Электроды уони для чего предназначены: Назначение электродов уони
alexxlab | 09.03.2023 | 0 | Разное
Электроды УОНИ-13/85 ф 4мм (СПЕЦЭЛЕКТРОД) уп.5кг
Основное назначение сварочных электродов УОНИ 13/85
Сварочные электроды предназначены для сварки особо ответственных конструкций из легированных сталей повышенной и высокой прочности с временным сопротивлением до 830 МПа во всех пространственных положениях шва постоянным током обратной полярности. УОНИ-13/85 разработаны в НИИ-13.
Характеристика сварочных электродов УОНИ 13/85 СпецЭлектрод
Покрытие электродов – основное.
Коэффициент наплавки – 10,0 г/А·ч.
Производительность наплавки (для диаметра 4,0 мм) – 1,6 кг/ч.
Расход электродов УОНИ-13/85 на 1 кг наплавленного металла – 1,6 кг.
Типичные механические свойства металла шва электродов после термообработки УОНИ-13/85
| Временное сопротивление электродов , МПа | Предел текучести УОНИ-13/85 , МПа |
Относительное удлинение , % |
Ударная вязкость электродов , Дж/см2 |
| 940 | 780 | 15 | 110 |
Типичный химический состав наплавленного металла, % сварочными электродами УОНИ-13/85
|
C |
Mn |
Si |
Mo |
S |
P |
|
0,12 |
1,9 |
0,75 |
0,65 |
0,017 |
0,027 |
Геометрические размеры и сила тока при сварке сварочных электродов УОНИ-13/85
|
Диаметр, мм |
Длина, мм |
Ток, А |
Среднее количество
электродов в 1 кг, шт. | |
|
2,0 |
300 |
40 – 90 |
98 |
|
|
2,5 |
350 |
50 – 110 |
54 |
|
|
3,0 |
350 |
70 – 130 |
40 |
|
|
4,0 |
450 |
110 – 180 |
16 |
|
|
5,0 |
450 |
150 – 230 |
11 |

Особые свойства электродов сварочных УОНИ 13/85
Сварочный электрод УОНИ-13/85 обеспечивает получение металла шва с высокой стойкостью к кристаллизационным трещинам и низким содержанием водорода.
Технологические особенности сварки электродами УОНИ 13/85
Сварку УОНИ-13/85 производят только на короткой и предельно короткой длине дуги по очищенным кромкам.
Перед применением, прокалить электроды при температуре 250-300°С; 1-2 ч. обязательно.
Условное обозначение сварочных электродов УОНИ 13/85
|
Э85-УОНИ-13/85-⌀ЛД |
ГОСТ 9466-75, ГОСТ 9467-75 |
|
Е-12Г2СМ-0-Б20 |
- Бренд Спецэлектрод
- Страна производитель Россия
- Артикул
DK.
 5170.10595
5170.10595 - Масса в упак, кг 5,0
- Метод сварки MMA
- Диаметр электрода/проволоки (min-max), мм 4,0
 5170.10595
5170.10595Электроды стандарт УОНИ-13/55 | Центрметиз
Вид покрытия – основное
| AWS A 5.1:E 7015 | ISO 2560-А-E 42 4В 42 Н 10 | ГОСТ 9466 | Э 50А – УОНИ-13/55 – Ø – УД Е 514 – Б 20 |
ТУ У 05416923.015-96
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электроды УОНИ-13/55 предназначены для сварки особо ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, S235-S355, P235-P355, E295 (по EN 10027-1, EN 10028-2, EN 10028-3) сталей. Применяются, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур.
Применяются, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур.
Условия применения
Сварка электродами УОНИ 13/55 проводят на постоянном токе обратной полярности, во всех пространственных положениях кроме вертикального сверху-вниз. Сварку проводить короткой дугой или опиранием по очищенным кромкам шва постоянным током обратной полярности. Напряжение на дуге 23-27 В. Электроды УОНИ-13/55
чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги.ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
| Mn | Si | C | P | S |
| 0,60-1,20 | 0,20-0,50 | не более | ||
| 0,11 | 0,035 | 0,030 | ||
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость,Дж/см2 |
| 490-660 | ≥22 | t +20 ≥127,4 t -20 ≥ 47 |
ДОПОЛНИТЕЛЬНЫЕ СВЕДЕНИЯ
Электроды УОНИ-13/55 обеспечивают стабильное горение дуги, получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Допускается сварка особо ответственных металлоконструкций, работающих под динамическими нагрузками в условиях отрицательных температур (до -40°С), сосудов, работающих под давлением, судостроительных металлоконструкций. Сварка металла большой толщины. Заварка дефектов литья.
Допускается сварка особо ответственных металлоконструкций, работающих под динамическими нагрузками в условиях отрицательных температур (до -40°С), сосудов, работающих под давлением, судостроительных металлоконструкций. Сварка металла большой толщины. Заварка дефектов литья.
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм | Количество электродов в пачке, шт. | Вес пачки, кг |
| 3,0 | 350 | 92-106 | 2,5 |
| 4,0 | 450 | 83-87 | 5 |
| 5,0 | 450 | 55 | 5 |
АНАЛОГИ
| Производитель | Марка электродов |
| ESAB | OK 48.00 |
| Böhler | FOX EV47 |
| Спецэлектрод | ОЗС-25 |
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка (300-350) °С – 60 мин.
В случае увлажнения прокалка (300-350) °С – 60 мин.
Электроды Enrobées 7018 ELITE UONI 13/55 Ø3,2 мм
Электроды, покрытые 7018 ELITE PATON™ UONI 13/55 , не следует использовать при очистке от строительного мусора. Электроды обеспечивают стабильное горение в дуге, что обеспечивает высокую устойчивость металла к трещинам при кристаллизации и стойкость к водороду. Les électrodes conviennt parfaitement lorsque les soudures métalliques sont soumises à des exigences accrues de Plasticité et de résistance dans toutes les spaces, à l’Exception de la position verticale de haut en bas.
Детали металлических конструкций, ответственные за работу при низких температурах (примерно -40°C), резервуары, функционирующие при слабом давлении, металлические структуры навиров, растворы для муляжей и муляжа, которые автоматически поднимаются. Трубопроводы могут быть перегружены газом и перегружены, а их сопротивление колеблется от 500 МПа до 640 МПа. Ils sont les mieux adaptés aux cas où il est nécessaire d’assurer une grande stabilité des Joints soudés contre les fissures à chaud.
Электроды, покрытые 7018 ELITE PATON™ UONI 13/55 doivent être stockées dans des locaux secs à une température non inférieure à + 15ºC supérerieure à + 15ºC относительная влажность 8%. Si la teneur en humidité du revêtement dépasse 0,3 %, reculez à 325 ± 25 ° C подвеска 60 минут. Le Fabricant garantit la conformité des électrodes aux exigences de la documentation nord, tout en maintenant les de transport, de stocking et d’utilisation par l’utilisateur.
Электроды, содержащие вредные вещества, вызывающие раздражение. Электрод с металлическим покрытием – тип покрытия – основание.
Классификация:
ISO 2560-A: E414 B20
AWS A5.1: E 7018
POSTE CHIMIQUE DE L’ALLIAGE:
С ≤ 0,11 S ≤ 0,030 Si ≤0,20 – 0,5 P ≤ 0,035 Mn 0,60-1,20
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ударопрочность ≥510 Н/мм²
Относительное отклонение ≥ 22%,
Ударопрочность ≥ 160 Дж/см².
Courant de Soudage:
70 – 100 A
Nombre d’Electrodes dans Le Paquet:
96 Pièces
Avantages des électrodes de Soudage
DELECTRISE DELERSANTE DELERSANTE DELERSANTE DELERSANTE DELECRIS avec les spécialistes de l’Institut de Soudage électrique E.O. Патона Национальной академии наук Украины;
АО “УЗТРАНСГАЗ”
Сайт имеет звуковое сопровождение.
Чтобы прослушать текст, выделите его мышью и нажмите на появившуюся иконку.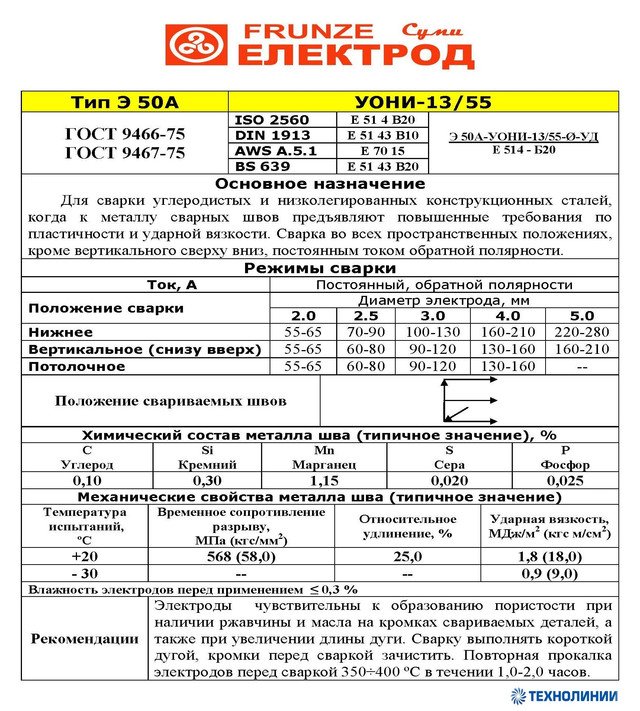
Разработка производства химических реагентов
12.16.2020 16:06:17
Подробнее
Разработка химических реагентов
| № | Описание | Файл | Тип | |
|---|---|---|---|---|
| 1 | Развитие производства химических реактивов | 54,16 Кб | pptx |
РАЗВИТИЕ ПРОИЗВОДСТВА ТРУБ ДЛЯ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
16.12.2020 16:09:26
Подробнее
Развитие производства труб для магистральных газопроводов
| № | Описание | Файл | Тип | |
|---|---|---|---|---|
| 1 | Освоение производства труб для магистральных газопроводов | 594,23 Кб | pptx |
Предлагаемый проект по созданию базы по ремонту ГТД ГТС Республики Узбекистан
Центр капитального ремонта ГТД НК-12СТ, ДУ80Л1, ДГ90Л2, ЛМ-1600, НК -16-18СТ тип
12. 16.2020 16:15:13
16.2020 16:15:13
Подробнее
Центр капитализации для газовых турбинных двигателей NK-12ST, DU80L1, DG90L2, LM-1600, NK-16-18-й типы
| 9997 № | № №78987898 8-й типы
|---|
| 97 | № | 8-й типы
|---|
| 99798 | 8-й.Описание | Файл | Тип | |
|---|---|---|---|---|
| 1 | Предлагаем проект по созданию базы по ремонту газотурбинных двигателей для газотранспортной системы Республики Узбекистан | 1.72 Мб | pptx |
Project-localization of production of electrodes UONI 13/55
12.