморез с прессшайбой острый – – – Саморез с прессшайбой со сверлом – – – Саморез со сверлом для крепления гипсокартона – – – Саморез универсальный белый цинк – – – Саморез универсальный желтый цинк – – Шурупы – – – Винт-конфирмат с внутренним шестигранником – – – Крепление для строительных лесов – – – Шуруп – полукольцо – – – Шуруп по бетону (нагель) – – – Шуруп с шестигранной головкой (Глухарь) – – – Шуруп – кольцо – – – Шуруп – костыль – Пена, герметик, клей – – Герметики – – – Герметик PENOSIL Premium High Temp Sealant – – – Герметик PENOSIL Premium Sanitary Silicone – – – Герметик PENOSIL Premium Universal Silicone – – – Герметик ULTIMA универсальный – – Клей, жидкие гвозди – – – ULTIMA 300 Прозрачный клей – – – ULTIMA 302 Клей для панелей и молдингов – – – ULTIMA 305 Клей универсальный – – – ULTIMA 306 Клей для строительных работ – – – ULTIMA 307 Клей для ванных комнат – – – ULTIMA 309 Клей для тяжёлых конструкций – – Пена бытовая – – – Пена бытовая BOXER Бытовая всесезонная монтажная пена – – – Пена бытовая PENOSIL Premium Foam – – – Пена бытовая PENOSIL Premium Foam Winter – – – Пена бытовая REMONTIX Всесезонная монтажная пена – – Пена огнеупорная – – – Пена огнеупорная PENOSIL Premium Fire Rated Gunfoam B1 – – – Пена огнеупорная REMONTIX PRO 65 Fire Stop – – Пена профессиональная – – – Пена профессиональная PENOSIL GoldGun – – – Пена профессиональная PENOSIL GoldGun Winter – – – Пена профессиональная PENOSIL Premium Gunfoam – – – Пена профессиональная PENOSIL Premium Gunfoam Winter – – – Пена профессиональная REMONTIX PRO зимняя – – – Пена профессиональная REMONTIX PRO летняя – Перфорация – – DB держатель балки – – KP крепежная пластина – – KU крепежный уголок – – KUAS крепежный уголок ассиметричный – – KUL крепежный анкерный уголок – – KUR крепежный уголок равносторонний – – KUS крепежный уголок под 135 градусов – – KUU крепежный усиленный уголок – – KUZ крепежный уголок Z-образный – – LM перфорированная монтажная лента – – LP перфорированная лента для вентиляции (волна) – – LP перфорированная лента для вентиляции (прямая) – – LP перфорированная лента для теплого пола – – OB опора балки – – OBR опора бруса раскрытая – – OBRZ опора бруса закрытая – – US угловой соединитель – – Анкер регулировочный по высоте ARH – – Оконные пластины – – Пластина соединительная PS – – Скользящая опора KUC – – Скользящая опора для стропил KUCIS – Расходные материалы – – Изолента – – Крестики для плитки – – Мешки мусорные – – Пленка полиэтиленовая – – – Пленка армированная – – – Пленка полиэтиленовая 3х100 – – – Пленка полиэтиленовая 3х100 черная – – – Стрейч пленка – – Скотч строительный – – – Лента сигнальная бело красная – – – Скотч алюминиевый – – – Скотч армированный – – – Скотч двухсторонний – – – Скотч малярный – – – Скотч прозрачный – – Электроды – – – Электроды АНО – – – Электроды МР-3 – – – Электроды МР-3С – – – Электроды ОЗЛ – – – Электроды ОЗС-12 – – – Электроды УОНИ – Средства защиты – – Защита головы – – – Каска защитная – – – Маска сварщика – – – Очки газосварщика – – – Очки защитные – – – Щиток защитный – – Защита органов дыхания – – Защита рук – – – Краги сварщика – – – Перчатки латексные – – – Перчатки нитриловые – – – Перчатки Х/Б – – – Перчатки Х/Б с ПВХ – – – Перчатки Х/Б с ПВХ 1й облив – – – Перчатки Х/Б с ПВХ 2й облив – – – Рукавицы – Такелаж, тросы , цепи – – Блок двойной, оцинкованный – – Блок одинарный, оцинкованный – – Зажим – наконечник для троса, DIN 3093 – – Зажим для стальных канатов DIN 741 – – Карабин винтовой – – Карабин пожарный 5299С – – Карабин с предохранительной гайкой 5299D – – Карабин тип А – – Карабин тип А с вертлюгом – – Кольцо с вертлюгом – – Коуш для каната DIN 6899 – – Крюк S-образный – – Рым-болт DIN 580 – – Рым-гайка DIN 582 – – Скоба такелажная (Шакле) – – Соединитель троса Duplex – – Соединитель троса Simplex – – Соединитель цепи – – Талреп кольцо – кольцо DIN 1480 – – Талреп крюк – кольцо DIN 1480 – – Талреп крюк – крюк DIN 1480 – – Трос для растяжки DIN 3055 – – Трос стальной в оплетке ПВХ – – Цепь сварная, длинозвенная оцинкованная DIN 763 – – Цепь сварная, короткозвенная оцинкованная DIN 766 – Хомуты, скобы – – U-образный болт оцинкованный (скоба) – – Спринклерный хомут – – Хомут для воздуховода – – Хомут для воздуховода с резиновым профилем – – Хомут трубный с гайкой и резиновым профилем – – Хомут трубный с саморезом и резиновым профилем
пр. 10.9 – – – Шпилька резьбовая кл. пр. 8.8 – – – Шуруп-шпилька – – Саморезы – – – Саморез для крепления гипсоволоконных листов, оксидированный – – – Саморез для крепления металлических профилей острый, КЛОП – – – Саморез для крепления металлических профилей, сверло (КЛОП) – – – Саморез для оконного профиля со сверлом, оцинкованный – – – Саморез для сэндвич-панелей – – – Саморез кровельный, оцинкованный – – – Саморез по дереву, оксидированный – – – Саморез по металлу с полусферической головкой DIN 7981 оцинкованный – – – Саморез по металлу, оксидированный – – – Саморез с прессшайбой острый – – – Саморез с прессшайбой со сверлом – – – Саморез со сверлом для крепления гипсокартона – – – Саморез универсальный белый цинк – – – Саморез универсальный желтый цинк – – Шурупы – – – Винт-конфирмат с внутренним шестигранником – – – Крепление для строительных лесов – – – Шуруп – полукольцо – – – Шуруп по бетону (нагель) – – – Шуруп с шестигранной головкой (Глухарь) – – – Шуруп – кольцо – – – Шуруп – костыль – Пена, герметик, клей – – Герметики – – – Герметик PENOSIL Premium High Temp Sealant – – – Герметик PENOSIL Premium Sanitary Silicone – – – Герметик PENOSIL Premium Universal Silicone – – – Герметик ULTIMA универсальный – – Клей, жидкие гвозди – – – ULTIMA 300 Прозрачный клей – – – ULTIMA 302 Клей для панелей и молдингов – – – ULTIMA 305 Клей универсальный – – – ULTIMA 306 Клей для строительных работ – – – ULTIMA 307 Клей для ванных комнат – – – ULTIMA 309 Клей для тяжёлых конструкций – – Пена бытовая – – – Пена бытовая BOXER Бытовая всесезонная монтажная пена – – – Пена бытовая PENOSIL Premium Foam – – – Пена бытовая PENOSIL Premium Foam Winter – – – Пена бытовая REMONTIX Всесезонная монтажная пена – – Пена огнеупорная – – – Пена огнеупорная PENOSIL Premium Fire Rated Gunfoam B1 – – – Пена огнеупорная REMONTIX PRO 65 Fire Stop – – Пена профессиональная – – – Пена профессиональная PENOSIL GoldGun – – – Пена профессиональная PENOSIL GoldGun Winter – – – Пена профессиональная PENOSIL Premium Gunfoam – – – Пена профессиональная PENOSIL Premium Gunfoam Winter – – – Пена профессиональная REMONTIX PRO зимняя – – – Пена профессиональная REMONTIX PRO летняя – Перфорация – – DB держатель балки – – KP крепежная пластина – – KU крепежный уголок – – KUAS крепежный уголок ассиметричный – – KUL крепежный анкерный уголок – – KUR крепежный уголок равносторонний – – KUS крепежный уголок под 135 градусов – – KUU крепежный усиленный уголок – – KUZ крепежный уголок Z-образный – – LM перфорированная монтажная лента – – LP перфорированная лента для вентиляции (волна) – – LP перфорированная лента для вентиляции (прямая) – – LP перфорированная лента для теплого пола – – OB опора балки – – OBR опора бруса раскрытая – – OBRZ опора бруса закрытая – – US угловой соединитель – – Анкер регулировочный по высоте ARH – – Оконные пластины – – Пластина соединительная PS – – Скользящая опора KUC – – Скользящая опора для стропил KUCIS – Расходные материалы – – Изолента – – Крестики для плитки – – Мешки мусорные – – Пленка полиэтиленовая – – – Пленка армированная – – – Пленка полиэтиленовая 3х100 – – – Пленка полиэтиленовая 3х100 черная – – – Стрейч пленка – – Скотч строительный – – – Лента сигнальная бело красная – – – Скотч алюминиевый – – – Скотч армированный – – – Скотч двухсторонний – – – Скотч малярный – – – Скотч прозрачный – – Электроды – – – Электроды АНО – – – Электроды МР-3 – – – Электроды МР-3С – – – Электроды ОЗЛ – – – Электроды ОЗС-12 – – – Электроды УОНИ – Средства защиты – – Защита головы – – – Каска защитная – – – Маска сварщика – – – Очки газосварщика – – – Очки защитные – – – Щиток защитный – – Защита органов дыхания – – Защита рук – – – Краги сварщика – – – Перчатки латексные – – – Перчатки нитриловые – – – Перчатки Х/Б – – – Перчатки Х/Б с ПВХ – – – Перчатки Х/Б с ПВХ 1й облив – – – Перчатки Х/Б с ПВХ 2й облив – – – Рукавицы – Такелаж, тросы , цепи – – Блок двойной, оцинкованный – – Блок одинарный, оцинкованный – – Зажим – наконечник для троса, DIN 3093 – – Зажим для стальных канатов DIN 741 – – Карабин винтовой – – Карабин пожарный 5299С – – Карабин с предохранительной гайкой 5299D – – Карабин тип А – – Карабин тип А с вертлюгом – – Кольцо с вертлюгом – – Коуш для каната DIN 6899 – – Крюк S-образный – – Рым-болт DIN 580 – – Рым-гайка DIN 582 – – Скоба такелажная (Шакле) – – Соединитель троса Duplex – – Соединитель троса Simplex – – Соединитель цепи – – Талреп кольцо – кольцо DIN 1480 – – Талреп крюк – кольцо DIN 1480 – – Талреп крюк – крюк DIN 1480 – – Трос для растяжки DIN 3055 – – Трос стальной в оплетке ПВХ – – Цепь сварная, длинозвенная оцинкованная DIN 763 – – Цепь сварная, короткозвенная оцинкованная DIN 766 – Хомуты, скобы – – U-образный болт оцинкованный (скоба) – – Спринклерный хомут – – Хомут для воздуховода – – Хомут для воздуховода с резиновым профилем – – Хомут трубный с гайкой и резиновым профилем – – Хомут трубный с саморезом и резиновым профилем
Простое получение нанокомпозитов никель/углерод из древесины для экологически чистых электродов суперконденсаторов
Abstract
Мы сообщаем о простом способе получения нанокомпозитов никель/углерод из дерева в качестве нового электродного материала для суперконденсаторов.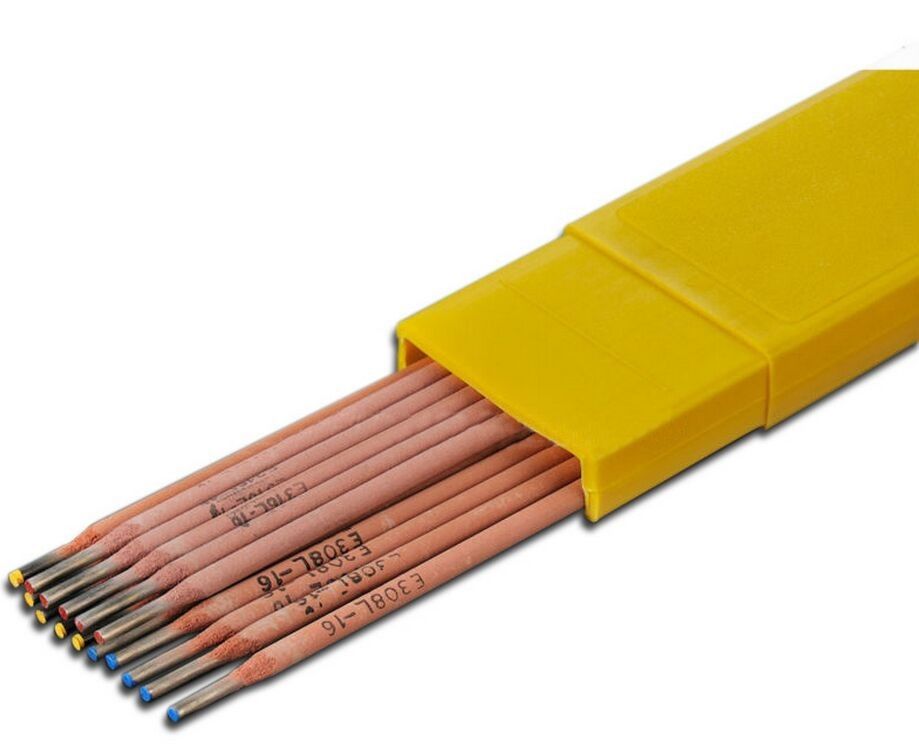 Морфологию поверхности и структуру исходных электродов исследовали с помощью рентгеновской дифракции (РД), сканирующей электронной микроскопии (СЭМ), просвечивающей электронной микроскопии (ПЭМ) и рентгеновской фотоэлектронной спектроскопии (РФЭС). Результаты показывают, что после процесса высокотемпературной карбонизации древесина превращается в графитовый углерод с наночастицами никеля, равномерно распределенными в трехмерной структуре древесины. Были проведены электрохимические характеристики, такие как циклическая вольтамперометрия (CV), спектроскопия электрохимического импеданса (EIS) и гальваностатические измерения заряда-разряда. Эти результаты показали, что введение никеля в карбонизированную древесину улучшает удельную емкость и циклическую стабильность нанокомпозитного электрода по сравнению с электродом из чистой карбонизированной древесины. Композитный электрод продемонстрировал улучшенную емкостную характеристику 3616 Ф/г при 8 А/г и продемонстрировал превосходное сохранение емкости после 6000 циклов заряда-разряда.
Морфологию поверхности и структуру исходных электродов исследовали с помощью рентгеновской дифракции (РД), сканирующей электронной микроскопии (СЭМ), просвечивающей электронной микроскопии (ПЭМ) и рентгеновской фотоэлектронной спектроскопии (РФЭС). Результаты показывают, что после процесса высокотемпературной карбонизации древесина превращается в графитовый углерод с наночастицами никеля, равномерно распределенными в трехмерной структуре древесины. Были проведены электрохимические характеристики, такие как циклическая вольтамперометрия (CV), спектроскопия электрохимического импеданса (EIS) и гальваностатические измерения заряда-разряда. Эти результаты показали, что введение никеля в карбонизированную древесину улучшает удельную емкость и циклическую стабильность нанокомпозитного электрода по сравнению с электродом из чистой карбонизированной древесины. Композитный электрод продемонстрировал улучшенную емкостную характеристику 3616 Ф/г при 8 А/г и продемонстрировал превосходное сохранение емкости после 6000 циклов заряда-разряда. Эти результаты наделяют карбонизированную древесину, пропитанную наночастицами никеля, большим потенциалом для будущего применения в суперконденсаторах.
Эти результаты наделяют карбонизированную древесину, пропитанную наночастицами никеля, большим потенциалом для будущего применения в суперконденсаторах.
Введение
В связи с растущим потреблением электроэнергии и опасениями по поводу загрязнения окружающей среды и глобального потепления возникла тенденция к переходу на «зеленые» методы производства электроэнергии. С этим переходом к зеленой энергетике стало важно разработать устройства хранения энергии, которые были бы в равной степени безвредны для окружающей среды и в то же время были бы рентабельны и имели хорошую емкость хранения 1,2,3 . Среди различных накопителей энергии суперконденсаторы в последнее время привлекли большое внимание из-за их высокой плотности энергии, отличной удельной мощности, длительного цикла жизни и расширенного диапазона рабочих температур.0009 4,5,6,7 .
В зависимости от механизма накопления заряда суперконденсаторы подразделяются на два класса (a) конденсаторы с двойным электрическим слоем (EDLC) и (b) псевдоконденсаторы 8 . В большинстве EDLC в качестве электродов используются материалы на основе углерода. К ним относятся, помимо прочего, углеродные нановолокна, углеродные нанотрубки, активированный уголь и углеродные аэрогели. Эти материалы обладают хорошей термической и химической стабильностью, большой площадью поверхности и легко поляризуются. Кроме того, они имеют низкую стоимость и простоту обработки 9 . Однако производительность систем EDLC ограничена из-за их низкой плотности энергии, поэтому в последнее время несколько исследований были сосредоточены на псевдоконденсаторах, которые используют накопление заряда за счет реакций Фарадея. Металлы и оксиды металлов обычно используются в качестве электродов в псевдоконденсаторах 10,11,12,13,14,15,16 .
В большинстве EDLC в качестве электродов используются материалы на основе углерода. К ним относятся, помимо прочего, углеродные нановолокна, углеродные нанотрубки, активированный уголь и углеродные аэрогели. Эти материалы обладают хорошей термической и химической стабильностью, большой площадью поверхности и легко поляризуются. Кроме того, они имеют низкую стоимость и простоту обработки 9 . Однако производительность систем EDLC ограничена из-за их низкой плотности энергии, поэтому в последнее время несколько исследований были сосредоточены на псевдоконденсаторах, которые используют накопление заряда за счет реакций Фарадея. Металлы и оксиды металлов обычно используются в качестве электродов в псевдоконденсаторах 10,11,12,13,14,15,16 .
Хотя электроды на основе металлов/оксидов обладают многими преимуществами по сравнению с материалами на основе углерода, они также имеют недостаток, заключающийся в малом диапазоне рабочего напряжения. Чтобы преодолеть этот недостаток, были предложены суперконденсаторы, использующие композиты углерода и металла/оксидов, которые сочетают в себе механизмы как емкости двойного слоя, так и псевдоемкости для увеличения общей емкости системы 9. 0009 17 . Эти суперконденсаторы не только демонстрируют более высокую плотность энергии и мощности (по сравнению с EDLC или псевдоконденсаторами в одиночку), но также обладают гораздо более высокой скоростью. Некоторые из недавно изученных композиционных материалов включают MnO 2 /углеродные нанотрубки (УНТ), NiO/УНТ и Ni(OH) 2 /УНТ 18,19,20 .
0009 17 . Эти суперконденсаторы не только демонстрируют более высокую плотность энергии и мощности (по сравнению с EDLC или псевдоконденсаторами в одиночку), но также обладают гораздо более высокой скоростью. Некоторые из недавно изученных композиционных материалов включают MnO 2 /углеродные нанотрубки (УНТ), NiO/УНТ и Ni(OH) 2 /УНТ 18,19,20 .
В более раннем исследовании Teng et al . показали, что из-за своей пористой структуры и большой эффективной площади карбонизированная древесина может использоваться в качестве электрода суперконденсатора 21 . В настоящем исследовании мы показываем, что электрохимические характеристики электродов суперконденсаторов на основе древесины могут быть значительно улучшены за счет добавления наночастиц никеля (NiNP). Сообщается об экологически безопасном способе изготовления нанокомпозитных электродов из никеля и карбонизированной древесины для эффективного применения в суперконденсаторах.
Методы
Химические вещества
Гидроксид аммония (EMD Millipore, США, анализ от 28% до 30%), гексагидрат нитрата никеля (NiNO 9Аналитические реагенты 0025 3 ∙6H 2 O, Alfa Aesar, Великобритания, 98 %) и гидроксид калия (KOH, Fischer Scientific, США, >85 %) использовали без дополнительной очистки. Во всех проведенных экспериментах в качестве растворителя использовалась деионизированная вода.
Приготовление электродов из карбонизированной древесины, пропитанной NiNPs
Сначала древесину бука разрезали на образцы в форме дисков и промывали под проточной водой для удаления опилок. Затем промытые деревянные детали кипятили в 1 М растворе аммиака при 9°С.0 °C в течение 5 часов. Это помогло удалить смолы и дополнительные примеси, присутствующие в древесине. Оболочку проваренных образцов древесины позже удаляли, а затем куски древесины переносили в камерную печь для обезвоживания при температуре 120°С в течение 3 часов. Затем обезвоженные образцы древесины погружали в раствор NiNO 3 на 4 часа при 90 °С. Концентрацию раствора NiNO 3 варьировали от 0,5 М до 3 М, а образцы обозначали как Ni 0,5 М, Ni 1 М, Ni 2 М и Ni 3 М. Погружение древесины в раствор NiNO 3 пропитывал ионы никеля поры образца обезвоженной древесины. Образцы древесины, пропитанные NiNO 3 , затем переносили в трубчатую печь для карбонизации при 900 °C в атмосфере N 2 в течение 1 часа. Вышеупомянутый высокотемпературный процесс также привел к образованию NiNP из-за восстановления NiNO 3 . Гравиметрическая концентрация Ni, присутствующего в конечном электроде, оценивается как 5,4%, 14,8%, 20,4% и 27,5% для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M соответственно (см. рис. S1 в таблице). вспомогательную информацию для более подробной информации). Полученные образцы карбонизированной древесины, импрегнированные NiNP, использовали для дальнейшей характеристики материала и электрохимических испытаний.
Концентрацию раствора NiNO 3 варьировали от 0,5 М до 3 М, а образцы обозначали как Ni 0,5 М, Ni 1 М, Ni 2 М и Ni 3 М. Погружение древесины в раствор NiNO 3 пропитывал ионы никеля поры образца обезвоженной древесины. Образцы древесины, пропитанные NiNO 3 , затем переносили в трубчатую печь для карбонизации при 900 °C в атмосфере N 2 в течение 1 часа. Вышеупомянутый высокотемпературный процесс также привел к образованию NiNP из-за восстановления NiNO 3 . Гравиметрическая концентрация Ni, присутствующего в конечном электроде, оценивается как 5,4%, 14,8%, 20,4% и 27,5% для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M соответственно (см. рис. S1 в таблице). вспомогательную информацию для более подробной информации). Полученные образцы карбонизированной древесины, импрегнированные NiNP, использовали для дальнейшей характеристики материала и электрохимических испытаний.
Здесь важно отметить, что в большинстве исследований, описанных в литературе, электрод состоит из слоя активного материала, нанесенного на металлическую подложку. Эта металлическая подложка действует как токосъемник. Однако в нашем случае и активный материал, и материал поддерживающего электрода изготовлены из одного и того же куска дерева. Для оценки количества активного вещества, участвующего в электрохимической реакции, были проведены РФЭС-исследования на заряженном электроде с последующим механическим травлением. [Подробнее см. рис. S2 в разделе вспомогательной информации]. Контролируя положение пика Ni 2p 1/2 и Ni 2p 3/2 на разной глубине заряженного образца определяли ионные состояния никеля. Было установлено, что в реакции реально участвовало около 0,2 мм внешней поверхности электрода. Масса этого слоя используется для расчета удельной емкости.
Эта металлическая подложка действует как токосъемник. Однако в нашем случае и активный материал, и материал поддерживающего электрода изготовлены из одного и того же куска дерева. Для оценки количества активного вещества, участвующего в электрохимической реакции, были проведены РФЭС-исследования на заряженном электроде с последующим механическим травлением. [Подробнее см. рис. S2 в разделе вспомогательной информации]. Контролируя положение пика Ni 2p 1/2 и Ni 2p 3/2 на разной глубине заряженного образца определяли ионные состояния никеля. Было установлено, что в реакции реально участвовало около 0,2 мм внешней поверхности электрода. Масса этого слоя используется для расчета удельной емкости.
Характеристики
Порошковые рентгеновские дифрактограммы были записаны с использованием рентгеновского дифрактометра Philips X’Pert при скорости сканирования 0,05° с −1 с 2θ в диапазоне от 10° до 90° с использованием излучения Cu K α . Морфологию поверхности приготовленных образцов охарактеризовали с помощью сканирующего электронного микроскопа FEI Quanta 600 FEG. Для дальнейшего получения информации о микроструктуре и химическом составе использовали просвечивающую электронную микроскопию (JEOL JEM-2800), оснащенную энергодисперсионным рентгеновским спектроскопом (EDX). Измерения рентгеновской фотоэлектронной спектроскопии (XPS) проводились с использованием Kratos Axis Ultra DLD для определения ионных состояний никеля, присутствующего в электроде. Электрохимические измерения проводились с использованием Reference 600 9.0009 TM от Gamry Instruments с функциями CV, EIS и разрядки гальваностатического заряда. Эти измерения проводились с трехэлектродной электрохимической ячейкой, в которой подготовленная пропитанная наночастицами никеля карбонизированная древесина служила рабочим электродом, платиновый лист – противоэлектродом, а Ag/AgCl – электродом сравнения. В качестве электролита использовали 5 М раствор КОН. Измерения CV проводились при скоростях развертки в диапазоне от 1 мВ/с до 50 мВ/с.
Морфологию поверхности приготовленных образцов охарактеризовали с помощью сканирующего электронного микроскопа FEI Quanta 600 FEG. Для дальнейшего получения информации о микроструктуре и химическом составе использовали просвечивающую электронную микроскопию (JEOL JEM-2800), оснащенную энергодисперсионным рентгеновским спектроскопом (EDX). Измерения рентгеновской фотоэлектронной спектроскопии (XPS) проводились с использованием Kratos Axis Ultra DLD для определения ионных состояний никеля, присутствующего в электроде. Электрохимические измерения проводились с использованием Reference 600 9.0009 TM от Gamry Instruments с функциями CV, EIS и разрядки гальваностатического заряда. Эти измерения проводились с трехэлектродной электрохимической ячейкой, в которой подготовленная пропитанная наночастицами никеля карбонизированная древесина служила рабочим электродом, платиновый лист – противоэлектродом, а Ag/AgCl – электродом сравнения. В качестве электролита использовали 5 М раствор КОН. Измерения CV проводились при скоростях развертки в диапазоне от 1 мВ/с до 50 мВ/с. Измерения ЭИС проводились в диапазоне частот от 0,1 Гц до 10 6 Гц при переменном напряжении 0,1 В. Циклический гальваностатический заряд-разряд проводили в диапазоне потенциалов от 0 В до 0,5 В. Для исследования срока службы суперконденсаторов были проведены циклические испытания на срок службы в течение 6000 циклов повторного заряда-разряда. были проведены разрядные эксперименты.
Измерения ЭИС проводились в диапазоне частот от 0,1 Гц до 10 6 Гц при переменном напряжении 0,1 В. Циклический гальваностатический заряд-разряд проводили в диапазоне потенциалов от 0 В до 0,5 В. Для исследования срока службы суперконденсаторов были проведены циклические испытания на срок службы в течение 6000 циклов повторного заряда-разряда. были проведены разрядные эксперименты.
Результаты и обсуждение
Структурная характеристика
На рис. 1 показаны СЭМ-изображения различных электродов из карбонизированной древесины, импрегнированных NiNP, при малом увеличении (а) и большом увеличении (б). На изображениях с малым увеличением видны взаимосвязанные каналы для всех образцов, что свидетельствует о сохранении трехмерной структуры древесины даже после карбонизации при 900 °С. Изображения SEM с большим увеличением показывают, что NiNP равномерно распределены в порах поперек и в глубине поверхности образца. Наблюдается, что размер НЧ Ni неуклонно увеличивается с увеличением концентрации NiNO 3 . Из изображений SEM были измерены средние размеры NiNP для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M, которые составляют около 170 нм, 210 нм, 300 нм и 475 нм, соответственно.
Из изображений SEM были измерены средние размеры NiNP для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M, которые составляют около 170 нм, 210 нм, 300 нм и 475 нм, соответственно.
СЭМ-изображения электродов из карбонизированной древесины, импрегнированных NiNP, на0093 a ) Малое увеличение, ( b ) большое увеличение.
Полноразмерное изображение
Чтобы выявить микроструктуру NiNP, было выполнено ПЭМ-изображение на карбонизированной древесине, импрегнированной NiNP. На рис. 2(а) показано ПЭМ-изображение с малым увеличением карбонизированной древесины, импрегнированной NiNP (для образца Ni 2M). Очевидный контраст изображения, состоящего из темных пятен, указывает на наличие мелких наночастиц. Кроме того, картина дифракции электронов на выбранной области (SAED), показанная на вставке к рис. 2 (a), указывает на четко определенную картину дифракционных колец, которая может быть отнесена к плоскости (002) графита, таким образом предполагая высокую проводимость природы Электроды из карбонизированной древесины пропитаны NiNP. Изображение NiNP, полученное с помощью просвечивающей электронной микроскопии высокого разрешения (HRTEM), показано на рис. 2 (b). Изображение HRTEM показывает хорошо разрешенные полосы решетки с равным межплоскостным расстоянием 0,18 нм, что соответствует d-расстоянию плоскости (200) никеля кубической фазы, что свидетельствует о высокой кристаллизационной особенности NiNP. Картина быстрого преобразования Фурье (БПФ) (верхняя вставка на рис. 2b) дополнительно получена из области полос решетки, которая имеет ось зоны [011] для NiNP. Плоскости решетки БПФ пронумерованы как (200), (11-1) и (-11-1) соответственно, что согласуется с результатами XRD (показаны на рис. 3). Нижняя вставка на рис. 2 (б) демонстрирует обратное быстрое преобразование Фурье (IFFT), взятое из области ограждения, представленной на изображении HRTEM. Кроме того, мы также провели сканирующую трансмиссионную электронную микроскопию в темном поле (DF-STEM), сканирующую трансмиссионную электронную микроскопию в светлом поле (BF-STEM) и картирование EDX для изучения распределения элементов в электродах из карбонизированной древесины, пропитанных NiNP.
Изображение NiNP, полученное с помощью просвечивающей электронной микроскопии высокого разрешения (HRTEM), показано на рис. 2 (b). Изображение HRTEM показывает хорошо разрешенные полосы решетки с равным межплоскостным расстоянием 0,18 нм, что соответствует d-расстоянию плоскости (200) никеля кубической фазы, что свидетельствует о высокой кристаллизационной особенности NiNP. Картина быстрого преобразования Фурье (БПФ) (верхняя вставка на рис. 2b) дополнительно получена из области полос решетки, которая имеет ось зоны [011] для NiNP. Плоскости решетки БПФ пронумерованы как (200), (11-1) и (-11-1) соответственно, что согласуется с результатами XRD (показаны на рис. 3). Нижняя вставка на рис. 2 (б) демонстрирует обратное быстрое преобразование Фурье (IFFT), взятое из области ограждения, представленной на изображении HRTEM. Кроме того, мы также провели сканирующую трансмиссионную электронную микроскопию в темном поле (DF-STEM), сканирующую трансмиссионную электронную микроскопию в светлом поле (BF-STEM) и картирование EDX для изучения распределения элементов в электродах из карбонизированной древесины, пропитанных NiNP. Результаты для образца Ni 2M показаны на рис. S3 в разделе вспомогательной информации. Изображения DF-STEM и BF-STEM также показывают четкое образование наночастиц в электроде. Изображения картирования элементов EDX-STEM, показанные на рис. S3, соответствуют элементам C, Ni, собранным в области электрода. Чтобы дополнительно определить состав поверхности и электронное состояние никеля, XPS-анализ проводится на только что подготовленном электроде (дополнительную информацию см. на рис. S2 в разделе вспомогательной информации). Никель был обнаружен с соответствующим электронным состоянием, равным 0, что подразумевает присутствие металлического никеля в только что приготовленном электроде.
Результаты для образца Ni 2M показаны на рис. S3 в разделе вспомогательной информации. Изображения DF-STEM и BF-STEM также показывают четкое образование наночастиц в электроде. Изображения картирования элементов EDX-STEM, показанные на рис. S3, соответствуют элементам C, Ni, собранным в области электрода. Чтобы дополнительно определить состав поверхности и электронное состояние никеля, XPS-анализ проводится на только что подготовленном электроде (дополнительную информацию см. на рис. S2 в разделе вспомогательной информации). Никель был обнаружен с соответствующим электронным состоянием, равным 0, что подразумевает присутствие металлического никеля в только что приготовленном электроде.
ПЭМ-изображения электродов из карбонизированной древесины, импрегнированных NiNP: ( a ) Изображение с малым увеличением; На вставке показан рисунок SAED, ( b ) изображение NiNP с большим увеличением; Вставка показывает FFT NiNP и IFFT области корпуса в ( b ).
Полноразмерное изображение
Рисунок 3Рентгенограммы Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M. показаны на рис. 3. Как видно, наблюдаемые пики XRD указывают на присутствие фазы чистого кубического никеля (номер ссылки JCPDS 00-004-0850) и гексагонального графита (номер ссылки JCPDS 00-056-0159).) фаза. Других фаз не обнаружено.
Измерения циклической вольтамперометрии
Измерения CV на карбонизированной древесине, импрегнированной NiNP, проводились при скоростях развертки от 1 мВ/с до 50 мВ/с и в диапазоне потенциалов 0 В–0,5 В (относительно Ag/AgCl) . Результаты для скоростей развертки 1 мВ/с, 3 мВ/с, 5 мВ/с и 10 мВ/с показаны на рис. 4, а для более высоких скоростей развертки 25 мВ/с, 30 мВ/с, 40 мВ/с и 50 мВ/с показаны на рис. S4 в разделе вспомогательной информации. Для сравнения в идентичных условиях были также проведены измерения CV на чистой карбонизированной древесине. Результаты показаны на рис. S5 в разделе вспомогательной информации. Можно видеть, что CV-кривые для всех образцов карбонизированной древесины, импрегнированных NiNP, показывают пики, которые указывают на окислительно-восстановительные реакции и указывают на псевдоемкостное поведение электродов. Два характерных пика, то есть анодный пик при положительном токе и катодный пик при отрицательном токе, обусловлены окислением никеля до сильно гидратированного α-Ni(OH) 2 (зарядка) и восстановление α-Ni(OH) 2 до никеля (разрядка) соответственно. Процесс зарядки идет в прямом направлении следующей окислительно-восстановительной реакции 22,23,24,25 : Ni + 2OH − ↔ α-Ni (OH) 2 + 2e − , в то время как процесс разрядки идет в обратном направлении. реакция. С увеличением скорости сканирования увеличиваются как анодные, так и катодные пиковые токи (см. рис. S6 вспомогательной информации). Кроме того, увеличивается расстояние между потенциалом анодного пика и потенциалом катодного пика, что указывает на контролируемый диффузией квазиобратимый процесс переноса заряда ионов 26 (см.
Можно видеть, что CV-кривые для всех образцов карбонизированной древесины, импрегнированных NiNP, показывают пики, которые указывают на окислительно-восстановительные реакции и указывают на псевдоемкостное поведение электродов. Два характерных пика, то есть анодный пик при положительном токе и катодный пик при отрицательном токе, обусловлены окислением никеля до сильно гидратированного α-Ni(OH) 2 (зарядка) и восстановление α-Ni(OH) 2 до никеля (разрядка) соответственно. Процесс зарядки идет в прямом направлении следующей окислительно-восстановительной реакции 22,23,24,25 : Ni + 2OH − ↔ α-Ni (OH) 2 + 2e − , в то время как процесс разрядки идет в обратном направлении. реакция. С увеличением скорости сканирования увеличиваются как анодные, так и катодные пиковые токи (см. рис. S6 вспомогательной информации). Кроме того, увеличивается расстояние между потенциалом анодного пика и потенциалом катодного пика, что указывает на контролируемый диффузией квазиобратимый процесс переноса заряда ионов 26 (см. рис. S7 вспомогательной информации).
рис. S7 вспомогательной информации).
CV-кривые Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M при различных скоростях сканирования 1 мВ/с, 3 мВ/с, 5 мВ/с и 10 мВ/с.
Изображение в натуральную величину
Интегральная площадь CV-кривой по скорости сканирования напрямую связана с общей емкостью суперконденсатора и может использоваться для качественного сравнения поведения емкости различных образцов 4,7,8 . Как видно, площадь CV-кривой не сильно меняется от Ni 0,5 M до Ni 1 M. Однако она резко увеличивается от Ni 1 M до Ni 2 M, что означает, что удельная емкость увеличивается с увеличением концентрации никеля. . При дальнейшем увеличении содержания Ni площадь ЦВА для образца Ni 3 M значительно уменьшается. Это увеличение от Ni 0,5 M до Ni 2 M может быть связано с присутствием большего количества NiNP в системе, что увеличивает эффективную площадь поверхности для окислительно-восстановительных реакций, что приводит к более высокому вкладу псевдоемкости в общую емкость электрода. Наоборот, уменьшенная площадь ВФХ для Ni 3 M указывает на то, что удельная емкость уменьшается после увеличения концентрации нитрата никеля выше 2 M. Это уменьшение удельной емкости связано с увеличением размера частиц NiNPs как видно на СЭМ, что приводит к уменьшению общей удельной поверхности активного материала 27 . Это указывает на то, что оптимальная концентрация NiNO 3 для получения импрегнированных в карбонизированную древесину NiNP составляет 2 М. Для дальнейшего подтверждения этого и количественного определения значений удельной емкости были проведены ЭИС и гальваностатические измерения заряда-разряда.
Наоборот, уменьшенная площадь ВФХ для Ni 3 M указывает на то, что удельная емкость уменьшается после увеличения концентрации нитрата никеля выше 2 M. Это уменьшение удельной емкости связано с увеличением размера частиц NiNPs как видно на СЭМ, что приводит к уменьшению общей удельной поверхности активного материала 27 . Это указывает на то, что оптимальная концентрация NiNO 3 для получения импрегнированных в карбонизированную древесину NiNP составляет 2 М. Для дальнейшего подтверждения этого и количественного определения значений удельной емкости были проведены ЭИС и гальваностатические измерения заряда-разряда.
Спектроскопия электрохимического импеданса
Чтобы использовать электрохимические суперконденсаторы в качестве накопителей энергии, электроды должны иметь более низкое сопротивление (более высокую электропроводность), чтобы добиться более низких потерь мощности. Для количественного определения значений эквивалентного последовательного сопротивления (ESR) для всех электродов, исследованных в этом исследовании, применялся метод импеданса переменного тока, т. е. измерения EIS. Измерения импеданса проводились в диапазоне частот от 0,1 Гц до 10 6 Гц. На рис. 5 показаны графики Найквиста для Ni 0,5 M, Ni 1 M, Ni 2M, Ni 3M и электродов из чистой карбонизированной древесины при амплитуде приложенного потенциала 0,1 В.
е. измерения EIS. Измерения импеданса проводились в диапазоне частот от 0,1 Гц до 10 6 Гц. На рис. 5 показаны графики Найквиста для Ni 0,5 M, Ni 1 M, Ni 2M, Ni 3M и электродов из чистой карбонизированной древесины при амплитуде приложенного потенциала 0,1 В.
Изображение полного размера
Графики Найквиста показывают небольшую дугу в высокочастотной области, которая связана с управляемым процессом переноса заряда, и прямую линию в низкочастотной области, соответствующую диффузионно-управляемому емкостному режиму. Область высоких частот, где кривая впервые встречается с осью x, дает значение ESR электрода. Установлено, что значения ЭПР образцов карбонизированной древесины, импрегнированных NiNP, составляют 1,9. 7 Ом, 2,19 Ом, 2,27 Ом и 2,37 Ом для Ni 0,5M, 1M, 2M и 3M соответственно, что меньше значения ESR (2,90 Ом) для чистой карбонизированной древесины, приготовленной в идентичных условиях, что подразумевает наличие NiNPs в карбонизированной древесине сводит к минимуму потери мощности суперконденсаторов на основе нанокомпозита никель/углерод.
7 Ом, 2,19 Ом, 2,27 Ом и 2,37 Ом для Ni 0,5M, 1M, 2M и 3M соответственно, что меньше значения ESR (2,90 Ом) для чистой карбонизированной древесины, приготовленной в идентичных условиях, что подразумевает наличие NiNPs в карбонизированной древесине сводит к минимуму потери мощности суперконденсаторов на основе нанокомпозита никель/углерод.
Измерения гальваностатического заряда-разряда
На следующем этапе мы провели эксперименты по гальваностатическому заряду-разряду на различных электродах из карбонизированной древесины, импрегнированных NiNP, при плотности тока в диапазоне от 8 А/г до 120 А/г в потенциальном окне 0,0. –0,5 В 28 . На рис. 6 представлены зарядно-разрядные кривые для образцов карбонизированной древесины, импрегнированных наночастицами никеля, с различными концентрациями никеля. Было замечено, что кривые зарядки и разрядки являются нелинейными с наблюдаемыми изменениями наклона. Это изменение наклона связано с реакцией между ионами электролита и электродом из карбонизированной древесины, пропитанным NiNP. Кроме того, потенциал, соответствующий изменению наклона, совпадает с пиковым потенциалом CV-кривых, анодным или катодным пиком, как показано на рис. 4, а нелинейная кривая заряда-разряда подтверждает, что электроды из карбонизированной древесины, пропитанные NiNP, проявляют псевдоемкостное поведение.
Кроме того, потенциал, соответствующий изменению наклона, совпадает с пиковым потенциалом CV-кривых, анодным или катодным пиком, как показано на рис. 4, а нелинейная кривая заряда-разряда подтверждает, что электроды из карбонизированной древесины, пропитанные NiNP, проявляют псевдоемкостное поведение.
Кривые гальваностатического заряда-разряда для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M при различных плотностях тока 20 А/г, 40 А/г, 48 А/г, 80 А/ г и 120 А/г.
Данные для 8 А/г не показаны для ясности рисунка.
Изображение полного размера
Удельная емкость (Ф/г) карбонизированной древесины, импрегнированной NiNP, была рассчитана с использованием времени разряда и дается уравнением (1), где «i» — ток, «m» — масса нанокомпозита, участвующего в процессе накопления заряда, Δt — время разряда, полученное из кривых заряда-разряда, а ΔV — окно напряжения.
На рис. 7 показаны значения удельной емкости (C s ) всех электродов из карбонизированной древесины, импрегнированных NiNP, при различных плотностях тока. Как можно заметить, значение C s уменьшается по мере увеличения плотности тока. Это связано с тем, что при высоких плотностях тока процессы зарядки и разрядки ограничиваются только внешними слоями, что приводит к уменьшению количества доступных реакционных центров в материале электрода. Далее отмечается, что C s увеличивается с увеличением концентрации содержания никеля до 2 М, но выше этого уменьшается. Самое высокое значение C s около 3616 Ф/г получено для образца Ni 2 M при плотности тока 8 А/г. Кроме того, при 40 А/г Ni 2 M демонстрирует значение C s около 3328 F/г. Это значение выше, чем соответствующее значение, указанное в литературе для электродов, изготовленных из аморфного Ni(OH) 2 (~1544 F/г) 29 , пористой пленки NiO (~188 F/г), листов графена/пленки NiO (~324 Ф/г) 30 , иерархически пористый графен-Ni(OH) 2 (hGN) гибридный гидрогель (~600 F/г) 31 , Ni(OH) 2 /графен/Ni пена (~1600 F/г) 32 Ni(OH) 2 /УНТ/пена никеля (~3300 F/г) 33 Ni(OH) 2 /Ni/нанокомпозит графена (~2609 F/г) 34 и чистый карбонизированный древесина (136 F/г) испытана в идентичных условиях.
Как можно заметить, значение C s уменьшается по мере увеличения плотности тока. Это связано с тем, что при высоких плотностях тока процессы зарядки и разрядки ограничиваются только внешними слоями, что приводит к уменьшению количества доступных реакционных центров в материале электрода. Далее отмечается, что C s увеличивается с увеличением концентрации содержания никеля до 2 М, но выше этого уменьшается. Самое высокое значение C s около 3616 Ф/г получено для образца Ni 2 M при плотности тока 8 А/г. Кроме того, при 40 А/г Ni 2 M демонстрирует значение C s около 3328 F/г. Это значение выше, чем соответствующее значение, указанное в литературе для электродов, изготовленных из аморфного Ni(OH) 2 (~1544 F/г) 29 , пористой пленки NiO (~188 F/г), листов графена/пленки NiO (~324 Ф/г) 30 , иерархически пористый графен-Ni(OH) 2 (hGN) гибридный гидрогель (~600 F/г) 31 , Ni(OH) 2 /графен/Ni пена (~1600 F/г) 32 Ni(OH) 2 /УНТ/пена никеля (~3300 F/г) 33 Ni(OH) 2 /Ni/нанокомпозит графена (~2609 F/г) 34 и чистый карбонизированный древесина (136 F/г) испытана в идентичных условиях. Важно отметить, что для возможности использования суперконденсатора в приложениях с быстрым зарядом-разрядом он должен иметь высокую C с даже при более высоких плотностях тока. Образец Ni 2 M демонстрирует очень высокое значение C s , равное 2245 Ф/г, при плотности тока до 120 А/г, что дает ему большой потенциал для использования в приложениях, требующих сверхвысоких скоростей. В отличие от Ni 2M, образец Ni 3 M показал более низкую C s при всех плотностях тока, как видно на рис. 7. Это связано с присутствием NiNP, которые расположены очень близко друг к другу, что приводит к наночастиц во время измерений заряда-разряда. Эта агрегация вызывает уменьшение общей площади поверхности и тем самым снижает доступ электролита к реакционноспособным участкам.
Важно отметить, что для возможности использования суперконденсатора в приложениях с быстрым зарядом-разрядом он должен иметь высокую C с даже при более высоких плотностях тока. Образец Ni 2 M демонстрирует очень высокое значение C s , равное 2245 Ф/г, при плотности тока до 120 А/г, что дает ему большой потенциал для использования в приложениях, требующих сверхвысоких скоростей. В отличие от Ni 2M, образец Ni 3 M показал более низкую C s при всех плотностях тока, как видно на рис. 7. Это связано с присутствием NiNP, которые расположены очень близко друг к другу, что приводит к наночастиц во время измерений заряда-разряда. Эта агрегация вызывает уменьшение общей площади поверхности и тем самым снижает доступ электролита к реакционноспособным участкам.
Удельная емкость для Ni 0,5 М, Ni 1 М, Ni 2 М и Ni 3 М при различных плотностях тока (8 А/г–120 А/г) в 5 М растворе КОН.
Кроме того, показана удельная емкость нескольких распространенных электродов, как указано в литературе, а также удельная емкость чистой карбонизированной древесины.
Изображение полного размера
Плотность энергии (Втч/кг) и удельная мощность (Вт/кг) при различных плотностях тока для образцов карбонизированной древесины, импрегнированных NiNP, рассчитываются по уравнениям 2 и 3 соответственно.
На рис. 8 показана диаграмма Рагона для образцов карбонизированной древесины, импрегнированных NiNP, при различных плотностях тока. Из этого рисунка видно, что самая высокая плотность мощности 30 кВт/кг достигается для Ni 2 M при плотности тока 120 А/гм. А самая высокая плотность энергии 125 Втч/кг получена для образца Ni 2M при плотности тока 8 А/гм. Это ясно показывает, что электроды из карбонизированной древесины, импрегнированные NiNP, обладают превосходным сочетанием высокого накопления энергии и удельной мощности по сравнению с другими материалами, доступными в настоящее время.
Рисунок 8График Рагона для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M при различных плотностях тока.
Изображение с полным размером
Циклическое испытание на срок службы
Для изучения характеристик электродов из карбонизированной древесины, импрегнированных NiNP, в реальных условиях было проведено циклическое испытание на срок службы, при котором эксперименты по гальваностатическому заряду-разряду повторялись в течение 6000 циклов. На рис. 9 представлены циклические испытания на долговечность различных образцов карбонизированной древесины, импрегнированных NiNP. Было замечено, что образцы Ni 0,5 M, Ni 1 M и Ni 2 M претерпевают очень медленное снижение удельной емкости до 6000 циклов. Эти образцы показывают удержание более ~83% после 6000 циклов заряда-разряда, аналогично другим композитным электродам 9.0009 35,36,37,38,39,40 . В отличие от этих образцов было видно, что Ni 3 M сохраняет емкость 62% от своей начальной емкости после 6000 циклов. Эта относительно низкая стабильность Ni 3 M может быть связана с агрегацией NiNP во время непрерывных циклов зарядки-разрядки, что уменьшает эффективную площадь поверхности, тем самым снижая срок службы. Несмотря на это, его удельная емкость после 6000 циклов все же выше, чем у чистой карбонизированной древесины.
На рис. 9 представлены циклические испытания на долговечность различных образцов карбонизированной древесины, импрегнированных NiNP. Было замечено, что образцы Ni 0,5 M, Ni 1 M и Ni 2 M претерпевают очень медленное снижение удельной емкости до 6000 циклов. Эти образцы показывают удержание более ~83% после 6000 циклов заряда-разряда, аналогично другим композитным электродам 9.0009 35,36,37,38,39,40 . В отличие от этих образцов было видно, что Ni 3 M сохраняет емкость 62% от своей начальной емкости после 6000 циклов. Эта относительно низкая стабильность Ni 3 M может быть связана с агрегацией NiNP во время непрерывных циклов зарядки-разрядки, что уменьшает эффективную площадь поверхности, тем самым снижая срок службы. Несмотря на это, его удельная емкость после 6000 циклов все же выше, чем у чистой карбонизированной древесины.
Данные испытаний на циклическую долговечность для Ni 0,5 M, Ni 1 M, Ni 2 M и Ni 3 M.
Изображение в натуральную величину были разработаны. Концентрация NiNP в карбонизированной древесине варьировалась, чтобы понять влияние концентрации никеля на характеристики электродов суперконденсатора. Были выполнены измерения электрохимических характеристик, такие как CV, EIS и разряд гальваностатического заряда. Результаты показали, что среди всех нанокомпозитных электродов Ni/C, Ni 2 M демонстрирует наилучшие емкостные характеристики (3616 Ф/г при 8 А/г), что объясняется комбинацией псевдоемкости NiNP и хорошей электропроводности карбонизированной древесины. . Помимо высоких емкостных характеристик, Ni 2 M демонстрирует превосходное сохранение емкости после 6000 циклов повторных измерений заряда-разряда, что свидетельствует о его захватывающем потенциале в качестве электродных материалов для экологически безопасных суперконденсаторов следующего поколения.
Концентрация NiNP в карбонизированной древесине варьировалась, чтобы понять влияние концентрации никеля на характеристики электродов суперконденсатора. Были выполнены измерения электрохимических характеристик, такие как CV, EIS и разряд гальваностатического заряда. Результаты показали, что среди всех нанокомпозитных электродов Ni/C, Ni 2 M демонстрирует наилучшие емкостные характеристики (3616 Ф/г при 8 А/г), что объясняется комбинацией псевдоемкости NiNP и хорошей электропроводности карбонизированной древесины. . Помимо высоких емкостных характеристик, Ni 2 M демонстрирует превосходное сохранение емкости после 6000 циклов повторных измерений заряда-разряда, что свидетельствует о его захватывающем потенциале в качестве электродных материалов для экологически безопасных суперконденсаторов следующего поколения.
Дополнительная информация
Как цитировать эту статью : Yaddanapudi, H. S. et al . Легкая подготовка нанокомпозита никель/карбонизированная древесина для экологически чистых электродов суперконденсаторов. Науч. Респ. 6 , 33659; doi: 10.1038/srep33659 (2016).
Науч. Респ. 6 , 33659; doi: 10.1038/srep33659 (2016).
Ссылки
Wang, H.L., Gao, Q.M. & Hu, J. Высокая емкость хранения водорода пористых углей, приготовленных с использованием активированного угля. Варенье. хим. соц. 131, 7016–7022 (2009 г.)).
КАС Статья Google ученый
Ян С. Б., Фэн С. Л., Ивановичи С. и Мюллен К. Изготовление наночастиц оксида, инкапсулированных в графен: к высокоэффективным анодным материалам для хранения лития. Ангью. хим. Междунар. Эд. 49, 8408–8411 (2010).
КАС Статья Google ученый
Wang, Z. Y., Zhou, L. & Lou, X. W. Полые наноструктуры из оксида металла для литий-ионных аккумуляторов. Доп. Матер. 24, 1903–1911 (2012).
КАС Статья Google ученый
Ланг, X.Ю., Хирата, А.
 , Фуджита, Т. и Чен, М.В. Нанопористые гибридные электроды металл/оксид для электрохимических суперконденсаторов. Нац. нанотехнологии. 6, 232–236 (2011).
, Фуджита, Т. и Чен, М.В. Нанопористые гибридные электроды металл/оксид для электрохимических суперконденсаторов. Нац. нанотехнологии. 6, 232–236 (2011).КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Цзян Х., Ли П. С. и Ли К. Трехмерные углеродные наноструктуры для усовершенствованных суперконденсаторов. Энергетическая среда. науч. 6, 41–53 (2010).
Артикул Google ученый
Лю, Х. и Ян, В. Сверхдлинный монокристаллический композит V2O5 нанопроволока/графен, изготовленный с помощью простого зеленого подхода, и его поведение при хранении лития. Энергетическая среда. науч. 4, 4000–4008 (2011).
КАС Статья Google ученый
Liu, J.P. et al. Co3O4 Nanowire@ MnO2 Ультратонкие нанолистовые массивы ядро/оболочка: новый класс высокоэффективных псевдоемкостных материалов. Доп. Матер. 23, 2076–2081 (2011).

КАС Статья Google ученый
Ли, Х. и др. Теоретическая и экспериментальная удельная емкость полианилина в серной кислоте. J. Источники энергии. 190, 578–586 (2009).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Саймон П. и Гогоци Ю. Материалы для электрохимических конденсаторов. Нац. Матер. 7, 845–854 (2008).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Ланг, Х., Хирата, А., Фуджита, Т. и Чен, М. Нанопористые гибридные электроды металл/оксид для электрохимических суперконденсаторов. Нац. нанотехнологии. 6, 232–236 (2011).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Yang, Y., Ruan, G., Xiang, C., Wang, G. & Tour, J.M. Гибкие трехмерные нанопористые энергетические устройства на основе металлов. Варенье. хим. соц.
 136, 6187–6190 (2014).
136, 6187–6190 (2014).КАС Статья Google ученый
Cottineau, T., Toupin, M., Delahaye, T., Brousse, T. & Belanger, D. Наноструктурированные оксиды переходных металлов для водных гибридных электрохимических суперконденсаторов. заявл. физ. 2006. Т. 82. С. 599–606.
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Лу, К. и др. Электроды суперконденсаторов с высокой плотностью энергии и мощности, изготовленные из монолитных нанокомпозитов NiO/Ni. Ангью. хим. Междунар. Эд. 123, 6979–6982 (2011).
Артикул Google ученый
Сугимото В., Йокосима К., Мураками Ю. и Такасу Ю. Механизм накопления заряда наноструктурированных безводных и водных оксидов на основе рутения. Электрохим. Акта. 52, 1742–1748 (2006).
КАС Статья Google ученый
Wang, J.
 , Polleux, J., Lim, J. & Dunn, B. Псевдоемкостные вклады в накопление электрохимической энергии в наночастицах TiO2 (анатаз). Дж. Физ. хим. С. 111, 14925–14931 (2007).
, Polleux, J., Lim, J. & Dunn, B. Псевдоемкостные вклады в накопление электрохимической энергии в наночастицах TiO2 (анатаз). Дж. Физ. хим. С. 111, 14925–14931 (2007).КАС Статья Google ученый
Алсабет, М., Грден, М. и Еркевич, Г. Электрохимический рост поверхностных оксидов на никеле. Часть 1: образование α-Ni(OH)2 в зависимости от поляризационного потенциала, времени поляризации и температуры. Электрокатализ. 2, 317–330 (2011).
КАС Статья Google ученый
Zhi, M., Xiang, C., Li, J., Li, M. & Wu, N. Наноструктурированные композитные электроды из оксида углерода и металла для суперконденсаторов: обзор. Наномасштаб. 5, 72–88 (2013).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Ван, Дж. Г., Ян, Ю., Хуанг, З. Х. и Канг, Ф. Синтез и электрохимические характеристики нанокомпозитов MnO2/УНТ со встроенными углеродными нановолокнами для суперконденсаторов.
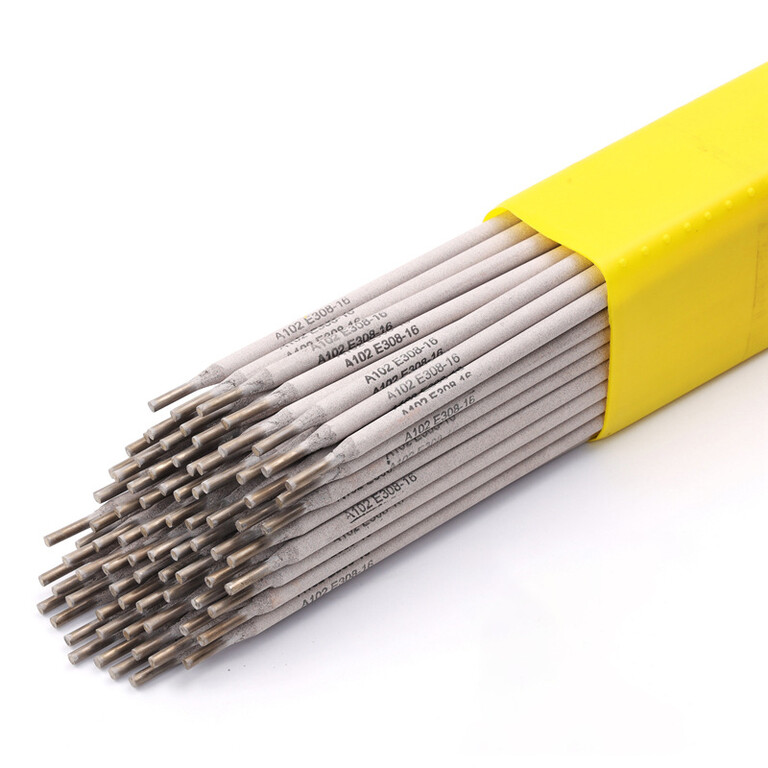 Электрохим. Акта. 75, 213–219 (2012).
Электрохим. Акта. 75, 213–219 (2012).КАС Статья Google ученый
Лин, П. и др. Композиты оксид никеля/УНТ с высокой емкостью для суперконденсатора. Дж. Электрохим. соц. 157, A818–A823 (2010).
КАС Статья Google ученый
Wang, X. F., Ruan, D. B. & Zheng, Y. O. U. Применение сферического композитного электрода Ni(OH)2/CNTs в асимметричном суперконденсаторе. Транс. Цветные металлы. соц. Китай. 16, 1129–1134 (2006).
КАС Статья Google ученый
Teng, S., Siegel, G., Wang, W. & Tiwari, A. Обугленная древесина для электродов суперконденсаторов. ECS Solid State Let. 3, М25–М28 (2014).
КАС Статья Google ученый
Грден М., Алсабет М. и Еркевич Г. Наука о поверхности и электрохимический анализ пеноникеля. Приложение ACS Матер.
 Интерфейсы. 4, 3012–3021 (2012).
Интерфейсы. 4, 3012–3021 (2012).Артикул Google ученый
Oliveira, V.L. et al. Исследования продуктов реакции электроокисления глицерина на материалах на основе никеля в щелочной среде. Электрохим. Акта. 117, 255–262 (2014).
КАС Статья Google ученый
Асгари М., Мараге М. Г., Даварха Р., Лохрасби Э. и Голиканд А. Н. Электрокаталитическое окисление метанола на никель-кобальтовом модифицированном стеклоуглеродном электроде в щелочной среде. Электрохим. Акта. 59, 284–289 (2012).
КАС Статья Google ученый
Флейшманн М., Коринек К. и Плетчер Д. Окисление органических соединений на никелевом аноде в щелочном растворе. Дж. Электроанал. хим. Межфазная электрохимия. 31, 39–49 (1971).
КАС Статья Google ученый
Маббот, Г.
 А. Введение в циклическую вольтамперометрию. Дж. Хим. Образовательный 60, 697–702 (1983).
А. Введение в циклическую вольтамперометрию. Дж. Хим. Образовательный 60, 697–702 (1983).Артикул Google ученый
Li, J., Liu, E.H., Li, W., Meng, X.Y. & Tan, S.T. Композитные электроды из никель/углеродных нановолокон в качестве суперконденсаторов, полученные электропрядением. J. Alloys Compd. 478, 371–374 (2009 г.)).
КАС Статья Google ученый
Хоу, Дж. и др. От рисовых отрубей до суперконденсаторов с высокой плотностью энергии: новый способ управления пористой структурой трехмерного углерода. науч. Отчет 4 (2014).
Li, H.B. et al. Наносферы аморфного гидроксида никеля со сверхвысокой емкостью и плотностью энергии как материалы для электрохимических псевдоконденсаторов. Нац. коммун. 4, 1894 (2013).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Ся, Синьхуэй и др.
 Гибридная пленка графеновый лист/пористая пленка NiO для применения в суперконденсаторах. хим. Евро. J. 17, 10898–10905 (2011).
Гибридная пленка графеновый лист/пористая пленка NiO для применения в суперконденсаторах. хим. Евро. J. 17, 10898–10905 (2011).КАС Статья Google ученый
Чен С., Дуан Дж., Тан Ю. и Чжан Цяо С. Гибридные гидрогели пористого графена и гидроксида никеля как передовые материалы для суперконденсаторов. хим. Евро. Журнал 19, 7118–7124 (2013).
КАС Статья Google ученый
Wang, L., Li, X., Guo, T., Yan, X. & Tay, B.K. Трехмерный электрод Ni (OH) 2 нанохлопья/графен/пена никеля с высокой пропускной способностью для применения в суперконденсаторах. Междунар. Дж. Водородная энергия. 39, 7876–7884 (2014).
КАС Статья Google ученый
Тан, З., Тан, С. Х. и Гонг, Х. Асимметричный суперконденсатор с высокой плотностью энергии из наноструктурированных электродов Ni(OH)2/углеродных нанотрубок.
 Доп. Функц. Матер. 22, 1272–1278 (2012).
Доп. Функц. Матер. 22, 1272–1278 (2012).КАС Статья Google ученый
Лю Т., Шао Г. и Цзи М. Электроосаждение композитов Ni(OH)2/Ni/графен в поле супергравитации для применения в суперконденсаторах. Матер. лат. 122, 273–276 (2014).
КАС Статья Google ученый
Цао Л., Конг Л.Б., Лян Ю.Ю. и Ли Х.Л. Получение нового нанокомпозитного материала Ni(OH)2/USY и его применение для хранения электрохимической емкости. хим. коммун. 14, 1646–1647 (2004).
Артикул Google ученый
Ji, J. et al. Нанопористая тонкая пленка Ni(OH)2 на трехмерной ультратонкой графитовой пене для асимметричного суперконденсатора. АКС нано. 7, 6237–6243 (2013).
КАС Статья Google ученый
Вахид, М., Путуссери, Д., Фейз, Д. и Огале, С. Повышенное сохранение емкости в суперконденсаторе, изготовленном из углерода из жмыха сахарного тростника путем гидротермической предварительной обработки.
 Энергетическое топливо. 28, 4233–4240 (2014).
Энергетическое топливо. 28, 4233–4240 (2014).КАС Статья Google ученый
Lin, T. W., Dai, C. S. & Hung, K. C. Асимметричный суперконденсатор с высокой плотностью энергии на основе композитных электродов NiOOH/Ni3S2/3D-графена и Fe3O4/графена. науч. Отчет 4 (2014).
Wang, R. & Yan, X. Превосходный асимметричный суперконденсатор на основе нанолистов оксида Ni-Co и углеродных наностержней. науч. Отчет 4 (2014).
млн лет, H. et al. Гидроксид никеля-кобальта@ Гибридные нанослои с восстановленным оксидом графена для высокопроизводительных асимметричных суперконденсаторов с замечательной циклической стабильностью. Приложение ACS Матер. Интерфейсы. 8, 1992–2000 (2016).
КАС Статья Google ученый
Ссылка на скачивание
Благодарности
Авторы хотят поблагодарить Национальный научный фонд США за поддержку через грант № 1121252 (MRSEC) и 1407650.
Информация о авторе
Авторы и атаки
-
040 и атаки
-
9
и атаки
-
9
040 и атаки Инженерия, Лаборатория исследования наноструктурных материалов, Университет штата Юта, Солт-Лейк-Сити, 84112, Юта, США
Haritha Sree Yaddanapudi, Kun Tian, Shiang Teng & Ashutosh Tiwari
Авторы
- Haritha Sree Yaddanapudi
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Kun Tian
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Shiang Teng
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Ashutosh Tiwari
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Contributions
H.
 S.Y. изготовил образцы, провел эксперименты и написал рукопись. К.Т. проанализировал данные и стал соавтором рукописи. С.Т. разработал методы исследования и оказал помощь в анализе данных. В. Руководил проектом и обсуждал результаты. Все авторы рассмотрели рукопись.
S.Y. изготовил образцы, провел эксперименты и написал рукопись. К.Т. проанализировал данные и стал соавтором рукописи. С.Т. разработал методы исследования и оказал помощь в анализе данных. В. Руководил проектом и обсуждал результаты. Все авторы рассмотрели рукопись.Заявление об этике
Конкурирующие интересы
Авторы не заявляют о конкурирующих финансовых интересах.
Электронные дополнительные материалы
Дополнительная информация
Права и разрешения
Эта работа находится под лицензией Creative Commons Attribution 4.0 International License. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке; если материал не включен в лицензию Creative Commons, пользователям необходимо будет получить разрешение от держателя лицензии на воспроизведение материала. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.
 0/
0/Перепечатка и разрешения
Об этой статье
Эту статью цитирует
Комплексообразование гуанидиносодержащего l-аргинина с никелем на модифицированных диоксидом кремния МНЧ герцинита: новый катализатор для синтеза полигидрохинолинов и 2,3-дигидрохиназолин-4(1H)-онов Ганчем
- Масуд Мохаммади
- Араш Горбани-Чогамарани
Исследования химических промежуточных соединений (2022)
Электрод из древесины, поддерживающий ReS2, выращенный методом CVD, для эффективного и стабильного производства водорода
- Вэньтянь Хуан
- Шаоцян Су
- Цзюньмин Лю
Журнал материаловедения (2021)
Экономически эффективная стратегия изготовления иерархической структуры STA@PF@Cu2O на поверхности древесины: направлена на супергидрофобную модификацию
- Кэ Чжань
- Цюаньсюн Лу
- Гуанбен Ду
Наука и технология древесины (2021)
Блочный электрод, изготовленный из катализируемого никелем лигнина, собранный из древесной керамики.

- Сяньчунь Юй
- Делин Сан
- Чжанхэн Ван
Журнал материаловедения (2020)
Легкий самошаблонный маршрут плавления Подготовка иерархического пористого углерода, полученного из биомассы, для усовершенствованных суперконденсаторов
- Кан Ван
- Дяньюй Ван
- Лэй Цзян
Химические исследования в китайских университетах (2018)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества.
 Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.Эван Бломквист: Выжигание древесины под высоким напряжением – Деревообработка | Блог | Видео | Планы
«Какой парень не любит играть с огнем и электричеством?» Так говорит Эван Бломквист, который последние пару лет занимается именно этим, поскольку он использует фрактальное выжигание для создания рисунков на дереве.
Вдохновленный фотографией другого человека, делающего то же самое, Эван сказал: «Я подумал: «Вау, это круто! Я хочу попробовать это».
Чтобы внести ясность, Эван отмечает: «Это чрезвычайно опасно. Я играю около 2000 вольт электричества. Однажды я ударил себя током, и мне повезло, что я был в обуви с резиновой подошвой, потому что это предотвратило контакт напряжения с землей. Так что я усвоил урок, и я принимаю все меры предосторожности, такие как резиновый коврик. У меня есть резиновые туфли, резиновые перчатки и все такое.
 Я не могу не подчеркнуть, насколько осторожными должны быть люди. Не стоит просто сжигать что-то прохладное в куске дерева, если вы не собираетесь быть в безопасности».
Я не могу не подчеркнуть, насколько осторожными должны быть люди. Не стоит просто сжигать что-то прохладное в куске дерева, если вы не собираетесь быть в безопасности».Машина, используемая для этого вида сжигания древесины, состоит из силового трансформатора высокого напряжения. «Вы можете найти их в микроволновых печах, масляных горелках или даже в неоновых вывесках», — сказал Эван. «Есть разные напряжения, связанные с любым источником питания, который вы хотите выбрать. Я просто использую микроволновый трансформатор — у меня есть пара таких трансформаторов, соединенных вместе для дополнительного напряжения».
Чтобы начать обжиг, он полностью пропитывает каждый кусок дерева, с которым он будет работать, раствором бикарбоната натрия. «Это просто водоподобный раствор, который делает древесину проводящей. Я имею в виду воду и электричество: две вещи, которые вы не должны смешивать, но именно так они могут сгореть в древесине», — сказал Эван.
В процессе участвуют два электрода, положительный и отрицательный.
 Эван говорит, что он прикладывает отрицательный электрод к дереву для ожога, удерживая при этом второй электрод: «У него есть трубы из ПВХ и резиновые зажимы вокруг него, а на мне [резиновые] перчатки, так что это безопасно».
Эван говорит, что он прикладывает отрицательный электрод к дереву для ожога, удерживая при этом второй электрод: «У него есть трубы из ПВХ и резиновые зажимы вокруг него, а на мне [резиновые] перчатки, так что это безопасно».Это должно дать ему некоторый контроль над рисунком, созданным в процессе прожига, который Эван описывает как напоминающий в целом древовидные узоры или ветви молнии. «Когда я прикасаюсь к дереву, оно посылает, например, пять ветвей, и я могу дать им прогореть примерно от 5 до 10 дюймов, а затем я могу взять электрод и переместить его на ту ветвь, которую я хочу. следовать. Если я хочу, чтобы он шел вправо, влево или прямо вперед, я могу переместить его в ту ветку, в которую хочу продолжить. Затем оттуда будет порождаться больше веток, и тогда я могу продолжать следить за той веткой, которую хочу. Затем я могу сделать дизайн на основе этого».
Он работает с кусками дерева длиннее фута, «что дает ожогу некоторое время, чтобы распространиться и создать классный рисунок, тогда как, если это действительно маленький кусок дерева, в нем не так много дизайна, потому что он не У меня нет времени развернуться.

Еще одна причина для работы с более длинными кусками дерева – это предотвращение возникновения электрической дуги. «Если я подойду слишком близко к другому электроду, я бы сказал, в пределах шести дюймов, между двумя электродами возникнет электрическая дуга. Дуга пройдет по дереву — она даже не прожжет дерево — так что это похоже на физический поток электричества между двумя электродами. Если бы у меня свисала веревка или если бы мои волосы запутались в ней, это было бы большой проблемой».
Различные породы дерева по-разному реагируют на процесс. Некоторые из любимых пород дерева Эвана и его отца, которые работают с ним в этом бизнесе, включают орех и вишню.
Тополь, твердый клен, ясень и красный дуб, с другой стороны, плохо подходят для этого процесса. «Если это древесина с очень толстыми волокнами, то ожог имеет тенденцию следовать за волокнами, а не иметь более случайный древовидный узор, и он выглядит как прямые линии. Это просто выглядит неряшливо, — сказал Эван.

Другие породы дерева, с которыми они экспериментировали, включают гледичию, клен серебристый и падук. «Там так много разных пород дерева. На самом деле самый большой эксперимент, который мы проводим, — это разные породы дерева», — сказал Эван.
Его отец, бывший строитель, ставший медсестрой, привнес в бизнес оригинальное ноу-хау деревообработки. В то время, когда он начал это, Эван вообще не занимался деревообработкой. Его отец по-прежнему строит большие проекты, такие как вешалки для одежды, книжные полки и большие столы, но Эван гордится своими достижениями в своих навыках работы с деревом.
В частности, он гордится журнальным столиком с теневым ящиком и светодиодной подсветкой на нижней стороне крышки. «Это был проект, который я хотел сделать, чтобы доказать себе, что я прошел долгий путь в деревообработке. Все, что у меня было, когда я начинал этот проект, — это кусок стекла. Я построил крышку, направил толщину стекла по бокам каждой из частей обода, которые я обжег ранее, установил стекло внутри этих частей, а затем построил журнальный столик вокруг него», — сказал он.

Эван также экспериментировал с добавлением различных вставок к ожогам, включая вставку из светящейся в темноте смолы. По его словам, его вдохновение пришло из узоров ожогов в форме молнии. «Вы знаете, молния ярко-белая или даже желтая, и поэтому я подумал, что было бы неплохо попробовать светиться в темноте. Получилось очень круто, так что эта часть просто взлетела — многим это понравилось».
Он также добавил вставки из малахита или бирюзы.
Для этого типа проектов также необходимо учитывать особенности отделки. «Когда я прожигаю эти каналы, происходит накопление пепла, нагара — по сути, это черная сажа», — сказал Эван. «Я должен убедиться, что я действительно вычистил это и что ничего не осталось, потому что, если во время окрашивания остаются маленькие кусочки, это похоже на мелок, который несут по дереву. Он может почернить древесину и довольно сильно обесцветить ее». Он использует проволочную щетку для удаления сажи с прогоревших каналов перед нанесением финишного покрытия — он предпочитает Arm-R-Seal.

Побывав в октябре прошлого года на большой ярмарке ремесел и получив множество индивидуальных заказов, Эван сказал, что он и его отец провели большую часть зимы, изготавливая разные вещи, от стеновых панелей до нестандартных журнальных столиков и вешалок с живым краем. Для Эвана деньги от бизнеса Electrostatic Creations — это «деньги для удовольствия, которые я могу делать с тем, что хочу» — другие нужды финансируются его работой медсестры. Он дипломированная медсестра, которая в настоящее время учится в школе для получения высшего образования.
«Думаю, я всегда буду медсестрой. Я слишком люблю это, чтобы остановиться, — сказал Эван. Таким образом, дровяной бизнес «почти как хобби. Я не хочу коммерциализировать это. Мне очень нравится принимать индивидуальные заказы, и мне очень нравится участвовать в ремесленных ярмарках».
Еще ему нравится процесс горения. «Каждый раз, когда я горю, все по-другому. Нет двух одинаковых частей. В нем все еще есть этот действительно крутой фактор, и я люблю показывать людям видео процесса».

Смотрите больше видео о процессе Эвана в его Instagram.
Электроды для влагомеров | Delmhorst
12-E
Двойной роликовый датчик для измерения влажности движущегося полотна.
Двойной ролик для измерения содержания влаги в движущемся полотне.
Узнать больше
Свяжитесь с нами для заказа
1235
10-дюймовый штырь, используемый для испытания стандартных тюков. Подключается непосредственно к разъему в верхней части счетчика. Также доступны модели 18” …
10” для проверки стандартных тюков. Подключается непосредственно к разъему в верхней части счетчика. Также доступны модели 1235/18 длиной 18 дюймов.
Узнать больше
Свяжитесь с нами для заказа
15-E
Штифтовой, с двумя рядами по четыре штифта в каждом, максимальное проникновение 1/8″.0005
Штифтовой тип, с двумя рядами по четыре штифта в каждом, максимальное проникновение 1/8″. Глубину проникновения можно отрегулировать в зависимости от толщины заготовки с помощью калибра.
 Используется для шпона.
Используется для шпона.Узнать больше
Свяжитесь с нами для заказа
18-ES
Как и 26-ES, 18-ES имеет 17-дюймовый стальной вал. Поставляется с 608 изолированными штифтами для проходки 3 1/4 дюйма. Идеально подходит для …
Как и 26-ES, 18-ES имеет стальной стержень 17 дюймов. Поставляется с 608 изолированными штырями для проникновения 3 1/4 дюйма. Идеально подходит для дерева, столбов и стяжек.
Также предлагается – 18-ED – с глубиномером для измерения проникновения штифта.
Узнать больше
Свяжитесь с нами для заказа
19-E
Электрод лезвийного типа для измерения бумаги на салазках. Длина лезвий 5 дюймов. Длинные лезвия доступны по специальному заказу.
Электрод с лезвиями для измерения бумаги на салазках. Длина лезвий 5 дюймов. Более длинные лезвия доступны по специальному заказу.
Узнать больше
Свяжитесь с нами для заказа
19-E/STC
Имеет два 5-дюймовых лезвия, изогнутых под углом 35° и покрытых тефлоном, за исключением кончиков.
 Отлично подходит для осмотра сзади …
Отлично подходит для осмотра сзади …Имеет два 5-дюймовых лезвия, изогнутых под углом 35° и покрытых тефлоном, за исключением кончиков. Отлично подходит для проверки отделки и плинтуса.
Узнать больше
Свяжитесь с нами для заказа
1900
1900 — стандартный узел верхнего электрода для влагомера зерна G-7. Модель 1900 имеет зазубренное лицо и …
1900 — стандартный узел верхнего электрода для влагомера зерна G-7. Модель 1900 имеет зазубренную поверхность и используется с чашкой для образцов 313CUP-0005.
Узнать больше
Свяжитесь с нами для заказа
1986 Датчик тюка
Для непрерывного контроля во время прессования. Поставляется с 30-футовым кабелем для прокладки от датчика, установленного в камере прессования, к …
Для непрерывного контроля во время прессования. Поставляется с 30-футовым кабелем от датчика, установленного в прессовальной камере, до счетчика в кабине. Может использоваться с любой моделью, но рекомендуется использовать с моделью FX-2000.
 (Цена: $120,00) Также доступен в версии 1986/40 с 40-футовым кабелем для больших пресс-подборщиков.
(Цена: $120,00) Также доступен в версии 1986/40 с 40-футовым кабелем для больших пресс-подборщиков.Узнать больше
Свяжитесь с нами для заказа
2-E
Оснащен теми же 5/16-дюймовыми проникающими штифтами, что и наши счетчики штифтового типа. Этот электрод отлично подходит для …
Оснащен те же штифты 5/16″, которые устанавливаются на наши расходомеры штифтового типа. Этот электрод отлично подходит для различных применений:
- Домашний инспектор: Используется для деревянных балок и гипсокартона.
- Производитель бумаги: Используется на изогнутых поверхностях, таких как картон и бумажные трубки.
- Столяр: Используется для обработки древесины, столбов и шпона.
2-E также доступен как 2-ET с резьбовой ручкой для труднодоступных мест. Также может быть оснащен неизолированными штифтами A-103 длиной 1 3/32 дюйма и проходкой 11/16 дюйма.

Узнать больше
Свяжитесь с нами для заказа
2-E/SPLIT
Позволяет легко проводить испытания на влажность в труднодоступных местах. Просто прикрепите металлический «щуп» любой длины к зажимам типа «крокодил» …
Облегчает проверку влажности в труднодоступных местах. Просто прикрепите металлический «зонд» любой длины к зажимам типа «крокодил» на конце 2-E/Split и протестируйте за носком, через гипсокартон или любую другую область, где наши контактные штифты стандартной длины недостаточно длинны.
Узнать больше
Свяжитесь с нами для заказа
2-E/H
2-E/H — это компактный электрод, который отлично подходит для долгосрочного контроля деревянных, гипсокартонных и бумажных гильз. Этот электрод …
2-E/H — это компактный электрод, который отлично подходит для долгосрочного мониторинга деревянных, гипсокартонных и бумажных стержней. Этот электрод подключается непосредственно к MTX и в стандартной комплектации оснащен штырьками 5/16 дюйма и кабелем длиной 10 футов.

Узнать больше
Свяжитесь с нами для заказа
21-E
Штыри 608, поставляемые с 21-E, изолированы, за исключением концов, и могут достигать максимального проникновения …
Штыри 608 которые поставляются с 21-E, изолированы, за исключением концов, и могут достигать максимального проникновения 3-1/4″. Отлично подходит для использования на крышах, изоляции или EIFS. 21-E также доступен как 21- E/001 с глубиной проникновения 6 дюймов или как 21-ET с резьбовой рукояткой для труднодоступных мест.
Узнать больше
Свяжитесь с нами для заказа
2110
Раздельный датчик прессовальной камеры для использования с пресс-подборщиками Freeman.
Разъемный датчик прессовальной камеры для использования с пресс-подборщиками Freeman.
Узнать больше
Свяжитесь с нами для заказа
22-E
Поставляется с неизолированными контактными штифтами A-111 для проникновения 7/16″. Для использования на штукатурке, кирпичной кладке и древесине.
 …
…Поставляется в комплекте с неизолированными контактными штифтами A-111 для проходки 7/16″. Для использования на штукатурке, кирпичной кладке и дереве. также принимает 496, изолированные контакты; Проходка 1 1/16 дюйма.22-E также доступна как 22-ET с резьбовой ручкой для труднодоступных мест.
Узнать больше
Свяжитесь с нами для заказа
26-ES
496 контактных штифтов, поставляемых с 26-ES, проникают на глубину 1 1/8 дюйма и имеют изолированные хвостовики, так что …
496 контактных штифтов, которые входят в комплект поставки 26-ES, проникают на глубину 1 1/8 дюйма и имеют изолированные стержни, поэтому открыты только кончики. Штифты соприкасаются только кончиками без покрытия и обеспечивают гораздо более точные показания содержания влаги при различных уровнях проникновения. Эта функция полезна для различных приложений:
- Монтажники напольных покрытий: Проникновение через пол в фанерный черный пол или бетон.

- Операторы сушильных камер: Определение градиентов влажности, что помогает определить схему сушки.
- Производители мебели и мастера: Легко проверить древесину твердых пород высокой плотности, в которую не могут проникнуть короткие булавки.
Также доступен как 26-ED, который включает датчик для измерения глубины проникновения штифта.
Подробнее
Свяжитесь с нами для заказа
30-E/C
Используется для тюков, изолированные штифты 9 1/2″, с проникновением 8 1/4″, устраняет влияние поверхностной влаги.
Используется для тюков, изолированные штифты 9 1/2 дюйма с проникновением 8 1/4 дюйма устраняют влияние поверхностной влаги.
Узнать больше
Свяжитесь с нами для заказа
313CUP-0005 Чаша для проб
Чаша для проб 313CUP-0005 является заменой для влагомера зерна G-7. Используется с узлом верхнего электрода 1900.
313CUP-0005 — сменная чашка для образцов для влагомера зерна G-7.
 Используется с узлом верхнего электрода 1900.
Используется с узлом верхнего электрода 1900.Узнать больше
Свяжитесь с нами для заказа
313CUP-0006 Чашка для проб
313CUP-0006 — сменная чашка для проб с гладкой поверхностью для проверки муки с помощью влагомера зерна G-7. …
313CUP-0006 — сменный стакан для проб с гладкой поверхностью для проверки муки с помощью влагомера зерна G-7. Используется с узлом верхнего электрода 315ELE-0024.
Узнать больше
Свяжитесь с нами для заказа
315CAB-0020
Прибор 315CAB-0020 при использовании с дополнительными контактными штифтами является отличным решением для долгосрочного мониторинга древесины. Этот кабель …
315CAB-0020 при использовании с дополнительными контактными штифтами является отличным решением для долгосрочного мониторинга древесины. Этот кабель подключается непосредственно к MTX с помощью клеммного соединения на MTX.
С помощью штифтов, которые изолированы, кроме кончика, вы можете получить показания керна, которые обеспечивают точное указание содержания влаги на известной глубине.

*Модуль 3015CAB-0020 доступен длиной 10, 15, 20, 25, 30, 50, 75 и 100 футов. Пожалуйста, укажите необходимую длину в зависимости от вашего применения.
**Шифты показаны под номером 309PIN-0042 и доступны с проходкой 1/2 дюйма для заготовки до 5/4 дюйма, с проходкой 1 дюйм для заготовки до 10/4 дюйма и 1–3/4 дюйма. “Проникновение до 5” приклада.
Подробнее
Свяжитесь с нами для заказа
315ELE-0024
Модель 315ELE-0024 аналогична модели 1900, за исключением того, что она имеет гладкую поверхность для тестирования муки или гранулированного материала. Используется с …
Модель 315ELE-0024 аналогична модели 1900, за исключением того, что имеет гладкую поверхность для проверки муки или гранулированного материала. Используется с чашкой для образцов 313CUP-0006.
Узнать больше
Свяжитесь с нами для заказа
37-E/C
Используется для пряжи, штифты 1 1/2 дюйма с проникновением 1 дюйм.
Используется для пряжи, штифты 1 1/2 дюйма с проникновением 1 дюйм.

Узнать больше
Свяжитесь с нами для заказа
4-E
Поставляется с 4 неизолированными контактными штифтами 2497/A-100 для проходки 5/16″. Подходит для: Операторов сушильных камер: Используется на …
Поставляется с 4 неизолированными контактными штифтами 2497/A-100 для прохода 5/16″. Подходит для:
- Операторы сушильных камер: Используется на плитах, высушенных в печи, до 2 дюймов и на плитах, высушенных на воздухе. до 5/4.
- Производители кожи: Используется для жесткой кожи.
Может также оснащаться неизолированными штифтами A-103 длиной 1 3/32 дюйма и глубиной проникновения 11/16 дюйма. …
Узнать больше
Свяжитесь с нами для заказа
42-E/B
Электрод с Т-образной рукояткой с проникновением 3/8″ и длиной 3 фута для проверки влажности в штабелях в печи или вне ее. Наклейки …
Электрод с Т-образной рукояткой с глубиной проникновения 3/8 дюйма и длиной 3 фута для проверки влажности штабелей в печи или вне печи.
 Наклейки должны быть не менее 5/8 дюйма. Предлагается также длиной 4 1/2 фута как 42-EB/4-5.
Наклейки должны быть не менее 5/8 дюйма. Предлагается также длиной 4 1/2 фута как 42-EB/4-5.Узнать больше
Свяжитесь с нами для заказа
43-E
Тип зажима для проверки тонколистового материала. Испытываемый образец сжат между двумя гладкими дисками.
Тип зажима для испытания тонколистового материала. Испытываемый образец сжат между двумя гладкими дисками.
Узнать больше
Свяжитесь с нами для заказа
52-E/C
Электрод чашечного типа, используемый для ворса или хлопка-сырца.
Электрод чашечного типа, используемый для ворса или хлопка-сырца.
Узнать больше
Свяжитесь с нами для заказа
55-E
Листовой тип для измерения содержания влаги на движущемся полотне или рулоне. Может использоваться с переносным или стационарным прибором …
Листовой тип для измерения содержания влаги на движущемся полотне или рулоне. Может использоваться с переносным блоком или для стационарной установки.

Узнать больше
Свяжитесь с нами для заказа
Серия 830
Щупы для проверки тюков стандартной и высокой плотности (требуется рукоятка H-4).
Щупы для проверки стандартных тюков и тюков высокой плотности (требуется рукоятка H-4).
Узнать больше
Свяжитесь с нами для заказа
830-T/C
Используется для модулей, сверхпрочная сталь, Т-образная рукоятка 36 дюймов.
Используется для модулей, сверхпрочная сталь, Т-образная рукоятка 36 дюймов.
Узнать больше
Свяжитесь с нами для заказа
831 Короткий штифт
Для проверки сена в валке (требуется рукоятка H-4).
Для проверки сена в валок (требуется ручка H-4).
Узнать больше
Свяжитесь с нами для заказа
832
Длинный штифт – для проверки зерна навалом (требуется рукоятка H-4).
Длинный штифт – для проверки зерна навалом (требуется рукоятка H-4).
Узнать больше
Свяжитесь с нами для заказа
Гипсовые сенсорные блоки GB-1
Блоки изготовлены из гипса, отлиты вокруг двух концентрических электродов из нержавеющей стали.
 Изготавливаются под …
Изготавливаются под …Блоки изготовлены из гипса, отлиты вокруг двух концентрических электродов из нержавеющей стали. Они производятся в контролируемых условиях для получения максимальной степени однородности и быстрой реакции на изменения влажности почвы. Диаметр GB-1 составляет 7/8 дюйма. x 1 1/8 дюйма в высоту. Это наиболее широко используемый сенсорный блок, простой в установке и особенно подходящий для обширного отбора проб почвы на различной глубине.
Узнать больше
Свяжитесь с нами для заказа
Рукоятка H-4
Рукоятка электрода, которая присоединяется к встроенному разъему в верхней части любого измерителя влажности. Может использоваться с рукояткой электрода 830 …
, которая крепится к встроенному разъему в верхней части любого влагомера. Может использоваться с зондами серии 830, дискообразными зондами с короткими штифтами 831 и дискообразными зондами с длинными штифтами 832. Это полезно для больших или плотных тюков сена или макулатуры.
 Рекомендуется работать двумя руками, а не использовать щуп, который соединяется непосредственно с верхней частью измерителя (например, наша серия 1235), чтобы свести к минимуму нагрузку на корпус измерителя.
Рекомендуется работать двумя руками, а не использовать щуп, который соединяется непосредственно с верхней частью измерителя (например, наша серия 1235), чтобы свести к минимуму нагрузку на корпус измерителя.Узнать больше
Свяжитесь с нами для заказа
УДЛИНЕНИЕ ДАТЧИКА PE-22
Используется с датчиком TS-107. Доступный в 3 футах. длина.
Используется с датчиком TS-107. Доступный в 3 футах. длина.
Узнать больше
Свяжитесь с нами для заказа
РУКОЯТКА SH-44
Используется с датчиком TS-107.
Используется с датчиком TS-107.
Подробнее
Свяжитесь с нами для заказа
ДАТЧИК TS-102
Используется для жидкостей, газов, температуры окружающей среды. Длина зонда из нержавеющей стали 5″. Ручка из делрина.
Используется для жидкостей, газов, температуры окружающей среды. Длина зонда из нержавеющей стали 5 дюймов. Ручка из делрина.
Узнать больше
Свяжитесь с нами для заказа
TS-107 ДАТЧИК
Используется для проникающих твердых частиц.

-
-