Электроэрозионный станок проволочный: Принцип действия электроэрозионной обработки
alexxlab | 11.04.1988 | 0 | Разное
Проволочный электроэрозионный станок | Техника и человек
Электроэрозионная обработка металлов и других токопроводящих материалов (ЭЭО) – самостоятельный вид металлообработки, который используется для получения отверстий и полостей сложной формы. ЭЭО эффективна при размерном формообразовании труднообрабатываемых материалов, применяется для целей поверхностного упрочнения инструмента, а также в ремонтном производстве, для извлечения из стальных изделий сломанных свёрл, метчиков и т.п. По вышеперечисленным направлениям выпускается и соответствующее оборудование.
Принцип работы станков электроэрозионной обработки
Независимо от технологического назначения, в ЭЭО-станках используется явление размерного плавления металла или сплава в результате термического воздействия электрического разряда весьма большой мощности. Им может быть электрическая искра или электрическая дуга. С этой целью обрабатываемую заготовку включают в электрическую цепь станка. В результате последовательно реализуются следующие переходы:
В результате последовательно реализуются следующие переходы:
- Заготовка и инструмент устанавливаются на станке, присоединяются к источнику рабочего тока, и помещаются в ёмкость с диэлектрической рабочей жидкостью.
- При включении энергетической части привода станка происходит накапливание электрического потенциала на границах смежных электродов заготовки и инструмента. Его конфигурация должна соответствовать размерам полости или контура на будущем изделии.
- По достижении требуемой разности потенциалов
- Продукты эрозии либо принудительно удаляются из зоны обработки специальной насосной установкой, либо скапливаются на дне емкости, и извлекаются оттуда после окончания цикла ЭЭО.

- После отключения напряжения ионизированные высоковольтным разрядом частицы в рабочей жидкости исчезают, и её диэлектрическая прочность восстанавливается.
Если электрическая эрозия вызывается нестационарным электрическим разрядом, то такое оборудование называют электроискровыми или электроимпульсными ЭЭО-станками.
Разница между ними заключается в следующем. Электроимпульсные станки, в отличие от электроискровых, имеют в своём составе специальный узел – шаговый генератор импульсов – который обеспечивает периодическое формирование высоковольтного разряда. Его параметры должны быть достаточными для размерного плавления и испарения обрабатываемого материала. В результате возрастает мощность и производительность ЭЭО.Кроме того, управляя параметрами импульса – его продолжительностью, интенсивностью и скважностью (соотношением времени действия импульса ко времени его накопления) – можно изменять полярность ЭЭО. Например, при малых по времени импульсах будет преобладать электрическая эрозия анода, а при увеличенных – катода. Это важно для правильного применения ЭЭО-станков для обработки разных по своему составу и структуре материалов.
Например, при малых по времени импульсах будет преобладать электрическая эрозия анода, а при увеличенных – катода. Это важно для правильного применения ЭЭО-станков для обработки разных по своему составу и структуре материалов.
При электродуговой обработке источником тепла, производящего разрушение металла заготовки, является стационарный разряд. Дуга горит непрерывно, поэтому станки такого типа отличаются повышенной производительностью, но меньшей точностью обработки. При дуговой обработке главным параметром считается сила тока, а не напряжение на электродах. Поэтому для привода таких станков применяются сварочные генераторы или преобразователи – оборудование, гораздо более дешёвое и простое в управлении, чем генераторы импульсов. Область рационального использования электродугового оборудования – получение отверстий и полостей значительных размеров при повышенных требованиях к производительности обработки.
Классификация ЭЭО-станков
Электроэрозионные станки различают в зависимости от их технологического назначения. Выпускаются как универсальное, так и специализированное оборудование, которое может оснащаться ЧПУ, либо действовать в ручном режиме.
Выпускаются как универсальное, так и специализированное оборудование, которое может оснащаться ЧПУ, либо действовать в ручном режиме.
Основными операциями, на которых целесообразно использовать ЭЭО-станки, являются:
- Вырезка по сложному контуру. Она может выполняться профилированным электродом-инструментом, либо проволочкой из токопроводящего материала.
- Прошивка-копирование, при которой форма электрода-инструмента должна соответствовать размерам и конфигурации полости или сквозного отверстия. При извлечении сломанных инструментов используется обычная прошивка сплошным или трубчатым электродом.
- Электроэрозионное шлифование, при котором выполняется доводка полученной заготовки по параметрам точности и шероховатости поверхности. Электродуговые станки могут выполнять как грубую так и точную ЭЭО: для этого им достаточно только скорректировать некоторые технические характеристики процесса.

- Поверхностное электроупрочнение, при котором съёма металла практически не происходит, а обрабатываемая поверхность заготовки насыщается атомами химических элементов, содержащихся в электроде-инструменте. Направленный перенос возможен не только из электрода, но и из состава рабочей жидкости, которая пиролизуется под действием высокотемпературного разряда.
- Электроэрозионная маркировка, в результате которой на поверхности могут наноситься клейма или иные условные обозначения.
- Электроэрозионная приработка сопрягаемых деталей (шестерён, пуансонов, матриц). Она ведётся при малых значениях тока и напряжения.
Классификация станков для ЭЭО может быть выполнена и по их компоновке. В основном такое оборудование – вертикального исполнения, однако для электродуговой обработки длинномерных заготовок, например, твердосплавных валков прокатных станов, изготавливаются и станки горизонтального типа.
Из основных конструктивных различий ЭЭО-станков необходимо отметить исполнение и размеры стола (координатный или обычный), а также ванны с рабочей жидкостью, которая может быть съёмной или перемещающейся вверх-вниз.
Важным классификационным признаком рассматриваемого оборудования считается его возможность программного управления, что немаловажно из-за высокой продолжительности обработки заготовок. Поэтому станки электроимпульсного и электроискрового типа часто изготавливаются с системами ЧПУ (для электродуговых станков, имеющих на порядок более высокую производительность, это не существенно).
Отечественные ЭЭО-станки выпускаются в соответствии с требованиями ГОСТ 15894
Основные узлы ЭЭО-станков и их действие
Копировально-прошивочный станок
Типовой копировально-прошивочный станок вертикальной компоновки, снабжённый электрогидравлической системой привода рабочих органов, состоит из следующих узлов:
- Г-образной станины, регулируемой по высоте.

- Рабочей головки, в которой смонтирован узел электрода-инструмента.
- Привода двухкоординатного перемещения рабочей головки (на некоторых типоразмерах станков имеется ещё и орбитальная головка, благодаря которой электрод-инструмент может вращаться).
- Рабочего стола, на котором закрепляется обрабатываемая заготовка.
- Ванна с рабочей жидкостью, которая снабжена винтовой передачей для своего подъёма-опускания.
- Электродвигателей: главного привода, привода рабочей ёмкости и орбитальной головки.
- Системы управления.
В самостоятельном корпусе размещается шаговый генератор импульсов, который включается в общую электрическую схему станка. Эти устройства должны отвечать следующим требованиям:
- Отличаться возможно более высоким КПД;
- Стабилизировать во времени все параметры электрического разряда;
- Иметь возможность максимального регулирования рабочей частоты импульса;
- Обеспечивать такие параметры электрического разряда, при которых износ электрода-инструмента, производительность процесса и качество обработки заготовки будут оптимальными.

Отечественные генераторы импульсов системы ШГИ оснащаются встроенными регуляторами подачи электрода-инструмента и блоками предотвращения короткого замыкания.
Узлы подачи рабочей головки в станках, использующих для ЭЭО нестационарный электрический разряд, могут быть трёх основных типов – соленоидного, электромеханического и электрогидравлического. Первый применяется в установках малой мощности, второй – преимущественно для агрегатов, производящих электроискровое разрезание. Наиболее универсальным считается электрогидравлический привод. Его недостатки – несколько меньшая производительность на вспомогательных переходах и необходимость в дополнительных площадях под гидравлические компоненты, ответственные для очистки и перекачки рабочей среды.
Электродуговые станки
Электродуговые станки состоят из:
- Станины рамного типа.
- Рабочей головки с электродом-инструментом и контрольно-следящей системой его перемещения во время ЭЭО.

- Насосной станции для прокачки рабочей жидкости под повышенным давлением (это необходимо для повышения качества ЭЭО стационарным дуговым разрядом).
- Герметизирующей камеры, внутрь которой устанавливается заготовка.
- Рабочего стола.
- Источника питания постоянного тока.
Рабочий цикл такого оборудования включает в себя установку на стол заготовки, подлежащей ЭЭО, последующего размещения герметизирующей камеры, подвода инструментальной головки с электродом-инструментом и включения насосного привода подачи рабочей среды. После этого включается источник питания, возбуждается дуговой разряд и производится обработка. Подача электрода-инструмента выполняется автоматически. По достижении требуемого значения напряжения на дуге происходит пробой межэлектродного промежутка, и возникающий столб дуги, сжатый потоком рабочей среды производит размерное формообразование. Продукты эрозии удаляются насосной установкой через рабочие отверстия в электроде-инструменте.
Проволочный электроэрозионный станок SW 325
Металлорежущее оборудование / Электроэрозионные станки / Проволочные электроэрозионные станки / Проволочный электроэрозионный станок SW 325
Сервис
Тайваньское оборудование отличается высокой надежностью, при его производстве используются хорошо зарекомендовавшие себя комплектующие.
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными. Устранением неполадок занимается собственная сервисная служба Мир Станочника. Основные запчасти находятся на нашем складе, ремонт занимает непродолжительное время.
Лизинг
Мы имеем большой опыт поставок оборудования в Лизинг. Для получения подробной информации свяжитесь с нами.
Гарантия
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными.
В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными.
Инструмент и оснастка
Наши технологи и программисты бесплатно проработают технологию и напишут управляющие программы для изготовления Ваших деталей. В том числе мы можем поставить оборудование с технологией и выпуском партии деталей. Вы оплачиваете оборудование, оснастку и инструмент. Мир Станочника – официальный дилер ведущих производителей инструмента, поэтому мы можем предложить конкурентоспособные цены и сроки поставки.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Пуско-наладка
Пуско-наладка оборудования проходит в несколько этапов: монтаж оборудования, проверка точности и подписание акта проверки точности, изготовление деталей и подписание акта приемки оборудования. Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Доставка
Срок поставки большинства позиций составляет 10-12 календарных дней. Складские позиции поставляются за 1-2 рабочих дня с момента оплаты счета. При выставлении счета наш инженер-технолог в обязательном порядке проверяет наличие позиций на складе и информирует Вас. Доставка осуществляется курьерской службой за наш счет.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Гарантия
Мы гарантируем правильность подбора инструмента и оснастки, соответствие Вашим задачам. Бесплатная замена в случае ошибки.
Цена по запросу
Перемещение по осям X/Y, мм: 1200×700
Перемещение по оси Z, мм: 350
Размер станка, мм: 5300 x 5000 x 2800
*Цена указана без НДС на стандартную комплектацию.
Сервис
Лизинг
Гарантия
Инструмент и оснастка
Написание управляющих программ
Пуско-наладка
- Описание
- Технические характеристики
- Стандартная комплектация
- Опции
Product Description
Особенности серии
- Удобный интерфейс программирования
- Руководство с диалоговой программой и онлайн помощью на мониторе
- Машинный язык, совместимый с другими ЧПУ
- Обеспечение макрофункциями по заказу
- Функция автоматического обнаружения
- Все команды и данные ввода-вывода записываются в компьютер для отслеживания
- Чёткое сообщение на мониторе при подаче предупреждающего сигнала. Кроме того, возможно отображение вариантов устранения неполадок на мониторе
- Отслеживание качества воды в баке и замена ионообменной смолы при необходимости.
 На мониторе появится сообщение
На мониторе появится сообщение
Характеристики станков
- Рабочий стол из нержавеющей стали закалён и точно отшлифован для предотвращения деформации и обеспечения высокой точности обработки
- Полуавтоматическая система подачи проволоки
- Простота в использовании и удобство для ТО
- Благодаря высокоточным линейным направляющим и ШВП обеспечивается возможность обработки более крупных и тяжелых заготовок на рабочем столе
- Рабочий стол прямоугольного типа для крепления заготовки в любой точке стола при обработке в ручном режиме управления
- Обеспечение высокого качества обработанной поверхности даже при использовании различных видов обработки
- Высокая точность измерительных линеек по 5 осям. Точность обработки на станке не снижается при длительном сроке эксплуатации
Характеристики системы управления
- Особая высокоэффективная конструкция
- Для обеспечения высокого качества проверка производится с использованием выравнивания по лазерному лучу
- Легко читаемое изображение на экране демонстрирует всю информацию по обработке.
 Кроме того, одновременно могут отслеживаться координаты и графическая программа. Графическое изображение может масштабироваться
Кроме того, одновременно могут отслеживаться координаты и графическая программа. Графическое изображение может масштабироваться - Обеспечение интерфейса, совместимого с ПК, и переключение на управление полностью от ПК, RS-232 и CAD/CAM
Требования к идеальной окружающей среде
Климат:
- Рекомендуемая температура 20±1°С
- Влажность менее 75%
- Избегать попадания прямых солнечных лучей
- Помещение с низким уровнем пыли
- Минимальные вибрации пола
Заземление:
- Сопротивление заземляющего контура менее 100 м
- Сечение заземляющего контура 14 мм2
- Независимое заземление
Технические характеристики
| SW 325 | |
|---|---|
| Перемещение по осям X и Y (мм) | 350 х 250 |
| Перемещение по оси Z (мм) | 200 |
| Перемещение по осям U и V (мм) | 50/50 |
Макс. габариты заготовки (мм) габариты заготовки (мм) | 700 x 450 x 180 |
| Макс. масса заготовки (кг) | 350 |
| Размеры стола (мм) | 560х410 |
| Скорость быстрого перемещения стола (мм/мин) | 800 |
| Диаметры проволоки (мм) | 0,15 – 0,3; |
| Натяжение проволоки (г) | 2000 |
| Макс. масса катушки проволоки (кг) | 5/15 (опции) |
| Макс. конус (градус), ˚/мм | ±17/60 |
| Размеры станка (ДхШхВ), мм | 2800х2800х2400 |
| Масса станка (кг) | 2000 |
| Объем диэлектрика (л) | 630 |
| Тип обработки | погружной |
| Скорость проволоки (мм/сек) | 400 |
| Материал фильтров | Бумага |
| Объем ионообменной смолы (л) | 10 |
| Контроль проводимости/температуры жидкости | автоматический |
Стандартная комплектация
– Автоматическое выравнивание по вертикали
– Алмазная режущая проволока 0,25 мм
– Дистанционное управление
– Инструкция пользователя
– Ящик с инструментами
– Латунная проволока (0,25 мм, 5 кг)
– Бумажный фильтр
– Верхняя и нижняя промывка сопла
– Зажимной инструмент
Опции
– CAD/CAM программное обеспечение
– Поворотная ось В
– Модернизация компактных размеров (доступно на FW325, FW500)
– Чистовая отделка
– Стабилизатор напряжения (15 КВт)
– Преобразователь
– Служба мониторинга в реальном времени
– Кондиционер
Инструментальная оснастка
Металлорежущий инструмент
Scroll Up
Проволочные электроэрозионные станки в Украине.
 Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.uaв Украине, в товарах / по продавцам
Электроэрозионные станки
Б/у комплектующие для промышленного оборудования и станков
Проволока
Промышленное оборудование и станки, общее
Резка металла
Техническая литература
Оборудование для плазменной сварки и резки
Запчасти и оснастка для станков
Токарные станки
Токарно-фрезерные работы по металлу
Изготовление пресс-форм для литья пластмасс
Услуги по изготовлению металлических изделий и конструкций
Фильтры воздушные
Комплектующие для промышленного оборудования и станков, общее
Металлорежущий инструмент, общее
Расточные станки
Гибочные станки
Фрезерные и фрезерно-гравировальные станки
Держатели электродов
Услуги обработки металла, общее
- Сопло
- Токарный станок
- Металлообработка изделия из металла
- Электроэрозионный копировальный станок
- Электроэрозионный станок чпу
Проволочный электроэрозионный станок HF400MZQ
Под заказ
Доставка по Украине
488 000 грн
Купить
ООО «ДИС-ГРУПП»
Электроэрозионный проволочно-вырезной станок струйного типа с ЧПУ DK7732
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок с ЧПУ DK7732 Стандарт
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок с ЧПУ DK7732 Люкс
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок DK7725
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок с ЧПУ DK7720
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный вырезной станок DK 7732
Под заказ
Доставка по Украине
Цену уточняйте
ТОВ “Світ Верстатів”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT CLASSIC 3S
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT CLASSIC V3
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT EVOLUTION 2
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT EXCELLENCE 2 ECUT
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT PROGRESS 2
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Проволочно-вырезной станок Weifang runlian FR/S электроэрозионный
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET – Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Электроэрозионный проволочно-вырезной станок DK7755
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок DK7763
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Смотрите также
Электроэрозионный проволочно-вырезной станок с ЧПУ DK7780
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT PROGRESS V4
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный проволочно-вырезной станок с ЧПУ DK77100
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок с ЧПУ DK77120
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT CHALLENGE 2
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный проволочный станок DK7763 Стандарт
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочный станок DK77100 Стандарт
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT CHALLENGE 3
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный проволочный станок DK77120 Стандарт
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT CHALLENGE 3 ECUT
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный проволочный станок DK7780 Стандарт
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный проволочно-вырезной станок DK7712
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ИСКРОСТАН”
Электроэрозионный вырезной станок с ЧПУ AGIE AGIECUT VERTEX 1F
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Электроэрозионный станок Maximart V 35 CNC 60A
Доставка по Украине
511 400 грн
Купить
ООО Галсофт-Сервис
2
3
Вперед
Показано 1 – 29 товаров из 100+
Продавцы
Смотрите также
Электроэрозионный станок чпу
Металлообработка изделия из металла
Токарный станок
Электроэрозионный копировальный станок
Электроэрозионные станки сЧПУ
Станок проволочный эрозионный
Эрозионный проволочно-вырезной станок
Проволока для резки
Электроэрозионные супердрели
Супердрель
Проволочно-вырезные электроэрозионные станки
Проволочные СТАНКИ
Проволока для электроэрозионных станков
Электроэрозионные станки б у
Проволочные электроэрозионные станки оптом
Популярные категории
Промышленное оборудование и станки
Станки
Электроэрозионные станки
Комплектующие для промышленного оборудования и станков
Б/у комплектующие для промышленного оборудования и станков
Подарки, хобби, книги
Книги, журналы, печатная продукция
Техническая литература
Промышленные услуги
Услуги металлообработки
Резка металла
Услуги по изготовлению металлических изделий и конструкций
Электроэрозионное оборудование: проволочный станок с ЧПУ и вырезные микро-электроэрозионные станки Sarix по низким ценам
Фирма «Sarix SA»
Электроэрозионные станки для трёхмерной микрообработки
Новые станки Sarix PULSAR
Обрабатывающие центры MACHline
Принцип работы электроэрозионного оборудования
Видео
В современной промышленности трёхмерная микрообработка занимает всё более важное место, в то время как развитие минитюаризации делает всё больший прогресс.
Фирме Sarix SA, которая находится в Сант-Антонино (Швейцария), удалось найти способ использования электроэрозии для трёхмерной микрообработки, где требуется высочайшая точность. Обработка малых размеров, которая до сих пор почти не удавалась, а если и удавалась, то лишь с помощью неконкурентоспособных средств и по запредельным ценам, была усовершенствована благодаря технологии, несущей в себе большие возможности.
В настоящее время фирма Sarix заняла ведущее положение на рынке электроэрозионной микрообработки — обработка посредством электрических разрядов, и по-прежнему занимает первое место в разделе микрообработки рекордного качества. Благодаря богатому опыту в данной области фирме удаётся удовлетворять растущий спрос и взыскательные требования в мире микрообработки.
Электроэрозионный станок для трёхмерной микрообработки
«Sarix» представляет технологию микроэрозионного фрезерования для трёхмерной микрообработки, 3D Micro-EDM-Milling. Тем самым она доказывает, что небольшие машины могут выполнять работы в трёхмерном микродиапазоне с прецизионной точностью.![]()
Отличительные преимущества
- Небольшой размер;
- Низкая цена;
- Большая мощность и производительность;
- Гибкость в применении.
Характеристика электроэрозионных станков трёхмерной микрообработки
- Идеальные отверстия
- Концентрические точные отверстия
- Точные сложные отверстия
- Контроль конусных отверстий
- Обработка под любыми углами
- Нет измененного слоя
- Без деформаций на входе и выходе
- Высокая производительность
- Высочайшее качество поверхности
- Высокопрецизионная финишная обработка
Если вам требуются высокие возможности с малым временем обработки и отсутствием измененного слоя, позвоните нам или оставьте заявку на сайте.
Электроэрозионные станки с ЧПУ серии SX Sarix
SX-200-HPM
Уточнить цену
SX-100-HPM
Уточнить цену
SX-200 8 motion
Уточнить цену
Новое поколение станков Sarix PULSAR
Новое поколение станков PULSAR эффективно снижает затраты по сравнению с аналогичными машинами.
SX100 HPM Pulsar
Уточнить цену
SX200 HPM PULSAR
Уточнить цену
SX200 Aero Pulsar
Уточнить цену
SX200 Dual Pulsar
Уточнить цену
SX200 L Pulsar
Уточнить цену
3D MICRO EDM MILLING
Уточнить цену
Электроэрозионные обрабатывающие центры MACHline
SARIX сохраняет свою приверженность постоянным инновациям в технологии микроэрозионной обработки и представляет новые обрабатывающие центры MACHline. MACHline – это семейство микроэрозионных обрабатывающих центров, которые сочетают в себе уникальную комбинацию способности высокоточной обработки больших заготовок с высокой производительностью.
Возможность сочетать разнообразные методы обработки является другой уникальной особенностью серии MACHline. Разработка этих уникальных обрабатывающих центров – результат опыта SARIX и 20-летнего мирового лидерства в микроэрозионных технологиях.
Каталог оборудования Sarix — Обрабатывающие центры
Обрабатывающие центры MACHline
Общий принцип работы электроэрозионных станков
В основе электроэрозионной обработки лежит съем материала заготовки за счет выплавления и испарения при электрическом пробое межэлектродного промежутка (зазора) в жидкой среде. Обязательным условием электроэрозионной обработки материала является его достаточная электропроводность. Данным свойством обладают все металлы, многие другие материалы, в частности, полупроводники.
Видео
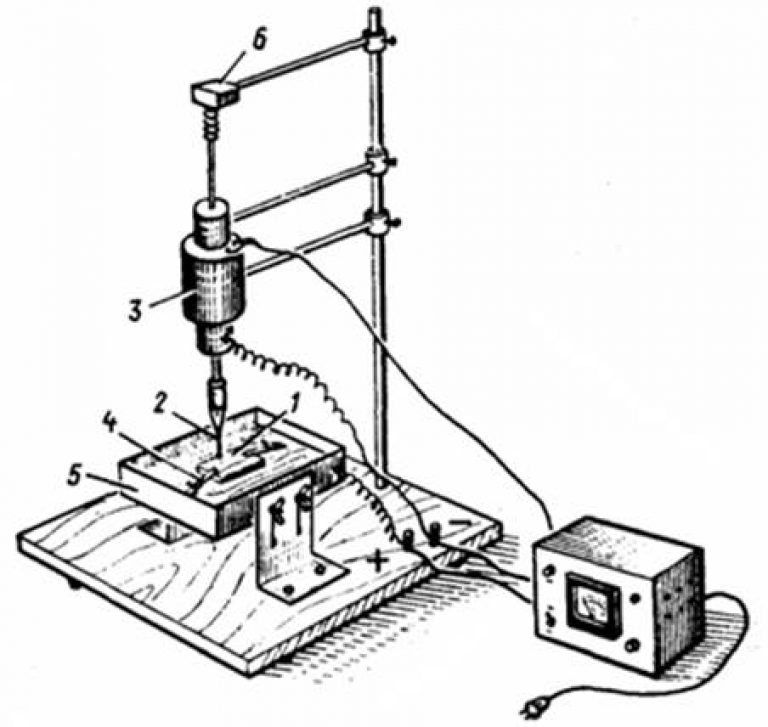
Проволочный вырезной электроэрозионный станок
В проволочных станках электродом-инструментом является натянутая проволока. Между заготовкой и проволокой от специального генератора подаются электрические импульсы с высокой частотой напряжения, в результате происходит равномерная эрозия по длине зазора.
По мере расширения зазора в результате эрозии проволоку и заготовку перемещают в нужном направлении относительно друг друга, для продолжения непрерывного процесса. За счет этого осуществляется резание заготовки любой твердости, в результате которого можно получить с высокой точностью линейчатую поверхность нужного вида.
Производительность электроэрозионного прошивочного станка измеряется объемом выплавляемого материала в единицу времени. А производительность проволочно-вырезных станков – это площадь реза в единицу времени, то есть полезный эффект. Точность размеров детали зависит не только от станка, но и от свойств заготовки и от проволоки.
Електроерозійні верстати в Києві від компанії “ТОВ “Машінтех””.
Продавець ТОВ “Машінтех” розвиває свій бізнес на Prom.ua 10 років.
Знак PRO означає, що продавець користується одним з платних пакетів послуг Prom.ua з розширеними функціональними можливостями.
Порівняти можливості діючих пакетів
7 відгуків
Електроерозійні верстати: вирізні, копіювально-прошивні, супердрели
Електроерозійні верстати б/у17
Копіювально-прошивні електро-ерозійні верстати9
Електроерозійні дротово-вирізні верстати/Електроерозійні проволочно-вирізні верстати4
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
 eyJwcm9kdWN0SWQiOjMxMjE3NDI4LCJjYXRlZ29yeUlkIjoxNDIwOTgxNCwiY29tcGFueUlkIjo3MTc0NTUsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0OTM1NjQxLjQ3MDkwMjIsInBhZ2VJZCI6IjdmMGZiOWU2LTE5NTUtNDg3OC05ZDgwLTlhNjZiOTM4NDJiNSIsInBvdyI6InYyIn0.hyfv3JF1OQm9dGu-kBGV3zc-7ZJc454dWXqJV9wn4lc” data-advtracking-product-id=”31217428″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjMxMjE3NDI4LCJjYXRlZ29yeUlkIjoxNDIwOTgxNCwiY29tcGFueUlkIjo3MTc0NTUsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0OTM1NjQxLjQ3MDkwMjIsInBhZ2VJZCI6IjdmMGZiOWU2LTE5NTUtNDg3OC05ZDgwLTlhNjZiOTM4NDJiNSIsInBvdyI6InYyIn0.hyfv3JF1OQm9dGu-kBGV3zc-7ZJc454dWXqJV9wn4lc” data-advtracking-product-id=”31217428″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjgwODAzMzQsImNhdGVnb3J5SWQiOjE0MjA5ODE0LCJjb21wYW55SWQiOjcxNzQ1NSwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ5MzU2NDEuNDcxODY4MywicGFnZUlkIjoiZTg0ZWVkZjYtNDAyNi00MzJhLWJkYWEtMDRiNzBmNDIwMjI1IiwicG93IjoidjIifQ.vheX9QscUg2g1PKrgnKe9ESAliVh7z8oahTYEBwQSWY” data-advtracking-product-id=”8080334″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjgwODAzMzQsImNhdGVnb3J5SWQiOjE0MjA5ODE0LCJjb21wYW55SWQiOjcxNzQ1NSwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ5MzU2NDEuNDcxODY4MywicGFnZUlkIjoiZTg0ZWVkZjYtNDAyNi00MzJhLWJkYWEtMDRiNzBmNDIwMjI1IiwicG93IjoidjIifQ.vheX9QscUg2g1PKrgnKe9ESAliVh7z8oahTYEBwQSWY” data-advtracking-product-id=”8080334″ data-tg-chain=”{"view_type": "preview"}”>Топ продаж
 eyJwcm9kdWN0SWQiOjg0NjY3NjMsImNhdGVnb3J5SWQiOjE0MjA5ODE0LCJjb21wYW55SWQiOjcxNzQ1NSwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ5MzU2NDEuNDcyODk3NSwicGFnZUlkIjoiZWUzMzAwMDEtOTVkYS00ZWMyLTlhNTYtM2YyNDk0NzYzY2ZkIiwicG93IjoidjIifQ.QD6264jdBPZ86AhD4e1id-EPwu10P-R1bjR_AmOqB9M” data-advtracking-product-id=”8466763″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjg0NjY3NjMsImNhdGVnb3J5SWQiOjE0MjA5ODE0LCJjb21wYW55SWQiOjcxNzQ1NSwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ5MzU2NDEuNDcyODk3NSwicGFnZUlkIjoiZWUzMzAwMDEtOTVkYS00ZWMyLTlhNTYtM2YyNDk0NzYzY2ZkIiwicG93IjoidjIifQ.QD6264jdBPZ86AhD4e1id-EPwu10P-R1bjR_AmOqB9M” data-advtracking-product-id=”8466763″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjI5MTUxNjg3MywiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzM3NDE4LCJwYWdlSWQiOiJmZjFiYWI3Ni01MTBiLTQ3M2MtYjA2MS1kNDBmYTgxN2I4NmYiLCJwb3ciOiJ2MiJ9.Iev37_SMPndHhmy0cO9HaS24G-Of6XzOUk7laVZha20″ data-advtracking-product-id=”291516873″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjI5MTUxNjg3MywiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzM3NDE4LCJwYWdlSWQiOiJmZjFiYWI3Ni01MTBiLTQ3M2MtYjA2MS1kNDBmYTgxN2I4NmYiLCJwb3ciOiJ2MiJ9.Iev37_SMPndHhmy0cO9HaS24G-Of6XzOUk7laVZha20″ data-advtracking-product-id=”291516873″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjY1ODQ1Mjk5NywiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzQ4NDYxLCJwYWdlSWQiOiJiNmMzNDI4OC00MGQ5LTRlNTMtODBjNC0zNDQyN2I4OWZhMzIiLCJwb3ciOiJ2MiJ9.Zgor6yW7BHXQ89OMAnxCiV4iI8IFF2y3NR7Q3JwoKxs” data-advtracking-product-id=”658452997″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjY1ODQ1Mjk5NywiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzQ4NDYxLCJwYWdlSWQiOiJiNmMzNDI4OC00MGQ5LTRlNTMtODBjNC0zNDQyN2I4OWZhMzIiLCJwb3ciOiJ2MiJ9.Zgor6yW7BHXQ89OMAnxCiV4iI8IFF2y3NR7Q3JwoKxs” data-advtracking-product-id=”658452997″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjI5MTUwMjkwNCwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzYwMTM3LCJwYWdlSWQiOiIyMDE0YTVmMy02ODBhLTQzODctOGU0Yy0zMWFmNzRlMTVkZGIiLCJwb3ciOiJ2MiJ9.aVtY_bfE4opvnHBblJkgaROVRurc3D7ayDMVtycUKCA” data-advtracking-product-id=”291502904″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjI5MTUwMjkwNCwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzYwMTM3LCJwYWdlSWQiOiIyMDE0YTVmMy02ODBhLTQzODctOGU0Yy0zMWFmNzRlMTVkZGIiLCJwb3ciOiJ2MiJ9.aVtY_bfE4opvnHBblJkgaROVRurc3D7ayDMVtycUKCA” data-advtracking-product-id=”291502904″ data-tg-chain=”{"view_type": "preview"}”>Топ продаж
 eyJwcm9kdWN0SWQiOjI5MTUwNDU4MSwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzY4OTQ2LCJwYWdlSWQiOiJjZjRkNTM5OS1kYzJmLTQ3YWMtOGIzYi1lNDJhOGEwOTFkY2EiLCJwb3ciOiJ2MiJ9.MxEB3qUdpfoAuWuYmCFIqk4bEsbSE2Jsl2WIrpZqLus” data-advtracking-product-id=”291504581″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjI5MTUwNDU4MSwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzY4OTQ2LCJwYWdlSWQiOiJjZjRkNTM5OS1kYzJmLTQ3YWMtOGIzYi1lNDJhOGEwOTFkY2EiLCJwb3ciOiJ2MiJ9.MxEB3qUdpfoAuWuYmCFIqk4bEsbSE2Jsl2WIrpZqLus” data-advtracking-product-id=”291504581″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjI5MTUwNDkxMywiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40Nzc3Mjc0LCJwYWdlSWQiOiIyNDRhZjMxZC03MTRhLTQ2NTYtOTA4ZC1mNmYxY2QxZGFkMDYiLCJwb3ciOiJ2MiJ9.ESOhB–4UCNRYyA4CgGRdKcsZMruvNDrg96GB4onhMI” data-advtracking-product-id=”291504913″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjI5MTUwNDkxMywiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40Nzc3Mjc0LCJwYWdlSWQiOiIyNDRhZjMxZC03MTRhLTQ2NTYtOTA4ZC1mNmYxY2QxZGFkMDYiLCJwb3ciOiJ2MiJ9.ESOhB–4UCNRYyA4CgGRdKcsZMruvNDrg96GB4onhMI” data-advtracking-product-id=”291504913″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjI5MTUwOTY1NiwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40Nzg1MTU5LCJwYWdlSWQiOiI4MmRhNDk0NC1lZDEyLTQ1NGEtYjVhOC1kNWUzMGNlN2Q3MWQiLCJwb3ciOiJ2MiJ9.AnHjWcQHz5qjAuNw4lbHarAZuvYhMjYAd_PmAQb4NiY” data-advtracking-product-id=”291509656″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjI5MTUwOTY1NiwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40Nzg1MTU5LCJwYWdlSWQiOiI4MmRhNDk0NC1lZDEyLTQ1NGEtYjVhOC1kNWUzMGNlN2Q3MWQiLCJwb3ciOiJ2MiJ9.AnHjWcQHz5qjAuNw4lbHarAZuvYhMjYAd_PmAQb4NiY” data-advtracking-product-id=”291509656″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjM5NTU3MzQ1NiwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzkzMDE1LCJwYWdlSWQiOiI0YjFiNWM0NC1hZjQxLTRhM2UtYTVmYS0yZTViNTdlZjFjZDkiLCJwb3ciOiJ2MiJ9.FjNUQoaICfMpEJM9S89rm3hyDkZTuQJuzR-ahKNa8rQ” data-advtracking-product-id=”395573456″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjM5NTU3MzQ1NiwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40NzkzMDE1LCJwYWdlSWQiOiI0YjFiNWM0NC1hZjQxLTRhM2UtYTVmYS0yZTViNTdlZjFjZDkiLCJwb3ciOiJ2MiJ9.FjNUQoaICfMpEJM9S89rm3hyDkZTuQJuzR-ahKNa8rQ” data-advtracking-product-id=”395573456″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjQ4MDY2NjExMSwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40ODAwOTAxLCJwYWdlSWQiOiIxNWVjNTY2My05MDM0LTRhMTUtYjcwMy04NDM2YTlkZjMxYWUiLCJwb3ciOiJ2MiJ9.ag2HyVC_OKYCLuADsj9TKXKEDqf8BXKWww2mx18E9Z8″ data-advtracking-product-id=”480666111″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjQ4MDY2NjExMSwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40ODAwOTAxLCJwYWdlSWQiOiIxNWVjNTY2My05MDM0LTRhMTUtYjcwMy04NDM2YTlkZjMxYWUiLCJwb3ciOiJ2MiJ9.ag2HyVC_OKYCLuADsj9TKXKEDqf8BXKWww2mx18E9Z8″ data-advtracking-product-id=”480666111″ data-tg-chain=”{"view_type": "preview"}”>Топ продаж
 eyJwcm9kdWN0SWQiOjU4MzMwNzA3MiwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40ODA4NjIsInBhZ2VJZCI6IjFmNTJlYTI1LWZiMzEtNDQyYS04MWQyLTE4MjI5NDkzZTcxZiIsInBvdyI6InYyIn0.AApzPKRMRibAm4YsRZGXv-5MXiHmTjRypJCCAUmCwAo” data-advtracking-product-id=”583307072″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjU4MzMwNzA3MiwiY2F0ZWdvcnlJZCI6MTQyMDk4MTQsImNvbXBhbnlJZCI6NzE3NDU1LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDkzNTY0MS40ODA4NjIsInBhZ2VJZCI6IjFmNTJlYTI1LWZiMzEtNDQyYS04MWQyLTE4MjI5NDkzZTcxZiIsInBvdyI6InYyIn0.AApzPKRMRibAm4YsRZGXv-5MXiHmTjRypJCCAUmCwAo” data-advtracking-product-id=”583307072″ data-tg-chain=”{"view_type": "preview"}”>
VPulse 500 Высокопроизводительный проволочный электроэрозионный станок для изготовления и восстановления инструментов с напайками из поликристаллического алмаза
- Стартовая страница
- Продукция
- Решения по обработке ротационного инструмента
- ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА АЛМАЗНОГО ИНСТРУМЕНТА
- VPulse 500
 org/BreadcrumbList”>
org/BreadcrumbList”>ПРОДУМАННОЕ ИСПОЛНЕНИЕ
ПРОДУМАННОЕ ИСПОЛНЕНИЕ
Испытанная кинематика для оптимального обзора, образцовое гашение вибраций благодаря станине станка из полимерного бетона
Vpulse EDM
Vpulse EDM
Новый эрозионный генератор для максимальной эффективности обработки и высочайшего качества поверхности при изготовлении инструментов со вставками из поликристаллического алмаза
СОВРЕМЕННАЯ КОНЦЕПЦИЯ УПРАВЛЕНИЯ
СОВРЕМЕННАЯ КОНЦЕПЦИЯ УПРАВЛЕНИЯ
Регулируемый по высоте поворотный пульт управления с сенсорным экраном 19″, превосходный обзор рабочей зоны станка
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Проверенное программное обеспечение ExProg и инновационные решения от VOLLMER для простой обработки контуров
ВНЕШНЯЯ СИСТЕМА ФИЛЬТРАЦИИ И ОХЛАЖДЕНИЯ
ВНЕШНЯЯ СИСТЕМА ФИЛЬТРАЦИИ И ОХЛАЖДЕНИЯ
Возможность подключения к внешней системе охлаждения и очистки для оптимального терморегулирования
ГИБКАЯ АВТОМАТИЗАЦИЯ
ГИБКАЯ АВТОМАТИЗАЦИЯ
Множество различных опций для автоматизированной обработки заготовок
ПРОВЕРЕННЫЕ ТЕХНОЛОГИИ И НОВЫЕ ПРЕИМУЩЕСТВА: VPulse 500
Проволочные электроэрозионные станки серии QWD задают стандарты в изготовлении и восстановлении высокопроизводительных инструментов с напайками из поликристаллического алмаза (PCD). Их высокая точность и эффективность теперь стали еще выше — в нашем новом станке VPulse 500, который расширяет возможности обработки благодаря новому искровому генератору, гарантирует максимум надежности и комфорта в управлении, а также оснащен различными средствами автоматизации процесса обработки. Для высокоэффективной работы в круглосуточном режиме! Гарантия вашего успеха — высокотехнологичный станок VPulse 500.
Их высокая точность и эффективность теперь стали еще выше — в нашем новом станке VPulse 500, который расширяет возможности обработки благодаря новому искровому генератору, гарантирует максимум надежности и комфорта в управлении, а также оснащен различными средствами автоматизации процесса обработки. Для высокоэффективной работы в круглосуточном режиме! Гарантия вашего успеха — высокотехнологичный станок VPulse 500.
КОНЦЕПЦИЯ СТАНКА
В серийной комплектации нового VPulse 500 предусмотрено все, что требуется для изготовления или восстановления инструментов с напайками из поликристаллического алмаза (PCD). К тому же, эта модель гибко адаптируется к индивидуальным требованиям.
- Современная система управления для обеспечения высокой производительности обработки
- Синхронная интерполяция траекторий по 5 осям с ЧПУ
- Обмер и электроэрозионная обработка за один проход
- Обработка с подвижным креплением или в виде опции с упорным блоком для обработки между остриями
- Различные варианты крепления для гибкой обработки разных заготовок
- Множество опций для автоматизированной обработки заготовок
- Vpulse EDM — оптимальная технология для любой обработки
ИСКРОВОЙ ГЕНЕРАТОР Vpulse EDM
Генератор является основным элементом, обеспечивающим эффективную электроэрозионную обработку инструментов с напайками из поликристаллического алмаза.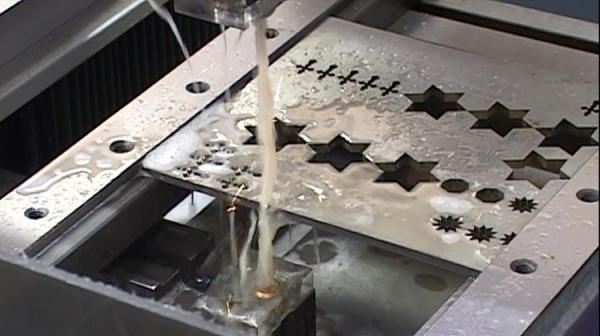 Образцовым примером такого генератора является многократно испытанный искровой генератор VOLLMER Vpulse EDM. Впервые использован для электроэрозионной обработки проволочным электродом-инструментом на VPulse 500. Благодаря повышению производительности съема и качества обработки поверхности он поможет эффективно решать стоящие перед вами задачи. Встроенная база технологических данных упрощает работу благодаря предварительной конфигурации параметров и повышает удобство пользования за счет быстрого выбора подходящей программы обработки в зависимости от материала. База технологических данных может дополняться в зависимости от требований заказчиков.
Образцовым примером такого генератора является многократно испытанный искровой генератор VOLLMER Vpulse EDM. Впервые использован для электроэрозионной обработки проволочным электродом-инструментом на VPulse 500. Благодаря повышению производительности съема и качества обработки поверхности он поможет эффективно решать стоящие перед вами задачи. Встроенная база технологических данных упрощает работу благодаря предварительной конфигурации параметров и повышает удобство пользования за счет быстрого выбора подходящей программы обработки в зависимости от материала. База технологических данных может дополняться в зависимости от требований заказчиков.
КОНЦЕПЦИЯ УПРАВЛЕНИЯ
Легкое достижение высокоточных результатов. Надежно, точно в срок и без сбоев. Для этого требуется не только высокотехнологичный станок с продуманным оснащением, но и определенная концепция управления, где в центре внимания находится оператор. Только так он сможет использовать весь потенциал оборудования — на благо своего предприятия.
Это предполагает продуманную эргономику работы наряду с обеспечением удобного и логичного ввода параметров, а также внедрение передовых технологий человеко-машинного интерфейса. Новые возможности получения информации, анализа и протоколирования дополнительно поддерживают оптимизацию процесса.
ЭРГОНОМИЧНОЕ УПРАВЛЕНИЕ
Гибко регулируемый по высоте поворотный пульт управления, хороший обзор рабочей зоны станка.
ВЫСОКОТОЧНАЯ ОБРАБОТКА БЕЗ ПРОБЛЕМ:
- Регулируемый, поворотный пульт управления для обеспечения хорошей эргономичности — дисплей и рабочая зона станка всегда под контролем
- Управление с сенсорного экрана или с помощью мыши
- Инновационный дизайн для повышения комфорта
- Дружественный пользовательский интерфейс — выполнение даже сложных задач потребует минимальных затрат на обучение
- Простое и быстрое получение информации об основных параметрах программы и станка
- Новые возможности протоколирования и анализа для ускоренной оптимизации процесса
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Все логично: интеллектуальная, передовая концепция станка требует аналогичной концепции программного обеспечения. Встроенное в VPulse 500 программное обеспечение ExProg многократно испытано на практике и выгодно отличается от предыдущего поколения некоторыми новыми характеристиками:
Встроенное в VPulse 500 программное обеспечение ExProg многократно испытано на практике и выгодно отличается от предыдущего поколения некоторыми новыми характеристиками:
- Простое использование благодаря интуитивно понятному пользовательскому интерфейсу
- Разделение профиля на любое количество отдельных контуров для более гибкой обработки
- Закрепление индивидуальных данных за каждым элементом контура
- Моделирование для проверки геометрии режущей части — экономия времени и минимизация ошибок
- Сохранение программ обработки на внешнем или локальном носителе данных
- Объединение в общую сеть нескольких станков посредством одной базы данных для упрощения обмена данными и быстрого внесения изменений в программу
РЕШЕНИЕ ОТ VOLLMER
В качестве полноценной замены программы обработки по четырем траекториям VOLLMER предлагает простой и функциональный генератор программ обработки. Это пакет ПО также входит в серийную комплектацию и предустановлен в дополнение к ExProg.
- Инновационный и практичный дизайн для повышения комфорта
- Простое и интуитивно понятное управление
- Редактор программ для контурной обработки с произвольным количеством контуров и режущих граней
- Повышение функциональности относительно предыдущего поколения: выбор режимов измерения, визуальное представление точек измерения, а также измерение и электроэрозионная обработка в одной программе
ОБЛАСТЬ ПРИМЕНЕНИЯ
И производство, и восстановление: везде, где требуются высочайшая точность и гибкость обработки твердосплавных инструментов с напайками из поликристаллического алмаза лучшим выбором будет новый проволочный электроэрозионный станок VOLLMER VPulse 500.
Высокоточная обработка контуров, очень острые режущие кромки благодаря экономически эффективной технологии и максимальной надежности технологического процесса нового VPulse 500.
Требования к качеству деталей, применяемых в автомобилестроении или авиационной промышленности, отличаются максимальной жесткостью.![]() Разумеется, это требование распространяется и на инструменты, используемые при обработке деталей. Проволочный электроэрозионный станок VOLLMER VPulse 500 предназначен для производства и обработки многих видов прецизионных инструментов со сложной геометрией. Надежно, безопасно и с максимальной производительностью.
Разумеется, это требование распространяется и на инструменты, используемые при обработке деталей. Проволочный электроэрозионный станок VOLLMER VPulse 500 предназначен для производства и обработки многих видов прецизионных инструментов со сложной геометрией. Надежно, безопасно и с максимальной производительностью.
Даже от инструментов, используемых в деревообрабатывающей промышленности — например, при обработке ламината — требуется жесткое соблюдение допусков по точности профиля. VOLLMER VPulse 500 поможет решить и эту задачу.
Проволочный электроэрозионный станок // VPulse 500
/// Автоматическая загрузка и выгрузка заготовокАВТОМАТИЗАЦИЯ
Простое повышение эффективности благодаря продуманным решениями по автоматизации, которые позволят эксплуатировать VPulse 500 в многосменном режиме и даже без участия операторов (в выходные дни). Новый проволочный электроэрозионный станок от VOLLMER «открыт» для множества опций по автоматизации процесса обработки.![]() Благодаря этому он легко интегрируется в ваше производство, не требуя значительных затрат на адаптацию и обеспечивая экономическую эффективность работы.
Благодаря этому он легко интегрируется в ваше производство, не требуя значительных затрат на адаптацию и обеспечивая экономическую эффективность работы.
ВНУТРЕННЯЯ АВТОМАТИЗАЦИЯ
- Макс. вес заготовки: 20 кг
- Макс. диаметр заготовки: 300 мм
- Макс. длина заготовки: 500 мм
ВНЕШНЯЯ ПАЛЕТА ЗАГОТОВОК
Неотъемлемой частью процесса автоматизированной обработки является подходящая внешняя палета заготовок. VOLLMER предлагает три проверенных решения: для размещения 16, 28 и 64 заготовок.
VPulse 500: ОБЗОР ОСНОВНЫХ ПРЕИМУЩЕСТВ
- МАКСИМАЛЬНАЯ ТОЧНОСТЬ
Отвечающая требованиям рынка 5-осевая кинематика для обработки ротационных инструментов с напайками из поликристаллического алмаза (PCD). Для обеспечения максимальной точности при обработке профилей - ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ
Высокоэффективное управление в комбинации с новым искровым генератором Vpulse EDM. Для снижения расходов в расчете на единицу - ЛЕГКОЕ ОБРАЩЕНИЕ
Инновационная система управления, надежное программное обеспечение, оптимизированный человеко-машинный интерфейс.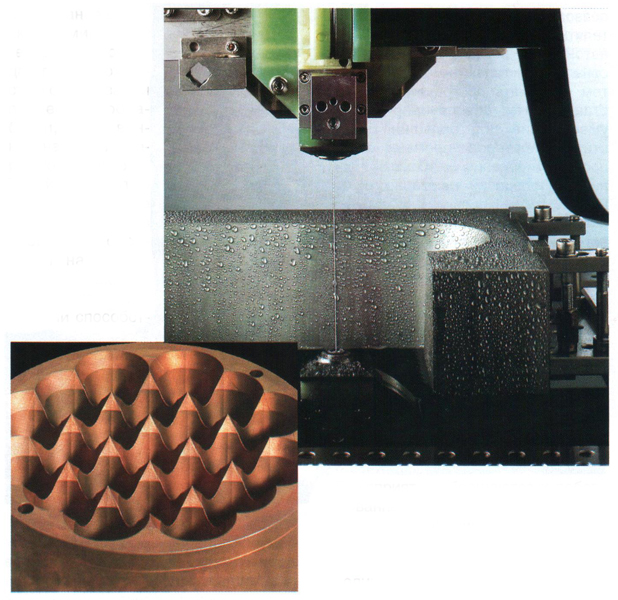 Для быстрой и безошибочной обработки
Для быстрой и безошибочной обработки
American Wire EDM & Prototype & Short-Run Services, Inc.
ГЛАВНАЯ > АМЕРИКАНСКАЯ ПРОВОЛОКА EDM
ЭКСПЕРТЫ В УСЛУГАХ ПО ПРОВОЛОЧНО-ЭРОЭЛЕКТРИЧЕСКОМУ ОБРАБОТКЕ И УСЛУГАМ ПО БУРЕНИЮ ОТВЕРСТИЙ
Непревзойденный ресурс под одной крышей
American Wire EDM & Prototype & Short-Run Services, Inc.
American Wire EDM — ведущая в отрасли компания по производству электроэрозионных станков. Обладая более чем 30-летним опытом работы в этой узкоспециализированной области, мы являемся одним из самых быстрых, точных и эффективных производителей электроэрозионных станков для резки проволоки в отрасли. Мы предлагаем как проволочную электроэрозионную обработку, так и услуги электроэрозионного сверления отверстий, используя самое современное производственное оборудование с ЧПУ, чтобы предоставить нашим клиентам прецизионные детали и компоненты, соответствующие их уникальным конструктивным спецификациям.
Совместно с Prototype & Short-Run Services, Inc., ведущей компанией по прототипированию и прецизионной штамповке металлов с более чем 25-летним опытом, мы готовы к реализации проекта любого масштаба.
Чрезвычайно точная обработка
Электроэрозионная обработка проволоки Электроэрозионное сверление отверстий Лазерная маркировка деталей МатериалыВозможности быстрого бурения с высокой точностью и аккуратностью
Электроэрозионное сверление отверстий работает по тем же техническим принципам, что и проволочная электроэрозионная обработка. Однако вместо проволоки в электроэрозионном сверлении отверстий используется электрически заряженный металлический электродный инструмент, который работает так же, как традиционное сверло для обработки отверстий.
Обрабатываемый материал служит вторым электродом, а электрический разряд между заготовкой и инструментом создает искры, которые быстро срезают материал. Отсутствует физический контакт между инструментом и заготовкой; следовательно, никакие силы резания не задействованы. Это обеспечивает чрезвычайно высокую точность размеров и приводит к просверливанию отверстий с точной обработкой, не требующей дополнительной работы по удалению заусенцев или сглаживанию поверхности.
Давайте поговорим о вашем следующем проекте, позвоните нам сегодня
(714) 524-3360
Услуги по проволочной электроэрозионной обработке
American Wire EDM предоставляет первоклассные услуги по проволочной электроэрозионной обработке, производя прецизионные детали, которые соответствуют допускам на размеры ваших конструкций в пределах ± 0,0001”.
Благодаря современному оборудованию для электроэрозионной обработки и передовому программированию мы можем производить даже самые сложные детали с идеальной точностью и повторяемостью, независимо от того, нужны ли вам прототипы, короткие производственные партии или партии в десятки тысяч штук.
Промышленность и инновации: кто использует проволочную электроэрозионную обработку?
Детали, изготовленные методом электроэрозионной обработки, повсюду и затрагивают все сферы нашей жизни. Запуск автомобиля, посадка в самолет или включение ноутбука возможны благодаря электроэрозионной обработке.
Например, Wire EDM позволяет резать сталь без предварительной термообработки. В результате производство электроэрозионных станков является предпочтительным выбором для производителей медицинского оборудования, которые изготавливают спасательные инструменты из углеродистой стали.
Поскольку электроэрозионное сверление позволяет создавать очень маленькие отверстия, электроэрозионная обработка часто используется при производстве печатных плат. Военная и аэрокосмическая промышленность также полагаются на производство проволочных электроэрозионных станков для производства деталей для основного оборудования. Даже производители автомобилей обращаются к Wire EDM из-за его точности и эффективности.
В дополнение к этим применениям электроэрозионная обработка также встречается в:
- Мелкосерийное производство
- Производство пресс-форм и штампов
- Производство металлических компонентов
- Применения, требующие низкого остаточного напряжения
Contact American Wire EDM
Мы гордимся тем, что поставляем детали высочайшего качества по весьма конкурентоспособным ценам. Более того, мы можем помочь вам вывести ваш продукт на рынок намного раньше, чем это сделают конкуренты. Кроме того, мы понимаем, что готовый продукт должен точно соответствовать вашим спецификациям, особенно если вам необходимо удовлетворить требования MIL-SPEC, FAA или FDA.
Поскольку наши проволочные электроэрозионные станки могут соответствовать вашим проектам с точностью ± 0,0001 дюйма, мы можем гарантировать, что вы останетесь довольны результатами.
Запросите расценки на прецизионную проволочную электроэрозионную обработку для вашего применения или свяжитесь с American Wire EDM, чтобы узнать больше.
В American Wire мы можем помочь вам эффективно и с минимальными затратами вывести ваш проект Wire EDM из прототипа на рынок.
Свяжитесь с нашей штаб-квартирой в Оранже, штат Калифорния, по телефону (714) 524-3360 или заполните нашу онлайн-форму.
Отзывы
“Наша компания сотрудничает с American Wire EDM / Prototype & Short-Run Services в течение нескольких лет, и мы можем сказать о них только хорошее. Качество и своевременные поставки всегда отвечают нашим потребностям, а дружелюбное и профессиональное обслуживание со стороны всего их Персонал продолжает превосходить мои ожидания. American Wire EDM/Prototype — один из наших поставщиков, с которым нам нравится работать, и мы с нетерпением ждем от них еще много лет превосходства».0005
Тонкопленочная промышленность Лакокрасочная и металлизирующая промышленность Клиент
“Поскольку приближается конец очередного календарного года, мы хотели бы выразить нашу благодарность вам и вашей компании за огромные усилия, техническое мастерство, качественную продукцию , и услуги. Нас просят сделать все необходимое, чтобы помочь уложиться в почти невозможное расписание. И затем, конечно, нам нужно было обратиться к вам за помощью, и вы пришли как профессионалы, с которыми, как мы знали, мы имеем дело. Мы снимаем шляпы вам и всем вашим людям. Работать с Prototype и Short Run Services по-прежнему приятно, и мы хотим поблагодарить вас лично за ваши усилия».
Нас просят сделать все необходимое, чтобы помочь уложиться в почти невозможное расписание. И затем, конечно, нам нужно было обратиться к вам за помощью, и вы пришли как профессионалы, с которыми, как мы знали, мы имеем дело. Мы снимаем шляпы вам и всем вашим людям. Работать с Prototype и Short Run Services по-прежнему приятно, и мы хотим поблагодарить вас лично за ваши усилия».
Нэнси МейсонМенеджер по закупкам
«Мы в Campbell Plastics Engineering & Manufacturing, а также команда по производству защитных масок для экипажа, хотим выразить нашу признательность и благодарность вам и вашей команде.
Изобретательность, самоотверженность и мастерство, проявленные Prototype & Short Run Tooling при разработке соединителей, были выдающимися.
Благодаря вашим усилиям электрический проход противогаза ХМ-45 имел бешеный успех.
Ваша концепция не только устранила любую возможность электрического разрыва или короткого замыкания, но и уменьшила количество соединительной системы на 45 долларов за маску. Именно такая изобретательность малого бизнеса делает многие программы успешными» 9.0005
Именно такая изобретательность малого бизнеса делает многие программы успешными» 9.0005
Ричард КэмпбеллПрезидент компании Campbell Plastics & Engineering & Manufacturing, Inc.
Предыдущий
Следующий
Решения для электроэрозионной обработки | Электроэрозионные станки с проволокой и грузилами
MC Machinery предлагает электроэрозионные станки с проволокой и грузилами, которые являются точными, экономичными и обеспечивают наилучшую общую скорость и производительность. Наши проволочные электроэрозионные станки имеют удобные элементы управления и внутреннюю конструкцию, которые сводят к минимуму время простоя и снижают износ, что снижает затраты на техническое обслуживание. Бесконтактная конструкция цилиндрического приводного двигателя исключает износ, зубчатое зацепление и люфт для повышения точности, скорости и энергоэффективности. Мы предлагаем ряд электроэрозионных станков, включая электроэрозионные станки с проволокой и грузилами, а также автоматизацию электроэрозионных станков. От нашего самого продаваемого проволочного электроэрозионного станка серии MV1200 до проволочного электроэрозионного станка FA50V Advance для крупных деталей — у нас есть решение для всех.
От нашего самого продаваемого проволочного электроэрозионного станка серии MV1200 до проволочного электроэрозионного станка FA50V Advance для крупных деталей — у нас есть решение для всех.
Wire EDM
Упрощает процесс изготовления деталей и обеспечивает превосходные допуски с минимальными трудозатратами.
УЧИТЬ БОЛЬШЕ
Sinker EDM
Высоковоспроизводимая и надежная технология для применений, требующих сложных форм, закаленных материалов, превосходной точности и стабильной обработки поверхности.
УЧИТЬ БОЛЬШЕ
EDM Automation
Идеальное решение для повышения производительности, увеличения производства, сокращения рабочей силы и повышения конкурентоспособности.
УЧИТЬ БОЛЬШЕ
Проволочный электроэрозионный станок Обладая лучшей общей скоростью и производительностью на рынке, проволочные электроэрозионные станки Mitsubishi значительно упростят достижение вашего успеха.
От интуитивно понятных и удобных элементов управления, которые позволяют пользователям выполнять свою работу наилучшим образом при любых обстоятельствах, до внутренних конструкций, которые снижают износ и минимизируют время простоя и затраты на техническое обслуживание — мы разработали линейку проволочных электроэрозионных станков с учетом потребностей вашего цеха. .
Узнайте больше об интуитивно понятной серии M800 CNC Control
View Models Sinder EDM, когда он поставляется на Razor-Sharp Precision на жестко машина от MC Machinery Systems.
Усовершенствованные средства управления, встроенные возможности автоматизации и превосходный источник питания, который позволяет вам двигаться и работать с меньшим временем простоя, делают наши станки для электроэрозионной обработки грузил идеальным выбором для приложений с жесткими допусками, включая аэрокосмическую, энергетическую, медицинскую и штамповку / пресс-форму.
Обладая множеством производительных опций и решений, технология Sinker EDM от MC Machinery Systems обеспечивает непревзойденную точность и надежность, когда и где вам это нужно.
Просмотр моделей Автоматизация EDMБлагодаря автоматизации EDM от MC Machinery Systems клиенты могут значительно увеличить производительность и максимально использовать свои ресурсы.
Ячейки автоматизации электроэрозионной обработки могут использовать высокоскоростные вертикально-фрезерные станки и роботы OPS Ingersoll 5-Axis или Roku-Roku, например, для ускорения производства и замены электродов и обеспечения полной работы без отключения света. Наши решения для автоматизации электроэрозионной обработки позволяют загружать и резать заготовки в непосредственной последовательности, автоматически загружая и выгружая их.
Вас ждет новый мир повышенной производительности, экономической эффективности, оптимизации процессов и многого другого. Давайте приступим к автоматизации ваших производственных требований уже сегодня.
Давайте приступим к автоматизации ваших производственных требований уже сегодня.
| РЕШЕНИЯ ДЛЯ АВТОМАТИЗАЦИИ ОДНОЙ МАШИНЫ | РЕШЕНИЯ ДЛЯ АВТОМАТИЗАЦИИ С ДВУМЯ СТАНКАМИ | ГИБКИЕ РОБОТЫ | ЛИНЕЙНЫЕ СИСТЕМЫ |
|---|---|---|---|
| Благодаря гибким, настраиваемым конструкциям, которые подходят для любой машины, наш доступный выбор готовых загрузчиков деталей обеспечивает быстрый и простой путь к автоматизированной укладке на поддоны. | Обеспечьте наличие нескольких машин с этими быстрыми и гибкими вариантами укладки на поддоны, которые могут быть приспособлены для работы с графитовым/жестким фрезерованием, электроэрозионными станками с грузилами и проволокой и т. д. | Используйте преимущества автоматизации даже для самых мелких работ с помощью динамичных, гибко настраиваемых робототехнических решений. | Полностью автоматизированное комплексное решение — это полный пакет, оптимизирующий каждую область процесса выбора деталей таким образом, что вы действительно это заметите. |
Созданный для одной или нескольких машин, это адаптируемое устройство автоматизации с 4-м роторным и 4-м/5-м ротационными пакетами. Этот робот создан для многолетнего круглосуточного производства и увеличения прибыли при меньшем количестве рабочей силы.
6-ОСЕВОЙ РОБОТ АВТОМАТИЗАЦИЯ (ОДИНАРНЫЙ)
Созданный для одной или нескольких машин, это адаптируемое устройство автоматизации с 4-м роторным и 4-м/5-м ротационными пакетами. Этот робот создан для многолетнего круглосуточного производства и увеличения прибыли при меньшем количестве рабочей силы.
Этот робот создан для многолетнего круглосуточного производства и увеличения прибыли при меньшем количестве рабочей силы.
6-ОСЕВОЙ РОБОТ АВТОМАТИЗАЦИЯ (НЕСКОЛЬКО)
EROWA Robot Compact 80 предлагает первоклассную универсальность автоматизации грузил.
EROWA РОБОТ КОМПАКТ 80
Гибкая система автоматизации, способная обслуживать до 3 машин.
OPS INGERSOLL МНОГОСМЕННЫЙ
Электроэрозионная обработка (EDM) | Современный механический цех
Электроэрозионная обработка, или электроэрозионная обработка, позволяет обрабатывать сложные формы из твердых материалов. Процесс включает в себя электрод и заготовку, погруженные в диэлектрическую жидкость. Электрический ток течет между заготовкой и электродом, неоднократно создавая крошечные зоны плазмы, которые мгновенно расплавляют и удаляют материал. Электрод в электроэрозионной обработке принимает различные формы. Электроэрозионные станки используют для резки тонкую проволоку. Электроэрозионные станки Ram, или «штамповочные грузила», используют электроды, изготовленные на заказ в виде трехмерных форм. Процесс EDM создает полость в части, которая является противоположной или охватывающей версией формы «папа» электрода. Подобно электроэрозионному станку с поршнем, электроэрозионный станок с маленькими отверстиями или «выталкиватель отверстий». На этом станке электрод представляет собой цилиндр, используемый для обработки отверстия.
Электрод в электроэрозионной обработке принимает различные формы. Электроэрозионные станки используют для резки тонкую проволоку. Электроэрозионные станки Ram, или «штамповочные грузила», используют электроды, изготовленные на заказ в виде трехмерных форм. Процесс EDM создает полость в части, которая является противоположной или охватывающей версией формы «папа» электрода. Подобно электроэрозионному станку с поршнем, электроэрозионный станок с маленькими отверстиями или «выталкиватель отверстий». На этом станке электрод представляет собой цилиндр, используемый для обработки отверстия.
Внутри процесса электроэрозионной обработки Sinker, по одной искре за раз
Успешные электроэрозионные электроэрозионные операции основаны на понимании взаимосвязи между каждой отдельной искрой, электродом и заготовкой.
EDM: основное чтение
Покупка проволочного электроэрозионного станка, часть 4: диэлектрическая жидкость и техническое обслуживание
Удаление микроскопических частиц, образовавшихся в процессе электроэрозионной резки, становится ключевым фактором для максимального увеличения скорости резки, а также для достижения точности деталей и чистоты поверхности. Диэлектрическая жидкость является механизмом смывания этих «чипов».
Диэлектрическая жидкость является механизмом смывания этих «чипов».
Покупка проволочного электроэрозионного станка, часть 3: скорость, точность и отделка
На какую отделку поверхности может рассчитывать покупатель проволочного электроэрозионного станка с использованием современных технологий?
Покупка проволочного электроэрозионного станка, часть 2: соображения о проволоке
Каждый тип электроэрозионной проволоки имеет свои сильные и слабые стороны. В этом посте рассматриваются типы проволоки, важность прочности на растяжение и повторная заправка проволоки.
Покупка проволочного электроэрозионного станка, часть 1: как это работает
Проволочные электроэрозионные станки могут вырезать детали, требующие уровня точности, сложности и чистовой обработки поверхности, которых невозможно достичь с помощью традиционных методов обработки. Вот как это работает.
Вот как это работает.
Возможности электроэрозионного станка
Варианты датчиков для оборудования электроэрозионной обработки варьируются от простых до сложных. Вот варианты для проволоки, грузила и сверления отверстий EDM.
ПОСЛЕДНИЕ новости и обновления EDM ПОСМОТРЕТЬ ВСЕ СТАТЬИ EDM
Электроэрозионная дрель с малым отверстием и автоматизацией
Вращающаяся проволока, функции ступенчатой резки Сокращение расхода электроэрозионной проволоки, оптимизация условий резки
Проводной электроэрозионный станок с высокой точностью, интеллектуальным интерфейсом и сервисной поддержкой
GF Machining Solutions дебютирует с Automation-Forward EDM
Новый пятиосевой фрезерный станок, горизонтальный электроэрозионный электроэрозионный станок для медицины
Сеть EDM демонстрирует новую серию Fast Wire EDM
Быстрое удаление металлических деталей с помощью нового EDM от EDM Network Inc.
Пять напоминаний по обработке графита
MC Machinery продемонстрирует электроэрозионные станки и многое другое
Обработка 101: что такое электроэрозионная обработка?
Методы Станки Добавляет новые модели FANUC EDM
Новые обрабатывающие центры улучшают рабочий процесс изготовления пресс-форм
ПОСМОТРЕТЬ ВСЕ СТАТЬИ ЭДМ
Часто задаваемые вопросы: EDM
Что такое электроэрозионная обработка?
Электроэрозионная обработка, или электроэрозионная обработка, представляет собой бесконтактный процесс, с помощью которого можно обрабатывать детали независимо от их твердости. Он включает в себя помещение электрода или проволоки и электропроводящей заготовки в циркулирующую диэлектрическую жидкость. Жидкость действует как изолятор до тех пор, пока определенный разрядник и напряжение не ионизируют ее и не позволят искре пройти к заготовке.
Он включает в себя помещение электрода или проволоки и электропроводящей заготовки в циркулирующую диэлектрическую жидкость. Жидкость действует как изолятор до тех пор, пока определенный разрядник и напряжение не ионизируют ее и не позволят искре пройти к заготовке.
Используя ЧПУ, оператор перемещает электрод или проволоку по мере необходимости и быстро включает и выключает ток. Это обеспечивает смывание расплавленного материала (часто называемого «стружкой») с заготовки.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Какие существуют два типа электроэрозионных станков?
Что такое грузило электроэрозионное?
Sinker EDM использует электрод в качестве «режущего» инструмента, при этом форма электрода служит зеркальным, немного уменьшенным изображением готовой формы, которую он создаст в заготовке. Электрод производит одну искру за раз, но частота тока означает, что инструмент может производить от 500 до 30 000 искр в секунду.
Электроды для электроэрозионной обработки грузил обычно изготавливаются из меди или графита.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Что такое проволочный электроэрозионный станок?
Электроэрозионный электроэрозионный станок подает прядь проволоки с катушки подачи на заготовку через систему подачи проволоки. Проволока питается электрическими контактами и проходит через заготовку с определенной скоростью, определяемой выполняемой операцией. Поток или ванна с деионизированной водой окружает провод, и по длине провода непрерывно испускаются искры. Ролики прижимают проволоку и обеспечивают ее натяжение, а направляющие над и под заготовкой позиционируют проволоку на ее пути, помогая придать заготовке сложные формы.
Проволока, используемая в этом процессе, обычно имеет диаметр от 0,010 до 0,012 дюйма, а более тонкая проволока — от 0,001 до 0,004 дюйма. Материал проводов также оказывает большое влияние на успех операции, поскольку жесткие провода, имеющие недостаточную прочность на растяжение для операции, могут сломаться при внезапном ударе. Более мягкие проволоки более предпочтительны для операций резки с большим конусом.
Более мягкие проволоки более предпочтительны для операций резки с большим конусом.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Что такое стружка?
В процессе электроэрозионной обработки оператор перемещает электрод или проволоку по мере необходимости и быстро включает и выключает ток. Это обеспечивает смывание расплавленного материала (часто называемого «стружкой» или «стружкой»), удаляемого с заготовки.
Источник: Обработка 101: Что такое электроэрозионная обработка?
Поставщики электроэрозионных станков
Сузить по категории EDM
- Фильтрующее оборудование и расходные материалы EDM
- Электроэрозионный инструмент
- EDM, плунжерного типа (высечки) с ЧПУ
- Электроэрозионный станок, плунжерного типа (утопление под давлением) с ручным управлением
- EDM, маленькое отверстие
- EDM, проводного типа
- Электродные материалы, электроэрозионная проволока и расходные материалы
ЧТЕНИЕ 7 МИНУТ
Инвестиции в технологии обработки способствовали росту и диверсификации Reich Tool & Design. Теперь гибкая автоматизация позволяет цеху получать больше от своих машин, несмотря на нехватку квалифицированных рабочих.
Теперь гибкая автоматизация позволяет цеху получать больше от своих машин, несмотря на нехватку квалифицированных рабочих.
#топшопы
Юлия Хайдер Старший редактор, Средства для аддитивного производства
Mitsui Seiki устанавливает первую машину Blue Arc
Компания Mitsui Seiki установила, по ее словам, первый станок с технологией Blue Arc. Blue Arc использует событие многоточечного разряда для удаления материала, тогда как EDM использует одноточечный разряд.
Генераторы эрозии Anca EDG3 и SparX сокращают время цикла
Станок Anca Electro Discharge Grinding 3 с генератором эрозии SparX от Anca Motion использует множество технических инноваций для сохранения геометрии и сокращения времени цикла PCD на 50%.
Запатентованные линейные приводы Sodick повышают точность станка
Станок Sodick K4HL с ЧПУ для сверления отверстий малого диаметра и электроэрозионные станки серии AL G оснащены запатентованными жесткими линейными приводами компании для повышения точности.
MC Machinery открывает Юго-восточный технологический центр
MC Machinery открыла новый технологический центр в Конкорде, Северная Каролина, который будет служить выставочным залом и демонстрационной станцией для своего диапазона производственных решений.
GF Machining расширяет области прямой поддержки
GF Machining объявила о переходе на прямые продажи и поддержку с 1 января в нескольких штатах США.![]()
Вырезание аддитивных деталей из рабочей пластины переворачивает проволочный электроэрозионный станок вверх дном
Компания GF Machining Solutions обнаружила, что ей пришлось модифицировать почти все аспекты проволочного электроэрозионного станка, чтобы эффективно справляться с проблемами удаления 3D-печатных деталей с рабочих пластин. Вот взгляд на станок, разработанный исключительно для нужд аддитивного производства металлов.
Просмотреть все статьи об электронной танцевальной музыке
Электроэрозионная обработка проволоки | Makino
Проволочный электроэрозионный станок | МакиноПерейти к основному содержанию
Горизонтальная обработка
Вертикальная обработка
ЭДМ
Графитовые обрабатывающие центры
Горизонтальная обработка, 4 оси
Горизонтальная обработка 5-осевой
Вертикальная обработка, 3 оси
Вертикальная обработка 5-осевой
Электроэрозионное сверление отверстий
Грузило EDM
Проволочный электроэрозионный станок
Оптимизируйте эффективность благодаря высокой производительности и революционной системе управления.
Эффективные решения для проволочной электроэрозионной обработки сложных высококачественных деталей
Проволочный электроэрозионный станок использует проволочный электрод под напряжением в погруженной ванне с диэлектрической жидкостью для обработки проводящих металлов и предлагает эффективный производственный метод для получения деталей геометрии детали, которые трудно обрабатывать другими методами. Электроэрозионные станки Makino отличаются высочайшей надежностью и лучшей в отрасли точностью, а также обеспечивают более качественную обработку поверхности при значительном снижении затрат на техническое обслуживание и расходные материалы.
Управление с помощью сенсорного экрана
Электродальномеры Makino отличаются интуитивно понятной системой управления Hyper-i, оптимизированным и эффективным интерфейсом, который помогает выполнять работу быстрее. Большой 24-дюймовый сенсорный экран высокой четкости работает как смарт-устройство (телефон/планшет), позволяя операторам всех уровней квалификации пользоваться его привлекательным и знакомым управлением, которое существенно снижает требования к обучению. Элемент управления Hyper-i еще больше расширяет возможности оператора благодаря нескольким интегрированным расширенным функциям, таким как цифровые руководства и видеоуроки с гиперссылками, E-Tech Doctor и EZ-Cut, которые обеспечивают более высокий уровень производительности.
Элемент управления Hyper-i еще больше расширяет возможности оператора благодаря нескольким интегрированным расширенным функциям, таким как цифровые руководства и видеоуроки с гиперссылками, E-Tech Doctor и EZ-Cut, которые обеспечивают более высокий уровень производительности.
Makino предлагает ряд решений для электроэрозионной обработки проволоки.
Серия UPN
Конструкция упрощает работу с небольшими проводами и мелкими деталями без участия оператора. Обладая субмикронной точностью и выдающимся качеством поверхности, эти горизонтальные проволочные электроэрозионные станки с диэлектрической проволокой на масляной основе идеально подходят для небольших электронных, медицинских и микромеханических приложений.
Серия UP
Сверхвысокая точность и наилучшее качество поверхности являются отличительными чертами этих электроэрозионных станков с диэлектрической проволокой на масляной основе. Стационарный рабочий стол и программируемый 3-сторонний подъемно-опускной рабочий резервуар обеспечивают легкий доступ к рабочей зоне и упрощают автоматизацию.
Серия U
В машинах серии U реализованы функции и решения, повышающие производительность и оптимальную эффективность. Уникальная для отрасли серия U может быть сконфигурирована с выбором системы направляющих для проволоки, которая наилучшим образом соответствует требованиям к деталям и процессам. Все машины оснащены двумя независимыми промывочными насосами, превращающими промывку в программируемый элемент ЧПУ, а H.E.A.T. конфигурация обеспечивает более высокую производительность промывки для более высоких скоростей обработки в случаях плохого промывания.
Узнайте, как инновации Makino стимулируют производство
Makino является мировым лидером в области электроэрозионной обработки (электроэрозионной обработки). Электроэрозионный станок Makino с более чем 140 патентами означает более быстрое время обработки и превосходное качество поверхности даже для деталей самой сложной геометрии. Посмотрите, как Makino превращает инновации и технологии в повышение производительности и снижение себестоимости детали для наших клиентов.
Запросить цену
U-серия
U3
Разработан со стационарным рабочим столом для обеспечения воспроизводимой точности независимо от размера или веса заготовки
Таблица:
4-й 630 x 450 мм
3-й 24,8 ”x 17,7”
x:
370 мм
14,6 “
Y:
270 мм
10.6″
Z:
270 мм
10.6 ”
220 мм
8,7 дюйма
U3 H.E.A.T
Создан на основе разнообразных возможностей U3 за счет добавления усовершенствованных технологий, повышающих производительность
Таблица:
4-й 630 x 450 мм
4-й 24,8 ”x 17,7″
x:
370 мм
14,6 “
Y:
270 мм
10. 6″
6″
Z:
270 мм
10.6 ”
220 мм
8,7 дюйма
U6
Электроэрозионный станок с эффективным и простым интерфейсом управления и контроля
Таблица:
3-й ближайший 910 x 710 мм “
3-й 35,8 x 28,0″
x:
650 мм
25,6 “
Y:
450 мм
17.7″
Z:
450 мм
17.7 ” :
420 мм
16,5″
U6 H.E.A.T
Расширяет разнообразные возможности U6 за счет усовершенствований системы промывки и фильтрации
Таблица:
4-й борьбы 910 x 710 мм “
4-й 35,8 x 28,0″
x:
650 мм
25,6 “
Y:
450 мм
17.![]() 7″
7″
Z:
450 мм
17,7 ” :
420 мм
16,5″
U6 ТЕПЛО Extreme
Makino U6 H.E.A.T. Экстремальная проволочная электроэрозионная машина (Wire EDM) является самой быстрой в отрасли. В инновационной технологии EDM используется проволока с покрытием диаметром 0,016 дюйма (0,400 мм) для достижения максимально возможной скорости подачи — в два раза быстрее по сравнению с традиционной латунной проволокой диаметром 0,010 дюйма.
Стол:
4-сторонний 910 x 710 мм”
4-сторонний 35,8″ x 28,0″
X:
650 мм
25,6″
Y:
450 мм
17,7″
Z:
420 мм
16,5″
Серия UPN
UPN-01
Сверхточная обработка и обработка поверхности для операций с тонкой/малой проволокой
Стол:
Н/Д Рабочее приспособление
Н/Д Рабочее приспособление
X:
160 мм
6,3″
Y:
160 мм
6,3 дюйма
Z:
50 мм
1,9 дюйма
Популярный контент
News
Makino обеспечивает подключение IIoT и эффективность к обработке EDM с помощью HyperConnect
Сетевое приложение для машин облегчает виртуальное подключение между машинами и между машинами и ПК для повышения эффективности
ОБЕРН-ХИЛЛЗ, штат Мичиган — 12 декабря 2017 г. — С выпуском HyperConnect компания Makino предлагает набор приложений промышленного Интернета вещей (IIoT) для…
— С выпуском HyperConnect компания Makino предлагает набор приложений промышленного Интернета вещей (IIoT) для…
News
Makino обновляет 5-осевой HMC MAG3.EX для повышения конкурентоспособности алюминиевых конструкционных компонентов для аэрокосмической отрасли МЕЙСОН, Огайо — 20 июня 2017 г. — Компания Makino рада представить 5-осевой горизонтальный обрабатывающий центр нового поколения MAG3.EX, проверенный станок…
Лучшая проволочная электроэрозионная машина для каждого приложения электроэрозионной обработки — GIP EDM Wires
/ WEDM Tech Wize Начинаем НОВЫЙ 2021 год с трудной, но веселой темы для дебатов. Вопрос о том, что является ЛУЧШИМ WEDM в отрасли, немного субъективен для человека, который использует машины. Поэтому, пожалуйста, поймите, что это моя перспектива и мой 30-летний опыт работы в отрасли, изучающий искусство WEDM. Я начну с нижней части и буду продвигаться к выбору номер один. Итак, о чем вы думаете, когда думаете о нижних брендах?
Поэтому, пожалуйста, поймите, что это моя перспектива и мой 30-летний опыт работы в отрасли, изучающий искусство WEDM. Я начну с нижней части и буду продвигаться к выбору номер один. Итак, о чем вы думаете, когда думаете о нижних брендах?
Очень простая работа с 2 и 4 осями — отлично подходит для гаражной мастерской или стартового WEDM! Сервис трудно найти в эти дни в США.
https://www.gip-edmwire.com/wedm-tech-wize
Старые модели меня не впечатлили, конечно, они дешевле. Они кажутся копиями других брендов, и я бы не стал их выбирать для высокоточной работы. Кажется, они улучшают системы, а у меня очень ограниченные знания/опыт, так что отнеситесь к этому с долей скептицизма. Общие цеховые работы – работы с меньшей точностью.
Этот испанский бренд имеет очень ограниченное присутствие на рынке США. Они просто не поняли из того, что я видел. Их нишей были БОЛЬШИЕ рабочие машины (также некоторые аэрокосмические). Кроме того, очень трудно получить обслуживание, потому что вы не можете отследить, кто является дистрибьютором бренда в США. Согласно LinkedIn, они являются старейшим производителем электроэрозионных станков в мире!
Кроме того, очень трудно получить обслуживание, потому что вы не можете отследить, кто является дистрибьютором бренда в США. Согласно LinkedIn, они являются старейшим производителем электроэрозионных станков в мире!
https://www.gip-edmwire.com/wedm-tech-wize
Это сложный вопрос для ВСЕХ пользователей Mits (извините), причина в старых нелинейных машинах. Я думаю, что сейчас они намного лучше, чем машины эпохи ШВП. Почему? Ну, это исходит из знаний сервисных техников, которым необходимо провести тест с шаровым стержнем и установить / настроить параметры, чтобы заставить WEDM вырезать круглые отверстия для дюбелей. Это делалось на новых машинах при каждой настройке. Просто не впечатлила жесткость старых машин. Новые машины Linear кажутся намного более жесткими и имеют лучший дизайн, соответствующий технологии e-pack, которая всегда была хороша и, казалось, сделала машины такими популярными! По словам отраслевого эксперта, линейные двигатели сделали конструкцию более ребристой, чем старые модели с шарико-винтовой передачей — это исправление ошибок конструкции в конструкции машин!
https://www. gip-edmwire.com/wedm-tech-wize
gip-edmwire.com/wedm-tech-wize
Этот WEDM очень популярен, и у меня нет отрицательных замечаний по машине. Пользователям машина нравится, и они работают с ней намного дольше, чем можно было бы ожидать. Отлично подходит для прогрессивных штампов и общих работ WEDM. Обслуживание также действительно хорошее, так как я никогда не слышал, чтобы клиенты жаловались на получение помощи.
https://www.gip-edmwire.com/wedm-tech-wize
Станки Sodick оснащены системой ЧПУ собственной разработки, линейными двигателями и контроллерами движения. С помощью собственных систем линейного привода они произвели 45 000 единиц оборудования, отгруженных по всему миру. Единственная в отрасли 10-летняя гарантия точности позиционирования доказала свою эффективность в течение 20 полных лет с момента ее создания. Sodick изменил индустрию станков во всем мире благодаря линейному перемещению. Их условия резания являются слабым местом в прошлом. Технологии в машинах хороши, их просто нужно больше.
Их условия резания являются слабым местом в прошлом. Технологии в машинах хороши, их просто нужно больше.
https://www.gip-edmwire.com/wedm-tech-wize
Seibu — имя, которое знают не все в США. Высокоточные электроэрозионные станки Seibu на 100 % производятся в Японии. Это единственный производитель электроэрозионных станков, который гарантирует точность шага до +/- 1 микрона. Несмотря на то, что Seibu впервые появился на рынке США, он имеет долгую историю. В 1972 году они создали первый в мире проволочный электроэрозионный станок с ЧПУ. Их проволочные электроэрозионные станки производятся на заводе Seibu, сертифицированном по стандарту ISO, в городе Кога, префектура Фукуока, расположенном на юге Японии. Станки Seibu нацелены на рынок высокоточных электроэрозионных электроэрозионных станков, где требуется качественный станок, рассчитанный на длительную работу и дающий стабильные результаты в течение 25+ лет.
Только 50 машин изготавливаются индивидуально вручную в месяц. Философия производства Seibu – это качество, а не количество. Все машинные отливки очищаются вручную, при этом используется лезвие для удаления выступов, оставшихся в процессе обработки, что приводит к улучшению геометрии детали, повторяемости и чистоте поверхности. Направляющие проверяются на плоскостность, прямолинейность обрабатывается лазером, а на всех станках выполняются пробные вырезы, точность которых проверяется на КИМ. Поскольку проволочные электроэрозионные станки Seibu производятся в Японии, они отличаются высокой точностью и превосходят конкурентов по сроку службы и производительности. (Это пришло с сайта Seibu)
https://www.gip-edmwire.com/wedm-tech-wize
В мире машиностроения Makino является мировым лидером в области технологий, и WEDM не является исключением: они начали работать с Agie из-за наводнения на их заводе в Швейцарии.
Они выросли из нишевой машины в мощного игрока в отрасли. Их станки WEDM построены так же, как их фрезерные станки. (твердый как скала) Макино является мировым лидером в области электроэрозионной обработки Sinker и Wire. Электроэрозионный станок Makino с более чем 140 патентами означает более быстрое время обработки и превосходное качество поверхности даже для деталей самой сложной геометрии. Makino превращает инновации и технологии в увеличение производства и снижение себестоимости детали для своих клиентов.
https://www.gip-edmwire.com/wedm-tech-wize
Компания Charmilles начала заниматься электроэрозионной обработкой в 1952 году в Швейцарии, представив первую машину в 1955 году в Милане, Италия. В 1980-х и 1990-х годах они внедрили в индустрию WEDM системы управления ЧПУ. Их элементы управления были проще для понимания, но все же эффективны. За эти два десятилетия они сделали много моделей. У них была модель ВЫСОКОЙ точности и модель ВЫСОКОГО конуса — оба великолепных станка в своих областях применения. Настоящие лидеры отрасли! Слияние с Agie в конце 2006 года. В течение 22 лет в США руководит Гарри Мозер.
У них была модель ВЫСОКОЙ точности и модель ВЫСОКОГО конуса — оба великолепных станка в своих областях применения. Настоящие лидеры отрасли! Слияние с Agie в конце 2006 года. В течение 22 лет в США руководит Гарри Мозер.
Всегда на шаг впереди и в поисках следующего большого улучшения! Обслуживание и запчасти тоже на высоте.
https://www.gip-edmwire.com/wedm-tech-wize
Agie на протяжении многих лет является мировым лидером и эталоном для всех OEM-производителей.
Что можно сказать о машинах Agie? Это самые точные WEDM на рынке, и все гонялись за ними много лет! Были ли они идеальной машиной? На мой взгляд, управление было самым сложным для понимания, а количество страниц, которые использовались для запуска машины, было намного больше, чем у любого другого. Однако результаты были настолько идеальными, насколько это возможно!
Я никогда не руководил Agie, так что мой опыт основан на разговорах с теми, кто это делал. Некоторые из инноваций – 1. Автоматическая заправка проволоки 1979 г. 2. 1987 г. СИСТЕМА УПРАВЛЕНИЯ ДЛЯ ОПТИМИЗАЦИИ И МОНИТОРИНГА ПРОЦЕССА EDM 3. 1993 г. AGIE FUZZYTRON HSS + HSF GENERATORS 4. 1996 г. AGIECUT EVOLUTION AND AGIEVISION 5. 2001 AGIECUT VERTEX 6. AGIRONET PROGRESS, AGIECUT PROGRESS, AGIECUT HYPERSPARK — это лишь некоторые из них.
Некоторые из инноваций – 1. Автоматическая заправка проволоки 1979 г. 2. 1987 г. СИСТЕМА УПРАВЛЕНИЯ ДЛЯ ОПТИМИЗАЦИИ И МОНИТОРИНГА ПРОЦЕССА EDM 3. 1993 г. AGIE FUZZYTRON HSS + HSF GENERATORS 4. 1996 г. AGIECUT EVOLUTION AND AGIEVISION 5. 2001 AGIECUT VERTEX 6. AGIRONET PROGRESS, AGIECUT PROGRESS, AGIECUT HYPERSPARK — это лишь некоторые из них.
В настоящее время объединены в одну компанию Agie & Charmilles, производитель 4 классов WEDM”S 1. Микрообработка 2. Высокоскоростная обработка 3. Максимальная точность 4. Общее назначение – Добавление НОВОГО станка в 2020 году CUT AM 500 для отрезание деталей, изготовленных методом аддитивного производства. WEDM — это машина для горизонтальной резки, в которой используется дистиллированная вода с добавками для повышения проводимости. В то время как проводимость диэлектрика для стандартной проволочной электроэрозионной обработки обычно составляет от 20 до 5 микросименсов на сантиметр, проводимость диэлектрика CUT AM 500 составляет почти 2000 микросименсов на сантиметр. AgieCharmilles всегда смотрит в будущее, и мы все тоже!
AgieCharmilles всегда смотрит в будущее, и мы все тоже!
https://www.gip-edmwire.com/wedm-tech-wize
Всем маркам есть место на рынке, иначе их бы не производили!
Есть много плюсов и минусов, на которые следует обратить внимание при оценке брендов.
Для вас важны приложения, которыми вы занимаетесь. Итак, сосредоточьтесь на своих
целях и работе, которую вы делаете. Лучшей машиной для этого приложения является
можно найти в доступном ценовом диапазоне.
Я провел небольшой опрос, чтобы узнать, что думают пользователи, и вот результаты!
https://www.gip-edmwire.com/wedm-tech-wize
Я надеюсь, что приведенная выше информация будет полезна для вас и будет воспринята как мнение одного человека — я уверен, что у каждого есть свое мнение, и это нормально, если вам нравится что-то другое, чем мне. Как и в случае с Chevy, Ford и Dodge, решать вам! Что работает для одних, не работает для других!
Как и в случае с Chevy, Ford и Dodge, решать вам! Что работает для одних, не работает для других!
Давайте в следующий раз придумаем что-нибудь интересное и посмотрим на арты WEDM в СЛЕДУЮЩЕМ выпуске WEDM Tech WIZE. «Пусть ваши Sparks всегда будут вовремя!»+
Программные решения для программирования Wire EDM
Перейти к содержимому
Быстро, легко и продуктивно — таким должно быть программирование. Mastercam Wire — это решение для программирования электроэрозионных станков с ЧПУ.
Набор 2-осевых и 4-осевых траекторий от Mastercam позволяет выбрать наилучший метод для получения необходимых результатов с контролем движения проволоки, угла, входов и выходов и многого другого. И вы получаете этот контроль четким и понятным способом.
- Полнофункциональные возможности проектирования поддерживают любую комбинацию моделирования, от каркаса до поверхностей и твердотельных моделей.
- Автоматические стратегии ввода и вывода, быстрое и гибкое создание вкладок и отсутствие вырезания стержня делают Mastercam Wire мощным инструментом для быстрого программирования деталей.

- Интеллектуальное программирование ЧПУ позволяет создавать библиотеку стратегий обработки, которые автоматически адаптируются к новым моделям.
- Mastercam Wire дополняет функциональность других продуктов, таких как Mastercam Mill и Lathe.
Платформа Mastercam является наиболее широко используемой и известной в мире CAM. Магазины, использующие другие продукты Mastercam и желающие программировать проволочные электроэрозионные станки, выбирают Mastercam Wire для быстрой окупаемости инвестиций.
- Сокращение времени на поиск опытных специалистов для использования программного обеспечения.
- Знакомый и удобный интерфейс повышает эффективность программирования.
- Эффективные траектории обработки проволоки обеспечивают прецизионную обработку проволоки.
- Библиотеки питания практически для любой проволочной машины.

Характеристики
Гибкость
Вы можете импортировать геометрию практически из любого источника и создавать новую геометрию, что дает вам высокую степень гибкости при использовании ваших данных для надежного программирования.
Полная ассоциативность
Дает вам возможность зафиксировать вашу работу и использовать полученный опыт; как только вы запрограммируете часть — любую часть — вы можете изменить любой элемент задания и немедленно получить обновленные проводные пути, не начиная заново.
Верификация
С инструментами Mastercam для проверки траектории легко убедиться, что движение траектории обеспечивает именно то, что вы хотели.
Элемент управления
Благодаря быстрому, простому и полному контролю над созданием вкладок вы можете быстро добавлять несколько вкладок к любому элементу геометрии.
Локальная поддержка
Наши торговые посредники Mastercam обладают многолетним практическим опытом работы в различных регионах, производственных целях и языковых требованиях по всему миру, чтобы гарантировать, что вы, как пользователь Mastercam, всегда получите необходимую поддержку, чтобы получить максимальную отдачу от ваши инвестиции в CAD/CAM.
Бесплатное программное обеспечение
Испытайте программное обеспечение CAM №1 в мире. Скачайте Mastercam Demo/Home Learning Edition бесплатно. Используйте его для изучения Mastercam и ознакомления с последними достижениями в области CAD/CAM — на каждом этапе вплоть до фактической обработки детали!
Эффективность
Геометрия и вложение траекторий обеспечивают чрезвычайно быстрый способ программирования нескольких деталей при эффективном использовании запаса для сокращения брака.
Системные требования
В таблице ниже приведены минимальные и рекомендуемые конфигурации системы для Mastercam. Эти рекомендации основаны на системах, которые мы используем в CNC Software для целей тестирования и оценки. Мы рекомендуем использовать для своих систем столько мощности (процессор, видеокарта и память), сколько вы можете себе позволить.
| | Минимум | Рекомендуется |
|---|---|---|
| ОС | Windows 10 или Windows 11 64-разрядная Профессиональная | Windows 10 (версия 20h3 или выше) 64-разрядная Professional |
| Процессор | 64-разрядный процессор Intel® или AMD, 2,4 ГГц или выше | Intel i7 или Xeon® E3, Kaby Lake или выше, 3,2 ГГц или быстрее |
| Память | 8 ГБ | 32 ГБ |
| Видео | Поддержка OpenGL 3. 2 и OpenCL 1.2 с 1 ГБ памяти. Нет встроенной графики. 2 и OpenCL 1.2 с 1 ГБ памяти. Нет встроенной графики. | Карта NVIDIA Quadro® или AMD FirePro™ / Radeon Pro с 4 ГБ (или больше) выделенной памяти. |
| Монитор | Разрешение 1920 * 1080 | Разрешение 1920 * 1080, два монитора |
| Хранилище | Твердотельный накопитель (SSD) для установки не менее 20 ГБ 1.92 1. | Диск NVMe со свободным объемом не менее 20 ГБ |
| 3D-мышь | | 3D-мышь 3Dconnexion |
Для установки рекомендуется подключение к Интернету, поддержка и отправка обновлений по электронной почте.
Посмотреть подробные требования и предложения
ОПЕРАЦИОННЫЕ СИСТЕМЫ
CNC Software продолжает пересматривать требования к операционной системе (ОС) для Mastercam с целью обеспечения наилучшего пользовательского опыта для наших клиентов.
Мы рекомендуем использовать Windows 10 (версия 20h3 или более поздняя) или более поздние 64-разрядные версии Professional. Хотя Mastercam может работать в других редакциях Windows (например, Home Edition) или в виртуальных средах (например, Parallels для Mac), она не тестировалась на этих конфигурациях и поэтому не поддерживается.
Хотя Mastercam может работать в других редакциях Windows (например, Home Edition) или в виртуальных средах (например, Parallels для Mac), она не тестировалась на этих конфигурациях и поэтому не поддерживается.
Mastercam 2021 был последним выпуском, официально поддерживающим Windows 7, поскольку Microsoft прекратила расширенную поддержку этой ОС в январе 2020 года. Mastercam 2022 будет установлен в системах Windows 7, но не будет поддерживаться. Будущие версии Mastercam не будут устанавливаться на Windows 7.
ПРОЦЕССОР
Скорость процессора влияет на скорость расчета и выполнения задач программой. С каждым выпуском все больше и больше аспектов Mastercam становятся доступными для многоядерных процессоров. Расчет траектории и моделирование обычно выполняются быстрее с многоядерным процессором. Обычно при использовании новейших процессоров Intel i7 или Xeon время расчета траектории сокращается на 50 %.
ПАМЯТЬ
Когда Mastercam использует всю доступную оперативную память, она переключается на использование виртуальной памяти, которая хранится на жестком диске и значительно замедляет работу системы. Мы рекомендуем не менее 8 ГБ памяти. Для создания и моделирования больших траекторий мы рекомендуем 32 ГБ оперативной памяти.
Мы рекомендуем не менее 8 ГБ памяти. Для создания и моделирования больших траекторий мы рекомендуем 32 ГБ оперативной памяти.
ВИДЕО
При покупке нового компьютера для Mastercam одним из важнейших компонентов является видеокарта.
Мы рекомендуем карту NVIDIA Quadro® или AMD FirePro™ / Radeon Pro с объемом памяти 4 ГБ или более. Можно использовать и другие видеокарты, но они должны обеспечивать полную поддержку OpenGL 3.2 и OpenCL 1.2. OpenCL требуется для того, чтобы Mastercam мог передавать определенные вычислительные задачи графической карте для повышения производительности системы.
Мы не рекомендуем и не поддерживаем использование встроенной графики в некоторых конфигурациях ПК. Как правило, они не способны управлять приложениями с интенсивным использованием графики, такими как Mastercam, и могут привести к нестабильности системы.
Убедитесь, что вы используете последние версии драйверов от производителя карты. Мы часто видим проблемы, которые решаются с помощью обновленных видеодрайверов. Версия драйвера может иметь большое влияние на работу карты.
Версия драйвера может иметь большое влияние на работу карты.
Последние версии драйверов для NVIDIA и AMD можно найти по ссылкам в Интернете. Мы рекомендуем использовать функцию автоматического определения, чтобы определить, какая видеокарта установлена. Более подробную информацию о настройке видеокарты можно найти в этой статье базы знаний Mastercam.
МОНИТОР
В большинстве наших внутренних систем используются два монитора, и мы считаем, что это более продуктивная установка. Mastercam отображается на основном мониторе, а такие приложения, как Mastercam Simulator, Code Expert или Tool Manager, отображаются на дополнительном мониторе.
Минимальное рекомендуемое разрешение для основного дисплея составляет 1920 * 1080, типичное для широкоэкранных мониторов, доступных сегодня. Mastercam будет работать на экранах с более низким разрешением, но будьте осторожны с потенциальными проблемами размера с большими диалоговыми окнами и панелями, с которыми может быть неудобно работать. Мониторы с более низким разрешением могут нормально работать в качестве второго монитора в конфигурации с двумя экранами.
Мониторы с более низким разрешением могут нормально работать в качестве второго монитора в конфигурации с двумя экранами.
Mastercam будет работать на дисплеях большого формата, включая мониторы 4K и устройства с высоким разрешением, однако у нас возникают некоторые проблемы с отображением в этих конфигурациях.
ХРАНЕНИЕ
Мы обнаружили, что одним из лучших способов модернизации компьютера является покупка накопителя NVMe. Эти диски теперь оценены в пункте, который делает их хорошей инвестицией. Многие из наших тестовых систем используют меньший основной диск NVMe для ОС и установленных приложений со вторым обычным диском большой емкости для данных.
3D МЫШЬ
3D-мышь улучшает взаимодействие с 3D-приложением. Она предназначена для использования неведущей рукой в тандеме со стандартной мышью для сбалансированного и совместного стиля работы. Вы осторожно манипулируете колпачком контроллера 3D-мыши, чтобы одновременно перемещать, масштабировать и вращать 3D-контент, в то время как ваша стандартная мышь может свободно выбирать пункты меню или части модели. Дополнительную техническую информацию и информацию о покупке можно найти на веб-сайте 3Dconnexion.
Дополнительную техническую информацию и информацию о покупке можно найти на веб-сайте 3Dconnexion.
АНТИВИРУСНОЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Сегодня на большинстве компьютеров установлено какое-либо антивирусное программное обеспечение для защиты от нежелательных вредоносных программ. В некоторых случаях было обнаружено, что они мешают работе таких приложений, как Mastercam, работающих на компьютере. CNC Software не рекомендует определенные антивирусные продукты, но если вы обнаружите непредвиденные проблемы, это может быть конфликт с антивирусным программным обеспечением. Попробуйте временно отключить антивирусное программное обеспечение или установить исключение для Mastercam.
Тематические исследования
McAfee выбирает Mastercam для инструментов и штампов — автомобильных деталей
Подробнее
Progressive Tool and Manufacturing, Inc.
Подробнее
Подробнее
Выбирая самую широко используемую в мире CAM-систему, вы получаете не только преимущества технологии, лежащей в основе нашего программного обеспечения. Наше глобальное сообщество пользователей, экспертов, преподавателей и энтузиастов Mastercam поможет вам получить максимальную отдачу от ваших инвестиций.
Наше глобальное сообщество пользователей, экспертов, преподавателей и энтузиастов Mastercam поможет вам получить максимальную отдачу от ваших инвестиций.
- Онлайн и местное обучение
- Сеть инноваций
- Образовательные ресурсы
- Что нового документация для Mastercam и Mastercam для SOLIDWORKS ®
Часто задаваемые вопросы
Что такое станок для резки проволоки с ЧПУ?
Станок для резки проволоки с ЧПУ — это машина, которой можно управлять с помощью программного обеспечения CAM для удаления материала с детали или куска материала с помощью электроэрозионной обработки (EDM). Используя тонкую прядь перегретой проволоки, станки для резки проволоки с ЧПУ способны выполнять очень тонкие разрезы и способны обрабатывать сложные формы и материалы с предельной точностью.
Что такое электроэрозионная резка проволоки с ЧПУ?
Проволочная электроэрозионная резка с ЧПУ или электроэрозионная обработка — это метод механической обработки с использованием станка для электроэрозионной обработки с числовым программным управлением для производства деталей с использованием тонкой пряди перегретой проволоки.
Как запрограммировать проводной электроэрозионный станок?
Электроэрозионный электроэрозионный станок запрограммирован, как и все станки с числовым программным управлением, с помощью программного обеспечения CAM. Программное обеспечение, такое как Mastercam, преобразует инструкции программиста в код, который управляет электроэрозионным станком для резки деталей в соответствии с точными спецификациями.
Как программное обеспечение помогает связать EDM?
Вы можете использовать программное обеспечение, такое как Mastercam, для управления электроэрозионными станками с ЧПУ. Используя программное обеспечение CAM, вы можете повысить точность, скорость и повторяемость по сравнению с программированием вручную.
Для чего используется электроэрозионная проволока?
Электроэрозионная обработка (EDM) использует электрически заряженную проволоку для удаления материала с заготовки. Проволочная электроэрозионная обработка используется для токопроводящих и очень твердых материалов, а также для обработки деталей с очень маленькими внутренними углами или деталей, требующих предельной точности.