Электроискровой метод контроля: Электроискровой метод
alexxlab | 27.03.1988 | 0 | Разное
Электроискровой метод – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
| Электроискровой дефектоскоп КРОНА-2И. [1] |
Электроискровой метод основан на пробое воздушных промежутков между касающимся поверхности сухого изоляционного покрытия щупом или щеточным электродом, подключенным к одному полюсу источника высокого напряжения, и самим защищаемым объектом ( например, подземным резервуаром), подключенным к другому полюсу источника высокого напряжения непосредственно или через грунт при помощи заземлителя. На основе этого метода разработан ряд моделей электроискровых дефектоскопов. Так, на рис. 8.3 приведен общий вид электроискрового дефектоскопа КРОНА-2И, серийно изготовляемого АО ИНТРОСКОП и предназначенного для контроля эпоксидных, битумных, полимерных и эмалевых покрытий трубопроводов. Этот же прибор может быть использован для контроля защитных неэлектропроводящих покрытий других изделий любой конфигурации.
Электроискровой метод используют для обработки твердосплавных деталей в следующих операциях: вырезка заготовок необходимой cpqpMbi из твердосплавных пластин ( три отсутствии заготовок требуемого размера и формы), прошивка сквозных и глухих отверстий любой формы; плоское и круглое шлифование деталей из твердого сплава, вырезание нспрофилированным проволочным электродом; расточка проволочным электродом. [3]
Электроискровой метод является наиболее эффективным и удобным. [4]
Электроискровой метод используется для обнаружения нарушений сплошности диэлектрических защитных покрытий на электропроводящих ОК и для обнаружения сквозных пор и трещин в диэлектрических ОК. Электроискровой метод основывается на регистрации возникновения электрического пробоя в ОК или на его участке. [5]
Электроискровой метод основан на возникновении электрического разряда в месте нарушения сплошности. Применяют для контроля качества неэлектропроводящих защитных покрытий ( лакокрасочные, эмалиевые и другие изоляционные покрытия) на трубах и различных деталях из металла.
| Электроискровой дефектоскоп КРОНА-2И. [7] |
Электроискровой метод основан на пробое воздушных промежутков между касающимся поверхности сухого изоляционного покрытия щупом или щеточным электродом, подключенным к одному полюсу источника высокого напряжения, и самим защищаемым объектом ( например, подземным резервуаром), подключенным к другому полюсу источника высокого напряжения непосредственно или через грунт при помощи заземлителя. На основе этого метода разработан ряд моделей электроискровых дефектоскопов. Так, на рис. 8.3 приведен общий вид электроискрового дефектоскопа КРОНА-2И, серийно изготовляемого АО ИНТРОСКОП и предназначенного для контроля эпоксидных, битумных, полимерных и эмалевых покрытий трубопроводов. Этот же прибор может быть использован для контроля защитных неэлектропроводящих покрытий других изделий любой конфигурации. [8]
Электроискровой метод основан на разрушении металла в результате импульсного разряда между поверхностью обрабатываемой детали и электродом. [9]
[9]
Электроискровой метод является универсальным, надежным и производительным методом определения сплошности гуммиро-вочных покрытий. [10]
Электроискровой метод является основным, универсальным, самым надежным и производительным методом определения сплошности гуммировочных покоы-тий. [11]
Электроискровой метод дает точечную линию записи, полученную прожиганием ( пробиванием) искрой бумаги между двумя электродами, к которым подводится электрическое напряжение порядка 3000 – 5000 в. Этот метод не обеспечивает искробезопасности приборов, поэтому он редко применяется в автоматических показывающих и самопишущих приборах. [12]
| Схема обработки электроимпульсным методом. [13] |
Электроискровой метод применяют при обработке отверстий и пазов различных форм на деталях машин; при изготовлении штампов, пресс-форм, кокилей и твердосплавных фильер; при гравировальных работах; при изготовлении металлических порошков; при прошивании криволинейных отверстий; при извлечении сломанного инструмента из дорогих деталей; при обработке деталей из жаростойких, магнитных и нержавеющих сталей и сплавов; при упрочнении режущих лезвий инструмента и штампов. Область применения этого метода продолжает расширяться.
[14]
Область применения этого метода продолжает расширяться.
[14]
Электроискровой метод контроля основан на электроизоляционных свойствах пластмасс. Пластмассы относятся к материалам с высокими диэлектрическими показателями. Если поместить изделие из пластмассы в пространство между электродами, к которым приложена большая разность потенциалов ( 15 – 20 кВ), то в области дефекта в сварном соединении ( например, непровара, трещины, поры и др.) проскакивает искра. На рис. 86 приведена схема электроискрового дефектоскопа. Источником высокого напряжения ( 15 – 20 кВ) является индуктор 4, к которому подсоединены щупы-щетки /, сделанные из мягкой медной проволоки. Исследуемое сварное изделие 2 помещают между щупами-щетками. Когда при сканировании щуп проходит через дефектный участок, проскакивает искра и одновременно зажигается индикаторная неоновая лампа. Электроискровой метод может быть применим для контроля швов сварных соединений тонких пленок. Так как во всех электроискровых дефектоскопах используются электрические поля с высокой разностью потенциалов, то при контроле необходимо соблюдать максимальную осторожность.
Страницы: 1 2 3 4
Электрический контроль – где заказать услугу, цена
Электрический контроль – это один из методов неразрушающего контроля, который широко распространяется во многих сферах жизнедеятельности людей, включая промышленность, строительство и т.д. Система электрического поля базируется на фиксировании параметров электрического поля, которое находится в контакте с контролирующим объектом, либо возникающим в нем.
Электрический контроль также помогает диагностировать различные повреждения изоляционных объектов, которые могут быть как видимыми, так и скрытыми. Причин возникновения дефектов довольно много, и они периодически возникают, например, из-за качества материалов, нарушения качества транспортировки, неправильной эксплуатации.
Преимущества электрического контроля
У системы электрического контроля достаточно преимуществ, именно поэтому данный метод пользуется спросом среди клиентов. Перечислим основные достоинства:
Перечислим основные достоинства:
- Высокая результативность исследования.
- Своевременное выявление дефектов материала.
- Точное измерение толщины стенок покрытия, слоев.
- Определение механических и физических параметров.
- Удобство и простота работы с приборами системы электрического контроля.
Также стоит отметить, что при обнаружении повреждений изоляционных покрытий необходимо провести повторное исследование с помощью системы электрического контроля. Важным аспектом является проведение обязательного анализа возникновения дефектов, чтобы избежать данных ошибок в будущем.
Где заказать услугу электрического контроля?
Если вам необходимо воспользоваться услугой электрического контроля, то научно-исследовательская лаборатория технического центра «Веско» с радостью поможет вам в данном вопросе. Команда профессионалов на протяжении многих лет работает в разных городах России и выполняет исследования различной сложности. Все наши специалисты являются инженерами-дефектоскопистами II и III уровней. Сотрудники компании ответственно относятся к своей работе и используют индивидуальный подход к каждому клиенту в зависимости от его запросов.
Все наши специалисты являются инженерами-дефектоскопистами II и III уровней. Сотрудники компании ответственно относятся к своей работе и используют индивидуальный подход к каждому клиенту в зависимости от его запросов.
В компании используется только квалифицированный подход и современное высококачественное оборудование. Также система электрического контроля регламентируется стандартами ГОСТ, поэтому вы можете не сомневаться в безопасности и пользе проведенного метода.
Компания «Веско» всегда находится в поиске современных решений, поэтому вы всегда можете на нас положиться!
В основе электрических методов НК лежит регистрация и анализ параметров электрического поля, взаимодействующего с контролируемым объектом, либо возникающего в нём под внешним воздействием.
После исправления дефектов изоляционного покрытия должна быть проведена вторичная проверка
Электрический неразрушающий контроль позволяет решить следующие практические задачи:
- Определить глубину ранее выявленных другими методами НК наружных трещин на поверхности металла (применяется электропотенциальный метод).

- Измерить толщину покрытия изоляции проводников в электросистемах (используют электроемкостный и электроисковой методы).
- Обнаружить где находится место сквозного пробоя изоляции (электроискровой метод).
- Выявить трещины на поверхности изоляционных покрытий (эмаль по металлу, керамика) либо на изделиях, выполненных из неметаллических электроизоляционных материалов (электростатический метод).
- Установить соответствие объекта обследования требованиям нормативно-технической документации.
- Дать качественно-количественную оценку поверхностных и подповерхностных дефектов металла, определив степень их потенциальной опасности.
- Повысить уровень безопасности эксплуатации оборудования на промышленных объектах, отнесенных к категории особо опасных.
- Обеспечить безопасную эксплуатацию ответственных трубопроводов и предотвратить вероятные аварии.
- Своевременно выявить недопустимые дефекты конструкций на различных стадиях строительства зданий и сооружений.

Электрический контроль засыпанного трубопровода – это обнаружение сквозных дефектов изоляционного покрытия методом Пирсона с помощью прибора АНПИ.
ИНСТРУКЦИЯ ПО КОНТРОЛЮ СОСТОЯНИЯ ИЗОЛЯЦИИ ЗАКОНЧЕННЫХ СТРОИТЕЛЬСТВОМ УЧАСТКОВ ТРУБОПРОВОДОВ КАТОДНОЙ ПОЛЯРИЗАЦИЕЙ.
Контроль состояния изоляционного покрытия законченного строительством участка трубопровода методом катодной поляризации осуществляют после окончания изоляционно-укладочных работ (трубопровод засыпан грунтом).
Если в результате контроля изоляционного покрытия установлено его неудовлетворительное состояние, то необходимо найти место дефектов и повреждений в изоляции.
Поиск дефектов по всему участку в изоляционном покрытии ведут искателями повреждений ИП-60, ИП-74.
Ремонт изоляции выполняют силами строительной организации, после чего участок подвергают повторному испытанию катодной поляризацией.
Причины образования дефектов в изоляционном покрытии должны быть тщательно проанализированы с тем, чтобы при изоляционно-укладочных работах на следующих участках эти дефекты не были повторены.
По результатам проведения неразрушающего электрического контроля оформляется технический отчет.
Контроль лакокрасочных покрытий
Виды дефектов лакокрасочных покрытий
К возникновению дефектов лакокрасочного покрытия могут приводить различные причины – нарушение технологического процесса при окрашивании, несоблюдение температурного режима, неправильная обработка окрашиваемой поверхности и так далее. А на лакокрасочное покрытие автомобилей свое негативное воздействие оказывают еще и такие факторы, как камни, химические реагенты, да, в конце концов, просто экскременты птиц. В зависимости от всех этих факторов могут появляться ниже описанные дефекты.
Кожура апельсина или шагрень
На поверхности покрытия появляются углубления, сходные по виду с кожурой апельсина. Этот дефект мог возникнуть при несоблюдении температурного режима при окрашивании, либо при использовании покрасочных материалов неправильной консистенции (превышение вязкости), либо, если температура лакокрасочных материалов была ниже + 15. Для устранения необходимо произвести зачистку поверхности с дефектом при помощи абразивных инструментов, либо наждачной бумаги, а затем перекрасить, не нарушая технологический процесс, то есть температурный режим.
Этот дефект мог возникнуть при несоблюдении температурного режима при окрашивании, либо при использовании покрасочных материалов неправильной консистенции (превышение вязкости), либо, если температура лакокрасочных материалов была ниже + 15. Для устранения необходимо произвести зачистку поверхности с дефектом при помощи абразивных инструментов, либо наждачной бумаги, а затем перекрасить, не нарушая технологический процесс, то есть температурный режим.
Паутинка
Появление на окрашенной поверхности мелких трещин, похожих на паутину. В этом случае так же возможно нарушение температурного режима при просушивании, возможно, что сушка производилась при непосредственном воздействии солнечных лучей, а также при подготовке поверхности мог быть нарушен технологический процесс. Этот дефект устраняется так же при помощи наждачной бумаги с мелким зерном. Затем окрашивание производится снова. Не забудьте удалить пыль после шлифовки.
Появление кратеров
Наличие небольших отверстий, как от прокола иглой. Могло произойти нарушение технологии при подготовке поверхности к покраске. Возможно, что на поверхности остались мелкие посторонние частицы, например, пыль. Так же такой дефект может появиться, если при перемешивании краски на ее поверхности образовалась пена. Для устранения дефекта придется в местах появления кратеров полностью снимать лакокрасочное покрытие и наносить заново, убедившись в чистоте поверхности и в отсутствии пены на поверхности краски.
Могло произойти нарушение технологии при подготовке поверхности к покраске. Возможно, что на поверхности остались мелкие посторонние частицы, например, пыль. Так же такой дефект может появиться, если при перемешивании краски на ее поверхности образовалась пена. Для устранения дефекта придется в местах появления кратеров полностью снимать лакокрасочное покрытие и наносить заново, убедившись в чистоте поверхности и в отсутствии пены на поверхности краски.
Появление морщин
При высыхании становятся видны складки на окрашенной поверхности. Это может произойти при наложении слишком большого слоя лакокрасочного покрытия, либо, если работы по окрашиванию производились при ярком солнечном свете и окрашиваемая поверхность была сильно нагрета. Так же этот дефект может проявляться, если краска была недостаточно разбавлена. Для исправления этого дефекта убираем появившиеся морщины при помощи мелкозернистой наждачной бумаги, а затем заново наносим лакокрасочное покрытие. Не стоит забывать о толщине покрытия.
Не стоит забывать о толщине покрытия.
Образование наплывов
На вертикально окрашенной поверхности в процессе высыхания становятся видны волнообразные неровности. В этом случае, так же возможно нанесение чрезмерно большого слоя краски или краска была излишне разбавлена. Так же, при проведении работ при помощи распылителя, возможно нарушение технологического процесса – не правильно выбран угол окрашивания. Наплывы удаляются при помощи наждачной мелкозернистой бумаги, а затем наносится новый тонкий слой лакокрасочного покрытия.
Отслоение
Название дефекта говорит само за себя. Происходит отслоение верхнего слоя краски. И опять же скорее всего произошло нарушение технологического процесса – возможно краску наносили на неподготовленную поверхность с остатками другой краски или произошло не сочетание краски с предварительно нанесенной шпатлевкой. Устранение этого дефекта необходимо полностью удалить нанесенное покрытие и заново нанести шпатлевку (если необходимо), грунтование, а затем нанесение лакокрасочного покрытия.
Лак может помутнеть
Если поверхность покрывалась лаком, возможно появление еще и такого дефекта. Здесь тоже несколько вариантов образования этого дефекта – нарушение температурного режима при просушивании.
Проведение неразрушающего контроля исключительно на стадии ввода объекта в эксплуатацию с высокой долей вероятности может привести к дополнительным повышенным расходам на устранение опасных дефектов.
Лабораторный практикум – Стр 5
чтобы покрытие было прорезано ножом до металлической поверхности. В
случае отслаивания заводского покрытия толщиной 1,5-3,0 мм и более рекомендуется прорезать покрытие дополнительно (отступив от полосы с обеих сторон 2-3 мм) и удалить образовавшиеся две узкие полоски покрытия,
рисунок 7.4).
Рисунок 7.4 – Вырезание полоски покрытия для отслаивания
1.2. Ножом приподнимите конец вырезанной полосы покрытия и осторожно («подрезая» адгезив, если это необходимо) отслоите полоску от трубы длиной 4-5 см и закрепите в захвате прибора по подходящему варианту
(рисунок 7. 5). (При «подрезании» полоски покрытия нож следует держать с наклоном 45-60° к поверхности, стараясь не порезать пленку-основу покрытия или полиэтиленовый «несущий» слой).
5). (При «подрезании» полоски покрытия нож следует держать с наклоном 45-60° к поверхности, стараясь не порезать пленку-основу покрытия или полиэтиленовый «несущий» слой).
Рисунок 7.5 – Рекомендуемые схемы закрепления полосы покрытия в зажиме
1.3. Подсоединить зажим к крюку адгезиметра АМЦ 2-20/АМЦ 2-50
(рисунок 7.6).
41
Рисунок 7.6 – Внешний вид адгезиметра АМЦ 2-20/АМЦ 2-50
1.4.Включите адгезиметр нажатием кнопки «I/O». При этом прибором издает короткий звуковой сигнал и на табло появляется надпись «-Ад-»
(«Адгезиметр»).
1.5.Повторно нажмите кнопку «I/O». При этом прибор автоматически производит коррекцию нуля и на табло появляются «-000-». Прибор готов к измерениям.
1.6.Приложите (только за ручку!) к прибору тянущее усилие и начните отслаивать покрытие.
Примечание: Отслаивание следует производить равномерно, без рывков или остановок, с постоянной скоростью. Скорость отслаивания (Vomc) можно определить как частное от деления длины (в мм) отслоенного участка покрытия (L) на величину продолжительности (заданной ранее) отслаивания tn (в мин. ).
).
По достижении приложенного усилия равного по величине значению ПОР (порог срабатывания), которое Вами было задано ранее, то прибор издает непрерывный звуковой сигнал в течение (заданного ранее) времени to. По истечении времени ожидания (to)
адгезиметр приступает к накоплению поступающей информации (о приложенном усилии)
и ее статистической обработки, которая осуществляется в течение заданной продолжительности отслаивания (tn). Отсчет продолжительности отслаивания (tn)
начинается сразу после окончания звукового сигнала. Проводить отслаивание необходимо
42
до момента короткого щелчка прибора и появления на индикаторе минимального значения
усилия отслаивания. Это означает, что измерение закончено.
1.7. Запишите показания минимального значения усилия отслаивания в таблицу 7.1. При этом минимальное значение усилия сопровождается мерцанием курсора на нижнем горизонтальном сегменте в старшем знаке индикатора.
Таблица 7.1 – Форма записи результатов измерения адгезии ленточного покрытия
|
|
|
|
| Лакокра- | Битумное |
| Ленточное покрытие |
| сочное | |||
|
| покрытие | ||||
|
|
|
|
| покрытие | |
|
|
|
|
|
| |
|
|
|
|
|
|
|
| Среднеин- | Мини- | Ширина |
|
|
|
Номер | тегральное | мальное | отслаи- | Значение | Значение | Значение |
изме- | усилие | усилие от- | ваемой | адгезии, | адгезии, | адгезии, |
рения | отслаи- | слаивания, | полосы, | кгс/см | МПа | МПа |
| вания, кгс | кгс | см |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Среднее |
|
|
|
|
|
|
|
|
|
|
|
|
|
1. 8.Нажмите кнопку «>O<». При этом на индикаторе высвечивается среднеинтегральное значение усилия отслаивания покрытия (и мерцает средний сегмент в старшем разряде индикатора). Запишите среднеинтегральное усилие отслаивания в таблицу 7.1.
8.Нажмите кнопку «>O<». При этом на индикаторе высвечивается среднеинтегральное значение усилия отслаивания покрытия (и мерцает средний сегмент в старшем разряде индикатора). Запишите среднеинтегральное усилие отслаивания в таблицу 7.1.
1.9.Определите значение величины адгезионной прочности покрытия
(А) с учетом показаний прибора и ширины отслаиваемой полосы.
А = P/d, | (7.1) |
где Р – среднеинтегральное значение усилия отслаивания полосы
покрытия (кгс), d – ширина полосы (см).
43
Полученное значение запишите в таблицу 7.1.
1.10.Повторить выполненные измерения не менее 3 раз.
1.11.За значение адгезии защитного покрытия принимают среднее арифметическое трех измерений, вычисленное с погрешностью 0,1 Н/см (0,01
кгс/см).
1.12. Сделайте вывод о соответствии величины адгезии исследуемого ленточного покрытия требованиям действующей нормативной технической документации (ГОСТ Р 51164-98).
Часть 2. Определение адгезии лакокрасочного покрытия.
2.1.Подготовьте поверхность лакокрасочного покрытия к проведению испытаний. Очистите ее от влаги, пыли, грязи и пятен масла.
2.2.С помощью адгезива приклейте к поверхности лакокрасочного покрытия тестовый образец как показано на рисунке 7.7.
Рисунок 7.7 – Закрепление тестового образца на лакокрасочном покрытии
2.3. С помощью специального ножа аккуратно обрежьте лакокрасочное покрытие вокруг тестового образца до металла, тем самым отделив слой
44
лакокрасочного покрытия под тестовым образцом от остальной части покрытия.
2.4. С помощью маховика отверните показания шкалы адгезиметра
(рисунок 7.8) на «0» и надежно зафиксируйте прибор на тестовом образце.
Рисунок 7.8 – Механический адгезиметр Elcometer 106
2.6.Держа адгезиметр одной рукой, другой рукой медленно и равномерно поворачивайте маховик до момента отрыва тестового образца от поверхности пластины или до достижения максимального необходимого усилия.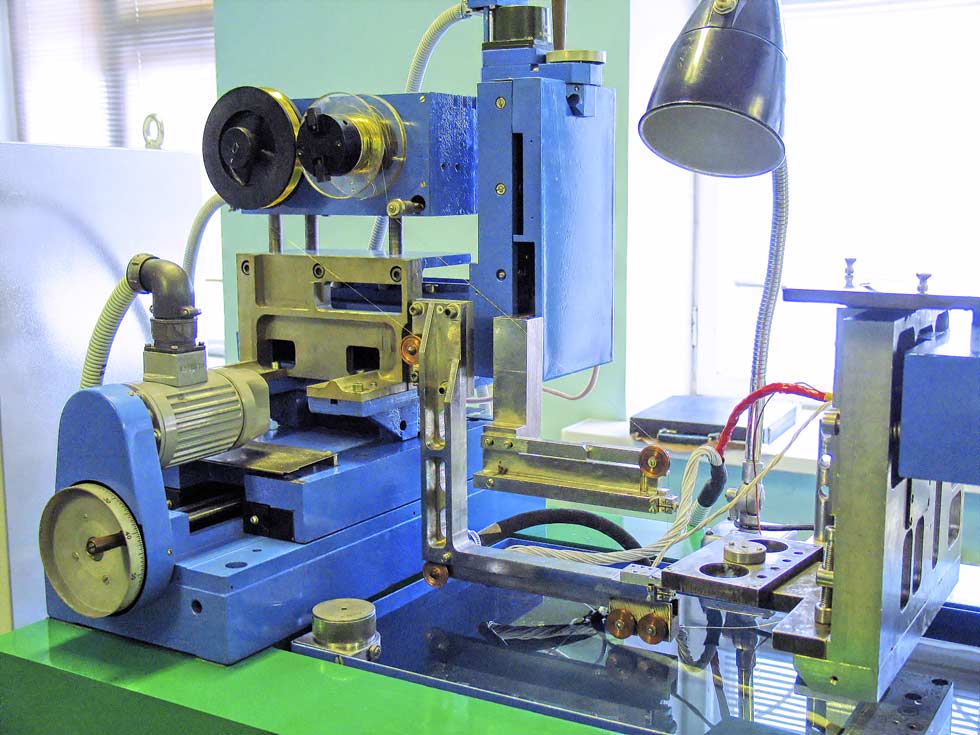
2.7.Считайте показания адгезиметра с индикатора прибора и запишите в таблицу 7.1.
2.8.Повторить выполненные измерения не менее 3 раз.
2.9.Сделать вывод о соответствии величины адгезии исследуемого лакокрасочного покрытия требованиям действующей нормативной
технической документации (ГОСТ Р 51164-98).
45
Часть 3. Определение адгезии битумных покрытий.
3.1. Сделайте надрез представленного образца битумного покрытия размером 10х10 мм до металла. Вокруг надреза расчистите площадку 2
размером 30х35 мм (снимите битумное покрытие) для сдвига образца покрытия 3 как показано на рисунке 7.9.
Рисунок 7.9 – Вырезание полоски покрытия для отслаивания
3.2. Установите прибор СМ-1 на защитное покрытие так, чтобы передняя грань ножа 12 находилась против торцевой плоскости вырезанного образца
(рисунок 7.10). Для этого поднимите вверх нож 12 с помощью вращения винта 15, затем нажмите на корпус прибора так, чтобы опорные ножи 17
вошли в защитное покрытие. Подведите нож 12 с помощью вращения винта 5
Подведите нож 12 с помощью вращения винта 5
до соприкосновения с торцевой плоскостью образца, вращением винта 15
опустите нож до металлической поверхности трубы.
3.3.Установите нуль на индикаторе 9 перед началом проведения испытания.
3.4.Вращением винт 5 добейтесь начала смещения битумного покрытия ножом 12 со скоростью деформации пружины 4 15 мм/мин. Вращайте винт 5
до тех пор, пока весь образец битумного покрытия площадью 1 см2 не будет
сдвинут.
46
3.5. Считайте установившиеся на индикаторе 9 показания прибора,
соответствующие величине сжатия пружины 4.
Рисунок 7.10 – Механический адгезиметр СМ-1
1 – корпус, 2 – ведущий шток, 3 – ведомый шток, 4 – тарированная пружина, 5 – винт, 6 – кронштейн, 7 – регулировочный винт, 8 – стопорная гайка, 9 – индикатор, 10 – чаша, 11
– стопорный винт, 12 – нож, 13 – шток, 14 – втулка, 15 – винт, 16 – передняя часть корпуса прибора, 17 – опорные ножи, 18 – верхняя съемная крышка прибора, 19 – шкала для пересчета
3. 6.По диаграмме ПИАП-1-3,5 шкалы 19 определите усилие сдвига битумного покрытия, соответствующее измеренной величине сжатия пружины 4. Полученные данные занесите в таблицу 7.1.
6.По диаграмме ПИАП-1-3,5 шкалы 19 определите усилие сдвига битумного покрытия, соответствующее измеренной величине сжатия пружины 4. Полученные данные занесите в таблицу 7.1.
3.7.Повторите выполненные измерения не менее 3 раз.
3.8.Сделать вывод о соответствии величины адгезии исследуемого битумного покрытия требованиям действующей нормативной технической документации (ГОСТ Р 51164-98).
47
Лабораторная работа №8
Определение сплошности изоляционного покрытия на трубе
Цель работы: ознакомиться с основными понятиями и принципом электроискровой дефектоскопии; экспериментальным путем выявить несплошности (дефекты) изоляционного покрытия образца трубопровода при помощи детектора микроотверстий.
Оборудование и материалы: 2-3 пластины или отрезка трубы с образцом нанесенного лакокрасочного покрытия с дефектами, детектор микроотверстий Elcometer 270/4.
Теоретическая часть
Контроль качества защитных изоляционных покрытий выполняют как в процессе строительства, так и при эксплуатации трубопроводов.
Эффективность защиты от коррозии и ее стоимость во многом зависят от правильного выбора типа покрытия, его свойств и качества нанесения. Чем хуже защитное покрытие, тем больше расходов на электрохимическую защиту, содержание и техническое обслуживание трубопровода.
Тщательный контроль за покрытием во время его нанесения и при последующих операциях с трубами является очень важным фактором для обеспечения высокого качества защиты. На каждой стадии изоляции и укладки трубопроводов необходим контроль изоляционного материала,
очистки поверхности трубопровода, толщины и сплошности нанесенного покрытия. Кроме того, следует выявлять места дефектов изоляционного покрытия трубопровода после укладки его в траншею и засыпки. Выявленные крупные дефекты изоляции необходимо устранить.
48
Сплошность защитных покрытий контролируют электроискровым методом неразрушающего контроля.
Электроискровой метод – это метод неразрушающего контроля,
основанный на регистрации возникновения электрического пробоя и изменений его параметров в окружающей среде или на участке контролируемого объекта (рисунок 8. 1). Данный метод относится к неэлектрическим методам неразрушающего контроля.
1). Данный метод относится к неэлектрическим методам неразрушающего контроля.
Рисунок 8.1 – Принципиальная схема работы искрового дефектоскопа.
1 – стенка трубопровода, 2 – изоляционное покрытие, 3 – щуп дефектоскопа (электрод), 4 – дефект в изоляции, 5 – искровой разряд
Для контроля сплошности защитных покрытий в нефтегазовой отрасли используют электроискровые дефектоскопы, реализующие электроискровой метод неразрушающего контроля.
Электроискровые дефектоскопы предназначены для контроля сплошности полимерных, эпоксидных, эмалевых и битумных защитных
(изоляционных) покрытий магистральных трубопроводов в процессе их строительства и эксплуатации, а также для контроля целостности изоляционного покрытия труб и других изделий в процессе их изготовления и
49
эксплуатации. Электроискровые дефектоскопы обеспечивают выявление локальных сквозных дефектов изоляционных покрытий трубопроводов.
Принцип работы электроискрового дефектоскопа основан на электрическом пробое воздушных промежутков между касающимся поверхности изоляционного покрытия трубопровода щупом, подключенным к одному полюсу источника высокого напряжения, и самим трубопроводом,
подключенным к другому полюсу указанного источника высокого напряжения непосредственно или через грунт при помощи заземлителя.
Величина электрического напряжения между щупом и трубопроводом устанавливается такой, чтобы обеспечивался электрический пробой воздушных промежутков в местах нарушения сплошности изоляционного покрытия трубопровода и исключался электрический пробой самого изоляционного покрытия.
На рисунке 8.2 представлен общий вид искрового дефектоскопа для контроля сплошности защитных покрытий, нанесенных на трубопровод.
Рисунок 8.2 – Общий вид искрового дефектоскопа
1 – блок электронный, 2 –трансформатор высоковольтный (ВТ-1), 3 – удлинитель щупа, 4
– держатель, 5 – щуп для сплошного контроля, 6 – заземлитель, 7 – штырь, 8 – магнит, 9 – щуп для локального контроля, 10 – зарядное устройство
50
Электрический неразрушающий контроль
Электрический неразрушающий контрольРостБизнесКонсалт
Профессиональная переподготовка
Повышение квалификации
Рабочие специальности
Специальная оценка условий труда
Повышение квалификацииБолее 2000 программ
Короткие сроки
Дистанционно
Выгодные цены
Профессиональная переподготовкаБолее 1000 программ
Короткие сроки
Дистанционно
Выгодные цены
Обучение по рабочим специальностямБолее 2000 программ
Короткие сроки
Дистанционно
Выгодные цены
Задать вопрос
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Электрический неразрушающий контроль базируется на учете характеристик электрического поля, которое взаимодействует с исследуемым объектом или возникает в нем вследствие внешнего воздействия. В местах обнаружения дефектов приборы фиксируют резкое ослабление напряжения, которое измеряется и анализируется с точки зрения параметров повреждения.
В зависимости от конкретных диагностических задач электрические методы контроля делятся на:
- электропотенциальный для контроля качества проводников;
- емкостной для контроля качества полупроводников и диэлектриков;
- термоэлектрический для контроль качества химического состава материала.
Также используются, но значительно менее распространены методы:
- электронной эмиссии;
- электроискровой;
-
электростатического порошка.

Электрический вид контроля позволяет осуществлять:
- анализ сплошности материалов;
- замеры толщины покрытий и слоев;
- сортировку металлов,
- обследования диэлектрических или полупроводниковых материалов.
На сегодняшний день по сравнению с другими методами неразрушающего контроля электрический контроль существенно уступает по популярности и применяемости в силу его весомых недостатков:
- методика исследования предполагает обязательный контакт с объектом контроля;
- на качество результатов влияют погодные условия и окружающая среда, а также предварительная подготовка поверхности, к которой предъявляются повышенные требования;
- трудоемкий исследовательский процесс, который на всех этапах зависит от работы контролера и затрудняет автоматизацию.
Нормативные требования по проведению электрической дефектоскопии установлены в госстандарте «ГОСТ 25315-82. Контроль неразрушающий электрический. Термины и определения», и следование ему в процессе исследования строго обязательно.
Контроль неразрушающий электрический. Термины и определения», и следование ему в процессе исследования строго обязательно.
Тем не менее электрический как и любой другой метод НК требует от специалиста кроме знания регламента и актуальных нормативов наличие действующей аттестации, которую необходимо обновлять каждые 3 года.
Аттестация предполагает сдачу нескольких экзаменов на знание:
- общих основ контроля и проведения измерений в рамках НК;
- практических методик и умения их применять;
Поскольку аттестация имеет силу только при наличии документа, подтверждающего знание требований безопасности, экзаменуемый также сдает и соответствующий экзамен.
Тем, кому требуется быстро и без осложнений получить удостоверение установленного образца на право проведения неразрушающего контроля электрическим методом, компания «РостБизнесКонсалт» предлагает пройти дистанционный курс подготовки к экзаменам, в рамках которого слушатели самостоятельно в любое удобное время могут изучать темы. Курс разработан квалифицированными преподавателями и специалистами в области неразрушающего контроля, поэтому все получаемые знания являются актуальными и в полной мере раскрывают задачи курса. Результаты итогового тестирования учитываются независимой аттестационной комиссией в качестве квалификационных экзаменов.
Мы гарантируем, что благодаря качеству нашего обучения все слушатели подготовительного курса смогут в короткие сроки получить удостоверение установленного образца по неразрушающему контролю электрическим методом.
Чтобы узнать детали или записаться на курс, позвоните по телефону 8-800-333-9676 или заполните форму на нашем сайте.
Источник: https://rostbk.com/o-kompanii/stati/elektricheskiy-nerazrushayushiy-kontrol/
Оформите заявку сейчас
Мы ответим на все вопросы и предложим выгодную цену!
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Нам доверяют
Все компании
Отзывы и благодарности
Все отзывы
Поиск по сайту:
- О компании
- Наши клиенты
- Способы оплаты
- Доставка документов
- Гарантии
- Часто задаваемые вопросы
- Новости
- Статьи
- СМИ о нас
- Отзывы
- Видеоотзывы
- Карьера в РБК
- Контакты
Вся Россия
8 800 333-96-76Звонок по России бесплатно
Телефон
Ваше имя
Время В любое время08:00 – 09:0009:00 – 10:0010:00 – 11:0011:00 – 12:0012:00 – 13:0013:00 – 14:0014:00 – 15:0015:00 – 16:0016:00 – 17:0017:00 – 18:00
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
- А
- Абакан
- Анадырь
- Ангарск
- Архангельск
- Астрахань
- Б
- Балашиха
- Барнаул
- Белгород
- Бийск
- Брянск
- В
- Владивосток
- Владимир
- Волгоград
- Воронеж
- Е
- Екатеринбург
- И
- Иваново
- Ижевск
- Иркутск
- К
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Краснодар
- Красноярск
- Курск
- Л
- Липецк
- М
- Магадан
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Н
- Набережные Челны
- Нижний Новгород
- Нижний Тагил
- Новокузнецк
- Новороссийск
- Новосибирск
- Новый Уренгой
- Ноябрьск
- О
- Омск
- Орел
- Оренбург
- П
- Пенза
- Пермь
- Петропавловск-Камчатский
- Р
- Ростов-на-Дону
- Рязань
- С
- Самара
- Санкт-Петербург
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Т
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- У
- Улан-Удэ
- Ульяновск
- Уфа
- Х
- Хабаровск
- Ханты-Мансийск
- Ч
- Чебоксары
- Челябинск
- Чита
- Ю
- Южно-Сахалинск
- Я
- Якутск
- Ярославль
Нет моего региона (Будут отображаться контакты головного офиса)
× Мы используем файлы cookie, чтобы улучшить работу и повысить эффективность сайта.
Продолжая пользование данным сайтом, вы соглашаетесь с использованием файлов cookie.
Страница не найдена
Страница не найдена
|
|
Назначение методов контроля
Неразрушающий контроль (НК)
Визуальный и измерительный контроль (ВИК)
Ультразвуковой контроль (УК)
Капиллярный контроль (ПВК)
Магнитный неразрушающий контроль (МК)
Радиационные методы контроля (РК)
Тепловой контроль (ТК)
Течеискание (ПВТ)
Вибрационная диагностика (ВД)
Электрический контроль (ЭК)
Акустико эмиссионный метод (АЭ)
Вихретоковый контроль (ВК)
НК
Неразрушающий контроль (НК) — контроль надежности и основных рабочих свойств и параметров объекта или отдельных его элементов или узлов, не требующий выведение объекта из работы либо его демонтажа.
Неразрушающий контроль также называется оценкой надёжности неразрушающими методами или проверкой без разрушения изделия. НК особенно важен при создании и эксплуатации жизненно важных изделий, компонентов и конструкций. Для выявления различных изъянов, таких как разъедание, ржавление, растрескивание.
ВИК
Визуальный и измерительный контроль считается весьма эффективным и удобным способом выявления самых различных дефектов. Именно с визуального осмотра обычно начинаются все мероприятия по неразрушающему контролю. Данный вид контроля проводится как с использованием специальных приспособлений так и без них. Визуальный метод контроля в частности доказал свою высочайшую эффективность при контроле качества основного металла, сварных швов, соединений и наплавок – как в процессе подготовки и проведения сварки, так и при исправлении выявленных дефектов.
По сравнению со многими другими методами визуальный контроль легко применим и относительно недорог. На практике доказано, что этот метод контроля является надежным источником максимально точной информации о соответствии сварных изделий необходимым техническим условиям. От других видов неразрушающего контроля визуально оптический контроль отличается границами спектральной области ЭМИ (электромагнитное излучение), используемого для получения информации об объекте. Он может проводится с использованием даже простейших измерительных средств. Естественно, очень многое здесь зависит от целей, задач и условий измерения (в ряде случаев необходимо использование довольно сложных средств визуального контроля в сочетании с высоким уровнем квалификации специалиста, который его проводит). Кроме того, визуально измерительный контроль является таким же надежным видом контроля, как ультразвуковой и радиационный. Разумеется, для эффективного выявления дефектов нужно уметь выбрать правильный подход и разработать соответствующую методику контроля.
На практике доказано, что этот метод контроля является надежным источником максимально точной информации о соответствии сварных изделий необходимым техническим условиям. От других видов неразрушающего контроля визуально оптический контроль отличается границами спектральной области ЭМИ (электромагнитное излучение), используемого для получения информации об объекте. Он может проводится с использованием даже простейших измерительных средств. Естественно, очень многое здесь зависит от целей, задач и условий измерения (в ряде случаев необходимо использование довольно сложных средств визуального контроля в сочетании с высоким уровнем квалификации специалиста, который его проводит). Кроме того, визуально измерительный контроль является таким же надежным видом контроля, как ультразвуковой и радиационный. Разумеется, для эффективного выявления дефектов нужно уметь выбрать правильный подход и разработать соответствующую методику контроля.
Недостатком ВИК является человеческий фактор (физическое и эмоциональное состояние контролера, утомляемость и т. д.)
д.)
УК
Ультразвуковой контроль сварных соединений является эффективным способом выявления дефектов сварных швов и металлических изделий, залегающих на глубинах от 1-2 миллиметров до 6-10 метров. Данный метод позволяет выполнять весь комплекс работ по ультразвуковой диагностике сварных соединений и сокращает затраты на проведение экспертизы.
Ультразвуковой контроль позволяет осуществлять диагностику качества сварных соединений, контроль металлов, литых заготовок, стального литья и многого другого.
Ультразвуковой контроль позволяет выявлять и документировать участки повышенного содержания дефектов, классифицируя их по типам и размерам. Для разных типов сварных соединений применяются соответствующие методики ультразвукового контроля. При ультразвуковом контроле сварных соединений применяются эхо-импульсный, теневой или эхо-теневой методы УЗК. Способ ультразвукового контроля сварного соединения устанавливается в технической документации.
Ультразвуковой контроль сварных соединений позволяет провести полную диагностику сварных соединений без использования дорогостоящих методов неразрушающего контроля качества сварных швов.
ПВК
Капиллярная дефектоскопия – метод дефектоскопии, основанный на проникновении определенных жидких веществ в поверхностные дефекты изделия под действием капиллярного давления, в результате чего повышается свето- и цветоконтрастность дефектного участка относительно неповрежденного.
Капиллярный контроль предназначен для выявления невидимых или слабо видимых невооруженным глазом поверхностных и сквозных дефектов (трещины, поры, раковины, непровары, межкристаллическая коррозия, свищи и т.д.) в объектах контроля, определения их расположения, протяженности и ориентации по поверхности.
Различают люминесцентный и цветной методы капиллярной дефектоскопии.
В большинстве случаев по техническим требованиям необходимо выявлять настолько малые дефекты, что заметить их при визуальном контроле невооруженным глазом практически невозможно. Применение же оптических измерительных приборов, например лупы или микроскопа, не позволяет выявить поверхностные дефекты из-за недостаточной контрастности изображения дефекта на фоне металла и малого поля зрения при больших увеличениях. В таких случаях применяют капиллярный метод контроля.
Применение же оптических измерительных приборов, например лупы или микроскопа, не позволяет выявить поверхностные дефекты из-за недостаточной контрастности изображения дефекта на фоне металла и малого поля зрения при больших увеличениях. В таких случаях применяют капиллярный метод контроля.
При капиллярном контроле индикаторные жидкости проникают в полости поверхностных и сквозных несплошностей материала объектов контроля, и образующиеся индикаторные следы регистрируются визуальным способом или с помощью преобразователя.
МК
Магнитные методы неразрушающего контроля применяют для выявления дефектов в деталях, изготовленных из ферромагнитных материалов (сталь, чугун), т. е. материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего магнитного поля.
Магнитный неразрушающий контроль основан на выявлении различными способами магнитных полей рассеяния, возникающих над дефектами, или на определении и оценке магнитных свойств объекта контроля.
Магнитопорошковый метод основан на выявлении магнитных полей рассеяния, возникающих над дефектами в детали при ее намагничивании, с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии . Этот метод среди других методов магнитного контроля нашел наибольшее применение. Примерно 80 % всех подлежащих контролю деталей из ферромагнитных материалов проверяется именно этим методом. Высокая чувствительность, универсальность, относительно низкая трудоемкость контроля и простота – все это обеспечило ему широкое применение в промышленности вообще и на транспорте в частности. Основным недостатком данного метода является сложность его автоматизации.
РК
Радиационные методы контроля основаны на регистрации и анализе ионизирующего излучения при его взаимодействии с контролируемым изделием. Наиболее часто применяются методы контроля прошедшим излучением, основанные на различном поглощении ионизирующих излучений при прохождении через дефект и бездефектный участок сварного соединения. Интенсивность прошедшего излучения будет больше на участках меньшей толщины или меньшей плотности, в частности в местах дефектов – несплошностей или неметаллических включений.
Интенсивность прошедшего излучения будет больше на участках меньшей толщины или меньшей плотности, в частности в местах дефектов – несплошностей или неметаллических включений.
Методы радиационного контроля классифицируются прежде всего по виду (и источнику) ионизирующего излучения и по виду детектора ионизирующего изучения.
Ионизирующим называют изучение, взаимодействие которого со средой приводит к образованию электрических зарядов. Так как ионизирующее излучение, состоящее из заряженных частиц, имеет малую проникающую способность, то для радиационного контроля сварных соединений обычно используют излучение фотонов или нейтронов. Наиболее широко используется рентгеновское излучение (Х-лучи). Это фотонное излучение с длиной волны 6х10-13…1х10-9 м. Имея ту же природу, что и видимый свет, но меньшую длину волны (у видимого света 4…7 х 10-7 м), рентгеновское излучение обладает высокой проникающей способностью и может проходить через достаточно большие толщины конструкционных материалов. При взаимодействии с материалом контролируемого изделия интенсивность рентгеновского излучения уменьшается, что и используется при контроле. Рентгеновское излучение обеспечивает наибольшую чувствительность контроля.
При взаимодействии с материалом контролируемого изделия интенсивность рентгеновского излучения уменьшается, что и используется при контроле. Рентгеновское излучение обеспечивает наибольшую чувствительность контроля.
Получают рентгеновское излучение в рентгеновских трубках. Испускаемые с накаленного катода электроны под действием высокого напряжения разгоняются в герметичном баллоне, из которого откачан воздух, и попадают на анод. При торможении электронов на аноде их энергия выделяется в виде фотонов различной длины волны, в том числе и рентгеновских. Чем больше ускоряющее напряжение, тем больше энергия образующихся фотонов и их проникающая способность.
К недостаткам радиационных методов необходимо прежде всего отнести вредность для человека, в связи с чем требуются специальные меры радиационной безопасности: экранирование, увеличение расстояния от источника излучения и ограничение времени пребывания оператора в опасной зоне. Кроме того, радиационными методами плохо выявляются несплошности малого раскрытия (трещины, непровары), расположенные под углом более 7. .. 12° к направлению просвечивания, метод малоэффективен для угловых швов.
.. 12° к направлению просвечивания, метод малоэффективен для угловых швов.
ТК
Тепловой контроль основан на измерении, мониторинге и анализе температуры контролируемых объектов. Основным условием применения теплового контроля является наличие в контролируемом объекте тепловых потоков. Процесс передачи тепловой энергии, выделение или поглощение тепла в объекте приводит к тому, что его температура изменяется относительно окружающей среды. Распределение температуры по поверхности объекта является основным параметром в тепловом методе, так как несет информацию об особенностях процесса теплопередачи, режиме работы объекта, его внутренней структуре и наличии скрытых внутренних дефектов. Тепловые потоки в контролируемом объекте могут возникать по различным причинам. Тепловизионная техническая диагностика получила широкое распространение в энергетике, строительстве и промышленности. Основное преимущество метода — контроль объектов без вывода из эксплуатации и без какого-либо воздействия на них. Очевидно, что успешному внедрению теплового метода контроля способствует развитие средств измерений, в основном тепловизионной техники.
Очевидно, что успешному внедрению теплового метода контроля способствует развитие средств измерений, в основном тепловизионной техники.
Применение тепловизоров не ограничивается задачами неразрушающего контроля. Этот замечательный инструмент для визуализации тепловых полей и дистанционного измерения температуры нашел применение в военной технике, навигации, медицине, системах безопасности и охраны, противопожарном деле, экологии.
ПВТ
Течеискание – процесс обнаружения течей.
Стандартизация методов течеискания сегодня отвечает не только формальной необходимости выработки и применения наиболее правильных способов и приёмов контроля герметичности изделий, установок, систем, но и становится практически необходимым мероприятием в связи с рядом обстоятельств. К ним относятся:
- повышение требований к надёжности работы объектов, представляющих опасность для населения и окружающей среды в случае возникновения аварий,
- развитие приборной базы течеискания, как зарубежной, так и отечественной, дающей новые возможности при их использовании,
- относительная сложность выполнения испытаний на герметичность, требующая специальных знаний и навыков,
- ограниченное распространение опыта течеискания, который накапливался в основном в оборонных и закрытых отраслях промышленности,
- неэффективность слепого распространения опыта контроля одних объектов на другие, относящиеся к другому классу технических систем.

Течеискание в вакуумной технике, обнаружение мест нарушения герметичности вакуумных систем. Осуществляется приборами, называемыми течеискателями. Простейший способ нахождения течей — с помощью искрового течеискателя, которым обнаруживают течи в стеклянных оболочках по искре, возникающей при прикосновении иглы течеискателя к дефектному месту. Наименьшее натекание оценивается в 10-4 н×м/сек, или 10-3 л×мм рт. ст./сек. Для обнаружения более «тонких» течей в любых оболочках (стеклянных, металлических и др.) используют масс-спектрометрические течеискатели. Негерметичность определяют по проникновению в систему пробного вещества (обычно Не), которым её обдувают снаружи. Масс-спектрометр, настроенный на индикацию Не, включают в вакуумную систему и по показанию его регистрирующего устройства судят о наличии и размерах течи. Гелиевым течеискателем обнаруживают течи 10-15 н×м/сек, или 10-14 л×мм рт. ст./сек. Применяются и др. пробные вещества (например, Аr).
Действие галогенного течеискателя основано на свойстве некоторых металлов (например, Pt, Ni), эмитирующих при нагреве ионы примесей щелочных металлов, увеличивать эмиссию в присутствии галогенов (галогенный эффект, обусловливающий поверхностную ионизацию). Пробными веществами чаще всего служат фреоны. По изменению ионного тока судят о наличии и размерах течи. Галогенными течеискателями обнаруживают течи до 10-9 н×мм рт. ст./сек, или 10-8 л×мм рт. ст./сек.
Пробными веществами чаще всего служат фреоны. По изменению ионного тока судят о наличии и размерах течи. Галогенными течеискателями обнаруживают течи до 10-9 н×мм рт. ст./сек, или 10-8 л×мм рт. ст./сек.
Менее распространены другие методы Течеискание: люминесцентный, меченых атомов и т. п.
ВД
Вибрационная диагностика — метод диагностирования технических систем и оборудования, основанный на анализе параметров вибрации, либо создаваемой работающим оборудованием, либо являющейся вторичной вибрацией, обусловленной структурой исследуемого объекта.
Вибрационная диагностика, как и другие методы технической диагностики, решает задачи поиска неисправностей и оценки технического состояния исследуемого объекта.
Наибольшее развитие метод получил при диагностировании подшипников качения. Также вибрационный метод успешно применяется при диагностике колёсно-редукторных блоков на железнодорожном транспорте.
Заслуживают внимания виброакустические методы поиска утечек газа и в гидрооборудовании. Суть этих методов заключается в следующем. Жидкость или газ, дросселируя через щели и зазоры, создаёт турбулентность, сопровождающуюся пульсациями давления, и, как следствие, в спектре вибраций и шума появляются гармоники соответствующих частот. Анализируя амплитуду этих гармоник, можно судить о наличии (отсутствии) течей.
Суть этих методов заключается в следующем. Жидкость или газ, дросселируя через щели и зазоры, создаёт турбулентность, сопровождающуюся пульсациями давления, и, как следствие, в спектре вибраций и шума появляются гармоники соответствующих частот. Анализируя амплитуду этих гармоник, можно судить о наличии (отсутствии) течей.
Интенсивное развитие метода в последние годы связано с удешевлением электронных вычислительных средств и упрощением анализа вибрационнных сигналов.
Преимущества:
- метод позволяет находить скрытые дефекты;
- метод, как правило, не требует сборки-разборки оборудования;
- малое время диагностирования;
- возможность обнаружения неисправностей на этапе их зарождения.
Недостатки:
- особые требования к способу крепления датчика вибрации;
- зависимость параметров вибрации от большого количества факторов и сложность выделения вибрационного сигнала, обусловленного наличием неисправности;
- низкая точность диагностирования.

ЭК
Электрические методы неразрушающего контроля основаны на создании электрического поля на контролируемом объекте либо непосредственным воздействием на него электрическом возмущении, либо косвенно с помощью теплового, механического воздействия. С помощью электрического контроля регистрируют параметры электрического поля.
Электрический контроль регистрирует параметры электрического поля, взаимодействующего с контролируемым объектом (собственно электрический метод), или поля, возникающего в контролируемом объекте в результате внешнего воздействия (термоэлектрический метод) и применяется для контроля диэлектрических и проводящих материалов.
Методы электрического контроля (электростатический порошковый, термоэлектрический, электроискровой, электрического потенциала, емкостной) позволяют определять дефекты различных материалов, измерять толщины покрытий и слоев, сортировать металлы по маркам, контролировать диэлектрические или полупроводниковые материалы. Недостатками перечисленных методов электрического НК являются необходимость контакта с объектом контроля, жесткие требования к чистоте поверхности изделия, трудности автоматизации процесса измерения и зависимость результатов измерения от состояния окружающей среды.
Недостатками перечисленных методов электрического НК являются необходимость контакта с объектом контроля, жесткие требования к чистоте поверхности изделия, трудности автоматизации процесса измерения и зависимость результатов измерения от состояния окружающей среды.
АЭ
Акустико эмиссионный метод – очень эффективное средство неразрушающего контроля и оценки материалов, основанное на обнаружении упругих волн, которые генерируются при внезапной деформации напряженного материала. Данные волны распространяются от источника непосредственно к датчикам, где затем преобразуются в электрические сигналы. Приборы акустико-эмиссионного контроля измеряют эти сигналы, после чего отображают данные, на основе которых происходит оценка состояния и поведения всей структуры исследуемого объекта.
Как известно, традиционные методы неразрушающего контроля (ультразвуковой, радиационный, вихретоковый) позволяют обнаруживать геометрические неоднородности (дефекты) путем излучения в структуру объекта некоторой формы энергии. В отличие от этих методов, в акустико эмиссионном контроле применяется другой подход: обнаруживаются не геометрические неоднородности, а микроскопические движения. Такой метод позволяет очень быстро обнаруживать рост даже самых небольших трещин, разломов включений, утечек газов или жидкостей. То есть большого количества самых разнообразных процессов, производящих акустическую эмиссию.
В отличие от этих методов, в акустико эмиссионном контроле применяется другой подход: обнаруживаются не геометрические неоднородности, а микроскопические движения. Такой метод позволяет очень быстро обнаруживать рост даже самых небольших трещин, разломов включений, утечек газов или жидкостей. То есть большого количества самых разнообразных процессов, производящих акустическую эмиссию.
С точки зрения теории и практики метода акустической эмиссии, абсолютно любой дефект может производить свой собственный сигнал. При этом он может проходить довольно большие расстояния (до десятков метров), пока не достигнет датчиков. Более того, дефект может быть обнаружен не только дистанционно; но и путем вычисления разницы времен прихода волн к датчикам, расположенных в разных местах.
Основные особенности акустического метода контроля, определяющие его возможности и область применения:
- Обеспечивает обнаружение дефектов по степени их опасности;
- Обладает высокой чувствительностью к растущим дефектам и позволяет в рабочих условиях определять приращение трещины до долей миллиметров;
- Предельная чувствительность приборов по теоретическим оценкам может составлять до 1*10-6мм2
- Интегральность метода обеспечивает контроль всего объекта с использованием одного или нескольких преобразователей, неподвижно установленных на поверхности объекта;
- Метод позволяет проводить контроль самых различных технологических процессов, а также процессов изменения свойств и состояния материалов;
- Ориентация и положение объекта не влияет на выявляемость дефектов.

Особенностью метода, ограничивающей его применение, является возможная в ряде случаев трудность выделения нужных сигналов из помех. Если сигналы малы по амплитуде, то их выделение из помех представляет собой сложную задачу.
ВК
Вихретоковый контроль основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля (ОК) этим полем. Распределение и плотность вихревых токов определяются источником электромагнитного поля, геометрическими и электромагнитными параметрами ОК, а также взаимным расположением источника поля и ОК.
В качестве источника тока ЭЛМ поля чаще всего используется индуктивная катушка с синусоидальным током, называемая вихретоковым преобразователем (ВТП).
Основными достоинствами метода являются возможность осуществления многопараметрового и бесконтактного контроля ОК. Благодаря этому вихретоковый контроль можно осуществлять при движении ОК относительно ВТП, причем скорость движения при производственном контроле может быть значительной, что обеспечивает высокую производительность контроля.
Дополнительным преимуществом метода является то, что на сигналы ВТП практически не влияют влажность, давление и загрязненность газовой среды, радиоактивные излучения, загрязнения поверхности ОК непроводящими веществами, а также простота конструкции ВТП.
Т.к. вихревые токи возникают только в электропроводных материалах, то объектами контроля могут быть изделия, изготовленные из металлов, сплавов, графита, полупроводников и других электропроводящих материалов.
Метод ВК применяется для дефектоскопии, структуроскопии, определения толщины покрытий, размеров, проводимости и качества термической обработки. Объектами вихретокового контроля могут быть электропроводящие прутки, проволока, трубы, листы, пластины, покрытия, в т.ч. многослойные, железнодорожные рельсы, корпуса атомных реакторов, подшипники, крепежные детали и многие другие промышленные изделия.
Способ и устройство для электроискрового напыления (Патент)
Способ и устройство для электроискрового напыления (Патент) | ОСТИ. GOV
GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Способ и устройство для управления электроискровым осаждением (ESD) включают использование электрических сигналов переменной формы из процесса ESD в качестве параметра обратной связи. Способ включает измерение множества пиковых амплитуд серии импульсов электрической энергии, подаваемых на кончик электрода. Максимальное пиковое значение из множества пиковых амплитуд коррелирует с усилием контакта между кончиком электрода и заготовкой. Способ дополнительно включает сравнение максимального пикового значения с заданным значением для определения смещения и оптимизацию контактного усилия в соответствии со значением смещения. Устройство содержит наконечник электрода, соединенный с генератором волн электрической энергии, и датчик электрического сигнала, который подключается к плате высокоскоростного сбора данных. Привод обеспечивает относительное движение между наконечником электрода и заготовкой, получая управляющий сигнал обратной связи от процессора, функционально связанного с приводом, и высокоскоростной картой сбора данных.
Устройство содержит наконечник электрода, соединенный с генератором волн электрической энергии, и датчик электрического сигнала, который подключается к плате высокоскоростного сбора данных. Привод обеспечивает относительное движение между наконечником электрода и заготовкой, получая управляющий сигнал обратной связи от процессора, функционально связанного с приводом, и высокоскоростной картой сбора данных.
- Изобретатели:
- Бейли, Джеффри А.; Джонсон, Роджер Н.; Парк, Уолтер Р.; Манли, Джон Т.
- Дата публикации:
- Исследовательская организация:
- Тихоокеанская северо-западная национальная лаборатория. (PNNL), Ричленд, Вашингтон (США)
- Организация-спонсор:
- USDOE
- Идентификатор ОСТИ:
- 1175184
- Номер(а) патента:
- 6 835 908
- Номер заявки:
- 10/742 706
- Правопреемник:
- Мемориальный институт Баттеля (Ричленд, Вашингтон)
- Номер контракта с Министерством энергетики:
- АК06-76РЛ01830
- Тип ресурса:
- Патент
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 42 МАШИНОСТРОЕНИЕ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Бейли, Джеффри А. , Джонсон, Роджер Н., Парк, Уолтер Р. и Манли, Джон Т. Способ и устройство для электроискрового осаждения . США: Н. П., 2004.
Веб.
, Джонсон, Роджер Н., Парк, Уолтер Р. и Манли, Джон Т. Способ и устройство для электроискрового осаждения . США: Н. П., 2004.
Веб.
Копировать в буфер обмена
Бейли, Джеффри А., Джонсон, Роджер Н., Парк, Уолтер Р. и Манли, Джон Т. Способ и устройство для электроискрового осаждения . Соединенные Штаты.
Копировать в буфер обмена
Бейли, Джеффри А., Джонсон, Роджер Н., Парк, Уолтер Р. и Манли, Джон Т. 2004.
«Способ и устройство для электроискрового осаждения». Соединенные Штаты. https://www.osti.gov/servlets/purl/1175184.
Копировать в буфер обмена
@статья{osti_1175184,
title = {Способ и устройство для электроискрового осаждения},
автор = {Бейли, Джеффри А. и Джонсон, Роджер Н. и Парк, Уолтер Р. и Манли, Джон Т.},
и Джонсон, Роджер Н. и Парк, Уолтер Р. и Манли, Джон Т.},
abstractNote = {Способ и устройство для управления электроискровым осаждением (ESD) включают использование электрических переменных сигналов из процесса ESD в качестве параметра обратной связи. Способ включает измерение множества пиковых амплитуд серии импульсов электрической энергии, подаваемых на кончик электрода. Максимальное пиковое значение из множества пиковых амплитуд коррелирует с усилием контакта между кончиком электрода и заготовкой. Способ дополнительно включает сравнение максимального пикового значения с заданным значением для определения смещения и оптимизацию контактного усилия в соответствии со значением смещения. Устройство содержит наконечник электрода, соединенный с генератором волн электрической энергии, и датчик электрического сигнала, который подключается к плате высокоскоростного сбора данных. Привод обеспечивает относительное движение между наконечником электрода и заготовкой, получая управляющий сигнал обратной связи от процессора, функционально связанного с приводом, и высокоскоростной картой сбора данных. },
},
дои = {},
URL = {https://www.osti.gov/biblio/1175184},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2004},
месяц = {12}
}
Копировать в буфер обмена
Посмотреть патент
Экспорт метаданных
Сохранить в мою библиотеку
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Конструкция машины для электроискрового напыления, физические элементы управления и влияние параметров
- Идентификатор корпуса: 113768355
@inproceedings{Peterkin2017ElectroSparkDM,
title={Конструкция машины для электроискрового напыления, физические элементы управления и влияние параметров},
автор={Стивен Петеркин},
год = {2017}
} - С.
 Петеркин
Петеркин - Опубликовано 3 января 2017 г.
- Машиностроение
Параметрическое исследование автоматизированного электроискрового осаждения жаропрочных сплавов на основе никеля
- P. Enrique, S. Peterkin, N. Zhou
Материаловедение
Welding Journal
- 2021
Традиционные электроискровые процессы осаждения (ESD) хорошо подходят для нанесения покрытий и ремонта в промышленности. областей с целью наплавки, коррозионной стойкости или размеров…
DORST Netshape® 4.0 — следующий шаг к автономному производству
- L. Lackner, M. Larsson
Материаловедение, бизнес
- 2021
Представлены результаты различных испытаний, которые показывают возможности этой новой системы, предназначенной для улучшения качества штампованных деталей, и инноваций Dorst Industry 4.0 для измерения веса деталей сразу после запрессовки. в сочетании с лазерной системой измерения размеров.
Композиционные материалы для износостойких слоев, изготовленные методом электроискрового напыления
- Ю. Куласа, Б. Ющик, Ш. Эммер
Материаловедение
- 2021
В работе представлены результаты исследования композиционных агломератов W-TiB2, которые использовались в качестве электрода в процессе электроискрового осаждения (ЭСО) и исследования наплавленных…
«Микроструктурный анализ трехслойных напылений Ni и Ti на стали методом EDS»
- М. Перью, К. Нежнеру, К. А. Цуги, Д. Бурдухос-Нергис, Д. Галушка
Материаловедение
Летопись Университета Дунарея де Жос в Галаце. Выпуск IX, Металлургия и материаловедение
- 2019
Метод ЭШО (электроискровое напыление) применяется для покрытия сквозным напылением активных частей машин, работающих в условиях интенсивного абразивного износа, влажной, а также в сухой среде. Документ…
Усовершенствованный процесс электроискрового напыления на металлических сплавах
В этой главе будет изучена многослойная система материала основа-поверхность для различных типов напыления (повышение износостойкости деталей из сплава Fe-C), совместимость которых с подложкой…
Последние разработки в области сварки с низкой энергией
, показывающие 1-10 из 45 ссылок
Сорт. Строительство под влиянием Metal-Matricence
Строительство под влиянием Metal-Matricence
Передача материалов в электроэлектрическом осаждении TICP/NI Metal-Matrix Composite Poating на Sustrate
- С. Tang, T. C. Nguyen, Y. Zhou
Материаловедение
- 2010
Электроискровое напыление (ESD) — это процесс микросварки, в котором для осаждения электродных материалов на металлическую подложку используются короткие электрические импульсы. В данной работе материал…
Формирование пятна одноимпульсного электроискрового напыления
- Jun Liu, Ruijun Wang, Y. Qian
Материаловедение
- 2005
Влияние температуры подложки, структуры и механических свойств на электроискровое напыление, структуру и механические свойства покрытий. I. Кинетика нагрева подложки при электроискровом напылении
- Белик В.Д., Литвин Р.В., Ковальченко М.С.
Материаловедение, физика
Порошковая металлургия и металлокерамика
- 2012
Разработан метод определения температуры подложки в зоне электроискрового напыления. Метод использован в экспериментах по напылению двух типов электродов на…
Метод использован в экспериментах по напылению двух типов электродов на…
Процессы и свойства осаждений при электроискровом напылении
- А. Лешняк, Ю. Тушек
Материаловедение
- 2002 90 электроискровое осаждение материала, через колеблющийся электрод и подложку пропускают сильный ток в течение очень короткого промежутка времени. При удалении электрода…
- S. Frangini, A. Masci
Материаловедение
- 2010
- Рыбалко А., Коркмаз К., Шахин О.
Материаловедение, физика
- 2008
- Peng-zhu Wang, G. Pan, Y. Zhou, J. Qu, H. Shao
Материаловедение
- 1997
- Рыбалко А., Шахин О., Коркмаз К.
Материаловедение
- 2009
2016. [Онлайн]. Доступно: http://www.singletact.com/SingleTact_Manual.pdf. [По состоянию на 28 сентября 2016 г.].
- 2016
Huys Industries, North York, 2015.
- 2015
- Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- MailTo
- Твиттер
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
Исследование влияния динамического контроля контактной силы на улучшение свойств электроискрового покрытия
Интенсификация электроискровой эрозии при анодном легировании применение импульсной группы
Ускоренное электроискровое осаждение и износ покрытий
Электроискровое осаждение (ESD) представляет собой процесс нанесения покрытия, который характеризуется низкой теплотой ввод в подложку. Низкая эффективность покрытия и другие ограничения влияют на его более широкое применение. Настоящая статья…
Низкая эффективность покрытия и другие ограничения влияют на его более широкое применение. Настоящая статья…
Модифицированный электроискровой метод легирования для снижения шероховатости поверхности
Руководство пользователя Single Tact
ESD Power Supplies – прошлое и будущее
Патент США для метода и аппарата для патента на замок с электросом (патент № 6 835,908. 28, 2004)
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает преимущества и приоритет предварительной заявки на патент США № 60/435,399, поданной 20 декабря 2002 г. -видимых поверхностей», полное содержание которого настоящим включено в настоящий документ посредством этой ссылки.
-видимых поверхностей», полное содержание которого настоящим включено в настоящий документ посредством этой ссылки.
ЗАЯВЛЕНИЕ ОТНОСИТЕЛЬНО ПОДДЕРЖИВАЕМЫХ ФЕДЕРАЛЬНО НАУЧНЫХ ИССЛЕДОВАНИЙ ИЛИ РАЗРАБОТОК
Это изобретение было сделано при поддержке правительства по контракту DE-AC0676RLO1830, заключенному Министерством энергетики США. Правительство имеет определенные права на изобретение.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к области технологий нанесения покрытий и, более конкретно, к устройству электроискрового осаждения и способу управления им.
ОБЩИЕ СВЕДЕНИЯ
Электроискровое напыление (ESD) — это процесс импульсно-дуговой микросварки, в котором используются кратковременные сильноточные электрические импульсы для осаждения расходуемого электродного материала на проводящую заготовку. Процессы электростатического разряда обычно включают очень высокие частоты искры с длительностью искры всего несколько микросекунд и обычно требуют ручного управления или предварительного программирования параметров процесса. Примечательно, что отложения приводят к очень небольшому подводу тепла, поскольку тепло выделяется в течение менее 1% цикла сварки и рассеивается в течение 99% цикла. Покрытия ESD чрезвычайно плотны и металлургически связаны с заготовкой.
Процессы электростатического разряда обычно включают очень высокие частоты искры с длительностью искры всего несколько микросекунд и обычно требуют ручного управления или предварительного программирования параметров процесса. Примечательно, что отложения приводят к очень небольшому подводу тепла, поскольку тепло выделяется в течение менее 1% цикла сварки и рассеивается в течение 99% цикла. Покрытия ESD чрезвычайно плотны и металлургически связаны с заготовкой.
Одним из отличительных аспектов электростатического разряда по сравнению с другими процессами дуговой сварки является то, что электрод контактирует с поверхностью, а не поддерживает дистанцию для управления дугой. Альтернативные методы осаждения для ремонта и защиты материалов включают термическое напыление высокоскоростного кислородного топлива (HVOF), физическое осаждение из паровой фазы (PVD), химическое осаждение из паровой фазы (CVD) и электролитическое твердое хромирование (EHC). В отличие от большинства вышеупомянутых методов, которые могут создавать механическую или химическую связь с заготовкой, электростатический разряд создает настоящую металлургическую связь, поддерживая заготовку при температуре окружающей среды или близкой к ней.
Одним из преимуществ процесса электростатического разряда является то, что электрический импульс имеет короткую продолжительность, что позволяет создавать наноструктурированные покрытия с уникальными трибологическими и коррозионными характеристиками, обусловленными очень быстрым отверждением осажденного материала. Дополнительным преимуществом является то, что электростатический разряд не требует специальных методов подготовки поверхности, камер для осаждения, распылительных камер или специальных средств защиты оператора для большинства материалов. Возможно, наиболее важно то, что в процессе выделяется очень мало опасных отходов, дыма или сточных вод, если они вообще имеются. Экологичность процесса ESD резко контрастирует с покрытием EHC, которое Министерство обороны в настоящее время использует практически на каждой ремонтной станции.
В покрытии EHC используется хром в шестивалентном состоянии (hex-Cr), который является известным канцерогеном. Из-за опасностей, связанных с hex-Cr, как Агентство по охране окружающей среды (EPA), так и Управление по безопасности и гигиене труда (OSHA) строго регулируют выбросы в атмосферу и допустимые пределы воздействия. Кроме того, EPA продолжает предлагать более низкие допустимые концентрации выбросов, тем самым значительно снижая экономическую эффективность EHC. Таким образом, существует значительная мотивация для внедрения альтернативных технологий нанесения покрытий, которые могут привести к полной замене работ по хромированию.
Кроме того, EPA продолжает предлагать более низкие допустимые концентрации выбросов, тем самым значительно снижая экономическую эффективность EHC. Таким образом, существует значительная мотивация для внедрения альтернативных технологий нанесения покрытий, которые могут привести к полной замене работ по хромированию.
Благодаря своим многочисленным преимуществам электростатический разряд представляет собой жизнеспособный альтернативный метод осаждения для ремонта и защиты материалов. Тем не менее, существует ряд критических переменных, которые необходимо контролировать, чтобы в процессе можно было получить приемлемые покрытия. Почти все эти переменные могут быть установлены или контролироваться квалифицированным оператором с использованием предыдущего опыта и наблюдения за характеристиками искры во время осаждения. Поэтому этот процесс чаще всего используется на внешних металлических поверхностях, где оператор хорошо видит заготовку и имеет легкий доступ к ней. Как правило, процессы ESD были ограничены приложениями, в которых оператор может наблюдать за сварочной дугой. При попытке контролировать дугу в приложениях, связанных с покрытием труднодоступной геометрии за пределами прямой видимости, необходимо разработать средства и метод для мониторинга и управления характеристиками искры таким образом, чтобы компенсировать отсутствие видимости оператора. и трудоустроены. В качестве альтернативы средства и способ могут обеспечивать обратную связь, которая позволяет оператору осуществлять необходимые средства управления технологическим процессом для поддержания оптимальных характеристик искры. Одной из основных и наиболее неприятных переменных, которыми необходимо управлять, является контактная сила между наконечником электрода и заготовкой. Слишком большая или слишком маленькая сила делает металлургическую структуру окончательного отложения неприемлемой. Таким образом, существует потребность в устройстве и способе управления электростатическим разрядом.
При попытке контролировать дугу в приложениях, связанных с покрытием труднодоступной геометрии за пределами прямой видимости, необходимо разработать средства и метод для мониторинга и управления характеристиками искры таким образом, чтобы компенсировать отсутствие видимости оператора. и трудоустроены. В качестве альтернативы средства и способ могут обеспечивать обратную связь, которая позволяет оператору осуществлять необходимые средства управления технологическим процессом для поддержания оптимальных характеристик искры. Одной из основных и наиболее неприятных переменных, которыми необходимо управлять, является контактная сила между наконечником электрода и заготовкой. Слишком большая или слишком маленькая сила делает металлургическую структуру окончательного отложения неприемлемой. Таким образом, существует потребность в устройстве и способе управления электростатическим разрядом.
РЕЗЮМЕ
Принимая во внимание вышеупомянутые и другие проблемы, недостатки и недостатки традиционных технологий нанесения покрытий и электростатического разряда, было разработано настоящее изобретение. Изобретение заключается в новом устройстве для электростатического разряда и способе управления им. В одном варианте осуществления способ управления электростатическим разрядом включает этапы подачи наконечника электрода, проводящей заготовки, контактного усилия между наконечником электрода и проводящей заготовкой и серии импульсов электрической энергии к наконечнику электрода. Способ дополнительно включает измерение множества пиковых амплитуд из серии импульсов электрической энергии, определение максимального пикового значения из множества пиковых амплитуд и получение смещения путем сравнения максимального пикового значения с целевым значением, которое коррелирует с оптимальное контактное усилие. Наконец, контактное усилие оптимизируется в соответствии со значением смещения.
Изобретение заключается в новом устройстве для электростатического разряда и способе управления им. В одном варианте осуществления способ управления электростатическим разрядом включает этапы подачи наконечника электрода, проводящей заготовки, контактного усилия между наконечником электрода и проводящей заготовкой и серии импульсов электрической энергии к наконечнику электрода. Способ дополнительно включает измерение множества пиковых амплитуд из серии импульсов электрической энергии, определение максимального пикового значения из множества пиковых амплитуд и получение смещения путем сравнения максимального пикового значения с целевым значением, которое коррелирует с оптимальное контактное усилие. Наконец, контактное усилие оптимизируется в соответствии со значением смещения.
Устройство для контролируемого электростатического разряда содержит расходуемый наконечник электрода, электрически соединенный с генератором волн электрической энергии, и датчик электрического сигнала, который электрически подключается к высокоскоростной плате сбора данных. Существует система крепления заготовки, которая позволяет заготовке контактировать с наконечником электрода, а привод обеспечивает относительное движение между системой крепления и наконечником электрода. Процессор, электрически соединенный с платой высокоскоростного сбора данных и приводом, получает сигнал обратной связи, сравнивает сигнал обратной связи с заданным значением и передает управляющий сигнал на привод.
Существует система крепления заготовки, которая позволяет заготовке контактировать с наконечником электрода, а привод обеспечивает относительное движение между системой крепления и наконечником электрода. Процессор, электрически соединенный с платой высокоскоростного сбора данных и приводом, получает сигнал обратной связи, сравнивает сигнал обратной связи с заданным значением и передает управляющий сигнал на привод.
Целью изобретения является обеспечение необходимой обратной связи для автоматической регулировки выбранных параметров процесса, таких как контактное усилие, необходимое для достижения желаемых металлургических и конкретных характеристик поверхности.
Еще одной целью является воспроизводимое покрытие поверхностей вне прямой видимости и труднодоступных мест с помощью электростатического разряда. Примером одной из таких поверхностей является внутренняя поверхность ствола оружия.
Еще одной целью настоящего изобретения является создание безвредного для окружающей среды покрытия, альтернативного традиционным технологиям, таким как покрытие EHC, PVD и термическое напыление HVOF.
Еще одной целью изобретения является создание портативного электростатического устройства, в котором оператор управляет контактной силой в ответ на сенсорный стимул, испускаемый портативным устройством.
Дополнительная цель состоит в том, чтобы предоставить эффективный метод, основанный на разработке пакета экспериментов, для определения заданных значений, которые приведут к оптимальной металлургической структуре наплавки для конкретной комбинации наконечника электрода/проводящей заготовки.
Еще одна дополнительная цель состоит в том, чтобы предоставить метод использования ESD в сочетании с трехмерными моделями для формирования желаемого контура поверхности на заготовке.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой график, показывающий серию импульсов электрической энергии, подаваемых через наконечник электрода и регистрируемых картой сбора данных.
РИС. 2 представляет собой блок-схему, иллюстрирующую вариант способа управления ESD.
РИС. 3 представляет собой схему системы, показывающую вариант осуществления устройства для электроискрового осаждения.
РИС. 4а представляет собой системную схему, показывающую вариант устройства ESD применительно к покрытию внутренней поверхности ствола орудия.
РИС. 4b представляет собой схему, показывающую неосевой вариант наконечника электрода в конфигурации с вращающимся диском.
РИС. 4c представляет собой схему, показывающую неосевую версию наконечника электрода в конфигурации с колеблющимся изогнутым наконечником.
РИС. 5 представляет собой схему, показывающую вариант привода, который обеспечивает относительное движение между заготовкой и наконечником электрода.
РИС. 6 представляет собой схему, иллюстрирующую способ оптической съемки с использованием лазера.
РИС. 7 представляет собой схему, иллюстрирующую способ оптической съемки с использованием голографической интерферометрии.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение направлено на контролируемое электроискровое осаждение. В процессе электростатического разряда используется электрическая энергия в виде импульсной дуги для нанесения материала покрытия. Наконечник электрода и проводящая заготовка могут состоять из металлов, сплавов, проводящей керамики и металлокерамики. Дуги состоят из серии чрезвычайно коротких импульсов длительностью в несколько микросекунд. Импульсы обеспечивают быстрое затвердевание покрытия и при соответствующей контактной силе приводят к получению высококачественных наноструктурированных покрытий, типичных для электростатического разряда.
В процессе электростатического разряда используется электрическая энергия в виде импульсной дуги для нанесения материала покрытия. Наконечник электрода и проводящая заготовка могут состоять из металлов, сплавов, проводящей керамики и металлокерамики. Дуги состоят из серии чрезвычайно коротких импульсов длительностью в несколько микросекунд. Импульсы обеспечивают быстрое затвердевание покрытия и при соответствующей контактной силе приводят к получению высококачественных наноструктурированных покрытий, типичных для электростатического разряда.
Контактное усилие потенциально может изменяться в зависимости от значительного числа переменных процесса. Например, обычным измерением циклической электрической переменной является среднеквадратичное значение (RMS), которое является усредненным значением. Однако измерение среднеквадратичных значений электрических переменных (напряжение, ток, мощность и т. д.) в электростатическом разряде не дало стабильного значения обратной связи, что привело к неравномерной подаче мощности от наконечника электрода к изделию. Решение этой проблемы заключается в анализе формы электрической переменной волны, а не обычной функции усреднения.
Решение этой проблемы заключается в анализе формы электрической переменной волны, а не обычной функции усреднения.
Таким образом, настоящее изобретение включает использование высокоскоростного цифрового метода измерения для профилирования потока данных электрических переменных, который дает отклик обратной связи. Метод высокоскоростных цифровых измерений требует значительного количества очень быстрых и очень коротких измерений формы импульсного сигнала при развертке цифровых данных. При построении, как показано на фиг. 1, эта цифровая развертка данных показывает значение электрической переменной в реальном времени, как это было бы показано на осциллографе. Поток данных электрических переменных появляется как развертка с малой амплитудой с короткими высокоамплитудными импульсами 12. Затем метод включает анализ развертки цифровых данных для определения самого высокого одиночного значения для импульсов, также называемого максимальным пиковым значением 10 , среди множества пиков 13. Максимальное пиковое значение 10 коррелирует с контактной силой, приложенной между кончиком электрода и проводящей заготовкой. По сравнению с заданным значением 11, представляющим оптимальное контактное усилие, корреляция позволяет использовать максимальную пиковую амплитуду 10 в качестве сигнала обратной связи для управления контактным усилием, тем самым позволяя автоматизировать процесс ESD и/или применимость в не- обстоятельства прямой видимости. Блок-схема, показанная на фиг. 2 иллюстрирует и обобщает вариант осуществления способа управления, описанного в настоящем изобретении.
Максимальное пиковое значение 10 коррелирует с контактной силой, приложенной между кончиком электрода и проводящей заготовкой. По сравнению с заданным значением 11, представляющим оптимальное контактное усилие, корреляция позволяет использовать максимальную пиковую амплитуду 10 в качестве сигнала обратной связи для управления контактным усилием, тем самым позволяя автоматизировать процесс ESD и/или применимость в не- обстоятельства прямой видимости. Блок-схема, показанная на фиг. 2 иллюстрирует и обобщает вариант осуществления способа управления, описанного в настоящем изобретении.
Ссылаясь на фиг. 3, можно получить поток данных электрических переменных, также называемый серией электрических импульсов, с помощью карты 30 высокоскоростного сбора данных (DAQ), такой как многоканальная карта DAQ PCI-6115, 10 МГц производства National Инструменты. В одном варианте устройства с управляемым ПАЗ плата 30 сбора данных электрически соединена с процессором 31 и датчиком 32 электрических сигналов. Датчик 32 может быть амперметром, вольтметром или другим устройством для измерения электрических переменных. В данном примере датчик измеряет электрические импульсы, подаваемые на наконечник 33 электрода от электрически заземленного источника 34 питания. Процессор 31 подает управляющий сигнал обратной связи на электрически соединенный привод 35, который механически крепится к наконечнику 33 электрода. , тем самым позволяя процессору 31 управлять усилием контакта между наконечником 33 электрода и электрически заземленной деталью 36 в соответствии с описанным ранее способом.
Датчик 32 может быть амперметром, вольтметром или другим устройством для измерения электрических переменных. В данном примере датчик измеряет электрические импульсы, подаваемые на наконечник 33 электрода от электрически заземленного источника 34 питания. Процессор 31 подает управляющий сигнал обратной связи на электрически соединенный привод 35, который механически крепится к наконечнику 33 электрода. , тем самым позволяя процессору 31 управлять усилием контакта между наконечником 33 электрода и электрически заземленной деталью 36 в соответствии с описанным ранее способом.
В другом варианте изобретения, показанном на фиг. 4а, наконечник 43 электрода вставлен в ствол 46 пистолета для покрытия внутренней поверхности ствола. Двигатель 47 вращает ствол пушки вокруг своей продольной оси. Остальные компоненты, включая процессор 41, карту DAQ 40, датчик 42, источник питания 44 и привод 45, подключаются аналогичным образом, как и устройство, показанное на фиг. 3. Для облегчения осаждения на труднодоступных поверхностях, таких как внутренняя часть стволов оружия, наконечник электрода может иметь неосевую конфигурацию. В таких конфигурациях геометрия наконечника может способствовать приложению контактного усилия в непараллельном направлении относительно продольной оси стержня наконечника электрода. Один из вариантов неаксиальной конфигурации наконечника электрода представляет собой вращающийся диск 48, прикрепленный к стержню наконечника электрода, как показано на фиг. 4б. Другая версия со ссылкой на фиг. 4с, представляет собой колеблющийся изогнутый наконечник 49.. Оба варианта неаксиальной конфигурации наконечника электрода имеют преимущества при покрытии труднодоступных поверхностей заготовки.
В таких конфигурациях геометрия наконечника может способствовать приложению контактного усилия в непараллельном направлении относительно продольной оси стержня наконечника электрода. Один из вариантов неаксиальной конфигурации наконечника электрода представляет собой вращающийся диск 48, прикрепленный к стержню наконечника электрода, как показано на фиг. 4б. Другая версия со ссылкой на фиг. 4с, представляет собой колеблющийся изогнутый наконечник 49.. Оба варианта неаксиальной конфигурации наконечника электрода имеют преимущества при покрытии труднодоступных поверхностей заготовки.
Сбор данных должен быть достаточно быстрым, чтобы предотвратить наложение спектров, когда развертка данных на графике искажает истинную серию электрических импульсов. В одном варианте осуществления высокоскоростная карта сбора данных собирает данные со скоростью, превышающей или равной приблизительно одному миллиону раз в секунду. В предпочтительном варианте сбор данных происходит около десяти миллионов раз в секунду. Среди прочего серия электрических импульсов может включать в себя ток, напряжение или мощность, подаваемую на кончик электрода. В предпочтительном варианте короткая серия электрических импульсов представляет собой ток.
Среди прочего серия электрических импульсов может включать в себя ток, напряжение или мощность, подаваемую на кончик электрода. В предпочтительном варианте короткая серия электрических импульсов представляет собой ток.
Анализ развертки цифровых данных может выполняться процессором, который измеряет множество пиковых амплитуд и определяет максимальное пиковое значение путем сравнения множества пиковых амплитуд. В одном варианте изобретения процессором может быть компьютер. В другом варианте процессором может быть компьютер с графической программной средой разработки, такой как LabView, для сбора сигналов, анализа измерений и представления данных. В еще одном варианте процессор может представлять собой программируемую логическую матрицу. Количество пиков, включенных во множество пиковых амплитуд, должно быть достаточно большим, чтобы представлять статистически правильную выборку для определения максимального пикового значения, но не настолько большим, чтобы вносить значительный лаг между данными, анализируемыми процессором, и самыми последними данными. приобретенный пик. В предпочтительном варианте осуществления множество амплитуд пиков содержит выборку последних пяти измерений амплитуд пиков.
приобретенный пик. В предпочтительном варианте осуществления множество амплитуд пиков содержит выборку последних пяти измерений амплитуд пиков.
Как только процессор определяет максимальное пиковое значение, он сравнивает это значение с целевым заданным значением, представляющим оптимальное контактное усилие. Разница между максимальным пиковым значением и целевым значением также называется смещением. Процессор оптимизирует контактное усилие в соответствии со значением смещения. В одном варианте изобретения процессор оптимизирует контактное усилие, посылая управляющий сигнал обратной связи на исполнительный механизм, который регулирует контактное усилие. Например, если бы смещение было больше нуля, то сигнал привода с обратной связью уменьшал бы усилие, прилагаемое исполнительным механизмом. Если бы смещение было меньше нуля, то управляющий сигнал обратной связи увеличил бы контактное усилие, прилагаемое приводом, который может свободно перемещаться по крайней мере на один градус. В предпочтительном варианте исполнительный механизм может обеспечивать три градуса линейного движения и три градуса вращательного движения между кончиком электрода и токопроводящей заготовкой. Ссылаясь на фиг. 5, другой вариант осуществления настоящего изобретения может содержать ступень 51 XYZ-перемещения в качестве исполнительного механизма.
В предпочтительном варианте исполнительный механизм может обеспечивать три градуса линейного движения и три градуса вращательного движения между кончиком электрода и токопроводящей заготовкой. Ссылаясь на фиг. 5, другой вариант осуществления настоящего изобретения может содержать ступень 51 XYZ-перемещения в качестве исполнительного механизма.
В другом варианте осуществления регулировка и оптимизация контактного усилия диктуется схемой управления, включающей в себя пропорциональные, пропорционально-интегральные и пропорционально-интегрально-производные элементы управления. В еще одном варианте осуществления управляемые программным обеспечением электронные и механические компоненты запускают процесс электростатического разряда, при этом электронные и механические компоненты содержат датчики, процессоры, карты сбора данных, приводы, источники питания и/или генераторы волн.
Альтернативно, в другом варианте регулировка и оптимизация контактного усилия запускаются вручную оператором, реагирующим на сенсорный стимул, испускаемый в соответствии со смещением. Сенсорный стимул может содержать индикатор, предназначенный для подачи звукового сигнала, визуального отображения и/или тактильного ощущения. Что касается версии с ручным управлением, управляющий сигнал обратной связи от процессора может дополнительно управлять сенсорно-стимулирующим индикатором в соответствии со смещением вместо исполнительного механизма. В таком случае индикатор сенсорного стимула электрически подключается к процессору аналогично исполнительному механизму. Таким образом, в одном примере, если оператор не прикладывает соответствующее усилие прижима, как определено заданным значением, индикатор будет издавать звуковой сигнал. Относительно высокий тон будет указывать на приложение слишком большого давления, в то время как тон низкого тона будет указывать на приложение слишком малого давления. Услышав издаваемый тон, оператор компенсировал бы его увеличением или уменьшением прилагаемой силы. Способ настоящей версии может быть воплощен в ручном устройстве для электростатического разряда, в котором наконечник электрода крепится не к механическому приводу, а к корпусу, что позволяет оператору безопасно и удобно манипулировать наконечником электрода вручную.
Сенсорный стимул может содержать индикатор, предназначенный для подачи звукового сигнала, визуального отображения и/или тактильного ощущения. Что касается версии с ручным управлением, управляющий сигнал обратной связи от процессора может дополнительно управлять сенсорно-стимулирующим индикатором в соответствии со смещением вместо исполнительного механизма. В таком случае индикатор сенсорного стимула электрически подключается к процессору аналогично исполнительному механизму. Таким образом, в одном примере, если оператор не прикладывает соответствующее усилие прижима, как определено заданным значением, индикатор будет издавать звуковой сигнал. Относительно высокий тон будет указывать на приложение слишком большого давления, в то время как тон низкого тона будет указывать на приложение слишком малого давления. Услышав издаваемый тон, оператор компенсировал бы его увеличением или уменьшением прилагаемой силы. Способ настоящей версии может быть воплощен в ручном устройстве для электростатического разряда, в котором наконечник электрода крепится не к механическому приводу, а к корпусу, что позволяет оператору безопасно и удобно манипулировать наконечником электрода вручную. Корпус может содержать ручку.
Корпус может содержать ручку.
В другом варианте осуществления целевые значения переменных процесса, включая контактное усилие, могут быть легко определены заранее и быстро оптимизированы с использованием пакета планирования экспериментов (DOE), такого как математический пакет Taguchi Variable. Хотя использование пакетов DOE хорошо известно, они не применялись к ESD из-за отсутствия воспроизводимости, учитывая множество переменных процесса, которые необходимо контролировать. Однако способ управления, описанный в настоящем изобретении, позволяет воспроизводимо проводить эксперименты, в которых последовательно устанавливают ряд переменных и изменяют остальные параметры. Ранее это было недостижимо и является новым ответвлением настоящего изобретения. Переменные, которые могут быть проанализированы таким образом, включают, но не ограничиваются ими: а) состав кончика электрода, микроструктуру, геометрию, скорость вращения, скорость сканирования, силу контакта, количество проходов и перекрытие проходов; б) состав защитного газа, расход, температура и геометрия потока; c) состав заготовки, чистота, качество поверхности, температура и геометрия; и d) энергия искры, частота, напряжение, емкость, индуктивность, продолжительность, время на единицу площади, пиковый ток и время нарастания.
Как описано выше, наличие переменной процесса, которая коррелирует с контактным усилием и служит в качестве управляющей переменной с обратной связью, позволяет автоматизировать процесс ESD и расширяет применимость процесса к условиям вне прямой видимости. Например, процесс может выполняться автоматически в любом положении и независимо от гравитации, поскольку привод, управляемый процессором, позволяет прикладывать контактное усилие в любом направлении. Диапазон геометрий, на которые может повлиять настоящее изобретение, включает внутреннюю поверхность ствола пушки, внутреннюю поверхность корпуса клапана, контурные поверхности, токопроводящие компоненты ядерного реактора и паровой турбины, которые подвержены износу и коррозии, поверхности при резании. инструменты, поверхность гидроцилиндров и поршней и многое другое.
Способ контролируемого электростатического разряда может дополнительно включать растрирование кончика электрода по поверхности заготовки. Поверхность заготовки может иметь дефекты, требующие ремонта, при этом дефекты включают ямки, канавки, трещины, изношенные участки, участки коррозии, забоины и/или сколы. В одном варианте изобретения заготовка может быть сформирована для формирования желаемого контура поверхности путем многократного нанесения покрытия на заготовку до тех пор, пока не будет достигнут желаемый контур. Кроме того, оптические, магнитные, механические и/или другие сканирующие системы могут использоваться для обследования и определения состояния существующего контура поверхности: после сканирования существующий контур поверхности может быть представлен в виде трехмерной модели. Измеренную трехмерную модель можно сравнить с желаемым контуром поверхности, также называемой теоретической трехмерной моделью, чтобы определить степень осаждения, необходимую для получения желаемого контура поверхности. В одном варианте осуществления покрытие заготовки и сканирование повторяются итеративно до тех пор, пока измеренная трехмерная модель не станет по существу такой же, как желаемый контур поверхности. Примеры методов оптического сканирования включают методы лазерной съемки и голографию, а примером метода магнитного сканирования являются измерение и моделирование вихревых токов.
В одном варианте изобретения заготовка может быть сформирована для формирования желаемого контура поверхности путем многократного нанесения покрытия на заготовку до тех пор, пока не будет достигнут желаемый контур. Кроме того, оптические, магнитные, механические и/или другие сканирующие системы могут использоваться для обследования и определения состояния существующего контура поверхности: после сканирования существующий контур поверхности может быть представлен в виде трехмерной модели. Измеренную трехмерную модель можно сравнить с желаемым контуром поверхности, также называемой теоретической трехмерной моделью, чтобы определить степень осаждения, необходимую для получения желаемого контура поверхности. В одном варианте осуществления покрытие заготовки и сканирование повторяются итеративно до тех пор, пока измеренная трехмерная модель не станет по существу такой же, как желаемый контур поверхности. Примеры методов оптического сканирования включают методы лазерной съемки и голографию, а примером метода магнитного сканирования являются измерение и моделирование вихревых токов. Существуют также механические методы, включающие измерения поверхностным зондом и профилометрию.
Существуют также механические методы, включающие измерения поверхностным зондом и профилометрию.
Один вариант оптического метода со ссылкой на фиг. 6, включает отражение лазерного луча 61 от поверхности заготовки 62 на сегментированный детектор 63. Когда лазер растрирует поверхность 62 и сталкивается с поверхностным дефектом 64, положение отраженного лазерного пятна на сегментированном детекторе 63 смещается. лазерное сканирование и нанесение покрытия можно повторять итеративно до тех пор, пока дефект поверхности не будет в значительной степени устранен, после чего отраженное лазерное пятно останется центрированным на сегментированном детекторе 63. Кроме того, лазерное исследование можно также использовать для создания модели поверхности заготовки. , который можно сравнить с желаемым контуром поверхности.
Другой вариант оптического метода включает голографическую интерферометрию, как показано на фиг. 7. Лазерный луч 71 проходит через светоделитель 72, где одна часть луча становится эталонным путем 73, а другая часть становится информационным путем 74, ведущим к заготовке 75. После отражения как опорного луча, так и информационного луча, они объединяются и вызывают интерференцию, тем самым создавая шаблон или изображение, которое может быть захвачено на экране или другом устройстве формирования изображения 76.
После отражения как опорного луча, так и информационного луча, они объединяются и вызывают интерференцию, тем самым создавая шаблон или изображение, которое может быть захвачено на экране или другом устройстве формирования изображения 76.
Несмотря на то, что был показан и описан предпочтительный вариант осуществления настоящего изобретения, специалистам в данной области техники будет очевидно, что многие изменения и модификации могут быть сделаны без отклонения от изобретения в его более широких аспектах. Приложенная формула изобретения, таким образом, предназначена для охвата всех таких изменений и модификаций, поскольку они соответствуют истинной сущности и объему изобретения.
Износ изделий из чистого титана, покрытого WC-Co, методом электроискрового напыления | Дж. Трибол.
Пропустить пункт назначения навигации
Научная статья
Сейед Джабер Разави Араб,
Хосейн Агаджани
Информация об авторе и статье
1Ответственный автор.
Предоставлено отделом трибологии ASME для публикации в Journal of Tribology. Рукопись получена 21 августа 2018 г.; окончательный вариант рукописи получен 23 февраля 2019 г.; опубликовано онлайн 20 марта 2019 г. Доц. Монтажер: Гэри Л. Долл.
Дж. Трибол . Май 2019 г., 141(5): 051605 (7 страниц)
Номер статьи: ТРИБ-18-1338 https://doi.org/10.1115/1.4043065
Опубликовано в Интернете: 20 марта 2019 г.
История статьи
Получено:
21 августа 2018 г.
Пересмотр получено:
23 февраля 2019 г.
Принято:
23 февраля 2019 г.
Ссылка
Разави Араб С. Дж. и Агаджани Х. (20 марта 2019 г.). «Поведение при износе чистого титана, покрытого WC-Co, с использованием метода электроискрового осаждения». КАК Я. Дж. Трибол . май 2019 г.; 141(5): 051605. https://doi.org/10.1115/1.4043065
Дж. и Агаджани Х. (20 марта 2019 г.). «Поведение при износе чистого титана, покрытого WC-Co, с использованием метода электроискрового осаждения». КАК Я. Дж. Трибол . май 2019 г.; 141(5): 051605. https://doi.org/10.1115/1.4043065
Скачать файл цитаты:
Расширенный поиск
Титан представляет собой очень интересный материал в технике из-за его уникального сочетания высокой прочности и веса, отличной коррозионной стойкости и биосовместимости. Однако низкая износостойкость материала, присущая ему, ограничивает его применение в высокоэрозионных условиях. Для повышения износостойкости биомедицинского титана с помощью покрытия WC-Co в работе был использован метод электроискрового напыления. Целью данной работы является исследование влияния верхнего предела частоты и тока в процессе электроискрового осаждения на свойства подложки. Твердость слоев измеряли микротвердомером. Для изучения морфологии и микроструктуры поверхностных слоев использовали сканирующий электронный микроскоп. Трибологические испытания проводились в условиях технически сухого трения при нагрузке 12,5 Н с помощью дискового трибометра. Титан наблюдался в покрытии и металлургической связи между покрытием и подложкой. Твердость оптимизированного образца составила около 930 В 0,1. Результаты показали, что наличие карбидного слоя на поверхности титана приводит к значительному увеличению износостойкости примерно на 68% в испытании штифт-диск.
Для повышения износостойкости биомедицинского титана с помощью покрытия WC-Co в работе был использован метод электроискрового напыления. Целью данной работы является исследование влияния верхнего предела частоты и тока в процессе электроискрового осаждения на свойства подложки. Твердость слоев измеряли микротвердомером. Для изучения морфологии и микроструктуры поверхностных слоев использовали сканирующий электронный микроскоп. Трибологические испытания проводились в условиях технически сухого трения при нагрузке 12,5 Н с помощью дискового трибометра. Титан наблюдался в покрытии и металлургической связи между покрытием и подложкой. Твердость оптимизированного образца составила около 930 В 0,1. Результаты показали, что наличие карбидного слоя на поверхности титана приводит к значительному увеличению износостойкости примерно на 68% в испытании штифт-диск.
Раздел выдачи:
Трение и износ
Ключевые слова:
износ, электроискровое напыление, покрытие WC-Co, чистый титан
Темы:
Процессы нанесения покрытий, Покрытия, титан, Носить, Трибология
1.
Bin
,
T. C.
,
Xin
,
L. D.
,
Zhan
,
W.
, and
Yang
,
G.
,
2011
, «
Электроискровое легирование с использованием графитового электрода на поверхности титанового сплава для биомедицинских применений
»,
Заявл. Серф. науч.
,
257
, стр.
6364
–
6371
.
2.
Atar
,
E.
,
Kayali
,
E. S.
, and
Cimenoglu
,
H.
,
2008
, “
Характеристики и износостойкость борированного сплава Ti6Al4V
”,
Surf. Пальто. Технол.
,
202
, стр.
4583
–
4590
.
3.
Zheng
,
X.
,
Huang
,
M.
, and
Ding
,
C.
,
2000
, «
Прочность сцепления композитных покрытий гидроксиапатит/Ti, напыляемых плазмой
»,
Биоматериалы
,
2
, стр.
841
–
849
.
4.
Chu
,
P. K.
,
Chen
,
J. Y.
,
Wang
,
L. P.
, and
Huang
,
N
,
2002
, «
Плазмоповерхностная модификация биоматериалов»
,
Матер. науч. англ.
науч. англ.
,
36
, стр.
143
–
206
.
5.
Probst
,
J.
,
Gbureck
,
U.
, and
Thull
,
R.
,
2001
,
Бинарные нитридные и оксинитридные PVD-покрытия на титане для биомедицинских применений
»,
Прибой. Пальто. Технол.
,
148
, стр.
226
–
233
.
6.
Liu
,
C.
,
BI
,
Q.
и
Matthews
,
A.
, «
,
A.
,«
,
A.
9000, «,
A.
9000,«,
A.
,
A. 9000,«
,
A. 9000, «
». Эффективность покрытий TiN методом PVD на головке бедренной кости искусственных тазобедренных суставов Ti–6Al–4V
»,
Прибой. Пальто. Технол.
,
163
, стр.
597
–
604
.
7.
Xiao
,
X. F.
,
Liu
,
R. F.
, and
Zheng
,
Y. Z.
,
2005
, “
Композиционное покрытие гидроксиапатит/титан, полученное гидротермально-электрохимическим методом
»,
Матер. лат.
,
59
, стр.
1660
–
1664
.
8.
Garcia
,
C.
,
Cere
,
S.
, and
Duran
,
A.
,
2004
, “
Биоактивные покрытия, приготовленные методом Sol-Gel на нержавеющей стали 316L
»,
J. Некристалл. Твердые вещества
,
348
, стр.
218
–
224
.
9.
Wang
,
J. S.
,
Meng
,
H. M.
,
Yu
,
H. Y.
Y.
,
Fan
,
Z. S.
и
Вс
,
Д. Б.
,
2009
, «
Характеристика и поведение при износе покрытия WC-0,8Co на стальных валках методом электроискрового осаждения
»,
Metall. Матер.
,
16
, стр.
707
–
713
.
10.
Chen
,
Z.
и
Zhou
,
Y.
,
2006
, «
Модификация поверхности электрода для контактной сварки с помощью электроискрового напыления композитных покрытий: часть I. Характеристика покрытия
Характеристика покрытия
»,
Surf. Пальто. Технол.
,
201
, стр.
1503
–
1510
.
11.
Frangini
,
S.
,
Masci
,
A.
и
Bartolomeo
,
A. D.
,
2002
, «
CR7C3 Осаждение покрытия на основе CR7C3 на нержавеющую сталь с помощью электрического процесса: конструктивные характеристики и поведение коррозии
,»
SURF. Пальто. Технол.
,
149
, стр.
279
–
286
.
12.
Агарвал
,
А.
и
Дахотра
,
N.B.
,
1999
, «
Синтез боридного покрытия на стали с использованием процесса высокой плотности энергии: сравнительное исследование эволюции микроструктуры», 2 0 39005
Характер.
,
44
, стр.
31
–
44
.
13.
Лешняк
,
А.
, и
Тушек
,
J.
,
2002
, «
Процесс и свойства отложений при электроискровом осаждении
»,
Sci. Технол. Сварка. Присоединиться.
,
7
, стр.
391
–
396
.
14.
Agarwal
,
A.
и
Dahotre
,
N. B.
,
1998
, «
Импульсное электродное осаждение сверхтвердых боридных покрытий на ферросплав
»,
Surf. Пальто. Технол.
,
106
, стр.
242
–
250
.
15.
Reynolds
,
J. L.
,
Holdren
,
R. L.
, and
Brown
,
L. E.
,
2003
, «
Электроискровое осаждение
»,
Доп. Матер. Процесс.
,
161
, стр.
35
–
37
.
16.
Wang
,
R. J.
,
Qian
,
Y. Y.
Y.
, and
Liu
,
J.
,
2004
, “
Структурный и межфазный анализ покрытия WC92-Co8, нанесенного на титановый сплав методом электроискрового осаждения
»,
Заявл. Серф. науч.
,
228
, стр.
405
–
409
.
17.
Ян
,
B. H.
,
TSAI
,
H. C.
и
Huang
,
F. Y.
0105,2005
, «
Влияние в ЭДМ диэлектрика раствора мочевины в воде на модификацию поверхности титана
»,
Int. Дж. Мах. Производство инструментов.
Дж. Мах. Производство инструментов.
,
45
, стр.
194
–
200
.
18.
Ян
,
Q.
,
Senda
,
T.
,
Kotani
,
N.
и
Hirose
,
A.
,
2004
, «
Поведение износа и трибофильма Suramics при высоких температурах
,
. . Пальто. Технол.
. Пальто. Технол.,
184
, стр.
270
–
277
.
19.
Zhengui
,
Y.
,
STIGLICH
,
J. J.
и
Sudarshan
,
T. S.
,
1979
, «
WC-CO Words Wordes и Blight Lix
,
53
, стр.
32
–
36
.
20.
Эйер
,
Т. С.
,
1979
, «
Характеристики износа металлов
»,
Трибол. Междунар.
Междунар.
,
9
(
10
), стр.
1
–
10
.
В настоящее время у вас нет доступа к этому содержимому.
$25,00
Покупка
Товар добавлен в корзину.
Проверить Продолжить просмотр Закрыть модальныйРемонт алюминиевого сплава 2024 с помощью процесса электроискрового напыления: технико-экономическое обоснование
На этой странице в условиях естественного старения (Т4) и искусственного старения (Т6). Образцы 2024-Т4 и 2024-Т6 на растяжение сначала были надрезаны, а затем надрезы были заполнены (восстановлены) методом электростатического разряда тем же алюминиевым сплавом. Влияние технологических параметров на микроструктуру пломбировочного материала и свойства подложки исследовали методами оптической и сканирующей электронной микроскопии. Были проведены испытания на растяжение и твердость. Испытание на растяжение показало, что восстановленные образцы Т4 и Т6 имеют низкие прочностные характеристики, что связано с дефектностью и остаточными напряжениями, вызванными высокой скоростью охлаждения при ремонте. Однако образцы в состоянии после ремонта подвергались термообработке либо при 135 °С, либо при 190°C для улучшения механических свойств. Более высокий предел текучести наблюдался у термообработанного сплава Т4. Пластичность и предел прочности при растяжении не изменились, в основном за счет пустот и микротрещин.
Были проведены испытания на растяжение и твердость. Испытание на растяжение показало, что восстановленные образцы Т4 и Т6 имеют низкие прочностные характеристики, что связано с дефектностью и остаточными напряжениями, вызванными высокой скоростью охлаждения при ремонте. Однако образцы в состоянии после ремонта подвергались термообработке либо при 135 °С, либо при 190°C для улучшения механических свойств. Более высокий предел текучести наблюдался у термообработанного сплава Т4. Пластичность и предел прочности при растяжении не изменились, в основном за счет пустот и микротрещин.
1. Введение
Необходимость снижения затрат на эксплуатацию, техническое обслуживание и расходы на утилизацию самолета побудила авиационную промышленность разработать новые процедуры ремонта авиационных компонентов. Кроме того, из-за чрезвычайной стоимости материалов и труда для изготовления дорогостоящего компонента также необходимо ремонтировать все те компоненты, которые подвержены вдавливанию мелющего шара и вырыву фрезы, происходящим в процессе изготовления [1, 2]. Новые ремонтные технологии должны преодолевать ограничения существующих и иметь возможность работать в условиях ремонтной мастерской, что позволит избежать транспортировки ее в ремонтную мастерскую или отправки изношенной детали оригинальному производителю [3].
Новые ремонтные технологии должны преодолевать ограничения существующих и иметь возможность работать в условиях ремонтной мастерской, что позволит избежать транспортировки ее в ремонтную мастерскую или отправки изношенной детали оригинальному производителю [3].
Алюминиевый сплав 2024 был предшественником различных сплавов серии 2xxx, которые широко применяются в аэрокосмической промышленности благодаря своим превосходным свойствам, таким как высокое отношение прочности к весу, очень хорошее сопротивление росту усталостных трещин и хорошая вязкость разрушения [ 4, 5]. Обычно он поставляется в состоянии Т4 или Т6, поскольку такая обработка обеспечивает хорошие механические свойства. Как правило, детали 2024, используемые в авиации для обеспечения устойчивости к повреждениям, такие как нижняя обшивка крыла и конструкция фюзеляжа коммерческих самолетов, обычно легко подвергаются локальной коррозии (то есть точечной коррозии и отслаиванию), особенно в хлоридсодержащей среде [6, 7].
К сожалению, традиционные методы сварки плавлением (вольфрамовая сварка в среде инертного газа (TIG), плазменная дуговая и электронно-лучевая сварка, лазерная наплавка) не подходят для ремонта этого сплава [1, 5]. Было доказано, что некоторые проблемы, такие как растрескивание при затвердевании, расплавление границ зерен в основном металле (ликвационное растрескивание) и изменения в металлургической структуре, возникнут в основном из-за высокого термического воздействия процесса [8-14].
Технология электроискрового напыления (ЭСО) является эффективным методом нанесения антикоррозионных и износостойких покрытий. Это процесс импульсного микроскрепления с низким подводом тепла, в котором используется высокая плотность энергии и короткие электрические импульсы, обычно от нескольких микросекунд до миллисекунд, для осаждения электродного материала на поверхность компонента. Это представляется очень интересным и экономичным решением для восстановления и ремонта изношенных или поврежденных дорогостоящих деталей, особенно тех материалов, которые обычно считаются плохо свариваемыми с помощью обычных процессов ремонта [2, 15–21].
В этом методе между вращающимся расходуемым электродом (анодом) и заготовкой/подложкой (катодом) возникает импульсная электрическая дуга для образования отложения путем отделения мелких капель материала от электрода и выброса их в сторону подложки. В процессе электрическая дуга пульсирует с частотой от 0,1 до 4 кГц с помощью высокочастотного источника питания [22, 23].
Короткая длительность импульса и высокая частота импульсов вызывают как очень высокую скорость охлаждения, так и быстрый процесс затвердевания в сочетании с небольшим количеством материала, переносимого во время каждого импульса. Технология ESD. Эта быстрая скорость затвердевания, предположительно приближающаяся к 10 5 -10 6 °C/с приводит к измельчению микроструктуры либо до наноструктурного, либо до аморфного уровня [23]. Режим затвердевания наплавленного сплава, а также морфология образующихся зерен определяются главным образом тепловым режимом, существующим в начале затвердевания. В противном случае мелкомасштабная микроструктура определяется в основном скоростью охлаждения после затвердевания [17].
В противном случае мелкомасштабная микроструктура определяется в основном скоростью охлаждения после затвердевания [17].
Эта инновационная технология вызвала большой интерес в области ремонта, поскольку она может предложить множество преимуществ, включая низкий уровень загрязнения окружающей среды, техническую возможность наплавки металла при атмосферном давлении, удобство использования и транспортировку сварочного оборудования. Более того, снижение остаточных напряжений и деформаций по сравнению с другими процессами плавления делает этот метод весьма применимым к тем материалам, которые обладают высокой склонностью к растрескиванию при сварке, таким как суперсплавы, MCrAlY и термочувствительные материалы (алюминиевый сплав серии 2000) [22]. –24].
Во многих работах изучался массоперенос, происходящий в процессе электростатического разряда [25–27], который имеет первостепенное значение для получения покрытия с высокой износостойкостью [28–32]. Также исследовалась связь между параметрами процесса и структурой отложений [33–36]. Только несколько исследований связаны с использованием электростатического разряда в качестве технологии ремонта. Farhat [24] определил, что ремонт локально поврежденного покрытия NiCoCrAlY или CoNiCrAlY может быть выполнен с помощью электростатического разряда для дальнейшего увеличения срока службы покрытий. В то время как Джонсон показал возможность ремонта монокристаллической лопатки турбины с малой полезной тепловкладом без деформации [37].
Только несколько исследований связаны с использованием электростатического разряда в качестве технологии ремонта. Farhat [24] определил, что ремонт локально поврежденного покрытия NiCoCrAlY или CoNiCrAlY может быть выполнен с помощью электростатического разряда для дальнейшего увеличения срока службы покрытий. В то время как Джонсон показал возможность ремонта монокристаллической лопатки турбины с малой полезной тепловкладом без деформации [37].
Кроме того, до настоящего времени исследования были сосредоточены на оценке электростатического разряда как технологии ремонта, а не на термочувствительных материалах, таких как сплав 2024.
В этой статье представлено сравнительное исследование отложений, полученных методом электростатического разряда на стандартных подложках из собачьей кости AA2024, как в естественном (Т4), так и в искусственно состаренном (Т6) состояниях. Был проведен подробный анализ модификации микроструктуры наполнителя и влияния параметров процесса на свойства и микроструктуру подложки.
Кроме того, образцы в состоянии после ремонта подвергались термообработке при 135°С и 190°С для снижения вредного влияния остаточных напряжений на механические свойства. Поэтому исследовано также влияние послеремонтной термической обработки (ПРТО) на микроструктуру и механические свойства отремонтированных образцов.
2. Экспериментальные методы
Алюминиевый сплав AA2024 был использован для материалов электрода и подложки. Подложка для электростатического разряда поставлялась в виде прокатанных пластин Т4 и Т6. Химические компоненты (мас. %) сплава АА2024 приведены в табл. 1.
Образцы собачьей кости были изготовлены из пластин толщиной 4 мм (рис. 1(а)). В среднем размере образцов собачьей кости был сделан надрез, который позже был заполнен электродным материалом, как показано на рисунке 1(b). Осаждение проводилось с помощью ручного пистолета при комнатной температуре с защитой аргоном (Ar), что позволяет избежать загрязнения зоны осаждения элементами внедрения, такими как кислород или азот. Во время осаждения электрод вращался со скоростью 1200 об/мин. Параметры процесса электроискрового напыления приведены в табл. 2, где E – значение энергии импульса электрической дуги в джоулях. Эти параметры основаны на предыдущем исследовании Leo et al. [36].
Во время осаждения электрод вращался со скоростью 1200 об/мин. Параметры процесса электроискрового напыления приведены в табл. 2, где E – значение энергии импульса электрической дуги в джоулях. Эти параметры основаны на предыдущем исследовании Leo et al. [36].
Подложка удерживалась в фиксированном положении, в то время как ручной пистолет перемещался по трем ортогональным осям XYZ . Вначале полукруглая форма надреза была покрыта соседними отложениями. Отложения имели круглую форму, соответствующую полукруглой форме надреза. Были реализованы плотные полукруглые напыления, покрывающие всю поверхность надреза вдоль и -ось. Заполнение было получено путем наложения нескольких отложений вдоль направления Z (рис. 1(б)). Затем образцы подвергались послеремонтной термообработке (ПРТО) в течение 2 ч при 135°С и 6 ч при 190°С. Все образцы охлаждались на воздухе. Время выдержки и температура показаны в таблице 3. Образцы были разрезаны по центру осадка, залиты эпоксидной смолой, а затем отполированы до зеркального блеска. Анализы были выполнены на срезе XZ в отполированном состоянии для оценки металлургического состояния в пределах месторождения и в зоне соединения. Микроструктуру выявляли травлением реактивом Келлера. Для изучения микроструктуры использовали три взаимодополняющих метода: стереомикроскопию (СМ), оптическую микроскопию (ОМ) и растровую электронную микроскопию (СЭМ) с ЭДС. Зернистую структуру подложки выявляли электрополировкой (20% хлорная кислота и 80% этанол при 0°С, параметр электрополировки: 15 В и 60 с), анодным оксидированием (травление по Баркеру, параметры анодирования: 20 В и 80 с) и последующее исследование в поляризованном свете в ОМ.
Анализы были выполнены на срезе XZ в отполированном состоянии для оценки металлургического состояния в пределах месторождения и в зоне соединения. Микроструктуру выявляли травлением реактивом Келлера. Для изучения микроструктуры использовали три взаимодополняющих метода: стереомикроскопию (СМ), оптическую микроскопию (ОМ) и растровую электронную микроскопию (СЭМ) с ЭДС. Зернистую структуру подложки выявляли электрополировкой (20% хлорная кислота и 80% этанол при 0°С, параметр электрополировки: 15 В и 60 с), анодным оксидированием (травление по Баркеру, параметры анодирования: 20 В и 80 с) и последующее исследование в поляризованном свете в ОМ.
Площади дефектов внутри депозита и длина трещин на границе раздела подложка/депозит на плоскости XZ (рис. 1(б)) были получены с использованием программного обеспечения NIS для анализа изображений. NIS-Elements — это программное обеспечение NIKON, поставляемое с Epiphot 200 OM. Процент площади дефектов измеряли как сумму площадей дефектов, деленную на площадь исправленной зоны. Кроме того, с помощью программного обеспечения ImageJ были оценены как диаметр Ферета, так и фактор формы ( f круг ) дефектов наполнения. Фактор формы получается из следующего уравнения: где периметр, а площадь дефекта. Для идеального сферического дефекта коэффициент формы равен единице, а для сильно вытянутого дефекта он очень близок к нулю. В частности, в этом исследовании рассматривались два основных морфологических класса дефектов: (i) дефекты с 0 < ≤ 0,5 (ii) дефекты с 0,5 < ≤ 1
Кроме того, с помощью программного обеспечения ImageJ были оценены как диаметр Ферета, так и фактор формы ( f круг ) дефектов наполнения. Фактор формы получается из следующего уравнения: где периметр, а площадь дефекта. Для идеального сферического дефекта коэффициент формы равен единице, а для сильно вытянутого дефекта он очень близок к нулю. В частности, в этом исследовании рассматривались два основных морфологических класса дефектов: (i) дефекты с 0 < ≤ 0,5 (ii) дефекты с 0,5 < ≤ 1
Испытания на микротвердость проводили с нагрузкой 100 г в течение 15 с. Измерения микротвердости проводились на плоскости XZ после расположения сетки параллельно верхней поверхности наплавки в соответствии с ISO 6507-1:2005. Расстояние между отпечатками как по горизонтали, так и по вертикали составляло 100 µ м. Затем рассчитывали средние значения микротвердости с учетом всех отпечатков, сделанных в зоне наплавки и в БМ соответственно. Эти меры проводились как на образцах после ремонта, так и на образцах PRHT. Испытания на растяжение проводились при комнатной температуре на универсальной испытательной машине в соответствии с ISO 689.2-1:2009 перпендикулярно направлению прокатки (RD). Использовался контроль смещения при начальной скорости деформации 0,25 мм/мин. Деформации измеряли аксиальным экстензометром с измерительной длиной 12,5 мм.
Испытания на растяжение проводились при комнатной температуре на универсальной испытательной машине в соответствии с ISO 689.2-1:2009 перпендикулярно направлению прокатки (RD). Использовался контроль смещения при начальной скорости деформации 0,25 мм/мин. Деформации измеряли аксиальным экстензометром с измерительной длиной 12,5 мм.
3. Результаты и обсуждение
3.1. Характеристика основного материала
В сплаве AA2024-T4 механизм упрочнения обусловлен зоной Гинье-Престона (зоной G-P) в зернах, которая препятствует движению дислокаций. В то время как AA2024-T6 достигает максимальной твердости благодаря более тонкому распределению переходных выделений, которое остается связанным с матрицей твердого раствора, оно способствует упрочнению выделений. Как зона G-P (~10 нм толщиной и 100 нм в диаметре), так и частицы осадка (больше, чем зона G-P) слишком малы, чтобы их можно было четко разрешить с помощью микроскопии ОМ или СЭМ [4, 5, 38]. На рис. 2(а) представлена микроструктура основного материала сплава AA2024 (BM) в направлении, перпендикулярном производству прокатки. Микрофотографии OM и SEM 2024 года в состояниях T4 (рис. 2 (a)) и T6 (рис. 2 (b)) соответственно показывают алюминиевую матрицу вместе с серией интерметаллических частиц различной морфологии и размеров. Согласно литературным данным и анализу СЭМ/ЭДС, основными сферическими интерметаллидными частицами являются Al 2 CuMg (S-фаза) (1, рис. 2(а) и 2(б)), тогда как светло-серые частицы представляют собой Al 2 Cu (фаза θ ) (2, на рис. 2(а) и 2(б)). Кроме того, фазы (Mn, Fe) 3 SiAl 12 (светло-коричневые, 3, рис. 2(а) и 2(б)) и Al(Cu, Fe, Mn) (темно-коричневые, 4, рис. 2( а) и 2(б)). Они были размером до 10 м и имели неправильную форму. Кроме того, согласно литературным данным, мелкие дисперсоиды в матрице Al могут быть Cu 2 Mn 3 Al 20 или Al 2 Cu [5, 39]. Картирование элементов (рис. 3) BM подтвердило наличие этих фаз.
Микрофотографии OM и SEM 2024 года в состояниях T4 (рис. 2 (a)) и T6 (рис. 2 (b)) соответственно показывают алюминиевую матрицу вместе с серией интерметаллических частиц различной морфологии и размеров. Согласно литературным данным и анализу СЭМ/ЭДС, основными сферическими интерметаллидными частицами являются Al 2 CuMg (S-фаза) (1, рис. 2(а) и 2(б)), тогда как светло-серые частицы представляют собой Al 2 Cu (фаза θ ) (2, на рис. 2(а) и 2(б)). Кроме того, фазы (Mn, Fe) 3 SiAl 12 (светло-коричневые, 3, рис. 2(а) и 2(б)) и Al(Cu, Fe, Mn) (темно-коричневые, 4, рис. 2( а) и 2(б)). Они были размером до 10 м и имели неправильную форму. Кроме того, согласно литературным данным, мелкие дисперсоиды в матрице Al могут быть Cu 2 Mn 3 Al 20 или Al 2 Cu [5, 39]. Картирование элементов (рис. 3) BM подтвердило наличие этих фаз.
Механические свойства основного материала как в условиях Т4, так и Т6, при комнатной температуре представлены в табл. 4 [5].
4 [5].
3.2. Дефектность и микроструктура в пломбах
На рисунках 4(a) и 4(b) показаны снимки СМ выемки после заполнения в процессе электростатического разряда. Рисунок 4(c) представляет собой микрофотографию ОМ XZ плоскость электроискровой начинки. Хорошо видно, что верхняя поверхность была сплошной и без видимых трещин или других дефектов (рис. 4(а) и 4(б)). Однако некоторые дефекты показаны на рисунке 4(c). Основными дефектами, обнаруженными в анализируемых засыпках, были пустоты различной морфологии и микротрещины, простирающиеся как перпендикулярно, так и параллельно границе раздела подложка/заливка. В частности, типичные пустоты, выявленные внутри пломб, имели три геометрии: небольшие сферические пустоты (газовая пористость), большие пустоты произвольной формы (мостиковая пористость) и тонкий слой пустот (ламинарная пористость) [36]. Формирование этих несплошностей сильно зависело от количества и локализации расплавленного материала. При ручном наплавлении выбранные электрические параметры, расстояние от электрода до поверхности заготовки и усилие на электроде не оставались постоянными в процессе наплавки [19]. , 36]. Все предыдущие аспекты изменили количество расплавленного и/или испарившегося металла. Поэтому на поверхности образовывались пики и впадины, которые выглядели гофрированными и имели пустоты [19, 30, 31]. Считается, что растрескивание внутри пломбы является результатом термического напряжения, которое возникает при охлаждении и затвердевании наплавленного материала. Остаточное термическое напряжение в засыпке всегда было растягивающим [40, 41]. Более того, при анализе поверхности раздела подложка/наполнитель также было замечено, что обе подложки в состояниях Т4 и Т6 характеризовались трещинами, которые преимущественно распространялись вдоль границ зерен (рис. 5(а)). СЭМ-изображение с большим увеличением показало траекторию трещины от продуктов повторного затвердевания, которые типичны для явления ликвационного растрескивания (рис. 5(b)). В то же время быстрое охлаждение в результате процесса электростатического разряда вызвало сильное термическое напряжение, которое открыло ликвированные зоны.
, 36]. Все предыдущие аспекты изменили количество расплавленного и/или испарившегося металла. Поэтому на поверхности образовывались пики и впадины, которые выглядели гофрированными и имели пустоты [19, 30, 31]. Считается, что растрескивание внутри пломбы является результатом термического напряжения, которое возникает при охлаждении и затвердевании наплавленного материала. Остаточное термическое напряжение в засыпке всегда было растягивающим [40, 41]. Более того, при анализе поверхности раздела подложка/наполнитель также было замечено, что обе подложки в состояниях Т4 и Т6 характеризовались трещинами, которые преимущественно распространялись вдоль границ зерен (рис. 5(а)). СЭМ-изображение с большим увеличением показало траекторию трещины от продуктов повторного затвердевания, которые типичны для явления ликвационного растрескивания (рис. 5(b)). В то же время быстрое охлаждение в результате процесса электростатического разряда вызвало сильное термическое напряжение, которое открыло ликвированные зоны. Фактически алюминиевый сплав 2024 подвержен затвердеванию и ликвационному растрескиванию, имея большой диапазон затвердевания, высокое тепловое расширение, большую усадку и много легирующих элементов [10, 41].
Фактически алюминиевый сплав 2024 подвержен затвердеванию и ликвационному растрескиванию, имея большой диапазон затвердевания, высокое тепловое расширение, большую усадку и много легирующих элементов [10, 41].
Оптические и сканирующие электронные микрофотографии на плоскости XZ насадки показаны на рис. 6. Отчетливо видны многочисленные наложенные друг на друга линейные дорожки (рис. 6(b) и 6(c)) из-за переплавления, вызванного наложенный слой (межслойный интерфейс). Причем эти слои различались по размеру и накладывались друг на друга. Слои случайного размера только что выявили нестабильность в процессе ручного осаждения. Средняя толщина нескольких осажденных слоев была рассчитана путем применения метода пересечения. Затем было определено, что оно составляет ∼12,4 ± 6,1 мк м. Кроме того, столбчатая структура зерен росла перпендикулярно подложке (рис. 6 (а) и 6 (б)). Эти столбчатые зерна росли эпитаксиально вдоль кристаллографического направления ранее затвердевшего зерна, через несколько слоев, создавая микроструктуру, перпендикулярную слоям осаждения [10, 36, 38, 42]. Микроструктура покрытия была тонкой благодаря высокой скорости охлаждения [15, 16]. Более того, некоторые слои характеризовались ячеистой дендритной микроструктурой (обозначены кружком B на рис. 6(d)), а некоторые другие слои демонстрировали равномерное распределение мелких мелких частиц второй фазы (появляющиеся в виде светлой точки в кружке A на рис. 6(г)). Кроме того, межслойная тонкая зона имеет грубую микроструктуру, как правило, равноосную (выделено рамкой C на рисунке 6(d)). Эти различные морфологии микроструктуры в тонких слоях отложений можно объяснить переменными условиями затвердевания в объеме расплавленного сплата (жидкая фаза) [16, 43]. Поверхность раздела между начинкой и подложкой показана на рис. 7. Начинка образовала металлургическую связь с подложкой (рис. 7).
Микроструктура покрытия была тонкой благодаря высокой скорости охлаждения [15, 16]. Более того, некоторые слои характеризовались ячеистой дендритной микроструктурой (обозначены кружком B на рис. 6(d)), а некоторые другие слои демонстрировали равномерное распределение мелких мелких частиц второй фазы (появляющиеся в виде светлой точки в кружке A на рис. 6(г)). Кроме того, межслойная тонкая зона имеет грубую микроструктуру, как правило, равноосную (выделено рамкой C на рисунке 6(d)). Эти различные морфологии микроструктуры в тонких слоях отложений можно объяснить переменными условиями затвердевания в объеме расплавленного сплата (жидкая фаза) [16, 43]. Поверхность раздела между начинкой и подложкой показана на рис. 7. Начинка образовала металлургическую связь с подложкой (рис. 7).
3.3. Анализ дефектов
Детально исследованы дефекты наполнителя и на границе раздела наполнитель/подложка. В начинке для всех полученных образцов в объеме осадка наблюдались беспорядочно распределенные дефекты сферической и ламинарной формы. Средняя доля площади этих дефектов составила 2,5 %, что можно считать приемлемым. На рисунках 8(а) и 8(b) показаны графики зависимости диаметра Фере от коэффициента формы и процентного распределения дефектов, имеющих коэффициент формы от 0 до 0,5 и от 0,5 до 1 соответственно. Как показано на рисунке 8(а), дефекты большего размера были самыми неправильными, а заполнения в основном характеризовались ламинарными дефектами (коэффициент формы составлял от 0 до 0,5). Фактически, распределение дефектов по диаметру Фере, показанное на рис. 8(b), иллюстрирует, что почти все дефекты со значением от 0 до 0,5 имеют длину менее 20 м. Кроме того, 50% из них имели диаметр от 10 м до 20 м, но с дефектами значительной протяженности. Растягивающее термическое напряжение увеличивалось во время роста начинки, вызывая большие трещины в начинке и расслоение на слабом межфазном соединении. Небольшие пустоты образовались за счет образования неровностей или захваченного газа. На рис. 8(б) видно, что сферические дефекты ( 0,5–1) были в основном распределены (90%) в более низком классе диаметров Ферета (до 10 м), в то время как остальные имели диаметры Фере от 10 до 30 м.
Средняя доля площади этих дефектов составила 2,5 %, что можно считать приемлемым. На рисунках 8(а) и 8(b) показаны графики зависимости диаметра Фере от коэффициента формы и процентного распределения дефектов, имеющих коэффициент формы от 0 до 0,5 и от 0,5 до 1 соответственно. Как показано на рисунке 8(а), дефекты большего размера были самыми неправильными, а заполнения в основном характеризовались ламинарными дефектами (коэффициент формы составлял от 0 до 0,5). Фактически, распределение дефектов по диаметру Фере, показанное на рис. 8(b), иллюстрирует, что почти все дефекты со значением от 0 до 0,5 имеют длину менее 20 м. Кроме того, 50% из них имели диаметр от 10 м до 20 м, но с дефектами значительной протяженности. Растягивающее термическое напряжение увеличивалось во время роста начинки, вызывая большие трещины в начинке и расслоение на слабом межфазном соединении. Небольшие пустоты образовались за счет образования неровностей или захваченного газа. На рис. 8(б) видно, что сферические дефекты ( 0,5–1) были в основном распределены (90%) в более низком классе диаметров Ферета (до 10 м), в то время как остальные имели диаметры Фере от 10 до 30 м. Что касается дефектов на границе раздела подложка/заполнение, то для двух различных условий обработки БМ (состояния Т4 и Т6) получены значения средней длины трещины и отношения между числом трещины и длиной границы раздела (мм) исследованных и сообщается в таблице 5. Кроме того, на рисунке 9 показано распределение длины трещин, которые распространялись в подложке от границы раздела подложка/заполнение в состоянии BM T4 и T6. Примечательно, что процесс ЭИЛ генерировал одинаковое значение /мм независимо от состояния ОМ (Т4 или Т6) и значительное увеличение средней длины трещины в ОМ Т6. Увеличение средней длины трещины, наблюдаемое в образце 2024-Т6, связано с высокой твердостью подложки. После срабатывания трещины распространяются легче благодаря хрупкости области. Фактически, наблюдая за графиками распределения длин трещин, осаждение на образце 2024-T6 дало более низкий процент трещин для полей длин ниже 15 µ м и увеличение доли более длинных трещин с последующим увеличением вариации поля длин трещин.
Что касается дефектов на границе раздела подложка/заполнение, то для двух различных условий обработки БМ (состояния Т4 и Т6) получены значения средней длины трещины и отношения между числом трещины и длиной границы раздела (мм) исследованных и сообщается в таблице 5. Кроме того, на рисунке 9 показано распределение длины трещин, которые распространялись в подложке от границы раздела подложка/заполнение в состоянии BM T4 и T6. Примечательно, что процесс ЭИЛ генерировал одинаковое значение /мм независимо от состояния ОМ (Т4 или Т6) и значительное увеличение средней длины трещины в ОМ Т6. Увеличение средней длины трещины, наблюдаемое в образце 2024-Т6, связано с высокой твердостью подложки. После срабатывания трещины распространяются легче благодаря хрупкости области. Фактически, наблюдая за графиками распределения длин трещин, осаждение на образце 2024-T6 дало более низкий процент трещин для полей длин ниже 15 µ м и увеличение доли более длинных трещин с последующим увеличением вариации поля длин трещин. Следовательно, напыления, сделанные на 2024-T6, вызвали больше дефектов на границе раздела, чем наплавки, сделанные на 2024-T4.
Следовательно, напыления, сделанные на 2024-T6, вызвали больше дефектов на границе раздела, чем наплавки, сделанные на 2024-T4.
3.4. Механическая характеристика
3.4.1. Микротвердость
На рис. 10 показаны профили микротвердости пломб и подложки из AA2024 в условиях Т4 и Т6. На графике показаны средние значения микротвердости, обнаруженные при увеличении расстояния от границы раздела подложка/наплавка. В табл. 6 приведены средние показатели микротвердости. Кроме того, средние значения микротвердости подложки, измеренные при 100 мк м от границы раздела покрытий. Твердость наполнителя в целом была ниже твердости подложки во всех исследованных образцах (рис. 10 и табл. 6). Снижение твердости было связано со старением основного материала и некоторыми дефектами, образовавшимися внутри покрытия. При этом (рис. 10) в зоне ремонта средние значения микротвердости оставались практически постоянными, что подтверждает отсутствие значительных микроструктурных изменений по толщине зоны ремонта. Результаты, представленные в табл. 6, свидетельствуют о том, что микротвердость подложки вблизи границы раздела не изменилась по сравнению с таковой в зоне ОМ. Поэтому механические свойства подложки не изменились. Кроме того, результаты показали, что послеремонтная термообработка (ПРТО), проведенная на образцах, не повлияла на твердость пломбы. Фактически она оставалась почти постоянной независимо от используемой температуры термообработки. Твердость подложки 2024-Т4, которая была несовершенной, увеличилась после Т 190_6 PRHT за счет выделения более твердеющих частиц [38]. Из-за перестаривания значение твердости подложки 2024-T6, которая подверглась пиковому старению, уменьшалась с увеличением времени и температуры термообработки. На самом деле известно, что если частицы выделений большие и расположены далеко друг от друга, их можно легко обойти движущимися дислокациями, которые изгибаются между ними и воссоединяются по механизму, впервые предложенному Орованом [4].
Результаты, представленные в табл. 6, свидетельствуют о том, что микротвердость подложки вблизи границы раздела не изменилась по сравнению с таковой в зоне ОМ. Поэтому механические свойства подложки не изменились. Кроме того, результаты показали, что послеремонтная термообработка (ПРТО), проведенная на образцах, не повлияла на твердость пломбы. Фактически она оставалась почти постоянной независимо от используемой температуры термообработки. Твердость подложки 2024-Т4, которая была несовершенной, увеличилась после Т 190_6 PRHT за счет выделения более твердеющих частиц [38]. Из-за перестаривания значение твердости подложки 2024-T6, которая подверглась пиковому старению, уменьшалась с увеличением времени и температуры термообработки. На самом деле известно, что если частицы выделений большие и расположены далеко друг от друга, их можно легко обойти движущимися дислокациями, которые изгибаются между ними и воссоединяются по механизму, впервые предложенному Орованом [4].
3.
 4.2. Поведение при растяжении
4.2. Поведение при растяжении Испытание на растяжение было проведено для определения поведения отремонтированных образцов. В табл. 7 приведены значения предела текучести ( σ y ), предел прочности при растяжении (UTS), нагрузка при разрушении, деформация при разрушении (удлинение e f ) и площадь поперечного сечения ( S 0 ) в состоянии поставки БМ в состояниях Т4 и Т6, полученные БМ с надрезом и отремонтированные образцы как в необработанном, так и в обработанном состояниях Т 135_2 и Т 190_6 . Полученные кривые напряжения-деформации показаны на рис. 11. По результатам испытаний на растяжение образцы после ремонта и PRHT показали ухудшение механических свойств по сравнению с BM (как с надрезом, так и без надреза 2024 образцов). Вероятно, это было вызвано наличием широко распространенных дефектов внутри осадка и на границе подложка/осадок, а также различными микроструктурными характеристиками осадка и ОМ. Предел текучести ( σ y ), а предел прочности при растяжении (UTS) образцов после ремонта и образцов PRHT был ниже по сравнению с образцами с надрезом. В то же время наблюдалось снижение пластичности из-за наличия дефектов в осадке и на границе раздела. Пористость в наплавке привела к концентрации напряжений, поэтому трещина легко зародилась и распространилась по всей толщине образца. Кроме того, трещины на границе раздела вызвали разрыв с низкой прочностью на растяжение. Повышение механических свойств (таблица 7) было получено за счет высокотемпературной и длительной обработки PRHT. Предел текучести и UTS образцов PRHT были выше по сравнению с образцами после ремонта. Т 135_2 термообработка повысила предел прочности образцов 2024-Т4 на 17 МПа и предел текучести 34 МПа, а термообработка Т 135_2 повысила предел прочности образцов 2024-Т6 на 16 МПа и предел текучести прочность 39 МПа. Аналогичным образом термообработка Т 190_6 повысила предел прочности при растяжении образцов 2024-Т4 на 16 МПа и предел текучести на 72 МПа, в то время как термообработка Т 190_6 повысила предел прочности при растяжении образцов 2024-Т6 из 18 МПа и предел текучести 46 МПа.
Предел текучести ( σ y ), а предел прочности при растяжении (UTS) образцов после ремонта и образцов PRHT был ниже по сравнению с образцами с надрезом. В то же время наблюдалось снижение пластичности из-за наличия дефектов в осадке и на границе раздела. Пористость в наплавке привела к концентрации напряжений, поэтому трещина легко зародилась и распространилась по всей толщине образца. Кроме того, трещины на границе раздела вызвали разрыв с низкой прочностью на растяжение. Повышение механических свойств (таблица 7) было получено за счет высокотемпературной и длительной обработки PRHT. Предел текучести и UTS образцов PRHT были выше по сравнению с образцами после ремонта. Т 135_2 термообработка повысила предел прочности образцов 2024-Т4 на 17 МПа и предел текучести 34 МПа, а термообработка Т 135_2 повысила предел прочности образцов 2024-Т6 на 16 МПа и предел текучести прочность 39 МПа. Аналогичным образом термообработка Т 190_6 повысила предел прочности при растяжении образцов 2024-Т4 на 16 МПа и предел текучести на 72 МПа, в то время как термообработка Т 190_6 повысила предел прочности при растяжении образцов 2024-Т6 из 18 МПа и предел текучести 46 МПа. Улучшения σ y и UTS в первую очередь были обусловлены снижением остаточных напряжений и/или повышением твердости вследствие термической обработки. Роль снижения остаточных напряжений особенно эффективна в случае проведения ПТО при 190°С на образце 2024-Т6, в котором повышение предела текучести связано с перестариванием выделившихся частиц (табл. 6), что приводит к размягчению микроструктуры. Так, ПТО при 190°С оказалась более эффективной при проведении на образце 2024-Т4, так как термообработка помимо снижения остаточных напряжений приводила и к повышению твердости подложки.
Улучшения σ y и UTS в первую очередь были обусловлены снижением остаточных напряжений и/или повышением твердости вследствие термической обработки. Роль снижения остаточных напряжений особенно эффективна в случае проведения ПТО при 190°С на образце 2024-Т6, в котором повышение предела текучести связано с перестариванием выделившихся частиц (табл. 6), что приводит к размягчению микроструктуры. Так, ПТО при 190°С оказалась более эффективной при проведении на образце 2024-Т4, так как термообработка помимо снижения остаточных напряжений приводила и к повышению твердости подложки.
4. Заключение
Исследование процесса электроискрового осаждения алюминиевого сплава 2024 на аналогичную подложку показало следующее: (1) Микроструктура заполнения была послойной, очень тонкой и смешанной как с ячеистыми, так и с равноосными дендритами. В слоях заполнения зерна образовывали длинные столбчатые зерна с преимущественным ростом вдоль направления нароста. Микроструктура была сильно неоднородной из-за разной скорости охлаждения в процессе осаждения. Твердость наплавленного металла была ниже твердости подложки. На подложке не было зоны термического влияния.(2)Репарация показала наличие дефекта. Эти дефекты, случайно распределенные в микроструктуре, имели сферическую, случайную и пластинчатую формы. Средняя доля площади этих дефектов составила 2,5%, что считается приемлемым. Было подсчитано, что пломбы имели 63% пластинчатых и 37% дефектов сферической формы. Образование дефектов пластинчатой морфологии в основном связано с остаточными растягивающими напряжениями. Размер длины трещин до границы раздела был больше для искусственного состаренного осаждения. (3) Прочностные свойства отремонтированных образцов были ниже по сравнению с образцами с надрезом (как для состояний Т6, так и для Т4) из-за остаточного напряжения и дефектности. PRHT улучшил предел текучести отремонтированного образца за счет снижения остаточного напряжения. Однако пластичность сплава 2024 сильно снизилась в процессе восстановления. ПРХТ в 190°С была наиболее эффективна при проведении на 2024-Т4, так как помимо снижения остаточных напряжений термообработка приводила и к повышению твердости подложки.
Твердость наплавленного металла была ниже твердости подложки. На подложке не было зоны термического влияния.(2)Репарация показала наличие дефекта. Эти дефекты, случайно распределенные в микроструктуре, имели сферическую, случайную и пластинчатую формы. Средняя доля площади этих дефектов составила 2,5%, что считается приемлемым. Было подсчитано, что пломбы имели 63% пластинчатых и 37% дефектов сферической формы. Образование дефектов пластинчатой морфологии в основном связано с остаточными растягивающими напряжениями. Размер длины трещин до границы раздела был больше для искусственного состаренного осаждения. (3) Прочностные свойства отремонтированных образцов были ниже по сравнению с образцами с надрезом (как для состояний Т6, так и для Т4) из-за остаточного напряжения и дефектности. PRHT улучшил предел текучести отремонтированного образца за счет снижения остаточного напряжения. Однако пластичность сплава 2024 сильно снизилась в процессе восстановления. ПРХТ в 190°С была наиболее эффективна при проведении на 2024-Т4, так как помимо снижения остаточных напряжений термообработка приводила и к повышению твердости подложки.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
М. Брандт, Лазерное аддитивное производство: материалы, дизайн, технологии и приложения , Woodhead Publishing, Кембридж, Великобритания, 2016 г.
Х. Пайдас, А. Мертенс, Р. Каррус , J. Lecomte-Beckers, J. Tchoufang Tchuindjang, «Лазерная наплавка как технология ремонта сплава Ti–6Al–4V: влияние стратегии построения на микроструктуру и твердость», Материалы и конструкция , том. 85, стр. 497–510, 2015.
Посмотреть по адресу:
Сайт издателя | Google Scholar
N. Price, AESF/EPA Conference for Environmental and Process Excellence , Агентство по охране окружающей среды, Lake Buena Vista, FL, USA, 2004.
I. J. Polmear, Light Alloys: Metallurgy of the Light Metals , Butterworth Heinemann, Oxford, UK, 1995.

J. R. Davis, Специальное руководство ASM: алюминий и алюминиевые сплавы , ASM International, Russell Township, OH, USA, 1993.
F.C. Campbell, Технология производства аэрокосмических конструкционных материалов , Elsevier, Амстердам, Нидерланды, 2006.
C.M. Фрейтас и др., «Микроструктура пассивного слоя, сформированного на поверхности алюминиевого сплава AA2024-T3, имплантированной азотом», Surface and Interface Analysis , vol. 40, нет. 3-4, стр. 290–293, 2008.
Просмотр:
Сайт издателя | Google Scholar
Р. Оньюкка, «Сварка против клепки — усталостная долговечность для самолетов», Welding International , vol. 75, стр. 29–33, 1996.
Посмотреть по адресу:
Google Scholar
С. Коу, «Сварка металлургии и свариваемость высокопрочных алюминиевых сплавов», Бюллетень Совета по исследованиям в области сварки , том.
 320, 1986.
320, 1986.Посмотреть по адресу:
Google Scholar
М. Ф. Гайни, М. Шейхи, М. Дж. Торкамани и Дж. Саббагзаде, «Связь между трещинами ликвации и затвердевания при импульсной лазерной сварке алюминиевого сплава 2024», Materials Science and Engineering: A , vol. 519, стр. 167–171, 2009 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Норман А. Ф., Дражнер В., Прангнелл П. Б. Влияние параметров сварки на микроструктуру затвердевания автогенных сварных швов TIG в сплаве Al–Cu–Mg–Mn, Материаловедение и инженерия: A , vol. 259, стр. 53–64, 1999.
Посмотреть по адресу:
Сайт издателя | Google Scholar
WR Oates, Materials and Applications , vol. 3, AWS, Майами, Флорида, США, 8-е издание, 1972 г.

Чжао Х., Уайт Д. Р. и ДеРой Т. Текущие вопросы и проблемы лазерной сварки автомобильных алюминиевых сплавов, International Materials Reviews , том. 44, стр. 238–266, 1999.
Просмотр:
Сайт издателя | Google Scholar
X. Cao, W. Wallace, J. P. Immarigeon, and C. Poon, «Исследования и достижения в области лазерной сварки деформируемых алюминиевых сплавов. II. Металлургические микроструктуры, дефекты и механические свойства», Materials and Manufacturing Processes , vol. 18, нет. 1, стр. 23–49, 2003 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. Дж. Се, М. К. Ван и Д. В. Хуанг, «Сравнительное исследование микроструктурных характеристик электроискрового и Nd:YAG-лазерного эпитаксиального выращивания покрытий», Прикладная наука о поверхности , том.
 253, нет. 14, стр. 6149–6156, 2007.
253, нет. 14, стр. 6149–6156, 2007.Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. Дж. Се и М. К. Ван, «Эпитаксиальное покрытие MCrAlY на суперсплаве на основе никеля, полученное электроискровым осаждением», Surface and Coatings Technology , vol. 201, нет. 6, стр. 3564–3570, 2006.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. Дж. Се и М. К. Ван, «Микроструктурная морфология слоя электроискрового осаждения жаропрочного сплава с высоким гамма-излучением», Технология поверхностей и покрытий , том. 201, нет. 3–4, стр. 691–698, 2006 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
CJ Chen, MC Wang, DS Wang и YM Liu, «Исследование коррозионных характеристик высокоэнергетического микродугового легирования электрода Al-Y на магниевом сплаве AZ31», Transactions of Materials and Heat Treatment , том.
 28, стр. 106–110, 2007.
28, стр. 106–110, 2007.Посмотреть по адресу:
Google Scholar
С. Франджини и А. Маски, «Исследование влияния динамического контроля контактной силы на улучшение свойств электроискрового покрытия», Surface and Coatings Technology , vol. 204, нет. 16–17, стр. 2613–2623, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. Франджини, А. Маски и А. Ди Бартоломео, «Покрытие на основе Cr7C3, нанесенное на нержавеющую сталь электроискровым процессом: структурные характеристики и коррозионное поведение», Технология поверхностей и покрытий , том. 149, нет. 2–3, стр. 279–286, 2002 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. К. Танг, Т. С. Нгуен и Ю. Чжоу, «Перенос материалов при электроискровом напылении композитного покрытия с металлической матрицей TiCp/Ni на подложку из меди», Welding Research , vol.
 89, 2010.
89, 2010.Посмотреть по адресу:
Google Scholar
Р. Н. Джонсон, «Надежные покрытия для защиты от коррозии и износа: процесс электроискрового осаждения», в Труды конференции Tri-service по коррозии , стр. 341–410, Battelle, Columbus, OH, USA, 1999. Миллиган и С. Кэдни, «Объемная наноструктура и аморфные металлические компоненты с использованием процесса электроискровой сварки», Assembly Automation , vol. 30, нет. 3, стр. 248–256, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Р. Фархата, Ремонт поврежденных покрытий MCrAlY, предназначенных для применения в нефтяной промышленности , Университет Макгилла, Монреаль, QC, Канада, 2012.
Галинов И.В. и Любан Р.Б. . 79, нет. 1–3, стр. 9–18, 1996.
Посмотреть по адресу:
Сайт издателя | Google Scholar
А.
 Лесняйк и Дж. Тусек, «Процессы и свойства отложений при электроискровом осаждении», Наука и техника сварки и соединения , вып. 7, нет. 6, стр. 391–396, 2002.
Лесняйк и Дж. Тусек, «Процессы и свойства отложений при электроискровом осаждении», Наука и техника сварки и соединения , вып. 7, нет. 6, стр. 391–396, 2002.Посмотреть по адресу:
Сайт издателя | Google Scholar
C. Changjun, W. Maocai, L. Yiming, W. Dongsheng, and J. Ren, «Тенденции массопереноса и формирование единого пятна осаждения во время высокоэнергетического микродугового легирования сплава AZ31Mg. », Journal of Materials Processing Technology , vol. 198, нет. 1–3, стр. 275–280, 2008 г.
Посмотреть по адресу:
Сайт издателя | Академия Google
W. F. Wang, M. C. Wang, F. J. Sun, Y. G. Zheng и J.-M. Цзяо, «Микроструктура и характеристики кавитационной эрозии покрытия из сплава Al-Si, полученного электроискровым осаждением», Surface & Coatings Technology , vol. 202, нет.
 21, стр. 5116–5121, 2008 г.
21, стр. 5116–5121, 2008 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
D. Liu, W. Gao, Z. Li, H. Zhang и Z. Hu, «Электроискровое осаждение покрытий из аморфного сплава на основе Fe», Materials Letters , том. 61, нет. 1, стр. 165–167, 2007 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. Кэдни и М. Брошу, «Формирование аморфных покрытий Zr41.2Ti13.8Ni10Cu12.5Be22.5 с помощью процесса электроискрового осаждения», Intermetallics , vol. 16, нет. 4, стр. 518–523, 2008 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. Кэдни, Г. Гудолл, Г. Ким, А. Моран и М. Брошу, «Преобразование кристаллического электродного материала на основе алюминия в аморфный осадок с помощью процесса электроискровой сварки», Journal of Alloys and Compounds , vol.
 476, нет. 1–2, стр. 147–151, 2009 г.
476, нет. 1–2, стр. 147–151, 2009 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. Дж. Се и М. К. Ван, «Поведение изотермического окисления электроискрового осаждения покрытий типа MCrAlX на суперсплаве на основе никеля», Journal of Alloys and Compounds , vol. 480, нет. 2, стр. 454–461, 2009 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. Э. Браун, С. Н. Хаммонд и М. К. Нордин, Метод и устройство для электроискрового легирования, 2002.
Посмотреть по адресу:
Google Scholar
А. Лешняк и Й. Тушек, «Процессы и свойства отложений при электроискровом напылении», Наука и технология сварки и соединения , вып. 7, нет. 6, с. 391, 2002.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Лян Дж.
 , Гао В., Ли З., Хе Ю. Горячая коррозионная стойкость электроискровых покрытий Al и Ni Cr, содержащих диспергированный Y 2 O 3 частиц», Materials Letters , vol. 58, нет. 26, с. 3280, 2004.
, Гао В., Ли З., Хе Ю. Горячая коррозионная стойкость электроискровых покрытий Al и Ni Cr, содержащих диспергированный Y 2 O 3 частиц», Materials Letters , vol. 58, нет. 26, с. 3280, 2004.Посмотреть по адресу:
Сайт издателя | Google Scholar
П. Лео, Г. Ренна и Г. Казалино, «Исследование прямого металлического осаждения AA2024 с помощью электроискры для покрытия и ремонта», Applied Sciences , vol. 7, нет. 12, с. 945, 2017.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Р. Н. Джонсон, «Альтернативные покрытия для защиты от износа и коррозии: процесс электроискрового осаждения», в Proceedings of the AESF Conference for Environmental Excellence , Lake Buena Vista, FL, USA, January 2002.
Посмотреть по адресу:
Google Scholar
Д.
 Chapman & Hall, London, UK, 1992.
Chapman & Hall, London, UK, 1992.L.F. Mondolfo, Aluminium Alloys: Structure and Properties , Butterworth, Oxford, UK, 1976.
Z. Chen and Y. Zhou, электродом для контактной сварки электроискровым напылением композиционных покрытий: часть I. Характеристика покрытия», Технология поверхностей и покрытий , том. 201, нет. 3–4, стр. 1503–1510, 2006 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
W. Jian-sheng, M. Hui-min, Y. Hong-ying, F. Zi-shuan и S. Dong-bai, «Характеристика и поведение при износе покрытия WC-0.8Co на отливке стальные валки электроискровым напылением», International Journal of Minerals, Metallurgy and Materials , vol. 16, с. 707, 2009.
Посмотреть по адресу:
Google Scholar
Р. В. Месслер, Принципы сварки , John Wiley & Sons Inc.
 , Нью-Йорк, штат Нью-Йорк, США, 1999. Швейцария, 4-е издание, 1998 г.
, Нью-Йорк, штат Нью-Йорк, США, 1999. Швейцария, 4-е издание, 1998 г.
Copyright
Copyright © 2018 G. Renna et al. Это статья с открытым доступом, распространяемая в соответствии с лицензией Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Часто задаваемые вопросы о Rocklinizing – Rocklin Manufacturing Co.
Опубликовано Россом Роклином в Rocklin Mfg от 18.05.2022
На каких покрытиях или поверхностных обработках специализируется ваша компания и на каких его преимущества?
Процесс ROCKLINIZING — это метод электронного переноса вольфрама.
карбид, карбид титана и твердый электродный материал в сталь и на сталь
поверхности. Преимуществ много из-за гибкости оборудования и
применения, в которых применяется пропитка карбидом. Пользователь имеет свободу
экспериментируйте с различными депозитами и приложениями. Тогда как другие покрытия
обеспечивают большую смазывающую способность,
Процесс электроискрового осаждения ROCKLINIZER
обеспечивает исключительную износостойкость. Наплавка – это способ
легирование карбида вольфрама сталью с получением отделки покрытия, которая разделяет
преимущества обоих.
Тогда как другие покрытия
обеспечивают большую смазывающую способность,
Процесс электроискрового осаждения ROCKLINIZER
обеспечивает исключительную износостойкость. Наплавка – это способ
легирование карбида вольфрама сталью с получением отделки покрытия, которая разделяет
преимущества обоих.
Если у вас высокотемпературный процесс, какие проблемы возникают и каковы решения для поддержания критических размеров?
Большинство предметов, РОКЛИНИЗИРОВАННЫХ, можно держать в руке с тех пор, как
система электроискрового напыления быстро гасится воздухом и мало нагревается
сгенерировано. Во многих приложениях
Оборудование для электроискрового напыления ROCKLINIZER
используется исключительно для исправления ошибок размеров и восстановления допусков. С
гибкость для внесения до 0,010 дюйма, регулируемая в пределах 0,0001 дюйма с помощью циферблата
установка, оборудование имеет много преимуществ. Совершенно уникальное свойство
ROCKLINIZING hardsurfacing заключается в том, что аналогичное количество износостойкого материала
пропитывается под поверхностью, нанесенной выше, оставляя двойной износ
поверхность защиты.
С каким шагом измерения можно контролировать обрабатываемую поверхность?
Нанесение обработанной металлической поверхности настолько точно контролируется машиной установка, что им можно управлять с небольшими приращениями в десятитысячные доли секунды. дюйм. На самом деле, до выхода ROCKLINIZER для использования испытательный стержень из инструментальной стали охвачен во всем диапазоне мощности настройки в дополнение к часам автоматического тестирования.
Какое влияние Rocklinizing оказывает на отделку поверхности?
Вопрос отделки поверхности является ключевым, когда речь идет о ROCKLINIZING.
процессное приложение. Поскольку искровой разряд в бесконечных количествах фактически
расплавляет частицы поверхности материала, обычно пятнистого вида
существуют. Однако мы в состоянии контролировать минимальный вывод депозита до такой
тонкая точка, так что даже при нанесении твердого покрытия можно
обратите внимание на следы шлифовки от исходной поверхности.
Чем тяжелее выделения, тем грубее внешний вид. Это не всегда означает, что отделка более грубая — это только показывает, где каждое пятно затвердевания произошел.
Разве инструменты, пуансоны и штампы не должны иметь блестящую полированную поверхность?
Вопрос о необходимости блестящего или суперполированного покрытия инструментов может быть напрямую связано с деформацией металла, которая существует во всех процессы штамповки, так как эта работа приводит к выделению тепла.
Преувеличивать это состояние, чтобы придать этой предполагаемой яркой отделке
для правильной фокусировки на нагретых поверхностях, мы связываем ROCKLINIZING при использовании с
горячий металл на хорошо отполированном штифте литейной формы. Этот полированный
ранее считалось необходимостью. Один пользователь ROCKLINIZING hardsurfacing
резюмирует это следующим образом: «При карбидировании сердечников окажется, что сердечник
ужасно грубо для выпуска литья. Эта шероховатость настолько мелкая, что
сердечник на самом деле делает отливку более гладкой, потому что алюминий не будет прилипать
к ядру так же сильно, как и к ядру, которое было забито камнями до
финиш.” Горячая сталь реагирует так же.
Эта шероховатость настолько мелкая, что
сердечник на самом деле делает отливку более гладкой, потому что алюминий не будет прилипать
к ядру так же сильно, как и к ядру, которое было забито камнями до
финиш.” Горячая сталь реагирует так же.
Можно ли сделать более тяжелое наплавление и использовать чистовую операцию для уменьшения шероховатость?
Можно получить более гладкую поверхность после нанесения более тяжелого и грубого покрытия путем уменьшив мощность до более низкого значения и пройдясь по детали, таким образом, получая более гладкая поверхность. Этот результат также может быть достигнут добавлением карбида титана. покрытие на ранее нанесенное покрытие из карбида вольфрама.
Хонингование или шлифование следует использовать только в крайнем случае. Однако с
ROCKLINIZED поверхность настолько точно нанесена по толщине, если не использовать всего несколько
ручные проходы абразивной ткани, можно пройти через тонкий нанесенный
поверхность и обнажить основной металл. Другими словами, не полируйте
применил твердую поверхность с колесом, чтобы попытаться получить гладкость, которая может не
даже быть необходимым. Почему бы не попробовать сначала поверхностную часть, чтобы увидеть, будет ли внешний вид
действительно недостаток? Вы можете быть приятно удивлены.
Другими словами, не полируйте
применил твердую поверхность с колесом, чтобы попытаться получить гладкость, которая может не
даже быть необходимым. Почему бы не попробовать сначала поверхностную часть, чтобы увидеть, будет ли внешний вид
действительно недостаток? Вы можете быть приятно удивлены.
Какова результирующая твердость поверхности инструмента после роклинизации?
Обычные методы определения твердости с использованием алмаза или точечного проникновения,
связанные с испытаниями Роквелла или Бринелля, не дают правильных показаний
потому что технологические точки проникают в тонкий слой ROCKLINIZED. Результирующий
показание, таким образом, обычно является показанием основного металла. РОКЛИНИЗАЦИЯ
применение материала известной твердости — это процесс, обеспечивающий более длительный износ инструмента.
Практическое использование — лучший показатель эффективности. На инструментальной стали Т-8 в сравнении
твердость составляет ~80 Rockwell C (HRC) для карбида титана, ~70 HRC для вольфрама
карбида и ~60 HRC для электрода Рокхарда.
Rocklinizing, по-видимому, влияет только на поверхность — есть ли какие-либо другие соображения?
Как однажды сказал производитель красок: «Сохраните поверхность, и вы спасете все». ROCKLINIZING экономит поверхности.
Простая инструкция по эксплуатации входит в комплект поставки. РОКЛИНАЙЗЕР. Можно за несколько минут освоить методы, необходимые для РОКЛИНИЗАЦИИ. Однако операция и процесс могут возникнуть вопросы.
ROCKLINIZING обеспечивает тонкослойное нанесение карбида вольфрама на инструмент. сталь (сверла, развертки, метчики и т. д.) Эти инструментальные поверхности должны быть уже должным образом отшлифованы и заточены и готовы к использованию.
Целью ROCKLINIZING является обеспечение большего износа и увеличения длины режущего инструмента. срок службы инструментов между переточками или продление срока службы других поверхностей которые подвержены износу.
Что определяет мощность для желаемой толщины или технику для использование электрода?
Существует бесчисленное множество вариантов использования Rocklinizer, и
не существует лучшего способа для роклинизации. Техника может быть предметом «пробной
и ошибка» при запуске. В качестве необычного примера при применении
ROCKLINIZING до кончика иглы, чтобы попытаться придать ему больший износ, настоянная дуга
выброс из самой большой установки может изменить металлургическую структуру
сам точечный металл. В этом случае будет использоваться самая низкая настройка мощности.
Точно так же для лезвий ножа, если бы кто-то использовал контакт точки к точке
электрод к заостренной кромке ножа, это может фактически затупить нож
край. Техника ручного управления, разработанная специально для ROCKLINIZING, использует
дугогасящая сторона электрода. Это также потребует более низкой настройки мощности
чтобы не затупить край.
Техника может быть предметом «пробной
и ошибка» при запуске. В качестве необычного примера при применении
ROCKLINIZING до кончика иглы, чтобы попытаться придать ему больший износ, настоянная дуга
выброс из самой большой установки может изменить металлургическую структуру
сам точечный металл. В этом случае будет использоваться самая низкая настройка мощности.
Точно так же для лезвий ножа, если бы кто-то использовал контакт точки к точке
электрод к заостренной кромке ножа, это может фактически затупить нож
край. Техника ручного управления, разработанная специально для ROCKLINIZING, использует
дугогасящая сторона электрода. Это также потребует более низкой настройки мощности
чтобы не затупить край.
Применение на больших поверхностях, например, для нанесения покрытий на зоны износа на штампах для литья под давлением или
добавление захвата к штампам для гибки труб может потребовать использования более высоких настроек мощности.
Для получения дополнительной информации о распространенных приложениях см. Страница ресурса «Как и где подать заявку».
Страница ресурса «Как и где подать заявку».
Какую площадь покроет один электрод?
Степень использования электродов по удельному покрытию и сроку службы незначительна. скорость эрозии электрода иногда не очевидна для каждого покрытия. Расход крайне низкий. В зависимости от стоимости выполненной работы, это несущественный фактор. Электроды ROCKLINIZING, в отличие от обычных электроды для дуговой сварки, не используются для заливки металла в космос.
Сколько времени требуется для роклинизации?
Требуемая ROCKLINIZING связана с индивидуальным оператором, точностью требуется для покрываемой площади, а Используется модель ROCKLINIZER. Например, почти 5 кв. дюймы могут быть покрыты за одну минуту с помощью самой быстрой модели 950 РОКЛИНАЙЗЕР. Кроме того, новые возможности автоматизации включая Роклинайзер Автоматизация а также Роботизированная роклайнизация может обеспечить еще большую эффективность.
Каковы основные цели роклинизации?
Основными целями ROCKLINIZING являются уменьшение износа металла по металлу,
увеличить срок службы инструмента и штампа, а также оптимизировать сцепление.