Электросхема чпу станка: Электрическая схема станка с ЧПУ: требования, вариант сборки
alexxlab | 17.01.1987 | 0 | Разное
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Обязанности, требования и обучение для работы на ЧПУ станке
Сегодня работа на станке с ЧПУ – весьма перспективна. Эту профессию выбирают многие, так как она принадлежит к серии интеллектуальных и востребованных. Что должен знать специалист, чтобы трудиться на программируемом станке?
Вопрос-Ответ
Изучаем технику безопасности при работе на станке с ЧПУ
Охрана труда при работе на станках с ЧПУ — одно из условий безаварийной эксплуатации оборудования и отсутствия несчастных случаев.
Вопрос-Ответ
Функционирование и комплектация домашнего ЧПУ станка
Как функционирует и комплектуется домашний ЧПУ станок, специфика программного обеспечения и сферы, где он применяется. Имеет ли смысл приобретать данное оборудования для частного пользования и как сделать правильный выбор.
Имеет ли смысл приобретать данное оборудования для частного пользования и как сделать правильный выбор.
Фрезерный
Как устроен многошпиндельный 3d фрезерный станок с ЧПУ?
Конструктивные особенности многошпиндельного 3d фрезерного станка с ЧПУ. Где находит применение оборудование?
Токарный
Составление программы для токарного станка ЧПУ с примером
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, токарным и фрезерным машинам задается план работы.
Токарный
Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема.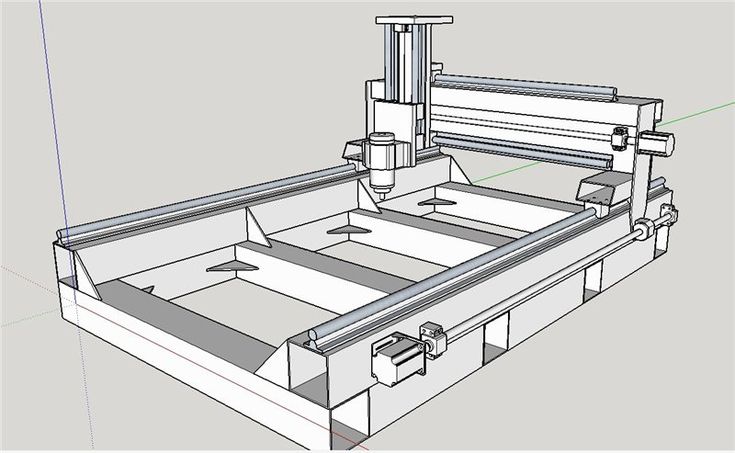 Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Токарный
Характеристика и описание токарного станка СВ141П с ЧПУ
Описание токарного станка СВ141 с ЧПУ: руководство по эксплуатации, паспортные данные, история разработки и правила работы на оборудовании.
Вопрос-Ответ
Использование конструктора для станка ЧПУ
Вместо того, чтобы покупать дорогостоящий ЧПУ станок, многие приобретают конструктор для сборки. А затем самостоятельно создают для себя агрегат с нужным функционалом. Имея инструкцию, сделать это несложно.
Токарный
Технические данные токарного станка ИЖ 1И611П
Токарный станок ИЖ 1И611П: предназначение, сфера применения.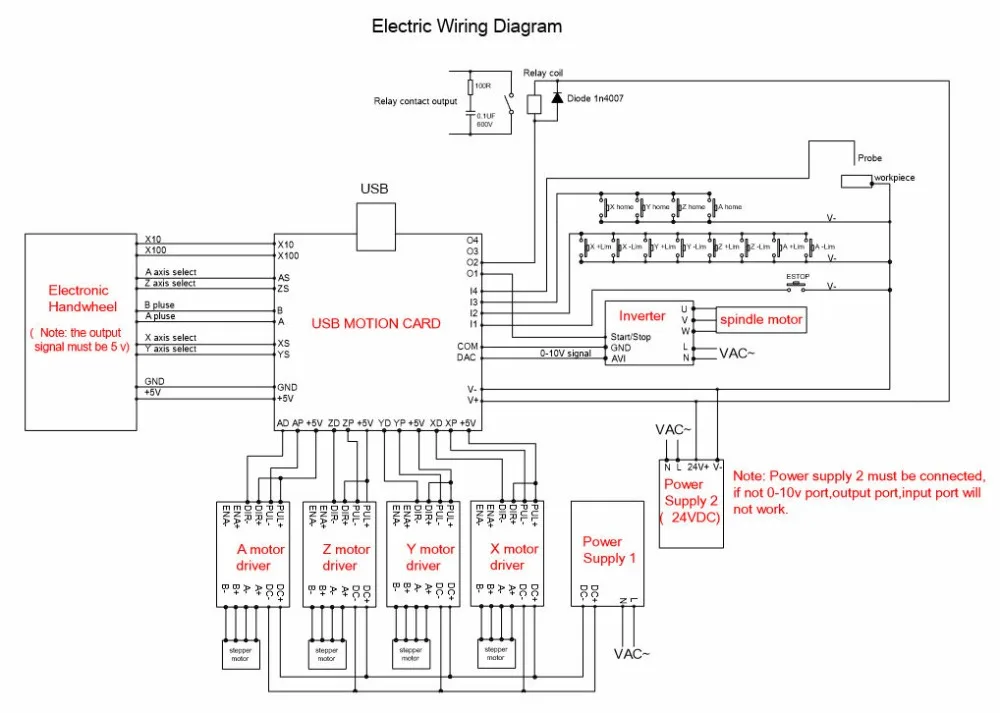 Конструктивные особенности оборудования и технические характеристики. Правила использования.
Конструктивные особенности оборудования и технические характеристики. Правила использования.
Фрезерный
Процесс фрезеровки печатных плат на станках ЧПУ
Большинство радиолюбителей имеют в арсенале фрезерный станок. Они не пользуются заводскими платами, считая делом чести, чтобы была изготовлена печатная плата на ЧПУ собственноручно – в домашних условиях.
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.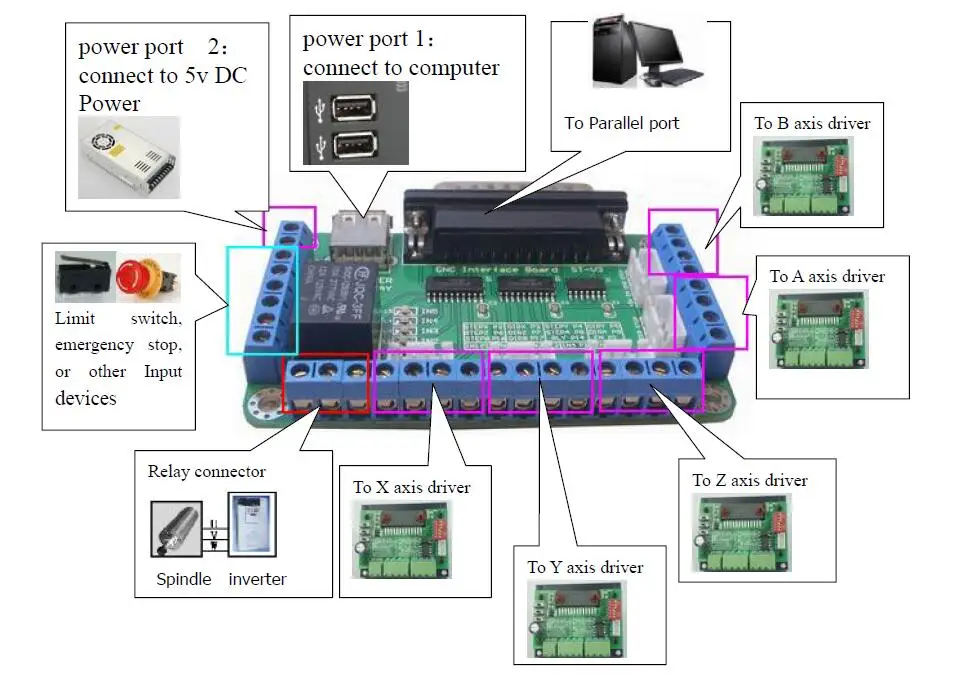
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Лазерный
Какие бывают лазерные станки 3d с ЧПУ?
Принцип действия лазерного станка. Какой конструкцией обладает лазерный 3д станок с ЧПУ? Как выбрать оборудование для дома?
Фрезерный
Описание 4-х осевого фрезерного станка с ЧПУ
4 осевой фрезерный станок вида ЧПУ – прибор с числовым программным управлением, предназначенный для высококачественной обработки поверхности.
Вопрос-Ответ
Профстандарт оператора станка с числовым программным управлением
Знание профстандарта – неотъемлемая часть профессионального специалиста. В нем описаны необходимые знания и качества, которыми должен обладать трудящийся.
ТокарныйТехнические характеристики токарно-карусельного станка 1512, схемы
Модель токарно карусельного станка 1512, его характеристики. Устройство станка, схемы, описание основных узлов, габариты. Назначение и область применения.
Вопрос-Ответ
Как сделать привязку инструмента на станке с ЧПУ
Как сделать привязку на фрезерном станке. Соединение систем координат фрезы, детали и станка. 9 способов выставления ноля детали и привязки инструмента.
Соединение систем координат фрезы, детали и станка. 9 способов выставления ноля детали и привязки инструмента.
Фрезерный
Возможности, выбор и требования к станкам по металлу ЧПУ
Сегодня станок с ЧПУ по металлу представлен множеством разных видов и типов, отличающихся функционалом, техническими характеристикам и назначением – для дома или промышленного использования.
Вопрос-Ответ
Особенности профессии оператора станков с ЧПУ
Статья посвящена профессии оператор станков с ЧПУ. Вы узнаете специфику работы операторов и наладчиков, перечь их обязанностей, а также необходимых знаний и навыков для получения квалификации.
Фрезерный
Как работает 3d фрезерный станок с ЧПУ по дереву?
Как правильно использовать 3d станок с ЧПУ по дереву? Преимущества машины для домашней мастерской.
Фрезерный
Технические характеристики широкоуниверсального фрезерного станка 676, схемы
Функциональные характеристики и особенности использования фрезерного станка СФ 676. Конструкция. Электрическая и кинематическая схема. Аналоги и модификации.
Вопрос-Ответ
Что такое станки с ЧПУ, и какие технологические операции они выполняют
Что такое станки с ЧПУ, и какие технологические операции они могут выполнять. Когда, в условиях производства, выгодно приобретать оборудование с программным управлением? Устройство и автоматизация станков на программном управлении. Написание управляющей программы для ЧПУ.
Электросхемы фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков – Горьковский завод фрезерных станков, основанный в 1931 году.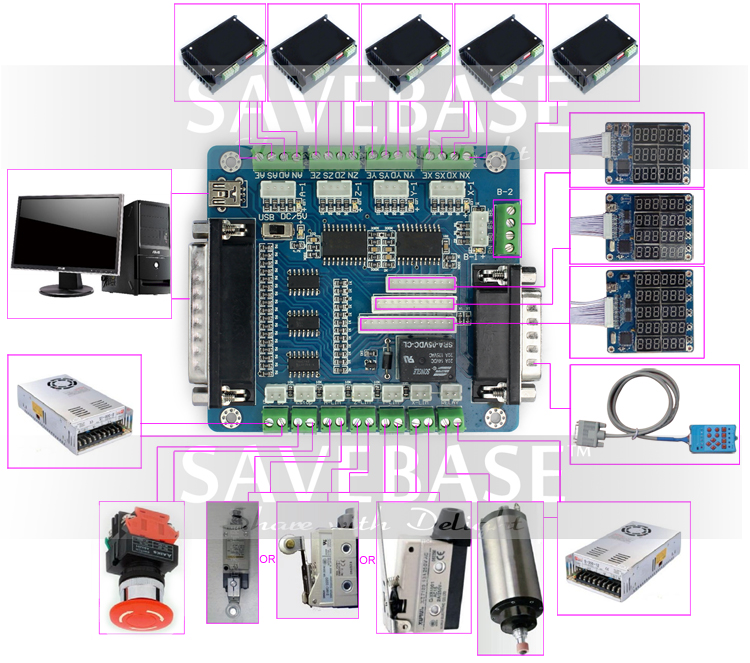
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия Р Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Электросхемы консольно-фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Общие сведения
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Описание электрооборудования
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт 3КА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт 3КА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате 3КА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя 3КА).
в схеме диаграмму переключателя 3КА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате 3КА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт 3КА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.

Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станка
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей фрезерных станков серии 6М
Диаграммы переключателей. Назначение путевых выключателей на консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной фрезерных станков серии 6М
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Cхема расположения электрооборудования на вертикальных консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Описание электрооборудования фрезерных станков. Видеоролик.

- Консольно-фрезерные станки серии “М” № 2; 3. Руководство к электрооборудованию 380 в 50 Гц
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.
 Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975 - Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков – Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц – 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц – 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц – 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах – на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 – вводный выключатель;
- S2 (S4) – реверсивный переключатель шпинделя;
- S6 – переключатель режимов;
- S3 – выключатель охлаждения.
Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г.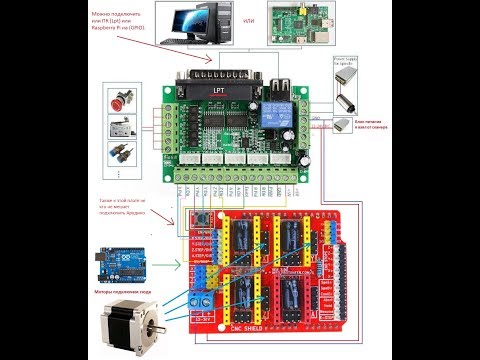 Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.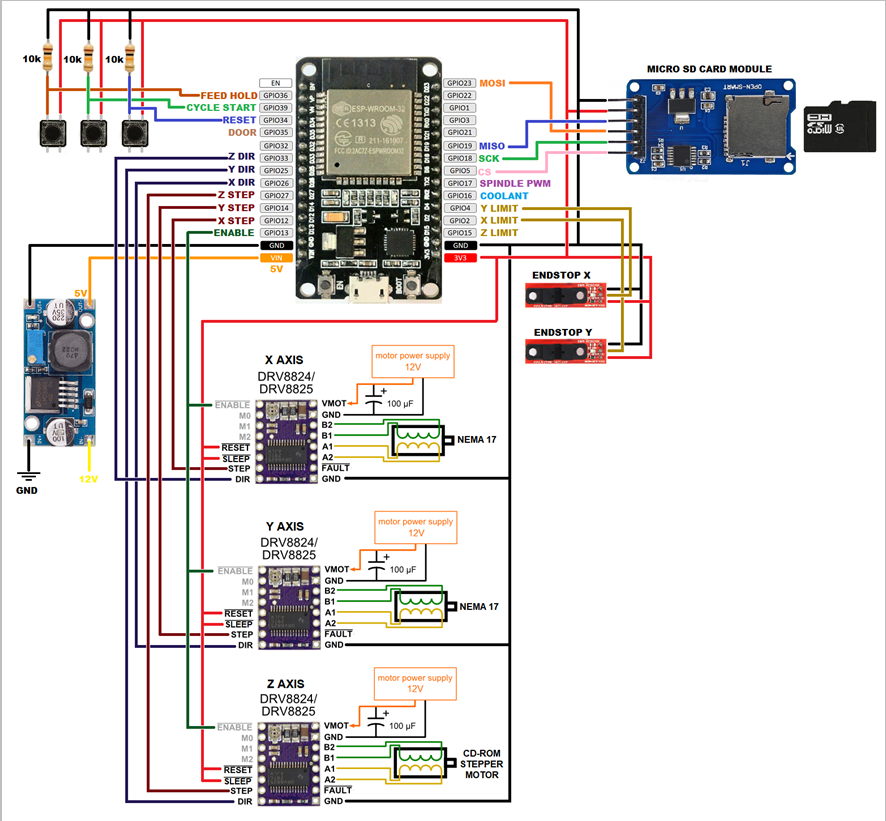
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим – круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ “СТОП” ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя – кнопкой S9, а электродвигателя подачи – конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками “Пуск” – S10, S11; “Стоп” – S7, S8. При нажатии на кнопку “Стоп” одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) “Быстро”, включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя – электродинамическое.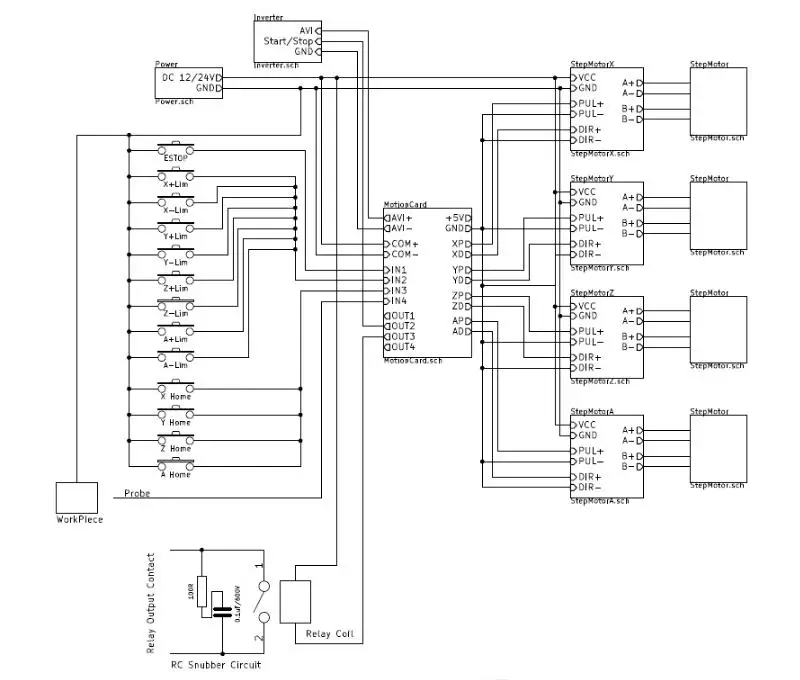 При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение “Автоматический цикл”. Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение “Автоматический цикл”. При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле – быстрый подвод – рабочая подача – быстрый отвод – происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение “Круглый стол”. При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки “Быстро”, включающей контактор К3 электромагнита быстрого хода.
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Читайте также: Технология ремонта фрезерных станков
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки. Дополнительная информация
Схемы подключения лазерных, фрезерных станков к электросети
Справочная статья по принципиальным схемам подключения оборудования. Информация пригодиться для планирования логики электросхемы и для постановки задач электрику. Схема не предполагает модели “увидел-сделал”, так как работа с электрооборудованием имеет риски его повреждения и причинения вреда здоровью из-за не соблюдения правил безопасности.
Информация пригодиться для планирования логики электросхемы и для постановки задач электрику. Схема не предполагает модели “увидел-сделал”, так как работа с электрооборудованием имеет риски его повреждения и причинения вреда здоровью из-за не соблюдения правил безопасности.
Все работы по подключению должен делать человек имеющий соответствующую специальность и допуски.
Проверьте правильно подключения электросети вашего станка, периферии и ПК.
Все устройства должны писаться от одного стабилизатора и должны иметь заземление согласно ПЭУ-7 система ТТ
Выберите схему по описанию вашего оборудования.
Тип подключаемого оборудования: Лазерные станки CO2, лазерные маркеры CO2
Схема подключения: Лазерные станки CO2, лазерные маркеры CO2Пример описательной схемы
Тип подключаемого оборудования: Оптоволоконные лазерные маркеры
Схема подключения: Оптоволоконные лазерные маркерыТип подключаемого оборудования: Оптоволоконные лазерные станки
Схема подключения: Оптоволоконные лазерные станкиТип подключаемого оборудования: Фрезерные станки ЧПУ (с контроллерами NCSTUDIO 5)
а) Схема подключения: Фрезерные станки ЧПУ (с контроллерами NCSTUDIO) 380 вольт
Схема подключения: Фрезерные станки ЧПУ (с контроллерами NCSTUDIO) 380 вольт
б) Схема подключения: Фрезерные станки ЧПУ (с контроллерами NCSTUDIO) 220 Вольт
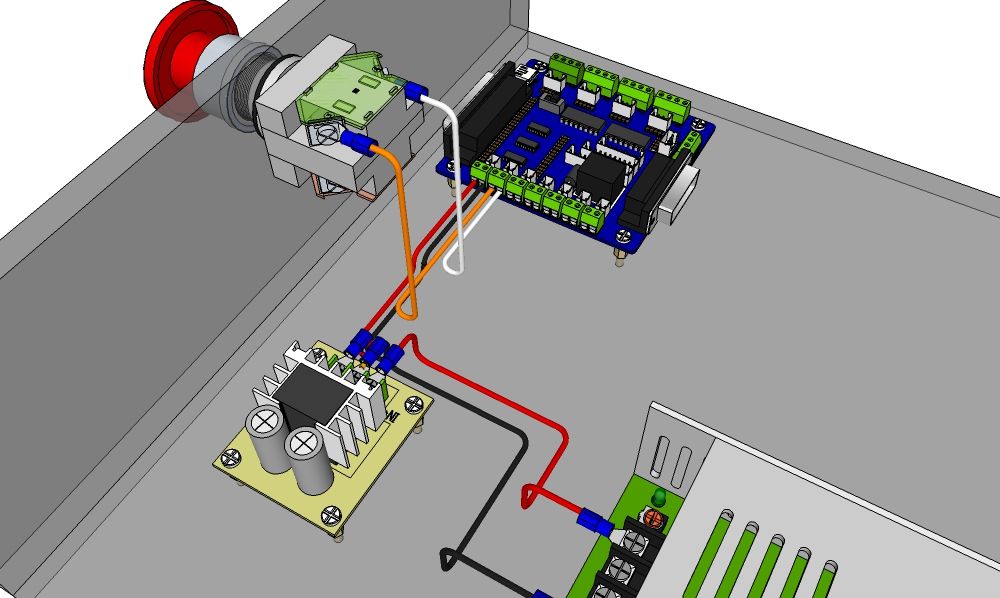
Схема подключения: Фрезерные станки ЧПУ (с контроллерами NCSTUDIO) 220 ВольтТип подключаемого оборудования: Фрезерные станки ЧПУ (с контроллерами RichAuto A11 тп)
а) Фрезерный станок с системой жидкостного охлаждения шпинделя
Фрезерный станок ЧПУ с системой жидкостного охлаждения шпинделяб) Фрезерный станок без системой жидкостного охлаждения шпинделя
Фрезерный станок с ЧПУ без системой жидкостного охлаждения шпинделяПодключения станка без надежного и правильного организованного электропитания может стать причиной выхода их из строя.
Тип заземления ПЭУ-7 система ТТ
Открытые проводящие части электроустановки заземлены, электрически независимого от заземлителя нейтрали.
Выберите нужное значение 220 / 380
Выписка из “Заземление электроустановок до 1000В по ПУЭ 7”
1.7.101. Сопротивление заземляющего устройства, … в любое время года, должно быть не более8 Ом соответственно при линейных напряжениях 220 В источника однофазного тока.
Выписка из “Заземление электроустановок до 1000В по ПУЭ 7”
1.7.101. Сопротивление заземляющего устройства, … в любое время года, должно быть не более4 Ом соответственно при линейных напряжениях 380 В источника однофазного тока.
Подбор автоматический вуключателей, УЗО и Дифавтоматов.
УЗО или ДИФАВТОМАТ
Отличия защитных устройств
Следует различать аппарат в виде дифавтомата и устройство защитного отключения.
УЗО служит для обесточивания сети при выявлении малейшей утечки в цепи. Например, при повреждении электрического кабеля, чтобы не травмировать человека, цепь будет отключена.
УЗОДифавтомат, помимо УЗО, оснащен встроенным выключателем автоматического типа. Он служит для обесточивания системы, предотвращения короткого замыкания, перегрузки цепи, в общем. Одним словом, это два в одном.
Дифавтомат
Обычный автоматический выключатель (автомат) защищает цепь от перегрузки, но он не может создать безопасные условия для человека. Поэтому в современных условиях устанавливают либо дифавтоматы, либо УЗО и автоматы совместно.
Подбор любого защитного устройства зависит от характеристик сети. В первую очередь от нагрузки, подключенной к ней. Поэтому важно знать, как рассчитать мощность автомата по нагрузке.
Плюсы и минусыПреимуществом дифавтомата в его компактности, многофункциональности, 100% защита цепи от внезапных перегрузок или иной опасности. Ну а главный «козырь» — стоимость, которая ниже, нежели суммарная стоимость УЗО и выключателя автоматического типа.
Ну а главный «козырь» — стоимость, которая ниже, нежели суммарная стоимость УЗО и выключателя автоматического типа.
Если учитывать единичный случай, то разница не слишком ощутима. Впрочем, многое зависит от марки изделия. Монтаж занимает мало времени, на рейке дифавтомат также помещается довольно компактно.
Есть и свои недостатки у дифавтоматов. При выходе со строя придётся приобретать изделие в комплекте, а не по отдельности.
Возникновение короткого замыкания приведёт к трудностям в поиске его причины. При разделенной установке идентификация намного проще: выключился УЗО – утечка, автомат – короткое замыкание.
Когда собираетесь монтировать сложные конструкции, лучше всего устанавливать отдельные блоки УЗО и выключатели автоматического типа на группу. Причём на каждую группу монтировать свой отдельный выключатель.
Подбор оборудованияДифавтомат предпочтительнее, как продукт современных технологий. При выборе автомата по мощности нагрузки, обращают внимание на следующее:
- напряжение и фазы: изделия по номинальному однофазному и трёхфазному типу, 220В и 380 В, соответственно.
 В первом вариант одна клемма, во втором – три для подключения. Все показатели указываются в паспорте на оборудование и маркируются на внешней стороне корпуса;
В первом вариант одна клемма, во втором – три для подключения. Все показатели указываются в паспорте на оборудование и маркируются на внешней стороне корпуса; - сила тока утечки: обозначается греческим символом «дельта» и исчисляется в миллиамперах. Корректно подобрать можно, основываясь на такие данные: на конкретную группу – 30 мА, точки и освещение – 30мА, одиночные точки – 15мА
- класс оборудования: АС – при утечке переменного тока;
- защита от обрыва «ноля»: при обнаружении подобного, система идентифицирует это как порыв и отключает оборудование;
- время отключения: обозначается символом Tn и не должно превышать 0,3 секунды.
Для бытовых нужд наиболее распространенными являются приборы с маркировкой «C» и диапазоном до 25А, для станок “D”. Монтаж вводных конструкций требует более мощных в виде C32, 50. Розетки и прочие точки – C16, 25. Приборы освещения – C6, 12.
Можно сказать, что это временная характеристика максимальной кратковременной мощности тока, которую может выдержать автомат и не сработать. «C» означает, что автомат срабатывает при превышении номинального тока в 5-10 раз, а “D” – 10-20 раз.
«C» означает, что автомат срабатывает при превышении номинального тока в 5-10 раз, а “D” – 10-20 раз.
Расчет мощности при выборе автомата проводится так. Например, все монтажные работы выполнены электрическим кабелем с сечением 3,0 и максимальной силой 25А.
Общая мощность приборов равна: Лазерный станок 6090 1,6 кВт, чиллер 0.8 кВт, вытяжка 0.55 кВт, компрессор ACO-005 – 0.08 кВт. Суммарная мощность получается равной 4,7 kW или же 4.7 * 1000 W.
Дополнение к схеме: Лазерного станка CO2 6090
| Потребитель | Сечение кабеля | Мощность | Мощность автомата |
| Освещение | 1.5 мм2 (2.5 мм2) | 1600 Вт | 10А (С) |
| Розетки 10/16А | 2.5 мм2 (4 мм2) | 3000 Вт | 16А (С) |
| Лазерный станок с периферией | 2.5 мм2 | 2480 Вт | 16А (D) |
| Вытяжка | 1.5 мм2 | 550 Вт | 6А (С) |
| ПК | 1. 5 мм2 5 мм2 | 150 Вт | 6А (С) |
| Общий: | 7780 Вт | 25А (С) |
Чтобы мощность в каждой цепи было проще рассчитать, нагрузку разделяют на группы. Оборудование наибольшей мощности подключают отдельно. Не стоит пренебрегать нагрузкой малой мощности, поскольку при расчетах в сумме может получиться существенный результат.
Для вычисления используем формулу: мощность / напряжение. Итого 35,36 А.
Потребуется УЗО или дифавтомат с граничным потреблением 25А, не более. Если количество потребителей более двух, то суммарную мощность следует умножать на 0,7, для корректировки данных. При нагрузке три и более – на 1,0.
Понижающие коэффициенты для некоторых приборов:
- холодильное оборудование от 0,7 до 0,9, в зависимости от характеристик мотора;
- подъемные устройства 0,7;
- оргтехника 0,6;
- люминесцентные лампы 0,95;
- лампы накаливания 1,1;
Понижение мощности обусловлено тем, что не все приборы могут быть включены одновременно.
По значению рабочего тока нагрузки подбирается автомат. Номинал автомата должен быть чуть меньше рассчитанного значения тока, но допускается выбирать и немного большие значения.
Значение тока при выборе сечения кабеляСоответствие тока сечению жил кабеля можно проверить по таблице
Сечение проводаСводные характеристики для однофазного автомата:
- сила 17А – показатель мощности до 3,0 кВт – ток 1,6 – сечение 2,4;
- 26А – до 5,0 – 25,0 – 2,6;
- 33А – 5,9 – 32,0 – 4,1;
- 42А – 7,4 – 40,0 – 6,2;
- 51А – 9,2– 48,4 – 9,8;
- 64А – 12,1 – 62,0 – 16,2;
- 81А – 14,4 – 79,0 – 25,4;
- 101А – 18,3 – 97,0 – 35,2;
- 127А – 22,4 – 120,0 – 50,2;
- 165А – 30,0 – 154,0 – 70,1;
- 202А – 35,4 – 185,0 – 79,2;
- 255А – 45,7 – 240,0 – 120,0;
- 310А – 55,4 – 296,0 – 186,2.
Нужное сечение кабеля подбирается исходя из суммарной мощности тока, проходящего через провод, рассчитать ее поможет формула, схема расчета такова:
I = P/U, сила тока = суммарная мощность разделена на напряжение в цепи.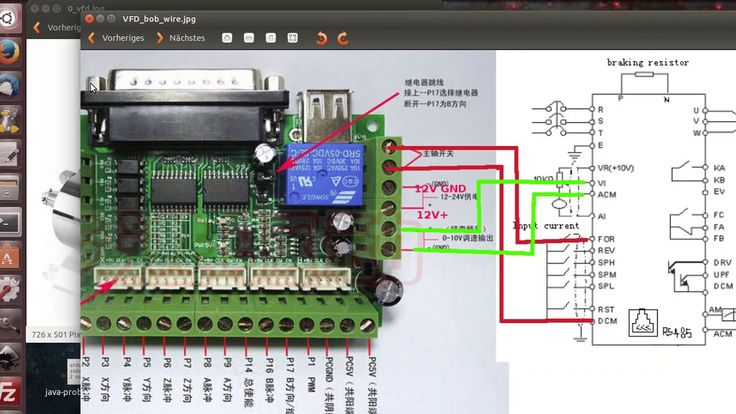 |
| Более точная формула расчета мощности P=I*U*cos φ, где φ – угол между векторами тока, проходящего через автомат, и напряжения (не стоит забывать, что они могут быть переменными). Но поскольку в бытовых устройствах, работающих от однофазной сети, сдвига фазы между током и напряжением практически нет, то применяют упрощенную формулу мощности. |
Тэги: стабилизаторподключениелазерные станки по металлулазерные станкинастройка станков
Цветная электросхема фрезерного станка ВМ 127М
Собрать электрическую схему своими руками совсем несложно, если вы обладаете должным уровнем знаний по электротехнике, даже отличным знанием электротехники.
Как ы понимаете это дело не для новичков и тех, кто не понимает ничего в электрических схемах. Разберем этапы работы на примере фрезерного станка и узнаем что такое принципиальная электрическая схема фрезерного станка.
Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Принцип действия
Принцип действия основан на отображении работы каких-либо конечных приемников электрической энергии от работы или взаимодействия остальных компонентов, входящий в данную принципиальную электрическую схему фрезерного станка.
На нашем примере — это отработка магнитных пускателей в зависимости от положения рукояток управления, положения концевых выключателей, состояния тепловых реле и т. п.
Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка
Функциональное назначение
KM1 — подключает напряжение 380 В к приводу главного движения M1 и двигателю насоса охлаждения M2; KM2, KM3 — подключают напряжение 380 В к приводу подач M3; KM4, KM5 — подключают напряжение 380 В к двигателю механизма крепления инструмента; K2 — включает динамическое торможение шпинделя; K3 — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя; K5 — подготавливает цепь включения привода главного движения после зажима инструмента: KT1 — задает время вращения шпинделя после его выключения до включения торможения.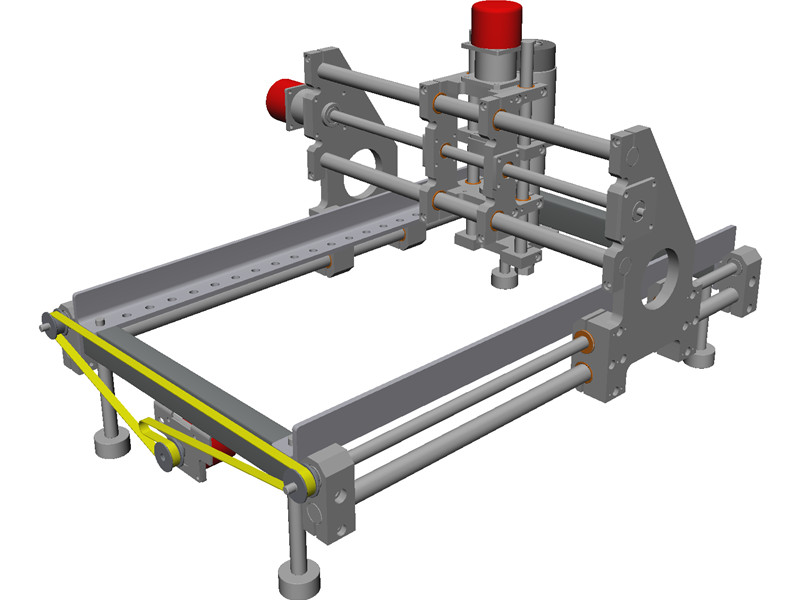 KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим» и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Фрезерный станок для производства рекламы с ЧПУ
Особенности 1. Фрезерный станок для производства рекламы SK1218 имеет современный дизайн. Наш фрезерный станок для производства рекламы отличается высокой точностью работы, высокой жёсткостью и низким уровнем производственных ошибок. 2. Наш фрезерный станок имеет совершенную конструкцию с шариковым винтом высокой точности и мощным диском, что позволило добиться очень высокой точности гравировки. 3. Наш фрезерные станок для производства рекламы с ЧПУ SK1218 удобен в обслуживании. В своей конструкции, он использует модульную структуру, которая позволяет гарантировать быструю разборку и сборку станка, что значительно облегчает ремонтные работы. 4. Основные конструкционные детали нашего станка произведены иностранными компаниями, что позволяет гарантировать их качество.
3. Наш фрезерные станок для производства рекламы с ЧПУ SK1218 удобен в обслуживании. В своей конструкции, он использует модульную структуру, которая позволяет гарантировать быструю разборку и сборку станка, что значительно облегчает ремонтные работы. 4. Основные конструкционные детали нашего станка произведены иностранными компаниями, что позволяет гарантировать их качество.
Применение Фрезерный станок для производства рекламы с ЧПУ SK1218 имеет широкую сферу применения, например, используется в процессе производства рекламных щитов, при строительных работах, при резки акрила, при термическом формировании моделей, при изготовлении изделий из дерева и т.д. Наш фрезерный станок для производства рекламы может обрабатывать железо, медь, алюминий, пластик и многие другие материалы.
Технические параметры фрезерного станка для производства рекламы SK1218 Модель Фрезерный станок SK1218 Рабочая зона XY 1200*1800мм Рабочая зона Z 80мм Мотор шпинделя 1.5кВт или 2.2кВт Рабочий режим Шаговый Система управления DSP или PCI система контроля Точность позиционирования 0. 02/300мм Точность перемещения 0.01мм Мак. скорость 0 — 4,000мм/мин Мак.высота подачи 120мм Программное обеспечение Тип 3, ArtCAM, NC Studio Гравирующий инструмент G код x, u00 x, mmg x, plt Движение X Y Шариковый винт Операционное напряжение AC220В/ 50-60Гц Операционная температура 0-45º Операционная влажность 35%-70% Вес нетто 550кг Размер упаковки 250*175*150см
02/300мм Точность перемещения 0.01мм Мак. скорость 0 — 4,000мм/мин Мак.высота подачи 120мм Программное обеспечение Тип 3, ArtCAM, NC Studio Гравирующий инструмент G код x, u00 x, mmg x, plt Движение X Y Шариковый винт Операционное напряжение AC220В/ 50-60Гц Операционная температура 0-45º Операционная влажность 35%-70% Вес нетто 550кг Размер упаковки 250*175*150см
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Виды
Различают такие виды электросхем:
- структурная, которая определяет взаимосвязь частей электрооборудования;
- функциональная, определяющая электрические процессы в отдельном узле, полностью для чпу станка;
- принципиальная, в которой отражены все элементы, дается представление относительно принципа работы;
- соединения монтажного плана для подключений к электросети;
- расположения частей электроустройств, проводниковой и кабельной продукции.

Техническая документация устройства обычно содержит принципиальную электросхему и схемы расположения электрооборудования. Ее выполняют, не придерживаясь масштаба и не указывая, как в действительности расположены отдельные элементы.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Мини фрезерный станок с ЧПУ
Разрезание различных материалов с помощью движущей фрезы производится на фрезерных станках, которые представлены многими видами. Это горизонтальный, широкоуниверсальный, консольный вертикальный, безконсольный, продольный станок. Управление на них производится вручную, автоматизировано с помощью Числового программного обеспечения (ЧПУ). Станки, имеющие ЧПУ, отличаются высокой скоростью, точностью изготовления деталей. При работе на фрезерном станке с ЧПУ на обработку детали требуется значительно меньше времени, чем при работе на аналогах с ручным или автоматизированным управлением.
Мини фрезерный станок с ЧПУФрезерование корпусов металлических деталей на мелкосерийном производстве, в ремонтных мастерских, при выпуске деталей небольших размеров, в автосервисах, школьных мастерских нет необходимости иметь стационарный фрезерный станок.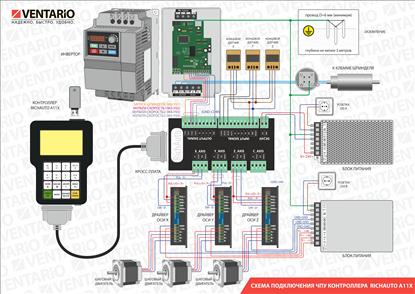 Вполне подойдет мини фрезерный станок с ЧПУ. Это настольный станок, имеющий прекрасные технические характеристики и приемлемую в сравнении с другими станками цену. Они имеют небольшие габариты, просты в конструкции. При установке такого станка не требуется прокладывать усиленный кабель для электропитания. Станку требуется питание 220В, а не 380В.
Вполне подойдет мини фрезерный станок с ЧПУ. Это настольный станок, имеющий прекрасные технические характеристики и приемлемую в сравнении с другими станками цену. Они имеют небольшие габариты, просты в конструкции. При установке такого станка не требуется прокладывать усиленный кабель для электропитания. Станку требуется питание 220В, а не 380В.
Мини фрезерный станок с ЧПУНебольшой станок дает возможность качественно выполнять раскрой материала, изготавливать изделия сложной плоской и пространственной формы. Человеческий фактор уходит на последнее место, так как вся работа ведется на основе программ.
Мини фрезерный станок с ЧПУ выполняется с достаточно жесткой станиной, с точными узлами привода для устранения люфтов и зазоров. Материалы на изготовление ходовой части используют износоустойчивые.
Система электронного оборудования защищает работающего от возможных ошибок, как неправильная последовательность или иная ошибка предупреждается подачей звукового оповещающего сигнала. Поэтому брак при работе практически исключен. Станки с ЧПУ оснащены системой, которая заранее просматривает процесс, проводит анализ, при необходимости сокращает движение. Мини фрезерный станок с ЧПУАвтоматическая система, поддерживающая двойной проход, позволяет добиться высокого качества при работе с МДФ, пластиком. Пакетная обработка повышает отдачу при работе с партиями изделий. При этом значительно сокращается время. Для небольших мастерских, гаражей подойдет мини фрезерный станок с ЧУП со стандартной комплектацией. Размеры рабочего поля стола обычно имеют от 300х300, 400х400, 600х900 миллиметров.
Поэтому брак при работе практически исключен. Станки с ЧПУ оснащены системой, которая заранее просматривает процесс, проводит анализ, при необходимости сокращает движение. Мини фрезерный станок с ЧПУАвтоматическая система, поддерживающая двойной проход, позволяет добиться высокого качества при работе с МДФ, пластиком. Пакетная обработка повышает отдачу при работе с партиями изделий. При этом значительно сокращается время. Для небольших мастерских, гаражей подойдет мини фрезерный станок с ЧУП со стандартной комплектацией. Размеры рабочего поля стола обычно имеют от 300х300, 400х400, 600х900 миллиметров.
— Rat Rig
Автор: Rat Rig
- Избранное: 0
Сложность
Умеренная
Шаги
4
Требуемое время
Подскажите время??
Секции
1
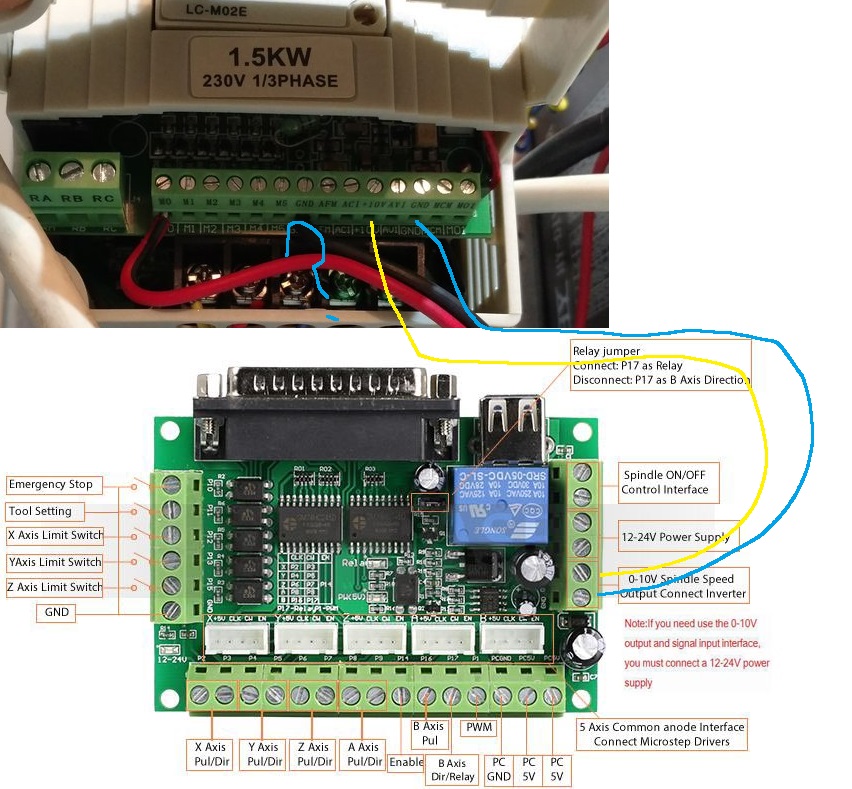
- Схемы подключения станков с ЧПУ 4 шага
Флаги
0
- Назад02.
 Станки с ЧПУ для крысиных буровых установок
Станки с ЧПУ для крысиных буровых установок - Полный экран
- Варианты
- История
- Скачать PDF
- Править
- Встроить это руководство
 org/HowToDirection”>
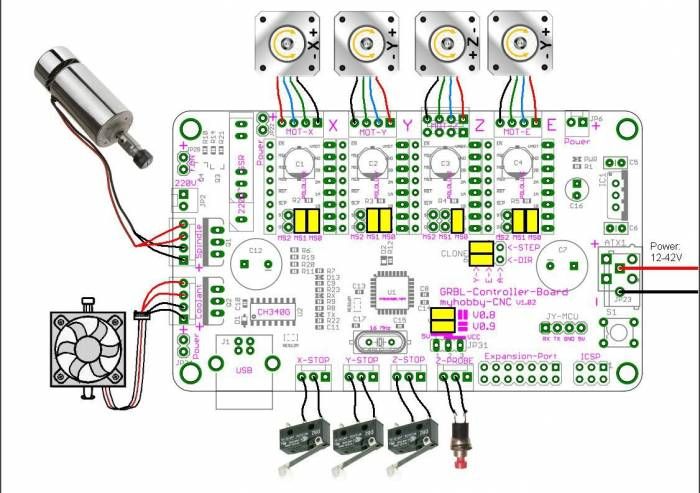
org/HowToDirection”>Длины кабелей, включенные в комплект, предполагают, что контроллер будет установлен сзади машины. Возможно, вам придется использовать кабели разной длины, если у вас есть другие планы по размещению контроллера.
В комплект входят 2 кабеля большой длины, один с 3 проводниками, другой с 4 проводниками.
Определите модель своей машины в таблице и соответствующим образом обрежьте кабели.
Обратитесь к схеме на изображении, чтобы понять, как должны быть проложены эти кабели.

Редактировать
Цвет проводов на схеме служит только для иллюстрации. Несмотря на то, что необходимо соблюдать порядок проводов, фактические цвета на ваших проводах могут отличаться.
Некоторые кабели могут иметь несколько жил одного цвета. В этой ситуации проводники будут пронумерованы, по номерам можно их различать.
На схеме предполагается, что вы приобрели свои моторы в Крысиной вышке. Если вы приобрели их в другом месте, проверьте распиновку вашего двигателя, так как она может отличаться от распиновки на двигателях Rat Rig.

Редактировать
Цвет проводов на схеме служит только для иллюстрации. Несмотря на то, что необходимо соблюдать порядок проводов, фактические цвета на ваших проводах могут отличаться.
Некоторые кабели могут иметь несколько жил одного цвета. В этой ситуации проводники будут пронумерованы, по номерам можно их различать.
На схеме предполагается, что вы приобрели свои моторы в Крысиной вышке.
 Если вы приобрели их в другом месте, проверьте распиновку вашего двигателя, так как она может отличаться от распиновки на двигателях Rat Rig.
Если вы приобрели их в другом месте, проверьте распиновку вашего двигателя, так как она может отличаться от распиновки на двигателях Rat Rig.
Редактировать
Цвет проводов на схеме служит только для иллюстрации. Несмотря на то, что необходимо соблюдать порядок проводов, фактические цвета на ваших проводах могут отличаться.
Некоторые кабели могут иметь несколько жил одного цвета. В этой ситуации проводники будут пронумерованы, по номерам можно их различать.
На схеме предполагается, что вы приобрели свои моторы в Крысиной вышке.
 Если вы приобрели их в другом месте, проверьте распиновку вашего двигателя, так как она может отличаться от распиновки на двигателях Rat Rig.
Если вы приобрели их в другом месте, проверьте распиновку вашего двигателя, так как она может отличаться от распиновки на двигателях Rat Rig.
Редактировать
Почти готово!
Финишная линия
Отменить: я не завершил это руководство.
Автор
Что такое станок с ЧПУ? | Блок-схема ЧПУ
Важный момент
Что такое станок с ЧПУ?
Термин «ЧПУ» означает «числовое компьютерное управление», а определение обработки с ЧПУ заключается в том, что это нестандартный производственный процесс, в котором обычно используются компьютеризированные средства управления и станки для удаления слоев материала при шлифовании заготовки, что известно как заготовку или заготовку — и производит деталь по индивидуальному заказу. Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пенопласт и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ, прототипирование для обработки деталей и телекоммуникаций, а также обработка с ЧПУ. Аэрокосмические детали, для которых требуются более строгие допуски, чем для других отраслей промышленности.
Аэрокосмические детали, для которых требуются более строгие допуски, чем для других отраслей промышленности.
Обратите внимание, что существует разница между определением обработки с ЧПУ и определением станка с ЧПУ: одно — это процесс, а другое — станок. Станок с ЧПУ — это программируемый станок, способный автономно выполнять операции обработки с ЧПУ.
В то время как нестандартные процессы удаляют слои материала с заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материалов для получения желаемой формы, а начальные процессы деформируют и смещают исходный материал до желаемой формы.
Автоматизированный характер станков с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельно при однократном и среднесерийном производстве. Однако, хотя обработка с ЧПУ имеет некоторые преимущества по сравнению с другими производственными процессами, степень сложности и сложности проектирования деталей, а также рентабельность производства сложных деталей ограничены.
Операция резки, выполняемая с помощью ЧПУ, называется обработкой с ЧПУ. Программы обработки с ЧПУ сначала разрабатываются или подготавливаются, а затем передаются на станок с ЧПУ. По программе ЧПУ управляет скоростью и скоростью станков.
Также прочтите: Что такое губернатор Уилсона-Хартнелла? | Уилсон Хартнелл Губернатор | Строительство губернатора Уилсона Хартнелла | Работа Wilson Hartnell Governor
Блок-схема ЧПУ:
Также прочтите: Части и функции шлифовального станка | Шлифовальный станок | Типы шлифовальных станков
Части станка с ЧПУ:
Основными частями станка с ЧПУ являются, и Следующие представляют различные детали станка с ЧПУ:-
#1. Устройство ввода
Это устройство, которое используется для ввода программ обработки деталей на станке с ЧПУ. Существует три наиболее часто используемых устройства ввода: считыватели перфоленты, считыватели магнитной ленты и компьютеры с интерфейсом RS-232-C.
№2. Блок управления станком (MCU)
Это сердце станка с ЧПУ. Он выполняет все функции управления станком с ЧПУ, различные задачи, выполняемые MCU, считываются закодированными инструкциями, данными в нем. Он декодирует закодированную инструкцию. Эта ось применяет интерполяцию (линейную, сферическую и винтовую) для генерации команд движения.
Он подает задание скорости оси в схему усилителя для управления шпиндельным механизмом. Он получает сигналы обратной связи о положении и скорости для каждой оси привода. Он реализует вспомогательные функции управления, такие как включение/выключение СОЖ или шпинделя и смена инструмента.
№3. Станки
Станок с ЧПУ всегда имеет подвижный стол и шпиндель для управления положением и скоростью. Столы станка управляются по осям X и Y, а шпиндель управляется по оси Z.
№4. Система привода
Система привода станка с ЧПУ состоит из схемы усилителя, приводных двигателей и шариковых ходовых винтов. MCU подает сигналы (то есть положение и скорость) каждой оси в схему усилителя.
Затем управляющие сигналы усиливаются (усиливаются) для активации приводных двигателей. Приводимые в действие приводные двигатели вращают шариковый ходовой винт для позиционирования стола станка.
№5. Система обратной связи
Система состоит из преобразователей, которые действуют как сенсоры. Ее также называют измерительной системой. Он состоит из датчиков положения и движения, которые непрерывно контролируют положение и скорость режущего инструмента, находящегося в любой момент времени.
MCU получает сигналы от этих датчиков и использует разницу между эталонными сигналами и ответными сигналами для генерации управляющих сигналов для исправления ошибок положения и движения.
#6. Блок дисплея
Монитор используется для отображения программ, команд и других полезных данных станка с ЧПУ.
№7. Станина
На станках с ЧПУ на эти части приходится весь вес станка; это означает, что все остальные компоненты установлены на нем. Компонент станины изготовлен из закаленных материалов, таких как чугун, поскольку на токарных станках с ЧПУ над ними проходит револьверная головка.
#8. Передняя бабка
Передняя бабка является одним из основных компонентов токарных станков с ЧПУ, поскольку на ней закрепляются заготовки. Токарный станок с ЧПУ оснащен двигателями, которые помогают управлять главной осью.
#9. Задняя бабка
Этот токарный станок обеспечивает дополнительный захват заготовки при выполнении таких операций, как нарезание лапки, нарезание резьбы и токарная обработка на станке с ЧПУ. Опора обеспечивается на торцевых поверхностях заготовки.
№10. Задняя бабка Перо
Цилиндр задней бабки помогает центрировать заготовки между передней и задней бабками.
№11. Ножной переключатель или педаль
Педаль используется для открывания и закрывания патрона при попытке удерживать компонент, например, пиноль задней бабки перемещается в переднее и обратное положения.
№12. Патрон
Патрон установлен на главной оси, что дает место для крепления инструмента.
№13. Панель управления
Панели управления также являются одной из важных частей станков с ЧПУ, которые используются для установки или подачи программ для операций, выполняемых с заготовками. Его еще называют мозгом станка с ЧПУ.
Его еще называют мозгом станка с ЧПУ.
Также прочтите: Простая индексация на фрезерном станке
Преимущества станка с ЧПУ:
Ниже приведены различные преимущества станка с ЧПУ. машина.

Также прочтите: Разница между ЧПУ и ЧПУ | Определение числового управления (ЧПУ) | Определение числового программного управления (ЧПУ)
Недостатки станков с ЧПУ:
Ниже приведены различные недостатки станков с ЧПУ. А это:
Также прочитайте: Что такое орехи? | Что такое болты? | Разница между гайками и болтами
Применение станка с ЧПУ:
Здесь различные применения станков с ЧПУ заключаются в следующем
- Станки с ЧПУ используются практически во всех отраслях промышленности.
 С ростом спроса в обрабатывающей промышленности также увеличилось использование ЧПУ. Станки, поставляемые с ЧПУ, включают в себя токарные станки, фрезерные станки, формовочные станки, сварочные станки и т. д.
С ростом спроса в обрабатывающей промышленности также увеличилось использование ЧПУ. Станки, поставляемые с ЧПУ, включают в себя токарные станки, фрезерные станки, формовочные станки, сварочные станки и т. д. - Почти в каждой производственной отрасли используются станки с ЧПУ. В условиях конкурентной среды и растущих требований потребность в использовании станков с ЧПУ существенно возросла. К станкам, поставляемым с ЧПУ, относятся токарный станок, фрезерный станок, формовочный станок, сварочный станок и т. д.
- К отраслям, в которых используются станки с ЧПУ, относятся автомобильная промышленность, металлообрабатывающая промышленность, металлообработка, электроэрозионная обработка, деревообрабатывающая промышленность и т. д. Когда замена батареи брелока замена? | Как заменить батарею дистанционного управления без ключа
Часто задаваемые вопросы (FAQ)
Детали станка с ЧПУ
- Устройство ввода
- Machine Control Unit (MCU)
- Machine Tools
- Driving System
- Feedback System
- Display Unit
- Bed
- Headstock
- Tailstock
- Перо задней бабки
- Ножной переключатель или педаль
- Патрон
- Панель управления
Запчасти для станков с ЧПУ
Мы предлагаем широкий ассортимент принадлежностей для наших станков с ЧПУ.
 Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений.
Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений.Части токарного станка с ЧПУ
8 различных частей токарных станков с ЧПУ и типов
- Передняя бабка. Первой частью токарного станка с ЧПУ является передняя бабка, расположенная с левой стороны станка.
- Задняя бабка.
- Патрон (зажим)
- Режущий инструмент токарного станка с ЧПУ.
- Револьверная головка.
- Панель управления ЧПУ (MCU)
- Станина токарного станка.
- Ножной переключатель и ножные педали.
Система ЧПУ
Система числового программного управления (ЧПУ) состоит из трех основных компонентов: программного обеспечения ЧПУ, представляющего собой программу инструкций, блока управления станком и технологического оборудования, также называемого станком.

Что такое станок с ЧПУ
Станки с ЧПУ — это станки, которые режут или перемещают материал, как запрограммировано на контроллере, как описано выше. Тип резки может варьироваться от плазменной резки до лазерной резки, фрезерования, фрезерования и токарной обработки.
Работа станка с ЧПУ
Контроллер ЧПУ работает вместе с серией двигателей и приводных компонентов для перемещения и управления осями станка, выполняя запрограммированные движения. На промышленных станках обычно имеется сложная система обратной связи, которая постоянно отслеживает и регулирует скорость и положение фрезы.
cnc%20machine%20electrical%20datasheet и примечания по применению
Каталог Datasheet MFG и тип ПДФ Теги документов ФАНУК
Реферат: СЕРИЯ FANUC O Fanuc cnc Fanuc мотор шпинделя fanuc лестница Fanuc мотор сервоусилитель fanuc fanuc 0i сервопривод fanuc FANUC TURN MATE
Текст: нет доступного текста файла
ОригиналPDF  org/Product”>
org/Product”>Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF 2011 – Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF 2007 – ЧПУ12
Реферат: CNC14 CNC-4 PAGE27
Текст: нет доступного текста файла
ОригиналPDF 2011 – КОНДЕНСАТОРЫ ЦИК
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
OCR-сканированиеPDF 111uiПривет\ 41Опция ТВС278 470пФ- 3900пФ 2700пФ- 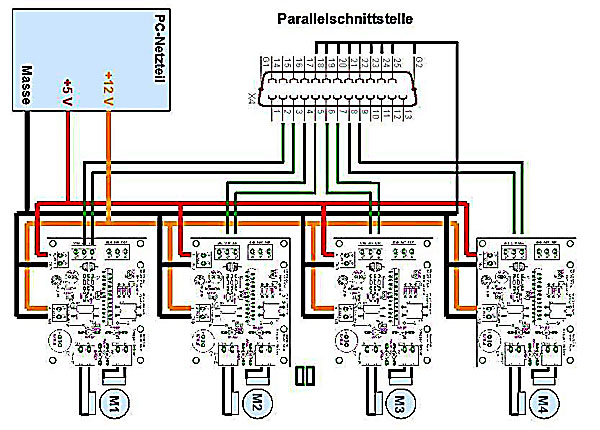 org/Product”>
org/Product”>Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
OCR-сканированиеPDF 25 лч- 2010 – Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
OCR-сканированиеPDF ЧПУ81R ЧПУ83N МЧ212 SPT519 SPT613 2014 – Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF РМКС-2401 РМКС-2401] 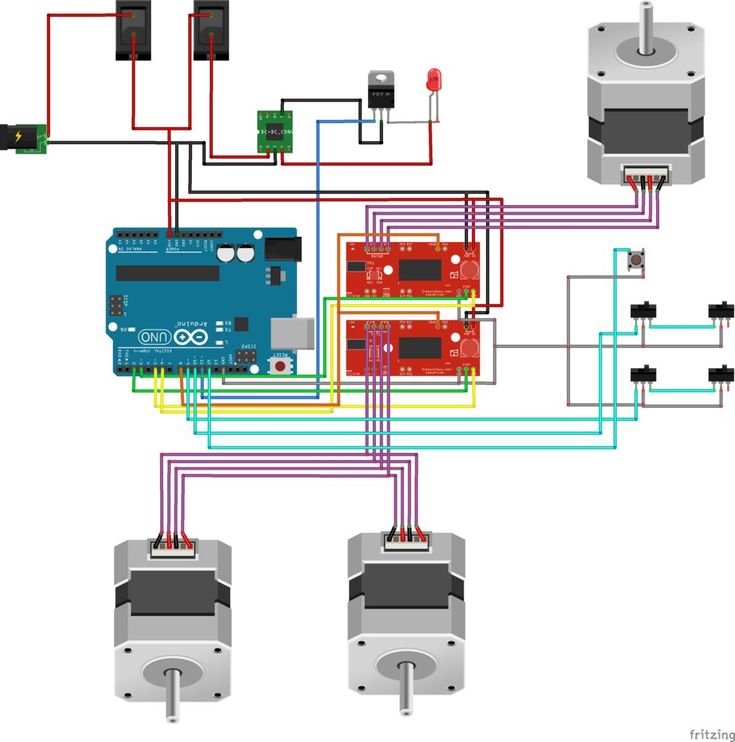 org/Product”>
org/Product”>2010 – Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF емкость 335
Реферат: cnc 12 decoupage alimentation decoupage CNC56 cnc 55
Текст: нет доступного текста файла
ОригиналPDF Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
OCR-сканированиеPDF T0504 2006 – ЕВРОФАРАД конденсатор
Реферат: EUROFARAD cnc53 TCF53 NF5102 CEC КОНДЕНСАТОРЫ 2,2 мкФ емкость 335 5 мкФ3 TCN87 CEC КОНДЕНСАТОРЫ 4,7 мкФ 50 В
Текст: нет доступного текста файла
ОригиналPDF 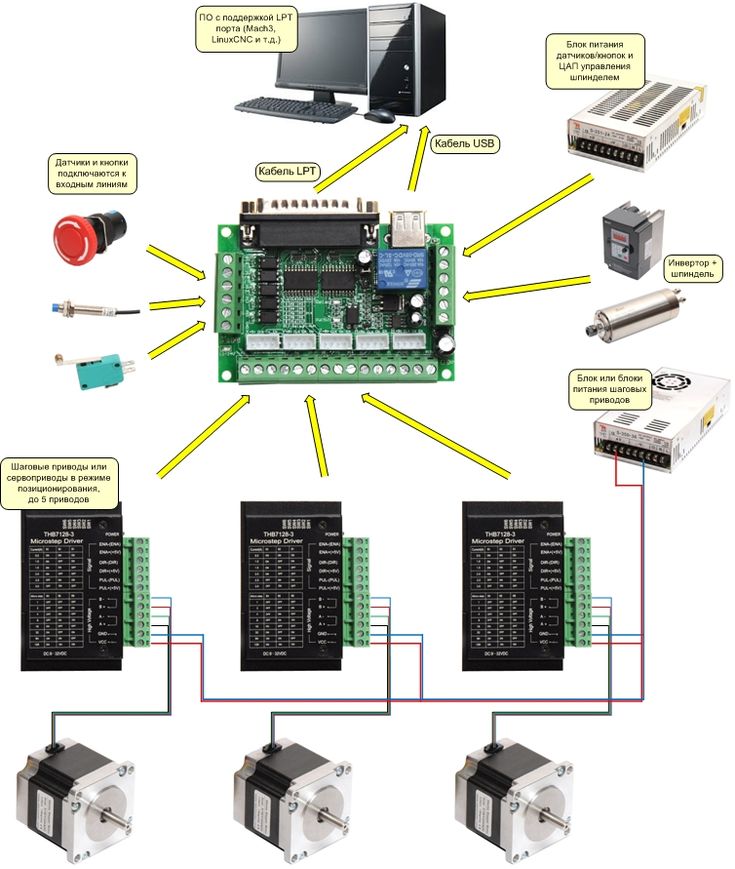 org/Product”>
org/Product”>Схема ЧПУ Fanuc
Резюме: FANUC PARAMETER C Language Executor СХЕМА ЦЕПЕЙ ЧПУ Лестничная схема серводвигателя переменного тока Схема серводвигателя переменного тока с ЧПУ Fanuc простая схема лестничного двигателя кабель fanuc FANUC TURN MATE
Текст: нет доступного текста файла
ОригиналPDF ЭЛЕКТРИЧЕСКАЯ СХЕМА ЧПУ
Реферат: СХЕМА ЦЕПИ ЧПУ MITSUBISHI CNC проводка с ЧПУ I251 1T261 M52023SP схема подключения cdi C047 DL01
Текст: нет доступного текста файла
OCR-сканированиеPDF M52047SP M52047SP ЭЛЕКТРИЧЕСКАЯ СХЕМА ЧПУ СХЕМА ЧПУ МИЦУБИСИ ЧПУ чпу проводка I251 1Т261 M52023SP схема подключения кдд C047 DL01 2006 – керамический
Реферат: TCN87 питание декупаж конденсатор керамический 104 EUROFARAD TCN87 urc2 CNC31 питание декупаж защита конденсатор класса x EUROFARAD КОНДЕНСАТОРЫ
Текст: Нет доступного текста файла
ОригиналPDF  org/Product”>
org/Product”>Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
OCR-сканированиеPDF Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
OCR-сканированиеPDF 83etJTCV TCP80a 2007 – Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF 2008 – КЭЦК 32101
Реферат: 0805 cnc 331 МАРКИРОВОЧНЫЙ КОД DE
Текст: нет доступного текста файла
ОригиналPDF 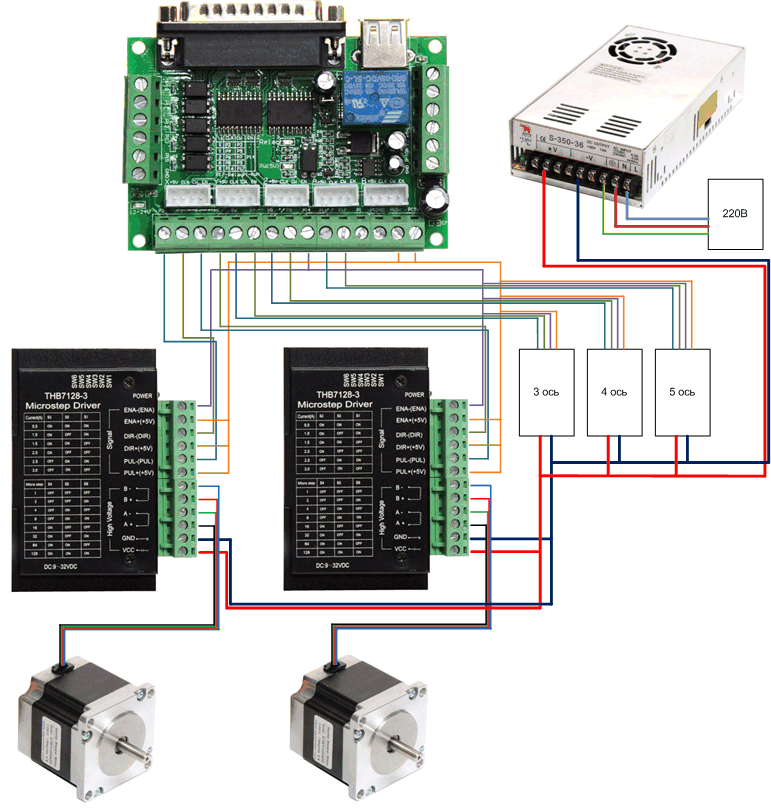 org/Product”>
org/Product”>ФАНУК
Аннотация: FANUC PARAMETER Серводвигатель Fanuc, японский сервопривод, кабель fanuc, кабель FANUC, оптический сервоусилитель, fanuc, двигатель Fanuc, проводка с ЧПУ, серводвигатель, импульсный кодер.
Текст: нет доступного текста файла
ОригиналPDF СВМ-и-04, ФАНУК ПАРАМЕТР ФАНУК Серводвигатель Fanuc японский сервопривод кабель фанук оптический кабель FANUC сервоусилитель fanuc Мотор Фанук серводвигатель с чпу импульсный кодер 1991 – Недоступно
Резюме: нет абстрактного текста
Текст: нет доступного текста файла
ОригиналPDF F-67441 1991 – маа 0403
Резюме: CECC 32100 CECC 32101 003
Текст: нет доступного текста файла
ОригиналPDF F-67441 маа 0403 СЕСС 32100 CECC 32101 003 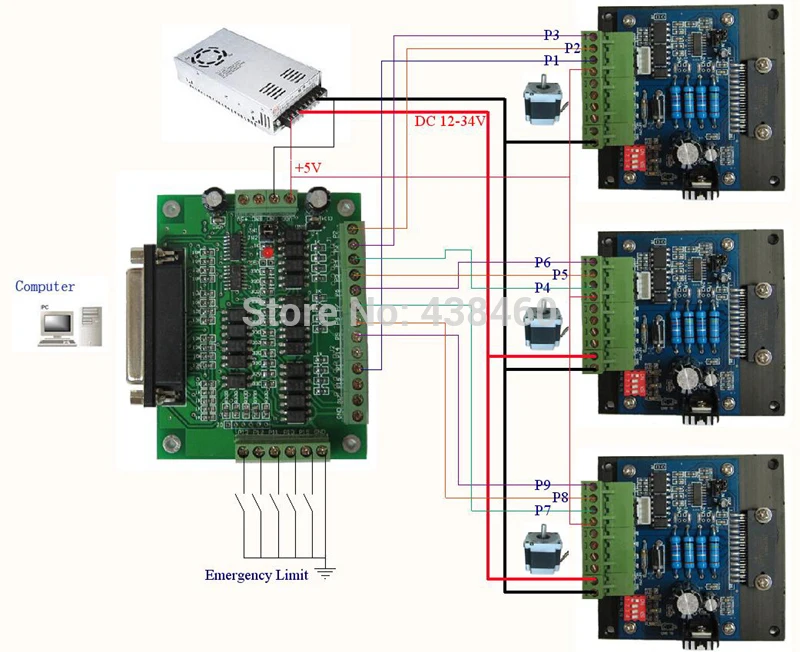 org/Product”>
org/Product”>КОНЦЕВОЙ ВЫКЛЮЧАТЕЛЬ XCj
Резюме: XCJ126 XCJ128 schneider XCJ 32706-EN A300 Schneider КОНТАКТНОЕ СОПРОТИВЛЕНИЕ XCJ 102
Текст: нет доступного текста файла
ОригиналPDF 32706-EN КОНЦЕВОЙ ВЫКЛЮЧАТЕЛЬ XCj XCJ126 XCJ128 Шнайдер XCJ А300 КОНТАКТНОЕ СОПРОТИВЛЕНИЕ ПОЛЮСА Schneider XCJ 102 Предыдущий 1 2 3 … 23 24 25 Далее
Как работает станок с ЧПУ? Узнайте со схемой
Что такое станок с ЧПУ?
CNC расшифровывается как числовое программное управление. Станок или целая система, в которой компьютер используется для управления станками с числовым программным управлением (ЧПУ), такими как токарные станки, мельницы, долбежные станки, формовочные станки и т. д., называется станком с ЧПУ. Например, когда операция резки выполняется системой ЧПУ, это называется обработкой с ЧПУ. Станки с ЧПУ полезны для удаления слоев при шлифовании заготовки и подходят для широкого спектра материалов, таких как металл, пластик, дерево, стекло, пена и т.
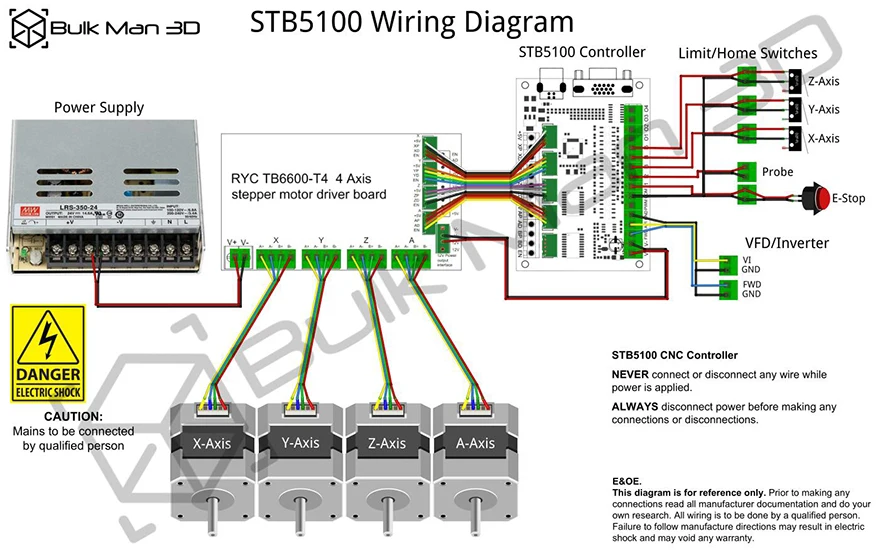 д. Основная цель использования ЧПУ — точность. Во время резки и сверления все измерения и операции контролируются компьютером, а не вручную, поэтому вероятность человеческой ошибки практически исключена. Это даст очень хорошую форму материалов, низкий уровень отходов и очень короткое время работы.
д. Основная цель использования ЧПУ — точность. Во время резки и сверления все измерения и операции контролируются компьютером, а не вручную, поэтому вероятность человеческой ошибки практически исключена. Это даст очень хорошую форму материалов, низкий уровень отходов и очень короткое время работы.Блок-схема станка с ЧПУ
Здесь вы можете увидеть блок-схему станка с ЧПУ, которая поможет вам лучше понять станок с ЧПУ.
Важные части машины ЧПУ
Машина ЧПУ имеет следующие важные детали,
- Входные устройства
- Блок управления машиной (MCU)
- Строительный инструмент
- Система приводящегося
- Система обработки
- Диспута
- .
Устройства ввода
Устройства ввода для станка с ЧПУ можно разделить на три основные части: 1. Ручной ввод 2. Считыватели/датчики 3. Внешний ввод
Ручной ввод — это то, с помощью чего мы можем вводить данные вручную в систему, например, с клавиатуры .
 Станки с ЧПУ имеют несколько датчиков/считывателей в качестве устройств ввода для измерения или считывания лент, чтобы они могли резать металл в соответствии с этим измерением. Внешний предоставляется системе через разные порты. Это может быть использовано для хранения программ или программного обеспечения.
Станки с ЧПУ имеют несколько датчиков/считывателей в качестве устройств ввода для измерения или считывания лент, чтобы они могли резать металл в соответствии с этим измерением. Внешний предоставляется системе через разные порты. Это может быть использовано для хранения программ или программного обеспечения.Блок управления станком (MCU)
Это основная часть станка с ЧПУ, которая принимает все входные данные, обрабатывает данные и контролирует все операции станка. Он считывает, декодирует и выполняет данные после получения их от устройств ввода и систем обратной связи. После выполнения программ он генерирует соответствующий выходной сигнал для управления станками.
Основной задачей станка с ЧПУ является правильная настройка станков с правильной осью, чтобы операции резки, сверления или проектирования выполнялись с точной точностью. Таким образом, MCU очень помогает реализовать интерполяцию (линейную, круговую или винтовую) для создания оси. Кроме того, он генерирует команды движения оси и подается на схему усилителя для привода механизмов оси.

Станки
Станки располагаются и размещаются в том месте, где должны выполняться операции по резке или сверлению. Как правило, большинство станков с ЧПУ оснащены некоторыми обычными станками, такими как подвижный стол и шпиндель, для управления положением и скоростью. Как правило, подвижный стол управляется по осям X и Y, тогда как шпиндель управляется по оси Z.
Приводная система
Приводная система станка с ЧПУ состоит из схем усилителя, приводных двигателей, шариковых ходовых винтов и т. д. Усилитель использует отдельные входы для отдельной оси. MCU подает сигнал скорости и позиционирования на усилитель для каждой оси. Сигналы от микроконтроллера усиливаются усилителем, поэтому он может управлять мощными приводными двигателями и другими частями. Таким образом, эти приводные двигатели вращают шариковые ходовые винты для позиционирования стола станка.
Система обратной связи
Система обратной связи в станке с ЧПУ состоит из датчиков или преобразователей измерения скорости и положения.
 Таким образом, система постоянно отслеживает скорость и положение станков во время резки. Сигнал обратной связи отправляет сигнал обратной связи на MCU. Таким образом, MCU делает разницу между сигналом обратной связи и опорным сигналом для генерации управляющего сигнала для исправления ошибок положения и скорости.
Таким образом, система постоянно отслеживает скорость и положение станков во время резки. Сигнал обратной связи отправляет сигнал обратной связи на MCU. Таким образом, MCU делает разницу между сигналом обратной связи и опорным сигналом для генерации управляющего сигнала для исправления ошибок положения и скорости.Дисплейный блок
Дисплейный блок (например, экран) отображает данные и информацию для пользователя.
Рабочий процесс станка с ЧПУ
1. Прежде всего, в блок MCU устанавливаются необходимые программы и программное обеспечение.
2. Ввод или инструкция подаются на MCU посредством ручного ввода или других систем ввода.
3. Микроконтроллер начинает выполнять программы в соответствии с данной инструкцией и формирует выходной общий сигнал, который подается на схему драйвера.
4. Как только схема драйвера получает командные сигналы от MCU, она начинает фактическую работу машины.
5. Система обратной связи постоянно измеряет и контролирует работу машины и подает сигнал обратной связи на MCU.
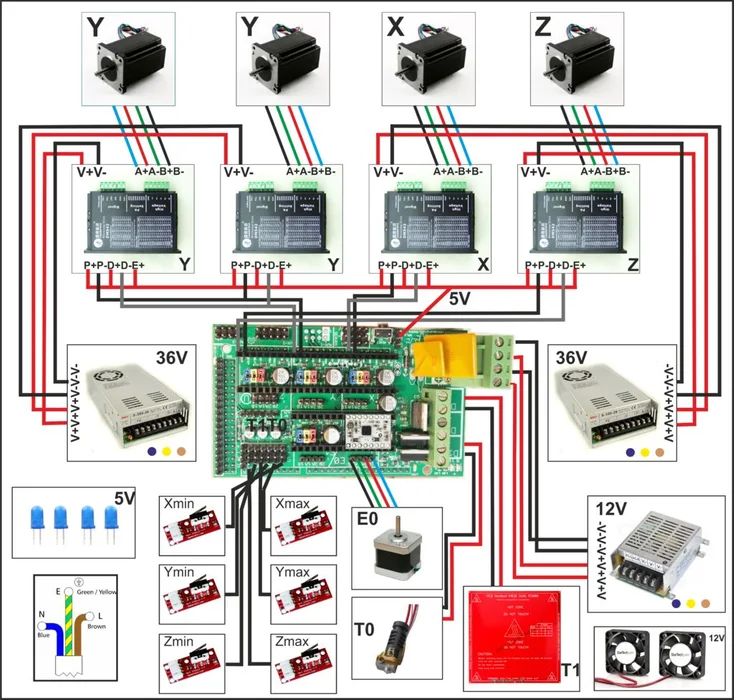
6. MCU снова генерирует командные сигналы для устранения ошибки путем сравнения опорного сигнала с сигналом обратной связи.
7 На дисплее пользователь может видеть все команды, действия, информацию и данные, касающиеся работы машины.
Читайте также:
Благодарим Вас за посещение сайта. продолжайте посещать для получения дополнительных обновлений.
Станок с ЧПУ | Как это работает, детали и блок-схема
Содержание
- 1 Что такое станок с ЧПУ?
- 1.1 Блок-схема станка с ЧПУ
- 1.2 Детали станка с ЧПУ
- 1.2.1 Устройства ввода
- 1.2.2 Блок управления станком (MCU)
- 1.2.3 Станок
8 19008
- 5 1.2 Система управления .5 Система обратной связи
- 1.2.6 Блок дисплея
- 1.3 Как работает станок с ЧПУ?
- 1.4 Преимущества станков с ЧПУ
- 1.5 Недостатки станка с ЧПУ
- 1.6 Применение
Во-первых, поймите, что такое станок с ЧПУ.
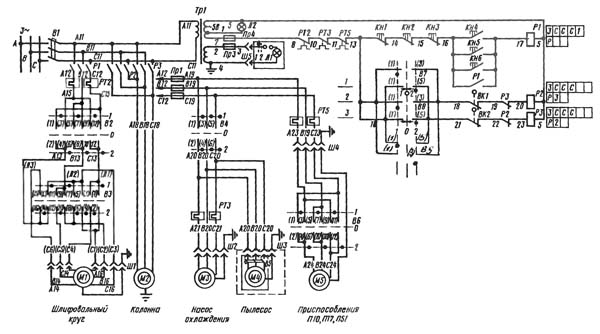 ЧПУ означает компьютерное числовое управление. Когда компьютеры используются для управления станком с числовым программным управлением (ЧПУ), тогда этот станок называется станком с ЧПУ. Проще говоря, использование компьютеров для управления станками, такими как токарный станок, фрезерный станок, формовочный станок и т. д., называется станком с ЧПУ.
ЧПУ означает компьютерное числовое управление. Когда компьютеры используются для управления станком с числовым программным управлением (ЧПУ), тогда этот станок называется станком с ЧПУ. Проще говоря, использование компьютеров для управления станками, такими как токарный станок, фрезерный станок, формовочный станок и т. д., называется станком с ЧПУ.Операции резки, выполняемые с помощью ЧПУ, называются обработкой с ЧПУ. Обработка с ЧПУ, программы сначала разрабатываются или подготавливаются, а затем подаются на станок с ЧПУ. Согласно программе ЧПУ управляет движением и скоростью станков.
Читайте также: Что такое станок с ЧПУ?
Блок-схема станка с ЧПУ Детали станка с ЧПУОсновными частями станков с ЧПУ являются
Устройства ввода
Эти устройства используются для ввода программы обработки деталей на станке с ЧПУ. В основном используются три устройства ввода: считыватель перфоленты, считыватель магнитной ленты и компьютер через связь RS-232-C.

Блок управления станком (MCU)
Является основной частью станка с ЧПУ. Это выполняет все управляющие действия станка с ЧПУ, а также различные функции MCU.0003
- Считывает введенные в него закодированные инструкции.
- Декодирует закодированную инструкцию. MCU
- реализует интерполяцию (линейную, круговую и винтовую) для генерации команд движения оси.
- Подает команды движения оси в схемы усилителя для управления механизмом оси.
- Получает сигналы обратной связи о положении и скорости для каждой оси привода.
- Реализует вспомогательные функции управления, такие как включение/выключение СОЖ или шпинделя и смена инструмента.
Станок
Станок с ЧПУ всегда имеет подвижный стол и шпиндель для управления положением и скоростью. Стол станка управляется по осям X и Y, а шпиндель управляется по оси Z.
Приводная система
В приводной системе станка с ЧПУ имеются схемы усилителя, приводные двигатели и шариковый ходовой винт.
/images/skeemid/puurpink.png) MCU подает сигналы, такие как положение и скорость каждой оси, в схемы усилителя. После этого управляющие сигналы усиливаются для приведения в действие приводных двигателей. Приводимые в действие приводные двигатели вращают шариковый ходовой винт для позиционирования стола станка.
MCU подает сигналы, такие как положение и скорость каждой оси, в схемы усилителя. После этого управляющие сигналы усиливаются для приведения в действие приводных двигателей. Приводимые в действие приводные двигатели вращают шариковый ходовой винт для позиционирования стола станка.Система обратной связи
Система обратной связи состоит из преобразователей, которые действуют как сенсоры. Это также называется измерительной системой. Он содержит датчики положения и скорости, которые постоянно контролируют положение и скорость режущего инструмента. MCU получает сигналы от преобразователей и использует разницу между эталонными сигналами и сигналами обратной связи для генерации управляющих сигналов для коррекции ошибок положения и скорости.
Блок дисплея
Монитор используется для отображения программ, команд и других полезных данных машины.
Как работает станок с ЧПУ?- Программа обработки детали вставляется в MCU ЧПУ.
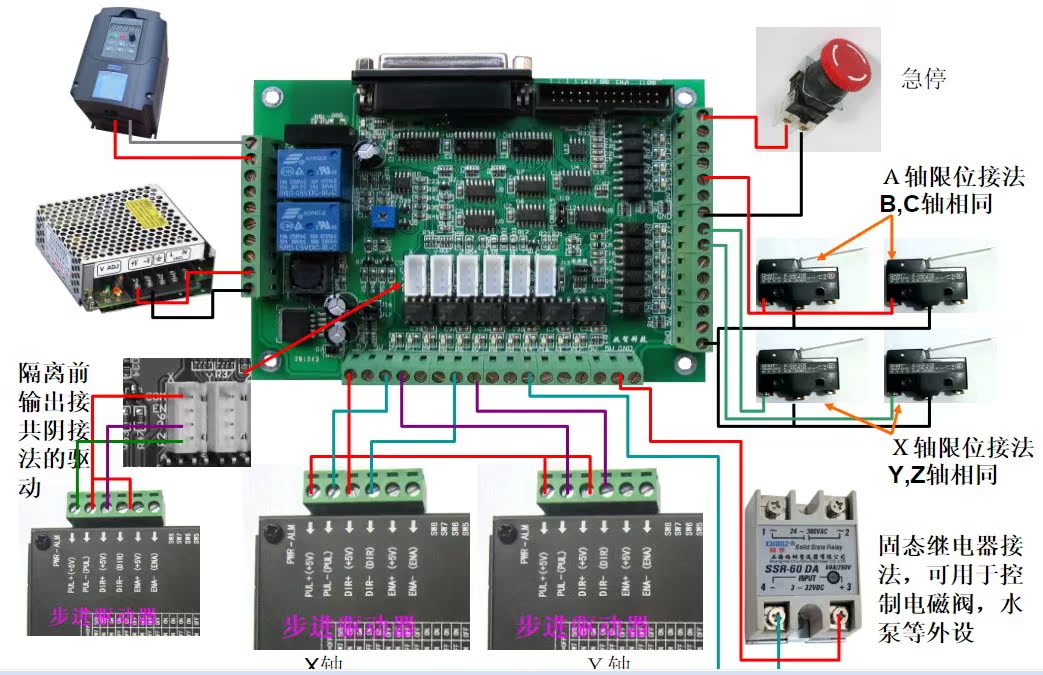
- MCU обрабатывает все данные и в соответствии с ними составляется программа и подготавливает все команды движения и отправляет их в систему вождения.
- Система привода работает как команды движения, отправляемые MCU, а система привода управляет движением и скоростью станка.
- Система обратной связи записывает измерение положения и скорости станка и отправляет сигнал обратной связи на MCU.
- MCU сравнивает сигналы обратной связи с опорными сигналами и, если есть ошибки, исправляет их и отправляет новый сигнал на станок для выполнения правильной операции.
- Блок дисплея используется для просмотра команд, программ и других важных данных и является глазом машины.
Читайте также: что такое формирователь? https://theunboxfactory.com/shaper-machine/
Преимущества станка с ЧПУЭтот станок может выполнять работу с большей точностью и точностью, чем любой другой ручной станок.

Может работать 24 часа в сутки.
Детали, изготовленные на станке с ЧПУ, имеют одинаковые размеры. Детали, изготовленные на одном и том же станке, не различаются.
Для работы на этой машине не нужны высококвалифицированные рабочие. Полуквалифицированный рабочий может управлять машиной более точно и точно.
Операторы могут легко вносить изменения и улучшения, тем самым сокращая время.
Этот станок позволяет выполнять сложные конструкции с высокой точностью за минимальное время.
С помощью современного программного обеспечения дизайнер моделирует идею. И нет необходимости делать прототип или модель, что экономит время и деньги.
Для работы на машине требуется меньше рабочих, что снижает стоимость рабочей силы.
Недостатки станка с ЧПУИмея так много преимуществ, у станка есть и некоторые недостатки. Это:
Стоимость этой машины очень высока по сравнению с машинами с ручным управлением.

Детали станков с ЧПУ дороги.
Стоимость обслуживания станков с ЧПУ высока.
Для работы машины требуются дорогостоящие инструменты.
Области примененияСтанки с ЧПУ используются практически во всех отраслях промышленности. С ростом спроса в обрабатывающей промышленности использование ЧПУ также увеличивается. Станки, которые поставляются с ЧПУ, включают в себя токарный, фрезерный, формовочный, сварочный и т. д. Они широко используются в автомобильной промышленности, производстве металлообработки, производстве металлов, производстве электроэрозионных машин, деревообрабатывающей промышленности и т. д.
Это информация о том, что такое ЧПУ, а также детали ЧПУ, схема ЧПУ, преимущества и недостатки.
🔔Надеемся, эта информация поможет вам. Для получения дополнительной новой информации нажмите кнопку уведомления и получайте регулярные обновления от Unbox Factory .
Теперь, если вы найдете эту информацию полезной, поделитесь ею со своими друзьями, семьей и коллегами.

Если вам нравится этот пост, сообщите нам об этом в комментариях ниже, если вы хотите добавить дополнительную информацию по этой теме, прокомментируйте информацию. Мы рассмотрим информацию, если она актуальна.
Спасибо, что прочитали.
Как настроить GRBL и управлять станком с ЧПУ с помощью Arduino
Если вы думаете или находитесь в процессе создания собственного станка с ЧПУ, то, скорее всего, вы встретите термин GRBL. Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.
Кроме того, мы узнаем, как использовать Universal G-code Sender, популярное программное обеспечение контроллера GRBL с открытым исходным кодом.
Что такое GRBL?
GRBL — это программное обеспечение или прошивка с открытым исходным кодом, которая обеспечивает управление движением для станков с ЧПУ. Мы можем легко установить прошивку GRBL на Arduino и мгновенно получить недорогой высокопроизводительный контроллер ЧПУ.
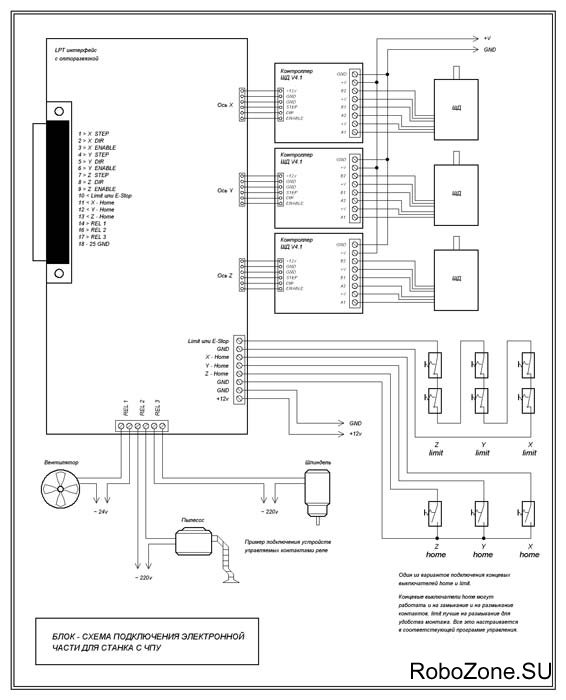 GRBL использует G-код в качестве входных данных и выводит управление движением через Arduino.
GRBL использует G-код в качестве входных данных и выводит управление движением через Arduino.Для лучшего понимания мы можем взглянуть на следующую диаграмму:
На диаграмме видно, где GRBL занимают место в «общей картине» принципа работы станка с ЧПУ. Это прошивка, которую нам нужно установить или загрузить в Arduino, чтобы она могла управлять шаговыми двигателями станка с ЧПУ. Другими словами, функция прошивки GRBL заключается в преобразовании G-кода в движение двигателя.
Необходимое оборудование
- Arduino — Как мы уже говорили, для установки GRBL нам понадобится Arduino. В частности, нам нужна плата Arduino на базе Atmega 328, а это означает, что мы можем использовать либо Arduino UNO, либо Nano.
- Шаговые двигатели – Очевидно, что шаговые двигатели обеспечивают движение машины.
- Драйверы — для управления шаговыми двигателями нам нужны драйверы, а для небольших станков с ЧПУ «сделай сам» (с шаговыми двигателями NEMA 14 или 17) обычно выбирают A49.
 88 или драйверы DRV8825.
88 или драйверы DRV8825. - Arduino CNC Shield — Самый простой способ подключения драйверов шаговых двигателей к Arduino — использовать Arduino CNC Shield. Он использует все контакты Arduino и обеспечивает простой способ подключения всего, шаговых двигателей, шпинделя/лазера, концевых выключателей, охлаждающего вентилятора и т. д. Станок с ЧПУ работает.
На самом деле, в качестве примера того, как все должно быть связано, мы можем взглянуть на мой самодельный станок для резки пенопласта с ЧПУ.
Вы можете проверить и получить основные электронные компоненты, необходимые для сборки этого станка с ЧПУ, здесь:
- Шаговый двигатель — NEMA 17……………… Amazon / Banggood / AliExpress
- A4988 Шаговый драйвер…………… ……..… Amazon / Banggood / AliExpress
- Arduino CNC Shield ………………………. Amazon / Banggood / AliExpress
- Arduino Uno…………………………….
 .… Amazon / Banggood / AliExpress
.… Amazon / Banggood / AliExpress
Раскрытие информации: Это партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках.
Основным инструментом этого станка с ЧПУ является горячая проволока, которая может легко расплавить или прорезать пенопласт и придать ему любую форму. Для получения более подробной информации о том, как я сделал машину и как все работает, вы можете проверить конкретный учебник.
Тем не менее, мы будем использовать этот станок в качестве примера в этой статье, потому что тот же принцип работы применим и к любому другому станку с ЧПУ, будь то фрезерный или лазерный.
Как установить GRBL
Во-первых, чтобы иметь возможность установить или загрузить GRBL на Arduino, нам понадобится Arduino IDE.
Затем мы можем скачать прошивку GRBL с github.com.
Загрузите его как файл .ZIP и выполните следующие действия:
- Откройте файл grbl-master.zip и извлеките файлы
- Откройте среду разработки Arduino, перейдите к Sketch > Include Library > Add .
 ZIP Library…
ZIP Library…
- Перейдите к извлеченной папке «grbl-master», выберите там папку «grbl» и нажмите «Открыть файл». Теперь нам нужно использовать GRBL как библиотеку Arduino.
- Затем перейдите в «Файл» > «Примеры» > grbl > grblUpload. Откроется новый скетч, и нам нужно загрузить его на плату Arduino. Код может выглядеть странно, так как состоит всего из одной строки, но не беспокойтесь, все происходит в фоновом режиме в библиотеке. Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
Конфигурация GRBL
На этом этапе мы должны настроить или настроить GRBL для нашей машины. Мы можем сделать это через последовательный монитор Arduino IDE. Как только мы откроем Serial Monitor, мы получим сообщение вроде «Grbl 1.1h [‘$’ for help]». Если вы не видите это сообщение, убедитесь, что вы изменили скорость передачи на 115200. 92)
Все эти команды могут быть или должны быть настроены в соответствии с нашим станком с ЧПУ.
 Например, с помощью первой команды $100=250 000 (x, шаг/мм) мы можем настроить количество шагов на миллиметр станка или указать, сколько шагов должен сделать двигатель, чтобы наша ось X переместилась на 1 мм.
Например, с помощью первой команды $100=250 000 (x, шаг/мм) мы можем настроить количество шагов на миллиметр станка или указать, сколько шагов должен сделать двигатель, чтобы наша ось X переместилась на 1 мм.Однако я бы посоветовал оставить эти настройки как есть. Есть более простой способ настроить их в соответствии с нашей машиной с помощью программного обеспечения контроллера, о котором мы расскажем в следующем разделе.
Контроллер GRBL
Итак, как только мы установили прошивку GRBL, теперь наша Arduino знает, как читать G-код и как управлять станком с ЧПУ в соответствии с ним. Однако для того, чтобы отправить G-код на Arduino, нам нужен какой-то интерфейс или программное обеспечение контроллера, которое скажет Arduino, что делать. На самом деле для этой цели существует множество как открытых, так и коммерческих программ. Конечно, мы будем придерживаться открытого исходного кода, поэтому в качестве примера возьмем Univarsal G-code Sender.
Как использовать универсальный отправитель G-кода
В этом примере я буду использовать версию платформы 2.
 0. Как только мы загрузим его, нам нужно распаковать zip-файл, перейти в папку «bin» и открыть любой из исполняемых файлов «ugsplatfrom». На самом деле это программа JAVA, поэтому, чтобы иметь возможность запускать эту программу, сначала нам нужно установить JAVA Runtime Environment.
0. Как только мы загрузим его, нам нужно распаковать zip-файл, перейти в папку «bin» и открыть любой из исполняемых файлов «ugsplatfrom». На самом деле это программа JAVA, поэтому, чтобы иметь возможность запускать эту программу, сначала нам нужно установить JAVA Runtime Environment.После того, как мы откроем универсальный отправитель G-кода, сначала нам нужно настроить машину или настроить параметры GRBL, показанные ранее. Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE.
Первым шагом здесь является выбор скорости передачи данных, которая должна быть 115200, и порта, к которому подключена наша Arduino. Как только мы подключим универсальный отправитель G-кода к Arduino, на следующем шаге мы сможем проверить направление движения двигателей.
При необходимости мы можем изменить направление с помощью мастера или вручную переключив соединение двигателя на Arduino CNC Shield.
На следующем шаге мы можем настроить параметр шагов/мм, о котором мы упоминали ранее.
Здесь гораздо проще понять, как его настроить, потому что мастер настройки рассчитает и подскажет, до какого значения нам следует обновить параметр.Значение по умолчанию — 250 шагов/мм. Это означает, что если мы нажмем кнопку перемещения «х+», мотор сделает 250 шагов. Теперь, в зависимости от количества физических шагов двигателя, выбранного шагового разрешения и типа трансмиссии, машина будет перемещаться на некоторое расстояние. Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
В моем случае для самодельного станка с ЧПУ, который я сделал, станок сместился на 3 мм. В соответствии с этим мастер предложил обновить параметр шагов/мм до значения 83.
При обновлении этого значения станок теперь движется правильно, 1 мм в программе означает 1 мм для станка с ЧПУ.
В консоли UGS при выполнении каждого действия мы можем видеть выполняемые команды.
Мы можем заметить, что, обновляя параметр steps/mm, программа UGS фактически отправляла в Arduino или прошивку GRBL команду, которую мы упоминали ранее. Это было значение по умолчанию: 100 долларов США = 250 000 (x, шаг/мм), и теперь мы обновили значение до 83 шагов на мм: 100 долларов США = 83.На следующем шаге мы можем включить концевые выключатели и проверить, правильно ли они работают.
В зависимости от того, являются ли они нормально открытыми или нормально закрытыми, мы также можем инвертировать их здесь.
Здесь стоит отметить, что иногда нам нужно отключить концевой выключатель оси Z. Это было в случае с моим станком для резки пенопласта с ЧПУ, где мне не нужен концевой выключатель оси Z, и мне пришлось отключить его, чтобы иметь возможность правильно установить станок. Итак, для этого нам нужно отредактировать файл config.h, который находится в папке библиотеки Arduino (или Documents\Arduino\libraries).
Здесь нам нужно найти линии цикла возврата в исходное положение и прокомментировать настройку по умолчанию для 3-осевого станка с ЧПУ и раскомментировать настройку для 2-осевого станка.
Чтобы изменения вступили в силу, нам нужно сохранить файл и повторно загрузить скетч grblUpload на нашу плату Arduino.Тем не менее, на следующем шаге мы можем либо включить, либо отключить возврат в исходное положение ЧПУ.
При нажатии кнопки «Попробовать возврат» машина начнет движение к концевым выключателям. В случае, если это идет в противоположном направлении, мы можем легко изменить направление.
Наконец, на последнем шаге мастера настройки мы можем включить мягкие ограничения для нашего станка с ЧПУ.
Мягкие ограничения предотвращают выход машины за пределы установленной рабочей зоны.
Заключение
Итак, благодаря прошивке GRBL и Arduino мы можем легко настроить и запустить наш самодельный станок с ЧПУ. Конечно, в этом уроке мы рассмотрели только основы, но я думаю, что этого было достаточно, чтобы понять, как все работает и как настроить и запустить наш первый станок с ЧПУ.
Конечно, есть много других доступных настроек и функций, так как GRBL действительно поддерживает прошивку контроллера ЧПУ.