Электрохимическое травление: Электрохимическое травление металла
alexxlab | 30.04.2023 | 0 | Разное
описание технологии, виды, инструкция по применению
Из этого материала вы узнаете:
- Описание технологии травления металла/li>
- Области применения травления металла
- Виды травления металла
- Основные растворы-травители металла
- Особенности травления печатных плат
- Способы и тонкости художественного травления металла
- Инструкция по электрохимическому травлению металла своими руками
- Техника безопасности при травлении металла
Травление металла – технология, с которой люди работают уже не одно тысячелетие. Благодаря ей в древности обрабатывали оружие, всевозможную утварь, предметы ритуальных церемоний, красивые украшения. Сегодня травление приходит на помощь как в промышленности, так и в домашних условиях. Если вы мастер, любящий все делать своими руками, то для начала вам нужно ознакомиться с основами и правилами этой процедуры, иначе вы можете лишь навредить себе: работа с разъедающими кислотами – очень опасное дело.
Наша статья поможет вам разобраться с технологией травления. Вы узнаете, каких видов оно бывает и какие растворы применяются. Также мы поделимся инструкцией по собственноручному проведению этой операции и памяткой по технике безопасности, чтобы вы ни в коем случае не подвергли опасности свое здоровье.
Описание технологии травления металла
Данная технология представляет собой удаление части поверхностного слоя изделия посредством проведения химической реакции.
Говоря о том, что такое травление металла, нужно понимать: при помощи растворов кислот, солей и щелочей изделия очищают от окалины, следов коррозии, окислов. Также данный подход необходим при дополнительной подготовке металлических деталей к соединению, нанесению покрытия, поскольку обеспечивает более качественное сцепление элементов, либо основы и защитного слоя. Стоит оговориться, что самым распространенным считается химическое травление металла, при котором заготовку погружают в ванну с химическими реактивами.
Прежде чем приступать к травлению, участки поверхности, которые должны остаться без изменений, защищают при помощи специального состава. После чего заготовка испытывает на себе воздействие кислой среды или окунается в электролит. Чем толще слой металла необходимо удалить, тем больше времени занимает обработка. Иногда прибегают к многослойному протравливанию, при котором работа ведется в несколько приемов.
Области применения травления металла
Сегодня метод травления металлов активно используется в промышленности, а именно он позволяет:
- удалить оксидную пленку с деталей из разных видов стали: углеродистой, низколегированной и высоколегированной, а также титана, алюминия;
- улучшить адгезию металла и, например, гальванического защитного покрытия;
- подготовить стальное изделие к цинкованию горячим методом;
- выполнить макроанализ нержавеющих сталей, чтобы выявить образование межкристаллитной коррозии;
- очистить маленькие детали, в том числе используемые в механизмах наручных часов;
- нанести на полупроводниковую микросхему или печатную плату медные токопроводящие дорожки в электронике;
- быстро удалить окислы с горячего металлопроката, деталей после термообработки;
- уменьшить толщину листов алюминия, чтобы снизить массу самолета в авиастроении;
- нанести изображения по необходимому трафарету на металлические изделия.

Виды травления металла
1. Способ химического травления металлов
При помощи данного подхода поверхности металлических деталей избавляют от следов коррозии, окалины, пленки оксидов. Метод позволяет обрабатывать:
- алюминий;
- титан и его сплавы;
- нержавеющие и жаропрочные стали;
- черные металлы.
Данная технология предполагает применение для травления металла серной кислоты либо азотной и соляной. Заготовки на некоторое время опускают в ванну с кислотным или щелочным раствором, соляным расплавом – продолжительность воздействия начинается от минуты и заканчивается двумя часами. Данный промежуток подбирается в соответствии с целым рядом характеристик.
В основе метода очистки лежит тот факт, что взаимодействие кислоты и металла сопровождается выделением водорода. Если говорить более подробно, кислота через мелкие дефекты поверхности попадает под оксидную пленку, где соприкасается с самой заготовкой.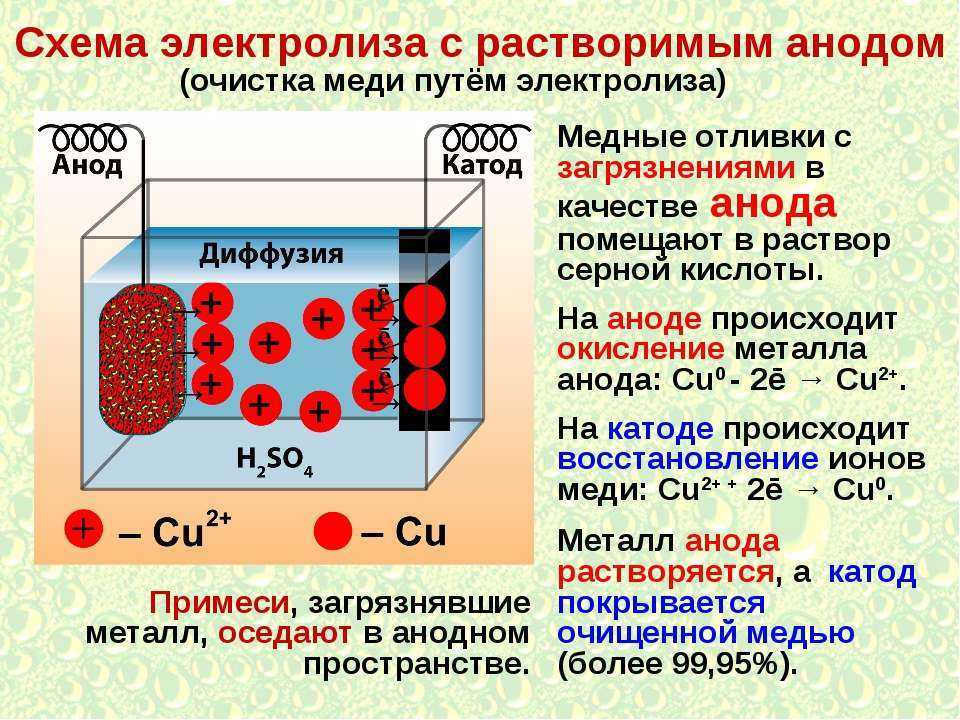
Однако кислота растворяет не только оксиды, но и сам металл, поэтому данный процесс на производстве предотвращают за счет коррозийных ингибиторов.
2. Травление при помощи электролитов
При помощи электролитического (гальванического) травления металлов осуществляют быструю очистку деталей, наносят гравировки и делают пазы. Для этого заготовку погружают в электролит на основе кислоты или соли. В результате изделие играет роль катода, то есть имеет отрицательный заряд, или анода – тогда его заряд положительный. По этому принципу выделяют две разновидности электролитического травления – катодное и анодное:
- Первое позволяет удалять окалину с углеродистых сталей после прокатки горячим методом, закалки в масле. Здесь используется свинцовый анод и электролит из раствора соляной, серной кислоты либо соли щелочного металла.
 Электролиз приводит к активному выделению газообразного водорода на катоде – именно он удаляет окалину с металла. Однако активное насыщение поверхности железа водородом делает изделие более хрупким, из-за чего данный метод не используют при работе с тонкостенными предметами.
Электролиз приводит к активному выделению газообразного водорода на катоде – именно он удаляет окалину с металла. Однако активное насыщение поверхности железа водородом делает изделие более хрупким, из-за чего данный метод не используют при работе с тонкостенными предметами. - Анодная очистка чаще других методов травления металла используется в машиностроении. Оксидная пленка удаляется с анода механическим способом при помощи кислорода, что сопровождается смешиванием молекул металла с электролитом. Последний состоит из раствора кислот или солей основного металла. Катод может быть из свинца, меди, прочих металлов. В итоге получается чистая шероховатая поверхность изделий, а весь лишний металл растворяется в электролите. Нужно понимать, что данная технология тоже чревата сокращением толщины заготовки и перетравливанием.
Если сравнивать химический метод с гальваническим, то второй требует меньше временных затрат и количества реагентов. Также при нем исключается использование едких кислот, а значит, не выделяются газы, которые отрицательно воздействуют на здоровье персонала.
После обработки остатки растворов нейтрализуют, ненадолго помещая изделие в раствор кальцинированной соды. В противном случае частицы солей, кислот могут вызвать появление ржавчины. Далее детали промывают холодной и горячей водой, после чего высушивают. В процессе хранения металл после травления не боится коррозии, однако чтобы не допустить окисления, рекомендуется сразу приступать к пайке.
Рекомендуем статьи по металлоконструкциям
- Способы соединения металлических изделий: обзор основных методов
- Чем отличаются металлы от неметаллов: физические и химические свойства
- Конструкционная сталь: особенности, классификация, сферы применения
3. Ионно-плазменное травление
Этот метод еще называют сухим, так как верхние слои металла удаляются посредством бомбардировки поверхности ионами инертных газов. Последние не вступают в химическую реакцию с молекулами основного материала. Таким образом удается наносить насечки, делать пазы с точностью до 10 нм, поэтому способ активно используется в микроэлектронике.
Таким образом удается наносить насечки, делать пазы с точностью до 10 нм, поэтому способ активно используется в микроэлектронике.
Технология плазмохимической обработки требует возбуждения плазмы в химически активной среде, что вызывает освобождение радикалов и ионов. Активные частицы попадают на поверхность изделия, провоцируя химическую реакцию, в результате которой формируются легкие соединения. Их удаляют из воздушной среды посредством вакуумных насосов.
Метод предполагает проведение реакции с использованием химически активного газа с большой реакционной способностью, такого как кислород – он взаимодействует в плазме газового разряда. Тогда как при описанном выше химическом травлении металла активный газ вступает в реакцию лишь с определенным видом молекул.
Основные растворы-травители металла
1. Углеродистые стали обрабатывают 8–20%-ным раствором серной или 10–20%-ным раствором соляной кислоты. Чтобы избежать дальнейшей хрупкости материала и снизить вероятность перетравливания, в состав вносят ингибиторы коррозии, такие как КС, ЧМ, УНИКОЛ.
2. Нержавеющую или жаропрочную сталь протравливают смесью из 12%-ной соляной, 12%-ной серной, 1%-ной азотной кислоты. При необходимости обработка осуществляется поэтапно. Тогда при помощи 20%-ной соляной кислоты разрыхляется окалина, после чего изделие окунают в 20–40%-ный раствор азотной кислоты, чтобы удалить загрязнения поверхности.
3. С нержавеющей стали толстый слой окалины, сформировавшийся в процессе производства, снимают 75–85%-ным раствором едкого натра в сочетании с 20–25%-ным азотнокислым натрием. Далее окислы удаляют травлением металла 15–20%-ной азотной кислотой.
4. Алюминий и его сплавы очищают от оксидной пленки, находящейся на поверхности заготовки, при помощи щелочных или кислотных растворов. Чаще всего применяют 10–20%-ную щелочь, все воздействие происходит при температуре +50…+80 °C в течение минимум двух минут. Иногда к щелочи добавляют хлористый и фтористый натрий, чтобы добиться большей равномерности травления.
5. Титан и сплавы на его основе очищают в несколько этапов после термической обработки. В первую очередь необходимо разрыхлить окалину в концентрированном едком натре, далее ее снимают в растворе из серной, азотной либо фтористоводородной кислоты. На заключительном этапе избавляются от оставшегося травильного шлама при помощи соляной или азотной кислоты с небольшим добавлением фтористоводородной кислоты.
6. Медь и ее сплавы обрабатывают при помощи перекиси водорода, хромовой кислоты и ряда солей, таких как:
- хлорид меди;
- хлорид железа;
- персульфат аммония.
Особенности травления печатных плат
В качестве основы для платы берется заготовка в виде листа текстолита, покрытого медной фольгой – она может быть с одной или обеих сторон. Задача состоит в том, чтобы по чертежу сформировать проводящие медные дорожки. Для этого на будущие дорожки наносят защитный лак, а весь остальной металл удаляют.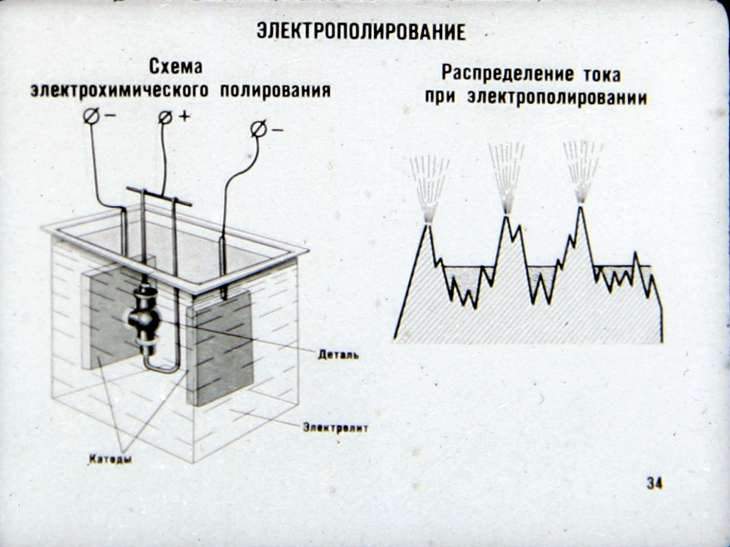
Травление металла в домашних условиях осуществляют такими методами:
- Хлорным железом. Его продают в магазине химических товаров либо реагент можно изготовить самому из соляной кислоты и железных опилок. Для травления металла хлорным железом необходимо дождаться, пока частицы металла растворятся, и хорошо перемешать получившийся состав.
- Азотной кислотой.
- Водным раствором серной кислоты в сочетании с перекисью водорода в таблетках.
- Медным купоросом, смешанным с горячей водой, хлоридом натрия. Способ травления металла медным купоросом считается наиболее безопасным, однако требует значительных временных затрат. Чтобы обработка не заняла несколько часов, в течение всей реакции необходимо поддерживать температуру состава не ниже +40 °C.
- Электролитическим методом. Для травления металла электролизом нужна диэлектрическая емкость, например, кювета для проявки фотографий.
 Ее наполняют раствором поваренной соли, куда погружают плату и медную фольгу. Последняя призвана играть роль катода в данном процессе.
Ее наполняют раствором поваренной соли, куда погружают плату и медную фольгу. Последняя призвана играть роль катода в данном процессе.
Когда протравливание завершено, плату промывают раствором соды, чтобы нейтрализовать кислоту.
Способы и тонкости художественного травления металла
Под художественным травлением металла понимают нанесение на стальное изделие рельефного рисунка или объемного изображения. Чаще всего этот подход применяют при работе со сталями высокой твердости, которые тяжело поддаются обработке инструментами для гравировки.
Таким образом можно украсить любое оружие, кованые, литые предметы. Мастера, занимающиеся изготовлением авторских охотничьих и бытовых ножей, редко обходятся в своей работе без травления металла. Наибольшей популярностью в этой сфере пользуются сцены охоты, арабская вязь, руны, геометрические узоры. Нередко травление дополняют воронением, за счет чего изображение приобретает синеватый, желтоватый или черный оттенок.
Художественную обработку методом травления рисунка на металле можно выполнять такими профессиональными способами: на поверхность эскиза наносят состав, вступающий в реакцию с протравой, либо оставляют изображение свободным, закрывая все промежутки. Далее используют кислоту, причем в первом случае получится малая рельефность рисунка, тогда как во втором рельеф будет сильно углублен.
Принято разделять методы художественного травления на гальванический и химический. Первый считается менее вредным и более эффективным. Немаловажно, что он не предполагает выделения ядовитых газов из раствора электролита, что неизбежно при химической обработке.
Во время химического травления на поверхность изделия, в соответствии с запланированным изображением, наносят кислотостойкий лак. Далее предмет погружают в травильную ванну на нужный отрезок времени, где реактив разъедает незащищенный металл, создавая углубленный рисунок.
Гальваническое травление требует использования ванн из изоляционных материалов и электролита. Для железа и стали это концентрированный раствор железного купороса, тогда как обработка латуни, меди и бронзы проводится медным купоросом. Помимо этого, нужна дистиллированная вода и источник постоянного тока напряжением 4–10 В. Заготовку фиксируют на штанге с «плюсовой» клеммой, теперь она будет играть роль анода, после чего ее опускают в электролитический раствор. К катоду присоединяют пластину из любого металла и подключают ток.
Для железа и стали это концентрированный раствор железного купороса, тогда как обработка латуни, меди и бронзы проводится медным купоросом. Помимо этого, нужна дистиллированная вода и источник постоянного тока напряжением 4–10 В. Заготовку фиксируют на штанге с «плюсовой» клеммой, теперь она будет играть роль анода, после чего ее опускают в электролитический раствор. К катоду присоединяют пластину из любого металла и подключают ток.
Еще один из способов предполагает, что изделие покрывают грунтовкой ГФ-021 или битумным лаком в качестве защитного слоя. Эти составы продаются в магазинах хозтоваров и автозапчастей.
Покрытию дают просохнуть, после чего тонким маркером либо гелевой ручкой рисуют контур будущего изображения – здесь можно прибегнуть к помощи опытного художника. Далее берут пруток из латуни или медную проволоку такого диаметра, чтобы удобно было держать в руке, и делают заостренную иглу. Острым концом процарапывают грунтовку по линиям изображения. Нужно понимать, что иглы из более твердых материалов способны испортить слой полировки на поверхности заготовки. Теперь можно оценить будущую рельефность изображения.
Нужно понимать, что иглы из более твердых материалов способны испортить слой полировки на поверхности заготовки. Теперь можно оценить будущую рельефность изображения.
Если требуется, чтобы участки рисунка имели различную глубину, допустим, для получения эффекта полутеней и контуров, травление поверхности металла осуществляют в несколько циклов. Во время работы важно следить за целостностью грунтовки. Поэтому перед нанесением рисунка рекомендуется потренироваться на другой поверхности – так вы будете уверены, что получится качественно выполнить работу.
Еще один вариант травления металла требует использования глянцевой бумаги. Также пригодится утюг, лазерный принтер и программа, в которой вы будете обрабатывать изображение. Подходящую картинку форматируют, то есть делают зеркальной, задают необходимые габариты, после чего распечатывают. Лист с изображением прикладывают к заготовке, накрывают бумагой и проглаживают. Остывшую глянцевую бумагу смывают струей воды, тогда как тонер остается на металле.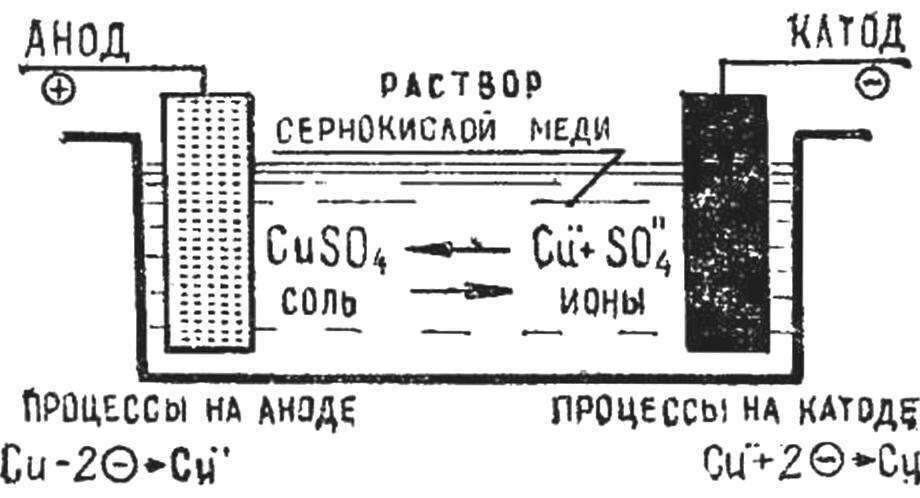 Данным методом переноса рисунка для травления металла нередко пользуются во время изготовления печатных плат. Его главным минусом является тот факт, что изображение получится перевести лишь на плоские заготовки.
Данным методом переноса рисунка для травления металла нередко пользуются во время изготовления печатных плат. Его главным минусом является тот факт, что изображение получится перевести лишь на плоские заготовки.
Также стоит помнить об одном нюансе: глянец плохо различим под водой, поэтому после его высыхания необходимо убедиться, не остался ли он на изделии, и проверить целостность всех поверхностей металла. Для этого подойдут различные вещества. Например, тыльную сторону можно замазать пластилином, поскольку он является прекрасным диэлектриком.
Инструкция по электрохимическому травлению металла своими руками
Электрохимическим травлением металла часто пользуются домашние мастера, ведь данный метод позволяет перенести любой рисунок. Для этого необходимо пройти такие этапы:
Подготовить поверхность изделия
- убрать с металла посторонние вкрапления, следы коррозии, окалину, грязь;
- протереть его ветошью и обезжирить растворителем.

Далее переходят к полировке. Иногда не удается добиться зеркальной гладкости – тогда поверхность зачищают наждачной бумагой строго в одном направлении.
Чтобы создать на металлической пластинке надпись или рисунок, нужно подготовить:
- емкость из стекла или пластика;
- поваренную соль;
- металлическую пластину;
- источник питания на 5–12 В;
- соединительные провода.
1. Отрезать от металлической пластины прямоугольный фрагмент, на котором вскоре появится надпись. В любом строительном магазине можно без труда найти пластинку толщиной 1-2 мм. Например, подойдет дешевая стальная проушина.
2. Зашкурить заготовку – для этого используют крупную наждачную бумагу, после чего переходят к мелкой. Должна получиться блестящая поверхность с множеством мелких царапин. Не стоит забывать о зачистке наждачкой краев и ребер пластины. Далее металл обезжиривают спиртом, растворителем либо промывают горячей водой с мылом, после чего запрещается притрагиваться к поверхностям жирными руками.
Далее металл обезжиривают спиртом, растворителем либо промывают горячей водой с мылом, после чего запрещается притрагиваться к поверхностям жирными руками.
3. Распечатать на лазерном принтере рисунок и перенести на заготовку посредством лазерно-утюжной технологии. Помните, что эскиз распечатывается в зеркальном отображении. Если в вашем распоряжении нет лазерного принтера, для нанесения рисунка подойдет лак для ногтей или несмываемый маркер. В результате закрашенная область останется без изменений, а незащищенный металл будет вытравлен.
4. Взять неметаллическую емкость, налить воду, насыпать соль. При травлении металла в солевом растворе концентрация последнего влияет на скорость работы: чем больше соли, тем быстрее вы добьетесь желаемого результата. Однако нужно понимать, что избыточная скорость опасна для защитного слоя лака или тонера, из-за чего рисунок получится низкого качества. Поэтому рекомендуется приготовить смесь из стакана воды и столовой ложки соли.
В емкости закрепляют анод, роль которого играет сама заготовка, и катод. В качестве последнего используется любой кусок металла, но чем больше его площадь, тем быстрее завершится травление.
Плюс от источника питания необходимо подсоединить к заготовке, а минус – в раствор. Чтобы добиться равномерного травления металла, лучше установить несколько минусовых контактов со всех сторон от обрабатываемого кусочка пластины.
В качестве источника тока подойдет компьютерный блок питания, а именно его линия на 12 В. Помните, что от напряжения зависит скорость травления. Либо можно воспользоваться зарядным устройством для мобильного – на его выходе 5 В, что вполне достаточно для запланированной процедуры. Напряжение выше 12 В чревато слишком быстрым протеканием процесса, из-за чего защитный слой лака отпадет, а раствор для травления металла наберет недопустимую температуру.
Итак, когда провода подключены, можно включать блок питания. Пузыри, которые сразу пойдут от катода, являются признаком того, что процесс запущен. Если пузыри исходят от заготовки, допущена ошибка при выборе полярности.
Пузыри, которые сразу пойдут от катода, являются признаком того, что процесс запущен. Если пузыри исходят от заготовки, допущена ошибка при выборе полярности.
За несколько минут обработки на поверхности раствора появится пена неприятного желто-зеленого оттенка. А через 30–40 минут после начала травления нужно отключить питание и достать пластину из раствора. Не стоит пугаться темного налета на поверхности металла, он является нормой.
5. Удалить налет, стереть тонер или лак, игравший роль трафарета для травления на металле, и повторно зашкурить металл, если в этом есть необходимость. Налет без труда можно смыть струей воды, для очищения от лака или тонера понадобится ацетон или жидкость для снятия лака. После этих процедур хорошо заметно, что получились рельефные буквы, а подвергшаяся травлению поверхность стала матовой.
Техника безопасности при травлении металла
Во время всех описанных выше работ нужно выполнять такие правила:
- Помещение должно быть обеспечено хорошей вентиляцией, желательно иметь вытяжной шкаф.

- Мастер обязан использовать средства индивидуальной защиты: резиновые перчатки, фартук, плотную спецодежду, респиратор, защитный щиток для лица.
- Запрещается располагать банки с кислотами и щелочами на полках и в шкафах, находящихся высоко.
- Кислоту наливают в воду, а не наоборот.
- Для работы с кислотой необходимо заранее приготовить раствор соды, при использовании щелочи – слабый уксусный раствор. С помощью этих составов обрабатывают кожу после попадания смеси для травления.
- Перед использованием гальванического метода травления металла необходимо проверить применяемое электрооборудование на предмет отсутствия механических повреждений, убедиться в целостности изоляции.
- Рядом должен находиться огнетушитель в рабочем состоянии.
Когда состав для травления металла попал на кожу, необходимо срочно промыть ее указанными выше растворами, чтобы нейтрализовать действие. Если кислота, щелочь забрызгала одежду, экипировку сразу снимают. В случае попадания травильного раствора на слизистые оболочки, важно как можно быстрее обратиться за медицинской помощью. Нужно понимать, что промедление угрожает здоровью и даже жизни мастера.
В случае попадания травильного раствора на слизистые оболочки, важно как можно быстрее обратиться за медицинской помощью. Нужно понимать, что промедление угрожает здоровью и даже жизни мастера.
Итак, теперь вы знаете о травлении металла и его разновидностях гораздо больше. Пусть наша статья поможет вам стать еще более компетентным и умелым специалистом в области обработки металлических изделий. Соблюдайте приведенные выше правила и создавайте красивые и функциональные вещи!
Электролитическое травление латуни – Электроформинг — ЖЖ
Эта статья целиком и полностью была переведена и составлена пользователем snipesp для ресурса , и размещена здесь с его разрешения.
Оригинальная статья на английском языке находится здесь . Автор оригинала – Jake von Slatt
Примеры работ со ссылками на ресурс Steampunker.ru
В статье про стимпанк-стратокастер (автор оригинала Jake von Slatt) была дана ссылка на описание процесса электролитического травления латуни.
Так как это описание довольно большое, я решил разделить его на две части:
1. Перенос тонера на латунную пластинку.
2. Сам процесс травления.
Меня часто спрашивают о толщине и типе латуни, используемой в моих работах, а так же где можно её достать. Я везунчик, потому что недалеко от меня есть специализированный магазин, где я покупаю большинство моих ресурсов. Использовал я 0,025 дюймовую (22ga) латунь и её сплавы (прим. пер.: 0,025 дюйма — это примерно 0,635 мм). В крайнем случае вы можете купить «дверные пластины для удара ногой» (прим. пер.: у нас еще не сильно распространено — в общем металлическая пластина, которая крепится к нижней части двери) в вашем ближайщем магазине, но вам придется счистить лак. Если не сможете найти магазин рядом, можно заказать по сети, но это самый дорогой способ.
Недавно я видел блокноты Mark Frauenfelder’a выпущенные в ограниченном количеств на BoingBoing и незамедлительно подумал об использовании процесса электролитического вытравливания латуни, с которым я экспериментировал, пытаясь сделать подобные блокноты для подарков в этом году.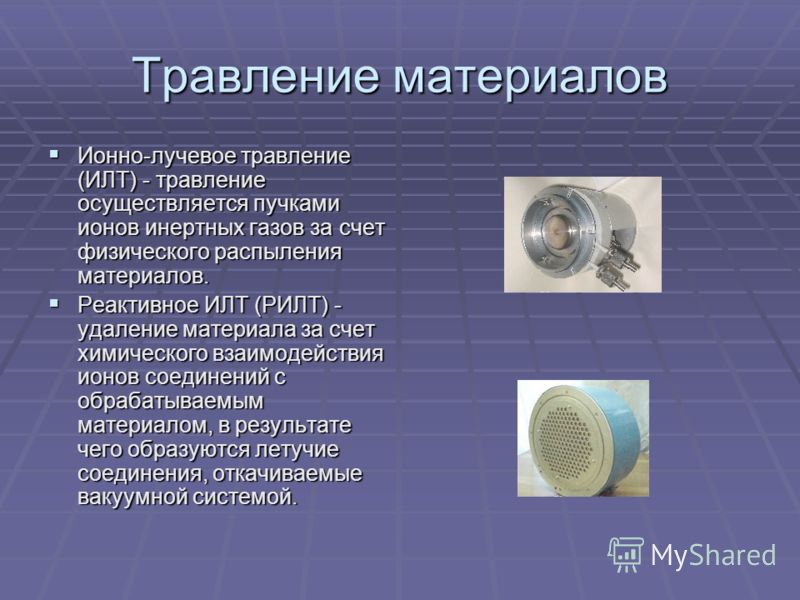
Как видим они получились довольно хорошо и двухвековая история Молескина придает проекту определенную причастность к стимпанку.
Эту технику я адаптировал для простого отпечатка картинок на пластинки латуни. Я говорю «отпечатка», но на самом деле я использую электро-химическое вытравливание латуни. Вот сам процесс:
Сначала мы используем лазерный принтер для распечатки негатива нашей картинки на лист «струйной» глянцевой фото бумаги. Да, я написал «струйная» бумага, это специальная бумага, используемая, как они говорят, в фармацевтическом бизнесе.
Далее чистим весь кусок латуни светлым скотчем (Scotch Brigh) и затем протираем алкоголем, пока окончательно не станет чистой. Необходимо несколько алкогольных зачисток, чтоб удалить всю грязь.
Далее мы используем утюг с максимальным накалом для того, чтобы тонер вплавить в латунную пластину. Надо сильно нажимать на утюг и чуть-чуть им вращать. Для дальнейшего прижима бумаги к латуни я использовал валик.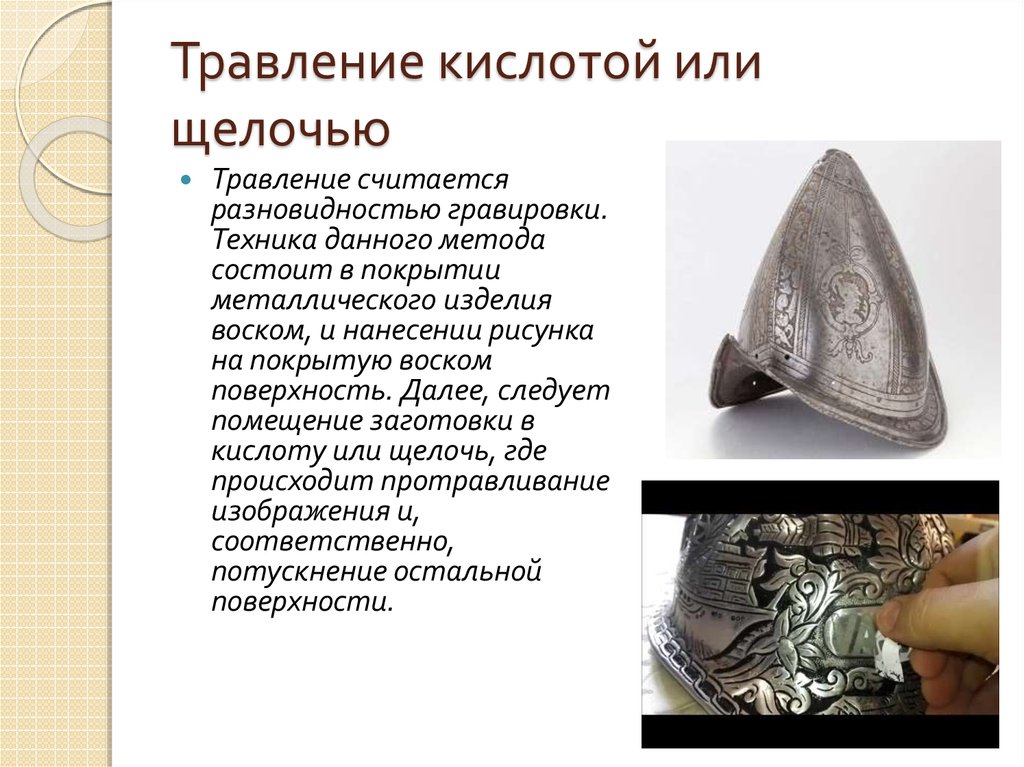 Всего на нагрев и прокатку уходит около двух минут.
Всего на нагрев и прокатку уходит около двух минут.
Если вы удостоверились, что тонер полностью расплавился на медь, бросьте пластины в лоток с горячей водой. Вода нужна, чтобы смягчить струйную фото бумагу, чтобы она могла быть счищена от застрявшего в латуни тонера.
На самом деле это метод, который был разработан для любителей электронных печатных плат. Пожалуйста, см. библиографию ниже для получения более подробной информации по этой части процесса.
После того, как пластина замачивалась в течение 5-10 минут, выньте её и осторожно попробуйте оторвать размягченные кусочки бумаги. После снятия одного слоя, верните пластинку в воду.
Как только вы снимите большую часть бумаги, можете воспользоваться жесткой щеткой, чтобы удалить остатки. Наша цель — чтоб ничего не осталось кроме латуни и тонера.
Теперь мы переходим к изящной технологии 19 века — гальваническому гравированию (Galvanic Etching). Вы можете быть знакомы с методикой гальванопокрытия, где металлический объект покрывается слоем из другого металла, после помещения его в ванну с металлом-источником (будет выступать ресурсом для покрывающего слоя), и пропускании тока через них.
Мы собираемся сделать в точности то же самое, за исключением того, что подключим нашу пластинку к аноду (+), поскольку стремимся удалить металл из неё. Этот метод был разработан в 19-м веке для создания гравюр и всё ещё используется сегодня. Опять же, см. библиографию в ресурсах.
Мои исследования показали, что для травления меди и цинка может быть использован медный купорос. Поскольку я хотел гравировать латунь, а латунь это сплав меди и цинка, медный купорос должен был быть правильным решением для данного проекта.
Я порылся в гараже и нашел этот контейнер «Root Kill», который по сути своей и есть медный купорос (прим пер.: на сколько я знаю, медный купорос у нас так и продается под видом медного купороса). Я смешал около фунта (453 грамма) «Root Kill» с водой, ниже есть фотка. Все это растворено поэтому я, вероятно, мог смешать немного в других пропорциях. Из информации с сайтов я выяснил, что чем более насыщенный раствор тем быстрее идет процесс гравирования.
Я сделал держатели для латунных пластинок из покрытого медью стержня в надежде, что олово не будет взаимодействовать со стержнем.
Рабочий фрагмент прикрепляем к аноду — плюс на аккумуляторе. Я использовал 12 в. 17 амп. свинцовый кислотный гелевый блок (12 volt 17 amp hour lead acid gel cell), но так же можно использовать и автомобильный аккумулятор, зарядное устройство или доработанный блок энергоснабжения ПК. В цепи может быть использована лампа, для ограничения проходящего через электролит тока, но я обнаружил, что для электролита, который я использую, и размера моей пластинки — это было не нужно. Кроме того, поскольку я хочу глубокий рисунок в латуни — мне не нужно нежничать с материалом.
Через минуту или около того ничего не происходило, хотя коричневатый остаток сформировался во время работы. Я снял лампочку с цепи и переставил пластинки поближе друг к другу. На этом расстоянии провод 16, который я использовал, начал греться, и я мог видеть уменьшение плотности горячей воды вокруг пластин в ванне. Я считают, что сила тока была примерно 10-20 амп. Было на удивление мало пузырьков.
Я считают, что сила тока была примерно 10-20 амп. Было на удивление мало пузырьков.
После перестановок процесс стал проходить быстрее. Я брал пластинку из ванны примерно каждые 15 минут и счищал коричневатый осадок. После, примерно, 45 минут в ванне я заметил, что тонер в некоторых местах отошел после очистки, поэтому я взял пластинку и хорошо её промыл. Я использовал очиститель от краски для удаления тонера, а в другом случае я использовал стальную щетку под проточной водой. С щеткой получилось так же хорошо.
Пластины готовы, я оцениваю толщину стравленной латуни примерно в 0.5мм. Материал удаляется последовательно и края, где был тонер, четкие и аккуратные.
Я покрыл пластинку черным грунтом, дал высохнуть, и использовал наждачную бумагу и светлый скотч для снятия грунтовки с верхних поверхностей. Наконец, я отполировал пластинки Noxon Metal Polish.
Вот кадр с готовой пластиной и распечатанным на лазерном принтере негативе, как вы можете видеть, изображение в латуни воспроизводится почти идеально.
Ниже приводится еще один вариант пластин, которые я сделал ранее. На фотографии можно увидеть, что внизу справа у меча отсутствует эфес. Это часть изображения была закрашена с использованием Sharpie (прим. пер.: фирма, выпускающая фломастеры и маркеры) и тушь, по всей видимости, не осталась на латуни. Тем не менее, на обратной стороне можно четко разглядеть разные двигатели Чарльза Баддаджа. Я пробовал перенести тонер с картинки, распечатанной на тонкой бумаге, но отказался от него, потому что слой тонера, остающийся на латуни, слишком тонкий.
Возможно, я вновь попробую эту технику, так как это довольно легко и быстро, и, несомненно, эффективно.
Предупреждение: некоторые этапы этого процесса опасны, и статья делает попытку рассмотреть их в деталях. Вместе с тем Greenart имеет обширную информацию об этом процессе. Я призываю всех, кто планирует заняться этим, пройти по ссылке, прочитать и понять информацию по использованию и технику безопасности. В частности, вы должны прочитать статью о процессе под названием Бордосское Травление (Bordeaux Etch), поскольку она рассказывает о необходимых мерах по надлежащей утилизации отработанного материала.
Дополнения к статье на англ.языке: Green, Cedric. Green Prints -Etching without Acid
Метки: – Галерея работ, Инструменты и приспособления, Ссылки, Технические идеи и наработки, Травление
Электрохимическая маркировка и травление – все, что вам нужно знать
Маркировка и травление | Среда, 14 октября 2020 г.
Электрохимическая маркировка и травление – простой и удобный способ маркировки/травления нержавеющей стали и других типов металлических поверхностей
Что такое электрохимическая маркировка и как она работает?
Электрохимическая маркировка представляет собой процесс, при котором поверхностей из проводящего металла маркируются и маркируются с помощью электрический ток и мягкие электролитические жидкости.
Но чем этот процесс отличается от других методов маркировки?
Каким образом постоянные являются результатами электрохимической маркировки и почему этот важен для промышленного производства и хобби?
Ответы на эти вопросы и другую важную информацию об электрохимическом процессе можно найти ниже.
Маркировка металлов и травление – есть ли разница?
Прежде чем сравнивать различные методы маркировки и оценивать их важность , мы должны сначала объяснить различие между некоторыми терминами, которые часто используются одновременно для описания этого процесса.
Такие термины, как «маркировка » и «травление» , часто используются взаимозаменяемо для описания двух аналогичных операций клеймения металлов.
Однако между этими двумя процессами есть небольшая, но существенная разница. Это следует учитывать при выборе подходящего оборудования для вашего приложения.
- Маркировка создает темный отпечаток на поверхности металла без изменения его верхнего слоя. Таким образом, потемнение цветового тона поверхности является единственным изменением, происходящим в результате этого процесса.
- Травление производит небольшой надрез на поверхности металла, а удаляет часть материала.
 Полученная метка имеет светлый/беловатый оттенок .
Полученная метка имеет светлый/беловатый оттенок .
Подробнее о разнице между электрохимической маркировкой и травлением читайте ЗДЕСЬ.
Почему важна постоянная маркировка металлических деталей и поверхностей?
Металлические детали и машины маркированы и выгравированы для прослеживаемости и расширенного клеймения . Сюда входят логотипы , QR-коды, серийные номера, даты и другая информация, относящаяся к промышленному производству.
Отслеживание и идентификация деталей также предписываются законом во все большем числе отраслей.
Металлическая маркировка также широко применяется в изготовление ножей, лепка и другие формы тонкого мастерства.
Если вы хотите узнать больше о важности электролитической маркировки в различных отраслях и секторах, мы рекомендуем нашу подробную статью ниже:
Применение электролитической маркировки и травления в различных отраслях промышленности – см. Где электрохимический процесс является наиболее подходящим
Где электрохимический процесс является наиболее подходящим
Методы и приемы маркировки/травления
Существует несколько различных методов маркировки и травления и методов, доступных профессионалам отрасли. Вот основные из них:
- ЛАЗЕРНАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Этот метод включает испускание сфокусированных световых лучей искусственно усиленных для получения желаемых результатов на металлической поверхности.
Машины для лазерной маркировки и травления различаются по размеру и типу — Волоконный, углекислотный (CO2) и ультрафиолетовый (УФ) — это лишь некоторые из вариантов.
Все они обеспечивают быстрые, четкие и стабильные результаты на металлических поверхностях. Тем не менее, вы также должны быть готовы к существенным капиталовложениям из-за высокой цены большинства качественных моделей.
- ТОЧЕЧНАЯ УГЛУБЛЕНИЕ (ИНГ) — это прежде всего процесс гравировки, выполняемый с помощью специального стилуса , который создает точечный узор/дизайн на поверхности металла.

Щуп управляется пневматически или электромеханически. Метод Dot Peen в основном применяется на более толстые металлические поверхности , где контакт со стилусом не вызовет деформации.
Этот метод позволяет получить постоянные отметки, но его не следует использовать там, где ожидаются четкие и точные результаты.
- МАРКИРОВКА ДЛЯ СТРУЙНОЙ ПЕЧИ
Струйная маркировка — это процесс печати , который создает полупостоянные метки на металлической поверхности.
Чернила под давлением наносятся на поверхность через специальные печатные сопла , которые контролируются и точно позиционируются для получения надлежащих результатов маркировки с точки зрения разрешения и размера .
В зависимости от качества струйные маркировочные машины обеспечивают быстрые и приятные результаты. Однако печатные знаки склонны к выцветанию и не так долговечны, как знаки, нанесенные другими способами.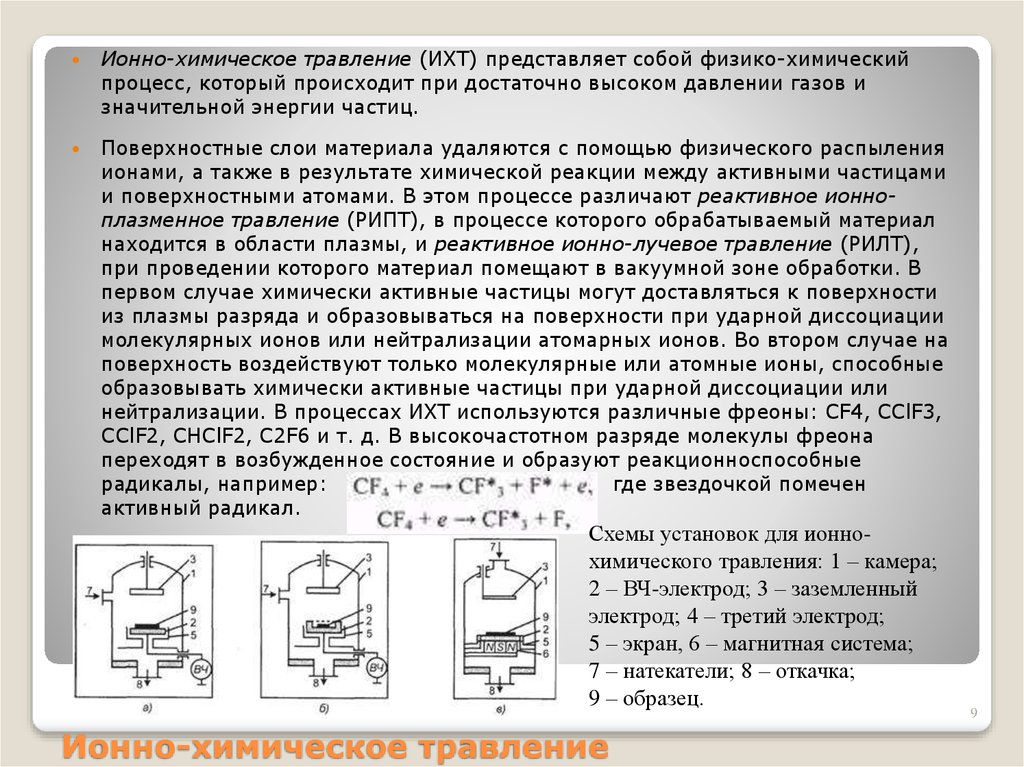
- ЭЛЕКТРОХИМИЧЕСКАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Электрохимическая маркировка и травление выполняются исключительно на проводящих металлических поверхностях.
Маркировочная головка используется для подачи слабого тока на металлическую поверхность через маркировочный трафарет/маску , пропитанную электролитной жидкостью .
Темная маркировка и белое травление Результаты достигаются за счет переключения между Переменный (AC) и Постоянный (DC) электрический ток, а также за счет использования соответствующих маркировочных трафаретов.
По сравнению с другими методами электролитическая маркировка/травление далеко более гибкий, чем , и в основном выполняется с помощью портативного и доступного оборудования .
Электрохимическая маркировка и травление особенно эффективны на поверхностях из нержавеющей стали .
Нержавеющая сталь широко используется в современной промышленности благодаря своим антикоррозийным свойствам и привлекательному внешнему виду. Детали машин, столовые приборы и кухонные приборы — это лишь некоторые из очевидных примеров.
Электролитическое травление и маркировка обеспечит быстрых и четких результатов для деталей из нержавеющей стали и готовых изделий. Искажение поверхности не происходит даже на очень тонких металлических пластинах.
Процесс электрохимической маркировки / травления
Травление / маркировка с помощью электрохимических машин чрезвычайно просты и состоят всего из нескольких коротких этапов:
- Печать трафаретов/шаблонов
- Подготовка поверхности (быстрая очистка)
- Нанесение жидкости и позиционирование трафарета
- Фактическая маркировка/травление с использованием электродной головки
- Нейтрализация поверхности после маркировки/травление
Как правильно выбрать оборудование для маркировки и травления?
При выборе оборудования для маркировки и травления необходимо учитывать несколько важных факторов:
- Портативность и использование оборудования.
 Вам потребуется портативная машина, которую можно легко перемещать и использовать на месте?
Вам потребуется портативная машина, которую можно легко перемещать и использовать на месте? - Тип материала — Вам нужно маркировать/травить только металл?
- Стоимость – Сколько денег вы готовы вложить в оборудование?
- Функциональность. Вам нужно травить, маркировать или и то, и другое?
- Качество. Желательны ли в вашей сфере деятельности результаты маркировки и травления с высоким разрешением?
- Скорость. Является ли скорость важным фактором для вашего производства?
Здесь представлен обзор различных типов оборудования для маркировки и травления с наиболее характерными характеристиками.
Станки для электромаркировки и травления идеально подходят для мастерских, где дополнительное рабочее пространство и повышенная гибкость абсолютно необходимы.
Портативный и легкий – электрохимические системы можно легко перемещать по территории мастерской и даже использовать на месте, где это необходимо.
Этот процесс обеспечивает быстрые, четкие результаты с высоким разрешением на проводящих металлических поверхностях, особенно на нержавеющей стали .
Рекомендуемое оборудование для электрохимической маркировки и травления
Маркировочные машины
Маркировочная и травильная машина MK12
MK12 — это легкая и портативная электрохимическая система, предназначенная для быстрой, безопасной и неразрушающей маркировки/травления металлов.
Машина весит всего 5,47 фунта и поставляется в практичном футляре для переноски, что идеально подходит для работы в пути.
MK12 отлично подходит для постоянной маркировки и травления логотипов, номеров моделей, кодов и названий на всех ваших металлических деталях и компонентах.
Cougartron MK612 машина для маркировки и травления
MK612 — это наша новая маркировочная машина, предназначенная для маркировки больших металлических поверхностей без потери однородности цвета.
Аппарат обеспечивает быстрых, однородных и стабильных результатов благодаря своей инновационной технологии переменного напряжения.
Базовый набор для травления Cougartron
Машины Cougartron зарекомендовали себя как быстрые и надежные системы для очистки и пассивации сварных швов.
Однако – с добавлением маркировочная головка и специальные расходные материалы – наши машины могут быть преобразованы в мощные маркировочные и травильные устройства .
Посмотрите, как это работает, в видео ниже:
ПРИМЕЧАНИЕ. Если у вас есть машина ProPlus, приобретенная до декабря 2019 г., вам потребуется использовать для маркировки специальный набор для травления ProPlus. Все новые устройства ProPlus (проданные после ноября 2019 г.) совместимы с базовым набором для травления.
Все компоненты базового набора для травления удобно упакован в узнаваемый футляр для переноски для работы на ходу.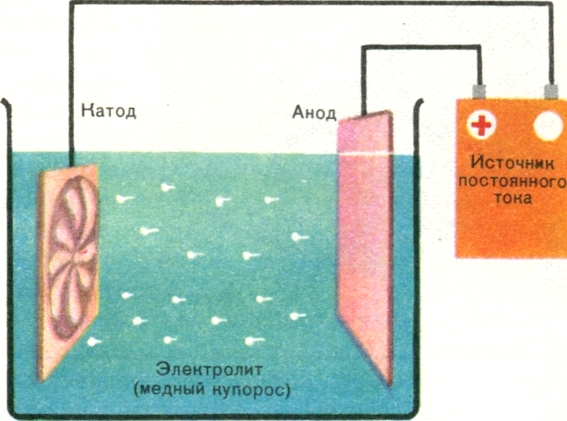
ПОСМОТРЕТЬ СОДЕРЖИМОЕ БАЗОВОГО НАБОРА ДЛЯ МАРКИРОВКИ/ТРАВЛЕНИЯ | ПОСМОТРЕТЬ НАШИ ОЧИСТИТЕЛИ СВАРНЫХ СВАРОК ЗДЕСЬ
Трафареты и принтеры для маркировки и травления
Термопринтер Cougartron SP100 с резаком
Принтер Sp100 дает пользователям возможность эффективно печатать одноразовые трафареты для маркировки и травления с помощью передовой технологии термопереноса. и программное обеспечение Nicelabel.
Термопринтер TTP-245C с установленным полным резаком
Этот высокопроизводительный термопринтер печатает этикетки шириной 4 дюйма со скоростью 6 дюймов в секунду.
Возможность подключения Ethernet и USB.
PT-D600VP Принтер этикеток Brother
PT-D600VP — это быстрый и надежный принтер для одноразовых нестандартных трафаретов размером 0,7–0,9 дюйма. Используйте полноцветный дисплей и удобное программное обеспечение, чтобы легко подготовить трафареты логотипа и QR-кода для ваших металлических деталей и компонентов.
Ручной принтер для печати этикеток Brother PT-H500
Brother PT-H500 — это практичный ручной принтер, предназначенный для изготовления этикеток и трафаретов для электрохимической маркировки и травления.
PT-800W Принтер для этикеток Brother
PT-800W печатает четкие трафареты с разрешением 360 точек на дюйм с удивительной скоростью 2,36 дюйма в секунду. Принтер оснащен удобным понятным ключевым словом для более эффективной работы.
USB и Wi-Fi подключение включены, так что вы можете печатать трафареты непосредственно с вашего ПК/ноутбука и смарт-устройств.
Многоразовые многоразовые трафареты
Трафареты для электрохимической маркировки/травления обычно утилизируются после однократного использования. Это связано с тем, что они содержат информацию, уникальную для металлической детали, на которой они используются. Серийный номер является лишь одним из примеров.
Однако, если вам необходимо нанести маркировку на сотни металлических деталей со стандартным дизайном и информацией, Cougartron может предоставить прочные трафареты, которые можно использовать до 2000 раз.
Трафареты высокого разрешения изготавливаются в соответствии с вашим индивидуальным дизайном и требованиями проекта.
Жидкости для маркировки/травления
Электролитные жидкости необходимы для четких результатов маркировки и травления с высоким разрешением.
Компания Cougartron разработала несколько растворов электролитов для различных типов металлических поверхностей . Мы также можем создать пользовательских формул жидкости для вашего применения.
- Маркировочная жидкость Cougartron CGT-S1 для нержавеющей стали
- Маркировочная жидкость Cougartron CGT-AL для алюминия
- Маркировочная жидкость Cougartron CGT-MS для низкоуглеродистой стали
- Маркировочная жидкость Cougartron CGT-BR для латуни
- Маркировочная жидкость Cougartron CGT-CO для меди и цинка
- Маркировочная жидкость Cougartron CGT-TI для титана
- Маркировочная жидкость Cougartron CGT-SA для нержавеющей стали и травления алюминия
- Маркировочная жидкость Cougartron CGT-NC для никеля
Нейтрализующая жидкость CGT-N5
Cougartron CGT-N5 удаляет все остатки кислоты после маркировки/травления и восстанавливает рН-нейтральность металлической поверхности.
CGT-N5 совместим со всеми нашими жидкостями для маркировки и травления и может использоваться на различных типах металлов.
Благодаря своей мощной формуле жидкость очень эффективна на матовой стали – она легко проникает в поры на поверхности и удаляет даже самые стойкие остатки кислоты.
ПОДРОБНЕЕ О НАШИХ МАРКИРОВОЧНЫХ ЖИДКОстях СМ. ЗДЕСЬ
Обзор
Металл Маркировка и Травление — это два тесно связанных процесса брендинга .
Маркировка оставляет темный отпечаток на металлической поверхности , а травление используется для удаления части верхнего металлического слоя и обнажает морозно-белую метку .
Как маркировка, так и травление широко используются в современной промышленности для надлежащего клеймения, идентификации и отслеживания металлических деталей и компонентов.
В настоящее время профессионалы используют несколько методов и приемов маркировки и травления.
Основные методы — лазерный, точечный, струйный и электрохимический — обеспечивают значительные преимущества для пользователя.
Особое внимание мы уделили нержавеющей стали – материалу, который широко используется в современной промышленности и строительстве благодаря своим эстетическим и антикоррозионным свойствам .
Электрохимический метод выделяется как наиболее гибкий. Он также предоставляет множество других преимуществ для профессионалов в области маркировки и травления:
- Портативное и недорогое оборудование
- Безупречные результаты на тонком и толстом листе
- Низкие капиталовложения
- Быстрый и простой процесс
- Четкие результаты с высоким разрешением
- Отлично подходит как для маркировки, так и для травления
- Исключительные результаты на поверхностях из нержавеющей стали
- Идеально подходит для небольших производственных площадей и мастерских
Как и в случае со всеми методами металлообработки, использование правильных инструментов имеет решающее значение для всего процесса.
Cougartron разработала линейку высокоэффективных 9Машины для маркировки и травления 0009 для безупречные результаты на нержавеющей стали и других металлических поверхностях.
Электрохимический травильный станок|Неагрессивные электролиты для травления
| Электрохимическое травление Техническое Инновация Electro-Chem Etch улучшенный три основные элементы: офорт, трафареты и антикоррозийные электролиты травления | Не подвержен коррозии Травление электролитов Компания Electro-Chem Etch потратила годы на исследования и разработку для создания неагрессивного офорт Электролит , чтобы гарантировать, что единственные метки , которые вы оставляете на своих продуктах, – это те, которые вы намереваетесь. | Предпочтительное решение для травления в аэрокосмической отрасли Электрохимическое травление является предпочтительным методом для маркировки металлических деталей в аэрокосмической промышленности.  Электрохимическое травление является отраслевым стандартом для
неагрессивные электролиты и системы травления. Электрохимическое травление является отраслевым стандартом для
неагрессивные электролиты и системы травления. |
Что такое электрохимическое травление?Какую пользу моя продукция может получить от этого типа маркировки?Электрохимическое травление — это быстрый, надежный и недорогой процесс нанесения постоянной маркировки на все токопроводящие материалы. Первоначально разработанный для удовлетворения потребностей аэрокосмической промышленности в точной и последовательной маркировке металлических деталей, процесс электрохимической маркировки расширился и теперь охватывает многие отрасли. Электрохимическое травление позволяет наносить постоянную маркировку на изделия, достигая глубины травления от 0,0001 дюйма до 0,010 дюйма даже на тонкостенных изделиях. Независимо от того, предназначена ли ваша маркировка для идентификации деталей, информации для клиентов или брендинга, компания Electro-Chem Etch предлагает универсальное и экономичное решение для травления без коррозии. Машины для электрохимического травления, антикоррозионные электролиты для травления и трафареты для травления от Electro Chem EtchЧем каждое устройство Electro Chem отличается от других систем электрохимической маркировки? Компания Electro-Chem Etch, удовлетворяя потребности наших клиентов, сделала нас новаторами в отрасли. Благодаря нашим достижениям, электрохимическая маркировка превратилась из непоследовательного способа маркировки металлов в последовательный метод маркировки без коррозии, обеспечивающий высококачественную маркировку, которая конкурирует или превосходит лазерную маркировку. Как мы это делаем? Маркировка металлов с помощью маркировочной машины Electro-Chem Etch означает постоянство вашей маркировки или травления . Консистенция определяется точным контролем плотности тока. Если ток непостоянен, устройство подает тот же ток для легенды из 4 символов, что и для 40 символов. Таким образом, большая легенда получает гораздо меньше травления. Отраслевые новаторы с первой малогабаритной установкойКомпания Electro-Chem Etch создала первую малогабаритную установку «Персонализатор плюс». За небольшую часть стоимости более крупного электрохимического травильного станка этот малогабаритный агрегат дает самодельному мастеру тот же метод маркировки для получения чистых и стабильных знаков качества, что и производители аэрокосмического или медицинского оборудования. Фототрафареты сделали гравировку металлов современной эпохой, но они могут быть дорогими и могут потребовать более длительного времени ожидания.
Собственная система трафаретов для электротравления SF 200. Большинство растворов электролитов, используемых для электрохимической маркировки, оставляют осадок, который делает металл очень восприимчивым к ржавчине, если его не очистить должным образом. Компания Electro Chem Etch разработала устойчивые к коррозии электролиты для травления, чтобы устранить эту проблему. Детали никогда не заржавеют при использовании электролитов Electro-Chem Etching. Сделай сам или позволь нам сделать это за тебя! С Electro-Chem Etch у вас есть выбор. Выберите электрохимический травильный станок для маркировки металлов или позвольте нам его предоставить
сервис для вас. В Южной Калифорнии многие аэрокосмические компании выбрали нас в качестве предпочтительного поставщика услуг как для безкоррозионного электролитического травления, так и для услуг по изготовлению фототрафаретов. | ||

 Каждая маркировочная машина Electro-Chem Etch работает с источником напряжения, управляемым SCR, с низким импедансом. Это означает, что выходная мощность регулируется электронным способом в зависимости от потребности, поддерживая постоянную плотность тока, что обеспечивает постоянство и профессиональную маркировку или гравировку независимо от размера условных обозначений.
Каждая маркировочная машина Electro-Chem Etch работает с источником напряжения, управляемым SCR, с низким импедансом. Это означает, что выходная мощность регулируется электронным способом в зависимости от потребности, поддерживая постоянную плотность тока, что обеспечивает постоянство и профессиональную маркировку или гравировку независимо от размера условных обозначений.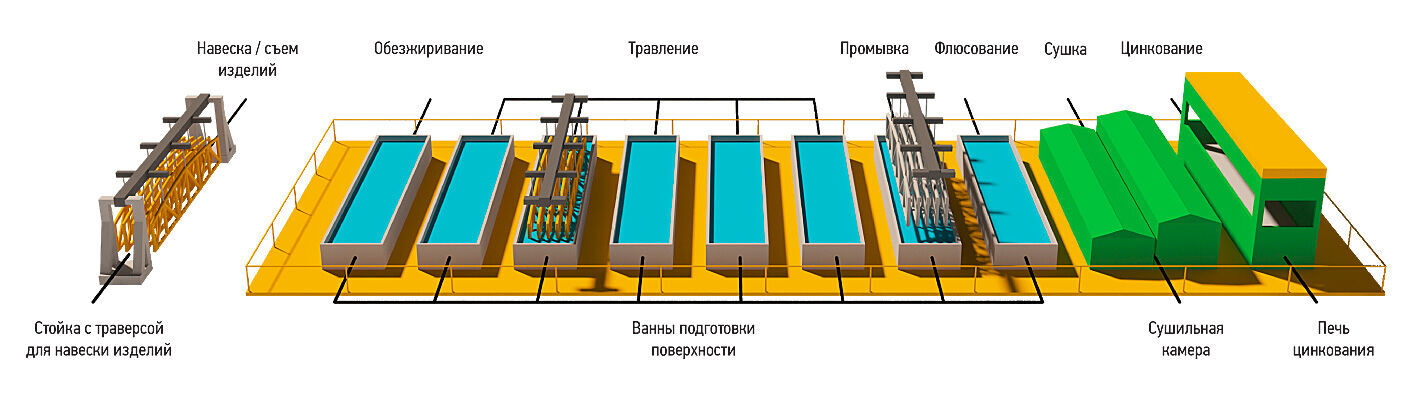 SF 200 позволяет использовать компьютер и лазерный принтер вместе с нашим материалом для трафаретов и проявочным раствором электролита для травления без ржавчины для создания трафаретов для электромаркировки на собственном предприятии.
SF 200 позволяет использовать компьютер и лазерный принтер вместе с нашим материалом для трафаретов и проявочным раствором электролита для травления без ржавчины для создания трафаретов для электромаркировки на собственном предприятии.