Электроды вольфрамовые для чего: Применение вольфрамовых электродов. Маркировка по цветам
alexxlab | 09.04.2023 | 0 | Разное
Вольфрамовые Электроды | это… Что такое Вольфрамовые Электроды?
Толкование
- Вольфрамовые Электроды
Вольфрамовый электрод – электрод предназначенный для использования в аргоно – дуговой сварке металлов и сплавов. Вольфрам – самый тугоплавкий из известных металлов. Температура его плавления равна 3410 °С, температура кипения 10220 °С, плотность составляет 19,3 г/см?. Вольфрам сохраняет свою твердость даже тогда, когда раскален докрасна. Расход вольфрама во время сварки незначителен (сотые доли грамма на 1м сварного шва), а вольфрамовые электроды легированные оксидами редкоземельными элементами еще более стойки. В настоящее время доступны вольфрамовые электроды с широким диапазоном химического состава. В чистый вольфрам в целях улучшения сварочно-технологических свойств вводят различные окислы редкоземельных металлов: церий, лантан, иттрий, торий и цирконий.

Разновидность электродов
- WP — Вольфрамовый электрод с содержанием вольфрама не менее 99,5 %. Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти вольфрамовые электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
- WC-20 — Вольфрамовый электрод легированный 2 % оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент), который улучшает эмиссию электрода и начальный запуск дуги, так же увеличивается допустимый сварочный ток. Электроды WC-20 универсальные, ими можно сваривать на переменном токе и на токе прямой положительной полярности.
 По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
- WL-15, WL-20 — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1-2 % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода. Лантановые электроды более долговечны и меньше загрязняют сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сваре на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.

- WT-20 — Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества легированных электродов над чисто вольфрамовыми (WP) при сварке на постоянном токе. Тем не менее торий — радиоактивный металл низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшие выделения тория при эпизодической сварке, как показала практика, не являются фактором риска. Но, если сварка производится в ограниченных пространствах регулярно и в течении длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке вольфрамового электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией. При сварке на переменном токе торец вольфрамового электрода не обрабатывают в форме сферы, как для чисто вольфрамовых(WP) и лантановых (WL-20) электродов, взамен этого делают небольшие выпуклости. При сварке на переменном синусоидальном токе, дуга перебегает с выступа на выступ, вызывая брожение дуги, что часто не желательно при выполнении некоторых работ.
 Применяется для сварки нержавеющих сталей на постоянном токе.
Применяется для сварки нержавеющих сталей на постоянном токе.
- WZ-8 – Электроды с добавлением 0,8% оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые вольфрамовые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы. Предпочтительны для сварки алюминия и алюминиевых сплавов.
Источники
- Вольфрамовые электроды
См. также
- Вольфрам
- Электросварка

Wikimedia Foundation. 2010.
Игры ⚽ Поможем сделать НИР
- Вольфрам-Альфа
- Вольфсберг
Полезное
| 8 (800) 200-52-75 (495) 366-00-24 (495) 504-95-54 (495) 642-41-95 | ||
e-mail: info@metotech. ru ru | e-mail: [email protected] | |
Сварочные вольфрамовые электроды широко используются для ручной, механизированной и автоматической электродуговой бесконтактной сварки тонколистовых (толщиной от 3-4 до 0,05 мм) и крупногабаритных металлических конструкций, требующих высокой прочности, геометрической точности и чистоты шва. Рисунок 1. Ручная сварка вольфрамовым электродом. Описание сварочного вольфрамового электрода, преимущества и недостатки Стандартные сварочные вольфрамовые электроды имеют форму прямолинейного прутка круглого сечения длиной 50, 75, 150,175 мм с номинальным диаметром от 0,5 мм до 10 мм.
Перечисленные свойства делают вольфрамовый электрод одним из самых востребованных расходных материалов для качественной сварки металлов и сплавов всех типов. С точки зрения функциональности, производительности и эффективности, минусов у вольфрамовых электродов практически нет. Их недостатками, при определенной степени условности, можно считать необходимость разогрева для зажигания дуги, что легко решается увеличением мощности сварочного аппарата, а также выделение небольшого количества радиоактивных паров и пыли у электродов, легированных торием-232, что успешно нивелируется проветриванием помещения для сварки. Условия применения вольфрамовых электродов С целью недопущения окислов на поверхности соединительного шва, сварка вольфрамовыми электродами осуществляется в среде защитного газа, ограждающей зону сварки от воздействия кислорода, паров воды. Для создания такой среды используется химически инертный газ, не взаимодействующий с металлом сварного шва – аргон (Ar), гелий (He), специальные сварочные газовые смеси. Чаще всего используют аргон, поскольку он доступен и стоит недорого, чем объясняется распространенное название этого типа сварки – аргонодуговая сварка. Ручная сварка вольфрамовым электродом, применяемая на небольших предприятиях, в мастерских, автосервисах, обозначается аббревиатурой TIG (Tungsten Inert Gas), где которой слово «Tungsten» переводится с английского как «вольфрамовый». Формирование защитной среды в разных сварочных аппаратах происходит по-разному. Наиболее распространена локальная защита шва, когда инертный газ выбрасывается из сопла сварочной горелки. Для получения сварных швов максимально высокого качества, например, при производстве титановых конструкций для самолётов, детали свариваются в герметичных камерах с инертным газом. Существуют камеры с встроенным сварочным оборудованием, которое управляется оператором извне, а также большие обитаемые камеры, где сварщики работают в скафандрах. Буквенно-цифровая маркировка отечественных вольфрамовых электродов по ГОСТ и ТУВ маркировке отечественных электродов первые две литеры «Э» и «В» указывают на то, что это «электрод вольфрамовый», а химический состав присадок отражают последние литеры аббревиатур:
Международная буквенно-цифровая маркировка вольфрамовых электродов по ISO 6848 В маркировке вольфрамовых электродов, выпускаемых по международному стандарту ISO 6848, так же как в случае с изделиями по ГОСТ 23949-80, содержится указание на химический состав легирующей добавки.
Соответствие параметров электродов (аналоги) разных стандартов Основная часть выпускаемых по международным стандартам электродов прямо соотносится с российскими изделиями по процентному содержанию легирующих добавок и сварочно-технологическим свойствам.
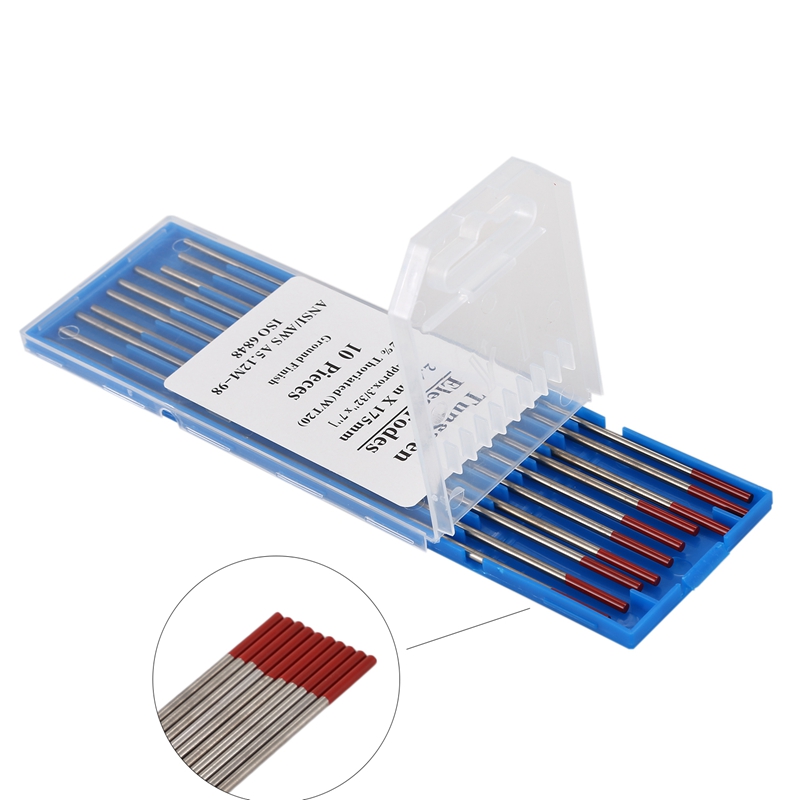
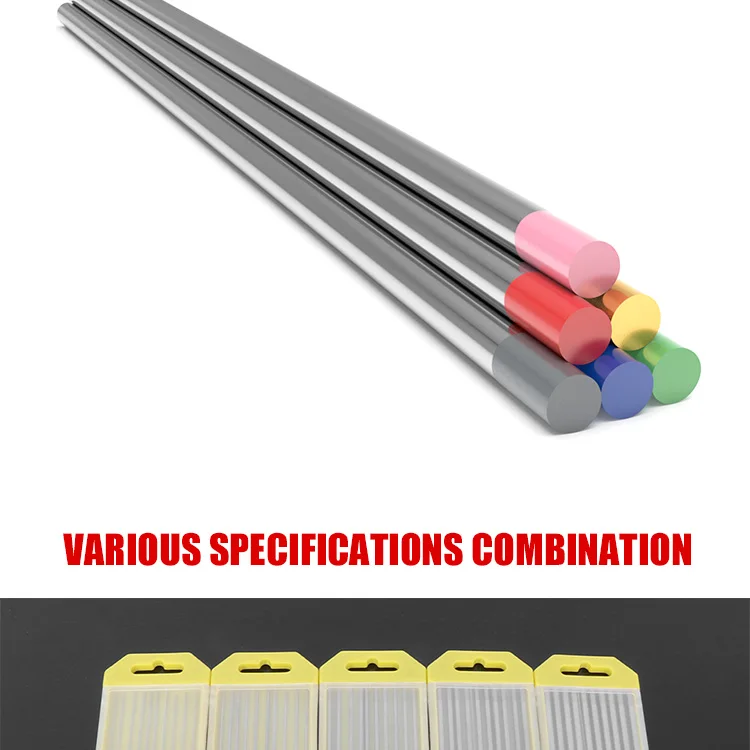
Международная цветная маркировка (цветовой код), свойства и назначение разных типов вольфрамовых электродов Для упрощения и ускорения выбора нужного типа вольфрамовых электродов по марке, на торцевые части стержней в мировой практике общепринято наносить дополнительную цветовую индикацию, которая отражает их характеристики и назначение. Чтобы выбрать необходимое изделие, сварщику не нужно читать текст на упаковке, цветовой код позволяет быстро и безошибочно определить электрод для выполнения конкретной задачи. Рисунок 2. Вольфрамовые электроды в пенале.
Работа на переменном синусоидальном токе (AC) в среде аргона или гелия. Специальное назначение: сварка алюминия, магния, никеля и их сплавов, а также алюминиевой бронзы. Свойства: высокая стабильность дуги, качественный, прочный и геометрически ровный шов.
Чёрный, синий и золотистый лантановые электроды способны эффективно работать на переменном и постоянном токе (AC/DC), что указывает на их универсальность.
Работает на постоянном токе (DC). Назначение: сваривание особо ответственных конструкций методом TIG в защищённой инертными газами среде. Основные металлы сварки: все типы сталей, титан, медь и их сплавы. Свойства: выдерживает большие токи, при соблюдении технологии сварки обеспечивает качественный шов повышенной надёжности.
Электроды марок WT содержат торий, который является радиоактивным материалом низкого уровня, и хотя не является фактором риска, при сварке и их заточке в закрытых помещениях необходимо соблюдать определенные требования безопасности. Наиболее используемая марка WT-20 имеет российский аналог ЭВТ-15. Работают электроды на постоянном токе (DC). Основные металлы сварки: нержавеющие стали, тугоплавкие металлы, ниобий, тантал, медь, кремниевая бронза, никель, титан и их сплавы. Свойства: значительно прочнее электродов из чистого вольфрама, не теряют форму рабочего конца при высоких токах.
Работа на переменном и постоянном токе (AC/DC).
Цериевые вольфрамовые электроды работают на переменном и постоянном токе (AC/DC). Назначение: сваривание всех типов сталей и сплавов. Это изделия высокой универсальности, которые не требуют специальной подготовки для проведения сварочных работ, характеризуются высокой устойчивостью дуги, формируют аккуратный ровный шов.
Работа на переменном токе (AC). Особенности: электроды данного типа требовательны к чистоте сварочной среды, но при этом могут работать при более высоких токах, чем изделия с присадками церия, лантана или тория, имеют очень стабильную дугу. Назначение: сварка конструкций из цветных металлов (алюминий, магний, никель, бронза) и их сплавов. Производство вольфрамовых электродов В качестве исходного материала для изготовления вольфрамовых электродов используются заготовки в виде прутков, которые обрабатываются ковкой, протяжкой или бесцентровым шлифованием до заданных стандартом размеров. Реже применяется технология волочения, поскольку она более трудоёмка и предполагает дополнительную специальную химическую очистку (травление) заготовок с целью удаления с их поверхности окислов и иных загрязнений. Подготовка вольфрамовых электродов к сварке Торцы выходящих с заводского конвейера вольфрамовых электродов имеют прямой срез, поэтому после подбора нужного изделия для решения конкретных производственных задач, выполняют заточку их рабочего конца. От геометрической формы заточки зависит стабильность горения, мощность и глубина проплавления дуги, плотность энергии на аноде, эрозионная стойкость изделия, и в конечном итоге, скорость сварки, чистота и надёжность сварного шва. Длина затачиваемого участка электрода определяется умножением диаметра прутка на 2,5. Для сварки при невысоком токе угол заточки обычно составляет 10-20 градусов, для среднего тока – 20-30 градусов, для тока высокой мощности – 60-120 градусов. Универсальный угол конуса рабочего конца имеет значение в пределах 28-30 градусов. Угол и форму заточки необходимо менять в зависимости от мощности тока, характеристик свариваемого материала, поставленных задач в соответствии с технологическими требованиями. Формирование сварного шва вольфрамовым электродом При металлургической совместимости материалов (химических и теплофизических свойств), совмещаемые детали свариваются сплавлением входящих в основные металлы элементов. Под воздействием высокой температуры сварочной дуги по линии стыка или нахлёста запускаются тепловые и диффузионные процессы, шов между деталями заполняется молекулами соединяемых металлов, они «перемешиваются» образуя физически прочную и химически однородную связь – сварное соединение с необходимыми для эксплуатации характеристиками. Если материалы разнородны, используется метод вставки. В зазор между совмещаемыми кромками деталей вводится металлическая присадочная проволока (пруток), которая расплавляется под воздействием температуры сварочной дуги от вольфрамового электрода и формирует стойкое сварное соединение. Области применения вольфрамовых электродовВольфрамовые электроды применяют в авто-, авиа-, судо-, двигателестроении, десятках других отраслей народного хозяйства. В роли ключевого рабочего компонента аппаратов аргонодуговой сварки они незаменимы в современных условиях при строительстве и ремонте трубопроводов, восстановлении металлических деталей и узлов конструкций машин и механизмов, производстве сварных металлических объектов из тугоплавких металлов для экстремальных условий эксплуатации: космос, Арктика и т.д. Рисунок 3. Сварочный аппарат. |

 Также вольфрамовый электрод
может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом:
Также вольфрамовый электрод
может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом:
 Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).
Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).
 Первая латинская литера в международной маркировке всегда «W», которая указывает на базовый материал электрода – вольфрам. Вторая литера обозначает тип присадки. Первая цифра после второй литеры обозначает долю легирующей добавки в процентах:
Первая латинская литера в международной маркировке всегда «W», которая указывает на базовый материал электрода – вольфрам. Вторая литера обозначает тип присадки. Первая цифра после второй литеры обозначает долю легирующей добавки в процентах: Это позволяет потребителю в любой стране выбрать нужный электрод, вне зависимости от места его производства и поставщика.
Это позволяет потребителю в любой стране выбрать нужный электрод, вне зависимости от места его производства и поставщика.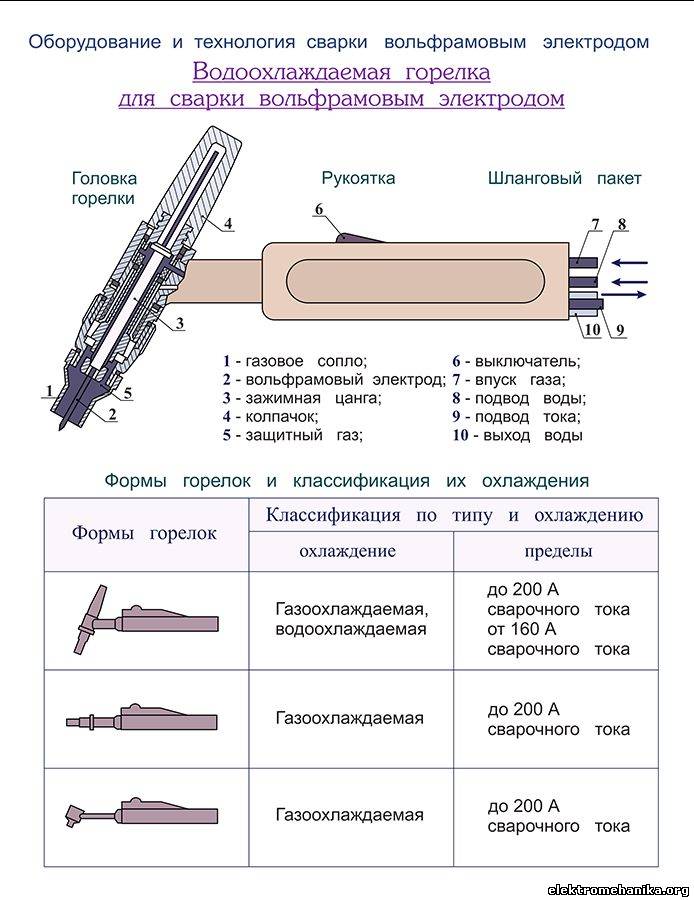
 Назначение: плазменное напыление, резка, наплавка металлов на различных деталях и формах, а также сваривание тонких листовых нержавеющих, низколегированных, жаропрочных сталей, меди и ее сплавов, никеля, бронзы, магния. Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
Назначение: плазменное напыление, резка, наплавка металлов на различных деталях и формах, а также сваривание тонких листовых нержавеющих, низколегированных, жаропрочных сталей, меди и ее сплавов, никеля, бронзы, магния. Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
 Изделие характеризуется универсальностью сваривания всех типов сталей и сплавов, быстрым запуском и повторным зажиганием дуги, её стабильностью и качеством, отсутствием склонности к прожигам. Рекомендованное назначение: сварка углеродистых и легированных сталей, меди, алюминия, никеля, а также сплавов на их основе.
Изделие характеризуется универсальностью сваривания всех типов сталей и сплавов, быстрым запуском и повторным зажиганием дуги, её стабильностью и качеством, отсутствием склонности к прожигам. Рекомендованное назначение: сварка углеродистых и легированных сталей, меди, алюминия, никеля, а также сплавов на их основе.

 Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы.
Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы. Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д.
Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д.Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды для GTAW (дуговой сварки вольфрамовым электродом) или сварки TIG (вольфрам в инертном газе), как правило, бывают нескольких типов.
Типы вольфрамовых электродов
Электроды из чистого вольфрама
Торированные вольфрамовые электроды
Лантанированные вольфрамовые электроды
Вольфрамовые электроды с церием
Циркониевые вольфрамовые электроды
Шлифовка вольфрамовых электродов
Как выбрать вольфрамовые электроды?
Диаметры и длины вольфрамовых электродов
Размер зерна и структура вольфрамового электрода
Распределение и размер оксида вольфрамового электрода
Типы вольфрамовых электродов
Типы вольфрамовых электродов и их типичное применение можно идентифицировать по цветовой маркировке на концах следующим образом.
- Pure Tungsten: Green
- 2% Церил: серый
- 2%.
Электроды из чистого вольфрама обычно используются на менее ответственных сварочных операциях, чем электроды из легированного вольфрама. Этот тип электрода используется для сварки переменным током, имеет относительно низкую токонесущую способность и низкую устойчивость к загрязнениям.
Торированные вольфрамовые электродыТорированные вольфрамовые электроды (1 или 2% тория) превосходят электроды из чистого вольфрама благодаря более высокому выходу электронов, лучшему зажиганию и стабильности дуги, высокой допустимой нагрузке по току, более длительному сроку службы , а также большую устойчивость к загрязнению. Вольфрамовые электроды с 2%-ным содержанием тория можно использовать для сварки на переменном токе, но они лучше всего подходят для электродов с отрицательным электродом на постоянном токе (прямая полярность) GTAW на углеродистой и нержавеющей стали, никеле и титане.
Сварщики должны учитывать, что 2% торированных вольфрамовых электродов содержат низкий уровень радиоактивности.
Вольфрамовые электроды с лантановым покрытием Поэтому при их использовании всегда необходимо следовать предупреждениям, инструкциям и паспортам безопасности изготовителя.
Поэтому при их использовании всегда необходимо следовать предупреждениям, инструкциям и паспортам безопасности изготовителя.Вольфрамовые электроды с лантановым покрытием содержат не менее 97,80 % вольфрама и от 1,30 до 1,70 % лантана или лантана, оба 1,5 и 2 % лантана обеспечивают превосходную пусковую дугу при длительном пуске дуги при содержании лантана из вольфрама срок службы и стабильность электрода, а также низкая скорость выгорания. Они также устойчивы к износу наконечника.
Считается, что вольфрамовые электроды, содержащие 2 % лантана, обладают превосходными характеристиками. Вольфрамовые электроды с 2% лантана часто используются в критически важных приложениях, например, в авиационной промышленности, и могут использоваться для замены вольфрамовых электродов с 2% тория. Оба электрода хорошо подходят для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, титана и алюминия.

Они хорошо работают с отрицательным электродом переменного или постоянного тока (DCEN) с заостренным концом, или они могут быть свернуты для использования с источниками питания переменного тока синусоидальной формы. В отличие от торированного вольфрама, лантансодержащие электроды подходят для сварки переменным током и, подобно электродам с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях.
По сравнению с чистым вольфрамом добавление 1,5 % лантана увеличивает максимальную допустимую нагрузку по току примерно на 50 % для данного размера электрода.
Вольфрамовые электроды с цериемВольфрамовые электроды с церием содержат не менее 97,3% вольфрама и от 1,8 до 2,2% церия, используются для настройки низкого тока и имеют дугу с низким током. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока.
Циркониевые вольфрамовые электродыЦиркониевые вольфрамовые электроды содержат 0,7–0,9% циркония и известны своей способностью легко скатываться при работе с переменным током.
 Циркониевые электроды обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама с точки зрения производительности. Однако есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Циркониевые электроды обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама с точки зрения производительности. Однако есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.Шлифовка вольфрамовых электродов
Более точное управление дугой можно получить, если электрод из вольфрамового сплава заточить до точки (рис. 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить достаточную стабильность дуги. Вольфрамовые электроды трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги от прикосновения является стандартной практикой.
Поддержание формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.

Угол конусности вольфрамового электрода напрямую влияет на стабильность дуги и профиль валика.
Для правильной заточки вольфрамовых электродов используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (во избежание загрязнения). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете достаточную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Затачивайте вольфрамовый электрод прямо на шлифовальном круге, а не под углом 90 градусов, чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, с электродом 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/ 16 дюймов в длину).
 Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.Вылет вольфрамового электрода за пределы газовой камеры определяется типом свариваемого соединения, а также количеством обеспеченного защитного газа. Например, удлинение газового колпачка на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений тонкого материала, а удлинение примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов.
Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Как выбрать вольфрамовые электроды?
Выбор и подготовка вольфрамовых электродов для сварки TIG или дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) для использования в конкретном случае зависит от многих переменных, включая тип свариваемого материала, сварочную силу тока и тип сварного шва, среди прочих факторов.

Диаметр и длина вольфрамовых электродов
Доступны вольфрамовые электроды различных стандартных диаметров и длин.
Наиболее распространенная длина составляет 7,00 дюймов (175 мм). Вольфрам обычно поставляется в коробках по 10 штук.
Зажигание дуги TIG и стабильность дуги благодаря правильно подготовленному вольфрамовому электроду выгодны для сварщика TIG.
В большинстве случаев сварщики TIG используют вольфрамовые электроды , которые содержат оксиды, усиливающие выбросы. Примерами являются торий, церий, лантан и т. д. Все эти элементы имеют свои характеристики и дают разные преимущества по сравнению с использованием чистого вольфрама. Эти элементы вызывают улучшение зажигания дуги и стабильности дуги. Эти элементы также снижают температуру на поверхности наконечника электрода.
Более низкая температура на конце электрода увеличивает срок службы электрода. При более низких температурах можно поддерживать низкий размер зерен электрода.
 Таким образом, эти легирующие элементы обеспечивают существенные преимущества в функционировании вольфрамового электрода.
Таким образом, эти легирующие элементы обеспечивают существенные преимущества в функционировании вольфрамового электрода.В дополнение к легирующим элементам, метод, используемый при производстве вольфрамового электрода, также играет роль в характеристиках электрода.
Размер зерна и структура вольфрамового электрода
Как и любой другой металл, тело наконечника вольфрамового электрода состоит из зерен. Каждое зерно состоит из кристаллической структуры, покрытой границами зерен. Зерна отделены друг от друга границами зерен. Рассмотренные выше оксиды легирующих элементов мигрируют не по кристаллической структуре, а по границам зерен.
Следовательно, лучше иметь большое количество зерен, чтобы большое количество границ зерен облегчало миграцию оксидов. Другими словами, желательно иметь мелкий размер зерна. Тем не менее, получить мелкий размер зерна легче сказать, чем сделать. Трудно поддерживать малый размер зерна, одновременно обеспечивая равномерное распределение оксидов в электроде.
 Эта сложность изготовления электродов и определяет разницу в характеристиках электродов, поставляемых разными поставщиками.
Эта сложность изготовления электродов и определяет разницу в характеристиках электродов, поставляемых разными поставщиками.Зерна имеют тенденцию к увеличению в размерах, когда электрод подвергается воздействию высоких температур во время сварки. Как мы видели выше, такой рост зерен нежелателен. Если по границам зерен продолжается непрерывный поток оксидов, это предотвращает объединение нескольких зерен и, таким образом, предотвращает рост зерен. Таким образом, оксиды также служат ингибиторами роста зерен.
Если оксидов нет, рост зерен остановить нечем, и такой электрод плохо работает при сварке. Дуга не стабильная и ровная. Электрод с 2% лантана сохраняет мелкую зернистость даже после продолжительного периода сварки. Размер зерна, помимо содержания легирующих элементов, также является результатом качества процесса изготовления электродов.
Вольфрамовый электрод Распределение и размер оксидов
Распределение оксидов играет важную роль в качестве электрода.
 Если в электроде (или его части) мало оксидов, происходит быстрый рост зерен, и электрод быстро приходит в негодность. Участки электрода с избытком оксидов также являются плохими. Эти оксиды предотвращают миграцию оксидов к наконечнику, где они желательны.
Если в электроде (или его части) мало оксидов, происходит быстрый рост зерен, и электрод быстро приходит в негодность. Участки электрода с избытком оксидов также являются плохими. Эти оксиды предотвращают миграцию оксидов к наконечнику, где они желательны.Вольфрамовые электроды хорошего качества содержат оксиды небольшого размера. Миграция оксидов происходит легко.
Два электрода с одинаковым процентным содержанием легирующих элементов легко могут значительно отличаться по рабочим характеристикам. Это связано с процессом производства электрода, который определяет размер зерна электрода.
Речь шла о вольфрамовых электродах. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
Подробнее:
Твердые электродные проволоки
Вольфрамовые электроды – Grainger Industrial Supply
Вольфрамовые электроды
70 продуктов
ВИГ электроды (вольфрам в инертном газе) каждый вставляется в совместимую горелку ВИГ, которая подключена к сварочному аппарату ВИГ, который подает ток на электрод.
 Между электродом и заготовкой создается дуга, и тепло от дуги плавит материал заготовки, создавая сварной шов. Тип используемого электрода зависит от основного материала и толщины заготовки, а также от типа выходного тока, обеспечиваемого сварщиком. Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW), создает чистые, точные сварные швы и идеально подходит для сварки тонких материалов и видимых поверхностей. Полный комплект горелки TIG включает в себя сопло, корпус цанги или газовую линзу, цангу, изоляторы, заднюю крышку, корпус горелки, рукоятку и электрод.
Между электродом и заготовкой создается дуга, и тепло от дуги плавит материал заготовки, создавая сварной шов. Тип используемого электрода зависит от основного материала и толщины заготовки, а также от типа выходного тока, обеспечиваемого сварщиком. Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW), создает чистые, точные сварные швы и идеально подходит для сварки тонких материалов и видимых поверхностей. Полный комплект горелки TIG включает в себя сопло, корпус цанги или газовую линзу, цангу, изоляторы, заднюю крышку, корпус горелки, рукоятку и электрод.1.5% Lanthanated Tungsten Electrodes
2% Lanthanated Tungsten Electrodes
Ceriated Tungsten Electrodes
Pure Tungsten Electrodes
Rare Earth Tungsten Electrodes
Thoriated Tungsten Electrodes
Цирконированные вольфрамовые электроды
 5%-lanthanated-tungsten-electrodes” title=”1.5% Lanthanated Tungsten Electrodes”> 1,5% вольфрамовые электроды, содержащие лантан
5%-lanthanated-tungsten-electrodes” title=”1.5% Lanthanated Tungsten Electrodes”> 1,5% вольфрамовые электроды, содержащие лантанВольфрамовые электроды, содержащие 1,5% лантана, отсортированные по диаметру в порядке возрастания
Loading… 2% Lanthanated Tungsten Electrodes
2% Lanthanated Tungsten Electrodes, sorted by Diameter, ascending
Загрузка.  ..
..Вольфрамовые электроды с церием
Вольфрамовые электроды с церием, отсортировано по диаметру, по возрастанию
Loading… Pure Tungsten Electrodes
Pure Tungsten Electrodes, sorted by Diameter, ascending
Загрузка.  ..
..Вольфрамовые электроды из редкоземельных металлов
Вольфрамовые электроды из редкоземельных металлов, отсортированные по диаметру в порядке возрастания
Loading… Thoriated Tungsten Electrodes
Thoriated Tungsten Electrodes, sorted by Diameter, ascending
Загрузка. 