Электрошлаковая наплавка: Бездуговые способы наплавки
alexxlab | 13.05.2020 | 0 | Разное
ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА
ЗАЩИТНЫЕ И УПРОЧНЯЮЩИЕ ПОКРЫТИЯ
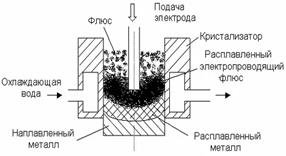
Этот процесс основан на выделении тепла электрического разряда в ванне расплавленного флюса. Электрошлаковая наплавка используется для изготовления биметаллических деталей, а также для получения износостойких покрытий. В процессе наплавки электрический ток проходит через расплавленный сварочный флюс, в результате чего выделяется тепло, необходимое для расплавления кромок деталей и электрода. Электрод подается в ванну, состоящую из жидкого флюса, ограниченную расплавляемой поверхностью и специальным формирующим устройством.
Формирующим устройством могут служить графитовые, медные или стальные накладки, Применяемые флюсы должны иметь определенную вязкость и электропроводность. При использовании флюсов с малой окислительной способностью имеют место незначительные потери легирующих элементов наплавки.
Электродами для наплавки могут быть сварочные проволоки, а также ленты или стержни большого сечения. Температура вследствие низкой электро – и теплопроводности достигает более 2000°С. Скорость плавления электрода очень велика, коэффициент плавления достигает 30 г/А • ч., потери на разбрызгивание практически отсутствуют.
Лучшие условия для наплавления основного металла и получения глубокой шлаковой ванны создаются при вертикальном положении шва, поэтому элек – трошлаковую наплавку чаще всего применяют в сочетании с принудительным формированием сварочного шва. Наплавку начинают и заканчивают с фиксацией детали на специальных технологических планках, которые затем удаляют с детали. В начале, пока процесс еще не установился, наплавленный слой может быть недостаточного качества, эта часть шва и остается на начальной планке, в конце шва планки применяются для выведения усадочной раковины.
В начальный момент возбуждается дуга между электродной проволокой с начальной планкой и происходит расплавление засыпанного в зазор флюса. Как только образуется шлаковая ванна, дуга гаснет и ток начинает протекать через расплавленный шлак. Расход флюса в 15-20 раз меньше, чем при электродуго – вой наплавке под флюсом. Подача флюса необходима только для компенсации расхода его на образование шлаковой корки, имеющей толщину 1-1,5 мм. Подача электродной проволоки и медных ползунов осуществляется специальным сварочным аппаратом. По мере заполнения зазора наплавленным металлом аппарат перемещается вверх по детали. В результате теплопровода в деталь и медные ползуны сварочная ванна охлаждается и затвердевает, образуя наплавленный слой.
При небольшом объеме шлаковой ванны возможно ее закипание. В результате этого снижается электропроводность, уменьшается ток, то есть, возможно несплавление электродного металла с основным.
Институтом электросварки им. Е. О.Патона разработано несколько аппаратов для электрошлаковой сварки и плавки, например, аппараты, перемещающиеся по рельсам и непосредственно по детали. Отсутствие электрической дуги, наличие активного сопротивления, шунтирующего промежутка, определяет несколько иные требования к источникам питания электрошлакового процесса. Отличительной особенностью электрошлакового процесса является его высокая устойчивость при очень низкой плотности тока (от 0.1 • 106 А/м2). Наилучшие условия создаются при питании от трансформаторов с жесткими вольт-амперными характеристиками. К тому же трансформаторы обладают меньшим весом при более высоком к. п.д. Формы, размеры и количество электродов выбирают исходя из размеров и формы наплавляемой поверхности. Для износостойкой наплавки, как правило, используют высоколегированные проволоки.
Легирование наплавляемого металла может осуществляться с помощью порошковых проволок. При электрошлаковой наплавке реакция между расплавленным шлаком и металлом протекает интенсивно вследствие высокой температуры среды сварочной ванны. Поэтому, выбирая марку флюса для наплавки высоколегированных сталей, необходимо учитывать его окислительные способности.
Технологические особенности электрошлаковой наплавки заключаются в том, что легирование наплавленного металла, возможно производить только через проволоку (электрод). Для износостойкой наплавки, как правило, используют высоколегированные проволоки.
Легирование наплавляемого металла может осуществляться с помощью порошковых проволок. Электрошлаковый процесс позволяет осуществлять наплавку плоских поверхностей, наружных и внутренних цилиндрических поверхностей, а также тел вращения с переменным диаметром, с применением электродной проволоки и электрода большого сечения с плавящимся мундштуком. Режим электрошлаковой наплавки зависит от формы и размеров наплавляемой детали и толщины слоя и определяется величиной сварочного тока, напряжением при сварке, глубиной шла – ковой ванны, диаметром электродной проволоки, количеством электродов, размером вылета электродной проволоки от мундштука, до шлаковой ванны; Электрошлаковая наплавка характеризуется почти полным отсутствием потерь на угар и разбрызгивание, незначительным окислением легирующих элементов и повышенным качеством наплавленного металла (отсутствием пор, трещин, шлаковых включений, непроваров и т. д.).
При изготовлении многослойных покрытий деталей и заготовок для прокатки находят применение различные способы горизонтальной электрошлаковой наплавки (ЭШН) с помощью несмешивающихся электродов. Наплавка ведется сразу по всей поверхности большой площади слоем толщиной от 10 до 200 мм. При этом масса наплавленного слоя может достигать 1,0-1,5 т.
Качество наплавленного металла определяется условиями его кристаллизации.
При ЭШН в горизонтальном положении с применением неплавящихся электродов целесообразно производить быстрый нагрев поверхности основного металла и вести обогрев наплавляемого металла на мощности, обеспечивающей требуемое качество и производительность. Наплавка углеродистой и высоколегированной сталей с применением жидкого и твердого присадочных металлов при получении заготовок из износостойких и коррозионностойких биметаллов, происходит в течение 2,0-2,5 ч. Поверхность наплавленного слоя получается, гладкой. В наплавленном слое отсутствуют дефекты усадочного и ликвационного происхождения, металл плотный по всей толщине, однороден по химическому составу, характеризуется равномерным распределением неметаллических включений и имеет высокие механические свойства.
Способ ЭШН пригоден как для наплавки толстого слоя с его принудительным формированием, так и для наплавки сравнительно тонкого слоя, толщиной до
3- 4 мм, при свободном формировании металла. Процесс используется для наплавки на плоскость по сложному, в том числе пространственному контуру, и для торцевой наплавки. Область применения электрошлаковой наплавки расширяется благодаря возможности сочетать ее с электрошлаковыми литьем и сваркой. Способ позволяет без особых затруднений наплавлять слой с изменяющимися по длине заготовок химическим составом и свойствами по заранее заданным параметрам.
Стыкошлаковая наплавка соединяет в себе технологию электрошлакового литья и сварки металла. Этот технологический прием позволяет получать биметаллические детали, по форме приближающиеся к готовым изделиям.
При ЭШН композиционных сплавов, в шлаковую ванну подаются зернистый материал, плавящиеся электроды в виде пластин или проволок и, расплавляясь, образуют матричный сплав.
При обычной вертикальной электрошлаковой наплавке основная часть тока протекает в ограниченном объеме центральной части шлаковой ванны между торцом электрода и зеркалом металлической ванны.
Сущность процесса автоматической электрошлаковой наплавки лентами (ЭШНЛ) заключается в том, что в сварочную головку вводится два параллельных ленточных электрода с зазо – ром между ними. После зажигания дуги под флюсом в пространстве между лентами возникает шлаковая ванна, которая шунтирует дугу. Вследствие этого процесс переходит в электрошлаковый.
Положительной особенностью ЭШНЛ является существенное снижение доли участия основного металла до 7-10% в составе наплавленного металла по сравнению с другими способами наплавки. Это объясняется тем, что отсутствует непосредственное воздействие электрической дуги на основной металл, так как процесс плавления электродных лент бездуговой.
Наплавки, выполненные ЭШНЛ, обладают значительным запасом долговечности.
Отработанные режимы наплавки для лент различной ширины позволяют получать за один проход высоту наплавленного слоя до 6 мм. При электрошлаковой наплавке спеченными лентами наплавленный металл отличается высокой степенью однородности.
Перспективен способ широкослойной наплавки под флюсом ленточным электродом сплошного сечения.
Используя нагрев вылета электрода электрическим током (повысив жесткость ленты при ее профилировании), можно достичь прироста производительности в 1,5 раза без увеличения мощности источника питания.
Способ электрошлаковой наплавки лентами обеспечивает двукратное повышение производительности наплавки и высокое качество наплавленного слоя.
А также стабильный электрошлаковый процесс, хорошее формирование и отделимость шлаковой корки, отсутствие дефектов в наплавленном слое.
Режим наплавки: JCB – 500-550 A; UCB – 34-36 В; VH – 10 м/ч; зазор – 14 мм; лента сечением 40*1 мм.
Пример. Стойкость ножей бульдозеров, наплавленных по указанной технологии, в 1,2-1,5 раза, а производительность наплавки в 2,5-3 раза выше по сравнению с наплавкой порошковой проволокой.
Промышленная электрошлаковая наплавка ножей горячей резки металла, а также роликов моталок применяется на Череповецком металлургическом заводе.
Для упрочнения зубьев ковшей экскаваторов очень эффективна стыкошлаковая наплавка.
При этом используется постоянно работающий, неплавящийся электрод, поддерживающий шлаковую ванну в рабочем состоянии. Когда этот электрод погружается в ванну, порция жидкого шлака переливается в кристаллизатор, и начинается плавление расплавляемого электрода – литой пластины из износостойкого сплава c поперечным сечением 20 мм х 120 мм. В кристаллизаторе образуется слиток с ориентированной структурой. После того, как слиток достигнет необходимого размера, плавящийся электрод удаляется, а в жидкий шлак погружается хвостовик зуба. После незначительного оплавления торцовой поверхности заготовка глубоко погружается в незатвердевшую (незакристалли – зо-вавшуюся) часть блока, где она прочно сваривается с острием. Одновременно поднимается неплавящийся электрод, и порция жидкого шлака возвращается в
котел. Производительность на – плавочной установки в смену составля
ет 40-60 зубьев роторных экскаваторов массой каждого слоя от 7 до 11 кг. Работа проводится при силе тока до 5 кА.
Описанный выше способ наплавки зубьев ковшей роторных экскаваторов показал, что их износостойкость при эксплуатации в 13 раз выше, чем у отливавшихся ранее из высокомарганцевистой стали. Производство наплавленных зубьев позволило сократить потребность в них на горно-обогатительных предприятиях в среднем в 10 раз. В отличие от литых зубьев наплавленные зубья, благодаря оригинальной структуре их острия, изготовленного из сплава с богатым содержанием хрома, остаются при изнашивании такими же острыми. Вследствие этого эксплуатация экскаватора облегчается, а потребление энергии снижается.
Модификация электрошлаковой наплавки ленточным электродом. В зоне между двумя параллельными лентами, подключенными к одному полюсу источника тока, образуется шлаковая ванна. Проходящий ток нагревает шлак до т-ры 2000°С и более. Теплопередача от шлака чрезвычайно интенсивно переносится на ленточный электрод, вследствие чего последний в 2 раза быстрее расплавляется, чем при обычной наплавке под флюсом. При наплавке ленточным электродом шириной 60 мм достигается производительность 50 кг/с (машинное время). Расплавленный металл электродов наплавляется на заготовку в форме маленьких капель. Расплавленный шлак растворяет окислы и нагревает наплавочную поверхность, вследствие чего достигается лишь очень незначительная глубина проплавления (т. к. нет давления дуги). Наплавку можно произвести также с большей скоростью. При однослойной наплавке достигается слой толщиной 2-6 мм. Если потребуется большая толщина, то могут наплавляться несколько слоев. Доля основного металла в первом наплавленном слое составляет от 5 до 10%.
Для наплавки исп
Электрошлаковая наплавка — Википедия с видео // WIKI 2
Электрошла́ковая напла́вка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через неё электрического тока.
Энциклопедичный YouTube
1/2
Просмотров:3 511
3 455
✪ Электрошлаковая технология. Учебный фильм по материаловедению.
✪ Видеоролик «Мини-ТЭС»
Содержание
Описание процесса
Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Классификация
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Литература
 Эта страница в последний раз была отредактирована 19 февраля 2018 в 12:16.
Эта страница в последний раз была отредактирована 19 февраля 2018 в 12:16.Электрошлаковая наплавка
Категория:
Прогрессивные методы ремонта
Публикация:
Электрошлаковая наплавка
Читать далее:
Электрошлаковая наплавка
При электрошлаковой наплавке (сварке) ток проходит от электрода к детали через жидкий шлак, выделяя тепло. При этом шлаковая ванна нагревается выше температуры плавления присадочного материала и расплавляет его. Одновременно расплавляется и поверхность детали. Расплавленный металл каплями оседает вниз и формируется охлаждаемым кристаллизатором, который придает наносимому слою нужную форму.
По сравнению с другими этот способ отличается более высокой производительностью. Коэффициент плавления (количество электродного металла, расплавленного за 1 ч током 1 А) при нем в 2…4 раза больше, чем при ручной сварке, ив 1,5 раза больше, чем при наплавке под флюсом. Кроме того, по сравнению с процессами, описанными ранее, электрошлаковая наплавка обладает рядом специфических особенностей: отсутствует дуговой разряд, в результате чего разбрызгивание шлака и присадочного материала практически исключается; во много раз меньше, чем при обычной наплавке, расходуется сварочный флюс, так как объем шлаковой ванны сохраняется постоянным до окончания процесса. Флюс расходуется лишь на корочку толщиной 1… 1,5 мм, покрывающую наплавленный металл со стороны кристаллизатора. Благодаря малому расходу флюса значительно уменьшается количество тепла, затрачиваемого на его плавление, коэффициент использования электрической энергии возрастает.
Рекламные предложения на основе ваших интересов:
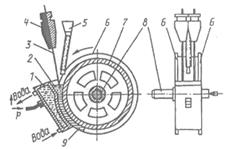
Рис. 1. Схема электрошлаковой наплавки катка:
1 — охлаждаемая форма; 2 — шлаковая ванна; 3 — электрод; 4—мундштук; 5 — дозатор легирующих добавок; 6 — габаритные диски; 7 — каток; 8 — оправка; 9 — наплавленный слой.
Наличие жидкого металла над кристаллизирующимся металлом покрытия способствует удалению из последнего вредных примесей и стойкости металла наплавки к образованию трещин.
К недостатку способа относится необходимость подвергать некоторые, поверхности после их наплавки термической обработке из-за снижения в околошовной зоне ударной вязкости свариваемого металла.
Наиболее перспективно применение электрошлакового процесса для восстановления ходовой части тракторов Т-74, ДТ-75 (катков, звеньев гусениц), работающих, как известно, в абразивной среде в условиях сухого трения, а также шестерен коробок передач. При этом поверхность обода за один оборот опорного катка приобретает размеры новой детали, независимо от степени износа, эллипсности и конусности.
Схема восстановления тракторного катка обода детали показана на рис. 1. Деталь, подлежащую восстановлению, устанавливают между габаритными дисками па оправке, закрепленной в патроне или шпинделе станка. К дискам плотно прилегает охлаждаемая форма, которая служит кристаллизатором металла. Пространство, ограниченное ободом катка, габаритными дисками и формой, образует ванну, по ее конфигурации получается покрытие. Ванну заполняют расплавленным флюсом, предварительно закрыв ее снизу асбестом во избежание вытекания из ванны жидкого флюса. Включив подачу электрода и открыв дозатор с легирующими добавками, восстанавливаемой детали сообщают вращение. Когда каток сделает один оборот, деталь останавливают, предварительно прекратив подачу легирующих добавок электрода в ванну, после чего охлаждаемую форму отводят от дисков и жидкий флюс удаляют из ванны в расположенный ниже ее сборник. Затем, отведя правый габаритный диск, с оправки снимают наплавленную деталь.
Рис. 1. Схема электрошлаковой наплавки концевых валов и шестерен:
1 — кристаллизатор; 2 — электрод-труба; 3 — расплавленный флюс; 4 — наплавленный металл; 5 — разрезное стальное кольцо; 6 — раз-резная медная токоносящая заглушка; 7 — деталь.
Режим электрошлакового процесса характеризуется следующими параметрами: глубиной шлаковой ванны, «сухим» вылетом и количеством электродов, диаметром проволоки, напряжением на электроде и скоростью его подачи, сварочным током. Оптимальным режимом наплавки обода катка является: скорость подачи электрода 210 м/ч; глубина шлаковой ванны 80 мм; «сухой» вылет электрода 150 мм. Наплавка детали производится двумя электродами из проволоки Св-08 диаметром 3 мм под флюсом АН-348 А при напряжении 34 В и токе 850…900 А. За счет введения в шлаковую ванну легирующих элементов твердость слоя наплавки составляет 41,5…51,5 HRC3. Продолжительность восстановления одной детали 7…10 мин в зависимости от величины ее износа (по диаметру и ширине).
Производственные испытания показали, что износостойкость восстановленных электрошлаковой наплавкой катков возрастает но сравнению с новыми в 1,5…1,9 раза.
Для электрошлаковой наплавки, плавки флюса и поддержания его в жидком состоянии разработаны установки ОКС-7755 и ОКС-7746. В качестве источника тока используется выпрямитель ВКСМ-1000.
Способом электрошлаковой наплавки восстанавливают валы с мелкими шлицами (например, шлицевая часть ведущего вала КПП с диаметром шлицевой части 38 мм, длина 80 мм). При этом заплавляют старые шлицы и нарезают новые по заводской технологии. Время наплавки 4 мин.
На поверхности детали оседает слой электродного металла, а шлаковая ванна постепенно перемещается вверх. В период наведения шлаковой ванны сила тока достигает 1500 А, а после ее образования — 150 А. На переоборудованной установке А-550У используется ток напряжением 32 или 46 В. Сварочный трансформатор должен иметь жесткую внешнюю характеристику. Удельный расход электроэнергии 1,5…2 кВт-ч/кг. Оптимальная глубина шлаковой ванны 30…60 мм. При меньшей глубине имеет место разбрызгивание шлака, его кипение, а при большей уменьшается глубина проплавления детали. Восстановление гладких концевых валов со значительным местным износом не вызывает затруднений.
Особый интерес представляет ремонт мелкомодульных шестерен. Их зубья наплавляют трубчатым электродом с последующей обработкой по заводской технологии.
Рекламные предложения:
Читать далее: Наплавка намораживанием из расплава металлов
Категория: – Прогрессивные методы ремонта
Главная → Справочник → Статьи → Форум
Электрошлаковая наплавка — Википедия
Материал из Википедии — свободной энциклопедии
Электрошла́ковая напла́вка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через неё электрического тока.
Описание процесса
Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Классификация
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Литература
Электрошлаковая наплавка — Википедия
Материал из Википедии — свободной энциклопедии
Электрошла́ковая напла́вка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через неё электрического тока.
Описание процесса
Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Классификация
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Литература
Электрошлаковая наплавка – это… Что такое Электрошлаковая наплавка?
Электрошлаковая наплавка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через нее электрического тока. Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Электрошлаковая сварка
Наплавка
Литература
Электрошлаковая наплавка — Студопедия
Электрошлаковая наплавка характеризуется тем, что на нагретой поверхности детали образуется ванна расплавленного флюса, в которую введен электрод, а к детали приложено напряжение (рис. 10.9). Ток, проходящий от электрода через жидкий шлак к детали, выделяет тепло, достаточное для плавления флюса и электродного металла.
 а
а
|  б
б
|
Рисунок 10.9 Схема электрошлаковой наплавки с вертикальным перемещением кристаллизатора (а) и при наплавке цилиндрических поверхностей (б):
1 – кристаллизатор; 2 – шлаковая ванна; 3 – электрод 4 – мундштук; 5 – дозатор легирующих добавок; 6 – крупногабаритные диски; 7 – восстанавливаемая деталь; 8 – оправка; 9 – покрытие
Сначала флюс расплавляется электрической дугой и потом является электрическим проводником, нагревающимся при прохождении через него электрического тока, из-за чего расплавляется металл электрода и детали и образуется металлическая ванна. При движении кристаллизатора кверху со скоростью соответствующей скорости плавления электрода (а она в свою очередь определяется размером электрода и силой тока), происходит перемещение металлической ванны с флюсом кверху с остыванием нижних слоев металла (рис. 10.9, а). Флюс полностью предохраняет ванну от воздействия воздуха, позволяет вводить легирующие элементы, концентрирует тепло на расплавление металла.
При электрошлаковой наплавке покрытие образуется в пространстве, искусственно ограниченном формирующими приспособлениями, удерживающими ванну расплавленного металла до ее затвердевания.
Размеры зоны наплавки на поверхности восстанавливаемой детали, ограниченной поверхностями водоохлаждаемого кристаллизатора и технологической пластины, определяют сечение наплавленного покрытия. Возможная толщина наплавки от 2 мм и более.
Различают следующие виды ЭШН:
– с плавящимся или неплавящимся электродом;
– электродными проволоками, лентами или порошковым присадочным материалом;
– одно- или многоэлектродную.
Электрошлаковая наплавка проводится в вертикальном, горизонтальном или наклонном положении детали с принудительным или свободным формированием наплавленного металла. Наплавку можно выполнять на плоских поверхностях, а также на поверхностях тел вращения. Особенность электрошлаковой наплавки состоит в том, что можно получать гладкие, ровные поверхности наплавленного слоя. Это дает возможность использовать детали без последующей механической обработки. При электрошлаковой наплавке из-за отсутствия дугового разряда практически полностью отсутствуют потери на газообразование и разбрызгивание. Качество наплавленного металла высокое – отсутствуют поры, трещины и другие дефекты.
Наплавку чаще всего выполняют на вертикально расположенных поверхностях при принудительном формировании направленного слоя медными, керамическими и графитовыми водоохлаждаемыми формами.
В начале процесса в зазор между деталью и водоохлаждаемой формой заливают расплавленный флюс и возбуждают дугу между электродной проволокой и деталью. После образования шлаковой ванны достаточной глубины дуга потухает, и ток проходит через расплавленный шлак – начинается электрошлаковый процесс. Расход флюса при этом способе в 15–20 раз меньше, чем при электродуговом. Электрошлаковая наплавка характеризуется наиболее высокой производительностью (до 200 кг/ч) из всех способов наплавки, малой долей основного металла в наплавке (до 10 %), широким диапазоном толщин наплавленного слоя (2–60 мм).
Достоинством электрошлаковой наплавки является возможность формировать в жидком состоянии сечение и форму наплавки. Однако большая погонная энергия вызывает сильный перегрев основного металла, рост зерна в ОШЗ, потерю пластических свойств в ЗТВ.
Режимы электрошлаковой наплавки.Наиболее важными технологическими параметрами ЭШН являются: глубина шлаковой ванны; «сухой» вылет, количество и размеры электродов; сварочный ток; напряжение на электродах; скорость подачи электродов.
Например, оптимальный режим ЭШН при восстановлении опорных катков тракторов: напряжение – 36–40 В; сила тока – 800–900 А; скорость подачи проволоки – 3,0–3,5 м/мин; глубина шлаковой ванны – 80 мм; «сухой» вылет электродов – 150 мм; количество электродов – 2; диаметр проволоки – 3 мм; марка электродной проволоки – Св-08, флюс – АН-348А или АН-8; удельный расход легирующих добавок (сормайта) – 50–58 г/мин. Износостойкость катков по сравнению с новыми катками выше в 1,5–1,9 раза.
Оборудование для электрошлаковой наплавки. Наплавку ведут специальными сварочными аппаратами или применяют источники питания постоянного тока с жесткой внешней характеристикой.
Процесс наплавки предусматривает одновременное выполнение следующих операций:
– нагрев шлаковой ванной поверхности детали и присадочного материала до температуры их плавления;
– подачу в зазор электродного и дополнительного металла;
– подвод к электроду сварочного тока;
– удержание сварочной ванны в зазоре до ее затвердевания;
– перемещение источника нагрева и формирующих покрытие устройств по мере образования наплавочного шва.
Электрошлаковая наплавка рекомендуется для наплавки больших поверхностей – прокатных валков, зубьев ковшей экскаваторов большой емкости, крупномодульных зубьев шестерен и звездочек, в производстве заготовок для последующей прокатки биметаллических листов и др. Широкое применение электрошлаковая технология наплавки получила при облицовке поверхностей в нефтехимии и атомной промышленности.
Электрошлаковую наплавку применяют для получения биметаллических изделий и восстановления изношенных поверхностей крупных деталей с износом более 10 мм. Эти способом восстанавливают опорные катки гусеничных машин, звенья гусениц, инструмент, шестерни и другие детали. ЭШН целесообразно применять при больших партиях деталей и значительных объемах наплавочных работ.
% PDF-1.7 % 8 0 объект > endobj xref 8 88 0000000016 00000 н. 0000002376 00000 н. 0000002544 00000 н. 0000003238 00000 н. 0000003377 00000 н. 0000003815 00000 н. 0000004263 00000 н. 0000004298 00000 н. 0000008087 00000 н. 0000011710 00000 п. 0000015151 00000 п. 0000018046 00000 п. 0000020781 00000 п. 0000023853 00000 п. 0000026899 00000 н. 0000030202 00000 п. 0000032851 00000 п. 0000032974 00000 п. 0000033087 00000 п. 0000033198 00000 п. 0000033228 00000 п. 0000033301 00000 п. 0000038322 00000 п. 0000038640 00000 п. 0000038703 00000 п. 0000038817 00000 п. 0000038847 00000 п. 0000038920 00000 п. 0000044559 00000 п. 0000044873 00000 п. 0000044936 00000 п. 0000045050 00000 п. 0000045080 00000 п. 0000045153 00000 п. 0000049288 00000 п. 0000049604 00000 п. 0000049667 00000 п. 0000049781 00000 п. 0000049850 00000 п. 0000049946 00000 н. 0000074078 00000 п. 0000074358 00000 п. 0000074650 00000 п. 0000074675 00000 п. 0000075092 00000 п. 0000104652 00000 п. 0000104925 00000 н. 0000105390 00000 п. 0000141474 00000 н. 0000141741 00000 н. 0000142238 00000 п. 0000195081 00000 н. 0000195118 00000 н. 0000195505 00000 н. 0000195600 00000 н. 0000195788 00000 н. 0000196175 00000 н. 0000196270 00000 н. 0000196457 00000 н. 0000196844 00000 н. 0000196939 00000 н. 0000197126 00000 н. 0000197513 00000 н. 0000197608 00000 н. 0000197795 00000 н. 0000198182 00000 н. 0000198277 00000 н. 0000198463 00000 н. 0000198850 00000 н. 0000199080 00000 н. 0000199198 00000 н. 0000199386 00000 н. 0000199459 00000 н. 0000251877 00000 н. 0000251914 00000 н. 0000255054 00000 н. 0000255127 00000 н. 0000255243 00000 н. 0000255538 00000 н. 0000255611 00000 н. 0000255905 00000 н. 0000255978 00000 н. 0000256269 00000 н. 0000272947 00000 н. 0000273494 00000 н. 0000311099 00000 н. 0000336899 00000 н. 0000002056 00000 н. трейлер ] / Назад 343288 >> startxref 0 %% EOF 95 0 объект > поток hb“e` * À ad`U
.% PDF-1.7 % 8 0 объект > endobj xref 8 88 0000000016 00000 н. 0000002376 00000 н. 0000002544 00000 н. 0000003238 00000 н. 0000003377 00000 н. 0000003815 00000 н. 0000004263 00000 н. 0000004298 00000 н. 0000008087 00000 н. 0000011710 00000 п. 0000015151 00000 п. 0000018046 00000 п. 0000020781 00000 п. 0000023853 00000 п. 0000026899 00000 н. 0000030202 00000 п. 0000032851 00000 п. 0000032974 00000 п. 0000033087 00000 п. 0000033198 00000 п. 0000033228 00000 п. 0000033301 00000 п. 0000038322 00000 п. 0000038640 00000 п. 0000038703 00000 п. 0000038817 00000 п. 0000038847 00000 п. 0000038920 00000 п. 0000044559 00000 п. 0000044873 00000 п. 0000044936 00000 п. 0000045050 00000 п. 0000045080 00000 п. 0000045153 00000 п. 0000049288 00000 п. 0000049604 00000 п. 0000049667 00000 п. 0000049781 00000 п. 0000049850 00000 п. 0000049946 00000 н. 0000074078 00000 п. 0000074358 00000 п. 0000074650 00000 п. 0000074675 00000 п. 0000075092 00000 п. 0000104652 00000 п. 0000104925 00000 н. 0000105390 00000 п. 0000141474 00000 н. 0000141741 00000 н. 0000142238 00000 п. 0000195081 00000 н. 0000195118 00000 н. 0000195505 00000 н. 0000195600 00000 н. 0000195788 00000 н. 0000196175 00000 н. 0000196270 00000 н. 0000196457 00000 н. 0000196844 00000 н. 0000196939 00000 н. 0000197126 00000 н. 0000197513 00000 н. 0000197608 00000 н. 0000197795 00000 н. 0000198182 00000 н. 0000198277 00000 н. 0000198463 00000 н. 0000198850 00000 н. 0000199080 00000 н. 0000199198 00000 н. 0000199386 00000 н. 0000199459 00000 н. 0000251877 00000 н. 0000251914 00000 н. 0000255054 00000 н. 0000255127 00000 н. 0000255243 00000 н. 0000255538 00000 н. 0000255611 00000 н. 0000255905 00000 н. 0000255978 00000 н. 0000256269 00000 н. 0000272947 00000 н. 0000273494 00000 н. 0000311099 00000 н. 0000336899 00000 н. 0000002056 00000 н. трейлер ] / Назад 343288 >> startxref 0 %% EOF 95 0 объект > поток hb“e` * À ad`U
.1 Сокращения для сопротивления электрошлаковым покрытиям
Аббревиатура от Resistance Electroslag Surfacing
Сопротивление электрошлаковым покрытиям |
- APA
- Все сокращения.2020. Электрошлаковая наплавка сопротивления . Получено 30 августа 2020 г. с https://www.allacronyms.com/resistance_electroslag_surfacing/abbreviated
- Chicago
- All Acronyms. 2020. «Сопротивление электрошлаковым наплавкам». https://www.allacronyms.com/resistance_electroslag_surfacing/abbreviated (по состоянию на 30 августа 2020 г.).
- Гарвард
- Все сокращения. 2020. Resistance Electroslag Surfacing , All Acronyms, просмотр 30 августа 2020 г.,
- MLA
- Все сокращения. «Сопротивление электрошлаковым наплавкам» . 30 августа 2020 г. Web. 30 августа 2020 г.
- AMA
- Все сокращения. Сопротивление электрошлаковым покрытиям. https://www.allacronyms.com/resistance_electroslag_surfacing/abbreviated. Опубликовано 30 августа 2020 г. Проверено 30 августа 2020 г.
- CSE
- Все сокращения. Электрошлаковое сопротивление [Интернет]; 30 августа 2020 г. [цитируется 30 августа 2020 г.]. Доступно по адресу: https://www.allacronyms.com/resistance_electroslag_surfacing/abbreviated.
- MHRA
- «Resistance Electroslag Surfacing», All Acronyms, 30 августа 2020 г.,
- Bluebook
- All Acronyms, Сопротивление электрошлаковому покрытию (Авг.30 января 2020 г., 1:08), доступно по адресу https://www.allacronyms.com/resistance_electroslag_surfacing/abbreviated.
- CSE
- Все сокращения. Электрошлаковое сопротивление [Интернет]; 30 августа 2020 г. [цитируется 30 августа 2020 г.]. Доступно по адресу: https://www.allacronyms.com/resistance_electroslag_surfacing/abbreviated.