Электроэрозионный станок проволочный – принцип работы, конструкция, преимущества использования данного оборудования
alexxlab | 24.03.2020 | 0 | Разное
Проволочный электроэрозионный станок
Зачем нужен электроэрозионный проволочно-вырезной станок?
Электроэрозионный проволочно-вырезной станок служит для аккуратного исполнения отверстий в металлах различной плотности. Движение инструмента происходит с высокой точностью и плавностью. Двигатели к нему производятся на предприятии – изготовителе станков – по уникальной технологии.
Конструкция
Электроэрозионный проволочно-вырезной станок оснащается плоскопараллельными двигателями. Для этого производители создают свои неодимовые магниты (NdFeB — неодим-железо-бор). Кроме них потребовалась и уникальная система управления K-SMS.

Классический электроэрозионный проволочно-вырезной станок способен обрабатывать только электропроводящие заготовки. Металлы прожигаются дугой на значительную глубину. На месте среза остается гладкая поверхность, часто не требующая дополнительной обработки.
Электроэрозионный проволочно-вырезной станок помогает получить сложные изделия: пресс-формы, штаммы, конические и цилиндрические поверхности, выступы и скосы. В продаже можно найти двухкоординатные сборки, применяемые для простейших операций. Более сложные изделия получаются с применением пятикоординатных машин.
Принцип работы
В процессе применения проволочно-вырезного станка латунная проволока используется наиболее часто в качестве режущего инструмента. Она выполнятся по уникальной технологии, и от её качества зависит скорость и аккуратность обработки.
Если применяется генератор высокочастотных импульсов повышенной мощности, встроенный в описываемый станок, латунная проволока оснащается специальным покрытием. Ее структура имеет несколько слоев:
- Основа — CuZn40 (медно-цинковый сплав) или латунь. Также может использоваться молибден, медь.
- Термодиффузионный слой — концентрация цинка более 50%.
- Верхний слой — чистый цинк.
За счёт такой структуры проволока обладает рядом достоинств:
- Выдерживает высокие температуры.
- Дуга в процессе обработки стабильна, исключается образование наплывов на месте разреза.
- Снижен расход проволоки на длину разреза.
Проволочные электроэрозионные станки с ЧПУ применяются, в основном, в серийном производстве. Единичные изделия не оправдывают покупку дорогостоящего оборудования, но некоторые детали возможно получить только данным видом реза. Покрытие из цинка обеспечивает непрерывность автоматического процесса за счёт исключения осыпания латуни от высокочастотных токов.
Процесс обработки
Электроэрозионная обработка материалов основана на образовании искры за счёт пропускания тока высокой частоты через минимальный воздушный или водный зазор. Наиболее активно этот процесс происходит с участием латуни.
Существует несколько типов обработки металлов на приведенном оборудовании:
- Копировально-прошивочные технологии.
- Профильно-вырезные.
- Прошивочные.
Чаще проволока для электроэрозионных станков крепится на подвижный узел. Заготовка же размещается на неподвижном столе. Процесс реза контролируется контроллером системы ЧПУ, управляющей одновременно несколькими осями.
Суть технологии
Электрический разряд между проволокой и заготовкой приводит к удалению части металла. Выделенные частицы выводятся в объем рабочей жидкости. Шлам (кристаллизующиеся частицы) отфильтровывается и удаляется в конце реза. Скорость обработки регулируется силой тока. Но должны быть подобраны оптимальные режимы, при которых не образуются наплывы в процессе реза.

Электроэрозия помогает изготовить изделия с очень тонкими стенками, обрабатывать мягкие металлы без механических повреждений. Данный способ резки используется для прошивки на большую глубину. Толщина проволоки минимальна, лишь этим параметром ограничен диаметр получаемых отверстий.
Дополнительной обработки не требуется, так как после реза импульсами тока не остается заусенцев. Также не требуется дорогостоящего инструмента, применяемого при классических методах фрезерования. Это становится актуально при заготовках из вязких материалов.
Параметры оборудования
ЧПУ-управление процессом расширяет возможности обработки металлов электроэрозией. Отклонения перпендикулярностей и прямолинейностей перемещения осей составляют не более 0,01 мкм.
Механическая точность заявлена производителями, и не требуется делать дополнительных регулировок. Станок полностью готов к старту автоматического цикла, достаточно лишь загрузить модель детали в стандартном коде.

Современная электроника обеспечивает точности перемещения за счёт угловых и линейных датчиков, разрешение которых равно 1,5 мкм. Точность получаемых контуров варьируется в пределах от ± 1,5 до ± 5 мкм на длине 300 мм.
Характеристики подбираются индивидуально под потребности производства. Исходя из этого формируется стоимость оборудования, ориентированная на подходящую модель.
Дополнительные опции
Покупатель станка с электроэрозией может дооснастить оборудование представленными опциями:
- Контролируемое положение оси C. Чаще требуется для фрезерной обработки цилиндрических заготовок.
- Револьверная головка с дополнительными степенями свободы инструмента. При помощи такой модели получают геометрически сложные детали.
- Стол может иметь дополнительные оси. Такой вариант используется при обработке корпусных изделий или нескольких заготовок за один цикл.
В стандартную комплектацию включают системы очистки рабочей жидкости, позволяющие проводить фильтрацию с качеством до 3 мкм. Загрязнившиеся картриджи имеют стандартные размеры и меняются довольно быстро.
fb.ru
Принцип действия и устройство проволочно-вырезного электроэрозионного станка
Главная / Принцип действия и устройство проволочно-вырезного электроэрозионного станка
В основе электроэрозионной обработки лежит съем материала заготовки за счет выплавления и испарения при электрическом пробое межэлектродного промежутка (зазора) в жидкой среде. Необходимым условием электроэрозионной обработки материала является его достаточная электропроводность; этому условию удовлетворяют все металлы и многие другие материалы, в частности, полупроводники.
В проволочных станках электродом-инструментом является натянутая проволока. Между заготовкой и проволокой от специального генератора подаются импульсы напряжения, если в какой-либо точке межэлектродного промежутка напряженность электрического поля превзойдет критическую, происходит пробой с образованием плазменного канала (как при ударе молнии), обеспечивающего протекание импульса тока, в результате которого происходит частичное разрушение (эрозия) в виде микроскопических лунок. Полярность напряжения (минус к проволоке) выбирается так, что в большей степени разрушается заготовка. Вода в межэлектродном зазоре вымывает продукты эрозии и охлаждает проволоку.
Электрические импульсы следуют с высокой частотой; в результате происходит равномерная эрозия по длине зазора, т.к. пробой каждый раз происходит в самом узком месте, а в результате образования лунки зазор здесь увеличивается. По мере расширения зазора в результате эрозии проволоку и/или заготовку перемещают в нужном направлении относительно друг друга, чтобы процесс продолжался непрерывно; таким образом осуществляется резание заготовки любой твердости, в результате которого можно получить с высокой точностью линейчатую поверхность нужного вида, не обязательно цилиндрическую, т.к. можно не просто перемещать проволоку параллельно самой себе, а непрерывно изменять ее наклон. Как правило, заготовка располагается в горизонтальной плоскости, рабочий участок проволоки (без наклона) – вертикально. Разумеется, контур, по которому перемещается центр проволоки на том или друго
i-perf.ru
Зачем нужен электроэрозионный проволочно-вырезной станок?
Электроэрозионный проволочно-вырезной станок служит для аккуратного исполнения отверстий в металлах различной плотности. Движение инструмента происходит с высокой точностью и плавностью. Двигатели к нему производятся на предприятии – изготовителе станков – по уникальной технологии.
Конструкция
Электроэрозионный проволочно-вырезной станок оснащается плоскопараллельными двигателями. Для этого производители создают свои неодимовые магниты (NdFeB — неодим-железо-бор). Кроме них потребовалась и уникальная система управления K-SMS.

Классический электроэрозионный проволочно-вырезной станок способен обрабатывать только электропроводящие заготовки. Металлы прожигаются дугой на значительную глубину. На месте среза остается гладкая поверхность, часто не требующая дополнительной обработки.
Электроэрозионный проволочно-вырезной станок помогает получить сложные изделия: пресс-формы, штаммы, конические и цилиндрические поверхности, выступы и скосы. В продаже можно найти двухкоординатные сборки, применяемые для простейших операций. Более сложные изделия получаются с применением пятикоординатных машин.
Принцип работы
В процессе применения проволочно-вырезного станка латунная проволока используется наиболее часто в качестве режущего инструмента. Она выполнятся по уникальной технологии, и от её качества зависит скорость и аккуратность обработки.
Если применяется генератор высокочастотных импульсов повышенной мощности, встроенный в описываемый станок, латунная проволока оснащается специальным покрытием. Ее структура имеет несколько слоев:
- Основа — CuZn40 (медно-цинковый сплав) или латунь. Также может использоваться молибден, медь.
- Термодиффузионный слой — концентрация цинка более 50%.
- Верхний слой — чистый цинк.
За счёт такой структуры проволока обладает рядом достоинств:
- Выдерживает высокие температуры.
- Дуга в процессе обработки стабильна, исключается образование наплывов на месте разреза.
- Снижен расход проволоки на длину разреза.
Проволочные электроэрозионные станки с ЧПУ применяются, в основном, в серийном производстве. Единичные изделия не оправдывают покупку дорогостоящего оборудования, но некоторые детали возможно получить только данным видом реза. Покрытие из цинка обеспечивает непрерывность автоматического процесса за счёт исключения осыпания латуни от высокочастотных токов.
Процесс обработки
Электроэрозионная обработка материалов основана на образовании искры за счёт пропускания тока высокой частоты через минимальный воздушный или водный зазор. Наиболее активно этот процесс происходит с участием латуни.
Существует несколько типов обработки металлов на приведенном оборудовании:
- Копировально-прошивочные технологии.
- Профильно-вырезные.
- Прошивочные.
Чаще проволока для электроэрозионных станков крепится на подвижный узел. Заготовка же размещается на неподвижном столе. Процесс реза контролируется контроллером системы ЧПУ, управляющей одновременно несколькими осями.
Суть технологии
Электрический разряд между проволокой и заготовкой приводит к удалению части металла. Выделенные частицы выводятся в объем рабочей жидкости. Шлам (кристаллизующиеся частицы) отфильтровывается и удаляется в конце реза. Скорость обработки регулируется силой тока. Но должны быть подобраны оптимальные режимы, при которых не образуются наплывы в процессе реза.

Электроэрозия помогает изготовить изделия с очень тонкими стенками, обрабатывать мягкие металлы без механических повреждений. Данный способ резки используется для прошивки на большую глубину. Толщина проволоки минимальна, лишь этим параметром ограничен диаметр получаемых отверстий.
Дополнительной обработки не требуется, так как после реза импульсами тока не остается заусенцев. Также не требуется дорогостоящего инструмента, применяемого при классических методах фрезерования. Это становится актуально при заготовках из вязких материалов.
Параметры оборудования
ЧПУ-управление процессом расширяет возможности обработки металлов электроэрозией. Отклонения перпендикулярностей и прямолинейностей перемещения осей составляют не более 0,01 мкм.
Механическая точность заявлена производителями, и не требуется делать дополнительных регулировок. Станок полностью готов к старту автоматического цикла, достаточно лишь загрузить модель детали в стандартном коде.

Современная электроника обеспечивает точности перемещения за счёт угловых и линейных датчиков, разрешение которых равно 1,5 мкм. Точность получаемых контуров варьируется в пределах от ± 1,5 до ± 5 мкм на длине 300 мм.
Характеристики подбираются индивидуально под потребности производства. Исходя из этого формируется стоимость оборудования, ориентированная на подходящую модель.
Дополнительные опции
Покупатель станка с электроэрозией может дооснастить оборудование представленными опциями:
- Контролируемое положение оси C. Чаще требуется для фрезерной обработки цилиндрических заготовок.
- Револьверная головка с дополнительными степенями свободы инструмента. При помощи такой модели получают геометрически сложные детали.
- Стол может иметь дополнительные оси. Такой вариант используется при обработке корпусных изделий или нескольких заготовок за один цикл.
В стандартную комплектацию включают системы очистки рабочей жидкости, позволяющие проводить фильтрацию с качеством до 3 мкм. Загрязнившиеся картриджи имеют стандартные размеры и меняются довольно быстро.
fb.ru
вырезной и проволочный своими руками
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО). Электроэрозионный метод обработки был открыт советскими учеными в 1947 году.

Электроэрозионный метод обработки
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.

Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.

Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.

Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Вырезной и прошивной станок
Вопреки предвзятому мнению о сложности и невыполнимости такой задачи это не так. Это вполне посильная задача для простого обывателя, хотя все не так просто. Самый простой вид станка – это вырезной станок, предназначается для обработки деталей из легированных, тугоплавких и других прочных металлов.

Электроэрозионный вырезной станок
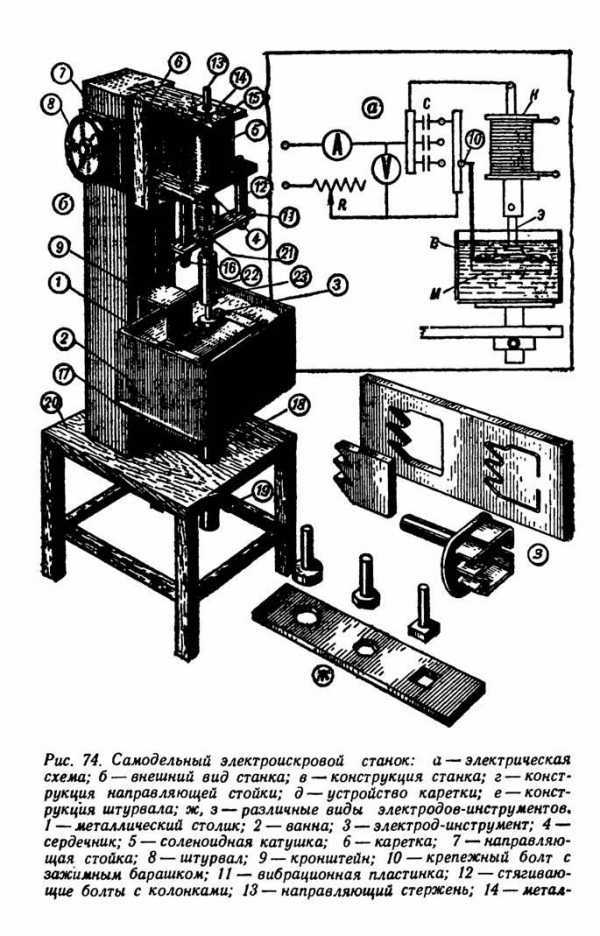
В электрической схеме присутствуют: источник питания, диодный мост, лампочка и набор конденсаторов, соединенных в параллельную цепь. На выход подключаются электрод и обрабатываемая деталь. Отметим еще раз, что это принципиальная схема для образного понятия принципа работы устройства. На практике схема дополнена различными элементами, позволяющими отрегулировать прошивной станок под требуемые параметры.
Общие требования к электрической схеме вырезного станка:
- Учитывайте необходимую мощность станка при выборе трансформатора;
- Напряжение на конденсаторе должно быть больше 320 В;
- Общая емкость конденсаторов должна быть не меньше значения в 1000 мкФ;
- Кабель, идущий от схемы к контактам, должен быть только медным и сечением не меньше 10 мм;
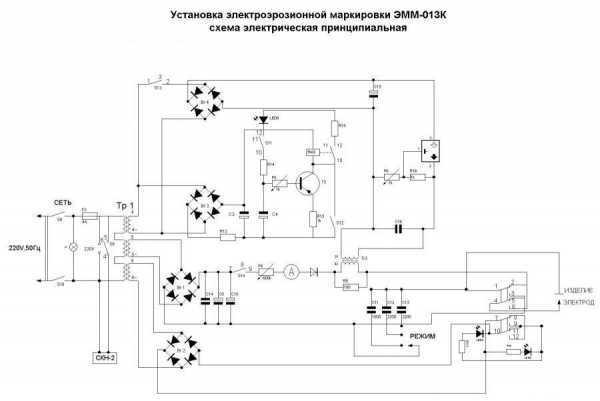
Один из примеров рабочей схемы:

Как сразу видно, схема значительно отличается от принципиальной, но в то же время не является чем-то сверхъестественным. Все детали электрической схемы можно найти в специализированных магазинах или просто в старых электронных приборах, давно пылящихся где-нибудь в гараже. Отличное решение – применить ЧПУ для управления станком, но такой способ управления стоит немало, да и подключение его на самодельный станок требует определенных навыков и знаний.
Конструкция станка
Все элементы электрической схемы необходимо надежно закрепить в корпусе из диэлектрика, в качестве материала желательно использовать фторопласт или другой с похожими характеристиками. На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.

На станине нужно закрепить держатель для электрода (должен быть закреплен подвижно) и обрабатываемой детали, а также ванночку для диэлектрика, в которой и будет проходить весь процесс. Как дополнение можно поставить автоматическую подачу электрода, это будет очень удобно. Процесс работы такого станка очень медленный, и для проделывания глубокого отверстия уходит много времени.
Проволочный станок своими руками
Электрическая схема проволочного станка та же, что и на вырезном станке, за исключением некоторых нюансов. Рассмотрим другие отличия проволочного станка. Конструктивно проволочный станок тоже похож на вырезной, но есть отличие – это рабочий элемент станка. На проволочном станке, в отличие от вырезного, – это тонкая медная проволока на двух барабанах, и в процессе работы проволока перематывается с одного барабана на другой.
Сделано это для снижения износа рабочего инструмента. Неподвижная проволока быстро придет в негодность. Это усложняет конструкцию механизмом движения проволоки, который необходимо установить на станину для удобной обработки деталей. В то же время дает станку дополнительный функционал. При вырезании сложных элементов оптимальным вариантом будет поставить ЧПУ, но, как сказано выше, это обусловлено некоторыми сложностями.
metall.trubygid.ru
Электроэрозионный станок с ЧПУ проволочно вырезной
Проволочный электроэрозионный станок с ЧПУ.
Электроэрозионный станок позволяет выполнять операции, которые трудно или экономически невыгодно проводить на других станках, а также производить детали с высокой точностью обработки из материалов, которые трудно поддаются обработке другими инструментами.
Описание
Принцип работы
Описание электроэрозионного станка АР4300
Преимущества станка АР4300
Технические характеристики станка АР4300
Описание:
Электроэрозионный станок предназначен для вырезания деталей разной формы с высокой точностью из различных видов металла. При обработке важно, чтобы материал хорошо пропускал электричество, поэтому нужно почистить поверхность от лишних покрытий, которые не являются токопроводящими. А так же убрать различные шероховатости – отшлифовать поверхность для лучшего контакта с деталью.

Электроэрозионный станок не требует последующей фрезеровки детали, так как при обработке не происходит деформации поверхности. Позволяет выполнять операции, которые трудно или экономически невыгодно проводить на других станках, а также производить детали из материалов, которые трудно поддаются обработке другими инструментами.
Принцип работы:
Заключается в разрушении материала детали под воздействием импульсных разрядов, которые появляются при сближении электрода с деталью. Остатки после разрушения металла удаляются рабочей жидкостью.
Описание электроэрозионного станка АР4300:
В станках модели AR для обработки используется молибденовая проволока с реверсной перемоткой с одного барабана на другой, благодаря чему 200 метров проволоки хватает на 40 часов работы. Станки оснащены проливной системой охлаждения и имеют возможность обработки с максимальным углом наклона до ±6 градусов при толщине материала 50 мм.
Преимущества станка АР4300:
– возможность создавать программы обработки в диалоговом и визуальном режимах, непосредственно с пульта оператора;
– программное обеспечение позволяет проводить весь процесс изготовления детали от создания до обработки. Для создания детали используется специальная программа «TurboCad», которая является аналогом AutoCad’а;
– высокая точность позиционирования и стабильность обработки. Станина выполнена из высококачественного чугуна и имеет специальную конструкцию. На все оси станка установлены линейные направляющие;
– ввод/вывод программ возможно осуществлять через USB/LAN;
– все элементы электрического шкафа отвечают европейским нормам CE.
Технические характеристики станка АР4300:
Стол:
| Размер стола | 1300х900 | мм |
| Максимальный размер детали | 1300х900х500 | мм |
| Максимальная допустимая нагрузка на стол | 1500 | кг |
| Размер бака с диэлектриком | 1660х1100 | мм |
Рабочая зона:
| Перемещение X/Y | 1000х800 | мм |
| Перемещение U/V | 36х36 | мм |
| Перемещение по Z | 450 (автоматическое) | мм |
Резка:
| Скорость резки | >160 (сталь) | мм2/мин |
| Максимальный угол обработки | ±6°/50мм | град |
| Максимальная толщина детали | 200 | мм |
| Максимальная шероховатость детали | ≤1,0 | мкм |
| Стандартные варианты обработки | сталь/медь/алюминий/ твердый сплав | |
| Максимальный ток обработки | 10 | А |
| Диаметр проволоки | 0,12 – 0,20 | мм |
Точность:
| Точность позиционирования X | ±0,002 | мм |
| Точность позиционирования Y | ±0,002 | мм |
Система ЧПУ:
| Дисплей | 15″ цветной ЖК дисплей | |
| Клавиатура и мышь | 102 клавиши | |
| Режимы программирования | CAD/CAM/ISO | |
| Количество программируемых осей | 4 (X,Y,Z,C) | |
| Количество программируемых осей | MDI, USB, LAN |
Габариты и масса:
| Габариты (ДхШхВ) | 2650х2360х2465 | мм |
| Масса станка | 4000 | кг |
Примечание: описание технологии на примере электроэрозионного станка АР4300.
карта сайта
agie электроэрозионный станок арта вырезные
виды жидкость для электроэрозионных станков
инструкция модели оснастка проволока 0.25 латунная
для электроэрозионных станков проволочные с чпу
цена резки 4г721м agiecut схема станка
фильтры для электроэрозионных станков электроды
обработка станки прошивочные сверлильные принцип
характеристика цена бу генератор купить
электроэрозионный станок принцип работы программы
Коэффициент востребованности 496
xn--80aaafltebbc3auk2aepkhr3ewjpa.xn--p1ai
Электроэрозионные проволочно-вырезные станки с ЧПУ фирмы AgieCharmilles
 |
 |
|
Высокопроизводительные проволочно-вырезные станки
Электроэрозионные станки CUT P фирмы AgieCharmilles анонсированы в апреле 2017. Эта флагманская серия по своим возможностям и количеству уникальных технических решений не имеет себе равных на рынке.
Объединение цифрового генератора IPG-DPS с механической конструкцией Quadrax совместно с дополнительными модулями автоматизации в очередной раз позволило поднять планку уровня электроэрозионных проволочно-вырезных станков на новую высоту.
В этой серии представлено четыре модели с ходами по оси Х от 350 мм до 1250 мм при этом масса заготовки практически не ограничена.
Конструкции Quadrax по силам угловая обработка до 45˚ на всей высоте заготовки. Такими возможностями не обладает ни одна линейка проволочно-вырезных станков в мире.
Использование новой версии генератора IPG-DPS позволило повысить скорость обработки на 15-20% при этом значительно выросла точность изготовления мелких элементов контура. Также улучшилась шероховатость поверхности.
Cистема термостабилизации, которая поддерживает в заданном диапазоне температуру диэлектрика, станины станка и всех осей гарантирует высокие точностные характеристики даже при работе в не термостатированных помещениях.
Оптическая измерительная система OMS облегчает привязку заготовки, поиск центра стартовых отверстий и контролирует размеры готовых деталей — это облегчает работу оператора и экономит рабочее время.
Схожие функции выполняет щуп Renishaw, который интегрирован в конструкцию проволочно-вырезного станка. Его использование особенно актуально в комбинации со сменщиком паллет — в автоматическом режиме он проконтролирует положение заготовки, включая наклон верхней поверхности и внести необходимые коррекции в программу.
Также на повышают эффективность работы электроэрозионного проволочно-вырезного станка в автономном режиме направлены модули AWS и AMS. Которые фиксируют и автоматически удаляют выпадающие части заготовки.
При взгляде на электроэрозионный проволочно-вырезной станок Progress VP на ум приходят слова о «нетленной классике» — внешне эти проволочно-вырезные станки остаются неизменными 20 лет. Это впечатление обманчиво — неоднократно менялась элементная база генератора, появлялись новые модули, полностью переписана система управления.
Вызывает уважение уровень технических решений используемых в конструкции станков. Соизмеримый уровень термической стабильности, которую демонстрирует Progress VP во время работы, современные электроэрозионные станки достигают за счет дополнительных радиаторов, охлаждающих контуров и следящих датчиков. Здесь всё решено за счет конструкции кабинетного типа и тщательно продуманного размещения элементов генерирующих тепло.
Целый букет уникальных возможностей даёт использование патентованных призматических направляющих проволоки:
- срок службы — 100 тыс. часов
- способность работы с проволокой диаметром в диапазоне от 0,05 мм до 0,33 мм
- использование в одной программе проволоки разных диаметров и/или типов.
Ультрапрецизионные проволочно-вырезные станки станки
Электроэрозионные станки с ЧПУ швейцарской фирмы AgieCharmilles созданы для изготовление в автоматическом режиме прецизионных деталей в приборостроительной, часовой, медицинской промышленностях. Это предполагает работу проволочно-вырезного станка в составе роботизированных линий 24/7 и всё необходимое для этого предусмотрено в конструкции станков.
В основе конструкции этих проволочно-вырезных электроэрозионных станков кроме технических решений реализованных в Progress VP, лежит целый ряд уникальных особенностей:
Модуль IWC добавляет второй тракт проволоки и автоматический сменщик. Можно на выбор или использовать проволоку разных типов в одной программе обработки, или две катушки по 25 кг позволят станку работать автономно более 170 часов.
Область применения накладывает дополнительные требования к точности обрабатываемых деталей. За результат в 1 мкм отвечает интегрированная оптическая измерительная система IVU. Кроме контроля размеров и циклов привязки ей дано право вносить изменения в управляющую программу, чтобы профиль полученных деталей был максимально близок к заданному.
Электроэрозионные проволочно-вырезные станки AgieCharmilles серии OilTEch в качестве рабочей среды используют не традиционную воду, а углеводородный диэлектрик как и в прошивных станках. Такое решение продиктовано той областью применения на которую они рассчитаны. Использование углеводородов даёт как неоспоримые преимущества, так и накладывает определённые ограничения на проволочно-вырезные технологии.
Три основные группы задач в которых станки этого типа вне конкуренции:
- обработка материалов с высокой коррозионной активностью;
- требование к шероховатости поверхности выше, чем Ra 0,05 мкм;
- изготовление твердосплавного инструмента;
Производители электроэрозионных проволочно-вырезных станков умалчивают о том, что при обработке твердого сплава в водном диэлектрике вымывается кобальтовая связка. Прогресс в этой области значителен, но стойкость твердосплавного инструмента обработанного на традиционном проволочно-вырезом станке ниже, чем стойкость такого же инструмента обработанного, например, методом шлифовки.
Использование углеводородного (масленого) диэлектрика решает эту проблему и стойкость инструмента обработанного на проволочно-вырезном станке не уступает инструменту полученному с помощью других технологий. При этом шероховатость поверхности достигает Ra 0.3 мкм.
| На видео: AgieCharmilles CUT 2000 X, CUT 3000 X |
Универсальные проволочно-вырезные станки с ЧПУ
Электроэрозионные станки с ЧПУ CUT E представленные в 2016 году первое семейством проволочно-вырезных станков AgieCharmilles основаное на новой инновационной платформе. Основные нововведения:
- цифровой генератор IPG-DPS;
- контролеры управления двигателями и промышленный компьютер фирмы BECKHOFF;
- система управления AC HMI 2.
galika.ru
Электроэрозионный станок своими руками
Электроискровой станок своими руками
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью. Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.

Самодельный элетроискровой станок
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.
Самодельный электроискровой станок
Основные элементы схемы электроискрового оборудования
Схема представлена нижеприведенными элементами:
- электрод;
- винт зажима, используемый для фиксации плюсового провода и электрода;
- втулка для направления;
- корпус, изготавливаемый из фторопласта;
- отверстие, используемое для подачи масла;
- штатив.
Корпус, который используется для соединения всех элементов, вытачивается их фторопласта. В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.

Схема электроискрового станка
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя может иметь ход 10 миллиметров. Обмотку пускателя подключают параллельно лампе. Именно поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса – она гаснет. После того, как шток был опущен, происходит искровой заряд.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок для электроэрозионной обработки металлов своими руками
Электроэрозионный станок предназначен для вырезания металлических деталей сложной формы. Современное прошивное оборудование позволяет обрабатывать токопроводящий материал сразу по четырем осям, производить изделия любых форм даже из твердых сплавов, трудно поддающихся механической обработке.
Возможности электроэрозионных станков
 электроэрозионный проволочный станок
электроэрозионный проволочный станокЭлектроэрозионный станок справляется с выполнением сложных технологических задач:
- выполнение углублений и отверстий сложной конфигурации, в том числе глухих проемов;
- обработка титана, инструментальных и легированных сталей, твердых сплавов и закаленной стали высочайшей твердости;
- выполнение выемок различной конфигурации на внутренних поверхностях детали;
- отверстия с резьбой в заготовках из твердых металлов;
- изготовление деталей, которое невозможно или сложно на токарных и фрезерных станках с программным управлением.
Виды обработки
Существует несколько разновидностей электроэрозионной обработки:
- комбинированная — производится одновременно с иными типами обработки;
- электроэрозионно-абразивная — материал разрушается с помощью электричества и шлифуется абразивными частицами;
- электрохимическая — металл растворяется в электролите под воздействием тока;
- анодно-механическая — металл растворяется с появлением пленки окисей, сочетается с электроэрозионным методом;
- упрочнение;
- объемное копирование — метод обработки, позволяющий получить на болванке проекцию инструмента;
- маркирование;
- шлифование — под воздействием
i-perf.ru
Общая характеристика электроэрозионного оборудования • ИНТЕЛПРОМ — производство электроэрозионных (электроэроискровых) проволочно-вырезных станков и систем ЧПУ
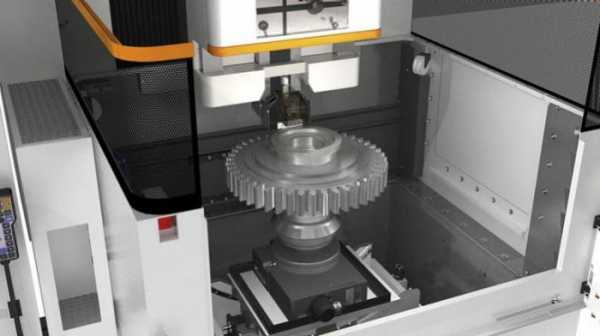
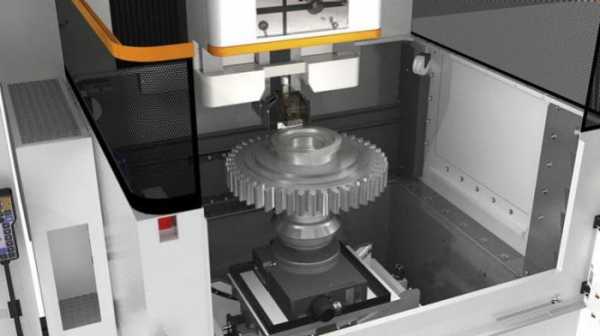
Электроэрозионные станки предназначены для автоматического изготовления деталей сложной формы из электропроводных материалов, как с вертикальной (цилиндрической), так и с наклонной (конической) образующей, в том числе профилей с переменным углом наклона и различными контурами в верхней и нижних плоскостях обрабатываемого изделия — деталей вырубных штампов, пресс-форм, матриц-пуансонов, фасонных резцов, шаблонов и др.
Модельный ряд включает проволочно-вырезные станки 2-х и 5-ти координатной контурной обработки. Все электроискровые станки оснащены системой числового программного управления (ЧПУ) с компьютерным управлением и генератором технологического тока, позволяющим производить обработку в обыкновенной водопроводной воде.
 |
 |
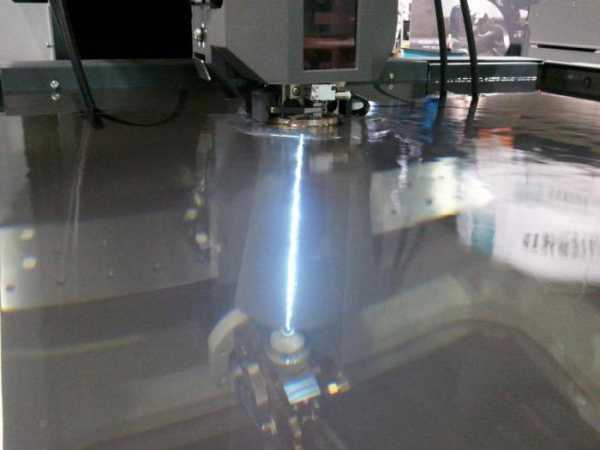
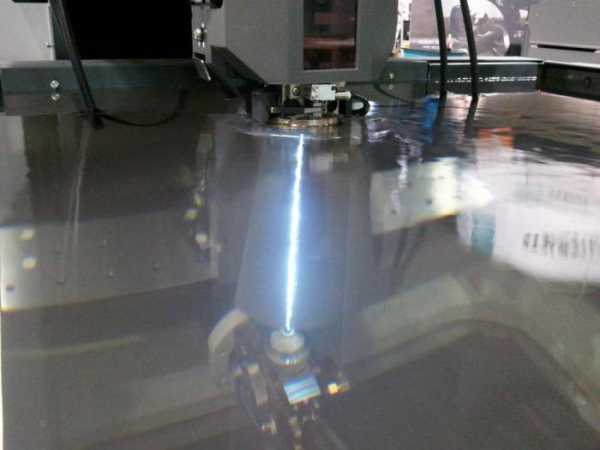
Все модели электроэрозионных станков погружного типа, что позволяет в отличие от струйных станков эффективно обрабатывать контуры в деталях полых труб, выполнять контурную резку многослойных плит с пустотами между слоями (очень важно при пакетной обработке штампов) и т.п.
На всех моделях электроискровых станков может применяться практически любая недорогая проволока (латунная, молибденовая, медная) без изоляционного покрытия диаметром от 0,05 до 0,3 мм.
Система ЧПУ выполнена на базе современной ЭВМ с 32-разрядным математическим обеспечением. Математическое обеспечение и аппаратная часть систем ЧПУ разрабатывается специально для электроискровых проволочно-вырезных станков, имеющих ряд принципиальных отличий и нюансов по сравнению с другими видами металлообрабатывающего оборудования. Интерфейс оператора состоит из цветного графического LCD монитора, клавиатуры и органов управления лицевых панелей. Ввод программ в СЧПУ производится через USB Flash Drive.
Поставляемые электроэрозионные станки оснащены системой подготовки управляющих программ, которая обеспечивает получение управляющих программ непосредственно c чертежа, разработанного в Autodesk AutoCAD.
В отличие от станков других производителей не требуются дополнительные расходные материалы, что значительно снижает стоимость обработки.
Оборудование сертифицировано.
 |
Мы уверены в качестве производимого нашим предприятием оборудования, поэтому гарантийный срок составляет 2 года.
Материалы сайта могут быть использованы и опубликованы на другом сайте только с согласия правобладателя. Вопросы перепечатки газетными, журнальными изданиями или иного тиражирования вне сети Интернет требуют отдельного письменного согласования.
www.wedm.ru