Электроды сварочные для инвертора какие лучше: Электроды для инверторной сварки:
alexxlab | 01.02.2023 | 0 | Разное
Какие электроды лучше для сварки инвертором
Содержание:
Какие электроды лучше для сварки инверторомКакие электроды лучше всего подходят для сварки инвертором — именно такой вопрос чаще всего задают начинающие сварщики. Электрод для сварки — это стальной стержень с нанесённой на него обмазкой. Состав обмазки электрода может быть различной, также как и материалы изготовления стержня.
Сегодня, когда инверторы завоевали лидирующие позиции, старые трансформаторные аппараты для сварки, остались в далёком прошлом. Лёгкие и мобильные инверторы, умеющие работать даже от низкого напряжения, идеально подходят для бытовой и профессиональной сварки.
Сварочный инвертор выдаёт постоянный ток, поэтому электроды к нему должны быть подобраны правильно. Какие именно электроды лучше для сварки инвертором, читайте ниже, на сайте svarkapajka.ru.
Какие электроды лучше для сварки инвертором
Если вы начинающий сварщик, то должны знать, что существующие электроды принято делить: на расходники и для сварки ответственных конструкций. Например, многие опытные сварщики предпочитают варить электродами УОНИ, только ответственные конструкции. Главное требования к ним, это высокая прочность и надёжность сварочного шва.
Например, многие опытные сварщики предпочитают варить электродами УОНИ, только ответственные конструкции. Главное требования к ним, это высокая прочность и надёжность сварочного шва.
А вот такие электроды как АНО или МР-3, чаще всего мастера сварочного дела используют повседневно, то есть, для сварки обычных металлоконструкций. К ним, в первую очередь, относятся такие изделия, на которые в процессе эксплуатации не будут воздействовать большие нагрузки.
Самые популярные марки электродов для инверторной сварки
Стоит заметить, что на сегодняшнее время существует немалое количество всевозможных электродов. Китайские, японские, американские и российские электроды — как не потеряться среди всего этого разнообразия?
Поэтому мы решили выделить самые популярные марки электродов для сварки инвертором:
УОНИ-13/15 — как было сказано выше, данные электроды используются для сварки ответственных конструкций изготовленных из стали. Сварочный шов, который получается при использовании электродов УОНИ, обладает высокой степенью прочности на разрыв и надёжностью.
МР-3С — электроды данной марки можно использовать при сварке, как переменным, так и постоянным током. Такие электроды не сильно привередливые в работе, поэтому ими можно варить даже плохо подготовленный металл: с ржавчиной или мокрый.
АНО — уже на протяжении многих лет электроды АНО самые востребованные среди прочих. Электроды этой марки хорошо разжигаются, их не нужно так часто прокаливать в печи, как другие марки электродов. По этой причине электроды АНО лучше всего использовать для того, чтобы научиться варить инвертором.
Кроме того, при выборе электродов для инверторной сварки важно учитывать толщину металла и некоторые другие особенности. Если металл тонкий, то и электроды для сварки должны быть не слишком толстые (не более 2 мм при толщине металла в 2-3 мм). В таком случае сварочный ток можно использовать минимальных значений, чтобы не прожечь дыру в металле.
какие марки лучше для сварки?
✅ Дата публикации: 18. 09.2019 | 📒 Сварка | 🕵 Комментариев нет
09.2019 | 📒 Сварка | 🕵 Комментариев нет
Как выбрать электроды для инвертора?
Содержание статьи:
- 1 Какие выбрать электроды для инвертора
- 2 Лучшие электроды для сварки инвертором
- 2.1 Плюсы электродов АНО, УОНИ 13/55, МР-3С и МР-3
При сварке инвертором важно учитывать все: силу тока, толщину свариваемого металла, тип электродов. Следует знать, что для сварки чугуна и стали применяются совершенно разные электроды. Их отличие заключается, прежде всего, в составе обмазки и материалах изготовления.
Также, электроды для сварки инвертором должны быть абсолютно сухими, в противном случае, сварочный процесс будет сильно затруднен. Ранее в строительном журнале уже рассказывалось о том, что делать, если залипают электроды. Читайте об этой проблеме в данной статье:
В сегодняшнем обзоре будут рассмотрены наиболее популярные типы электродов для сварки инвертором. Статья рассчитана, в первую очередь, для начинающих сварщиков, которые смогут ознакомиться с рейтингом электродов на сегодняшний день.
Статья рассчитана, в первую очередь, для начинающих сварщиков, которые смогут ознакомиться с рейтингом электродов на сегодняшний день.
Какие выбрать электроды для инвертора
Выше было сказано, что электроды для ММА сварки (ручной дуговой сварки) отличаются по составу обмазки и материалам изготовления. Электроды для дуговой сварки могут быть плавящегося и неплавящегося типа. Электроды второго типа используются специально для сварки аргоном.
Материалы изготовления электродов, также играют немаловажную роль при выборе. Так, например, для сваривания чугуна и сталей применяются разные материалы изготовления электродов.
Ниже будут рассмотрены электроды, которые используются для сварки чугуна и стали, инвертором:
- Углеродные электроды для инвертора — используются в том случае, когда нужно варить изделия из низкоуглеродистой и низколегированной стали;
- Электроды АНО-21, ОЗС-4 и МР-3 — применяются для сваривания изделий из легированной стали;
- Электроды ОЗЧ-2 — специальный тип электродов для сварки чугуна.


Диаметр электродов для инвертора подбирается согласно толщине свариваемого металла. Чтобы варить тонкий металл, нужны электроды наименьшего диаметра. Для сварки металла толщиной более 6 мм, уже потребуются электроды намного большего диаметра.
Лучшие электроды для сварки инвертором
На сегодняшнее время в продаже можно найти большое разнообразие электродов.
И, как показывают рейтинги, наибольшей популярностью пользуются следующие марки электродов для сварки инвертором:
- Электроды АНО — хорошо воспламеняются, не залипают, поэтому они не нуждаются в предварительной прокалке. Электроды для инвертора этой марки идеально хороши, как для начинающих, так и для опытных сварщиков;
- Электроды МР-3С — обеспечивают надежное сварное соединение;
- Электроды МР-3 — являются универсальными, а их преимущество заключается в том, что они держат устойчивую дугу даже при наличии ржавчины на металле;
- Электроды УОНИ 13/55 — обеспечивают высочайшее качество сварочного шва и используются там, где к сварке металла предъявляются строгие требования.

Плюсы электродов АНО, УОНИ 13/55, МР-3С и МР-3
Рассмотренные в данной статье строительного журнала samastroyka.ru электроды для инвертора отличаются высоким качеством. Здесь и удобство в работе, поскольку электроды данных марок обеспечивают простую отделяемость от шлака, надежность сварного соединения и простота в работе.
Качество сварки инвертором зависит от многих нюансов и правильно подобранные электроды для этого, стоят чуть ли не на первом месте. Конечно же, никто не спорит о том, что опытный сварщик, проработавший полжизни со сварочным аппаратом, приварит любым электродом.
Однако для тех, кто только начинает варить, чтобы не разочароваться в своем начинании, нужно использовать только качественные расходные материалы для сварки. Не бойтесь экспериментировать и усовершенствовать сварочное дело, и тогда результат не заставит себя долго ждать.
Если есть какие-то вопросы, не стесняйтесь их задавать через форму комментариев на сайте или делитесь своими советы, какими электродами варите вы сами.
Оценить статью и поделиться ссылкой:
Какие электроды лучше всего подходят для инвертора?
- Что такое инверторная сварка?
- Что такое инверторные сварочные электроды?
- Электроды для инвертора – как выбрать?
- Электроды для инвертора. Как правильно выбрать в зависимости от материала конструкции?
- Какие электроды лучше всего подходят для инвертора? Обзор лучших брендов
- Где купить хорошие электроды для инвертора?
- Как пользоваться инверторными электродами? Профессиональные советы
- Стоковая видеозапись
Чаще всего соединение металлических изделий осуществляется методом сварки с использованием трансформаторных или инверторных агрегатов. Для работы любого из них нужны электроды. Чтобы добиться идеального результата сварки, необходимо знать, какие электроды лучше всего подходят для инвертора. Эта статья посвящена этой теме.
к оглавлению ↑
Что такое инверторная сварка?
Такие устройства, как сварочные инверторы, уже давно заменили ранее использовавшиеся трансформаторные блоки. Это объясняется простотой эксплуатации, скоростью и качеством сварки любых металлических деталей и конструкций. Обычно такие устройства используются для дуговой сварки плавлением.
Важно! Использование инвертора гарантирует получение сверхпрочного соединения металлических деталей за счет качественного шва. Это возможно благодаря постоянной скорости и стабильности сварочного тока.
Инвертор способен генерировать переменное напряжение при включении источника тока. Также в сварочных работах задействованы другие устройства:
- Система управления.
- Фильтр и линейный выпрямитель.
- Высокочастотный трансформатор.
- Преобразователь частоты
Основными инструментами для инверторной сварки являются различные виды электродов. С ними будем разбираться дальше.
С ними будем разбираться дальше.
к оглавлению ↑
Что такое инверторные сварочные электроды?
Эти инструменты представляют собой электропроводящие стержни из металла, они нужны для подачи тока в зону сварки.
Важно! Стоит учитывать, что в разных типах сварочных аппаратов, даже в случае одного типа, используются разные типы электродов. Поэтому необходимо обязательно понимать, какие электроды лучше варить инвертором того или иного типа.
Основные технические характеристики инверторных электродов:
- Длина вала. Она может составлять от 300 до 450 мм и в основном зависит от характера легирования электрода.
- Диаметр стержня. Может быть равно значению в диапазоне от 1,6 мм до 5 мм.
Важно! Самые тонкие электроды диаметром 1,6 мм изготавливаются на заказ, так как они не так распространены, как более толстые.
- Сплав или материал, из которого изготовлен электрод.

к оглавлению ↑
Электроды для инвертора – как выбрать?
Электроды для сварки изготавливаются из проволоки, соответствующей ГОСТ 1970 2246. Согласно этому стандарту все электроды для инверторной сварки подразделяются на следующие виды:
- Легированные. Изготовлены из проволоки Св-08ГСМТ, Св-08ХЗГ2СМ, Св-10Х5М, Св-15ГСТЮЦ и других.
- Углерод Изготавливаются из проволоки Св-08ГА, Св-10Г2, Св-08АА, Св-10ГА, Св-08, Св-08А.
- Высоколегированный. Изготавливается из проволоки Св-30х25Н35ВЗБЗТ, Св-12х23, Св-10х27Т и других.
Важно! На поверхность электродного стержня методом опрессовки наносится покрытие, предохраняющее сварочную ванну от атмосферных воздействий и позволяющее более стабильно гореть дуге.
Все электроды делятся на две группы:
- Предназначены для сварки ответственных металлоконструкций.
- Предназначен для соединения обычных металлических конструкций.

к оглавлению ↑
Электроды для инвертора. Как правильно выбрать в зависимости от материала конструкции?
При сварке следует помнить, что для разных материалов нужны разные электроды. Итак, как правильно выбрать электрод в инверторе?
- Высоколегированные и нержавеющие стали следует сваривать прутьями ЦЛ-11, которые изготавливаются по стандартам 10052-75 и 9466-75. Углеродистая сталь
- сваривается электродами, изготовленными по ГОСТ 9466-75 и 9467-75. Подходят ОЗС-4, МР-3С, АНО-21, УОНИ-13/45.
- Мягкая сталь лучше всего обрабатывается прутьями с рутиловым и альменитовым покрытием. Подходят АНО-4 и АНО-6.
- Чугуны самых различных марок легкосвариваются электродами по ГОСТ 859-75. ОЗЧ-2.
к оглавлению ↑
Какие электроды лучше всего подходят для инвертора? Обзор лучших марок
На сегодняшний день наиболее популярны следующие марки:
- УОНИ-13/55. Они пользуются большим спросом у опытных сварщиков. Такие стержни позволяют сделать идеальный шов с оптимальной плотностью даже в условиях низкой температуры окружающей среды.
 Они пользуются большим спросом у опытных сварщиков. Такие стержни позволяют сделать идеальный шов с оптимальной плотностью даже в условиях низкой температуры окружающей среды.
Они пользуются большим спросом у опытных сварщиков. Такие стержни позволяют сделать идеальный шов с оптимальной плотностью даже в условиях низкой температуры окружающей среды.Важно! Марка УОНИ считается довольно «капризной», поэтому работать с ней сможет не каждый новичок. Такие электроды лучше использовать, уже имея реальный опыт сварки.
- МП-3. Эта марка, пожалуй, самая универсальная. Такие электроды позволяют сваривать ржавый металл, а также тот, который покрыт грязью или влагой.
- АНО. Самая покупаемая марка сварочных электродов. Они прожигаются самым простым способом, без предварительного прокаливания, осуществляют надежную и долговечную сварку даже в руках новичка.
к оглавлению ↑
Где купить хорошие электроды для инвертора?
Все популярные марки сварочных электродов легко найти в специализированных магазинах. Однако стоит обратить внимание на наличие эпидемиологических сертификатов, дающих гарантию на качественную сварку и безопасное использование.
Важно! Обязательно проверяйте подлинность приобретаемой продукции, сразу проверяйте сертификат качества, лицензию производителя, уточняйте детали упаковки, транспортировки и хранения удилищ. Только так можно быть уверенным в эффективности применения и достойном качестве электрода.
к оглавлению ↑
Как использовать инверторные электроды? Советы профессионалов
Процесс сварки нельзя назвать простым, поэтому перед тем, как впервые приступить к сборке конструкции с помощью инвертора, следует потренироваться.
Важно! Учитесь лучше с новыми электродами. Так вы сможете лучше и быстрее понять смысл произведения.
Вот как должен выглядеть процесс:
- Закрепите зажим на детали, вставьте электрод в держатель.
- В зависимости от диаметра стального стержня установите силу тока.
Важно! Сварочный ток выбирают из расчета 20-30 А на 1 мм диаметра стержня.
 Для электрода диаметром 3 мм устанавливают силу тока 80-110 А в зависимости от толщины металла, пространственного положения и числа проходов. Однако точно одинаковых настроек во всех случаях не существует. Каждый мастер подбирает свои текущие параметры методом проб и ошибок.
Для электрода диаметром 3 мм устанавливают силу тока 80-110 А в зависимости от толщины металла, пространственного положения и числа проходов. Однако точно одинаковых настроек во всех случаях не существует. Каждый мастер подбирает свои текущие параметры методом проб и ошибок.- Для создания дуги необходимо установить электрод к детали под углом примерно 70 градусов.
- Быстро проведите стержнем по заготовке. При этом вы увидите сноп искр и услышите характерный звук.
- Прикоснитесь к детали так, чтобы появился зазор не более 5 мм. В это время возникает дуга, под действием которой металл начинает плавиться.
Важно! Следует отметить, что при больших токах получается более текучая и менее контролируемая сварочная ванна.
- Поддерживайте зазор, перемещая стержень горизонтально по мере его выгорания.
Важно! Если при работе наблюдается залипание, это сигнал слабого тока, выставленного на прибор.
 Необходимо увеличить силу тока на агрегате, чтобы убрать липкий эффект.
Необходимо увеличить силу тока на агрегате, чтобы убрать липкий эффект.- После выполнения шва необходимо обязательно проверить качество его выполнения. Для этого постучите молотком по месту сварки после его остывания. Шлак крошится, обнажая чистый блестящий шов.
Важно! Современные сварочные аппараты инверторного типа позволяют варить различные поверхности любым типом электрода. В этом, собственно, и заключается их высокая популярность. Однако стоит учитывать тот факт, что не все удилища одинаково справляются с поставленной задачей. А использование электродов, не рекомендованных для инверторной сварки, может привести к серьезным нарушениям техники безопасности. Поэтому очень важно разобраться в вопросе, какие электроды лучше для инвертора при сварке того или иного материала.
к оглавлению ↑
Видеоматериал
Покупая удилища в магазинах, делайте выбор, опираясь на информацию, представленную в статье, и прислушивайтесь к рекомендациям продавца. Это обеспечит вам безопасную работу и качественные надежные швы.
Это обеспечит вам безопасную работу и качественные надежные швы.
Сварочные аппараты и аппараты для электродов E6010
Успех сварки зависит от наличия правильных инструментов и умения ими пользоваться. Для сварки труб, сварки вне рабочего места и сварки в полевых условиях с грязным или ржавым металлом это означает использование электродов E6010 SMAW (стержневых) и источников сварочного тока, специально предназначенных для работы с этим электродом.
Стержневые электроды приобретают разные характеристики, поскольку состав покрытия зависит от типа электрода. В соответствии с разделом II ASME, часть D (параграф A7.1), «покрытия [на электроде E6010] содержат большое количество целлюлозы, обычно превышающее 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего».
Из-за состава покрытия электроды E6010 обычно называют «целлюлозными» или «высокоцеллюлозными натриевыми». Эти электроды обладают следующими характеристиками:
Эти электроды обладают следующими характеристиками:
- Глубоко проникающая, мощная дуга распылительного типа, помогающая оператору добиться хорошей врезки с обеих сторон шва при корневом проходе.
- Эти «копающие» характеристики также делают электроды E6010 хорошим выбором для ремонтных работ в полевых условиях, поскольку копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку к сварке).
- Сварочная ванна, которая хорошо смачивается, но быстро остывает. Это свойство «быстрого застывания» делает электроды E6010 особенно подходящими для сварки над головой. Операторам нравятся электроды E6010, потому что расплавленный металл остается в соединении и не падает на них так сильно, как на другие всепозиционные электроды.
- Тонкий слой шлака, который легко удаляется, упрощает очистку и подготовку к следующему проходу сварки.
- Плоская поверхность сварного шва с крупными неравномерно расположенными волнами.

В совокупности эти характеристики определяют, почему электроды E6010 предназначены для сварки труб, а также для таких применений, как строительство в полевых условиях, верфи, водонапорные башни, сосуды под давлением, трубы под давлением, стальное литье и стальные резервуары для хранения.
Подготовка швов
Во многих областях применения электродов E6010 требуется 100-процентное проникновение. В случае ответственных сварных швов 100 процентов соединений будут подвергаться ультразвуковому контролю и другим видам контроля. Обеспечение полного сплавления начинается с хорошей подготовки сварного шва, а для типичного стыкового шва E6010 с открытым корнем это означает: типичный скос составляет 37,5 градусов для трубы и 22,5 градуса для листа.

И, говоря о прихватке, сделайте прихваточные швы длиной около 1 дюйма, затем с помощью шлифовальной машинки сузьте или «распушите» каждый конец прихватки. Цель состоит в том, чтобы прихватка была достаточно толстой, чтобы образовалась дуга без прожога, и в то же время достаточно тонкой, чтобы тепло дуги поглощало прихватку. После установления дуги многие операторы ненадолго «вытягивают дугу» электрода, чтобы нагреть середину прихватки, затем уменьшают длину дуги («затягивают дугу») по мере перехода от пера к зазору.
Взмах и пауза
Электроды E6010 требуют трех особых манипуляций. Для начала помните, что напряжение пропорционально расстоянию. Длинная дуга увеличивает напряжение (и текучесть ванны), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над ванной. Из-за своих характеристик ведущей дуги электроды E6010 требуют тугой дуги. Инструкторы иногда советуют учащимся полностью вставить электрод в зазор («Вы держите длинную дугу. Вставьте ее туда!»).
Длинная дуга увеличивает напряжение (и текучесть ванны), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над ванной. Из-за своих характеристик ведущей дуги электроды E6010 требуют тугой дуги. Инструкторы иногда советуют учащимся полностью вставить электрод в зазор («Вы держите длинную дугу. Вставьте ее туда!»).
Второй и третий приемы, известные как «хлыст и пауза» и «чтение замочной скважины», должны работать в гармонии. Вместо того, чтобы перетаскивать электрод с постоянной скоростью и углом или раскачивать его из стороны в сторону, операторы «хлестят» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и сразу же возвращают его примерно на 1/8 дюйма. дюйма и «пауза» на долю секунды, чтобы создать сварочную ванну.
Некоторые эксперты описывают движение хлыста и паузы как два шага вперед, один шаг назад; расстояние каждого шага примерно равно диаметру электрода. Обратите внимание, что некоторые операторы на самом деле не делают паузу. Скорее, они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Взбивание электрода позволяет достичь нескольких целей. Во-первых, это дает луже возможность остыть, а также предоставляет операторам возможность манипулировать лужей с высокой степенью контроля. Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает вперед электрод. В-третьих, когда дуга соприкасается с новым металлом, она проникает в стороны соединения и открывает замочную скважину.
Чтение замочной скважины
При сварке открытого корневого соединения и использовании метода взмаха и паузы операторы заметят, что «замочная скважина» открывается, когда они выдвигают стержень вперед (она называется замочной скважиной, потому что выглядит как отверстие на старинный замок). Хорошие операторы сварки могут прочитать замочную скважину и использовать ее для оценки подводимого тепла. Кроме того, они регулируют технику взмаха и паузы, а также скорость движения, чтобы контролировать размер замочной скважины.
Если замочная скважина станет слишком большой, дуга может продуть соединение. Чтобы «сохранить» сварной шов без разрыва дуги, решения включают в себя увеличение скорости перемещения, удержание максимально возможной дуги и создание небольшого овала, чтобы направить тепло на скос. Если это не помогло, остановите сварку и уменьшите силу тока.
Правильный сварщик
Электроды E6010 требуют большего напряжения, чем другие электроды. Кроме того, когда оператор взмахивает электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу на месте.
Из-за этих двух проблем источники питания, пригодные для работы с электродами E6010, имеют две общие характеристики. Во-первых, они имеют высокое напряжение холостого хода (OCV), то есть напряжение на электроде до зажигания дуги (например, при отсутствии тока). Частая аналогия заключается в том, что OCV — и помните, что напряжение обеспечивает электрическое давление — похож на садовый шланг с включенной водой и до открытия сопла.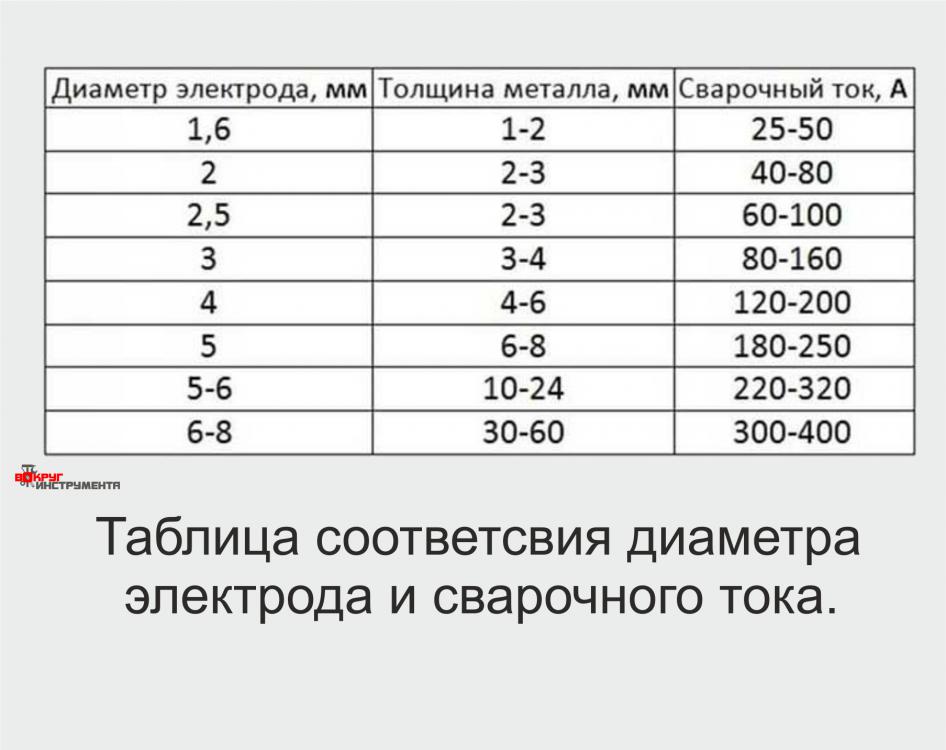 Источник питания, который обеспечивает хорошее электрическое напряжение, обеспечивает лучший запуск дуги.
Источник питания, который обеспечивает хорошее электрическое напряжение, обеспечивает лучший запуск дуги.
Во-вторых, хорошие сварочные аппараты E6010 имеют большой индуктор. Катушка индуктивности сопротивляется изменению электрического тока, проходящего через нее. Говорят, что они «удерживают мощность» или действуют как «запас мощности», чтобы поддерживать установленную дугу, когда оператор манипулирует электродом. В обычных источниках питания и сварочных генераторах используются большие магниты, такие как медная проволока, намотанная на ферритовый сердечник. Источники питания на основе инвертора используют электронику и гораздо меньшие магниты для минимизации общего веса.
Обратите внимание, что инверторы должны быть специально разработаны для сварки электродом E6010. Добавление необходимых электронных компонентов и написание алгоритмов, обеспечивающих хорошие характеристики дуги, увеличивает стоимость установки. Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а целевая аудитория не имеет навыков работы с электродами E6010, даже если они и есть).
В других случаях, как и в случае с ESAB Rebel, производитель специально разработал его для работы с E6010. При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключенный к 120 В переменного тока, он обеспечивает 77,6 В постоянного тока OCV. При сварке номинальная выходная мощность стержня составляет 110 А/24,5 В при 20-процентном рабочем цикле при 120 В переменного тока и 160 А/26,5 В при 20-процентном рабочем цикле при 230 В переменного тока.
В результате хорошего OCV и схемы, разработанной для электродов E6010, Rebel предоставляет механическим подрядчикам, трубосварщикам и другим специалистам тип контроля дуги, который они обычно ассоциируют с полноценным промышленным устройством — в 40-фунтовом. упаковка. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 1/8 дюйма при силе тока от 70 до 100 ампер (постоянный ток EN или EP), Rebel представляет собой настоящее портативное решение для сварки E6010.
В дополнение к традиционному использованию в трубах и котлах способность дуги E6010 пробивать ржавчину и краску делает этот электрод подходящим выбором для ремонта в полевых условиях.
Большинство инверторов профессионального уровня также обеспечивают регулируемый горячий пуск и регулируемую регулировку форсирования дуги, чтобы адаптировать характеристики дуги к конкретным электродам. Горячий старт увеличивает ток выше установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Поскольку электроды E6010 «легко зажигаются» (особенно по сравнению с электродами E7018), они не нуждаются в значительной помощи при горячем старте; поэкспериментируйте со значениями от 0 до 15 процентов. Регулятор силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам вводить электрод в соединение без прилипания электрода. Электроды E6010 благодаря своей ведущей дуге не нуждаются в особом дополнительном контроле силы дуги; поэкспериментируйте со значениями от 10 до 30 процентов.
Любой, кто начинает читать о электродной сварке, вскоре узнает, что профессионалы в области сварки труб, сосудов под давлением и других важных компонентов не имеют себе равных, когда дело доходит до навыков сварки.