Электрополировка это: Электрополировка нержавейки в специальных ваннах с установками Clinox
alexxlab | 20.06.1995 | 0 | Разное
Электрополирование: особенности процесса
Главная » Литература » Статьи » Электрополирование: особенности процесса
Автор: Стивен Ф. Руди
В данной статье речь пойдет о практическом применении, режимах, рабочих параметрах, требованиям к оборудованию, анализе, решении проблем и контроле процесса полирования.
Источник энергии не должен находиться в непосредственной близости от высоко-агрессивного раствора полирования, то же самое относится ко всему сопутствующему оборудованию.
Важно знать всю информацию о безопасности, относящуюся к обработке, хранению и транспортировке растворов для полирования. Это включает в себя защитное обёртывание и понимание относящихся к вопросу документов, таких как технические бюллетени и данные о материальной безопасности (с копиями в офисе и Министерстве профессиональной безопасности и здравоохранения). Резервуары должны быть правильно помечены согласно местным и федеральным законам, а также законам штата.
Общие операционные параметры
| Температура | От 80 до 220 Фаренгейт (27 – 104 градуса Цельсия) |
| Оборудование (*) | Устойчивые к кислоте материалы |
| Откачка | Требуется |
| Энергоснабжение | DC Ректификатор, 6-20 вольт |
| Встряхивание | Движение раствора (циркуляционный насос или воздух) |
| Подогревание | Паровые кольца, электропогружение |
| Катоды | Медь, свинец или нержавеющая сталь |
| Держатель | Медь, титан или медь, покрытая пластизолем (с титановыми вкраплениями) |
| (*) Ванна электрополирования нержавеющей стали должны поддерживать раствор плотностью приблизительно 1,7 кг на литр | |
Типичные операционные параметры для электрополирования нержавеющей стали
| Температура (никелевые сплавы) | 130 – 180 Фаренгейт (54 – 820С) |
| Температура (неникелевые сплавы) | 190 – 210 Фаренгейт (88 – 990С) |
| Плотность тока | 150 – 450А (кв. фут) (16,1 – 48,4 А/дм2) фут) (16,1 – 48,4 А/дм2) |
| Рабочее напряжение | 6 – 18 вольт |
| Соотношение катодов и анодов | 10:1 к 1:1 |
| Время электрополирования | 3 минуты (как обычно) |
| Максимальный токовый вход | 5 А/галлон |
| Расстояние от частей до катодов | 2 – 6 дюймов |
| Расстояние до днища резевуара | По крайней мере 6 дюймов |
Во время электрополирования количество удаляемого металла может варьироваться от 0,00005 до 0,00001 дюймов на обрабатываемую поверхность за минуту электрополирования. Это зависит от рабочей плотности тока. Расстояние от катода до края критично для обеспечения предпочитаемого химического действия. Небольшое расстояние может привести к разъеданию и вытравливанию.
- Обезжиривание или очистка смачиванием
- Двойное полоскание
- Удаление окалины (необязательно)
- Двойное полоскание
- Электрополирование
- Выемка деталей
- Двойное или тройное полоскание встречным движением
- Сушка
Очень важно, чтобы поверхность не содержала масел и жиров. Электрополирование не удалит эти типы органических загрязнений. Удаление окалины необязательно, так как электрополирование хорошо удаляет окалину. Важно также полоскание после электрополирования, не только для того, чтобы смыть электролит с частей, но и минимизировать содержание воды с растворённым металлом. Чтобы ускорить промывание сложных форм или частей, где остаётся растворённая кислота – электролит, можно использовать погружение в мягкий щелочной раствор кальцинированной соды для нейтрализации. Затем промойте чистой водой. Обычно нержавеющая сталь не требует никакой дополнительной обработки. Анализ и контроль поддержания в исправном состоянии.
Электрополирование не удалит эти типы органических загрязнений. Удаление окалины необязательно, так как электрополирование хорошо удаляет окалину. Важно также полоскание после электрополирования, не только для того, чтобы смыть электролит с частей, но и минимизировать содержание воды с растворённым металлом. Чтобы ускорить промывание сложных форм или частей, где остаётся растворённая кислота – электролит, можно использовать погружение в мягкий щелочной раствор кальцинированной соды для нейтрализации. Затем промойте чистой водой. Обычно нержавеющая сталь не требует никакой дополнительной обработки. Анализ и контроль поддержания в исправном состоянии.
Большинство методов аналитического контроля требуют нескольких стандартных процедур для поддержания оптимального химического баланса электролита. Вот это можно резюмировать следующим образом:
Титрование кислот. К примеру, электролиты нержавеющей стали содержат по крайней мере две неорганические кислоты вдобавок к другим поддерживающим добавкам. Кислоты можно разложить титрованием, используя двухэтапную процедуру, включая разные конечные точки pH. С распадом каждой кислоты определяется соотношение. Текущие или корректирующие добавки (определяется по ситуации) могут быть сделаны, если электролит концентрирует или разделяет кислоты.
Кислоты можно разложить титрованием, используя двухэтапную процедуру, включая разные конечные точки pH. С распадом каждой кислоты определяется соотношение. Текущие или корректирующие добавки (определяется по ситуации) могут быть сделаны, если электролит концентрирует или разделяет кислоты.
Относительная плотность. Измерение относительной плотности используется там, где электролит находится в рекомендуемом диапазоне рабочей ванны, при определённой температуре раствора. Сюда включаются все растворённые металлы и вода. В этой статье данные составляющие ванны описываются приблизительно. Параметры ванны надо измерять ежедневно, если ванна постоянно используется в производстве. Полученные данные позволяют вовремя изменять параметры всей ванны или её части добавлением концентрированного электролита или воды.
Распад растворённых металлов. Эта реакция связана с относительной плотностью. Когда ванна электрополирования накапливает ампер-часы операции, концентрация растворённых металлов растёт. По ходу этого процесса относительная плотность электролита будет увеличиваться, и также будет наблюдаться тенденция к появлению осадка. На некоторые реакции электрополирования негативно влияет появление некоторых металлов, таких как железо, при обработке нержавеющей стали. Существует точка, на которой рекомендуется замещение электролита, иногда на базе ампер-часов. Такое восстановление важно для поддержания желаемых результатов при обработке поверхности электрополированием.
По ходу этого процесса относительная плотность электролита будет увеличиваться, и также будет наблюдаться тенденция к появлению осадка. На некоторые реакции электрополирования негативно влияет появление некоторых металлов, таких как железо, при обработке нержавеющей стали. Существует точка, на которой рекомендуется замещение электролита, иногда на базе ампер-часов. Такое восстановление важно для поддержания желаемых результатов при обработке поверхности электрополированием.
Аналитический контроль не сложен, но его важность нельзя недооценивать или игнорировать. Как с любыми другими процессами металлообработки, хорошие покрытия основаны на контроле качества процесса, происходящего в ванне. Совместите это с оптимальными параметрами, и Вы добьетесь высокого качества электрополирования на постоянной основе.
Проблемы в процессе
Проблема | Исправление |
| Недостаточная обработка | Изменить операционные параметры и откорректировать химический состав ванны |
| Разъедание | Откорректировать уровень очистки и интенсивность перемешивания и параметры ванны |
| Ржавчина | Плохое, медленное, недостаточное или загрязнённое ополаскивание |
| Выделения газа, полоски | Изменить напряжение или интенсивность перемешивания раствора |
| Тусклость, наличие пятен | Улучшите очистку перед электрополированием |
Другие проблемы включают в себя механические и электрические аспекты (плохое соединение или проблемы с выпрямителем). Проблема может состоять в том, что был выбран неправильный электролит или электрополирование нельзя применять в конкретном случае.
Проблема может состоять в том, что был выбран неправильный электролит или электрополирование нельзя применять в конкретном случае.
Ограничения
Электрополирование необязательно скроет или покроет дефекты поверхности, такие как неметаллические включения или швы. Грубые и агрессивные царапины могут остаться. Если определённые дефекты, такие, как углубления от вытравливания, шероховатость или тусклость обнаруживаются на одной из заключительных стадий, то их устранение может оказаться серьезной проблемой. Некоторые характеристики поверхности, такие как серьёзная «апельсиновая корка» или мягкая структура, не позволяют проводить электрополирование. Сплавы должны быть проверены на совместимость. Например, мультифазовые сплавы требуют другого подхода, чем обычная анодная обработка. Литые металлы из-за высокой пористости плохо поддаются электрополированию.
| Скачать файл – Электрополирование: особенности процесса |
Электрополировка насосного оборудования
Для фармацевтической, пищевой и электронной промышленности, где оборудование должно работать с соблюдением строгих гигиенических требований, необходимы специальные насосы. Одним из ключевых факторов успешного производства является поддержание чистоты деталей насосов, которые перекачивают пищевые, фармацевтические, косметические и агрессивные жидкости, во избежание коррозии поверхности проточной части насоса и “застаивания” продукта. Один из способов сохранять насос в чистоте — проводить электрополировку. Именно этот вариант и выбирают производители насосов Wilden и Almatec гигиенической серии (обе компании входят в состав концерна PSG Dover).
Одним из ключевых факторов успешного производства является поддержание чистоты деталей насосов, которые перекачивают пищевые, фармацевтические, косметические и агрессивные жидкости, во избежание коррозии поверхности проточной части насоса и “застаивания” продукта. Один из способов сохранять насос в чистоте — проводить электрополировку. Именно этот вариант и выбирают производители насосов Wilden и Almatec гигиенической серии (обе компании входят в состав концерна PSG Dover).
Что такое электрополировка
Электрополировка — это процесс электрохимической обработки, при котором с металлической детали (обычно из нержавеющей стали или аналогичных сплавов) удаляется тонкий слой материала. В результате получается блестящая, гладкая и ультрачистая поверхность. Процесс электрополировки отличается от пассивации, хотя их легко спутать. Оба процесса являются немеханическими, химическими, но только при электрополировке используется электрический ток. Хотя пассивация более известна широкому кругу пользователей технического оборудования, электрополировка заслуживает не меньшего внимания.
Ниже на рисунке представлен принцип электрополировки:
- Электрополировка в 30 раз эффективнее пассивации в устранении коррозии и дефектов поверхности.
- Металлические детали пассивируются в результате процесса электрополировки.
- Электрополировка может использоваться на гораздо большем количестве металлических сплавов, чем пассивирование.
Электрополировка состоит из трех шагов. Если коротко, на первом этапе, который включает подготовку материала, все компоненты протравливаются в смеси азотной и плавиковой кислот.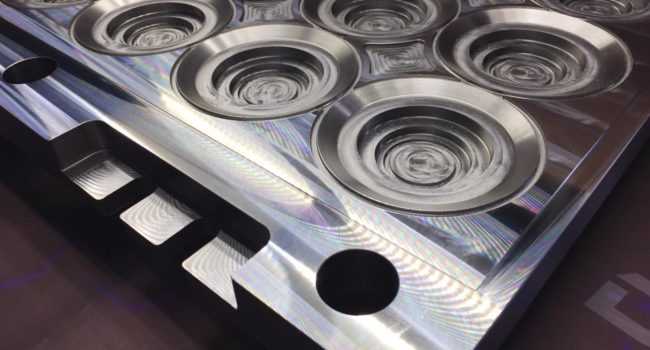 Второй этап затрагивает непосредственно процесс электрополировки — детали подвергаются химической обработке в смеси серной и фосфорной кислот. Наконец, компоненты пассивируются в азотной кислоте — это этап окончательной обработки.
Второй этап затрагивает непосредственно процесс электрополировки — детали подвергаются химической обработке в смеси серной и фосфорной кислот. Наконец, компоненты пассивируются в азотной кислоте — это этап окончательной обработки.
Преимущества электрополировки
Производители насосов Wilden и Almatec выбирают электрополировку для улучшения гигиенических характеристик оборудования, применяемого в фармацевтической и пищевой отрасли, по нескольким причинам.
- С ее помощью выравниваются ямки и бугры и обеспечивается улучшение параметров шероховатости поверхности (Ra) до 50%.
 В отличие от механической обработки, при электрополировке кристаллическая поверхность металла не сгибается, не перегружается и не ломается.
В отличие от механической обработки, при электрополировке кристаллическая поверхность металла не сгибается, не перегружается и не ломается.
- На микроскопическом уровне электрополировка позволяет удалить кромки и заусенцы, которые могут зацепиться и сломаться.
- В результате электрохимической полировки создается чистая поверхность, которую легче стерилизовать, удаляются въевшиеся загрязнения, которые могут вызвать коррозию.
- Увеличивается срок службы за счет удаления трещин с поверхности, тем самым устраняются места, где может возникнуть коррозия.
- Уменьшается трение. Увеличивается срок службы деталей, которые находятся в постоянном движении. Уменьшается истирание резьбовых деталей, улучшается герметичность.
- Электрополировка подходит для сложных деталей. Можно без повреждений полировать участки, недоступные для других методов обработки. Эффективно обрабатываются крошечные поверхности сложных компонентов.
 В отличие от механической обработки, при электрополировке кристаллическая поверхность металла не сгибается, не перегружается и не ломается.
В отличие от механической обработки, при электрополировке кристаллическая поверхность металла не сгибается, не перегружается и не ломается.
Фармацевтическое оборудование, оборудование для производства продуктов питания и напитков становится лучше в результате электрополировки, поскольку она значительно снижает риск коррозии и роста бактерий, которые потенциально могут загрязнить продукт.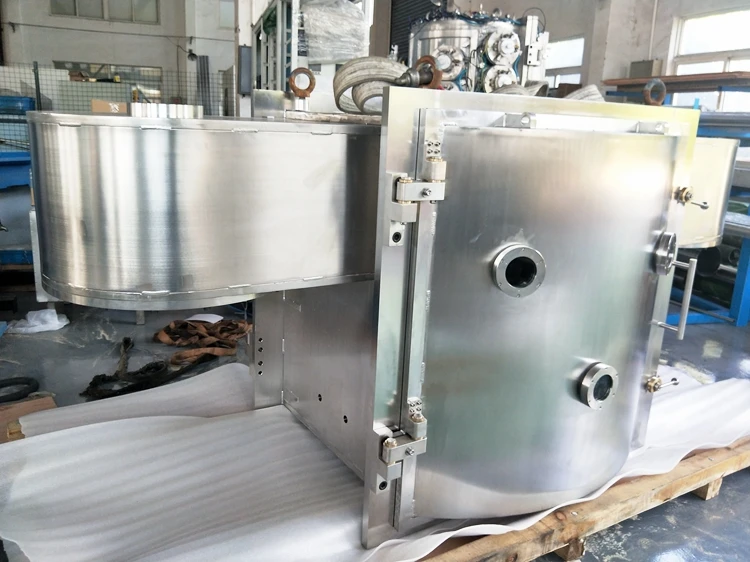
Электрополировка позволяет устранять дефекты металлических деталей, которые могут иметь критическое влияние на весь производственный процесс. Делая выбор в пользу агрегатов, прошедших электрополировку, вы сможете значительно снизить затраты на ремонт оборудования, издержки, возникающие из-за простоя. Качественный насос от проверенного временем производителя — это залог повышения производительности и экономии ресурсов в долгосрочной перспективе.
Что такое электрополировка | Harrison Electropolishing
Электрополировка — это электрохимический процесс, при котором поверхностный материал удаляется путем анодного растворения. Электрополировка удаляет поверхностный материал, начиная с выступающих точек в пределах микроскопической текстуры поверхности. Удалив эти точки, процесс электрополировки улучшит качество поверхности металла, такого как нержавеющая сталь, никель и хастеллой, сделав поверхность более гладкой и отражающей. Общие детали и компоненты, подвергаемые электрополировке, включают резервуары, трубопроводы, фитинги, стержни, диски, крупные детали и поверхности и многое другое.
Общие детали и компоненты, подвергаемые электрополировке, включают резервуары, трубопроводы, фитинги, стержни, диски, крупные детали и поверхности и многое другое.
СВЯЖИТЕСЬ С НАМИ
Преимущества электрополировкиПреимущество электрополировки заключается в том, что она обеспечивает более гладкую, отражающую поверхность, что снижает адгезию продукта и улучшает очищаемость поверхности. Возможно, более важно то, что электрополировка предпочтительно растворяет свободное железо, включения и внедренные частицы с поверхности заготовки. Этот процесс улучшает приповерхностный химический состав материала и способствует формированию улучшенного коррозионностойкого поверхностного слоя.
Harrison Electropolishing — ведущий поставщик услуг по электрополировке для промышленных и высокочистых производств. С момента открытия в 1980 году мы постоянно работали над расширением и улучшением наших услуг. Сегодня, имея более 50 сотрудников и расширенный рабочий график, Harrison Electropolishing хорошо подходит для предоставления услуг электрополировки во множестве отраслей промышленности.
ПРОМЫШЛЕННЫЕ СТАНДАРТЫ
АСТМ Б912
Стандартные технические условиядля пассивации нержавеющей стали с использованием электрополировки
ПОЛУ F17
Спецификациядля высокочистых электрополированных трубок из нержавеющей стали 316L, трубных заглушек и фитингов, изготовленных из трубок
ПОЛУ F19
Спецификация для отделки смачиваемых поверхностей компонентов из электрополированной нержавеющей стали 316L
АСМЭ БПЭ
Спецификация для биотехнологического оборудования в фармацевтической промышленности, компонентов системы распределения или конвейерных лент
Процесс электрополировки
Электрополировка осуществляется путем создания электрохимической ячейки, в которой полируемый материал заряжается анодно. Катод сформирован так, чтобы отражать геометрию рабочей поверхности, и оба погружены в ванну с нагретым электролитом. При подаче постоянного тока электрический заряд вынуждает ионы металла растворяться с рабочей поверхности из нержавеющей стали. В зависимости от продолжительности процесса электрополировки и допусков на размеры детали, подлежащей электрополировке, количество материала, которое можно удалить, колеблется от 0,0003 дюйма до 0,003 дюйма.
Катод сформирован так, чтобы отражать геометрию рабочей поверхности, и оба погружены в ванну с нагретым электролитом. При подаче постоянного тока электрический заряд вынуждает ионы металла растворяться с рабочей поверхности из нержавеющей стали. В зависимости от продолжительности процесса электрополировки и допусков на размеры детали, подлежащей электрополировке, количество материала, которое можно удалить, колеблется от 0,0003 дюйма до 0,003 дюйма.
Перед электрополировкой
Ключом к процессу электрополировки является разница в плотности тока на поверхности. В пределах микроскопического профиля поверхности плотность тока выше в верхних точках и меньше в нижних. Скорость реакции электрополировки прямо пропорциональна плотности тока. Повышенная плотность тока в приподнятых точках заставляет металл растворяться быстрее в этих точках и, таким образом, имеет тенденцию к выравниванию материала поверхности. После обработки электрополировкой заготовка проходит ряд этапов для нейтрализации, промывки, очистки и сушки поверхностей.
Возможности электрополировки
Наши возможности позволяют обрабатывать детали любых размеров. В то время как большая часть технологического оборудования может поместиться в наших резервуарах для электрополировки, мы разработали запатентованные технологии для электрополировки более крупных компонентов. Эти запатентованные технологии позволяют нам обрабатывать оборудование любого размера на нашем предприятии или в полевых условиях.
Цех электрополировки
- Цех площадью 25 000 квадратных футов, расширенный и обновленный в 2021 г.
- Чистое помещение класса 1000 площадью 360 квадратных футов
- Четыре мостовых крана
- Грузоподъемность 15 000 фунтов
- Четыре стационарные линии электрополировки
- Расширенные рабочие баки
Применение электрополировки
Компания Harrison является лидером в области электрополировки для следующих отраслей и областей применения:
- Marine
- Paper & Pulp
- Petrochemical
- Pharmaceutical
- Semiconductor
- Oil & Gas
- Biotech
- Polymer
- Solar
- Nuclear
Benefits of Electropolishing
Learn more about some of the Преимущества электрополировки.
ЧИТАТЬ ДАЛЕЕ
Электрополировка нержавеющей стали
Нержавеющая сталь сочетает желаемые механические свойства с известным и проверенным уровнем коррозионной стойкости.
ЧИТАТЬ ДАЛЕЕ
Электрополировка никеля
Никелевые сплавы, включая хастеллой, инконель и монель, требуют особого внимания при электрополировке.
ЧИТАТЬ ДАЛЕЕ
Электрополировка Hastelloy
Электрополировка Hastelloy может обратить вспять неблагоприятные последствия деградации в реальных условиях производства и обработки.
ЧИТАТЬ ДАЛЕЕ
Спецификации ASME BPE
ASME-BPE — это ведущий стандарт проектирования и изготовления оборудования и систем, используемых в производстве биофармацевтических препаратов.
ЧИТАТЬ ДАЛЕЕ
Электрополировка конвейерных лент
Компания Harrison Electropolishing разработала и смонтировала систему непрерывной полировки, предназначенную для электрополировки конвейерных лент из нержавеющей стали.
ЧИТАТЬ ДАЛЕЕ
Портфолио электрополировки
Посмотрите наше портфолио работ по электрополировке.
ЧИТАТЬ ДАЛЕЕ
Что такое электрополировка нержавеющей стали?
Электрополировка нержавеющей стали до и после Электрополировка нержавеющей стали представляет собой процесс «обратного покрытия», в котором используется электрохимический раствор для удаления внешней оболочки металлической детали. Снимая равномерный слой поверхностного материала, процесс электрополировки также удаляет въевшиеся загрязнения, термический оттенок и оксидную окалину, заусенцы, микротрещины, ямки и другие дефекты поверхности, которые могут поставить под угрозу производительность и долговечность детали.
Электрополировка нержавеющей стали, особенно нержавеющей стали серий 300 и 400, значительно повышает коррозионную стойкость детали, придавая ей прочный блестящий вид. Электрополировку можно выполнять на всех разновидностях нержавеющей стали, в отличие от пассивации, и она придает деталям из нержавеющей стали всех видов коррозионную стойкость, превосходящую только пассивацию — электрополированные детали в 30 раз более устойчивы к коррозии, чем пассивированные. Процесс растворения однородного слоя поверхностного металла является более агрессивным и более эффективным, и, поскольку он строго контролируется, его можно использовать для удаления всего лишь 0,0002 дюйма поверхностного материала.
Свяжитесь с нами, чтобы узнать больше об электрополировке или запросить образец
Производство медицинских устройств
Производство медицинских устройств
Электрополировка представляет собой единый процесс обработки, от имплантируемых устройств до хирургических инструментов, в результате которого получаются биосовместимые, безопасные и сверхчистые детали.
Узнать больше
Авиакосмическая промышленность
Авиакосмическая промышленность
Мы предлагаем поставщикам аэрокосмической продукции и производителям оригинального оборудования наши фирменные услуги по отделке металлов для повышения усталостной прочности их металлических деталей, что делает их способными выдерживать нагрузки и коррозию, которые возникают при длительной эксплуатации. использование термина.
Узнать больше
Фармацевтическая промышленность
Фармацевтическая промышленность
Наше строгое соблюдение отраслевых стандартов гарантирует, что фармацевтические компоненты подвергаются электрополировке в соответствии со спецификациями ASTM B912 и ASME BPE. Эти продукты чистые и гладкие, устойчивые к коррозии и не содержат загрязнений.
Узнать больше
Автомобильная промышленность
Автомобильная промышленность
Коррозионная стойкость и улучшение качества микрообработки имеют важное значение для критических автомобильных деталей, поэтому электрополировка становится все более выгодным вариантом для автопроизводителей.
Узнать больше
Бытовая техника
Бытовая техника
Наши услуги по отделке металла помогают повысить коррозионную стойкость этих деталей, а удаление наружного слоя металла с помощью электрополировки увеличивает прочность и долговечность этих компонентов прибора.
Подробнее
Продукты питания и напитки
Продукты питания и напитки
Материалы для электрополировки для этой отрасли предотвращают накопление бактериальных биопленок, а также защищают оборудование от загрязняющих веществ, таких как сальмонелла. Электрополировка обеспечивает уровень санитарии, требуемый рядом регулирующих органов.
Узнать больше
Гидравлика и пневматика
Гидравлика и пневматика
Электрополировка в гидравлике и пневматике используется во многих областях, от робототехники до мобильного оборудования. Помогая предотвратить преждевременный выход деталей из строя, электрополировка сокращает время простоя и увеличивает срок службы этих компонентов.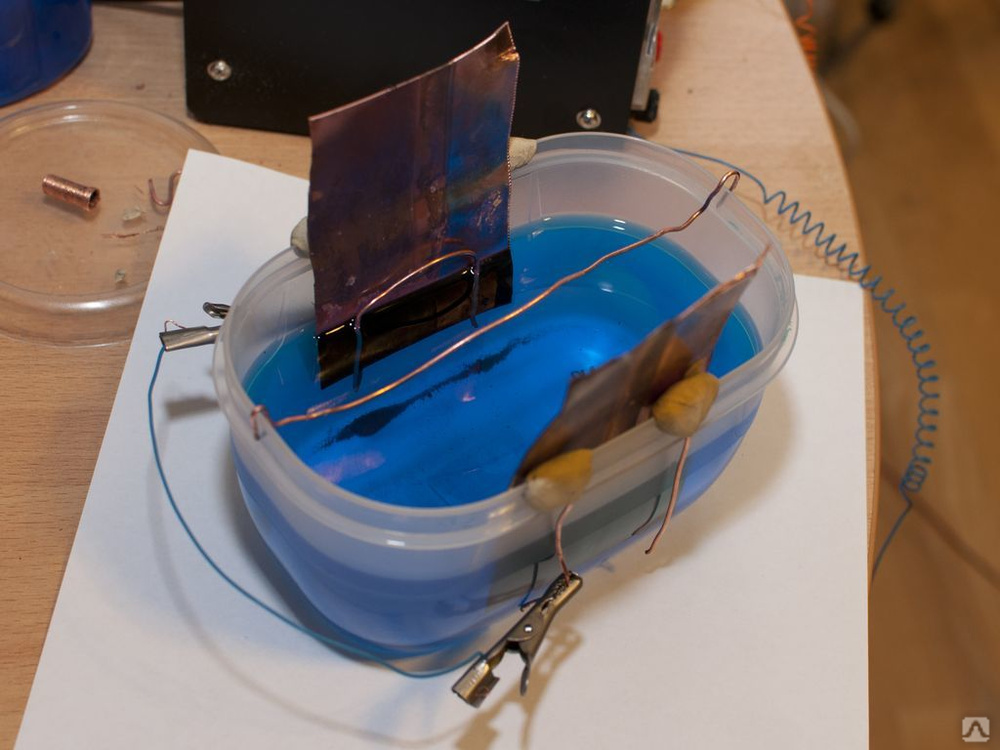
Узнать больше
Электроника
Электроника
Повышение проводимости и производительности — это лишь одно из преимуществ электрополировки деталей электроники. Чистота поверхности улучшается на 50 %, устраняя дефекты материала без удаления материала.
Узнать больше
Преимущества электрополировки нержавеющей стали 440C
Если вы изготавливаете детали из нержавеющей стали 440C и полагаетесь на пассивацию для получения требуемой поверхности, вы можете упустить возможность значительно улучшить коррозионную стойкость из ваших частей.
Подробнее
Электрополировка для более качественных и долговечных деталей с покрытием
Хотя электрополировка наиболее известна своими результатами, которые она дает в качестве последнего шага в процессе отделки ответственных металлических деталей, она также может быть промежуточным этапом для улучшения результатов. деталей, которые будут подвергаться металлизации.
Читать далее
Биосовместимость и электрополировка для медицинского производства
Биосовместимость медицинских устройств, имплантатов и инструментов, гарантирующая, что каждая часть, которая вступает в контакт с человеческим телом, не представляет риска раздражения или вреда, является фундаментальным требованием для производителей медицинских изделий.