Электроды уони расшифровка: уони Полная расшифровка электродов
alexxlab | 30.04.2023 | 0 | Разное
уони Полная расшифровка электродов
- Марки электродов
- Виды электродов
- Вопросы и ответы
Многие хотят узнать полную расшифровку марки электродов уони, узнать что означает аббревиатура уони, а также что значат буквы и чем отличается уони от уонии и по этому здесь раскроем все тайны этих букв и цифр.
Как расшифровывается аббревиатура уонии 13 и уони-13.
- У – Универсальная
- О – Обмазка
- Н – Научного
- И – Исследовательского
- И – Института
- 13 – №13
А вот как получилась аббревиатура уони 13.
Это уже выдержка из доклада который находится внизу данной страницы.
По всей видимости это означает
- У – Универсальная
- О – Обмазка
- Н – Научного
- И – Института
- 13 – №13
Давность аж 1940 годов.
Чем отличается УОНИ и УОНИИ.
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Можно посмотреть в книге (Сапиро Л С Справочник сварщика страница 53 в примечании. ) Открыть книгу.
Выдержка из ГОСТ 9466—75.
Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии, а вот в документации должно быть обязательно прописано уонии.
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Подробную разницу УОНИ-13/55 по ГОСТ 9466-75 и по требованиям РД 03-613-03 (НАКС) можно узнать по ссылке http://www. spetselectrode-ural.ru/stat/Electrodi-svarochnie-UONI1355-trebovaniya-NAKS-i-GOST.htm
spetselectrode-ural.ru/stat/Electrodi-svarochnie-UONI1355-trebovaniya-NAKS-i-GOST.htm
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)
Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад http://cniim.com/files/doklad_2012_1.pdf
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
- Что делать если промокли электроды
- Что дает смена полярности при сварке электродами
- Сколько раз можно прокаливать электроды
- Прилипает электрод при сварке
- Отличие электродов уони от мр
- Отличие электродов АНО от УОНИ
- Для чего нужны электроды уони
Электроды для сварки котлов
FAQ – Вопрос | Ответ
Электроды Tigarbo
характеристики, марки этого типа (УОНИ 13/55), расшифровка обозначения
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
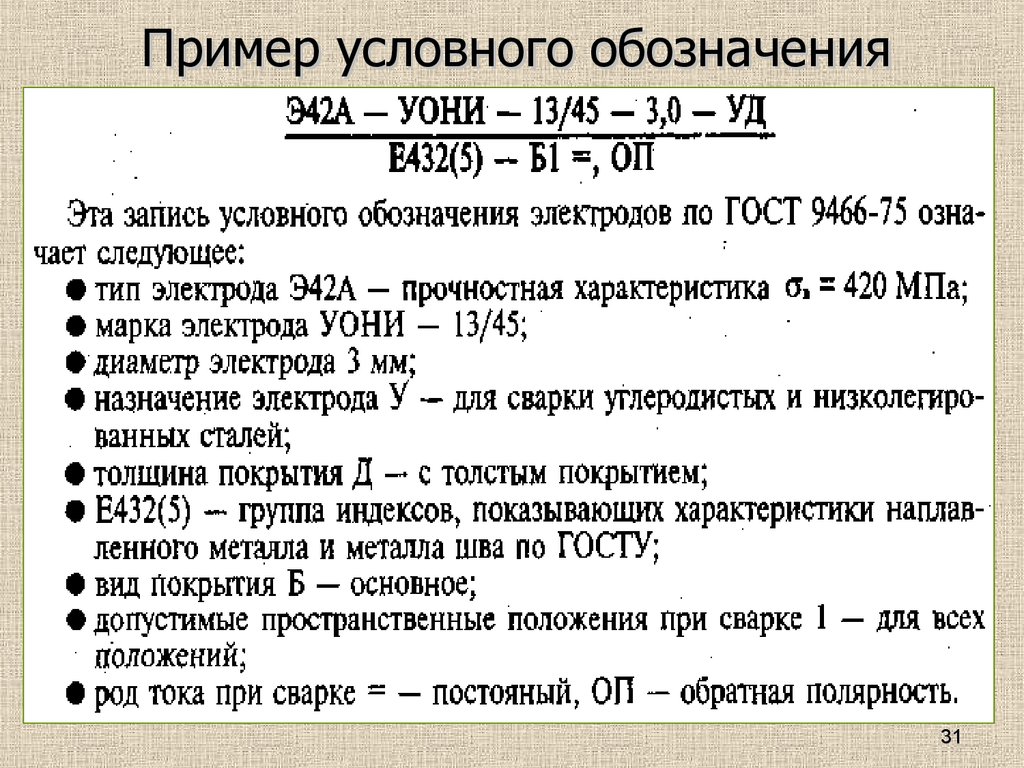
- Расшифровка обозначения
- Характеристики
- Интересное видео
Электроды Э50А разработаны для участия в процессе соединения изделий, изготовленных из углеродистых сталей, применяемых в конструкциях ответственного назначения. Также Э 50 электроды находят применение при сварке деталей из низколегированной стали. Существенным является то, что такого рода изделия должны будут эксплуатироваться при низких и высоких температурах, что налагает на качество их соединения особые требования.
Также Э 50 электроды находят применение при сварке деталей из низколегированной стали. Существенным является то, что такого рода изделия должны будут эксплуатироваться при низких и высоких температурах, что налагает на качество их соединения особые требования.
Расшифровка обозначения
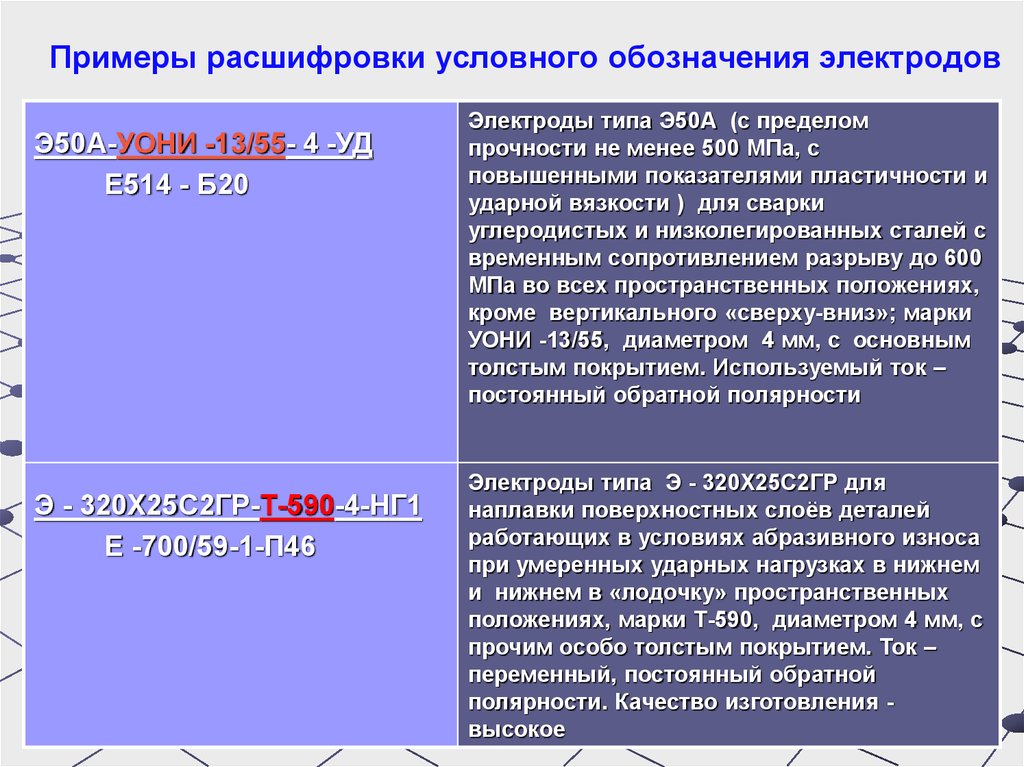
Буква «Э» свидетельствует о том, что электроды Э50А рассчитаны на использование для ручной дуговой сварки.
Число «50» – это предел прочности на разрыв в кгс/мм2. Зная это значение нетрудно вычислить нагрузки, которые соединение может выдержать, что важно для конструкций ответственного назначения.
Буква «А» означает, что металл полученного шва будет обладать повышенными свойствами по пластичности и ударной вязкости. В обозначении электродов всегда присутствует конкретный размер диаметра.
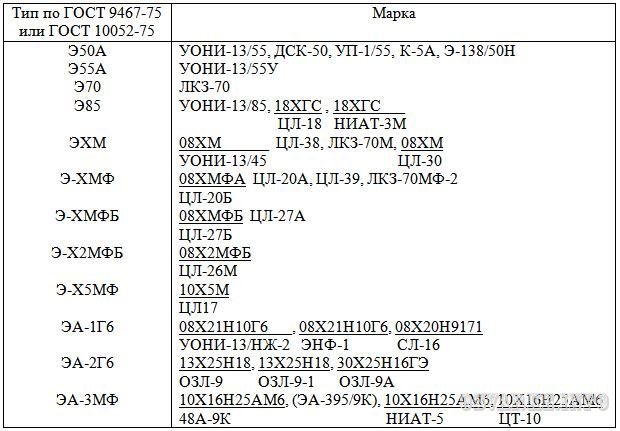
Марки этого типа электродов
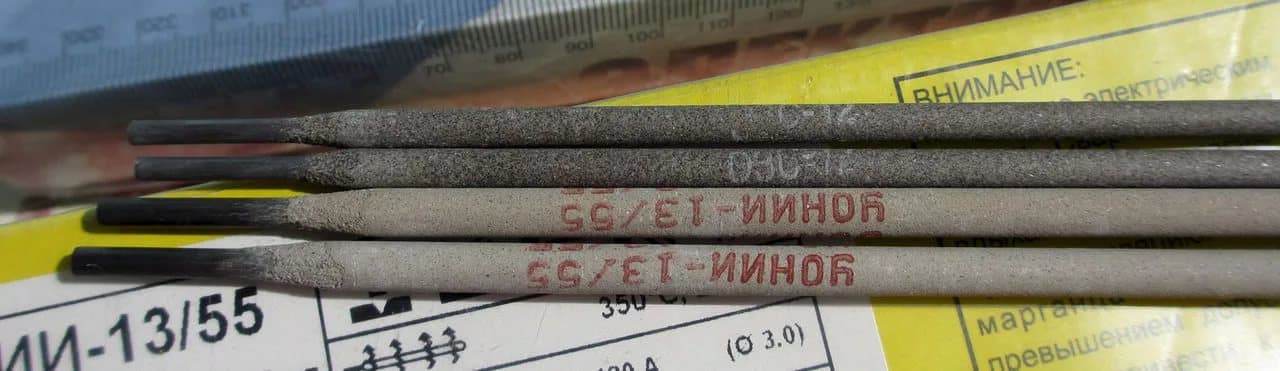
Электроды типа Э50А включают в себя большое количество марок и модификаций. Они имеют похожие характеристики и незначительные отличия. Наиболее известными и распространенными являются электроды Э50А УОНИ 13/55.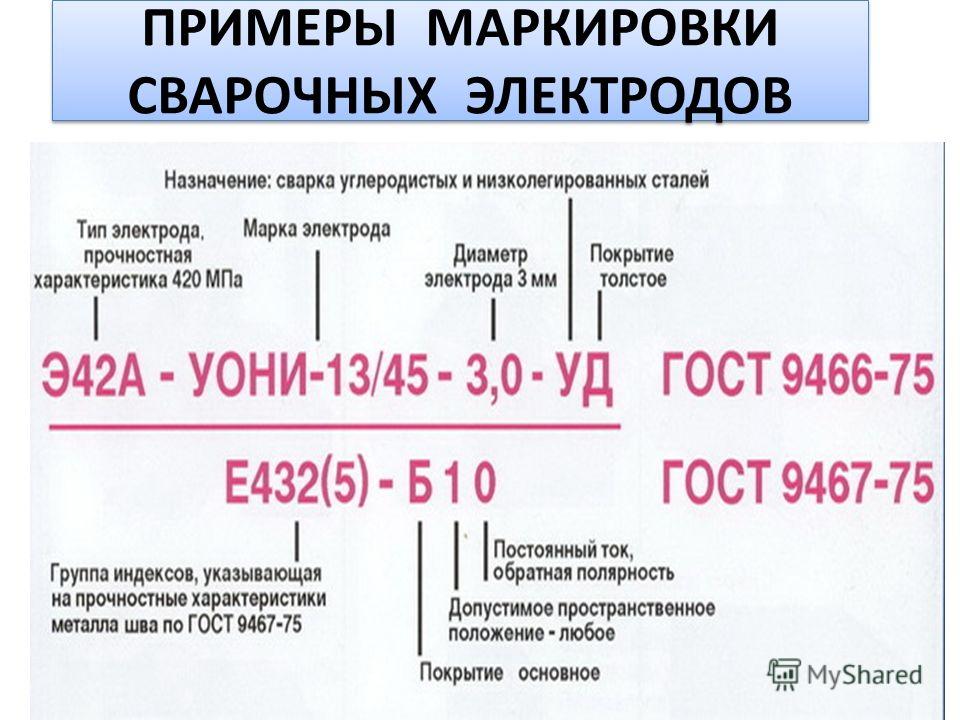
Каждая буква в аббревиатуре «УОНИ» имеет свое значение. Буква «У» означает, что это электрод универсального назначения. «О» – это обозначение основного вида покрытия электрода. «Н» означает научно-исследовательский, «И» – институт, а следующая за ними цифра «13» – это номер института. Речь идет об институте, где в сое время были разработаны эти электроды.
Этот вид электродов обладает повышенными качествами. Этому способствуют механические свойства металла образуемого шва и химический состав наплавленного металла. Все виды марок этого типа удовлетворяют требования ГОСТа 9467-75. Они находят применение в таких областях, как судостроение, энергетика, атомная промышленность.
При сварке ответственных конструкций желательно иметь оформленный официально сертификат качества. Этот документ дает гарантию, что выпускаемая продукция соответствует всем требованиям, и с помощью этого вида электродов можно получить качественный результат.
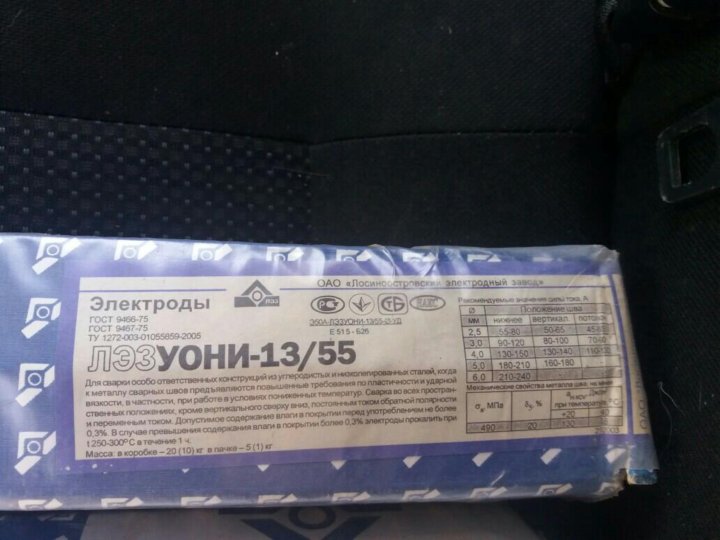
Популярными производелями таких электродов являются такие заслуженные предприятия, как «ЛЭЗ», «СпецЭлектрод», «СЗСМ».
Характеристики
Электроды этого типа обладают повышенными прочностными характеристиками. Покрытие внутренних стержней позволяет противодействовать окислению и присутствию в металле шва инородных примесей, оказывающих вредное воздействие.
К преимуществам использования относится:
- Стабильность горения дуги и простота ее возбуждения.
- Небольшое разбрызгивание металла при сварке.
- Устойчивость металла шва к образованию трещин.
- Возможность работать при разных нагрузках.
- Сниженное содержание в металле шва посторонних примесей.
Однако, имеется ограничение по применению. Такими электродами не сваривают изделия из нержавеющей стали. Сварку необходимо осуществлять на короткой дуге. Ее удлинение приведет к значительному ухудшению результата и возникновению трудностей при сварочном процессе.
Выставляемая сила тока находится в зависимости от пространственного положения и значения диаметра электрода. Разные модели имеют небольшие различия, которые следует учитывать. Так, например, электроды марки ОЗС-28 из этой серии, можно применять во всех положениях, а другие виды исключают движение электрода вниз из верхнего положения. Необходимо также отслеживать, какой вид тока рекомендуется при использовании конкретной марки.
Так, например, электроды марки ОЗС-28 из этой серии, можно применять во всех положениях, а другие виды исключают движение электрода вниз из верхнего положения. Необходимо также отслеживать, какой вид тока рекомендуется при использовании конкретной марки.
Интересное видео
Рубрика статьи
Назад
Вперёд
Электроды сварочные
Электроды – сварочный материал, представляющий собой стержень, подающий ток на свариваемую деталь. Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Продажа электродов завода им. Патона
Компания «Метизы-94» предлагает купить сварочные электроды от «Корифеев» электросварки Опытного завода сварочного оборудования Института электросварки им. ПАТОН.
У нас Вы можете заказать электроды серий КЛАССИК и ЭЛИТ (для низколегированных и легированных сталей), СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ (для нержавеющей стали, сварки и наплавки чугуна).
Для компаний, постоянно использующих электроды и сталкивающихся с некачественными сварочными материалами, высылаем бесплатные образцы . Таким образом, вы сможете оценить высокие технологические свойства электродов. В бесплатной упаковке содержится 5 штук электродов диаметром 3 мм, длиной 350 мм.
У каждого покупателя своя цена. Если какая-либо торговая организация предложит электроды ПАТОН по цене ниже нашей, мы сделаем Вам еще более выгодное ценовое предложение.
Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Покрытие: рутиловое по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1, Е430(3)-П21 ТУУ 054169 23.001-95. Фасовка: 1 кг, 2,5 кг, 5 кг Изготавливаются из сварочной проволоки марок Св-08, Св-08А по ГОСТ 2246-70. |
Цель: Электроды для углеродных и низкоуглеродных стали. Фасовка: 2,5 кг, 5 кг Область применения: сварка особо ответственных металлоконструкций, испытывающих динамические нагрузки при отрицательных температурах до -40°С; сосуды под давлением; судостроительные металлоконструкции; дефекты литья. |
 13/55-3-УД ГОСТ 9466-75; Е50А ГОСТ 9467; Е414 В20 ИСО 2560; Е50 В22 ЕН 499; Е 6015 АВС А5.1; Э514-В20 ТУУ 05416923.015-96..
13/55-3-УД ГОСТ 9466-75; Е50А ГОСТ 9467; Е414 В20 ИСО 2560; Е50 В22 ЕН 499; Е 6015 АВС А5.1; Э514-В20 ТУУ 05416923.015-96..Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Покрытие: рутиловая целлюлоза Тип: Э46-АНО-21-3 -УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; от E6013 до AWS A5.1; Е432(3)-Р11 ТУУ 054169 23.001-95. Фасовка: 1 кг, 2,5 кг, 5 кг. Электроды запаяны полиэтиленом, помещены в картонную коробку, запаянную термоусадочной пленкой. |
Назначение: Электроды для малоуглеродистой стали марки Диаметр: 2 мм, 3 мм, 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: рутиловая целлюлоза Тип: Э 46-АНО-36-3-УД по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 3 RC11 по ISO 2560; E42 0 RC11 согласно EN 499; Э6013 по АРМ А5.1, Э432(3)-РЦ11 ТУУ 054169 23.050-99. Упаковка: 1 кг, 2,5 кг, 5 кг |
Диаметр: 2 мм, 3 мм, 4 мм Длина: 3500 мм0003 Тип электрода сварочного по ГОСТ 9466-75 – металлический, плавящийся, с рутил-целлюлозным покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе. АНО-36 соответствует международным стандартам: ISO 2560; ЕН 499; АВС А5. Украинская маркировка АНО-36: Е46-АНО-36-3-УД, Е432(3)-РЦ11, Е 46 . Мировая маркировка: E43 3 RC11, E42 0 RC11, EN 499, Е6013 . Фасовка: 1 кг, 2,5 кг, 5 кг В 1 кг, в среднем, 36 штук электродов диаметром 3 мм, длиной 350 мм; 17 штук диаметром 4,0 мм, длиной 450 мм; 12 штук диаметром 5,0 мм и длиной 450 мм. |
 1 .
1 .Назначение: Электроды для низкоуглеродистой стали марок Диаметр: 3мм, 4мм, Длина: 350мм, 450мм Целлюлозное покрытие : 0003 Тип: Э46-АНО-21-3-УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1Е432(3)-Р11 ТУУ 054169 23.001-95. Пакет: 1 кг, 2,5 кг, 5 кг |
. металлический, плавящийся, с рутиловым покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе.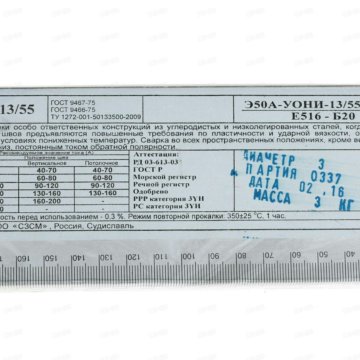 MD6013 соответствует международным стандартам: EN 499; AWS/ASME SFA 5.1 Украинская маркировка АНО-36: E46 -MD 6013 -3-UD;, E 431(3)-R22, E 46. Мировая маркировка: E 38 2RR12; Е 6013. Фасовка: 1 кг, 2,5 кг, 5 кг MD6013 – соответствие лучшим мировым аналогам; отличные сварочно-технологические свойства, значительно превосходящие характеристики электродов марок МП-3, АНО-4, АНО-21, АНО-36 |
Назначение: Электроды для наплавки стали и чугуна. Диаметр: 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: основное, особо толстое. Тип: Э-320Х25С2ГР-Т-590-д-НГ ГОСТ 9466-75, Э-700/59-1-П40; ТУУ 05447444.004-97. Область применения – восстановление деталей машин, работающих в условиях абразивного износа при умеренной ударной нагрузке – наплавка ковшей экскаваторов, ножей дорожных машин, дисков и лап культиваторов Коробка: 5 кг Сварка в наклонном и нижнем положениях. |
 Род тока – сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярности
Род тока – сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярностиНазначение: Электроды для сварки, наплавки чугуна и стали Диаметр : 3мм, 4мм Длина: 350мм, 450мм Покрытие: основное Наплавка в нижнем и наклонном положении на токе обратной полярности. Упаковка: 1 кг Область применения: холодная ручная дуговая сварка различных деталей из обычного и высокопрочного чугуна, чугуна и стальных сплавов, заварка литейных дефектов, поврежденных деталей |
Назначение: Электроды сварочные; высоколегированные стали Диаметр: 3 мм Длина: 350 мм Покрытие: основное Тип: Э-07Х20Н9 – ОЗЛ8-д-ВД; по ГОСТ 9466-75; E-07X20H9по ГОСТ 10052-75; Е 19,9 В 20 по ИСО 3581; E 19,9 B 20 по DIN 8556; Э308-15; по данным АВС; Е-2004-В20; ТУУ 13668923-001-97 Область применения: сварка изделий, деталей, емкостей, работающих в условиях постоянного воздействия агрессивной среды, из коррозионностойких, хромоникелевых марок стали – 0,8Х18х20Т, 18х20Т, 08Х19х22Т, Х19х22Т, 08Х18х22Б , Х18х22В. Фасовка: 1 кг При использовании ОЗЛ-8 содержание ферритной фазы в наплавленном металле составляет 2-8%, что позволяет предотвратить появление горячих трещин и минимизировать охрупчивание при высоких температурах. |
Цель: Электроды для высокопластичных стальных сортов Диаметр: 3 мм Длина: 350 мм . Э-0075-В20 по ГОСТ 9466-75; Э-08Х20Н9 Г2Б по ГОСТ 10052; E 19,9 Nb B20 по ISO 3581; E 19,9 Nb B20 согласно DIN 8556; Э 347-15 по АРМ А5.4 ТУУ 13668923-001-97. Упаковка: 1 кг. Область применения: сварка коррозионно-стойких и хромоникелевых сталей в пищевой, химической и других отраслях промышленности, где емкости и детали из нержавеющей стали подвергаются воздействию агрессивной среды при температуре 400-450 С. Изготавливаются из свариваемых марок Св-04Х29Н9, Св-06Х29Н9Т, Св-07Х29Н10Б по ГОСТ 2246-70. |

Цена электродов с завода. Патона
Компания «Метизы-94» является официальным дилером Опытного завода сварочного оборудования института им. Патона, так продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования – персональная цена за каждый заказ. При покупке свыше 100 кг – бесплатная доставка.
Высылаем бесплатно в качестве образцов небольшое количество электродов для сварки.
Отдельно следует обратить внимание на сварочные электроды АНО-4, АНО-21, АНО-36. Как известно, расшифровка аббревиатуры АНО – Академия наук, институт электросварки. Патон, общего назначения. Логично предположить, что институт как разработчик сварочных электродов АНО обеспечит более высокое качество своей продукции по сравнению с аналогичной маркой других производителей.
Электроды сварочные имеют заключение санитарно-эпидемиологической службы, аттестованы в системе Укрсепро. Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Технические характеристики электродов завода. Патон
Сварочные и технологические свойства электродов приведены в таблицах.
Серия Classic
Марка | Диаметр/длина, мм | Механические свойства металла шва | Производительность наплавки, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности при растяжении, Н/2мм 2 | Impact strength, J / cm 2 | Relative extension, % | ||||
Electrodes ANO-4 (MP3) | 3/350.4/450.5/450 | 450 | 78 | eighteen | 1.6 | 1. 7 7 |
| electrodes ANO-21 | 3/350.4/450.5/45 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350.4/450.5/45 | 450 | 78 | 22 | 1.2 | 1.7 |
| electrodes UONI 13/55 | 3/350.4/450.5/ 45 | 490 | 127.4 | twenty | 1.3 | 1.6 |
Elite Series
Brand | Diameter / length, mm | Mechanical properties of the weld metal | Surfacing productivity, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Ударная вязкость, Дж/см 2 | Relative extension, % | ||||
Electrodes MD6013 | 3/350. | 460-470 | one hundred | twenty | 1.6 | 1.7 |
| electrodes ANO-21 | 3/350.4/450 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350.4/450 | 450 | 78 | 22 | 1.2 | 1.7 |
 4/450
4/450Series Special electrodes
Brand | Diameter / length, mm | Mechanical properties of the weld metal | Surfacing productivity , кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Ударная вязкость, Дж/см 2 | Relative extension, % | ||||
electrodes | 4/350. | 1.8-1.9 | 1.4-1.5 | |||
| electrodes OZL- 8 | 3/350 | 540 | one hundred | thirty | 1.6 | 1.6 |
| electrodes TsL-11 | 3/350.4/450 | 540 | 80 | 22 | 1.5 | 1.6-1.7 |
| electrodes TsCh-4 | 3/350.4/450 | 480-510 | 78 | 22 | 1.08 | 1.8 |
 5/450
5/450Operational свойства электродов
| Показатель | Значение показателя |
| Плавка покрытия | равномерная |
| Отделяемость шлака 9003 60021 Спонтанная | |
| Тенденция металла Weld образует поры | Низкий |
| Сестра металла | Low |
| ГОРИТЕЛЬНЫЙ ДАРК | СТАВА |
| ГОРЯДА | СТАВАЯ |
| ГОРИТЕЛЬНЫЙ СЕРВИЯ | СТАБЛИЯ |
| СОГЛАСНЫЙ ДАРК | СТАБЛИЯ |
| СОГЛАСНЫЙ ДЛЯ | .|
| Залипание электрода в конце сварки | отсутствует |
| Механические свойства металла шва | high |
| Anti-corrosion properties of the weld | high |
| Toxicity | lowered |
| Smoke during welding | minimal |
| Theoretical number of electrodes in 1 kg | with a diameter 3 мм – 36 шт диаметром 4 мм – 17 шт диаметром 5 мм – 12 шт |
Пространственное положение сварки и сила сварочного тока при использовании электродов определенного диаметра в таблице.
| Электродный бренд | Диаметр, MM | Пространственное положение сварки | Режим тока | Рекомендуемое значение тока, |
| ANOO-4 | 3||||
| ANO-4 | 3ANO-4 | 3ANO-4 | 3 | ANOO-4 | 3 |
| ANO-4 | 3 | |||
. | АНО – электроды универсальные, предназначены для работы как с переменным, так и с постоянным током любой полярности | 100-140 | ||
| 4 | 140-210 | |||
| five | 190-270 | |||
| UONI 13/55 | 3 | in all but vertical top-down | Constant | 70-100 |
| 4 | 130-160 | |||
| ANO-21 | 3 | in all | variable, constant of any polarity | 90-140 |
| 4 | 140-210 | |||
| five | in all but vertical top-down | 150-270 | ||
| переменная, постоянная любой полярности | 200-220 | |||
| Пять | 250-280 | |||
| OZL-8 | 3 | ВСЕГО НА НАЗОНА. 0800 direct current reverse polarity 0800 direct current reverse polarity | 50-70 | |
| TsCh-4 | 3 | bottom, oblique | direct current reverse polarity | 65-80 |
| 4 | 90-120 | |||
| ЦЛ-11 | 3 | во всех, кроме вертикального сверху вниз | постоянного тока обратной полярности | 50-90 |
| 4 | 6


