Электросварные трубы сортамент: Труба стальная электросварная ГОСТ 10704-91 черная
alexxlab | 10.01.1970 | 0 | Разное
Труба стальная электросварная ГОСТ 10704-91 черная
Наименование – Труба стальная электросварная черная ГОСТ 10704-91
Применение – трубы стальные электросварные ГОСТ 10704-91 используются для прокладки систем отопления и газопроводов низкого давления
Страна – производитель – Россия
Регламентирующий документ – ГОСТ 10704-91
Материал – сталь
Рабочая среда – вода, пар, природный газ
Присоединение – под сварку
Длина = 3 ÷ 11.4 м ( трубы продаются кратно одному метру )
Сертификат соответствия / паспорт качества ( по запросу )
Цена за метр / прайс ( по запросу )
Таблица: технические характеристики и размеры
В соответствии с ГОСТ 10704-91:
* – предельное отклонение должно соответствовать ± 10 % при диаметре труб до 152 мм
** – теоретическая масса труб
Сопутствующие товары
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить
этот товар Вы сможете, прислав запрос по электронной почте на адрес:
proton. lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО “ПРОТОН”, Россия, Москва, проспект Андропова, дом 38
Официальный сайт: www.proton-st.ru, тел.: +7 (495
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
(с исправлениями)
Вернуться к списку сортаментов
Условные обозначения:
d - диаметр профиля;
t - толщина профиля;
I - момент инерции;
W - момент сопротивления;
S - статический момент;
i - радиус инерции;
|
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
Геометрические характеристики вычислены по программе КМБП
(http://hdru. com/russian/kmbp_2/rec_2_02.htm)
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 10.0│ 1.0 │ 0.28 │ 0.03 │ 0.06 │ 0.04│ 0.32│ 0.22║
║ │ 1.2 │ 0.33 │ 0.03 │ 0.07 │ 0.05│ 0.31│ 0.26║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 10.2│ 1.0 │ 0.29 │ 0.03 │ 0.06 │ 0.04│ 0.33│ 0.23║
║ │ 1.2 │ 0.34 │ 0.03 │ 0.07 │ 0.05│ 0.32│ 0.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 12.
com/russian/kmbp_2/rec_2_02.htm)
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 10.0│ 1.0 │ 0.28 │ 0.03 │ 0.06 │ 0.04│ 0.32│ 0.22║
║ │ 1.2 │ 0.33 │ 0.03 │ 0.07 │ 0.05│ 0.31│ 0.26║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 10.2│ 1.0 │ 0.29 │ 0.03 │ 0.06 │ 0.04│ 0.33│ 0.23║
║ │ 1.2 │ 0.34 │ 0.03 │ 0.07 │ 0.05│ 0.32│ 0.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 12.
0│ 1.0 │ 0.35 │ 0.05 │ 0.09 │ 0.06│ 0.39│ 0.27║
║ │ 1.2 │ 0.41 │ 0.06 │ 0.10 │ 0.07│ 0.38│ 0.32║
║ │ 1.4 │ 0.47 │ 0.07 │ 0.11 │ 0.08│ 0.38│ 0.37║
║ │ 1.5 │ 0.49 │ 0.07 │ 0.12 │ 0.08│ 0.37│ 0.39║
║ │ 1.6 │ 0.52 │ 0.07 │ 0.12 │ 0.09│ 0.37│ 0.41║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 13.0│ 1.0 │ 0.38 │ 0.07 │ 0.11 │ 0.07│ 0.43│ 0.30║
║ │ 1.2 │ 0.44 │ 0.08 │ 0.12 │ 0.08│ 0.42│ 0.35║
║ │ 1.4 │ 0.51 │ 0.09 │ 0.13 │ 0.09│ 0.41│ 0.40║
║ │ 1.5 │ 0.54 │ 0.09 │ 0.14 │ 0.10│ 0.41│ 0.43║
║ │ 1.6 │ 0.57 │ 0.09 │ 0.15 │ 0.10│ 0.41│ 0.45║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 14.
0│ 1.0 │ 0.41 │ 0.09 │ 0.12 │ 0.08│ 0.46│ 0.32║
║ │ 1.2 │ 0.48 │ 0.10 │ 0.14 │ 0.10│ 0.45│ 0.38║
║ │ 1.4 │ 0.55 │ 0.11 │ 0.16 │ 0.11│ 0.45│ 0.44║
║ │ 1.5 │ 0.59 │ 0.12 │ 0.17 │ 0.12│ 0.45│ 0.46║
║ │ 1.6 │ 0.62 │ 0.12 │ 0.17 │ 0.12│ 0.44│ 0.49║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 15.0│ 1.0 │ 0.44 │ 0.11 │ 0.14 │ 0.10│ 0.50│ 0.35║
║ │ 1.2 │ 0.52 │ 0.12 │ 0.17 │ 0.11│ 0.49│ 0.41║
║ │ 1.4 │ 0.60 │ 0.14 │ 0.19 │ 0.13│ 0.48│ 0.47║
║ │ 1.5 │ 0.64 │ 0.15 │ 0.20 │ 0.14│ 0.48│ 0.50║
║ │ 1.6 │ 0.67 │ 0.15 │ 0.20 │ 0.14│ 0.48│ 0.53║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 16. 0│ 1.0 │ 0.47 │ 0.13 │ 0.17 │ 0.11│ 0.53│ 0.37║
║ │ 1.2 │ 0.56 │ 0.15 │ 0.19 │ 0.13│ 0.52│ 0.44║
║ │ 1.4 │ 0.64 │ 0.17 │ 0.22 │ 0.15│ 0.52│ 0.50║
║ │ 1.5 │ 0.68 │ 0.18 │ 0.23 │ 0.16│ 0.52│ 0.54║
║ │ 1.6 │ 0.72 │ 0.19 │ 0.24 │ 0.17│ 0.51│ 0.57║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 17.0│ 1.0 │ 0.50 │ 0.16 │ 0.19 │ 0.13│ 0.57│ 0.39║
║ │ 1.2 │ 0.60 │ 0.19 │ 0.22 │ 0.15│ 0.56│ 0.47║
║ │ 1.4 │ 0.69 │ 0.21 │ 0.25 │ 0.17│ 0.55│ 0.54║
║ │ 1.5 │ 0.73 │ 0.22 │ 0.26 │ 0.18│ 0.55│ 0.57║
║ │ 1.6 │ 0.77 │ 0.23 │ 0.27 │ 0.19│ 0.55│ 0.61║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 18.
0│ 1.0 │ 0.47 │ 0.13 │ 0.17 │ 0.11│ 0.53│ 0.37║
║ │ 1.2 │ 0.56 │ 0.15 │ 0.19 │ 0.13│ 0.52│ 0.44║
║ │ 1.4 │ 0.64 │ 0.17 │ 0.22 │ 0.15│ 0.52│ 0.50║
║ │ 1.5 │ 0.68 │ 0.18 │ 0.23 │ 0.16│ 0.52│ 0.54║
║ │ 1.6 │ 0.72 │ 0.19 │ 0.24 │ 0.17│ 0.51│ 0.57║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 17.0│ 1.0 │ 0.50 │ 0.16 │ 0.19 │ 0.13│ 0.57│ 0.39║
║ │ 1.2 │ 0.60 │ 0.19 │ 0.22 │ 0.15│ 0.56│ 0.47║
║ │ 1.4 │ 0.69 │ 0.21 │ 0.25 │ 0.17│ 0.55│ 0.54║
║ │ 1.5 │ 0.73 │ 0.22 │ 0.26 │ 0.18│ 0.55│ 0.57║
║ │ 1.6 │ 0.77 │ 0.23 │ 0.27 │ 0.19│ 0.55│ 0.61║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 18.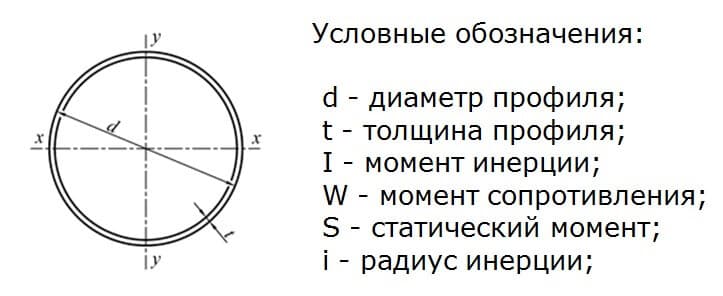
0│ 1.0 │ 0.53 │ 0.19 │ 0.22 │ 0.14│ 0.60│ 0.42║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 18.0│ 1.2 │ 0.63 │ 0.22 │ 0.25 │ 0.17│ 0.60│ 0.50║
║ │ 1.4 │ 0.73 │ 0.25 │ 0.28 │ 0.19│ 0.59│ 0.57║
║ │ 1.5 │ 0.78 │ 0.27 │ 0.30 │ 0.20│ 0.59│ 0. 61║
║ │ 1.6 │ 0.82 │ 0.28 │ 0.31 │ 0.22│ 0.58│ 0.65║
║ │ 1.8 │ 0.92 │ 0.30 │ 0.34 │ 0.24│ 0.58│ 0.72║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 19.0│ 1.0 │ 0.57 │ 0.23 │ 0.24 │ 0.16│ 0.64│ 0.44║
║ │ 1.2 │ 0.67 │ 0.27 │ 0.28 │ 0.19│ 0.63│ 0.53║
║ │ 1.4 │ 0.77 │ 0.30 │ 0.32 │ 0.22│ 0.62│ 0.61║
║ │ 1.5 │ 0.82 │ 0.32 │ 0.33 │ 0.23│ 0.62│ 0.65║
║ │ 1.6 │ 0.87 │ 0.33 │ 0.35 │ 0.24│ 0.62│ 0.69║
║ │ 1.8 │ 0.97 │ 0.36 │ 0.38 │ 0.27│ 0.61│ 0.76║
║ │ 2.0 │ 1.07 │ 0.39 │ 0.41 │ 0.29│ 0.61│ 0.84║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 20.0│ 1.0 │ 0.60 │ 0.27 │ 0.27 │ 0.
61║
║ │ 1.6 │ 0.82 │ 0.28 │ 0.31 │ 0.22│ 0.58│ 0.65║
║ │ 1.8 │ 0.92 │ 0.30 │ 0.34 │ 0.24│ 0.58│ 0.72║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 19.0│ 1.0 │ 0.57 │ 0.23 │ 0.24 │ 0.16│ 0.64│ 0.44║
║ │ 1.2 │ 0.67 │ 0.27 │ 0.28 │ 0.19│ 0.63│ 0.53║
║ │ 1.4 │ 0.77 │ 0.30 │ 0.32 │ 0.22│ 0.62│ 0.61║
║ │ 1.5 │ 0.82 │ 0.32 │ 0.33 │ 0.23│ 0.62│ 0.65║
║ │ 1.6 │ 0.87 │ 0.33 │ 0.35 │ 0.24│ 0.62│ 0.69║
║ │ 1.8 │ 0.97 │ 0.36 │ 0.38 │ 0.27│ 0.61│ 0.76║
║ │ 2.0 │ 1.07 │ 0.39 │ 0.41 │ 0.29│ 0.61│ 0.84║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 20.0│ 1.0 │ 0.60 │ 0.27 │ 0.27 │ 0.
18│ 0.67│ 0.47║
║ │ 1.2 │ 0.71 │ 0.31 │ 0.31 │ 0.21│ 0.67│ 0.56║
║ │ 1.4 │ 0.82 │ 0.36 │ 0.36 │ 0.24│ 0.66│ 0.64║
║ │ 1.5 │ 0.87 │ 0.38 │ 0.38 │ 0.26│ 0.66│ 0.68║
║ │ 1.6 │ 0.92 │ 0.39 │ 0.39 │ 0.27│ 0.65│ 0.73║
║ │ 1.8 │ 1.03 │ 0.43 │ 0.43 │ 0.30│ 0.65│ 0.81║
║ │ 2.0 │ 1.13 │ 0.46 │ 0.46 │ 0.33│ 0.64│ 0.89║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 21.3│ 1.0 │ 0.64 │ 0.33 │ 0.31 │ 0.21│ 0.72│ 0.50║
║ │ 1.2 │ 0.76 │ 0.38 │ 0.36 │ 0.24│ 0.71│ 0.59║
║ │ 1.4 │ 0.88 │ 0.44 │ 0.41 │ 0.28│ 0.71│ 0.69║
║ │ 1.5 │ 0.93 │ 0.46 │ 0.43 │ 0.29│ 0.70│ 0.73║
║ │ 1.6 │ 0.99 │ 0.48 │ 0. 45 │ 0.31│ 0.70│ 0.78║
║ │ 1.8 │ 1.10 │ 0.53 │ 0.50 │ 0.34│ 0.69│ 0.87║
║ │ 2.0 │ 1.21 │ 0.57 │ 0.54 │ 0.37│ 0.69│ 0.95║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 22.0│ 1.0 │ 0.66 │ 0.36 │ 0.33 │ 0.22│ 0.74│ 0.52║
║ │ 1.2 │ 0.78 │ 0.43 │ 0.39 │ 0.26│ 0.74│ 0.62║
║ │ 1.4 │ 0.91 │ 0.48 │ 0.44 │ 0.30│ 0.73│ 0.71║
║ │ 1.5 │ 0.97 │ 0.51 │ 0.46 │ 0.32│ 0.73│ 0.76║
║ │ 1.6 │ 1.03 │ 0.54 │ 0.49 │ 0.33│ 0.72│ 0.80║
║ │ 1.8 │ 1.14 │ 0.59 │ 0.53 │ 0.37│ 0.72│ 0.90║
║ │ 2.0 │ 1.26 │ 0.63 │ 0.58 │ 0.40│ 0.71│ 0.99║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 23.0│ 1.0 │ 0.69 │ 0.
45 │ 0.31│ 0.70│ 0.78║
║ │ 1.8 │ 1.10 │ 0.53 │ 0.50 │ 0.34│ 0.69│ 0.87║
║ │ 2.0 │ 1.21 │ 0.57 │ 0.54 │ 0.37│ 0.69│ 0.95║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 22.0│ 1.0 │ 0.66 │ 0.36 │ 0.33 │ 0.22│ 0.74│ 0.52║
║ │ 1.2 │ 0.78 │ 0.43 │ 0.39 │ 0.26│ 0.74│ 0.62║
║ │ 1.4 │ 0.91 │ 0.48 │ 0.44 │ 0.30│ 0.73│ 0.71║
║ │ 1.5 │ 0.97 │ 0.51 │ 0.46 │ 0.32│ 0.73│ 0.76║
║ │ 1.6 │ 1.03 │ 0.54 │ 0.49 │ 0.33│ 0.72│ 0.80║
║ │ 1.8 │ 1.14 │ 0.59 │ 0.53 │ 0.37│ 0.72│ 0.90║
║ │ 2.0 │ 1.26 │ 0.63 │ 0.58 │ 0.40│ 0.71│ 0.99║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 23.0│ 1.0 │ 0.69 │ 0.
42 │ 0.36 │ 0.24│ 0.78│ 0.54║
║ │ 1.2 │ 0.82 │ 0.49 │ 0.43 │ 0.29│ 0.77│ 0.65║
║ │ 1.4 │ 0.95 │ 0.56 │ 0.48 │ 0.33│ 0.77│ 0.75║
║ │ 1.5 │ 1.01 │ 0.59 │ 0.51 │ 0.35│ 0.76│ 0.80║
║ │ 1.6 │ 1.08 │ 0.62 │ 0.54 │ 0.37│ 0.76│ 0.84║
║ │ 1.8 │ 1.20 │ 0.68 │ 0.59 │ 0.41│ 0.75│ 0.94║
║ │ 2.0 │ 1.32 │ 0.73 │ 0.64 │ 0.44│ 0.75│ 1.04║
║ │ 2.2 │ 1.44 │ 0.79 │ 0.68 │ 0.48│ 0.74│ 1.13║
║ │ 2.5 │ 1.61 │ 0.86 │ 0.75 │ 0.53│ 0.73│ 1.26║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 24.0│ 1.0 │ 0.72 │ 0.48 │ 0.40 │ 0.26│ 0.81│ 0.57║
║ │ 1.2 │ 0.86 │ 0.56 │ 0.47 │ 0.31│ 0.81│ 0.67║
║ │ 1.4 │ 0. 99 │ 0.64 │ 0.53 │ 0.36│ 0.80│ 0.78║
║ │ 1.5 │ 1.06 │ 0.67 │ 0.56 │ 0.38│ 0.80│ 0.83║
║ │ 1.6 │ 1.13 │ 0.71 │ 0.59 │ 0.40│ 0.79│ 0.88║
║ │ 1.8 │ 1.26 │ 0.78 │ 0.65 │ 0.44│ 0.79│ 0.99║
║ │ 2.0 │ 1.38 │ 0.84 │ 0.70 │ 0.49│ 0.78│ 1.09║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 24.
99 │ 0.64 │ 0.53 │ 0.36│ 0.80│ 0.78║
║ │ 1.5 │ 1.06 │ 0.67 │ 0.56 │ 0.38│ 0.80│ 0.83║
║ │ 1.6 │ 1.13 │ 0.71 │ 0.59 │ 0.40│ 0.79│ 0.88║
║ │ 1.8 │ 1.26 │ 0.78 │ 0.65 │ 0.44│ 0.79│ 0.99║
║ │ 2.0 │ 1.38 │ 0.84 │ 0.70 │ 0.49│ 0.78│ 1.09║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 24. 0│ 2.2 │ 1.51 │ 0.90 │ 0.75 │ 0.52│ 0.77│ 1.18║
║ │ 2.5 │ 1.69 │ 0.99 │ 0.82 │ 0.58│ 0.77│ 1.33║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 25.0│ 1.0 │ 0.75 │ 0.54 │ 0.44 │ 0.29│ 0.85│ 0.59║
║ │ 1.2 │ 0.90 │ 0.64 │ 0.51 │ 0.34│ 0.84│ 0.70║
║ │ 1.4 │ 1.04 │ 0.73 │ 0.58 │ 0.39│ 0.84│ 0.81║
║ │ 1.5 │ 1.11 │ 0.77 │ 0.61 │ 0.41│ 0.83│ 0.87║
║ │ 1.6 │ 1.18 │ 0.81 │ 0.65 │ 0.44│ 0.83│ 0.92║
║ │ 1.8 │ 1.31 │ 0.89 │ 0.71 │ 0.49│ 0.82│ 1.03║
║ │ 2.0 │ 1.45 │ 0.96 │ 0.77 │ 0.53│ 0.82│ 1.13║
║ │ 2.2 │ 1.58 │ 1.03 │ 0.83 │ 0.57│ 0.81│ 1.24║
║ │ 2.5 │ 1.77 │ 1.13 │ 0.91 │ 0.64│ 0.80│ 1.39║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 26.
0│ 2.2 │ 1.51 │ 0.90 │ 0.75 │ 0.52│ 0.77│ 1.18║
║ │ 2.5 │ 1.69 │ 0.99 │ 0.82 │ 0.58│ 0.77│ 1.33║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 25.0│ 1.0 │ 0.75 │ 0.54 │ 0.44 │ 0.29│ 0.85│ 0.59║
║ │ 1.2 │ 0.90 │ 0.64 │ 0.51 │ 0.34│ 0.84│ 0.70║
║ │ 1.4 │ 1.04 │ 0.73 │ 0.58 │ 0.39│ 0.84│ 0.81║
║ │ 1.5 │ 1.11 │ 0.77 │ 0.61 │ 0.41│ 0.83│ 0.87║
║ │ 1.6 │ 1.18 │ 0.81 │ 0.65 │ 0.44│ 0.83│ 0.92║
║ │ 1.8 │ 1.31 │ 0.89 │ 0.71 │ 0.49│ 0.82│ 1.03║
║ │ 2.0 │ 1.45 │ 0.96 │ 0.77 │ 0.53│ 0.82│ 1.13║
║ │ 2.2 │ 1.58 │ 1.03 │ 0.83 │ 0.57│ 0.81│ 1.24║
║ │ 2.5 │ 1.77 │ 1.13 │ 0.91 │ 0.64│ 0.80│ 1.39║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 26. 0│ 1.0 │ 0.79 │ 0.61 │ 0.47 │ 0.31│ 0.88│ 0.62║
║ │ 1.2 │ 0.93 │ 0.72 │ 0.55 │ 0.37│ 0.88│ 0.73║
║ │ 1.4 │ 1.08 │ 0.82 │ 0.63 │ 0.42│ 0.87│ 0.85║
║ │ 1.5 │ 1.15 │ 0.87 │ 0.67 │ 0.45│ 0.87│ 0.91║
║ │ 1.6 │ 1.23 │ 0.92 │ 0.71 │ 0.48│ 0.86│ 0.96║
║ │ 1.8 │ 1.37 │ 1.01 │ 0.77 │ 0.53│ 0.86│ 1.07║
║ │ 2.0 │ 1.51 │ 1.09 │ 0.84 │ 0.58│ 0.85│ 1.18║
║ │ 2.2 │ 1.64 │ 1.17 │ 0.90 │ 0.62│ 0.85│ 1.29║
║ │ 2.5 │ 1.85 │ 1.29 │ 0.99 │ 0.69│ 0.84│ 1.45║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 27.0│ 1.0 │ 0.82 │ 0.69 │ 0.51 │ 0.34│ 0.92│ 0.64║
║ │ 1.2 │ 0.97 │ 0.81 │ 0.60 │ 0.40│ 0.91│ 0.76║
║ │ 1.
0│ 1.0 │ 0.79 │ 0.61 │ 0.47 │ 0.31│ 0.88│ 0.62║
║ │ 1.2 │ 0.93 │ 0.72 │ 0.55 │ 0.37│ 0.88│ 0.73║
║ │ 1.4 │ 1.08 │ 0.82 │ 0.63 │ 0.42│ 0.87│ 0.85║
║ │ 1.5 │ 1.15 │ 0.87 │ 0.67 │ 0.45│ 0.87│ 0.91║
║ │ 1.6 │ 1.23 │ 0.92 │ 0.71 │ 0.48│ 0.86│ 0.96║
║ │ 1.8 │ 1.37 │ 1.01 │ 0.77 │ 0.53│ 0.86│ 1.07║
║ │ 2.0 │ 1.51 │ 1.09 │ 0.84 │ 0.58│ 0.85│ 1.18║
║ │ 2.2 │ 1.64 │ 1.17 │ 0.90 │ 0.62│ 0.85│ 1.29║
║ │ 2.5 │ 1.85 │ 1.29 │ 0.99 │ 0.69│ 0.84│ 1.45║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 27.0│ 1.0 │ 0.82 │ 0.69 │ 0.51 │ 0.34│ 0.92│ 0.64║
║ │ 1.2 │ 0.97 │ 0.81 │ 0.60 │ 0.40│ 0.91│ 0.76║
║ │ 1. 4 │ 1.13 │ 0.93 │ 0.69 │ 0.46│ 0.91│ 0.88║
║ │ 1.5 │ 1.20 │ 0.98 │ 0.73 │ 0.49│ 0.90│ 0.94║
║ │ 1.6 │ 1.28 │ 1.03 │ 0.77 │ 0.52│ 0.90│ 1.00║
║ │ 1.8 │ 1.43 │ 1.14 │ 0.84 │ 0.57│ 0.89│ 1.12║
║ │ 2.0 │ 1.57 │ 1.24 │ 0.91 │ 0.63│ 0.89│ 1.23║
║ │ 2.2 │ 1.71 │ 1.33 │ 0.98 │ 0.68│ 0.88│ 1.35║
║ │ 2.5 │ 1.92 │ 1.46 │ 1.08 │ 0.75│ 0.87│ 1.51║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 28.0│ 1.0 │ 0.85 │ 0.77 │ 0.55 │ 0.36│ 0.96│ 0.67║
║ │ 1.2 │ 1.01 │ 0.91 │ 0.65 │ 0.43│ 0.95│ 0.79║
║ │ 1.4 │ 1.17 │ 1.04 │ 0.74 │ 0.50│ 0.94│ 0.92║
║ │ 1.5 │ 1.25 │ 1.10 │ 0.79 │ 0.53│ 0.94│ 0.98║
║ │ 1.
4 │ 1.13 │ 0.93 │ 0.69 │ 0.46│ 0.91│ 0.88║
║ │ 1.5 │ 1.20 │ 0.98 │ 0.73 │ 0.49│ 0.90│ 0.94║
║ │ 1.6 │ 1.28 │ 1.03 │ 0.77 │ 0.52│ 0.90│ 1.00║
║ │ 1.8 │ 1.43 │ 1.14 │ 0.84 │ 0.57│ 0.89│ 1.12║
║ │ 2.0 │ 1.57 │ 1.24 │ 0.91 │ 0.63│ 0.89│ 1.23║
║ │ 2.2 │ 1.71 │ 1.33 │ 0.98 │ 0.68│ 0.88│ 1.35║
║ │ 2.5 │ 1.92 │ 1.46 │ 1.08 │ 0.75│ 0.87│ 1.51║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 28.0│ 1.0 │ 0.85 │ 0.77 │ 0.55 │ 0.36│ 0.96│ 0.67║
║ │ 1.2 │ 1.01 │ 0.91 │ 0.65 │ 0.43│ 0.95│ 0.79║
║ │ 1.4 │ 1.17 │ 1.04 │ 0.74 │ 0.50│ 0.94│ 0.92║
║ │ 1.5 │ 1.25 │ 1.10 │ 0.79 │ 0.53│ 0.94│ 0.98║
║ │ 1. 6 │ 1.33 │ 1.16 │ 0.83 │ 0.56│ 0.94│ 1.04║
║ │ 1.8 │ 1.48 │ 1.28 │ 0.91 │ 0.62│ 0.93│ 1.16║
║ │ 2.0 │ 1.63 │ 1.39 │ 0.99 │ 0.68│ 0.92│ 1.28║
║ │ 2.2 │ 1.78 │ 1.49 │ 1.07 │ 0.73│ 0.92│ 1.40║
║ │ 2.5 │ 2.00 │ 1.64 │ 1.17 │ 0.82│ 0.91│ 1.57║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 30.0│ 1.0 │ 0.91 │ 0.96 │ 0.64 │ 0.42│ 1.03│ 0.72║
║ │ 1.2 │ 1.09 │ 1.13 │ 0.75 │ 0.50│ 1.02│ 0.85║
║ │ 1.4 │ 1.26 │ 1.29 │ 0.86 │ 0.57│ 1.01│ 0.99║
║ │ 1.5 │ 1.34 │ 1.37 │ 0.91 │ 0.61│ 1.01│ 1.05║
║ │ 1.6 │ 1.43 │ 1.44 │ 0.96 │ 0.65│ 1.01│ 1.12║
║ │ 1.8 │ 1.59 │ 1.59 │ 1.06 │ 0.72│ 1.00│ 1.25║
║ │ 2.
6 │ 1.33 │ 1.16 │ 0.83 │ 0.56│ 0.94│ 1.04║
║ │ 1.8 │ 1.48 │ 1.28 │ 0.91 │ 0.62│ 0.93│ 1.16║
║ │ 2.0 │ 1.63 │ 1.39 │ 0.99 │ 0.68│ 0.92│ 1.28║
║ │ 2.2 │ 1.78 │ 1.49 │ 1.07 │ 0.73│ 0.92│ 1.40║
║ │ 2.5 │ 2.00 │ 1.64 │ 1.17 │ 0.82│ 0.91│ 1.57║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 30.0│ 1.0 │ 0.91 │ 0.96 │ 0.64 │ 0.42│ 1.03│ 0.72║
║ │ 1.2 │ 1.09 │ 1.13 │ 0.75 │ 0.50│ 1.02│ 0.85║
║ │ 1.4 │ 1.26 │ 1.29 │ 0.86 │ 0.57│ 1.01│ 0.99║
║ │ 1.5 │ 1.34 │ 1.37 │ 0.91 │ 0.61│ 1.01│ 1.05║
║ │ 1.6 │ 1.43 │ 1.44 │ 0.96 │ 0.65│ 1.01│ 1.12║
║ │ 1.8 │ 1.59 │ 1.59 │ 1.06 │ 0.72│ 1.00│ 1.25║
║ │ 2. 0 │ 1.76 │ 1.73 │ 1.16 │ 0.79│ 0.99│ 1.38║
║ │ 2.2 │ 1.92 │ 1.87 │ 1.25 │ 0.85│ 0.99│ 1.51║
║ │ 2.5 │ 2.16 │ 2.06 │ 1.37 │ 0.95│ 0.98│ 1.70║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 32.0│ 1.0 │ 0.97 │ 1.17 │ 0.73 │ 0.48│ 1.10│ 0.76║
║ │ 1.
0 │ 1.76 │ 1.73 │ 1.16 │ 0.79│ 0.99│ 1.38║
║ │ 2.2 │ 1.92 │ 1.87 │ 1.25 │ 0.85│ 0.99│ 1.51║
║ │ 2.5 │ 2.16 │ 2.06 │ 1.37 │ 0.95│ 0.98│ 1.70║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 32.0│ 1.0 │ 0.97 │ 1.17 │ 0.73 │ 0.48│ 1.10│ 0.76║
║ │ 1. 2 │ 1.16 │ 1.38 │ 0.86 │ 0.57│ 1.09│ 0.91║
║ │ 1.4 │ 1.35 │ 1.58 │ 0.99 │ 0.66│ 1.08│ 1.06║
║ │ 1.5 │ 1.44 │ 1.68 │ 1.05 │ 0.70│ 1.08│ 1.13║
║ │ 1.6 │ 1.53 │ 1.77 │ 1.11 │ 0.74│ 1.08│ 1.20║
║ │ 1.8 │ 1.71 │ 1.95 │ 1.22 │ 0.82│ 1.07│ 1.34║
║ │ 2.0 │ 1.88 │ 2.13 │ 1.33 │ 0.90│ 1.06│ 1.48║
║ │ 2.2 │ 2.06 │ 2.30 │ 1.44 │ 0.98│ 1.06│ 1.62║
║ │ 2.5 │ 2.32 │ 2.54 │ 1.59 │ 1.09│ 1.05│ 1.82║
║ │ 2.8 │ 2.57 │ 2.76 │ 1.73 │ 1.20│ 1.04│ 2.02║
║ │ 3.0 │ 2.73 │ 2.90 │ 1.82 │ 1.27│ 1.03│ 2.15║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 33.0│ 1.0 │ 1.01 │ 1.29 │ 0.78 │ 0.51│ 1.13│ 0.79║
║ │ 1.
2 │ 1.16 │ 1.38 │ 0.86 │ 0.57│ 1.09│ 0.91║
║ │ 1.4 │ 1.35 │ 1.58 │ 0.99 │ 0.66│ 1.08│ 1.06║
║ │ 1.5 │ 1.44 │ 1.68 │ 1.05 │ 0.70│ 1.08│ 1.13║
║ │ 1.6 │ 1.53 │ 1.77 │ 1.11 │ 0.74│ 1.08│ 1.20║
║ │ 1.8 │ 1.71 │ 1.95 │ 1.22 │ 0.82│ 1.07│ 1.34║
║ │ 2.0 │ 1.88 │ 2.13 │ 1.33 │ 0.90│ 1.06│ 1.48║
║ │ 2.2 │ 2.06 │ 2.30 │ 1.44 │ 0.98│ 1.06│ 1.62║
║ │ 2.5 │ 2.32 │ 2.54 │ 1.59 │ 1.09│ 1.05│ 1.82║
║ │ 2.8 │ 2.57 │ 2.76 │ 1.73 │ 1.20│ 1.04│ 2.02║
║ │ 3.0 │ 2.73 │ 2.90 │ 1.82 │ 1.27│ 1.03│ 2.15║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 33.0│ 1.0 │ 1.01 │ 1.29 │ 0.78 │ 0.51│ 1.13│ 0.79║
║ │ 1. 2 │ 1.20 │ 1.52 │ 0.92 │ 0.61│ 1.13│ 0.94║
║ │ 1.4 │ 1.39 │ 1.74 │ 1.05 │ 0.70│ 1.12│ 1.09║
║ │ 1.5 │ 1.48 │ 1.85 │ 1.12 │ 0.74│ 1.11│ 1.17║
║ │ 1.6 │ 1.58 │ 1.95 │ 1.18 │ 0.79│ 1.11│ 1.24║
║ │ 1.8 │ 1.76 │ 2.15 │ 1.31 │ 0.88│ 1.10│ 1.38║
║ │ 2.0 │ 1.95 │ 2.35 │ 1.42 │ 0.96│ 1.10│ 1.53║
║ │ 2.2 │ 2.13 │ 2.54 │ 1.54 │ 1.05│ 1.09│ 1.67║
║ │ 2.5 │ 2.40 │ 2.80 │ 1.70 │ 1.17│ 1.08│ 1.88║
║ │ 2.8 │ 2.66 │ 3.05 │ 1.85 │ 1.28│ 1.07│ 2.09║
║ │ 3.0 │ 2.83 │ 3.21 │ 1.95 │ 1.35│ 1.07│ 2.22║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 33.7│ 1.2 │ 1.23 │ 1.62 │ 0.96 │ 0.63│ 1.15│ 0.96║
║ │ 1.
2 │ 1.20 │ 1.52 │ 0.92 │ 0.61│ 1.13│ 0.94║
║ │ 1.4 │ 1.39 │ 1.74 │ 1.05 │ 0.70│ 1.12│ 1.09║
║ │ 1.5 │ 1.48 │ 1.85 │ 1.12 │ 0.74│ 1.11│ 1.17║
║ │ 1.6 │ 1.58 │ 1.95 │ 1.18 │ 0.79│ 1.11│ 1.24║
║ │ 1.8 │ 1.76 │ 2.15 │ 1.31 │ 0.88│ 1.10│ 1.38║
║ │ 2.0 │ 1.95 │ 2.35 │ 1.42 │ 0.96│ 1.10│ 1.53║
║ │ 2.2 │ 2.13 │ 2.54 │ 1.54 │ 1.05│ 1.09│ 1.67║
║ │ 2.5 │ 2.40 │ 2.80 │ 1.70 │ 1.17│ 1.08│ 1.88║
║ │ 2.8 │ 2.66 │ 3.05 │ 1.85 │ 1.28│ 1.07│ 2.09║
║ │ 3.0 │ 2.83 │ 3.21 │ 1.95 │ 1.35│ 1.07│ 2.22║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 33.7│ 1.2 │ 1.23 │ 1.62 │ 0.96 │ 0.63│ 1.15│ 0.96║
║ │ 1. 4 │ 1.42 │ 1.86 │ 1.10 │ 0.73│ 1.14│ 1.12║
║ │ 1.5 │ 1.52 │ 1.97 │ 1.17 │ 0.78│ 1.14│ 1.19║
║ │ 1.6 │ 1.61 │ 2.08 │ 1.24 │ 0.83│ 1.14│ 1.27║
║ │ 1.8 │ 1.80 │ 2.30 │ 1.37 │ 0.92│ 1.13│ 1.42║
║ │ 2.0 │ 1.99 │ 2.51 │ 1.49 │ 1.01│ 1.12│ 1.56║
║ │ 2.2 │ 2.18 │ 2.71 │ 1.61 │ 1.09│ 1.12│ 1.71║
║ │ 2.5 │ 2.45 │ 3.00 │ 1.78 │ 1.22│ 1.11│ 1.92║
║ │ 2.8 │ 2.72 │ 3.27 │ 1.94 │ 1.34│ 1.10│ 2.13║
║ │ 3.0 │ 2.89 │ 3.44 │ 2.04 │ 1.42│ 1.09│ 2.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 35.0│ 1.2 │ 1.27 │ 1.82 │ 1.04 │ 0.69│ 1.20│ 1.00║
║ │ 1.4 │ 1.48 │ 2.09 │ 1.19 │ 0.79│ 1.19│ 1.16║
║ │ 1.
4 │ 1.42 │ 1.86 │ 1.10 │ 0.73│ 1.14│ 1.12║
║ │ 1.5 │ 1.52 │ 1.97 │ 1.17 │ 0.78│ 1.14│ 1.19║
║ │ 1.6 │ 1.61 │ 2.08 │ 1.24 │ 0.83│ 1.14│ 1.27║
║ │ 1.8 │ 1.80 │ 2.30 │ 1.37 │ 0.92│ 1.13│ 1.42║
║ │ 2.0 │ 1.99 │ 2.51 │ 1.49 │ 1.01│ 1.12│ 1.56║
║ │ 2.2 │ 2.18 │ 2.71 │ 1.61 │ 1.09│ 1.12│ 1.71║
║ │ 2.5 │ 2.45 │ 3.00 │ 1.78 │ 1.22│ 1.11│ 1.92║
║ │ 2.8 │ 2.72 │ 3.27 │ 1.94 │ 1.34│ 1.10│ 2.13║
║ │ 3.0 │ 2.89 │ 3.44 │ 2.04 │ 1.42│ 1.09│ 2.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 35.0│ 1.2 │ 1.27 │ 1.82 │ 1.04 │ 0.69│ 1.20│ 1.00║
║ │ 1.4 │ 1.48 │ 2.09 │ 1.19 │ 0.79│ 1.19│ 1.16║
║ │ 1. 5 │ 1.58 │ 2.22 │ 1.27 │ 0.84│ 1.19│ 1.24║
║ │ 1.6 │ 1.68 │ 2.35 │ 1.34 │ 0.89│ 1.18│ 1.32║
║ │ 1.8 │ 1.88 │ 2.59 │ 1.48 │ 0.99│ 1.18│ 1.47║
║ │ 2.0 │ 2.07 │ 2.83 │ 1.62 │ 1.09│ 1.17│ 1.63║
║ │ 2.2 │ 2.27 │ 3.06 │ 1.75 │ 1.19│ 1.16│ 1.78║
║ │ 2.5 │ 2.55 │ 3.39 │ 1.94 │ 1.32│ 1.15│ 2.00║
║ │ 2.8 │ 2.83 │ 3.70 │ 2.11 │ 1.46│ 1.14│ 2.22║
║ │ 3.0 │ 3.02 │ 3.89 │ 2.23 │ 1.54│ 1.14│ 2.37║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 36.0│ 1.2 │ 1.31 │ 1.99 │ 1.10 │ 0.73│ 1.23│ 1.03║
║ │ 1.4 │ 1.52 │ 2.28 │ 1.27 │ 0.84│ 1.22│ 1.19║
║ │ 1.5 │ 1.63 │ 2.42 │ 1.35 │ 0.89│ 1.22│ 1.28║
║ │ 1.
5 │ 1.58 │ 2.22 │ 1.27 │ 0.84│ 1.19│ 1.24║
║ │ 1.6 │ 1.68 │ 2.35 │ 1.34 │ 0.89│ 1.18│ 1.32║
║ │ 1.8 │ 1.88 │ 2.59 │ 1.48 │ 0.99│ 1.18│ 1.47║
║ │ 2.0 │ 2.07 │ 2.83 │ 1.62 │ 1.09│ 1.17│ 1.63║
║ │ 2.2 │ 2.27 │ 3.06 │ 1.75 │ 1.19│ 1.16│ 1.78║
║ │ 2.5 │ 2.55 │ 3.39 │ 1.94 │ 1.32│ 1.15│ 2.00║
║ │ 2.8 │ 2.83 │ 3.70 │ 2.11 │ 1.46│ 1.14│ 2.22║
║ │ 3.0 │ 3.02 │ 3.89 │ 2.23 │ 1.54│ 1.14│ 2.37║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 36.0│ 1.2 │ 1.31 │ 1.99 │ 1.10 │ 0.73│ 1.23│ 1.03║
║ │ 1.4 │ 1.52 │ 2.28 │ 1.27 │ 0.84│ 1.22│ 1.19║
║ │ 1.5 │ 1.63 │ 2.42 │ 1.35 │ 0.89│ 1.22│ 1.28║
║ │ 1. 6 │ 1.73 │ 2.56 │ 1.42 │ 0.95│ 1.22│ 1.36║
║ │ 1.8 │ 1.93 │ 2.84 │ 1.58 │ 1.05│ 1.21│ 1.52║
║ │ 2.0 │ 2.14 │ 3.10 │ 1.72 │ 1.16│ 1.20│ 1.68║
║ │ 2.2 │ 2.34 │ 3.35 │ 1.86 │ 1.26│ 1.20│ 1.83║
║ │ 2.5 │ 2.63 │ 3.71 │ 2.06 │ 1.41│ 1.19│ 2.07║
║ │ 2.8 │ 2.92 │ 4.05 │ 2.25 │ 1.55│ 1.18│ 2.29║
║ │ 3.0 │ 3.11 │ 4.27 │ 2.37 │ 1.64│ 1.17│ 2.44║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 38.
6 │ 1.73 │ 2.56 │ 1.42 │ 0.95│ 1.22│ 1.36║
║ │ 1.8 │ 1.93 │ 2.84 │ 1.58 │ 1.05│ 1.21│ 1.52║
║ │ 2.0 │ 2.14 │ 3.10 │ 1.72 │ 1.16│ 1.20│ 1.68║
║ │ 2.2 │ 2.34 │ 3.35 │ 1.86 │ 1.26│ 1.20│ 1.83║
║ │ 2.5 │ 2.63 │ 3.71 │ 2.06 │ 1.41│ 1.19│ 2.07║
║ │ 2.8 │ 2.92 │ 4.05 │ 2.25 │ 1.55│ 1.18│ 2.29║
║ │ 3.0 │ 3.11 │ 4.27 │ 2.37 │ 1.64│ 1.17│ 2.44║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 38. 0│ 1.2 │ 1.39 │ 2.35 │ 1.24 │ 0.81│ 1.30│ 1.09║
║ │ 1.4 │ 1.61 │ 2.70 │ 1.42 │ 0.94│ 1.29│ 1.26║
║ │ 1.5 │ 1.72 │ 2.87 │ 1.51 │ 1.00│ 1.29│ 1.35║
║ │ 1.6 │ 1.83 │ 3.04 │ 1.60 │ 1.06│ 1.29│ 1.44║
║ │ 1.8 │ 2.05 │ 3.36 │ 1.77 │ 1.18│ 1.28│ 1.61║
║ │ 2.0 │ 2.26 │ 3.68 │ 1.93 │ 1.30│ 1.27│ 1.78║
║ │ 2.2 │ 2.47 │ 3.98 │ 2.09 │ 1.41│ 1.27│ 1.94║
║ │ 2.5 │ 2.79 │ 4.41 │ 2.32 │ 1.58│ 1.26│ 2.19║
║ │ 2.8 │ 3.10 │ 4.83 │ 2.54 │ 1.74│ 1.25│ 2.43║
║ │ 3.0 │ 3.30 │ 5.09 │ 2.68 │ 1.84│ 1.24│ 2.59║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 40.0│ 1.2 │ 1.46 │ 2.76 │ 1.38 │ 0.90│ 1.37│ 1.15║
║ │ 1.
0│ 1.2 │ 1.39 │ 2.35 │ 1.24 │ 0.81│ 1.30│ 1.09║
║ │ 1.4 │ 1.61 │ 2.70 │ 1.42 │ 0.94│ 1.29│ 1.26║
║ │ 1.5 │ 1.72 │ 2.87 │ 1.51 │ 1.00│ 1.29│ 1.35║
║ │ 1.6 │ 1.83 │ 3.04 │ 1.60 │ 1.06│ 1.29│ 1.44║
║ │ 1.8 │ 2.05 │ 3.36 │ 1.77 │ 1.18│ 1.28│ 1.61║
║ │ 2.0 │ 2.26 │ 3.68 │ 1.93 │ 1.30│ 1.27│ 1.78║
║ │ 2.2 │ 2.47 │ 3.98 │ 2.09 │ 1.41│ 1.27│ 1.94║
║ │ 2.5 │ 2.79 │ 4.41 │ 2.32 │ 1.58│ 1.26│ 2.19║
║ │ 2.8 │ 3.10 │ 4.83 │ 2.54 │ 1.74│ 1.25│ 2.43║
║ │ 3.0 │ 3.30 │ 5.09 │ 2.68 │ 1.84│ 1.24│ 2.59║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 40.0│ 1.2 │ 1.46 │ 2.76 │ 1.38 │ 0.90│ 1.37│ 1.15║
║ │ 1. 4 │ 1.70 │ 3.17 │ 1.58 │ 1.04│ 1.37│ 1.33║
║ │ 1.5 │ 1.81 │ 3.37 │ 1.68 │ 1.11│ 1.36│ 1.42║
║ │ 1.6 │ 1.93 │ 3.56 │ 1.78 │ 1.18│ 1.36│ 1.52║
║ │ 1.8 │ 2.16 │ 3.95 │ 1.97 │ 1.31│ 1.35│ 1.70║
║ │ 2.0 │ 2.39 │ 4.32 │ 2.16 │ 1.45│ 1.35│ 1.87║
║ │ 2.2 │ 2.61 │ 4.68 │ 2.34 │ 1.57│ 1.34│ 2.05║
║ │ 2.5 │ 2.95 │ 5.20 │ 2.60 │ 1.76│ 1.33│ 2.31║
║ │ 2.8 │ 3.27 │ 5.69 │ 2.85 │ 1.94│ 1.32│ 2.57║
║ │ 3.0 │ 3.49 │ 6.01 │ 3.00 │ 2.06│ 1.31│ 2.74║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 42.0│ 1.2 │ 1.54 │ 3.20 │ 1.53 │ 1.00│ 1.44│ 1.21║
║ │ 1.4 │ 1.79 │ 3.68 │ 1.75 │ 1.15│ 1.44│ 1.40║
║ │ 1.
4 │ 1.70 │ 3.17 │ 1.58 │ 1.04│ 1.37│ 1.33║
║ │ 1.5 │ 1.81 │ 3.37 │ 1.68 │ 1.11│ 1.36│ 1.42║
║ │ 1.6 │ 1.93 │ 3.56 │ 1.78 │ 1.18│ 1.36│ 1.52║
║ │ 1.8 │ 2.16 │ 3.95 │ 1.97 │ 1.31│ 1.35│ 1.70║
║ │ 2.0 │ 2.39 │ 4.32 │ 2.16 │ 1.45│ 1.35│ 1.87║
║ │ 2.2 │ 2.61 │ 4.68 │ 2.34 │ 1.57│ 1.34│ 2.05║
║ │ 2.5 │ 2.95 │ 5.20 │ 2.60 │ 1.76│ 1.33│ 2.31║
║ │ 2.8 │ 3.27 │ 5.69 │ 2.85 │ 1.94│ 1.32│ 2.57║
║ │ 3.0 │ 3.49 │ 6.01 │ 3.00 │ 2.06│ 1.31│ 2.74║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 42.0│ 1.2 │ 1.54 │ 3.20 │ 1.53 │ 1.00│ 1.44│ 1.21║
║ │ 1.4 │ 1.79 │ 3.68 │ 1.75 │ 1.15│ 1.44│ 1.40║
║ │ 1. 5 │ 1.91 │ 3.92 │ 1.87 │ 1.23│ 1.43│ 1.50║
║ │ 1.6 │ 2.03 │ 4.15 │ 1.98 │ 1.31│ 1.43│ 1.59║
║ │ 1.8 │ 2.27 │ 4.60 │ 2.19 │ 1.46│ 1.42│ 1.78║
║ │ 2.0 │ 2.51 │ 5.04 │ 2.40 │ 1.60│ 1.42│ 1.97║
║ │ 2.2 │ 2.75 │ 5.46 │ 2.60 │ 1.74│ 1.41│ 2.16║
║ │ 2.5 │ 3.10 │ 6.07 │ 2.89 │ 1.95│ 1.40│ 2.44║
║ │ 2.8 │ 3.45 │ 6.66 │ 3.17 │ 2.15│ 1.39│ 2.71║
║ │ 3.0 │ 3.68 │ 7.03 │ 3.35 │ 2.29│ 1.38│ 2.89║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 44.5│ 1.2 │ 1.63 │ 3.83 │ 1.72 │ 1.13│ 1.53│ 1.28║
║ │ 1.4 │ 1.90 │ 4.41 │ 1.98 │ 1.30│ 1.52│ 1.49║
║ │ 1.5 │ 2.03 │ 4.69 │ 2.11 │ 1.39│ 1.52│ 1.59║
║ │ 1.
5 │ 1.91 │ 3.92 │ 1.87 │ 1.23│ 1.43│ 1.50║
║ │ 1.6 │ 2.03 │ 4.15 │ 1.98 │ 1.31│ 1.43│ 1.59║
║ │ 1.8 │ 2.27 │ 4.60 │ 2.19 │ 1.46│ 1.42│ 1.78║
║ │ 2.0 │ 2.51 │ 5.04 │ 2.40 │ 1.60│ 1.42│ 1.97║
║ │ 2.2 │ 2.75 │ 5.46 │ 2.60 │ 1.74│ 1.41│ 2.16║
║ │ 2.5 │ 3.10 │ 6.07 │ 2.89 │ 1.95│ 1.40│ 2.44║
║ │ 2.8 │ 3.45 │ 6.66 │ 3.17 │ 2.15│ 1.39│ 2.71║
║ │ 3.0 │ 3.68 │ 7.03 │ 3.35 │ 2.29│ 1.38│ 2.89║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 44.5│ 1.2 │ 1.63 │ 3.83 │ 1.72 │ 1.13│ 1.53│ 1.28║
║ │ 1.4 │ 1.90 │ 4.41 │ 1.98 │ 1.30│ 1.52│ 1.49║
║ │ 1.5 │ 2.03 │ 4.69 │ 2.11 │ 1.39│ 1.52│ 1.59║
║ │ 1. 6 │ 2.16 │ 4.97 │ 2.23 │ 1.47│ 1.52│ 1.69║
║ │ 1.8 │ 2.41 │ 5.51 │ 2.48 │ 1.64│ 1.51│ 1.90║
║ │ 2.0 │ 2.67 │ 6.04 │ 2.72 │ 1.81│ 1.50│ 2.10║
║ │ 2.2 │ 2.92 │ 6.56 │ 2.95 │ 1.97│ 1.50│ 2.29║
║ │ 2.5 │ 3.30 │ 7.30 │ 3.28 │ 2.21│ 1.49│ 2.59║
║ │ 2.8 │ 3.67 │ 8.01 │ 3.60 │ 2.44│ 1.48│ 2.88║
║ │ 3.0 │ 3.91 │ 8.46 │ 3.80 │ 2.59│ 1.47│ 3.07║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 45.0│ 1.2 │ 1.65 │ 3.96 │ 1.76 │ 1.15│ 1.55│ 1.30║
║ │ 1.4 │ 1.92 │ 4.56 │ 2.03 │ 1.33│ 1.54│ 1.51║
║ │ 1.5 │ 2.05 │ 4.85 │ 2.16 │ 1.42│ 1.54│ 1.61║
║ │ 1.6 │ 2.18 │ 5.14 │ 2.29 │ 1.51│ 1.54│ 1.71║
║ │ 1.
6 │ 2.16 │ 4.97 │ 2.23 │ 1.47│ 1.52│ 1.69║
║ │ 1.8 │ 2.41 │ 5.51 │ 2.48 │ 1.64│ 1.51│ 1.90║
║ │ 2.0 │ 2.67 │ 6.04 │ 2.72 │ 1.81│ 1.50│ 2.10║
║ │ 2.2 │ 2.92 │ 6.56 │ 2.95 │ 1.97│ 1.50│ 2.29║
║ │ 2.5 │ 3.30 │ 7.30 │ 3.28 │ 2.21│ 1.49│ 2.59║
║ │ 2.8 │ 3.67 │ 8.01 │ 3.60 │ 2.44│ 1.48│ 2.88║
║ │ 3.0 │ 3.91 │ 8.46 │ 3.80 │ 2.59│ 1.47│ 3.07║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 45.0│ 1.2 │ 1.65 │ 3.96 │ 1.76 │ 1.15│ 1.55│ 1.30║
║ │ 1.4 │ 1.92 │ 4.56 │ 2.03 │ 1.33│ 1.54│ 1.51║
║ │ 1.5 │ 2.05 │ 4.85 │ 2.16 │ 1.42│ 1.54│ 1.61║
║ │ 1.6 │ 2.18 │ 5.14 │ 2.29 │ 1.51│ 1.54│ 1.71║
║ │ 1. 8 │ 2.44 │ 5.71 │ 2.54 │ 1.68│ 1.53│ 1.92║
║ │ 2.0 │ 2.70 │ 6.26 │ 2.78 │ 1.85│ 1.52│ 2.12║
║ │ 2.2 │ 2.96 │ 6.79 │ 3.02 │ 2.02│ 1.52│ 2.32║
║ │ 2.5 │ 3.34 │ 7.56 │ 3.36 │ 2.26│ 1.51│ 2.62║
║ │ 2.8 │ 3.71 │ 8.30 │ 3.69 │ 2.50│ 1.50│ 2.91║
║ │ 3.0 │ 3.96 │ 8.77 │ 3.90 │ 2.65│ 1.49│ 3.11║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 48.
8 │ 2.44 │ 5.71 │ 2.54 │ 1.68│ 1.53│ 1.92║
║ │ 2.0 │ 2.70 │ 6.26 │ 2.78 │ 1.85│ 1.52│ 2.12║
║ │ 2.2 │ 2.96 │ 6.79 │ 3.02 │ 2.02│ 1.52│ 2.32║
║ │ 2.5 │ 3.34 │ 7.56 │ 3.36 │ 2.26│ 1.51│ 2.62║
║ │ 2.8 │ 3.71 │ 8.30 │ 3.69 │ 2.50│ 1.50│ 2.91║
║ │ 3.0 │ 3.96 │ 8.77 │ 3.90 │ 2.65│ 1.49│ 3.11║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 48. 0│ 1.4 │ 2.05 │ 5.57 │ 2.32 │ 1.52│ 1.65│ 1.61║
║ │ 1.5 │ 2.19 │ 5.93 │ 2.47 │ 1.62│ 1.64│ 1.72║
║ │ 1.6 │ 2.33 │ 6.28 │ 2.62 │ 1.72│ 1.64│ 1.83║
║ │ 1.8 │ 2.61 │ 6.98 │ 2.91 │ 1.92│ 1.63│ 2.05║
║ │ 2.0 │ 2.89 │ 7.66 │ 3.19 │ 2.12│ 1.63│ 2.27║
║ │ 2.2 │ 3.17 │ 8.32 │ 3.47 │ 2.31│ 1.62│ 2.48║
║ │ 2.5 │ 3.57 │ 9.28 │ 3.86 │ 2.59│ 1.61│ 2.81║
║ │ 2.8 │ 3.98 │ 10.19 │ 4.25 │ 2.86│ 1.60│ 3.12║
║ │ 3.0 │ 4.24 │ 10.78 │ 4.49 │ 3.04│ 1.59│ 3.33║
║ │ 3.2 │ 4.50 │ 11.36 │ 4.73 │ 3.22│ 1.59│ 3.54║
║ │ 3.5 │ 4.89 │ 12.19 │ 5.08 │ 3.47│ 1.58│ 3.84║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 48.3│ 1.4 │ 2.06 │ 5.68 │ 2.35 │ 1.54│ 1.66│ 1.62║
║ │ 1.5 │ 2.21 │ 6.04 │ 2.50 │ 1.64│ 1.66│ 1.73║
║ │ 1.6 │ 2.35 │ 6.41 │ 2.65 │ 1.75│ 1.65│ 1.84║
║ │ 1.8 │ 2.63 │ 7.12 │ 2.95 │ 1.95│ 1.65│ 2.06║
║ │ 2.0 │ 2.91 │ 7.81 │ 3.23 │ 2.15│ 1.64│ 2.28║
║ │ 2.2 │ 3.19 │ 8.48 │ 3.51 │ 2.34│ 1.63│ 2.50║
║ │ 2.5 │ 3.60 │ 9.46 │ 3.92 │ 2.62│ 1.62│ 2.82║
║ │ 2.8 │ 4.00 │ 10.40 │ 4.31 │ 2.90│ 1.61│ 3.14║
║ │ 3.0 │ 4.27 │ 11.00 │ 4.55 │ 3.08│ 1.61│ 3.35║
║ │ 3.2 │ 4.53 │ 11.59 │ 4.80 │ 3.26│ 1.60│ 3.56║
║ │ 3.5 │ 4.93 │ 12.43 │ 5.15 │ 3.52│ 1.59│ 3.87║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 51.0│ 1.4 │ 2.18 │ 6.71 │ 2.63 │ 1.72│ 1.75│ 1.71║
║ │ 1.5 │ 2.33 │ 7.15 │ 2.80 │ 1.84│ 1.75│ 1.83║
║ │ 1.6 │ 2.48 │ 7.58 │ 2.97 │ 1.95│ 1.75│ 1.95║
║ │ 1.8 │ 2.78 │ 8.43 │ 3.31 │ 2.18│ 1.74│ 2.18║
║ │ 2.0 │ 3.08 │ 9.26 │ 3.63 │ 2.40│ 1.73│ 2.42║
║ │ 2.2 │ 3.37 │ 10.06 │ 3.95 │ 2.62│ 1.73│ 2.65║
║ │ 2.5 │ 3.81 │ 11.23 │ 4.40 │ 2.94│ 1.72│ 2.99║
║ │ 2.8 │ 4.24 │ 12.35 │ 4.84 │ 3.26│ 1.71│ 3.33║
║ │ 3.0 │ 4.52 │ 13.08 │ 5.13 │ 3.46│ 1.70│ 3.55║
║ │ 3.2 │ 4.81 │ 13.79 │ 5.41 │ 3.66│ 1.69│ 3.77║
║ │ 3.5 │ 5.22 │ 14.81 │ 5.81 │ 3.96│ 1.68│ 4.10║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 53.0│ 1.4 │ 2.27 │ 7.56 │ 2.85 │ 1.86│ 1.83│ 1.78║
║ │ 1.5 │ 2.43 │ 8.05 │ 3.04 │ 1.99│ 1.82│ 1.91║
║ │ 1.6 │ 2.58 │ 8.54 │ 3.22 │ 2.11│ 1.82│ 2.03║
║ │ 1.8 │ 2.90 │ 9.50 │ 3.58 │ 2.36│ 1.81│ 2.27║
║ │ 2.0 │ 3.20 │ 10.43 │ 3.94 │ 2.60│ 1.80│ 2.52║
║ │ 2.2 │ 3.51 │ 11.35 │ 4.28 │ 2.84│ 1.80│ 2.76║
║ │ 3.0 │ 4.71 │ 14.78 │ 5.58 │ 3.75│ 1.77│ 3.70║
║ │ 3.2 │ 5.01 │ 15.58 │ 5.88 │ 3.97│ 1.76│ 3.93║
║ │ 3.5 │ 5.44 │ 16.75 │ 6.32 │ 4.30│ 1.75│ 4.27║
║ │ 2.5 │ 3.97 │ 12.67 │ 4.78 │ 3.19│ 1.79│ 3.11║
║ │ 2.8 │ 4.42 │ 13.95 │ 5.27 │ 3.53│ 1.78│ 3.47║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 54.0│ 1.4 │ 2.31 │ 8.01 │ 2.97 │ 1.94│ 1.86│ 1.82║
║ │ 1.5 │ 2.47 │ 8.53 │ 3.16 │ 2.07│ 1.86│ 1.94║
║ │ 1.6 │ 2.63 │ 9.05 │ 3.35 │ 2.20│ 1.85│ 2.07║
║ │ 1.8 │ 2.95 │ 10.07 │ 3.73 │ 2.45│ 1.85│ 2.32║
║ │ 2.0 │ 3.27 │ 11.06 │ 4.10 │ 2.71│ 1.84│ 2.56║
║ │ 2.2 │ 3.58 │ 12.03 │ 4.46 │ 2.95│ 1.83│ 2.81║
║ │ 2.5 │ 4.04 │ 13.44 │ 4.98 │ 3.32│ 1.82│ 3.18║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 54.0│ 2.8 │ 4.50 │ 14.80 │ 5.48 │ 3.67│ 1.81│ 3.54║
║ │ 3.0 │ 4.81 │ 15.68 │ 5.81 │ 3.91│ 1.81│ 3.77║
║ │ 3.2 │ 5.11 │ 16.54 │ 6.13 │ 4.13│ 1.80│ 4.01║
║ │ 3.5 │ 5.55 │ 17.79 │ 6.59 │ 4.47│ 1.79│ 4.36║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 57.0│ 1.4 │ 2.45 │ 9.46 │ 3.32 │ 2.16│ 1.97│ 1.92║
║ │ 1.5 │ 2.62 │ 10.08 │ 3.54 │ 2.31│ 1.96│ 2.05║
║ │ 1.6 │ 2.78 │ 10.69 │ 3.75 │ 2.46│ 1.96│ 2.19║
║ │ 1.8 │ 3.12 │ 11.90 │ 4.18 │ 2.74│ 1.95│ 2.45║
║ │ 2.0 │ 3.46 │ 13.08 │ 4.59 │ 3.03│ 1.95│ 2.71║
║ │ 2.2 │ 3.79 │ 14.24 │ 5.00 │ 3.31│ 1.94│ 2.97║
║ │ 2.5 │ 4.28 │ 15.93 │ 5.59 │ 3.72│ 1.93│ 3.36║
║ │ 2.8 │ 4.77 │ 17.55 │ 6.16 │ 4.12│ 1.92│ 3.74║
║ │ 3.0 │ 5.09 │ 18.61 │ 6.53 │ 4.38│ 1.91│ 4.00║
║ │ 3.2 │ 5.41 │ 19.64 │ 6.89 │ 4.64│ 1.91│ 4.25║
║ │ 3.5 │ 5.88 │ 21.14 │ 7.42 │ 5.02│ 1.90│ 4.62║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 60.0│ 1.4 │ 2.58 │ 11.07 │ 3.69 │ 2.40│ 2.07│ 2.02║
║ │ 1.5 │ 2.76 │ 11.80 │ 3.93 │ 2.57│ 2.07│ 2.16║
║ │ 1.6 │ 2.94 │ 12.52 │ 4.17 │ 2.73│ 2.07│ 2.30║
║ │ 1.8 │ 3.29 │ 13.95 │ 4.65 │ 3.05│ 2.06│ 2.58║
║ │ 2.0 │ 3.64 │ 15.34 │ 5.11 │ 3.37│ 2.05│ 2.86║
║ │ 2.2 │ 3.99 │ 16.71 │ 5.57 │ 3.68│ 2.05│ 3.14║
║ │ 2.5 │ 4.52 │ 18.70 │ 6.23 │ 4.14│ 2.03│ 3.55║
║ │ 2.8 │ 5.03 │ 20.63 │ 6.88 │ 4.58│ 2.02│ 3.95║
║ │ 3.0 │ 5.37 │ 21.88 │ 7.29 │ 4.88│ 2.02│ 4.22║
║ │ 3.2 │ 5.71 │ 23.10 │ 7.70 │ 5.17│ 2.01│ 4.48║
║ │ 3.5 │ 6.21 │ 24.88 │ 8.29 │ 5.59│ 2.00│ 4.88║
║ │ 3.8 │ 6.71 │ 26.61 │ 8.87 │ 6.01│ 1.99│ 5.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 63.5│ 1.4 │ 2.73 │ 13.17 │ 4.15 │ 2.70│ 2.20│ 2.14║
║ │ 1.5 │ 2.92 │ 14.05 │ 4.42 │ 2.88│ 2.19│ 2.29║
║ │ 1.6 │ 3.11 │ 14.91 │ 4.70 │ 3.07│ 2.19│ 2.44║
║ │ 1.8 │ 3.49 │ 16.62 │ 5.23 │ 3.43│ 2.18│ 2.74║
║ │ 2.0 │ 3.86 │ 18.29 │ 5.76 │ 3.78│ 2.18│ 3.03║
║ │ 2.2 │ 4.24 │ 19.93 │ 6.28 │ 4.14│ 2.17│ 3.33║
║ │ 2.5 │ 4.79 │ 22.32 │ 7.03 │ 4.65│ 2.16│ 3.76║
║ │ 2.8 │ 5.34 │ 24.64 │ 7.76 │ 5.16│ 2.15│ 4.19║
║ │ 3.0 │ 5.70 │ 26.15 │ 8.24 │ 5.49│ 2.14│ 4.48║
║ │ 3.2 │ 6.06 │ 27.63 │ 8.70 │ 5.82│ 2.13│ 4.76║
║ │ 3.5 │ 6.60 │ 29.79 │ 9.38 │ 6.31│ 2.12│ 5.18║
║ │ 3.8 │ 7.13 │ 31.88 │ 10.04 │ 6.78│ 2.11│ 5.59║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 70.0│ 1.4 │ 3.02 │ 17.76 │ 5.07 │ 3.29│ 2.43│ 2.37║
║ │ 1.5 │ 3.23 │ 18.94 │ 5.41 │ 3.52│ 2.42│ 2.53║
║ │ 1.6 │ 3.44 │ 20.12 │ 5.75 │ 3.74│ 2.42│ 2.70║
║ │ 1.8 │ 3.86 │ 22.44 │ 6.41 │ 4.19│ 2.41│ 3.03║
║ │ 2.0 │ 4.27 │ 24.72 │ 7.06 │ 4.63│ 2.41│ 3.35║
║ │ 2.2 │ 4.69 │ 26.95 │ 7.70 │ 5.06│ 2.40│ 3.68║
║ │ 2.5 │ 5.30 │ 30.23 │ 8.64 │ 5.70│ 2.39│ 4.16║
║ │ 2.8 │ 5.91 │ 33.43 │ 9.55 │ 6.33│ 2.38│ 4.64║
║ │ 3.0 │ 6.31 │ 35.50 │ 10.14 │ 6.74│ 2.37│ 4.96║
║ │ 3.2 │ 6.72 │ 37.54 │ 10.73 │ 7.15│ 2.36│ 5.27║
║ │ 3.5 │ 7.31 │ 40.53 │ 11.58 │ 7.75│ 2.35│ 5.74║
║ │ 3.8 │ 7.90 │ 43.44 │ 12.41 │ 8.34│ 2.34│ 6.20║
║ │ 4.0 │ 8.29 │ 45.33 │ 12.95 │ 8.72│ 2.34│ 6.51║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 73.0│ 1.4 │ 3.15 │ 20.19 │ 5.53 │ 3.59│ 2.53│ 2.47║
║ │ 1.5 │ 3.37 │ 21.54 │ 5.90 │ 3.83│ 2.53│ 2.64║
║ │ 1.6 │ 3.59 │ 22.88 │ 6.27 │ 4.08│ 2.53│ 2.82║
║ │ 1.8 │ 4.03 │ 25.53 │ 6.99 │ 4.56│ 2.52│ 3.16║
║ │ 2.0 │ 4.46 │ 28.13 │ 7.71 │ 5.04│ 2.51│ 3.50║
║ │ 2.2 │ 4.89 │ 30.69 │ 8.41 │ 5.52│ 2.50│ 3.84║
║ │ 2.5 │ 5.54 │ 34.44 │ 9.44 │ 6.22│ 2.49│ 4.35║
║ │ 2.8 │ 6.18 │ 38.10 │ 10.44 │ 6.90│ 2.48│ 4.85║
║ │ 3.0 │ 6.60 │ 40.48 │ 11.09 │ 7.35│ 2.48│ 5.18║
║ │ 3.2 │ 7.02 │ 42.82 │ 11.73 │ 7.80│ 2.47│ 5.51║
║ │ 3.5 │ 7.64 │ 46.26 │ 12.67 │ 8.46│ 2.46│ 6.00║
║ │ 3.8 │ 8.26 │ 49.60 │ 13.59 │ 9.11│ 2.45│ 6.48║
║ │ 4.0 │ 8.67 │ 51.78 │ 14.19 │ 9.53│ 2.44│ 6.81║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 76.0│ 1.4 │ 3.28 │ 22.83 │ 6.01 │ 3.90│ 2.64│ 2.58║
║ │ 1.5 │ 3.51 │ 24.37 │ 6.41 │ 4.16│ 2.63│ 2.76║
║ │ 1.6 │ 3.74 │ 25.89 │ 6.81 │ 4.43│ 2.63│ 2.94║
║ │ 1.8 │ 4.20 │ 28.89 │ 7.60 │ 4.96│ 2.62│ 3.29║
║ │ 2.0 │ 4.65 │ 31.85 │ 8.38 │ 5.48│ 2.62│ 3.65║
║ │ 2.2 │ 5.10 │ 34.76 │ 9.15 │ 5.99│ 2.61│ 4.00║
║ │ 2.5 │ 5.77 │ 39.03 │ 10.27 │ 6.76│ 2.60│ 4.53║
║ │ 2.8 │ 6.44 │ 43.19 │ 11.37 │ 7.51│ 2.59│ 5.05║
║ │ 3.0 │ 6.88 │ 45.91 │ 12.08 │ 8.00│ 2.58│ 5.40║
║ │ 3.2 │ 7.32 │ 48.58 │ 12.78 │ 8.49│ 2.58│ 5.75║
║ │ 3.5 │ 7.97 │ 52.50 │ 13.82 │ 9.21│ 2.57│ 6.26║
║ │ 3.8 │ 8.62 │ 56.32 │ 14.82 │ 9.91│ 2.56│ 6.77║
║ │ 4.0 │ 9.05 │ 58.81 │ 15.48 │ 10.38│ 2.55│ 7.10║
║ │ 4.5 │ 10.11 │ 64.85 │ 17.07 │ 11.52│ 2.53│ 7.93║
║ │ 5.0 │ 11.15 │ 70.62 │ 18.59 │ 12.62│ 2.52│ 8.75║
║ │ 5.5 │ 12.18 │ 76.14 │ 20.04 │ 13.70│ 2.50│ 9.56║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 83.0│ 1.6 │ 4.09 │ 33.90 │ 8.17 │ 5.30│ 2.88│ 3.21║
║ │ 1.8 │ 4.59 │ 37.86 │ 9.12 │ 5.94│ 2.87│ 3.60║
║ │ 2.0 │ 5.09 │ 41.76 │ 10.06 │ 6.56│ 2.86│ 4.00║
║ │ 2.2 │ 5.58 │ 45.61 │ 10.99 │ 7.18│ 2.86│ 4.38║
║ │ 2.5 │ 6.32 │ 51.26 │ 12.35 │ 8.10│ 2.85│ 4.96║
║ │ 2.8 │ 7.05 │ 56.79 │ 13.68 │ 9.01│ 2.84│ 5.54║
║ │ 3.0 │ 7.54 │ 60.40 │ 14.56 │ 9.60│ 2.83│ 5.92║
║ │ 3.2 │ 8.02 │ 63.96 │ 15.41 │ 10.19│ 2.82│ 6.30║
║ │ 3.5 │ 8.74 │ 69.19 │ 16.67 │ 11.07│ 2.81│ 6.86║
║ │ 3.8 │ 9.45 │ 74.30 │ 17.90 │ 11.93│ 2.80│ 7.42║
║ │ 4.0 │ 9.93 │ 77.64 │ 18.71 │ 12.49│ 2.80│ 7.79║
║ │ 4.5 │ 11.10 │ 85.76 │ 20.67 │ 13.88│ 2.78│ 8.71║
║ │ 5.0 │ 12.25 │ 93.56 │ 22.54 │ 15.23│ 2.76│ 9.62║
║ │ 5.5 │ 13.39 │ 101.04 │ 24.35 │ 16.54│ 2.75│ 10.51║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 89.0│ 1.6 │ 4.39 │ 41.96 │ 9.43 │ 6.11│ 3.09│ 3.45║
║ │ 1.8 │ 4.93 │ 46.89 │ 10.54 │ 6.84│ 3.08│ 3.87║
║ │ 2.0 │ 5.47 │ 51.75 │ 11.63 │ 7.57│ 3.08│ 4.29║
║ │ 2.2 │ 6.00 │ 56.54 │ 12.70 │ 8.29│ 3.07│ 4.71║
║ │ 2.5 │ 6.79 │ 63.59 │ 14.29 │ 9.36│ 3.06│ 5.33║
║ │ 2.8 │ 7.58 │ 70.50 │ 15.84 │ 10.41│ 3.05│ 5.95║
║ │ 3.0 │ 8.11 │ 75.02 │ 16.86 │ 11.10│ 3.04│ 6.36║
║ │ 3.2 │ 8.63 │ 79.48 │ 17.86 │ 11.78│ 3.04│ 6.77║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 89.0│ 3.5 │ 9.40 │ 86.05 │ 19.34 │ 12.80│ 3.03│ 7.38║
║ │ 3.8 │ 10.17 │ 92.48 │ 20.78 │ 13.80│ 3.02│ 7.98║
║ │ 4.0 │ 10.68 │ 96.68 │ 21.73 │ 14.46│ 3.01│ 8.38║
║ │ 4.5 │ 11.95 │ 106.92 │ 24.03 │ 16.08│ 2.99│ 9.38║
║ │ 5.0 │ 13.19 │ 116.79 │ 26.24 │ 17.66│ 2.98│ 10.36║
║ │ 5.5 │ 14.43 │ 126.29 │ 28.38 │ 19.20│ 2.96│ 11.33║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 95.0│ 2.0 │ 5.84 │ 63.20 │ 13.31 │ 8.65│ 3.29│ 4.59║
║ │ 2.5 │ 7.26 │ 77.76 │ 16.37 │ 10.70│ 3.27│ 5.70║
║ │ 3.2 │ 9.23 │ 97.33 │ 20.49 │ 13.49│ 3.25│ 7.24║
║ │ 5.0 │ 14.14 │ 143.58 │ 30.23 │ 20.27│ 3.19│ 11.10║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 102.0│ 1.8 │ 5.67 │ 71.13 │ 13.95 │ 9.04│ 3.54│ 4.45║
║ │ 2.0 │ 6.28 │ 78.57 │ 15.41 │ 10.00│ 3.54│ 4.93║
║ │ 2.2 │ 6.90 │ 85.92 │ 16.85 │ 10.96│ 3.53│ 5.41║
║ │ 2.5 │ 7.81 │ 96.77 │ 18.97 │ 12.38│ 3.52│ 6.13║
║ │ 2.8 │ 8.73 │ 107.42 │ 21.06 │ 13.78│ 3.51│ 6.85║
║ │ 3.0 │ 9.33 │ 114.42 │ 22.43 │ 14.71│ 3.50│ 7.32║
║ │ 3.2 │ 9.93 │ 121.32 │ 23.79 │ 15.62│ 3.49│ 7.80║
║ │ 3.5 │ 10.83 │ 131.52 │ 25.79 │ 16.99│ 3.48│ 8.50║
║ │ 3.8 │ 11.72 │ 141.52 │ 27.75 │ 18.33│ 3.47│ 9.20║
║ │ 4.0 │ 12.32 │ 148.09 │ 29.04 │ 19.22│ 3.47│ 9.67║
║ │ 4.5 │ 13.78 │ 164.14 │ 32.18 │ 21.40│ 3.45│ 10.82║
║ │ 5.0 │ 15.24 │ 179.68 │ 35.23 │ 23.54│ 3.43│ 11.96║
║ │ 5.5 │ 16.67 │ 194.72 │ 38.18 │ 25.64│ 3.42│ 13.09║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 108.0│ 1.8 │ 6.01 │ 84.69 │ 15.68 │ 10.15│ 3.76│ 4.71║
║ │ 2.0 │ 6.66 │ 93.58 │ 17.33 │ 11.24│ 3.75│ 5.23║
║ │ 2.2 │ 7.31 │ 102.36 │ 18.96 │ 12.31│ 3.74│ 5.74║
║ │ 2.5 │ 8.29 │ 115.35 │ 21.36 │ 13.92│ 3.73│ 6.50║
║ │ 2.8 │ 9.25 │ 128.11 │ 23.72 │ 15.50│ 3.72│ 7.26║
║ │ 3.0 │ 9.90 │ 136.49 │ 25.28 │ 16.54│ 3.71│ 7.77║
║ │ 3.2 │ 10.54 │ 144.78 │ 26.81 │ 17.58│ 3.71│ 8.27║
║ │ 3.5 │ 11.49 │ 157.02 │ 29.08 │ 19.12│ 3.70│ 9.02║
║ │ 3.8 │ 12.44 │ 169.05 │ 31.31 │ 20.64│ 3.69│ 9.76║
║ │ 4.0 │ 13.07 │ 176.95 │ 32.77 │ 21.64│ 3.68│ 10.26║
║ │ 4.5 │ 14.63 │ 196.30 │ 36.35 │ 24.12│ 3.66│ 11.49║
║ │ 5.0 │ 16.18 │ 215.06 │ 39.83 │ 26.54│ 3.65│ 12.70║
║ │ 5.5 │ 17.71 │ 233.26 │ 43.20 │ 28.92│ 3.63│ 13.90║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 114.0│ 1.8 │ 6.34 │ 99.87 │ 17.52 │ 11.33│ 3.97│ 4.98║
║ │ 2.0 │ 7.04 │ 110.38 │ 19.36 │ 12.55│ 3.96│ 5.52║
║ │ 2.2 │ 7.73 │ 120.77 │ 21.19 │ 13.75│ 3.95│ 6.07║
║ │ 2.5 │ 8.76 │ 136.16 │ 23.89 │ 15.54│ 3.94│ 6.87║
║ │ 2.8 │ 9.78 │ 151.29 │ 26.54 │ 17.32│ 3.93│ 7.68║
║ │ 3.0 │ 10.46 │ 161.24 │ 28.29 │ 18.49│ 3.93│ 8.21║
║ │ 3.2 │ 11.14 │ 171.08 │ 30.01 │ 19.65│ 3.92│ 8.74║
║ │ 3.5 │ 12.15 │ 185.63 │ 32.57 │ 21.38│ 3.91│ 9.54║
║ │ 3.8 │ 13.16 │ 199.94 │ 35.08 │ 23.08│ 3.90│ 10.33║
║ │ 4.0 │ 13.82 │ 209.35 │ 36.73 │ 24.21│ 3.89│ 10.85║
║ │ 4.5 │ 15.48 │ 232.41 │ 40.77 │ 26.99│ 3.87│ 12.15║
║ │ 5.0 │ 17.12 │ 254.81 │ 44.70 │ 29.72│ 3.86│ 13.44║
║ │ 5.5 │ 18.75 │ 276.58 │ 48.52 │ 32.40│ 3.84│ 14.72║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 127.0│ 1.8 │ 7.08 │ 138.75 │ 21.85 │ 14.11│ 4.43│ 5.56║
║ │ 2.0 │ 7.85 │ 153.44 │ 24.16 │ 15.63│ 4.42│ 6.17║
║ │ 2.2 │ 8.63 │ 167.98 │ 26.45 │ 17.13│ 4.41│ 6.77║
║ │ 2.5 │ 9.78 │ 189.53 │ 29.85 │ 19.38│ 4.40│ 7.68║
║ │ 2.8 │ 10.93 │ 210.77 │ 33.19 │ 21.60│ 4.39│ 8.58║
║ │ 3.0 │ 11.69 │ 224.75 │ 35.39 │ 23.07│ 4.39│ 9.17║
║ │ 3.2 │ 12.45 │ 238.60 │ 37.57 │ 24.53│ 4.38│ 9.77║
║ │ 3.5 │ 13.58 │ 259.11 │ 40.80 │ 26.70│ 4.37│ 10.66║
║ │ 3.8 │ 14.71 │ 279.31 │ 43.99 │ 28.85│ 4.36│ 11.55║
║ │ 4.0 │ 15.46 │ 292.61 │ 46.08 │ 30.27│ 4.35│ 12.13║
║ │ 4.5 │ 17.32 │ 325.29 │ 51.23 │ 33.78│ 4.33│ 13.59║
║ │ 5.0 │ 19.16 │ 357.14 │ 56.24 │ 37.23│ 4.32│ 15.04║
║ │ 5.5 │ 20.99 │ 388.19 │ 61.13 │ 40.62│ 4.30│ 16.48║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 133.0│ 1.8 │ 7.42 │ 159.67 │ 24.01 │ 15.49│ 4.64│ 5.82║
║ │ 2.0 │ 8.23 │ 176.61 │ 26.56 │ 17.16│ 4.63│ 6.46║
║ │ 2.2 │ 9.04 │ 193.39 │ 29.08 │ 18.82│ 4.63│ 7.10║
║ │ 2.5 │ 10.25 │ 218.27 │ 32.82 │ 21.29│ 4.61│ 8.05║
║ │ 2.8 │ 11.45 │ 242.80 │ 36.51 │ 23.74│ 4.60│ 8.99║
║ │ 3.0 │ 12.25 │ 258.97 │ 38.94 │ 25.35│ 4.60│ 9.62║
║ │ 3.2 │ 13.05 │ 274.98 │ 41.35 │ 26.96│ 4.59│ 10.24║
║ │ 3.5 │ 14.24 │ 298.71 │ 44.92 │ 29.36│ 4.58│ 11.18║
║ │ 3.8 │ 15.42 │ 322.11 │ 48.44 │ 31.73│ 4.57│ 12.11║
║ │ 4.0 │ 16.21 │ 337.53 │ 50.76 │ 33.29│ 4.56│ 12.73║
║ │ 4.5 │ 18.17 │ 375.42 │ 56.45 │ 37.17│ 4.55│ 14.26║
║ │ 5.0 │ 20.11 │ 412.40 │ 62.02 │ 40.98│ 4.53│ 15.78║
║ │ 5.5 │ 22.03 │ 448.50 │ 67.44 │ 44.73│ 4.51│ 17.29║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 140.0│ 1.8 │ 7.82 │ 186.61 │ 26.66 │ 17.19│ 4.89│ 6.13║
║ │ 2.0 │ 8.67 │ 206.45 │ 29.49 │ 19.05│ 4.88│ 6.81║
║ │ 2.2 │ 9.52 │ 226.12 │ 32.30 │ 20.89│ 4.87│ 7.48║
║ │ 2.5 │ 10.80 │ 255.30 │ 36.47 │ 23.64│ 4.86│ 8.48║
║ │ 2.8 │ 12.07 │ 284.09 │ 40.58 │ 26.36│ 4.85│ 9.47║
║ │ 3.0 │ 12.91 │ 303.08 │ 43.30 │ 28.16│ 4.84│ 10.14║
║ │ 3.2 │ 13.75 │ 321.89 │ 45.98 │ 29.95│ 4.84│ 10.80║
║ │ 3.5 │ 15.01 │ 349.79 │ 49.97 │ 32.61│ 4.83│ 11.78║
║ │ 3.8 │ 16.26 │ 377.32 │ 53.90 │ 35.25│ 4.82│ 12.76║
║ │ 4.0 │ 17.09 │ 395.47 │ 56.50 │ 37.00│ 4.81│ 13.42║
║ │ 4.5 │ 19.16 │ 440.12 │ 62.87 │ 41.33│ 4.79│ 15.04║
║ │ 5.0 │ 21.21 │ 483.76 │ 69.11 │ 45.58│ 4.78│ 16.65║
║ │ 5.5 │ 23.24 │ 526.40 │ 75.20 │ 49.78│ 4.76│ 18.24║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 152.0│ 1.8 │ 8.49 │ 239.55 │ 31.52 │ 20.31│ 5.31│ 6.67║
║ │ 2.0 │ 9.42 │ 265.12 │ 34.88 │ 22.50│ 5.30│ 7.40║
║ │ 2.2 │ 10.35 │ 290.48 │ 38.22 │ 24.69│ 5.30│ 8.13║
║ │ 2.5 │ 11.74 │ 328.13 │ 43.17 │ 27.94│ 5.29│ 9.22║
║ │ 2.8 │ 13.12 │ 365.32 │ 48.07 │ 31.17│ 5.28│ 10.30║
║ │ 3.0 │ 14.04 │ 389.87 │ 51.30 │ 33.31│ 5.27│ 11.02║
║ │ 3.2 │ 14.96 │ 414.21 │ 54.50 │ 35.43│ 5.26│ 11.74║
║ │ 3.5 │ 16.33 │ 450.35 │ 59.26 │ 38.60│ 5.25│ 12.82║
║ │ 3.8 │ 17.69 │ 486.04 │ 63.95 │ 41.74│ 5.24│ 13.89║
║ │ 4.0 │ 18.60 │ 509.59 │ 67.05 │ 43.82│ 5.23│ 14.60║
║ │ 4.5 │ 20.85 │ 567.61 │ 74.69 │ 48.97│ 5.22│ 16.37║
║ │ 5.0 │ 23.09 │ 624.43 │ 82.16 │ 54.04│ 5.20│ 18.13║
║ │ 5.5 │ 25.31 │ 680.06 │ 89.48 │ 59.05│ 5.18│ 19.87║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 159.0│ 1.8 │ 8.89 │ 274.63 │ 34.54 │ 22.24│ 5.56│ 6.98║
║ │ 2.0 │ 9.86 │ 303.99 │ 38.24 │ 24.65│ 5.55│ 7.74║
║ │ 2.2 │ 10.84 │ 333.12 │ 41.90 │ 27.05│ 5.54│ 8.51║
║ │ 2.5 │ 12.29 │ 376.40 │ 47.35 │ 30.62│ 5.53│ 9.65║
║ │ 2.8 │ 13.74 │ 419.18 │ 52.73 │ 34.16│ 5.52│ 10.79║
║ │ 3.0 │ 14.70 │ 447.42 │ 56.28 │ 36.51│ 5.52│ 11.54║
║ │ 3.2 │ 15.66 │ 475.44 │ 59.80 │ 38.84│ 5.51│ 12.30║
║ │ 3.5 │ 17.10 │ 517.06 │ 65.04 │ 42.32│ 5.50│ 13.42║
║ │ 3.8 │ 18.53 │ 558.19 │ 70.21 │ 45.77│ 5.49│ 14.54║
║ │ 4.0 │ 19.48 │ 585.33 │ 73.63 │ 48.06│ 5.48│ 15.29║
║ │ 4.5 │ 21.84 │ 652.27 │ 82.05 │ 53.72│ 5.46│ 17.15║
║ │ 5.0 │ 24.19 │ 717.88 │ 90.30 │ 59.31│ 5.45│ 18.99║
║ │ 5.5 │ 26.52 │ 782.18 │ 98.39 │ 64.82│ 5.43│ 20.82║
║ │ 6.0 │ 28.84 │ 845.19 │ 106.31 │ 70.26│ 5.41│ 22.64║
║ │ 7.0 │ 33.43 │ 967.41 │ 121.69 │ 80.92│ 5.38│ 26.24║
║ │ 8.0 │ 37.95 │ 1084.67 │ 136.44 │ 91.29│ 5.35│ 29.79║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 168.0│ 1.8 │ 9.40 │ 324.55 │ 38.64 │ 24.86│ 5.88│ 7.38║
║ │ 2.0 │ 10.43 │ 359.32 │ 42.78 │ 27.56│ 5.87│ 8.19║
║ │ 2.2 │ 11.46 │ 393.83 │ 46.88 │ 30.24│ 5.86│ 9.00║
║ │ 2.5 │ 13.00 │ 445.14 │ 52.99 │ 34.24│ 5.85│ 10.20║
║ │ 2.8 │ 14.53 │ 495.88 │ 59.03 │ 38.21│ 5.84│ 11.41║
║ │ 3.0 │ 15.55 │ 529.39 │ 63.02 │ 40.84│ 5.83│ 12.21║
║ │ 3.2 │ 16.57 │ 562.66 │ 66.98 │ 43.46│ 5.83│ 13.01║
║ │ 3.5 │ 18.09 │ 612.10 │ 72.87 │ 47.36│ 5.82│ 14.20║
║ │ 3.8 │ 19.60 │ 660.99 │ 78.69 │ 51.24│ 5.81│ 15.39║
║ │ 4.0 │ 20.61 │ 693.28 │ 82.53 │ 53.80│ 5.80│ 16.18║
║ │ 4.5 │ 23.11 │ 772.96 │ 92.02 │ 60.16│ 5.78│ 18.14║
║ │ 5.0 │ 25.60 │ 851.14 │ 101.33 │ 66.44│ 5.77│ 20.10║
║ │ 5.5 │ 28.08 │ 927.85 │ 110.46 │ 72.64│ 5.75│ 22.04║
║ │ 6.0 │ 30.54 │ 1003.12 │ 119.42 │ 78.77│ 5.73│ 23.97║
║ │ 7.0 │ 35.41 │ 1149.36 │ 136.83 │ 90.78│ 5.70│ 27.79║
║ │ 9.0 │ 44.96 │ 1425.22 │ 169.67 │ 113.89│ 5.63│ 35.29║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 177.8│ 1.8 │ 9.95 │ 385.40 │ 43.35 │ 27.88│ 6.22│ 7.81║
║ │ 2.0 │ 11.05 │ 426.78 │ 48.01 │ 30.91│ 6.22│ 8.67║
║ │ 2.2 │ 12.14 │ 467.87 │ 52.63 │ 33.92│ 6.21│ 9.53║
║ │ 2.5 │ 13.77 │ 528.97 │ 59.50 │ 38.42│ 6.20│ 10.81║
║ │ 2.8 │ 15.39 │ 589.44 │ 66.30 │ 42.88│ 6.19│ 12.08║
║ │ 3.0 │ 16.47 │ 629.41 │ 70.80 │ 45.84│ 6.18│ 12.93║
║ │ 3.2 │ 17.55 │ 669.10 │ 75.26 │ 48.78│ 6.17│ 13.78║
║ │ 3.5 │ 19.17 │ 728.11 │ 81.90 │ 53.17│ 6.16│ 15.04║
║ │ 3.8 │ 20.77 │ 786.50 │ 88.47 │ 57.53│ 6.15│ 16.31║
║ │ 4.0 │ 21.84 │ 825.09 │ 92.81 │ 60.42│ 6.15│ 17.14║
║ │ 4.5 │ 24.50 │ 920.37 │ 103.53 │ 67.59│ 6.13│ 19.23║
║ │ 5.0 │ 27.14 │ 1013.97 │ 114.06 │ 74.67│ 6.11│ 21.31║
║ │ 5.5 │ 29.77 │ 1105.91 │ 124.40 │ 81.67│ 6.09│ 23.37║
║ │ 6.0 │ 32.38 │ 1196.22 │ 134.56 │ 88.58│ 6.08│ 25.42║
║ │ 7.0 │ 37.56 │ 1371.99 │ 154.33 │ 102.16│ 6.04│ 29.49║
║ │ 8.0 │ 42.68 │ 1541.44 │ 173.39 │ 115.41│ 6.01│ 33.50║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 180.0│ 4.0 │ 22.12 │ 856.81 │ 95.20 │ 61.96│ 6.22│ 17.36║
║ │ 5.0 │ 27.49 │ 1053.17 │ 117.02 │ 76.58│ 6.19│ 21.58║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 193.7│ 2.0 │ 12.04 │ 553.35 │ 57.14 │ 36.75│ 6.78│ 9.46║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 193.7│ 2.2 │ 13.24 │ 606.80 │ 62.65 │ 40.34│ 6.77│ 10.39║
║ │ 2.5 │ 15.02 │ 686.34 │ 70.87 │ 45.70│ 6.76│ 11.79║
║ │ 2.8 │ 16.79 │ 765.12 │ 79.00 │ 51.02│ 6.75│ 13.18║
║ │ 3.0 │ 17.97 │ 817.22 │ 84.38 │ 54.55│ 6.74│ 14.11║
║ │ 3.2 │ 19.15 │ 869.00 │ 89.73 │ 58.07│ 6.74│ 15.03║
║ │ 3.5 │ 20.91 │ 946.03 │ 97.68 │ 63.32│ 6.73│ 16.42║
║ │ 3.8 │ 22.67 │ 1022.33 │ 105.56 │ 68.53│ 6.72│ 17.80║
║ │ 4.0 │ 23.84 │ 1072.79 │ 110.77 │ 71.98│ 6.71│ 18.71║
║ │ 4.5 │ 26.75 │ 1197.52 │ 123.65 │ 80.56│ 6.69│ 21.00║
║ │ 5.0 │ 29.64 │ 1320.23 │ 136.32 │ 89.04│ 6.67│ 23.27║
║ │ 5.5 │ 32.52 │ 1440.96 │ 148.78 │ 97.43│ 6.66│ 25.53║
║ │ 6.0 │ 35.38 │ 1559.72 │ 161.05 │ 105.73│ 6.64│ 27.77║
║ │ 7.0 │ 41.06 │ 1791.43 │ 184.97 │ 122.06│ 6.61│ 32.23║
║ │ 8.0 │ 46.67 │ 2015.54 │ 208.11 │ 138.02│ 6.57│ 36.64║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 219.0│ 2.5 │ 17.00 │ 996.39 │ 90.99 │ 58.59│ 7.65│ 13.35║
║ │ 2.8 │ 19.02 │ 1111.37 │ 101.49 │ 65.44│ 7.64│ 14.93║
║ │ 3.0 │ 20.36 │ 1187.48 │ 108.45 │ 69.99│ 7.64│ 15.98║
║ │ 3.2 │ 21.69 │ 1263.16 │ 115.36 │ 74.52│ 7.63│ 17.03║
║ │ 3.5 │ 23.70 │ 1375.89 │ 125.65 │ 81.28│ 7.62│ 18.60║
║ │ 3.8 │ 25.69 │ 1487.67 │ 135.86 │ 88.00│ 7.61│ 20.17║
║ │ 4.0 │ 27.02 │ 1561.66 │ 142.62 │ 92.46│ 7.60│ 21.21║
║ │ 4.5 │ 30.32 │ 1744.80 │ 159.34 │ 103.54│ 7.59│ 23.80║
║ │ 5.0 │ 33.62 │ 1925.34 │ 175.83 │ 114.51│ 7.57│ 26.39║
║ │ 5.5 │ 36.89 │ 2103.32 │ 192.08 │ 125.38│ 7.55│ 28.96║
║ │ 6.0 │ 40.15 │ 2278.74 │ 208.10 │ 136.14│ 7.53│ 31.52║
║ │ 7.0 │ 46.62 │ 2622.04 │ 239.46 │ 157.36│ 7.50│ 36.60║
║ │ 8.0 │ 53.03 │ 2955.43 │ 269.90 │ 178.17│ 7.47│ 41.63║
║ │ 9.0 │ 59.38 │ 3279.12 │ 299.46 │ 198.57│ 7.43│ 46.61║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 244.5│ 3.0 │ 22.76 │ 1659.59 │ 135.75 │ 87.49│ 8.54│ 17.87║
║ │ 3.2 │ 24.26 │ 1765.87 │ 144.45 │ 93.17│ 8.53│ 19.04║
║ │ 3.5 │ 26.50 │ 1924.29 │ 157.41 │ 101.65│ 8.52│ 20.80║
║ │ 3.8 │ 28.73 │ 2081.52 │ 170.27 │ 110.09│ 8.51│ 22.56║
║ │ 4.0 │ 30.22 │ 2185.67 │ 178.79 │ 115.69│ 8.50│ 23.72║
║ │ 4.5 │ 33.93 │ 2443.76 │ 199.90 │ 129.62│ 8.49│ 26.63║
║ │ 5.0 │ 37.62 │ 2698.58 │ 220.74 │ 143.42│ 8.47│ 29.53║
║ │ 5.5 │ 41.30 │ 2950.16 │ 241.32 │ 157.11│ 8.45│ 32.42║
║ │ 6.0 │ 44.96 │ 3198.53 │ 261.64 │ 170.68│ 8.43│ 35.29║
║ │ 7.0 │ 52.23 │ 3685.75 │ 301.49 │ 197.48│ 8.40│ 41.00║
║ │ 8.0 │ 59.44 │ 4160.45 │ 340.32 │ 223.81│ 8.37│ 46.66║
║ │ 9.0 │ 66.59 │ 4622.84 │ 378.15 │ 249.69│ 8.33│ 52.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 273.0│ 3.5 │ 29.63 │ 2690.78 │ 197.13 │ 127.11│ 9.53│ 23.26║
║ │ 3.8 │ 32.14 │ 2911.76 │ 213.32 │ 137.70│ 9.52│ 25.23║
║ │ 4.0 │ 33.80 │ 3058.25 │ 224.05 │ 144.73│ 9.51│ 26.54║
║ │ 4.5 │ 37.96 │ 3421.58 │ 250.67 │ 162.22│ 9.49│ 29.80║
║ │ 5.0 │ 42.10 │ 3780.81 │ 276.98 │ 179.58│ 9.48│ 33.05║
║ │ 5.5 │ 46.22 │ 4135.97 │ 303.00 │ 196.81│ 9.46│ 36.28║
║ │ 6.0 │ 50.33 │ 4487.08 │ 328.72 │ 213.90│ 9.44│ 39.51║
║ │ 7.0 │ 58.50 │ 5177.30 │ 379.29 │ 247.70│ 9.41│ 45.92║
║ │ 8.0 │ 66.60 │ 5851.71 │ 428.70 │ 280.99│ 9.37│ 52.28║
║ │ 9.0 │ 74.64 │ 6510.56 │ 476.96 │ 313.75│ 9.34│ 58.60║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 325.0│ 4.0 │ 40.34 │ 5196.40 │ 319.78 │ 206.09│ 11.35│ 31.67║
║ │ 4.5 │ 45.31 │ 5818.92 │ 358.09 │ 231.14│ 11.33│ 35.57║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 325.0│ 5.0 │ 50.27 │ 6435.55 │ 396.03 │ 256.02│ 11.32│ 39.46║
║ │ 5.5 │ 55.21 │ 7046.34 │ 433.62 │ 280.75│ 11.30│ 43.34║
║ │ 6.0 │ 60.13 │ 7651.33 │ 470.85 │ 305.32│ 11.28│ 47.20║
║ │ 7.0 │ 69.93 │ 8844.02 │ 544.25 │ 353.99│ 11.25│ 54.90║
║ │ 8.0 │ 79.67 │ 10013.92 │ 616.24 │ 402.04│ 11.21│ 62.54║
║ │ 9.0 │ 89.35 │ 11161.33 │ 686.85 │ 449.47│ 11.18│ 70.14║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 355.6│ 4.0 │ 44.18 │ 6828.46 │ 384.05 │ 247.26│ 12.43│ 34.68║
║ │ 4.5 │ 49.64 │ 7649.56 │ 430.23 │ 277.38│ 12.41│ 38.96║
║ │ 5.0 │ 55.07 │ 8463.58 │ 476.02 │ 307.32│ 12.40│ 43.23║
║ │ 5.5 │ 60.49 │ 9270.56 │ 521.40 │ 337.10│ 12.38│ 47.49║
║ │ 6.0 │ 65.90 │ 10070.55 │ 566.40 │ 366.70│ 12.36│ 51.73║
║ │ 7.0 │ 76.66 │ 11649.71 │ 655.21 │ 425.38│ 12.33│ 60.18║
║ │ 8.0 │ 87.36 │ 13201.37 │ 742.48 │ 483.39│ 12.29│ 68.58║
║ │ 9.0 │ 98.00 │ 14725.86 │ 828.23 │ 540.71│ 12.26│ 76.93║
║ │ 10.0 │ 108.57 │ 16223.50 │ 912.46 │ 597.36│ 12.22│ 85.23║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 377.0│ 4.0 │ 46.87 │ 8152.60 │ 432.50 │ 278.27│ 13.19│ 36.79║
║ │ 4.5 │ 52.66 │ 9135.13 │ 484.62 │ 312.22│ 13.17│ 41.34║
║ │ 5.0 │ 58.43 │ 10109.67 │ 536.32 │ 345.98│ 13.15│ 45.87║
║ │ 5.5 │ 64.19 │ 11076.29 │ 587.60 │ 379.56│ 13.14│ 50.39║
║ │ 6.0 │ 69.93 │ 12035.01 │ 638.46 │ 412.96│ 13.12│ 54.90║
║ │ 7.0 │ 81.37 │ 13928.95 │ 738.94 │ 479.21│ 13.08│ 63.87║
║ │ 8.0 │ 92.74 │ 15791.85 │ 837.76 │ 544.73│ 13.05│ 72.80║
║ │ 9.0 │ 104.05 │ 17624.04 │ 934.96 │ 609.53│ 13.01│ 81.68║
║ │ 10.0 │ 115.30 │ 19425.87 │ 1030.55 │ 673.61│ 12.98│ 90.51║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 406.4│ 4.0 │ 50.57 │ 10236.15 │ 503.75 │ 323.86│ 14.23│ 39.70║
║ │ 4.5 │ 56.82 │ 11473.10 │ 564.62 │ 363.44│ 14.21│ 44.60║
║ │ 5.0 │ 63.05 │ 12700.75 │ 625.04 │ 402.83│ 14.19│ 49.50║
║ │ 5.5 │ 69.27 │ 13919.14 │ 685.00 │ 442.01│ 14.18│ 54.38║
║ │ 6.0 │ 75.47 │ 15128.33 │ 744.50 │ 481.00│ 14.16│ 59.25║
║ │ 7.0 │ 87.83 │ 17519.25 │ 862.17 │ 558.38│ 14.12│ 68.95║
║ │ 8.0 │ 100.13 │ 19873.89 │ 978.05 │ 634.98│ 14.09│ 78.60║
║ │ 9.0 │ 112.36 │ 22192.62 │ 1092.16 │ 710.79│ 14.05│ 88.20║
║ │ 10.0 │ 124.53 │ 24475.81 │ 1204.52 │ 785.83│ 14.02│ 97.76║
║ │ 11.0 │ 136.64 │ 26723.82 │ 1315.15 │ 860.10│ 13.98│ 107.26║
║ │ 12.0 │ 148.69 │ 28937.01 │ 1424.07 │ 933.60│ 13.95│ 116.72║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 426.0│ 4.0 │ 53.03 │ 11805.82 │ 554.26 │ 356.18│ 14.92│ 41.63║
║ │ 4.5 │ 59.59 │ 13234.72 │ 621.35 │ 399.76│ 14.90│ 46.78║
║ │ 5.0 │ 66.13 │ 14653.37 │ 687.95 │ 443.12│ 14.89│ 51.91║
║ │ 5.5 │ 72.66 │ 16061.82 │ 754.08 │ 486.28│ 14.87│ 57.04║
║ │ 6.0 │ 79.17 │ 17460.14 │ 819.72 │ 529.24│ 14.85│ 62.15║
║ │ 7.0 │ 92.14 │ 20226.52 │ 949.60 │ 614.52│ 14.82│ 72.33║
║ │ 8.0 │ 105.05 │ 22952.91 │ 1077.60 │ 698.98│ 14.78│ 82.47║
║ │ 9.0 │ 117.90 │ 25639.69 │ 1203.74 │ 782.62│ 14.75│ 92.55║
║ │ 10.0 │ 130.69 │ 28287.25 │ 1328.04 │ 865.45│ 14.71│ 102.59║
║ │ 11.0 │ 143.41 │ 30895.97 │ 1450.52 │ 947.46│ 14.68│ 112.58║
║ │ 12.0 │ 156.07 │ 33466.24 │ 1571.18 │ 1028.66│ 14.64│ 122.52║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 478.0│ 5.0 │ 74.30 │ 20780.78 │ 869.49 │ 559.34│ 16.72│ 58.32║
║ │ 5.5 │ 81.64 │ 22786.98 │ 953.43 │ 613.98│ 16.71│ 64.09║
║ │ 6.0 │ 88.97 │ 24780.34 │ 1036.83 │ 668.39│ 16.69│ 69.84║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 478.0│ 7.0 │ 103.58 │ 28728.74 │ 1202.04 │ 776.50│ 16.65│ 81.31║
║ │ 8.0 │ 118.12 │ 32626.41 │ 1365.12 │ 883.69│ 16.62│ 92.73║
║ │ 9.0 │ 132.61 │ 36473.78 │ 1526.10 │ 989.95│ 16.58│ 104.10║
║ │ 10.0 │ 147.03 │ 40271.30 │ 1684.99 │ 1095.29│ 16.55│ 115.42║
║ │ 11.0 │ 161.38 │ 44019.40 │ 1841.82 │ 1199.71│ 16.52│ 126.69║
║ │ 12.0 │ 175.68 │ 47718.50 │ 1996.59 │ 1303.22│ 16.48│ 137.91║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 530.0│ 5.0 │ 82.47 │ 28414.97 │ 1072.26 │ 689.08│ 18.56│ 64.74║
║ │ 5.5 │ 90.63 │ 31167.85 │ 1176.15 │ 756.55│ 18.54│ 71.14║
║ │ 6.0 │ 98.77 │ 33904.86 │ 1279.43 │ 823.76│ 18.53│ 77.54║
║ │ 7.0 │ 115.01 │ 39331.52 │ 1484.21 │ 957.41│ 18.49│ 90.29║
║ │ 8.0 │ 131.19 │ 44695.46 │ 1686.62 │ 1090.02│ 18.46│ 102.99║
║ │ 9.0 │ 147.31 │ 49997.14 │ 1886.68 │ 1221.61│ 18.42│ 115.64║
║ │ 10.0 │ 163.36 │ 55237.05 │ 2084.42 │ 1352.17│ 18.39│ 128.24║
║ │ 11.0 │ 179.35 │ 60415.68 │ 2279.84 │ 1481.71│ 18.35│ 140.79║
║ │ 12.0 │ 195.28 │ 65533.51 │ 2472.96 │ 1610.23│ 18.32│ 153.30║
║ │ 13.0 │ 211.15 │ 70591.01 │ 2663.81 │ 1737.74│ 18.28│ 165.75║
║ │ 14.0 │ 226.95 │ 75588.65 │ 2852.40 │ 1864.25│ 18.25│ 178.15║
║ │ 16.0 │ 258.36 │ 85406.29 │ 3222.88 │ 2114.25│ 18.18│ 202.82║
║ │ 17.0 │ 273.98 │ 90227.22 │ 3404.80 │ 2237.76│ 18.15│ 215.07║
║ │ 17.5 │ 281.76 │ 92615.92 │ 3494.94 │ 2299.14│ 18.13│ 221.18║
║ │ 18.0 │ 289.53 │ 94990.18 │ 3584.54 │ 2360.27│ 18.11│ 227.28║
║ │ 19.0 │ 305.02 │ 99695.64 │ 3762.10 │ 2481.79│ 18.08│ 239.44║
║ │ 20.0 │ 320.44 │ 104344.07 │ 3937.51 │ 2602.33│ 18.05│ 251.55║
║ │ 21.0 │ 335.80 │ 108935.93 │ 4110.79 │ 2721.89│ 18.01│ 263.61║
║ │ 22.0 │ 351.10 │ 113471.67 │ 4281.95 │ 2840.48│ 17.98│ 275.62║
║ │ 23.0 │ 366.34 │ 117951.77 │ 4451.01 │ 2958.09│ 17.94│ 287.58║
║ │ 24.0 │ 381.52 │ 122376.66 │ 4617.99 │ 3074.74│ 17.91│ 299.49║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 630.0│ 7.0 │ 137.00 │ 66477.84 │ 2110.41 │ 1358.51│ 22.03│ 107.55║
║ │ 8.0 │ 156.33 │ 75612.37 │ 2400.39 │ 1547.62│ 21.99│ 122.72║
║ │ 9.0 │ 175.58 │ 84658.08 │ 2687.56 │ 1735.51│ 21.96│ 137.83║
║ │ 10.0 │ 194.78 │ 93615.53 │ 2971.92 │ 1922.17│ 21.92│ 152.90║
║ │ 11.0 │ 213.91 │ 102485.32 │ 3253.50 │ 2107.61│ 21.89│ 167.92║
║ │ 12.0 │ 232.98 │ 111268.00 │ 3532.32 │ 2291.83│ 21.85│ 182.89║
║ │ 17.0 │ 327.39 │ 153894.86 │ 4885.55 │ 3194.86│ 21.68│ 257.00║
║ │ 14.0 │ 270.93 │ 128574.35 │ 4081.73 │ 2656.65│ 21.78│ 212.68║
║ │ 16.0 │ 308.63 │ 145539.14 │ 4620.29 │ 3016.65│ 21.72│ 242.27║
║ │ 13.0 │ 251.99 │ 119964.15 │ 3808.39 │ 2474.84│ 21.82│ 197.81║
║ │ 17.5 │ 336.74 │ 158041.30 │ 5017.18 │ 3283.51│ 21.66│ 264.34║
║ │ 18.0 │ 346.08 │ 162166.89 │ 5148.16 │ 3371.87│ 21.65│ 271.67║
║ │ 19.0 │ 364.71 │ 170355.78 │ 5408.12 │ 3547.69│ 21.61│ 286.30║
║ │ 20.0 │ 383.27 │ 178462.10 │ 5665.46 │ 3722.33│ 21.58│ 300.87║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 720.0│ 7.0 │ 156.80 │ 99647.95 │ 2768.00 │ 1779.35│ 25.21│ 123.09║
║ │ 8.0 │ 178.95 │ 113408.26 │ 3150.23 │ 2027.86│ 25.17│ 140.47║
║ │ 9.0 │ 201.03 │ 127051.79 │ 3529.22 │ 2274.97│ 25.14│ 157.81║
║ │ 10.0 │ 223.05 │ 140579.20 │ 3904.98 │ 2520.67│ 25.10│ 175.10║
║ │ 11.0 │ 245.01 │ 153991.16 │ 4277.53 │ 2764.97│ 25.07│ 192.34║
║ │ 12.0 │ 266.91 │ 167288.33 │ 4646.90 │ 3007.87│ 25.04│ 209.52║
║ │ 13.0 │ 288.74 │ 180471.36 │ 5013.09 │ 3249.38│ 25.00│ 226.66║
║ │ 14.0 │ 310.52 │ 193540.91 │ 5376.14 │ 3489.51│ 24.97│ 243.75║
║ │ 16.0 │ 353.87 │ 219342.16 │ 6092.84 │ 3965.61│ 24.90│ 277.79║
║ │ 17.0 │ 375.45 │ 232075.17 │ 6446.53 │ 4201.60│ 24.86│ 294.73║
║ │ 17.5 │ 386.22 │ 238400.05 │ 6622.22 │ 4319.07│ 24.84│ 303.18║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 720.0│ 18.0 │ 396.97 │ 244697.29 │ 6797.15 │ 4436.21│ 24.83│ 311.62║
║ │ 19.0 │ 418.43 │ 257209.18 │ 7144.70 │ 4669.45│ 24.79│ 328.47║
║ │ 20.0 │ 439.82 │ 269611.48 │ 7489.21 │ 4901.33│ 24.76│ 345.26║
║ │ 21.0 │ 461.15 │ 281904.83 │ 7830.69 │ 5131.85│ 24.72│ 362.01║
║ │ 22.0 │ 482.42 │ 294089.87 │ 8169.16 │ 5361.02│ 24.69│ 378.70║
║ │ 23.0 │ 503.63 │ 306167.23 │ 8504.65 │ 5588.83│ 24.66│ 395.35║
║ │ 24.0 │ 524.77 │ 318137.56 │ 8837.15 │ 5815.30│ 24.62│ 411.95║
║ │ 25.0 │ 545.85 │ 330001.48 │ 9166.71 │ 6040.42│ 24.59│ 428.49║
║ │ 26.0 │ 566.87 │ 341759.64 │ 9493.32 │ 6264.20│ 24.55│ 444.99║
║ │ 27.0 │ 587.82 │ 353412.66 │ 9817.02 │ 6486.64│ 24.52│ 461.44║
║ │ 28.0 │ 608.71 │ 364961.16 │ 10137.81 │ 6707.75│ 24.49│ 477.84║
║ │ 29.0 │ 629.54 │ 376405.78 │ 10455.72 │ 6927.54│ 24.45│ 494.19║
║ │ 30.0 │ 650.31 │ 387747.15 │ 10770.75 │ 7146.00│ 24.42│ 510.49║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 820.0│ 7.0 │ 178.79 │ 147727.64 │ 3603.11 │ 2313.45│ 28.74│ 140.35║
║ │ 8.0 │ 204.08 │ 168213.22 │ 4102.76 │ 2637.46│ 28.71│ 160.20║
║ │ 9.0 │ 229.30 │ 188546.48 │ 4598.69 │ 2959.87│ 28.67│ 180.00║
║ │ 10.0 │ 254.47 │ 208728.20 │ 5090.93 │ 3280.67│ 28.64│ 199.76║
║ │ 11.0 │ 279.57 │ 228759.12 │ 5579.49 │ 3599.87│ 28.61│ 219.46║
║ │ 12.0 │ 304.61 │ 248640.00 │ 6064.39 │ 3917.47│ 28.57│ 239.12║
║ │ 13.0 │ 329.58 │ 268371.58 │ 6545.65 │ 4233.48│ 28.54│ 258.72║
║ │ 14.0 │ 354.50 │ 287954.62 │ 7023.28 │ 4547.91│ 28.50│ 278.28║
║ │ 16.0 │ 404.13 │ 326678.06 │ 7967.76 │ 5172.01│ 28.43│ 317.25║
║ │ 17.0 │ 428.86 │ 345819.95 │ 8434.63 │ 5481.70│ 28.40│ 336.65║
║ │ 17.5 │ 441.20 │ 355336.26 │ 8666.74 │ 5635.95│ 28.38│ 346.34║
║ │ 18.0 │ 453.52 │ 364816.28 │ 8897.96 │ 5789.81│ 28.36│ 356.01║
║ │ 19.0 │ 478.12 │ 383667.78 │ 9357.75 │ 6096.35│ 28.33│ 375.32║
║ │ 20.0 │ 502.65 │ 402375.19 │ 9814.03 │ 6401.33│ 28.29│ 394.58║
║ │ 21.0 │ 527.13 │ 420939.25 │ 10266.81 │ 6704.75│ 28.26│ 413.80║
║ │ 22.0 │ 551.54 │ 439360.69 │ 10716.11 │ 7006.62│ 28.22│ 432.96║
║ │ 23.0 │ 575.89 │ 457640.25 │ 11161.96 │ 7306.93│ 28.19│ 452.07║
║ │ 24.0 │ 600.17 │ 475778.66 │ 11604.36 │ 7605.70│ 28.16│ 471.13║
║ │ 25.0 │ 624.39 │ 493776.63 │ 12043.33 │ 7902.92│ 28.12│ 490.15║
║ │ 26.0 │ 648.55 │ 511634.92 │ 12478.90 │ 8198.60│ 28.09│ 509.11║
║ │ 27.0 │ 672.65 │ 529354.22 │ 12911.08 │ 8492.74│ 28.05│ 528.03║
║ │ 28.0 │ 696.68 │ 546935.28 │ 13339.88 │ 8785.35│ 28.02│ 546.89║
║ │ 29.0 │ 720.65 │ 564378.80 │ 13765.34 │ 9076.44│ 27.98│ 565.71║
║ │ 30.0 │ 744.56 │ 581685.51 │ 14187.45 │ 9366.00│ 27.95│ 584.48║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 920.0│ 7.0 │ 200.78 │ 209216.43 │ 4548.18 │ 2917.55│ 32.28│ 157.61║
║ │ 8.0 │ 229.21 │ 238324.01 │ 5180.96 │ 3327.06│ 32.25│ 179.93║
║ │ 9.0 │ 257.58 │ 267239.04 │ 5809.54 │ 3734.77│ 32.21│ 202.20║
║ │ 10.0 │ 285.88 │ 295962.38 │ 6433.96 │ 4140.67│ 32.18│ 224.42║
║ │ 11.0 │ 314.13 │ 324494.85 │ 7054.24 │ 4544.77│ 32.14│ 246.59║
║ │ 12.0 │ 342.31 │ 352837.33 │ 7670.38 │ 4947.07│ 32.11│ 268.71║
║ │ 13.0 │ 370.43 │ 380990.64 │ 8282.41 │ 5347.58│ 32.07│ 290.78║
║ │ 14.0 │ 398.48 │ 408955.64 │ 8890.34 │ 5746.31│ 32.04│ 312.81║
║ │ 16.0 │ 454.40 │ 464324.06 │ 10094.00 │ 6538.41│ 31.97│ 356.70║
║ │ 17.0 │ 482.27 │ 491729.15 │ 10689.76 │ 6931.80│ 31.93│ 378.58║
║ │ 17.5 │ 496.18 │ 505362.29 │ 10986.14 │ 7127.82│ 31.91│ 389.50║
║ │ 18.0 │ 510.07 │ 518949.28 │ 11281.51 │ 7323.41│ 31.90│ 400.40║
║ │ 19.0 │ 537.81 │ 545985.29 │ 11869.25 │ 7713.25│ 31.86│ 422.18║
║ │ 20.0 │ 565.49 │ 572838.00 │ 12453.00 │ 8101.33│ 31.83│ 443.91║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 1020.0│ 8.0 │ 254.34 │ 325625.61 │ 6384.82 │ 4096.66│ 35.78│ 199.66║
║ │ 9.0 │ 285.85 │ 365250.04 │ 7161.77 │ 4599.67│ 35.75│ 224.40║
║ │ 10.0 │ 317.30 │ 404637.92 │ 7934.08 │ 5100.67│ 35.71│ 249.08║
║ │ 11.0 │ 348.69 │ 443790.17 │ 8701.77 │ 5599.67│ 35.68│ 273.72║
║ │ 12.0 │ 380.01 │ 482707.75 │ 9464.86 │ 6096.67│ 35.64│ 298.31║
║ │ 13.0 │ 411.27 │ 521391.59 │ 10223.36 │ 6591.68│ 35.61│ 322.84║
║ │ 14.0 │ 442.46 │ 559842.63 │ 10977.31 │ 7084.71│ 35.57│ 347.33║
║ │ 16.0 │ 504.67 │ 636050.05 │ 12471.57 │ 8064.81│ 35.50│ 396.16║
║ │ 17.0 │ 535.67 │ 673808.29 │ 13211.93 │ 8551.90│ 35.47│ 420.50║
║ │ 17.5 │ 551.15 │ 692601.45 │ 13580.42 │ 8794.70│ 35.45│ 432.66║
║ │ 18.0 │ 566.62 │ 711337.47 │ 13947.79 │ 9037.01│ 35.43│ 444.79║
║ │ 19.0 │ 597.50 │ 748638.50 │ 14679.19 │ 9520.15│ 35.40│ 469.04║
║ │ 20.0 │ 628.32 │ 785712.32 │ 15406.12 │10001.33│ 35.36│ 493.23║
║ │ 21.0 │ 659.07 │ 822559.86 │ 16128.62 │10480.55│ 35.33│ 517.37║
║ │ 22.0 │ 689.77 │ 859182.02 │ 16846.71 │10957.82│ 35.29│ 541.47║
║ │ 23.0 │ 720.40 │ 895579.74 │ 17560.39 │11433.13│ 35.26│ 565.51║
║ │ 24.0 │ 750.97 │ 931753.94 │ 18269.69 │11906.50│ 35.22│ 589.51║
║ │ 25.0 │ 781.47 │ 967705.52 │ 18974.62 │12377.92│ 35.19│ 613.45║
║ │ 26.0 │ 811.91 │1003435.41 │ 19675.20 │12847.40│ 35.16│ 637.35║
║ │ 27.0 │ 842.29 │1038944.52 │ 20371.46 │13314.94│ 35.12│ 661.20║
║ │ 28.0 │ 872.61 │1074233.76 │ 21063.41 │13780.55│ 35.09│ 685.00║
║ │ 29.0 │ 902.86 │1109304.04 │ 21751.06 │14244.24│ 35.05│ 708.75║
║ │ 30.0 │ 933.05 │1144156.26 │ 22434.44 │14706.00│ 35.02│ 732.45║
║ │ 31.0 │ 963.18 │1178791.34 │ 23113.56 │15165.84│ 34.98│ 756.10║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 1120.0│ 8.0 │ 279.48 │ 432002.95 │ 7714.34 │ 4946.26│ 39.32│ 219.39║
║ │ 9.0 │ 314.13 │ 484700.06 │ 8655.36 │ 5554.57│ 39.28│ 246.59║
║ │ 10.0 │ 348.72 │ 537111.03 │ 9591.27 │ 6160.67│ 39.25│ 273.74║
║ │ 11.0 │ 383.24 │ 589236.90 │ 10522.09 │ 6764.57│ 39.21│ 300.85║
║ │ 12.0 │ 417.71 │ 641078.71 │ 11447.83 │ 7366.27│ 39.18│ 327.90║
║ │ 13.0 │ 452.11 │ 692637.48 │ 12368.53 │ 7965.78│ 39.14│ 354.90║
║ │ 14.0 │ 486.44 │ 743914.26 │ 13284.18 │ 8563.11│ 39.11│ 381.86║
║ │ 16.0 │ 554.93 │ 845625.94 │ 15100.46 │ 9751.21│ 39.04│ 435.62║
║ │ 17.0 │ 589.08 │ 896062.90 │ 16001.12 │10342.00│ 39.00│ 462.43║
║ │ 17.5 │ 606.13 │ 921177.11 │ 16449.59 │10636.57│ 38.98│ 475.81║
║ │ 18.0 │ 623.17 │ 946221.97 │ 16896.82 │10930.61│ 38.97│ 489.19║
║ │ 19.0 │ 657.19 │ 996104.17 │ 17787.57 │11517.05│ 38.93│ 515.89║
║ │ 20.0 │ 691.15 │1045710.53 │ 18673.40 │12101.33│ 38.90│ 542.55║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 1220.0│ 9.0 │ 342.40 │ 627709.66 │ 10290.32 │ 6599.47│ 42.82│ 268.79║
║ │ 10.0 │ 380.13 │ 695737.89 │ 11405.54 │ 7320.67│ 42.78│ 298.40║
║ │ 11.0 │ 417.80 │ 763426.84 │ 12515.19 │ 8039.47│ 42.75│ 327.97║
║ │ 12.0 │ 455.41 │ 830777.62 │ 13619.31 │ 8755.87│ 42.71│ 357.49║
║ │ 13.0 │ 492.95 │ 897791.37 │ 14717.89 │ 9469.88│ 42.68│ 386.96║
║ │ 14.0 │ 530.43 │ 964469.21 │ 15810.97 │10181.51│ 42.64│ 416.38║
║ │ 16.0 │ 605.20 │1096821.66 │ 17980.68 │11597.61│ 42.57│ 475.08║
║ │ 17.0 │ 642.49 │1162498.52 │ 19057.35 │12302.10│ 42.54│ 504.35║
║ │ 17.5 │ 661.11 │1195212.59 │ 19593.65 │12653.45│ 42.52│ 518.97║
║ │ 18.0 │ 679.71 │1227843.95 │ 20128.59 │13004.21│ 42.50│ 533.58║
║ │ 19.0 │ 716.88 │1292859.08 │ 21194.41 │13703.95│ 42.47│ 562.75║
║ │ 20.0 │ 753.98 │1357545.02 │ 22254.84 │14401.33│ 42.43│ 591.88║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 1420.0│ 10.0 │ 442.96 │1100877.68 │ 15505.32 │ 9940.67│ 49.85│ 347.73║
║ │ 11.0 │ 486.92 │1208403.62 │ 17019.77 │10919.27│ 49.82│ 382.23║
║ │ 12.0 │ 530.80 │1315469.07 │ 18527.73 │11895.07│ 49.78│ 416.68║
║ │ 13.0 │ 574.63 │1422075.34 │ 20029.23 │12868.08│ 49.75│ 451.08║
║ │ 14.0 │ 618.39 │1528223.74 │ 21524.28 │13838.31│ 49.71│ 485.44║
║ │ 16.0 │ 705.73 │1739152.20 │ 24495.10 │15770.41│ 49.64│ 554.00║
║ │ 17.0 │ 749.30 │1843934.87 │ 25970.91 │16732.30│ 49.61│ 588.20║
║ │ 17.5 │ 771.06 │1896156.40 │ 26706.43 │17212.20│ 49.59│ 605.29║
║ │ 18.0 │ 792.81 │1948264.93 │ 27440.35 │17691.41│ 49.57│ 622.36║
║ │ 19.0 │ 836.26 │2052143.66 │ 28903.43 │18647.75│ 49.54│ 656.46║
║ │ 20.0 │ 879.65 │2155572.38 │ 30360.17 │19601.33│ 49.50│ 690.52║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
0│ 1.4 │ 2.05 │ 5.57 │ 2.32 │ 1.52│ 1.65│ 1.61║
║ │ 1.5 │ 2.19 │ 5.93 │ 2.47 │ 1.62│ 1.64│ 1.72║
║ │ 1.6 │ 2.33 │ 6.28 │ 2.62 │ 1.72│ 1.64│ 1.83║
║ │ 1.8 │ 2.61 │ 6.98 │ 2.91 │ 1.92│ 1.63│ 2.05║
║ │ 2.0 │ 2.89 │ 7.66 │ 3.19 │ 2.12│ 1.63│ 2.27║
║ │ 2.2 │ 3.17 │ 8.32 │ 3.47 │ 2.31│ 1.62│ 2.48║
║ │ 2.5 │ 3.57 │ 9.28 │ 3.86 │ 2.59│ 1.61│ 2.81║
║ │ 2.8 │ 3.98 │ 10.19 │ 4.25 │ 2.86│ 1.60│ 3.12║
║ │ 3.0 │ 4.24 │ 10.78 │ 4.49 │ 3.04│ 1.59│ 3.33║
║ │ 3.2 │ 4.50 │ 11.36 │ 4.73 │ 3.22│ 1.59│ 3.54║
║ │ 3.5 │ 4.89 │ 12.19 │ 5.08 │ 3.47│ 1.58│ 3.84║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 48.3│ 1.4 │ 2.06 │ 5.68 │ 2.35 │ 1.54│ 1.66│ 1.62║
║ │ 1.5 │ 2.21 │ 6.04 │ 2.50 │ 1.64│ 1.66│ 1.73║
║ │ 1.6 │ 2.35 │ 6.41 │ 2.65 │ 1.75│ 1.65│ 1.84║
║ │ 1.8 │ 2.63 │ 7.12 │ 2.95 │ 1.95│ 1.65│ 2.06║
║ │ 2.0 │ 2.91 │ 7.81 │ 3.23 │ 2.15│ 1.64│ 2.28║
║ │ 2.2 │ 3.19 │ 8.48 │ 3.51 │ 2.34│ 1.63│ 2.50║
║ │ 2.5 │ 3.60 │ 9.46 │ 3.92 │ 2.62│ 1.62│ 2.82║
║ │ 2.8 │ 4.00 │ 10.40 │ 4.31 │ 2.90│ 1.61│ 3.14║
║ │ 3.0 │ 4.27 │ 11.00 │ 4.55 │ 3.08│ 1.61│ 3.35║
║ │ 3.2 │ 4.53 │ 11.59 │ 4.80 │ 3.26│ 1.60│ 3.56║
║ │ 3.5 │ 4.93 │ 12.43 │ 5.15 │ 3.52│ 1.59│ 3.87║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 51.0│ 1.4 │ 2.18 │ 6.71 │ 2.63 │ 1.72│ 1.75│ 1.71║
║ │ 1.5 │ 2.33 │ 7.15 │ 2.80 │ 1.84│ 1.75│ 1.83║
║ │ 1.6 │ 2.48 │ 7.58 │ 2.97 │ 1.95│ 1.75│ 1.95║
║ │ 1.8 │ 2.78 │ 8.43 │ 3.31 │ 2.18│ 1.74│ 2.18║
║ │ 2.0 │ 3.08 │ 9.26 │ 3.63 │ 2.40│ 1.73│ 2.42║
║ │ 2.2 │ 3.37 │ 10.06 │ 3.95 │ 2.62│ 1.73│ 2.65║
║ │ 2.5 │ 3.81 │ 11.23 │ 4.40 │ 2.94│ 1.72│ 2.99║
║ │ 2.8 │ 4.24 │ 12.35 │ 4.84 │ 3.26│ 1.71│ 3.33║
║ │ 3.0 │ 4.52 │ 13.08 │ 5.13 │ 3.46│ 1.70│ 3.55║
║ │ 3.2 │ 4.81 │ 13.79 │ 5.41 │ 3.66│ 1.69│ 3.77║
║ │ 3.5 │ 5.22 │ 14.81 │ 5.81 │ 3.96│ 1.68│ 4.10║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 53.0│ 1.4 │ 2.27 │ 7.56 │ 2.85 │ 1.86│ 1.83│ 1.78║
║ │ 1.5 │ 2.43 │ 8.05 │ 3.04 │ 1.99│ 1.82│ 1.91║
║ │ 1.6 │ 2.58 │ 8.54 │ 3.22 │ 2.11│ 1.82│ 2.03║
║ │ 1.8 │ 2.90 │ 9.50 │ 3.58 │ 2.36│ 1.81│ 2.27║
║ │ 2.0 │ 3.20 │ 10.43 │ 3.94 │ 2.60│ 1.80│ 2.52║
║ │ 2.2 │ 3.51 │ 11.35 │ 4.28 │ 2.84│ 1.80│ 2.76║
║ │ 3.0 │ 4.71 │ 14.78 │ 5.58 │ 3.75│ 1.77│ 3.70║
║ │ 3.2 │ 5.01 │ 15.58 │ 5.88 │ 3.97│ 1.76│ 3.93║
║ │ 3.5 │ 5.44 │ 16.75 │ 6.32 │ 4.30│ 1.75│ 4.27║
║ │ 2.5 │ 3.97 │ 12.67 │ 4.78 │ 3.19│ 1.79│ 3.11║
║ │ 2.8 │ 4.42 │ 13.95 │ 5.27 │ 3.53│ 1.78│ 3.47║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 54.0│ 1.4 │ 2.31 │ 8.01 │ 2.97 │ 1.94│ 1.86│ 1.82║
║ │ 1.5 │ 2.47 │ 8.53 │ 3.16 │ 2.07│ 1.86│ 1.94║
║ │ 1.6 │ 2.63 │ 9.05 │ 3.35 │ 2.20│ 1.85│ 2.07║
║ │ 1.8 │ 2.95 │ 10.07 │ 3.73 │ 2.45│ 1.85│ 2.32║
║ │ 2.0 │ 3.27 │ 11.06 │ 4.10 │ 2.71│ 1.84│ 2.56║
║ │ 2.2 │ 3.58 │ 12.03 │ 4.46 │ 2.95│ 1.83│ 2.81║
║ │ 2.5 │ 4.04 │ 13.44 │ 4.98 │ 3.32│ 1.82│ 3.18║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 54.0│ 2.8 │ 4.50 │ 14.80 │ 5.48 │ 3.67│ 1.81│ 3.54║
║ │ 3.0 │ 4.81 │ 15.68 │ 5.81 │ 3.91│ 1.81│ 3.77║
║ │ 3.2 │ 5.11 │ 16.54 │ 6.13 │ 4.13│ 1.80│ 4.01║
║ │ 3.5 │ 5.55 │ 17.79 │ 6.59 │ 4.47│ 1.79│ 4.36║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 57.0│ 1.4 │ 2.45 │ 9.46 │ 3.32 │ 2.16│ 1.97│ 1.92║
║ │ 1.5 │ 2.62 │ 10.08 │ 3.54 │ 2.31│ 1.96│ 2.05║
║ │ 1.6 │ 2.78 │ 10.69 │ 3.75 │ 2.46│ 1.96│ 2.19║
║ │ 1.8 │ 3.12 │ 11.90 │ 4.18 │ 2.74│ 1.95│ 2.45║
║ │ 2.0 │ 3.46 │ 13.08 │ 4.59 │ 3.03│ 1.95│ 2.71║
║ │ 2.2 │ 3.79 │ 14.24 │ 5.00 │ 3.31│ 1.94│ 2.97║
║ │ 2.5 │ 4.28 │ 15.93 │ 5.59 │ 3.72│ 1.93│ 3.36║
║ │ 2.8 │ 4.77 │ 17.55 │ 6.16 │ 4.12│ 1.92│ 3.74║
║ │ 3.0 │ 5.09 │ 18.61 │ 6.53 │ 4.38│ 1.91│ 4.00║
║ │ 3.2 │ 5.41 │ 19.64 │ 6.89 │ 4.64│ 1.91│ 4.25║
║ │ 3.5 │ 5.88 │ 21.14 │ 7.42 │ 5.02│ 1.90│ 4.62║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 60.0│ 1.4 │ 2.58 │ 11.07 │ 3.69 │ 2.40│ 2.07│ 2.02║
║ │ 1.5 │ 2.76 │ 11.80 │ 3.93 │ 2.57│ 2.07│ 2.16║
║ │ 1.6 │ 2.94 │ 12.52 │ 4.17 │ 2.73│ 2.07│ 2.30║
║ │ 1.8 │ 3.29 │ 13.95 │ 4.65 │ 3.05│ 2.06│ 2.58║
║ │ 2.0 │ 3.64 │ 15.34 │ 5.11 │ 3.37│ 2.05│ 2.86║
║ │ 2.2 │ 3.99 │ 16.71 │ 5.57 │ 3.68│ 2.05│ 3.14║
║ │ 2.5 │ 4.52 │ 18.70 │ 6.23 │ 4.14│ 2.03│ 3.55║
║ │ 2.8 │ 5.03 │ 20.63 │ 6.88 │ 4.58│ 2.02│ 3.95║
║ │ 3.0 │ 5.37 │ 21.88 │ 7.29 │ 4.88│ 2.02│ 4.22║
║ │ 3.2 │ 5.71 │ 23.10 │ 7.70 │ 5.17│ 2.01│ 4.48║
║ │ 3.5 │ 6.21 │ 24.88 │ 8.29 │ 5.59│ 2.00│ 4.88║
║ │ 3.8 │ 6.71 │ 26.61 │ 8.87 │ 6.01│ 1.99│ 5.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 63.5│ 1.4 │ 2.73 │ 13.17 │ 4.15 │ 2.70│ 2.20│ 2.14║
║ │ 1.5 │ 2.92 │ 14.05 │ 4.42 │ 2.88│ 2.19│ 2.29║
║ │ 1.6 │ 3.11 │ 14.91 │ 4.70 │ 3.07│ 2.19│ 2.44║
║ │ 1.8 │ 3.49 │ 16.62 │ 5.23 │ 3.43│ 2.18│ 2.74║
║ │ 2.0 │ 3.86 │ 18.29 │ 5.76 │ 3.78│ 2.18│ 3.03║
║ │ 2.2 │ 4.24 │ 19.93 │ 6.28 │ 4.14│ 2.17│ 3.33║
║ │ 2.5 │ 4.79 │ 22.32 │ 7.03 │ 4.65│ 2.16│ 3.76║
║ │ 2.8 │ 5.34 │ 24.64 │ 7.76 │ 5.16│ 2.15│ 4.19║
║ │ 3.0 │ 5.70 │ 26.15 │ 8.24 │ 5.49│ 2.14│ 4.48║
║ │ 3.2 │ 6.06 │ 27.63 │ 8.70 │ 5.82│ 2.13│ 4.76║
║ │ 3.5 │ 6.60 │ 29.79 │ 9.38 │ 6.31│ 2.12│ 5.18║
║ │ 3.8 │ 7.13 │ 31.88 │ 10.04 │ 6.78│ 2.11│ 5.59║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 70.0│ 1.4 │ 3.02 │ 17.76 │ 5.07 │ 3.29│ 2.43│ 2.37║
║ │ 1.5 │ 3.23 │ 18.94 │ 5.41 │ 3.52│ 2.42│ 2.53║
║ │ 1.6 │ 3.44 │ 20.12 │ 5.75 │ 3.74│ 2.42│ 2.70║
║ │ 1.8 │ 3.86 │ 22.44 │ 6.41 │ 4.19│ 2.41│ 3.03║
║ │ 2.0 │ 4.27 │ 24.72 │ 7.06 │ 4.63│ 2.41│ 3.35║
║ │ 2.2 │ 4.69 │ 26.95 │ 7.70 │ 5.06│ 2.40│ 3.68║
║ │ 2.5 │ 5.30 │ 30.23 │ 8.64 │ 5.70│ 2.39│ 4.16║
║ │ 2.8 │ 5.91 │ 33.43 │ 9.55 │ 6.33│ 2.38│ 4.64║
║ │ 3.0 │ 6.31 │ 35.50 │ 10.14 │ 6.74│ 2.37│ 4.96║
║ │ 3.2 │ 6.72 │ 37.54 │ 10.73 │ 7.15│ 2.36│ 5.27║
║ │ 3.5 │ 7.31 │ 40.53 │ 11.58 │ 7.75│ 2.35│ 5.74║
║ │ 3.8 │ 7.90 │ 43.44 │ 12.41 │ 8.34│ 2.34│ 6.20║
║ │ 4.0 │ 8.29 │ 45.33 │ 12.95 │ 8.72│ 2.34│ 6.51║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 73.0│ 1.4 │ 3.15 │ 20.19 │ 5.53 │ 3.59│ 2.53│ 2.47║
║ │ 1.5 │ 3.37 │ 21.54 │ 5.90 │ 3.83│ 2.53│ 2.64║
║ │ 1.6 │ 3.59 │ 22.88 │ 6.27 │ 4.08│ 2.53│ 2.82║
║ │ 1.8 │ 4.03 │ 25.53 │ 6.99 │ 4.56│ 2.52│ 3.16║
║ │ 2.0 │ 4.46 │ 28.13 │ 7.71 │ 5.04│ 2.51│ 3.50║
║ │ 2.2 │ 4.89 │ 30.69 │ 8.41 │ 5.52│ 2.50│ 3.84║
║ │ 2.5 │ 5.54 │ 34.44 │ 9.44 │ 6.22│ 2.49│ 4.35║
║ │ 2.8 │ 6.18 │ 38.10 │ 10.44 │ 6.90│ 2.48│ 4.85║
║ │ 3.0 │ 6.60 │ 40.48 │ 11.09 │ 7.35│ 2.48│ 5.18║
║ │ 3.2 │ 7.02 │ 42.82 │ 11.73 │ 7.80│ 2.47│ 5.51║
║ │ 3.5 │ 7.64 │ 46.26 │ 12.67 │ 8.46│ 2.46│ 6.00║
║ │ 3.8 │ 8.26 │ 49.60 │ 13.59 │ 9.11│ 2.45│ 6.48║
║ │ 4.0 │ 8.67 │ 51.78 │ 14.19 │ 9.53│ 2.44│ 6.81║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 76.0│ 1.4 │ 3.28 │ 22.83 │ 6.01 │ 3.90│ 2.64│ 2.58║
║ │ 1.5 │ 3.51 │ 24.37 │ 6.41 │ 4.16│ 2.63│ 2.76║
║ │ 1.6 │ 3.74 │ 25.89 │ 6.81 │ 4.43│ 2.63│ 2.94║
║ │ 1.8 │ 4.20 │ 28.89 │ 7.60 │ 4.96│ 2.62│ 3.29║
║ │ 2.0 │ 4.65 │ 31.85 │ 8.38 │ 5.48│ 2.62│ 3.65║
║ │ 2.2 │ 5.10 │ 34.76 │ 9.15 │ 5.99│ 2.61│ 4.00║
║ │ 2.5 │ 5.77 │ 39.03 │ 10.27 │ 6.76│ 2.60│ 4.53║
║ │ 2.8 │ 6.44 │ 43.19 │ 11.37 │ 7.51│ 2.59│ 5.05║
║ │ 3.0 │ 6.88 │ 45.91 │ 12.08 │ 8.00│ 2.58│ 5.40║
║ │ 3.2 │ 7.32 │ 48.58 │ 12.78 │ 8.49│ 2.58│ 5.75║
║ │ 3.5 │ 7.97 │ 52.50 │ 13.82 │ 9.21│ 2.57│ 6.26║
║ │ 3.8 │ 8.62 │ 56.32 │ 14.82 │ 9.91│ 2.56│ 6.77║
║ │ 4.0 │ 9.05 │ 58.81 │ 15.48 │ 10.38│ 2.55│ 7.10║
║ │ 4.5 │ 10.11 │ 64.85 │ 17.07 │ 11.52│ 2.53│ 7.93║
║ │ 5.0 │ 11.15 │ 70.62 │ 18.59 │ 12.62│ 2.52│ 8.75║
║ │ 5.5 │ 12.18 │ 76.14 │ 20.04 │ 13.70│ 2.50│ 9.56║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 83.0│ 1.6 │ 4.09 │ 33.90 │ 8.17 │ 5.30│ 2.88│ 3.21║
║ │ 1.8 │ 4.59 │ 37.86 │ 9.12 │ 5.94│ 2.87│ 3.60║
║ │ 2.0 │ 5.09 │ 41.76 │ 10.06 │ 6.56│ 2.86│ 4.00║
║ │ 2.2 │ 5.58 │ 45.61 │ 10.99 │ 7.18│ 2.86│ 4.38║
║ │ 2.5 │ 6.32 │ 51.26 │ 12.35 │ 8.10│ 2.85│ 4.96║
║ │ 2.8 │ 7.05 │ 56.79 │ 13.68 │ 9.01│ 2.84│ 5.54║
║ │ 3.0 │ 7.54 │ 60.40 │ 14.56 │ 9.60│ 2.83│ 5.92║
║ │ 3.2 │ 8.02 │ 63.96 │ 15.41 │ 10.19│ 2.82│ 6.30║
║ │ 3.5 │ 8.74 │ 69.19 │ 16.67 │ 11.07│ 2.81│ 6.86║
║ │ 3.8 │ 9.45 │ 74.30 │ 17.90 │ 11.93│ 2.80│ 7.42║
║ │ 4.0 │ 9.93 │ 77.64 │ 18.71 │ 12.49│ 2.80│ 7.79║
║ │ 4.5 │ 11.10 │ 85.76 │ 20.67 │ 13.88│ 2.78│ 8.71║
║ │ 5.0 │ 12.25 │ 93.56 │ 22.54 │ 15.23│ 2.76│ 9.62║
║ │ 5.5 │ 13.39 │ 101.04 │ 24.35 │ 16.54│ 2.75│ 10.51║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 89.0│ 1.6 │ 4.39 │ 41.96 │ 9.43 │ 6.11│ 3.09│ 3.45║
║ │ 1.8 │ 4.93 │ 46.89 │ 10.54 │ 6.84│ 3.08│ 3.87║
║ │ 2.0 │ 5.47 │ 51.75 │ 11.63 │ 7.57│ 3.08│ 4.29║
║ │ 2.2 │ 6.00 │ 56.54 │ 12.70 │ 8.29│ 3.07│ 4.71║
║ │ 2.5 │ 6.79 │ 63.59 │ 14.29 │ 9.36│ 3.06│ 5.33║
║ │ 2.8 │ 7.58 │ 70.50 │ 15.84 │ 10.41│ 3.05│ 5.95║
║ │ 3.0 │ 8.11 │ 75.02 │ 16.86 │ 11.10│ 3.04│ 6.36║
║ │ 3.2 │ 8.63 │ 79.48 │ 17.86 │ 11.78│ 3.04│ 6.77║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 89.0│ 3.5 │ 9.40 │ 86.05 │ 19.34 │ 12.80│ 3.03│ 7.38║
║ │ 3.8 │ 10.17 │ 92.48 │ 20.78 │ 13.80│ 3.02│ 7.98║
║ │ 4.0 │ 10.68 │ 96.68 │ 21.73 │ 14.46│ 3.01│ 8.38║
║ │ 4.5 │ 11.95 │ 106.92 │ 24.03 │ 16.08│ 2.99│ 9.38║
║ │ 5.0 │ 13.19 │ 116.79 │ 26.24 │ 17.66│ 2.98│ 10.36║
║ │ 5.5 │ 14.43 │ 126.29 │ 28.38 │ 19.20│ 2.96│ 11.33║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 95.0│ 2.0 │ 5.84 │ 63.20 │ 13.31 │ 8.65│ 3.29│ 4.59║
║ │ 2.5 │ 7.26 │ 77.76 │ 16.37 │ 10.70│ 3.27│ 5.70║
║ │ 3.2 │ 9.23 │ 97.33 │ 20.49 │ 13.49│ 3.25│ 7.24║
║ │ 5.0 │ 14.14 │ 143.58 │ 30.23 │ 20.27│ 3.19│ 11.10║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 102.0│ 1.8 │ 5.67 │ 71.13 │ 13.95 │ 9.04│ 3.54│ 4.45║
║ │ 2.0 │ 6.28 │ 78.57 │ 15.41 │ 10.00│ 3.54│ 4.93║
║ │ 2.2 │ 6.90 │ 85.92 │ 16.85 │ 10.96│ 3.53│ 5.41║
║ │ 2.5 │ 7.81 │ 96.77 │ 18.97 │ 12.38│ 3.52│ 6.13║
║ │ 2.8 │ 8.73 │ 107.42 │ 21.06 │ 13.78│ 3.51│ 6.85║
║ │ 3.0 │ 9.33 │ 114.42 │ 22.43 │ 14.71│ 3.50│ 7.32║
║ │ 3.2 │ 9.93 │ 121.32 │ 23.79 │ 15.62│ 3.49│ 7.80║
║ │ 3.5 │ 10.83 │ 131.52 │ 25.79 │ 16.99│ 3.48│ 8.50║
║ │ 3.8 │ 11.72 │ 141.52 │ 27.75 │ 18.33│ 3.47│ 9.20║
║ │ 4.0 │ 12.32 │ 148.09 │ 29.04 │ 19.22│ 3.47│ 9.67║
║ │ 4.5 │ 13.78 │ 164.14 │ 32.18 │ 21.40│ 3.45│ 10.82║
║ │ 5.0 │ 15.24 │ 179.68 │ 35.23 │ 23.54│ 3.43│ 11.96║
║ │ 5.5 │ 16.67 │ 194.72 │ 38.18 │ 25.64│ 3.42│ 13.09║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 108.0│ 1.8 │ 6.01 │ 84.69 │ 15.68 │ 10.15│ 3.76│ 4.71║
║ │ 2.0 │ 6.66 │ 93.58 │ 17.33 │ 11.24│ 3.75│ 5.23║
║ │ 2.2 │ 7.31 │ 102.36 │ 18.96 │ 12.31│ 3.74│ 5.74║
║ │ 2.5 │ 8.29 │ 115.35 │ 21.36 │ 13.92│ 3.73│ 6.50║
║ │ 2.8 │ 9.25 │ 128.11 │ 23.72 │ 15.50│ 3.72│ 7.26║
║ │ 3.0 │ 9.90 │ 136.49 │ 25.28 │ 16.54│ 3.71│ 7.77║
║ │ 3.2 │ 10.54 │ 144.78 │ 26.81 │ 17.58│ 3.71│ 8.27║
║ │ 3.5 │ 11.49 │ 157.02 │ 29.08 │ 19.12│ 3.70│ 9.02║
║ │ 3.8 │ 12.44 │ 169.05 │ 31.31 │ 20.64│ 3.69│ 9.76║
║ │ 4.0 │ 13.07 │ 176.95 │ 32.77 │ 21.64│ 3.68│ 10.26║
║ │ 4.5 │ 14.63 │ 196.30 │ 36.35 │ 24.12│ 3.66│ 11.49║
║ │ 5.0 │ 16.18 │ 215.06 │ 39.83 │ 26.54│ 3.65│ 12.70║
║ │ 5.5 │ 17.71 │ 233.26 │ 43.20 │ 28.92│ 3.63│ 13.90║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 114.0│ 1.8 │ 6.34 │ 99.87 │ 17.52 │ 11.33│ 3.97│ 4.98║
║ │ 2.0 │ 7.04 │ 110.38 │ 19.36 │ 12.55│ 3.96│ 5.52║
║ │ 2.2 │ 7.73 │ 120.77 │ 21.19 │ 13.75│ 3.95│ 6.07║
║ │ 2.5 │ 8.76 │ 136.16 │ 23.89 │ 15.54│ 3.94│ 6.87║
║ │ 2.8 │ 9.78 │ 151.29 │ 26.54 │ 17.32│ 3.93│ 7.68║
║ │ 3.0 │ 10.46 │ 161.24 │ 28.29 │ 18.49│ 3.93│ 8.21║
║ │ 3.2 │ 11.14 │ 171.08 │ 30.01 │ 19.65│ 3.92│ 8.74║
║ │ 3.5 │ 12.15 │ 185.63 │ 32.57 │ 21.38│ 3.91│ 9.54║
║ │ 3.8 │ 13.16 │ 199.94 │ 35.08 │ 23.08│ 3.90│ 10.33║
║ │ 4.0 │ 13.82 │ 209.35 │ 36.73 │ 24.21│ 3.89│ 10.85║
║ │ 4.5 │ 15.48 │ 232.41 │ 40.77 │ 26.99│ 3.87│ 12.15║
║ │ 5.0 │ 17.12 │ 254.81 │ 44.70 │ 29.72│ 3.86│ 13.44║
║ │ 5.5 │ 18.75 │ 276.58 │ 48.52 │ 32.40│ 3.84│ 14.72║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 127.0│ 1.8 │ 7.08 │ 138.75 │ 21.85 │ 14.11│ 4.43│ 5.56║
║ │ 2.0 │ 7.85 │ 153.44 │ 24.16 │ 15.63│ 4.42│ 6.17║
║ │ 2.2 │ 8.63 │ 167.98 │ 26.45 │ 17.13│ 4.41│ 6.77║
║ │ 2.5 │ 9.78 │ 189.53 │ 29.85 │ 19.38│ 4.40│ 7.68║
║ │ 2.8 │ 10.93 │ 210.77 │ 33.19 │ 21.60│ 4.39│ 8.58║
║ │ 3.0 │ 11.69 │ 224.75 │ 35.39 │ 23.07│ 4.39│ 9.17║
║ │ 3.2 │ 12.45 │ 238.60 │ 37.57 │ 24.53│ 4.38│ 9.77║
║ │ 3.5 │ 13.58 │ 259.11 │ 40.80 │ 26.70│ 4.37│ 10.66║
║ │ 3.8 │ 14.71 │ 279.31 │ 43.99 │ 28.85│ 4.36│ 11.55║
║ │ 4.0 │ 15.46 │ 292.61 │ 46.08 │ 30.27│ 4.35│ 12.13║
║ │ 4.5 │ 17.32 │ 325.29 │ 51.23 │ 33.78│ 4.33│ 13.59║
║ │ 5.0 │ 19.16 │ 357.14 │ 56.24 │ 37.23│ 4.32│ 15.04║
║ │ 5.5 │ 20.99 │ 388.19 │ 61.13 │ 40.62│ 4.30│ 16.48║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 133.0│ 1.8 │ 7.42 │ 159.67 │ 24.01 │ 15.49│ 4.64│ 5.82║
║ │ 2.0 │ 8.23 │ 176.61 │ 26.56 │ 17.16│ 4.63│ 6.46║
║ │ 2.2 │ 9.04 │ 193.39 │ 29.08 │ 18.82│ 4.63│ 7.10║
║ │ 2.5 │ 10.25 │ 218.27 │ 32.82 │ 21.29│ 4.61│ 8.05║
║ │ 2.8 │ 11.45 │ 242.80 │ 36.51 │ 23.74│ 4.60│ 8.99║
║ │ 3.0 │ 12.25 │ 258.97 │ 38.94 │ 25.35│ 4.60│ 9.62║
║ │ 3.2 │ 13.05 │ 274.98 │ 41.35 │ 26.96│ 4.59│ 10.24║
║ │ 3.5 │ 14.24 │ 298.71 │ 44.92 │ 29.36│ 4.58│ 11.18║
║ │ 3.8 │ 15.42 │ 322.11 │ 48.44 │ 31.73│ 4.57│ 12.11║
║ │ 4.0 │ 16.21 │ 337.53 │ 50.76 │ 33.29│ 4.56│ 12.73║
║ │ 4.5 │ 18.17 │ 375.42 │ 56.45 │ 37.17│ 4.55│ 14.26║
║ │ 5.0 │ 20.11 │ 412.40 │ 62.02 │ 40.98│ 4.53│ 15.78║
║ │ 5.5 │ 22.03 │ 448.50 │ 67.44 │ 44.73│ 4.51│ 17.29║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 140.0│ 1.8 │ 7.82 │ 186.61 │ 26.66 │ 17.19│ 4.89│ 6.13║
║ │ 2.0 │ 8.67 │ 206.45 │ 29.49 │ 19.05│ 4.88│ 6.81║
║ │ 2.2 │ 9.52 │ 226.12 │ 32.30 │ 20.89│ 4.87│ 7.48║
║ │ 2.5 │ 10.80 │ 255.30 │ 36.47 │ 23.64│ 4.86│ 8.48║
║ │ 2.8 │ 12.07 │ 284.09 │ 40.58 │ 26.36│ 4.85│ 9.47║
║ │ 3.0 │ 12.91 │ 303.08 │ 43.30 │ 28.16│ 4.84│ 10.14║
║ │ 3.2 │ 13.75 │ 321.89 │ 45.98 │ 29.95│ 4.84│ 10.80║
║ │ 3.5 │ 15.01 │ 349.79 │ 49.97 │ 32.61│ 4.83│ 11.78║
║ │ 3.8 │ 16.26 │ 377.32 │ 53.90 │ 35.25│ 4.82│ 12.76║
║ │ 4.0 │ 17.09 │ 395.47 │ 56.50 │ 37.00│ 4.81│ 13.42║
║ │ 4.5 │ 19.16 │ 440.12 │ 62.87 │ 41.33│ 4.79│ 15.04║
║ │ 5.0 │ 21.21 │ 483.76 │ 69.11 │ 45.58│ 4.78│ 16.65║
║ │ 5.5 │ 23.24 │ 526.40 │ 75.20 │ 49.78│ 4.76│ 18.24║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 152.0│ 1.8 │ 8.49 │ 239.55 │ 31.52 │ 20.31│ 5.31│ 6.67║
║ │ 2.0 │ 9.42 │ 265.12 │ 34.88 │ 22.50│ 5.30│ 7.40║
║ │ 2.2 │ 10.35 │ 290.48 │ 38.22 │ 24.69│ 5.30│ 8.13║
║ │ 2.5 │ 11.74 │ 328.13 │ 43.17 │ 27.94│ 5.29│ 9.22║
║ │ 2.8 │ 13.12 │ 365.32 │ 48.07 │ 31.17│ 5.28│ 10.30║
║ │ 3.0 │ 14.04 │ 389.87 │ 51.30 │ 33.31│ 5.27│ 11.02║
║ │ 3.2 │ 14.96 │ 414.21 │ 54.50 │ 35.43│ 5.26│ 11.74║
║ │ 3.5 │ 16.33 │ 450.35 │ 59.26 │ 38.60│ 5.25│ 12.82║
║ │ 3.8 │ 17.69 │ 486.04 │ 63.95 │ 41.74│ 5.24│ 13.89║
║ │ 4.0 │ 18.60 │ 509.59 │ 67.05 │ 43.82│ 5.23│ 14.60║
║ │ 4.5 │ 20.85 │ 567.61 │ 74.69 │ 48.97│ 5.22│ 16.37║
║ │ 5.0 │ 23.09 │ 624.43 │ 82.16 │ 54.04│ 5.20│ 18.13║
║ │ 5.5 │ 25.31 │ 680.06 │ 89.48 │ 59.05│ 5.18│ 19.87║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 159.0│ 1.8 │ 8.89 │ 274.63 │ 34.54 │ 22.24│ 5.56│ 6.98║
║ │ 2.0 │ 9.86 │ 303.99 │ 38.24 │ 24.65│ 5.55│ 7.74║
║ │ 2.2 │ 10.84 │ 333.12 │ 41.90 │ 27.05│ 5.54│ 8.51║
║ │ 2.5 │ 12.29 │ 376.40 │ 47.35 │ 30.62│ 5.53│ 9.65║
║ │ 2.8 │ 13.74 │ 419.18 │ 52.73 │ 34.16│ 5.52│ 10.79║
║ │ 3.0 │ 14.70 │ 447.42 │ 56.28 │ 36.51│ 5.52│ 11.54║
║ │ 3.2 │ 15.66 │ 475.44 │ 59.80 │ 38.84│ 5.51│ 12.30║
║ │ 3.5 │ 17.10 │ 517.06 │ 65.04 │ 42.32│ 5.50│ 13.42║
║ │ 3.8 │ 18.53 │ 558.19 │ 70.21 │ 45.77│ 5.49│ 14.54║
║ │ 4.0 │ 19.48 │ 585.33 │ 73.63 │ 48.06│ 5.48│ 15.29║
║ │ 4.5 │ 21.84 │ 652.27 │ 82.05 │ 53.72│ 5.46│ 17.15║
║ │ 5.0 │ 24.19 │ 717.88 │ 90.30 │ 59.31│ 5.45│ 18.99║
║ │ 5.5 │ 26.52 │ 782.18 │ 98.39 │ 64.82│ 5.43│ 20.82║
║ │ 6.0 │ 28.84 │ 845.19 │ 106.31 │ 70.26│ 5.41│ 22.64║
║ │ 7.0 │ 33.43 │ 967.41 │ 121.69 │ 80.92│ 5.38│ 26.24║
║ │ 8.0 │ 37.95 │ 1084.67 │ 136.44 │ 91.29│ 5.35│ 29.79║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 168.0│ 1.8 │ 9.40 │ 324.55 │ 38.64 │ 24.86│ 5.88│ 7.38║
║ │ 2.0 │ 10.43 │ 359.32 │ 42.78 │ 27.56│ 5.87│ 8.19║
║ │ 2.2 │ 11.46 │ 393.83 │ 46.88 │ 30.24│ 5.86│ 9.00║
║ │ 2.5 │ 13.00 │ 445.14 │ 52.99 │ 34.24│ 5.85│ 10.20║
║ │ 2.8 │ 14.53 │ 495.88 │ 59.03 │ 38.21│ 5.84│ 11.41║
║ │ 3.0 │ 15.55 │ 529.39 │ 63.02 │ 40.84│ 5.83│ 12.21║
║ │ 3.2 │ 16.57 │ 562.66 │ 66.98 │ 43.46│ 5.83│ 13.01║
║ │ 3.5 │ 18.09 │ 612.10 │ 72.87 │ 47.36│ 5.82│ 14.20║
║ │ 3.8 │ 19.60 │ 660.99 │ 78.69 │ 51.24│ 5.81│ 15.39║
║ │ 4.0 │ 20.61 │ 693.28 │ 82.53 │ 53.80│ 5.80│ 16.18║
║ │ 4.5 │ 23.11 │ 772.96 │ 92.02 │ 60.16│ 5.78│ 18.14║
║ │ 5.0 │ 25.60 │ 851.14 │ 101.33 │ 66.44│ 5.77│ 20.10║
║ │ 5.5 │ 28.08 │ 927.85 │ 110.46 │ 72.64│ 5.75│ 22.04║
║ │ 6.0 │ 30.54 │ 1003.12 │ 119.42 │ 78.77│ 5.73│ 23.97║
║ │ 7.0 │ 35.41 │ 1149.36 │ 136.83 │ 90.78│ 5.70│ 27.79║
║ │ 9.0 │ 44.96 │ 1425.22 │ 169.67 │ 113.89│ 5.63│ 35.29║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 177.8│ 1.8 │ 9.95 │ 385.40 │ 43.35 │ 27.88│ 6.22│ 7.81║
║ │ 2.0 │ 11.05 │ 426.78 │ 48.01 │ 30.91│ 6.22│ 8.67║
║ │ 2.2 │ 12.14 │ 467.87 │ 52.63 │ 33.92│ 6.21│ 9.53║
║ │ 2.5 │ 13.77 │ 528.97 │ 59.50 │ 38.42│ 6.20│ 10.81║
║ │ 2.8 │ 15.39 │ 589.44 │ 66.30 │ 42.88│ 6.19│ 12.08║
║ │ 3.0 │ 16.47 │ 629.41 │ 70.80 │ 45.84│ 6.18│ 12.93║
║ │ 3.2 │ 17.55 │ 669.10 │ 75.26 │ 48.78│ 6.17│ 13.78║
║ │ 3.5 │ 19.17 │ 728.11 │ 81.90 │ 53.17│ 6.16│ 15.04║
║ │ 3.8 │ 20.77 │ 786.50 │ 88.47 │ 57.53│ 6.15│ 16.31║
║ │ 4.0 │ 21.84 │ 825.09 │ 92.81 │ 60.42│ 6.15│ 17.14║
║ │ 4.5 │ 24.50 │ 920.37 │ 103.53 │ 67.59│ 6.13│ 19.23║
║ │ 5.0 │ 27.14 │ 1013.97 │ 114.06 │ 74.67│ 6.11│ 21.31║
║ │ 5.5 │ 29.77 │ 1105.91 │ 124.40 │ 81.67│ 6.09│ 23.37║
║ │ 6.0 │ 32.38 │ 1196.22 │ 134.56 │ 88.58│ 6.08│ 25.42║
║ │ 7.0 │ 37.56 │ 1371.99 │ 154.33 │ 102.16│ 6.04│ 29.49║
║ │ 8.0 │ 42.68 │ 1541.44 │ 173.39 │ 115.41│ 6.01│ 33.50║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 180.0│ 4.0 │ 22.12 │ 856.81 │ 95.20 │ 61.96│ 6.22│ 17.36║
║ │ 5.0 │ 27.49 │ 1053.17 │ 117.02 │ 76.58│ 6.19│ 21.58║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 193.7│ 2.0 │ 12.04 │ 553.35 │ 57.14 │ 36.75│ 6.78│ 9.46║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 193.7│ 2.2 │ 13.24 │ 606.80 │ 62.65 │ 40.34│ 6.77│ 10.39║
║ │ 2.5 │ 15.02 │ 686.34 │ 70.87 │ 45.70│ 6.76│ 11.79║
║ │ 2.8 │ 16.79 │ 765.12 │ 79.00 │ 51.02│ 6.75│ 13.18║
║ │ 3.0 │ 17.97 │ 817.22 │ 84.38 │ 54.55│ 6.74│ 14.11║
║ │ 3.2 │ 19.15 │ 869.00 │ 89.73 │ 58.07│ 6.74│ 15.03║
║ │ 3.5 │ 20.91 │ 946.03 │ 97.68 │ 63.32│ 6.73│ 16.42║
║ │ 3.8 │ 22.67 │ 1022.33 │ 105.56 │ 68.53│ 6.72│ 17.80║
║ │ 4.0 │ 23.84 │ 1072.79 │ 110.77 │ 71.98│ 6.71│ 18.71║
║ │ 4.5 │ 26.75 │ 1197.52 │ 123.65 │ 80.56│ 6.69│ 21.00║
║ │ 5.0 │ 29.64 │ 1320.23 │ 136.32 │ 89.04│ 6.67│ 23.27║
║ │ 5.5 │ 32.52 │ 1440.96 │ 148.78 │ 97.43│ 6.66│ 25.53║
║ │ 6.0 │ 35.38 │ 1559.72 │ 161.05 │ 105.73│ 6.64│ 27.77║
║ │ 7.0 │ 41.06 │ 1791.43 │ 184.97 │ 122.06│ 6.61│ 32.23║
║ │ 8.0 │ 46.67 │ 2015.54 │ 208.11 │ 138.02│ 6.57│ 36.64║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 219.0│ 2.5 │ 17.00 │ 996.39 │ 90.99 │ 58.59│ 7.65│ 13.35║
║ │ 2.8 │ 19.02 │ 1111.37 │ 101.49 │ 65.44│ 7.64│ 14.93║
║ │ 3.0 │ 20.36 │ 1187.48 │ 108.45 │ 69.99│ 7.64│ 15.98║
║ │ 3.2 │ 21.69 │ 1263.16 │ 115.36 │ 74.52│ 7.63│ 17.03║
║ │ 3.5 │ 23.70 │ 1375.89 │ 125.65 │ 81.28│ 7.62│ 18.60║
║ │ 3.8 │ 25.69 │ 1487.67 │ 135.86 │ 88.00│ 7.61│ 20.17║
║ │ 4.0 │ 27.02 │ 1561.66 │ 142.62 │ 92.46│ 7.60│ 21.21║
║ │ 4.5 │ 30.32 │ 1744.80 │ 159.34 │ 103.54│ 7.59│ 23.80║
║ │ 5.0 │ 33.62 │ 1925.34 │ 175.83 │ 114.51│ 7.57│ 26.39║
║ │ 5.5 │ 36.89 │ 2103.32 │ 192.08 │ 125.38│ 7.55│ 28.96║
║ │ 6.0 │ 40.15 │ 2278.74 │ 208.10 │ 136.14│ 7.53│ 31.52║
║ │ 7.0 │ 46.62 │ 2622.04 │ 239.46 │ 157.36│ 7.50│ 36.60║
║ │ 8.0 │ 53.03 │ 2955.43 │ 269.90 │ 178.17│ 7.47│ 41.63║
║ │ 9.0 │ 59.38 │ 3279.12 │ 299.46 │ 198.57│ 7.43│ 46.61║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 244.5│ 3.0 │ 22.76 │ 1659.59 │ 135.75 │ 87.49│ 8.54│ 17.87║
║ │ 3.2 │ 24.26 │ 1765.87 │ 144.45 │ 93.17│ 8.53│ 19.04║
║ │ 3.5 │ 26.50 │ 1924.29 │ 157.41 │ 101.65│ 8.52│ 20.80║
║ │ 3.8 │ 28.73 │ 2081.52 │ 170.27 │ 110.09│ 8.51│ 22.56║
║ │ 4.0 │ 30.22 │ 2185.67 │ 178.79 │ 115.69│ 8.50│ 23.72║
║ │ 4.5 │ 33.93 │ 2443.76 │ 199.90 │ 129.62│ 8.49│ 26.63║
║ │ 5.0 │ 37.62 │ 2698.58 │ 220.74 │ 143.42│ 8.47│ 29.53║
║ │ 5.5 │ 41.30 │ 2950.16 │ 241.32 │ 157.11│ 8.45│ 32.42║
║ │ 6.0 │ 44.96 │ 3198.53 │ 261.64 │ 170.68│ 8.43│ 35.29║
║ │ 7.0 │ 52.23 │ 3685.75 │ 301.49 │ 197.48│ 8.40│ 41.00║
║ │ 8.0 │ 59.44 │ 4160.45 │ 340.32 │ 223.81│ 8.37│ 46.66║
║ │ 9.0 │ 66.59 │ 4622.84 │ 378.15 │ 249.69│ 8.33│ 52.27║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 273.0│ 3.5 │ 29.63 │ 2690.78 │ 197.13 │ 127.11│ 9.53│ 23.26║
║ │ 3.8 │ 32.14 │ 2911.76 │ 213.32 │ 137.70│ 9.52│ 25.23║
║ │ 4.0 │ 33.80 │ 3058.25 │ 224.05 │ 144.73│ 9.51│ 26.54║
║ │ 4.5 │ 37.96 │ 3421.58 │ 250.67 │ 162.22│ 9.49│ 29.80║
║ │ 5.0 │ 42.10 │ 3780.81 │ 276.98 │ 179.58│ 9.48│ 33.05║
║ │ 5.5 │ 46.22 │ 4135.97 │ 303.00 │ 196.81│ 9.46│ 36.28║
║ │ 6.0 │ 50.33 │ 4487.08 │ 328.72 │ 213.90│ 9.44│ 39.51║
║ │ 7.0 │ 58.50 │ 5177.30 │ 379.29 │ 247.70│ 9.41│ 45.92║
║ │ 8.0 │ 66.60 │ 5851.71 │ 428.70 │ 280.99│ 9.37│ 52.28║
║ │ 9.0 │ 74.64 │ 6510.56 │ 476.96 │ 313.75│ 9.34│ 58.60║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 325.0│ 4.0 │ 40.34 │ 5196.40 │ 319.78 │ 206.09│ 11.35│ 31.67║
║ │ 4.5 │ 45.31 │ 5818.92 │ 358.09 │ 231.14│ 11.33│ 35.57║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 325.0│ 5.0 │ 50.27 │ 6435.55 │ 396.03 │ 256.02│ 11.32│ 39.46║
║ │ 5.5 │ 55.21 │ 7046.34 │ 433.62 │ 280.75│ 11.30│ 43.34║
║ │ 6.0 │ 60.13 │ 7651.33 │ 470.85 │ 305.32│ 11.28│ 47.20║
║ │ 7.0 │ 69.93 │ 8844.02 │ 544.25 │ 353.99│ 11.25│ 54.90║
║ │ 8.0 │ 79.67 │ 10013.92 │ 616.24 │ 402.04│ 11.21│ 62.54║
║ │ 9.0 │ 89.35 │ 11161.33 │ 686.85 │ 449.47│ 11.18│ 70.14║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 355.6│ 4.0 │ 44.18 │ 6828.46 │ 384.05 │ 247.26│ 12.43│ 34.68║
║ │ 4.5 │ 49.64 │ 7649.56 │ 430.23 │ 277.38│ 12.41│ 38.96║
║ │ 5.0 │ 55.07 │ 8463.58 │ 476.02 │ 307.32│ 12.40│ 43.23║
║ │ 5.5 │ 60.49 │ 9270.56 │ 521.40 │ 337.10│ 12.38│ 47.49║
║ │ 6.0 │ 65.90 │ 10070.55 │ 566.40 │ 366.70│ 12.36│ 51.73║
║ │ 7.0 │ 76.66 │ 11649.71 │ 655.21 │ 425.38│ 12.33│ 60.18║
║ │ 8.0 │ 87.36 │ 13201.37 │ 742.48 │ 483.39│ 12.29│ 68.58║
║ │ 9.0 │ 98.00 │ 14725.86 │ 828.23 │ 540.71│ 12.26│ 76.93║
║ │ 10.0 │ 108.57 │ 16223.50 │ 912.46 │ 597.36│ 12.22│ 85.23║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 377.0│ 4.0 │ 46.87 │ 8152.60 │ 432.50 │ 278.27│ 13.19│ 36.79║
║ │ 4.5 │ 52.66 │ 9135.13 │ 484.62 │ 312.22│ 13.17│ 41.34║
║ │ 5.0 │ 58.43 │ 10109.67 │ 536.32 │ 345.98│ 13.15│ 45.87║
║ │ 5.5 │ 64.19 │ 11076.29 │ 587.60 │ 379.56│ 13.14│ 50.39║
║ │ 6.0 │ 69.93 │ 12035.01 │ 638.46 │ 412.96│ 13.12│ 54.90║
║ │ 7.0 │ 81.37 │ 13928.95 │ 738.94 │ 479.21│ 13.08│ 63.87║
║ │ 8.0 │ 92.74 │ 15791.85 │ 837.76 │ 544.73│ 13.05│ 72.80║
║ │ 9.0 │ 104.05 │ 17624.04 │ 934.96 │ 609.53│ 13.01│ 81.68║
║ │ 10.0 │ 115.30 │ 19425.87 │ 1030.55 │ 673.61│ 12.98│ 90.51║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 406.4│ 4.0 │ 50.57 │ 10236.15 │ 503.75 │ 323.86│ 14.23│ 39.70║
║ │ 4.5 │ 56.82 │ 11473.10 │ 564.62 │ 363.44│ 14.21│ 44.60║
║ │ 5.0 │ 63.05 │ 12700.75 │ 625.04 │ 402.83│ 14.19│ 49.50║
║ │ 5.5 │ 69.27 │ 13919.14 │ 685.00 │ 442.01│ 14.18│ 54.38║
║ │ 6.0 │ 75.47 │ 15128.33 │ 744.50 │ 481.00│ 14.16│ 59.25║
║ │ 7.0 │ 87.83 │ 17519.25 │ 862.17 │ 558.38│ 14.12│ 68.95║
║ │ 8.0 │ 100.13 │ 19873.89 │ 978.05 │ 634.98│ 14.09│ 78.60║
║ │ 9.0 │ 112.36 │ 22192.62 │ 1092.16 │ 710.79│ 14.05│ 88.20║
║ │ 10.0 │ 124.53 │ 24475.81 │ 1204.52 │ 785.83│ 14.02│ 97.76║
║ │ 11.0 │ 136.64 │ 26723.82 │ 1315.15 │ 860.10│ 13.98│ 107.26║
║ │ 12.0 │ 148.69 │ 28937.01 │ 1424.07 │ 933.60│ 13.95│ 116.72║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 426.0│ 4.0 │ 53.03 │ 11805.82 │ 554.26 │ 356.18│ 14.92│ 41.63║
║ │ 4.5 │ 59.59 │ 13234.72 │ 621.35 │ 399.76│ 14.90│ 46.78║
║ │ 5.0 │ 66.13 │ 14653.37 │ 687.95 │ 443.12│ 14.89│ 51.91║
║ │ 5.5 │ 72.66 │ 16061.82 │ 754.08 │ 486.28│ 14.87│ 57.04║
║ │ 6.0 │ 79.17 │ 17460.14 │ 819.72 │ 529.24│ 14.85│ 62.15║
║ │ 7.0 │ 92.14 │ 20226.52 │ 949.60 │ 614.52│ 14.82│ 72.33║
║ │ 8.0 │ 105.05 │ 22952.91 │ 1077.60 │ 698.98│ 14.78│ 82.47║
║ │ 9.0 │ 117.90 │ 25639.69 │ 1203.74 │ 782.62│ 14.75│ 92.55║
║ │ 10.0 │ 130.69 │ 28287.25 │ 1328.04 │ 865.45│ 14.71│ 102.59║
║ │ 11.0 │ 143.41 │ 30895.97 │ 1450.52 │ 947.46│ 14.68│ 112.58║
║ │ 12.0 │ 156.07 │ 33466.24 │ 1571.18 │ 1028.66│ 14.64│ 122.52║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 478.0│ 5.0 │ 74.30 │ 20780.78 │ 869.49 │ 559.34│ 16.72│ 58.32║
║ │ 5.5 │ 81.64 │ 22786.98 │ 953.43 │ 613.98│ 16.71│ 64.09║
║ │ 6.0 │ 88.97 │ 24780.34 │ 1036.83 │ 668.39│ 16.69│ 69.84║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 478.0│ 7.0 │ 103.58 │ 28728.74 │ 1202.04 │ 776.50│ 16.65│ 81.31║
║ │ 8.0 │ 118.12 │ 32626.41 │ 1365.12 │ 883.69│ 16.62│ 92.73║
║ │ 9.0 │ 132.61 │ 36473.78 │ 1526.10 │ 989.95│ 16.58│ 104.10║
║ │ 10.0 │ 147.03 │ 40271.30 │ 1684.99 │ 1095.29│ 16.55│ 115.42║
║ │ 11.0 │ 161.38 │ 44019.40 │ 1841.82 │ 1199.71│ 16.52│ 126.69║
║ │ 12.0 │ 175.68 │ 47718.50 │ 1996.59 │ 1303.22│ 16.48│ 137.91║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 530.0│ 5.0 │ 82.47 │ 28414.97 │ 1072.26 │ 689.08│ 18.56│ 64.74║
║ │ 5.5 │ 90.63 │ 31167.85 │ 1176.15 │ 756.55│ 18.54│ 71.14║
║ │ 6.0 │ 98.77 │ 33904.86 │ 1279.43 │ 823.76│ 18.53│ 77.54║
║ │ 7.0 │ 115.01 │ 39331.52 │ 1484.21 │ 957.41│ 18.49│ 90.29║
║ │ 8.0 │ 131.19 │ 44695.46 │ 1686.62 │ 1090.02│ 18.46│ 102.99║
║ │ 9.0 │ 147.31 │ 49997.14 │ 1886.68 │ 1221.61│ 18.42│ 115.64║
║ │ 10.0 │ 163.36 │ 55237.05 │ 2084.42 │ 1352.17│ 18.39│ 128.24║
║ │ 11.0 │ 179.35 │ 60415.68 │ 2279.84 │ 1481.71│ 18.35│ 140.79║
║ │ 12.0 │ 195.28 │ 65533.51 │ 2472.96 │ 1610.23│ 18.32│ 153.30║
║ │ 13.0 │ 211.15 │ 70591.01 │ 2663.81 │ 1737.74│ 18.28│ 165.75║
║ │ 14.0 │ 226.95 │ 75588.65 │ 2852.40 │ 1864.25│ 18.25│ 178.15║
║ │ 16.0 │ 258.36 │ 85406.29 │ 3222.88 │ 2114.25│ 18.18│ 202.82║
║ │ 17.0 │ 273.98 │ 90227.22 │ 3404.80 │ 2237.76│ 18.15│ 215.07║
║ │ 17.5 │ 281.76 │ 92615.92 │ 3494.94 │ 2299.14│ 18.13│ 221.18║
║ │ 18.0 │ 289.53 │ 94990.18 │ 3584.54 │ 2360.27│ 18.11│ 227.28║
║ │ 19.0 │ 305.02 │ 99695.64 │ 3762.10 │ 2481.79│ 18.08│ 239.44║
║ │ 20.0 │ 320.44 │ 104344.07 │ 3937.51 │ 2602.33│ 18.05│ 251.55║
║ │ 21.0 │ 335.80 │ 108935.93 │ 4110.79 │ 2721.89│ 18.01│ 263.61║
║ │ 22.0 │ 351.10 │ 113471.67 │ 4281.95 │ 2840.48│ 17.98│ 275.62║
║ │ 23.0 │ 366.34 │ 117951.77 │ 4451.01 │ 2958.09│ 17.94│ 287.58║
║ │ 24.0 │ 381.52 │ 122376.66 │ 4617.99 │ 3074.74│ 17.91│ 299.49║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 630.0│ 7.0 │ 137.00 │ 66477.84 │ 2110.41 │ 1358.51│ 22.03│ 107.55║
║ │ 8.0 │ 156.33 │ 75612.37 │ 2400.39 │ 1547.62│ 21.99│ 122.72║
║ │ 9.0 │ 175.58 │ 84658.08 │ 2687.56 │ 1735.51│ 21.96│ 137.83║
║ │ 10.0 │ 194.78 │ 93615.53 │ 2971.92 │ 1922.17│ 21.92│ 152.90║
║ │ 11.0 │ 213.91 │ 102485.32 │ 3253.50 │ 2107.61│ 21.89│ 167.92║
║ │ 12.0 │ 232.98 │ 111268.00 │ 3532.32 │ 2291.83│ 21.85│ 182.89║
║ │ 17.0 │ 327.39 │ 153894.86 │ 4885.55 │ 3194.86│ 21.68│ 257.00║
║ │ 14.0 │ 270.93 │ 128574.35 │ 4081.73 │ 2656.65│ 21.78│ 212.68║
║ │ 16.0 │ 308.63 │ 145539.14 │ 4620.29 │ 3016.65│ 21.72│ 242.27║
║ │ 13.0 │ 251.99 │ 119964.15 │ 3808.39 │ 2474.84│ 21.82│ 197.81║
║ │ 17.5 │ 336.74 │ 158041.30 │ 5017.18 │ 3283.51│ 21.66│ 264.34║
║ │ 18.0 │ 346.08 │ 162166.89 │ 5148.16 │ 3371.87│ 21.65│ 271.67║
║ │ 19.0 │ 364.71 │ 170355.78 │ 5408.12 │ 3547.69│ 21.61│ 286.30║
║ │ 20.0 │ 383.27 │ 178462.10 │ 5665.46 │ 3722.33│ 21.58│ 300.87║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 720.0│ 7.0 │ 156.80 │ 99647.95 │ 2768.00 │ 1779.35│ 25.21│ 123.09║
║ │ 8.0 │ 178.95 │ 113408.26 │ 3150.23 │ 2027.86│ 25.17│ 140.47║
║ │ 9.0 │ 201.03 │ 127051.79 │ 3529.22 │ 2274.97│ 25.14│ 157.81║
║ │ 10.0 │ 223.05 │ 140579.20 │ 3904.98 │ 2520.67│ 25.10│ 175.10║
║ │ 11.0 │ 245.01 │ 153991.16 │ 4277.53 │ 2764.97│ 25.07│ 192.34║
║ │ 12.0 │ 266.91 │ 167288.33 │ 4646.90 │ 3007.87│ 25.04│ 209.52║
║ │ 13.0 │ 288.74 │ 180471.36 │ 5013.09 │ 3249.38│ 25.00│ 226.66║
║ │ 14.0 │ 310.52 │ 193540.91 │ 5376.14 │ 3489.51│ 24.97│ 243.75║
║ │ 16.0 │ 353.87 │ 219342.16 │ 6092.84 │ 3965.61│ 24.90│ 277.79║
║ │ 17.0 │ 375.45 │ 232075.17 │ 6446.53 │ 4201.60│ 24.86│ 294.73║
║ │ 17.5 │ 386.22 │ 238400.05 │ 6622.22 │ 4319.07│ 24.84│ 303.18║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 720.0│ 18.0 │ 396.97 │ 244697.29 │ 6797.15 │ 4436.21│ 24.83│ 311.62║
║ │ 19.0 │ 418.43 │ 257209.18 │ 7144.70 │ 4669.45│ 24.79│ 328.47║
║ │ 20.0 │ 439.82 │ 269611.48 │ 7489.21 │ 4901.33│ 24.76│ 345.26║
║ │ 21.0 │ 461.15 │ 281904.83 │ 7830.69 │ 5131.85│ 24.72│ 362.01║
║ │ 22.0 │ 482.42 │ 294089.87 │ 8169.16 │ 5361.02│ 24.69│ 378.70║
║ │ 23.0 │ 503.63 │ 306167.23 │ 8504.65 │ 5588.83│ 24.66│ 395.35║
║ │ 24.0 │ 524.77 │ 318137.56 │ 8837.15 │ 5815.30│ 24.62│ 411.95║
║ │ 25.0 │ 545.85 │ 330001.48 │ 9166.71 │ 6040.42│ 24.59│ 428.49║
║ │ 26.0 │ 566.87 │ 341759.64 │ 9493.32 │ 6264.20│ 24.55│ 444.99║
║ │ 27.0 │ 587.82 │ 353412.66 │ 9817.02 │ 6486.64│ 24.52│ 461.44║
║ │ 28.0 │ 608.71 │ 364961.16 │ 10137.81 │ 6707.75│ 24.49│ 477.84║
║ │ 29.0 │ 629.54 │ 376405.78 │ 10455.72 │ 6927.54│ 24.45│ 494.19║
║ │ 30.0 │ 650.31 │ 387747.15 │ 10770.75 │ 7146.00│ 24.42│ 510.49║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 820.0│ 7.0 │ 178.79 │ 147727.64 │ 3603.11 │ 2313.45│ 28.74│ 140.35║
║ │ 8.0 │ 204.08 │ 168213.22 │ 4102.76 │ 2637.46│ 28.71│ 160.20║
║ │ 9.0 │ 229.30 │ 188546.48 │ 4598.69 │ 2959.87│ 28.67│ 180.00║
║ │ 10.0 │ 254.47 │ 208728.20 │ 5090.93 │ 3280.67│ 28.64│ 199.76║
║ │ 11.0 │ 279.57 │ 228759.12 │ 5579.49 │ 3599.87│ 28.61│ 219.46║
║ │ 12.0 │ 304.61 │ 248640.00 │ 6064.39 │ 3917.47│ 28.57│ 239.12║
║ │ 13.0 │ 329.58 │ 268371.58 │ 6545.65 │ 4233.48│ 28.54│ 258.72║
║ │ 14.0 │ 354.50 │ 287954.62 │ 7023.28 │ 4547.91│ 28.50│ 278.28║
║ │ 16.0 │ 404.13 │ 326678.06 │ 7967.76 │ 5172.01│ 28.43│ 317.25║
║ │ 17.0 │ 428.86 │ 345819.95 │ 8434.63 │ 5481.70│ 28.40│ 336.65║
║ │ 17.5 │ 441.20 │ 355336.26 │ 8666.74 │ 5635.95│ 28.38│ 346.34║
║ │ 18.0 │ 453.52 │ 364816.28 │ 8897.96 │ 5789.81│ 28.36│ 356.01║
║ │ 19.0 │ 478.12 │ 383667.78 │ 9357.75 │ 6096.35│ 28.33│ 375.32║
║ │ 20.0 │ 502.65 │ 402375.19 │ 9814.03 │ 6401.33│ 28.29│ 394.58║
║ │ 21.0 │ 527.13 │ 420939.25 │ 10266.81 │ 6704.75│ 28.26│ 413.80║
║ │ 22.0 │ 551.54 │ 439360.69 │ 10716.11 │ 7006.62│ 28.22│ 432.96║
║ │ 23.0 │ 575.89 │ 457640.25 │ 11161.96 │ 7306.93│ 28.19│ 452.07║
║ │ 24.0 │ 600.17 │ 475778.66 │ 11604.36 │ 7605.70│ 28.16│ 471.13║
║ │ 25.0 │ 624.39 │ 493776.63 │ 12043.33 │ 7902.92│ 28.12│ 490.15║
║ │ 26.0 │ 648.55 │ 511634.92 │ 12478.90 │ 8198.60│ 28.09│ 509.11║
║ │ 27.0 │ 672.65 │ 529354.22 │ 12911.08 │ 8492.74│ 28.05│ 528.03║
║ │ 28.0 │ 696.68 │ 546935.28 │ 13339.88 │ 8785.35│ 28.02│ 546.89║
║ │ 29.0 │ 720.65 │ 564378.80 │ 13765.34 │ 9076.44│ 27.98│ 565.71║
║ │ 30.0 │ 744.56 │ 581685.51 │ 14187.45 │ 9366.00│ 27.95│ 584.48║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 920.0│ 7.0 │ 200.78 │ 209216.43 │ 4548.18 │ 2917.55│ 32.28│ 157.61║
║ │ 8.0 │ 229.21 │ 238324.01 │ 5180.96 │ 3327.06│ 32.25│ 179.93║
║ │ 9.0 │ 257.58 │ 267239.04 │ 5809.54 │ 3734.77│ 32.21│ 202.20║
║ │ 10.0 │ 285.88 │ 295962.38 │ 6433.96 │ 4140.67│ 32.18│ 224.42║
║ │ 11.0 │ 314.13 │ 324494.85 │ 7054.24 │ 4544.77│ 32.14│ 246.59║
║ │ 12.0 │ 342.31 │ 352837.33 │ 7670.38 │ 4947.07│ 32.11│ 268.71║
║ │ 13.0 │ 370.43 │ 380990.64 │ 8282.41 │ 5347.58│ 32.07│ 290.78║
║ │ 14.0 │ 398.48 │ 408955.64 │ 8890.34 │ 5746.31│ 32.04│ 312.81║
║ │ 16.0 │ 454.40 │ 464324.06 │ 10094.00 │ 6538.41│ 31.97│ 356.70║
║ │ 17.0 │ 482.27 │ 491729.15 │ 10689.76 │ 6931.80│ 31.93│ 378.58║
║ │ 17.5 │ 496.18 │ 505362.29 │ 10986.14 │ 7127.82│ 31.91│ 389.50║
║ │ 18.0 │ 510.07 │ 518949.28 │ 11281.51 │ 7323.41│ 31.90│ 400.40║
║ │ 19.0 │ 537.81 │ 545985.29 │ 11869.25 │ 7713.25│ 31.86│ 422.18║
║ │ 20.0 │ 565.49 │ 572838.00 │ 12453.00 │ 8101.33│ 31.83│ 443.91║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 1020.0│ 8.0 │ 254.34 │ 325625.61 │ 6384.82 │ 4096.66│ 35.78│ 199.66║
║ │ 9.0 │ 285.85 │ 365250.04 │ 7161.77 │ 4599.67│ 35.75│ 224.40║
║ │ 10.0 │ 317.30 │ 404637.92 │ 7934.08 │ 5100.67│ 35.71│ 249.08║
║ │ 11.0 │ 348.69 │ 443790.17 │ 8701.77 │ 5599.67│ 35.68│ 273.72║
║ │ 12.0 │ 380.01 │ 482707.75 │ 9464.86 │ 6096.67│ 35.64│ 298.31║
║ │ 13.0 │ 411.27 │ 521391.59 │ 10223.36 │ 6591.68│ 35.61│ 322.84║
║ │ 14.0 │ 442.46 │ 559842.63 │ 10977.31 │ 7084.71│ 35.57│ 347.33║
║ │ 16.0 │ 504.67 │ 636050.05 │ 12471.57 │ 8064.81│ 35.50│ 396.16║
║ │ 17.0 │ 535.67 │ 673808.29 │ 13211.93 │ 8551.90│ 35.47│ 420.50║
║ │ 17.5 │ 551.15 │ 692601.45 │ 13580.42 │ 8794.70│ 35.45│ 432.66║
║ │ 18.0 │ 566.62 │ 711337.47 │ 13947.79 │ 9037.01│ 35.43│ 444.79║
║ │ 19.0 │ 597.50 │ 748638.50 │ 14679.19 │ 9520.15│ 35.40│ 469.04║
║ │ 20.0 │ 628.32 │ 785712.32 │ 15406.12 │10001.33│ 35.36│ 493.23║
║ │ 21.0 │ 659.07 │ 822559.86 │ 16128.62 │10480.55│ 35.33│ 517.37║
║ │ 22.0 │ 689.77 │ 859182.02 │ 16846.71 │10957.82│ 35.29│ 541.47║
║ │ 23.0 │ 720.40 │ 895579.74 │ 17560.39 │11433.13│ 35.26│ 565.51║
║ │ 24.0 │ 750.97 │ 931753.94 │ 18269.69 │11906.50│ 35.22│ 589.51║
║ │ 25.0 │ 781.47 │ 967705.52 │ 18974.62 │12377.92│ 35.19│ 613.45║
║ │ 26.0 │ 811.91 │1003435.41 │ 19675.20 │12847.40│ 35.16│ 637.35║
║ │ 27.0 │ 842.29 │1038944.52 │ 20371.46 │13314.94│ 35.12│ 661.20║
║ │ 28.0 │ 872.61 │1074233.76 │ 21063.41 │13780.55│ 35.09│ 685.00║
║ │ 29.0 │ 902.86 │1109304.04 │ 21751.06 │14244.24│ 35.05│ 708.75║
║ │ 30.0 │ 933.05 │1144156.26 │ 22434.44 │14706.00│ 35.02│ 732.45║
║ │ 31.0 │ 963.18 │1178791.34 │ 23113.56 │15165.84│ 34.98│ 756.10║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 1120.0│ 8.0 │ 279.48 │ 432002.95 │ 7714.34 │ 4946.26│ 39.32│ 219.39║
║ │ 9.0 │ 314.13 │ 484700.06 │ 8655.36 │ 5554.57│ 39.28│ 246.59║
║ │ 10.0 │ 348.72 │ 537111.03 │ 9591.27 │ 6160.67│ 39.25│ 273.74║
║ │ 11.0 │ 383.24 │ 589236.90 │ 10522.09 │ 6764.57│ 39.21│ 300.85║
║ │ 12.0 │ 417.71 │ 641078.71 │ 11447.83 │ 7366.27│ 39.18│ 327.90║
║ │ 13.0 │ 452.11 │ 692637.48 │ 12368.53 │ 7965.78│ 39.14│ 354.90║
║ │ 14.0 │ 486.44 │ 743914.26 │ 13284.18 │ 8563.11│ 39.11│ 381.86║
║ │ 16.0 │ 554.93 │ 845625.94 │ 15100.46 │ 9751.21│ 39.04│ 435.62║
║ │ 17.0 │ 589.08 │ 896062.90 │ 16001.12 │10342.00│ 39.00│ 462.43║
║ │ 17.5 │ 606.13 │ 921177.11 │ 16449.59 │10636.57│ 38.98│ 475.81║
║ │ 18.0 │ 623.17 │ 946221.97 │ 16896.82 │10930.61│ 38.97│ 489.19║
║ │ 19.0 │ 657.19 │ 996104.17 │ 17787.57 │11517.05│ 38.93│ 515.89║
║ │ 20.0 │ 691.15 │1045710.53 │ 18673.40 │12101.33│ 38.90│ 542.55║
╟───────┼───────┼─────────┼───────────┼──────────┼────────┼───────┼───────╢
║ 1220.0│ 9.0 │ 342.40 │ 627709.66 │ 10290.32 │ 6599.47│ 42.82│ 268.79║
║ │ 10.0 │ 380.13 │ 695737.89 │ 11405.54 │ 7320.67│ 42.78│ 298.40║
║ │ 11.0 │ 417.80 │ 763426.84 │ 12515.19 │ 8039.47│ 42.75│ 327.97║
║ │ 12.0 │ 455.41 │ 830777.62 │ 13619.31 │ 8755.87│ 42.71│ 357.49║
║ │ 13.0 │ 492.95 │ 897791.37 │ 14717.89 │ 9469.88│ 42.68│ 386.96║
║ │ 14.0 │ 530.43 │ 964469.21 │ 15810.97 │10181.51│ 42.64│ 416.38║
║ │ 16.0 │ 605.20 │1096821.66 │ 17980.68 │11597.61│ 42.57│ 475.08║
║ │ 17.0 │ 642.49 │1162498.52 │ 19057.35 │12302.10│ 42.54│ 504.35║
║ │ 17.5 │ 661.11 │1195212.59 │ 19593.65 │12653.45│ 42.52│ 518.97║
║ │ 18.0 │ 679.71 │1227843.95 │ 20128.59 │13004.21│ 42.50│ 533.58║
║ │ 19.0 │ 716.88 │1292859.08 │ 21194.41 │13703.95│ 42.47│ 562.75║
║ │ 20.0 │ 753.98 │1357545.02 │ 22254.84 │14401.33│ 42.43│ 591.88║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
Сортамент стальных электросварных прямошовных труб ГОСТ 10704-91
╔═══════╤═══════╤═════════╤═══════════╤══════════╤════════╤═══════╤═══════╗
║Диаметр│Толщина│ Площадь │ Момент │ Момент │Статичес│Радиус │ Масса ║
║внешний│стенки │ попереч.│ инерции │сопротивл.│ момент │инерции│ 1 м ║
║ d │ t │сечения A│ Jx=Jy │ Wx=Wy │ Sx │ ix=iy │ труб ║
║ (мм) │ (мм) │ (см2) │ (см4) │ (см3) │ (см3) │ (см) │ (кг) ║
╠═══════╪═══════╪═════════╪═══════════╪══════════╪════════╪═══════╪═══════╣
║ 1420.0│ 10.0 │ 442.96 │1100877.68 │ 15505.32 │ 9940.67│ 49.85│ 347.73║
║ │ 11.0 │ 486.92 │1208403.62 │ 17019.77 │10919.27│ 49.82│ 382.23║
║ │ 12.0 │ 530.80 │1315469.07 │ 18527.73 │11895.07│ 49.78│ 416.68║
║ │ 13.0 │ 574.63 │1422075.34 │ 20029.23 │12868.08│ 49.75│ 451.08║
║ │ 14.0 │ 618.39 │1528223.74 │ 21524.28 │13838.31│ 49.71│ 485.44║
║ │ 16.0 │ 705.73 │1739152.20 │ 24495.10 │15770.41│ 49.64│ 554.00║
║ │ 17.0 │ 749.30 │1843934.87 │ 25970.91 │16732.30│ 49.61│ 588.20║
║ │ 17.5 │ 771.06 │1896156.40 │ 26706.43 │17212.20│ 49.59│ 605.29║
║ │ 18.0 │ 792.81 │1948264.93 │ 27440.35 │17691.41│ 49.57│ 622.36║
║ │ 19.0 │ 836.26 │2052143.66 │ 28903.43 │18647.75│ 49.54│ 656.46║
║ │ 20.0 │ 879.65 │2155572.38 │ 30360.17 │19601.33│ 49.50│ 690.52║
╚═══════╧═══════╧═════════╧═══════════╧══════════╧════════╧═══════╧═══════╝
сортамент, электросварные, прямошовные, виды и различия
Содержание:
На сегодняшний день стальная труба имеет огромную популярность. Для контроля над ее производством созданы специальные стандарты. Каждая разновидность трубы, изготовленной из стали, имеет свой сортамент.
Разновидности труб в зависимости от технологии
В зависимости от технологии изготовления стальная труба может быть:
- Электросварной прямошовной.
- Электросварной со спиральным швом.
- Бесшовной горячедеформированной.
- Бесшовной холоднодеформированной.
Изделия электросварные прямошовные
Сортамент труб стальных электросварных с прямым швом, указанный в ГОСТ 10704-91, контролируется соответствующими органами. Документ допускает изготовление труб, которые имеют внешний диаметр от 10 до 1420 мм, а стенку толщиной не менее 1 и не более 32 миллиметров. Кроме того в указанном документе прописаны допустимые погрешности. Читайте также: “Трубы стальные электросварные прямошовные – нормы стандарты, сфера использования”.
При обычном изготовлении стальной трубы минимального диаметра (10 мм) отклонение не может превышать 0,2 миллиметров. Изготовление трубы с максимальным диаметром 1020 мм допускает погрешность не больше 0,6%. Также ГОСТ 10704-91 регламентирует допустимое превышение длины мерной трубы. При длине трубы 1 класса не более 6 метров допускается отклонение до 10 мм.
Размер трубы сталь прямошовной 2 класса может быть превышен на 50 мм. Мерная труба 1 класса длиной свыше 6 метров может иметь погрешности в длине не больше 15 мм, аналогичное изделие 2 класса – 70 миллиметров. Еще один регламентируемый параметр – степень овальности трубы и толщина ее стен.
Труба, сваренная по спирали
Требования к изготовлению стальной круглой трубы со спиральным швом указаны в стандарте 8696-74. Здесь же представлен полный сортамент труб электросварных с указанным типом шва (прочитайте также: “Трубы электросварные – виды, производство, характеристики, правила выбора”). Производство стальной трубы, предназначенной для строительства нефтяных и газовых магистралей, регламентируется отдельным стандартом.
В соответствии с документом труба для этих целей может выпускаться с минимальным диаметром 159 мм, максимальным – 820 мм. При этом толщина стенок указанного материала соответственно может быть не меньше 3 и не больше 12 миллиметров.
Труба бесшовная горячего проката
Информация о перечне видов горячедеформированных бесшовных труб из стали указана в ГОСТ 8732-78. Согласно этому документу материал может выпускаться диаметром 20-550 миллиметров. Минимальная толщина стенок у таких труб – 2,5 мм, а максимальная может достигать 75 мм. Вероятно, вам будет интересно узнать, как делают бесшовные трубы на производстве.
Для справки: вес 1 погонного метра стального изделия, имеющего стенку толщиной 75 мм и диаметр 550 мм, превышает 870 кг.
Труба бесшовная холодного проката
Обрабатываются заготовки труб с одной отличительной особенностью. Все действия выполняются с холодной гильзой. Регламентирующий документ изделий холоднодеформированных – ГОСТ 8734-75. В нем перечислено огромное множество размеров, среди которых есть крайние границы.
Минимальный диаметр бесшовной холоднодеформированной трубы составляет 5 мм, максимальный – 250 мм. Наименьшая толщина стен у этого вида изделий должна быть не менее 0,3 мм, самая толстая стенка – 24 мм. Труба холодной деформации производится мерной и немерной длины. Этот параметр может быть не менее 1,5 метров и не более 11,5 метров.
Популярные формы сечения изделий из стали
Какую же форму может иметь стальное изделие, и где в зависимости от этого оно находит применение?
В зависимости от сечения труба из стали может выпускаться следующих форм:
- Круг.
- Овал.
- Плоский овал.
- Квадрат.
- Прямоугольник.
Трубы с овальной и плоскоовальной формой сечения находят применение:
- При изготовлении декоративных конструкций.
- Для выпуска разных типов систем охлаждения жидкости. В этой сфере использование трубы овальной и плоскоовальной формы более эффективно, чем круглой трубы, так как в первом случае поверхность имеет большую площадь, чем во втором.
Трубы квадратной и прямоугольной формы имеют одну важную отличительную особенность: они меньше деформируются в процессе изгиба. Этот критерий дает большое преимущество при использовании материала. Стальные трубы такого сечения применяются при монтаже несущих конструкций из металла параллельно со швеллерами и двутавром.
При выборе стальных труб стоит принять во внимание один факт: помимо прочности на изгиб профильная труба квадратной или прямоугольной формы удобна при монтаже. Объясняется это наличием плоскостей, которым требуется минимальная подгонка. Чаще всего монтаж профильной трубы осуществляется с помощью болтов, не прибегая к использованию сварочного оборудования.
Овальная труба
ГОСТом 8642-68 указан сортимент стальной трубы, имеющей овальное сечение. Допустимые размеры толщины стенок могут быть не меньше 0,5 и не больше 2,5 миллиметров. Наименьший размер выпускаемых изделий – 6*3 мм. Самый большой размер имеют трубы 32*90 и 50*85 миллиметров.
Квадратная труба
Размеры для производства профильной трубы с квадратным сечением заданы в ГОСТ 8639-82. В соответствии с этим документом квадратная стальная труба, имеющая наружный размер 10 мм, может иметь толщину стенки около 1 мм. При наружном размере до 180 миллиметров толщина стенок трубы может быть от 8 до 14 мм.
Прямоугольная труба
Большинство стальных труб прямоугольного сечения производятся методом электрической сварки с прямым швом. Сортамент такого вида материала указан в ГОСТ 8645-82, согласно которому определяется предельная толщина стенок для труб определенного размера. Например, для изделия со сторонами 15 и 10 миллиметров допускается толщина стенок 1 мм, 1,5 мм и 2 мм.
Для трубы размером 80*60 мм стенки могут иметь толщину 3,5мм, 4 мм, 5 мм, 6 мм и 7 мм. Максимальные размеры стандартной трубы с прямоугольным сечением могут быть 180*150 мм. При этих параметрах допускается производить изделия, имеющие толщину стенок 8 мм, 9 мм, 10 мм, 12 мм.
ГОСТ 8645-82 допускает изготовление стальной трубы нестандартных размеров, например, 28*25 мм или 196*170 мм. Отклонения имеет и толщина стенок таких изделий, соответственно 1,5 мм и 18 мм.
Дополнительный документ 8645-68 содержит информацию об ином перечне прямоугольных труб из стали. Особых различий между регламентирующими документами нет. Однако во втором стандарте указаны специальные параметры. Они позволяют выпускать стальные изделия прямоугольного сечения, имеющие параметры 230*100 миллиметров.
Заключение
Подробные описания сортамента ст труб и документов, регламентирующих их изготовление, помогут сделать правильный выбор материала для строительства и подобрать нужные размеры. Удачного строительства!
Электросварные трубы: сортамент, особенности, способы производства
Электросварные трубы различного сортамента и марок стали активно применяются для организации наземных и подземных отопительных систем, водо- и газопроводов, технологических трубопроводов, в строительстве, сельском хозяйстве, для изготовления металлоконструкций, машин и механизмов. Профиль труб со швом может быть круглым, квадратным, прямоугольным, треугольным, многоугольным, овальным. Наиболее востребованы первые три группы изделий. Для изготовления используются углеродистые, низколегированные, легированные стали. Изделия из углеродистых сталей выпускают без покрытия или с цинковым защитным слоем.
Способы производства шовных труб круглого профиля
Наружный диаметр электросварных труб может быть равен 8-1620 мм, толщина стенки – 0,2-32 мм. Основные виды: прямошовные и спиралешовные. При изготовлении продукции большого диаметра могут использоваться два полуцилиндра, которые свариваются двумя продольными швами.
Электрическая сварка относится к сварке плавлением. На трубных заводах чаще всего применяют:
- Дуговой способ под флюсом для прямошовных и спиралешовных электросварных труб диаметром до 1420 мм.
- Механизированный процесс в среде защитных газов с использованием неплавящегося электрода для изделий из высоколегированных сталей и сплавов цветных металлов диаметром 15-460 мм, в том числе тонкостенных (от 0,2 мм). Недостатком такого способа является невысокая скорость.
Размеры стальных прямошовных сварных труб регламентируются ГОСТом 10704-91, технические требования (химический состав сталей, механические характеристики, варианты расположения швов, возможный угол снятия фаски на торце) – ГОСТом 10706-76. Шовная продукция, изготовленная в соответствии с этими нормативами, применяется в качестве полуфабриката в производстве профильных труб способами горячего или холодного деформирования. Технические условия в отношении спиралешовных изделий регламентируются ГОСТом 8696-74.
Плоскосворачиваемые двухшовные трубы
Эта продукция занимает отдельное место и применяется при устройстве газосборных и промысловых трубопроводов. В производстве используются две стальные ленты в рулонах. Они накладываются друг на друга и соединяются на роликовых контактных машинах с прокладкой двух продольных швов. После сварки изделие поступает на правильную машину, где сворачивается в рулон. На месте производства работ рулон разматывают и с помощью специального оборудования раздувают. Отдельные участки соединяют между собой сваркой в плоском состоянии или с помощью фланцев – в раздутом.
Материалы для изготовления круглых и профильных сварных труб
Основными материалами являются углеродистые и низколегированные стали.
- Стали с низким содержанием углерода обладают хорошей свариваемостью, пластичностью.
- С повышением процентного соотношения углерода прочность увеличивается, но пластичность снижается, а порог хладоломкости повышается. Это означает, что использование сварных труб из сталей с высоким содержанием C ограничено при пониженных температурах. Также с ростом количества углерода ухудшается свариваемость стали.
- Содержание легирующих элементов до 2,5% повышает прочность, долговечность, обеспечивает возможность эксплуатации продукции при пониженных температурах, а также позволяет снизить вес электросварных труб при сохранении прочих равных условий. Легирующие добавки улучшают износостойкость и коррозионную стойкость.
Нержавеющие электросварные трубные изделия изготавливаются из легированных сталей, содержащих в качестве добавок хром, никель, титан и другие. В качестве сырьевого материала в данном случае могут использоваться холодно- или горячекатаные нержавеющие листы из стали марок 10Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т. По согласованию с потребителем эта металлопродукция может изготавливаться из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х22Н6Т и других.
Трубы электросварные прямошовные – характеристики по ГОСТ
Стальные прямошовные электросварные трубы востребованы практически во всех отраслях народного хозяйства, выпускаются в широком диапазоне диаметров – 10-1420 мм, в соответствии с ГОСТом 10704-91 и ГОСТом 10705-80. По применению эта продукция разделяется на универсальную и с узкой специализацией, например для организации газо- и нефтепроводов. Изделия диаметром до 820 мм изготавливают с одним продольным швом, более – с двумя. Серийный характер изготовления, значительная протяженность шва и несложная форма продукции дают возможность использовать высокоскоростные способы сварки и полностью механизировать производственный процесс.
Области применения сварных труб, в зависимости от их материала
В соответствии с ГОСТом 10705-80, регламентирующим технические условия на электросварные прямошовные трубы, для изготовления может использоваться углеродистая сталь обыкновенного качества (марки Ст1, Ст2, Ст3, Ст4)и качественная конструкционная (08, 10, 15, 20) всех степеней раскисления – сп, пс, кп. Изделия из них применяются для прокладки надземных и подземных трубопроводов тепло-, водо-, газоснабжения, в качестве составных частей машин и механизмов, при организации технологических трубопроводов, в сельском хозяйстве и строительстве. Чем выше содержание углерода в стали, тем прочнее изделие в нормальных температурных условиях, но тем хуже оно работает при пониженных температурах.
Низколегированныестали 09Г2С, 09ГСФ, 13ХФА, 17ГС, 22ГФ, 26ХМА востребованы для изготовления труб большого диаметра, а также продукции, предназначенной для работы под воздействием значительных нагрузок, при отрицательных температурах. Добавки легирующих элементов в пределах 2,5% существенно увеличивают прочность продукции, ее долговечность, стойкость к коррозии. Цена на сварные изделия при этом возрастает несущественно.
Трубная продукция из нержавеющих сталей
Электросварные прямошовные трубы из нержавеющих сталей08Х18Н10Т, 12Х18Н10Т, 08Х21Н6М2Т регламентируются ГОСТом 11068-81. Они обладают уникальными эксплуатационными характеристиками, среди которых:
- прочность;
- стойкость к агрессивным средам;
- устойчивость к низким и высоким температурам;
- гигиеничность;
- низкий уровень линейного расширения;
- отсутствие влияния на передаваемые среды.
Благодаря этим преимуществам, они применяются в пищевой, химической, энергетической индустрии, медицине и фармацевтике.Эстетическая привлекательность шлифованных и полированных нержавеющих труб обеспечивает их востребованность в архитектуре, дизайне интерьера.
Материалом для изготовления может служить как холоднокатаный лист толщиной 0,4-5,0 мм, так и горячекатаный значительной толщины.
Сортамент электросварных прямошовных труб в соответствии с ГОСТом 10704-91
Этот нормативный документ регламентирует сортамент трубных изделий, изготавливаемых способом сварки с одним или двумя швами. Диапазон наружных диаметров электросварных прямошовных труб составляет 10-1420 мм, толщина стенки находится в пределах 1-32 мм, вес 1 м – 0,222-779,7 кг.
Стандарт предусматривает длину изделий немерной длины при диаметрах:
- до 30 мм – не менее 2 м;
- 30-70 мм – 3 м и более;
- 70-152 мм – 4 м и более;
- более 152 мм – от 5 м.
Мерной длины:
- до 70 мм – 5-9 м;
- 70-219 мм – 6-9 м;
- 219-426 мм – 10-12 м.
Продукция диаметром более 426 мм выпускается только немерной длины.
Каждая партия электросварных прямошовных труб сопровождается сертификатом соответствия нормативным требованиям. В этом документе указывают: шифр, номер плавки, марку стали, номера
Особая категория электросварных трубных изделий– водогазопроводные
Производство этой продукции регламентируется ГОСТом 3262-75. Основные отличия таких трубных изделий – классификация не по наружному диаметру, а по условному проходу и обязательная проверка качества сварного шва методами неразрушающего контроля. При такой проверке необходимость в проведении гидравлических испытаний отсутствует.
Определение! Условным проходом называют внутренний диаметр, округляемый до стандартной величины. Измеряется в дюймах или миллиметрах. Каждому стандартному условному проходу соответствует фиксированный наружный диаметр и три варианта толщины стенки, соответствующих трем сериям – легкой, обыкновенной, усиленной.
Эта металлопродукция востребована при создании магистральных и распределительных трубопроводов, транспортирующих воду и газ. После демонтажа трубопроводных систем по окончании нормативного эксплуатационного срока изделия обычно обладают прочностью, допускающей их использованиедля создания металлоконструкций различного назначения.
Для повышения коррозионной стойкости водогазопроводных электросварных прямошовных труб применяют цинкование. В промышленных масштабах обычно проводят горячее и термодиффузионное цинкование.Обработанная таким образом продукция эффективна при использовании в системах постоянного холодного водоснабжения. При длительных перерывах в подаче воды и в отопительных трубопроводах оцинкованные трубные изделия использовать не рекомендуется.
Сортамент стальных электросварных труб – таблица веса, диаметра, размеров
Сварные трубы круглого сечения – универсальная продукция. Используется для создания строительных конструкций, но наиболее широко – для монтажа трубопроводов различного назначения, а также в мебельной промышленности, при оформлении интерьеров, в ландшафтном дизайне, в качестве исходного материала при изготовлении разнообразных изделий.
Продольный шов формируется различными видами сварки: электрической, газовой, печной. Для изделий из «черных» углеродистых сталей наиболее часто применяется электросварка. Общий диапазон наружных диаметров стальных электросварных труб – 5-2500 мм.
Разновидности электросварных труб
Для изготовления применяются углеродистые стали обыкновенного качества, качественные конструкционные, низколегированные, для продукции ответственного назначения или с повышенными требованиями к эстетике – коррозионностойкие.
В зависимости от характеристик продольного шва различают изделия:
- прямошовные – наиболее распространенный вариант. Шов расположен параллельно продольной оси, характерен для труб небольших и средних диаметров. При изготовлении продукции значительных диаметров формируются два шва, расположенные параллельно;
- спиралешовные. Сварка ведется по винтовой линии. Чаще всего этот способ применяется при производстве электросварных изделий больших размеров сечения.
Нормативные документы, регламентирующие характеристики сварных труб
Технические условия для прямошовных изделий из углеродистых и низколегированных сталей диаметрами 10-630 мм определяются ГОСТом 10705, 478-1420 мм – ГОСТом 10706. Сортамент изделий с наружным диаметром 10-1420 мм соответствует ГОСТу 10704. Согласно этому стандарту, при изготовлении продукции немерной длины следует соблюдать следующие минимальные длины отрезков, поставляемых потребителю:
- диаметр до 30 мм – 2 м;
- 30-70 мм – 3 м;
- 70-152 мм – 4 м;
- более 152 мм – 5 м;
При производстве изделий мерной длины соблюдают другие минимальные длины отрезков:
- до 70 мм – 5-9 м;
- 70-219 мм – 6-9 м;
- 219-426 мм – 10-12 м.
Изделия с размером сечения более 426 мм выпускают только немерной длины.
Характеристики труб ВГП
Отдельная разновидность прямошовных сварных изделий – трубы ВГП (водогазопроводные). В отличие от обычных сварных, сортамент труб ВГП классифицируется не по наружному диаметру, а по условному проходу – Ду (внутреннему диаметру, округленному до ближайшего стандартного значения). Вторая существенная особенность этой продукции – обязательная проверка качества сварного шва способами неразрушающего контроля. Эти изделия применяются для организации магистральных и распределительных трубопроводов, назначение которых – транспортировка жидкостей и газов. Производство, контроль и сортамент ВГП продукции определяются отдельным ГОСТом 3262.
Таблица размеров и весов стальных труб ВГП
| Условный проход, Dу | Наружный диаметр, мм | Толщина стенки и масса 1 м трубы по сериям | ||||||
| мм | дюймы | Легкая | Нормальная | Усиленная | ||||
| Толщина стенки, мм | Масса 1 м, кг | Толщина стенки, мм | Масса 1 м, кг | Толщина стенки, мм | Масса 1 м, кг | |||
| 10 | 3/8 | 17,0 | 2,0 | 0,74 | 0,2 | 0,8 | 20,8 | 0,98 |
| 15 | 1/2 | 21,3 | 2,5 | 1,16 | 2,8 | 1,28 | 3,2 | 1,43 |
| 20 | 3/4 | 26,8 | 2,5 | 1,5 | 2,8 | 1,66 | 3,2 | 1,86 |
| 25 | 1 | 33,5 | 2,8 | 2,12 | 3,2 | 2,39 | 4,0 | 2,91 |
| 32 | 1 1/4 | 42,3 | 2,8 | 2,73 | 3,2 | 3,09 | 4,0 | 3,78 |
| 40 | 1 1/2 | 48 | 3,0 | 3,33 | 3,5 | 3,84 | 4,0 | 4,34 |
| 50 | 2 | 60 | 3,0 | 4,22 | 3,5 | 4,88 | 4,5 | 6,16 |
| 65 | 2 1/2 | 75,5 | 3,2 | 5,71 | 4,0 | 7,05 | 4,5 | 7,88 |
| 80 | 3 | 88,5 | 3,5 | 7,34 | 4,0 | 8,34 | 4,5 | 9,32 |
| 90 | 3 1/2 | 101,3 | 3,5 | 8,44 | 4,0 | 9,6 | 4,5 | 10,74 |
| 100 | 4 | 114 | 4,0 | 10,85 | 4,5 | 12,15 | 5,0 | 13,44 |
| 125 | 5 | 140 | 4,0 | 13,42 | 4,5 | 15,04 | 5,5 | 18,24 |
| 150 | 6 | 165 | 4,0 | 15,88 | 4,5 | 17,81 | 5,5 | 21,63 |
Труба стальная электросварная для систем отопления и водоснабжения
Труба стальная электросварная – популярная деталь водопроводных систем. Она известна еще с ХХ века. Сохраняя необходимые эксплуатационные характеристики в течение долгого времени, она обладает приемлемой ценой, при этом будучи надежной и прочной. Однако, при выборе оборудования нужно обращать внимание и на недостатки, и на правила монтажа, а только потом определяться, подходит ли оно вам. Поэтому лучше ознакомиться с основными особенностями этого изделия еще на этапе планирования системы.
Электросварные трубы — один из самых популярных видов материалов для монтажа трубопроводов различного назначения
Основные характеристики
Трубы стальные электросварные прямошовные применяли и применяют для обустройства коммуникаций самых различных типов по конструкции и предназначению. Это и отопительные системы, и горячее и холодное водоснабжение, а также подача газа, вентиляционные конструкции, элементы вышек, башен, и даже как элементы декора. Используют их и в машиностроении, и в металлургии, и во многих других отраслях промышленности. Трубы стальные электросварные популярны в строительстве даже как часть арматурных каркасов.
Несмотря на то, что на рынке сантехники они стали постепенно терять свои позиции в пользу более новых и, с некоторых точек зрения, более совершенных пластиковых деталей, все же на трубы прямошовные электросварные стальные спрос тоже есть и весьма неплохой. Это объяснимо тем, что не во всех случаях лучше сэкономить, и не всегда легкий вес и простота установки – решающие факторы.
Важно! Из полимеров сооружают только трубопроводы для подачи теплоносителя, сами же отопительные приборы — например, регистр или радиатор, производятся только из металла.
Стальное оборудование имеет массу преимуществ, если сравнивать его с пластиковым, однако, кое в чем оно ему и уступает. В любом случае, лучше изучить все нюансы и труб стальных электросварных, и разных полимерных, прежде, чем определяться, какой именно вид использовать для своих целей.
Электросварные трубы продолжают использовать в водопроводных и отопительных системах наряду с изделиями из полимеров
Основные преимущества
Данный тип оборудования имеет множество весьма существенных преимуществ. Среди них:
- прочность. Металл – надежный материал. Он гораздо более устойчив к повреждениям механического характера, чем, к примеру, поливинилхлорид или другие виды полимеров. Он более твердый и жесткий. Такие трубы можно прокладывать и открытым методом, не боясь, что они повредятся;
- большой сортамент. Трубы из стали используются практически во всех отраслях народного хозяйства. Это и строительство, и ремонт, и машиностроение, и добывающая промышленность, и газотранспортная отрасль, и многие другие. Профильные трубы электросварные (оцинкованные, из нержавейки или черного металла), к примеру, популярны как заменитель арматурных конструкций при сооружении зданий различного типа;
- универсальность. Сортамент такого оборудования применим в зданиях всех типов и предназначений, а также, как говорилось выше, они используются в различных отраслях хозяйства и промышленности;
- привлекательная цена. Такие трубы имеют вполне приемлемую цену, соразмерную качеству, имея при этом замечательные технические характеристики. Конечно, пластиковые аналоги несколько дешевле, но в некоторых случаях такая экономия не оправдана и оборачивается еще большими затратами времени и средств. А в некоторых ( хоть и редких) случаях даже трагическими последствиями;
- труба стальная оцинкованная электросварная имеет низкий коэффициент линейного расширения. Это огромное преимущество перед полимерными аналогами, так как в их случае это может стать причиной аварий, утечки горячей воды и, как следствие, порчи имущества и даже нанесения вреда здоровью и жизни людей, находящихся в помещении;
- им не страшен ультрафиолет. Стальные трубы — это продукт, устойчивый к влиянию солнечных лучей. Отчасти поэтому из него сооружают регистры и прочие подобные устройства, ведь такой материал позволяет установку открытым методом. Это нисколько не повлияет на его прочностные качества, срок службы и эксплуатационные характеристики.
Благодаря тому, что сталь нечувствительна к ультрафиолету, трубы из этого материала используются при прокладке наземных магистралей
Минусы изделия
Несмотря на высокие технические показатели, стальное сантехническое оборудование имеет и определенные недостатки. Оно в некоторых аспектах существенно уступает полимерному.
Например, если рассматривать газопроводные коммуникации, то транспортировка пластикового оборудования при их обустройстве гораздо более удобна (так как технические трубы перевозят в бухтах) и стоит дешевле. Это происходит за счет компактности и легкого веса ПВХ.
Среди минусов изделий, представленных в сортаменте стальных электросварных труб, есть также такие факторы:
- Они подвержены коррозии. Главная проблема металла – ржавчина. В этом полимеры, конечно же, выигрывают. Однако, в наше время производят трубы из нержавейки или с защитным напылением. Кроме того, популярна на рынке и оцинкованная труба.
- Обладают большим весом. Тяжелые металлические трубы перевозить и устанавливать дороже не столь удобно, как полимерные. Кроме того, они не обладают такой гибкостью, как изделия из пвх, так что их нельзя установить в самых труднодоступных местах.
- Трубы стальные электросварные прямошовные, в силу своих технических характеристик, сложнее и дольше монтировать. Температура плавления металла гораздо больше, чем у пвх, например, и чтобы ее согнуть нужно больше усилий, навыков и знаний, а также аппаратура определенной мощности. Да и отрезать нужную длину гораздо проблематичней – тут ножом не обойдешься.
Одним из недостатков стальных труб считается их вес: для работы с изделиями больших диаметров нужно привлекать специальную технику
Особенности трубы из стали
Чтобы обеспечить себе спокойный отопительный сезон, нужно выбрать правильное оборудование для коммуникаций. Из стальных труб часто делают специальный отопительный прибор – регистр. Он представляет собой спаянные металлические трубы, что обеспечивает большую продуктивность и площадь обогрева. Для него также вполне приемлемо импользовать алюминий и чугун. Для подачи теплоносителя стальные трубы применяют наряду с медью, железом, латунью.
Рынок может предложить богатый сортамент продукции любых форм, типов, и предназначения. От профильных массивных элементов – до декоративных трубок. При выборе важно учитывать уровень нагрузки и сложность задач, поставленных для трубопровода.
Существует два типа оборудования: бесшовное и сварное. Сортамент труб стальных электросварных прямошовных включает продукцию, изготовленную с помощью сварочного аппарата. Она обладает некоторыми недостатками по сравнению с цельнокатаным аналогом. Наличие шва предполагает большую нагрузку на этот участок изделия, а значит есть угроза, что под давлением и влиянием высоких температур он может разойтись.
Однако, если мощность регистра отопительного не выходит из пределов нормы – то есть не столь велика, то с ней справятся и стальные электросварные трубы. К примеру, для частного дома или офисного здания они вполне подойдут.
Электросварные трубы имеют соединительный шов (прямой или спиральный), который может оказаться слабым местом при больших нагрузках на трубопровод
При покупке также обращайте внимание на диаметр и толщину стенок, чтобы оборудование прослужило долго и не случалось аварий из-за перегруженности системы.
Процесс производства
В наше время существует огромный сортамент металлической сантехники. При этом различаются товары как по цене, так и по качеству, так и по эксплуатационным параметрам. Чтобы при выборе лучше разбираться в качестве изделия, не лишним будет ознакомиться с процессом его производства. Ведь именно на этом этапе определяются все технические характеристики, уровень прочности и сроки службы продукта. Итак, стальная труба изготавливается по следующим этапам:
- заготовка. Стальной лист разрезается на куски нужной площади. Это и есть будущая труба;
- после его оправляют в формировочный отсек с валками и сваривают. Если шов при этом идет вдоль изделия прямой линией, этот вид называют прямошовным, если же лист накручивают по спирали – то такой продукт входит в сортамент как спиралешовный;
- после происходит укрепление шва, тестирование на прочность и проверку соответствия всем необходимым ГОСТам. В наше время существуют технологии, благодаря которым обеспечивается такая прочность шва, которая ниже прочности других участков трубы всего на 10-15%, то есть по устойчивости к нагрузкам такие изделия мало в чем уступают цельнокатаным.
Полезный совет! Обращайте внимание на целостность шва и толщину стенок при покупке. Старайтесь приобретать детали у крупных баз металлопроката и только в хорошо известных строительных торговых точках. Помните, что технические характеристики и качество продукции– гарантия безопасности имущества в вашем доме и здоровья ваших близких.
Для изготовления трубы лист металла сворачивается вдоль или закручивается спиралью, а места стыков провариваются электроагрегатом
Регистр для отопления
Специальный отопительный прибор — регистр – отличное решение для частного дома. Это система, представляющая собой, как говорилось выше, спаянные металлические трубы, вертикально соединенные перемычками. Такая конструкция не нова, ее принцип использован при конструировании большинства радиаторов и многих обогревательных систем.
Регистры бывают трех типов в зависимости от материала, из которого они изготовлены:
- Алюминиевые. Они характеризуются долговечностью, ведь обладают всеми преимуществами металла и не поддаются его основному недостатку – коррозии. Кроме того, регистр хорошо отдает тепло и имеет малый удельный вес, а также очень прочен. Его часто устанавливают в жилых помещениях и коммерческих зданиях. Основной минус оборудования – высокая цена. По этому критерию такой, хоть и качественный, регистр значительно отличается от аналогов из других материалов.
- Чугунные. Регистр из этого материала будет более тяжелым, поэтому чаще их устанавливают стационарно. Однако, они более просты в монтаже, ведь детали соединяются фланцевым методом. Кроме того, так как этот металл менее пластичен и не поддается влиянию больших температур нагреваемой жидкости, он не деформируется и более устойчив к повреждениям механического характера. Минус чугуна – склонность к коррозии, однако если обработать металл специальными веществами, то и это ему не страшно.
- Стальные. Для таких систем в основном используются трубы стальные электросварные прямошовные со снятой фаской.
Отопительные приборы изготавливаются только из стальных труб, пластиковые изделия в таких устройствах не используются
Кроме того, бывают передвижные и стационарные аппараты. Принципиальное отличие между ними заключается в мощности и площади действия.
Если второй тип требует покупку и установку котла, от которого будет питаться, то первый менее требователен. Для его работы требуется электрический ТЭН, работающий от стандартной сети в 220 В. Но такой мобильный регистр не годится для большого дома. Он скорее подойдет для сторожек или временных помещений для строителей.
Помимо плюсов, такое оборудование, как регистр, имеет и определенные недостатки, главный из которых – медленное остывание. Это в особенности касается чугунных изделий. Менее выражен такой минус у алюминиевых товаров, так как данный материал быстрее отдает тепло.
Сфера применения стальных труб с наличием шва достаточно широка. Это объясняется их техническими качествами. Недостатки у таких труб имеются тоже, но при монтаже определенных систем они не играют существенной роли, так как в таких случаях важны надежность и долговечность.
Электросварные трубы: сортамент, особенности, способы производства
Электросварные трубы различного сортамента и марок стали активно применяются для организации наземных и подземных отопительных систем, водо- и газопроводов, технологических трубопроводов, в строительстве, сельском хозяйстве, для изготовления металлоконструкций, машин и механизмов. Профиль труб со швом может быть круглым, квадратным, прямоугольным, треугольным, многоугольным, овальным. Наиболее востребованы первые три группы изделий. Для изготовления используются углеродистые, низколегированные, легированные стали. Изделия из углеродистых сталей выпускают без покрытия или с цинковым защитным слоем.
Способы производства шовных труб круглого профиля
Наружный диаметр электросварных труб может быть равен 8-1620 мм, толщина стенки – 0,2-32 мм. Основные виды: прямошовные и спиралешовные. При изготовлении продукции большого диаметра могут использоваться два полуцилиндра, которые свариваются двумя продольными швами.
Электрическая сварка относится к сварке плавлением. На трубных заводах чаще всего применяют:
- Дуговой способ под флюсом для прямошовных и спиралешовных электросварных труб диаметром до 1420 мм.
- Механизированный процесс в среде защитных газов с использованием неплавящегося электрода для изделий из высоколегированных сталей и сплавов цветных металлов диаметром 15-460 мм, в том числе тонкостенных (от 0,2 мм). Недостатком такого способа является невысокая скорость.
Размеры стальных прямошовных сварных труб регламентируются ГОСТом 10704-91, технические требования (химический состав сталей, механические характеристики, варианты расположения швов, возможный угол снятия фаски на торце) – ГОСТом 10706-76. Шовная продукция, изготовленная в соответствии с этими нормативами, применяется в качестве полуфабриката в производстве профильных труб способами горячего или холодного деформирования. Технические условия в отношении спиралешовных изделий регламентируются ГОСТом 8696-74.
Плоскосворачиваемые двухшовные трубы
Эта продукция занимает отдельное место и применяется при устройстве газосборных и промысловых трубопроводов. В производстве используются две стальные ленты в рулонах. Они накладываются друг на друга и соединяются на роликовых контактных машинах с прокладкой двух продольных швов. После сварки изделие поступает на правильную машину, где сворачивается в рулон. На месте производства работ рулон разматывают и с помощью специального оборудования раздувают. Отдельные участки соединяют между собой сваркой в плоском состоянии или с помощью фланцев – в раздутом.
Материалы для изготовления круглых и профильных сварных труб
Основными материалами являются углеродистые и низколегированные стали.
- Стали с низким содержанием углерода обладают хорошей свариваемостью, пластичностью.
- С повышением процентного соотношения углерода прочность увеличивается, но пластичность снижается, а порог хладоломкости повышается. Это означает, что использование сварных труб из сталей с высоким содержанием C ограничено при пониженных температурах. Также с ростом количества углерода ухудшается свариваемость стали.
- Содержание легирующих элементов до 2,5% повышает прочность, долговечность, обеспечивает возможность эксплуатации продукции при пониженных температурах, а также позволяет снизить вес электросварных труб при сохранении прочих равных условий. Легирующие добавки улучшают износостойкость и коррозионную стойкость.
Нержавеющие электросварные трубные изделия изготавливаются из легированных сталей, содержащих в качестве добавок хром, никель, титан и другие. В качестве сырьевого материала в данном случае могут использоваться холодно- или горячекатаные нержавеющие листы из стали марок 10Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т. По согласованию с потребителем эта металлопродукция может изготавливаться из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х22Н6Т и других.
Трубы электросварные прямошовные – характеристики по ГОСТ
Стальные прямошовные электросварные трубы востребованы практически во всех отраслях народного хозяйства, выпускаются в широком диапазоне диаметров – 10-1420 мм, в соответствии с ГОСТом 10704-91 и ГОСТом 10705-80. По применению эта продукция разделяется на универсальную и с узкой специализацией, например для организации газо- и нефтепроводов. Изделия диаметром до 820 мм изготавливают с одним продольным швом, более – с двумя. Серийный характер изготовления, значительная протяженность шва и несложная форма продукции дают возможность использовать высокоскоростные способы сварки и полностью механизировать производственный процесс.
Области применения сварных труб, в зависимости от их материала
В соответствии с ГОСТом 10705-80, регламентирующим технические условия на электросварные прямошовные трубы, для изготовления может использоваться углеродистая сталь обыкновенного качества (марки Ст1, Ст2, Ст3, Ст4)и качественная конструкционная (08, 10, 15, 20) всех степеней раскисления – сп, пс, кп. Изделия из них применяются для прокладки надземных и подземных трубопроводов тепло-, водо-, газоснабжения, в качестве составных частей машин и механизмов, при организации технологических трубопроводов, в сельском хозяйстве и строительстве. Чем выше содержание углерода в стали, тем прочнее изделие в нормальных температурных условиях, но тем хуже оно работает при пониженных температурах.
Низколегированныестали 09Г2С, 09ГСФ, 13ХФА, 17ГС, 22ГФ, 26ХМА востребованы для изготовления труб большого диаметра, а также продукции, предназначенной для работы под воздействием значительных нагрузок, при отрицательных температурах. Добавки легирующих элементов в пределах 2,5% существенно увеличивают прочность продукции, ее долговечность, стойкость к коррозии. Цена на сварные изделия при этом возрастает несущественно.
Трубная продукция из нержавеющих сталей
Электросварные прямошовные трубы из нержавеющих сталей08Х18Н10Т, 12Х18Н10Т, 08Х21Н6М2Т регламентируются ГОСТом 11068-81. Они обладают уникальными эксплуатационными характеристиками, среди которых:
- прочность;
- стойкость к агрессивным средам;
- устойчивость к низким и высоким температурам;
- гигиеничность;
- низкий уровень линейного расширения;
- отсутствие влияния на передаваемые среды.
Благодаря этим преимуществам, они применяются в пищевой, химической, энергетической индустрии, медицине и фармацевтике.Эстетическая привлекательность шлифованных и полированных нержавеющих труб обеспечивает их востребованность в архитектуре, дизайне интерьера.
Материалом для изготовления может служить как холоднокатаный лист толщиной 0,4-5,0 мм, так и горячекатаный значительной толщины.
Сортамент электросварных прямошовных труб в соответствии с ГОСТом 10704-91
Этот нормативный документ регламентирует сортамент трубных изделий, изготавливаемых способом сварки с одним или двумя швами. Диапазон наружных диаметров электросварных прямошовных труб составляет 10-1420 мм, толщина стенки находится в пределах 1-32 мм, вес 1 м – 0,222-779,7 кг.
Стандарт предусматривает длину изделий немерной длины при диаметрах:
- до 30 мм – не менее 2 м;
- 30-70 мм – 3 м и более;
- 70-152 мм – 4 м и более;
- более 152 мм – от 5 м.
Мерной длины:
- до 70 мм – 5-9 м;
- 70-219 мм – 6-9 м;
- 219-426 мм – 10-12 м.
Продукция диаметром более 426 мм выпускается только немерной длины.
Каждая партия электросварных прямошовных труб сопровождается сертификатом соответствия нормативным требованиям. В этом документе указывают: шифр, номер плавки, марку стали, номера
Особая категория электросварных трубных изделий– водогазопроводные
Производство этой продукции регламентируется ГОСТом 3262-75. Основные отличия таких трубных изделий – классификация не по наружному диаметру, а по условному проходу и обязательная проверка качества сварного шва методами неразрушающего контроля. При такой проверке необходимость в проведении гидравлических испытаний отсутствует.
Определение! Условным проходом называют внутренний диаметр, округляемый до стандартной величины. Измеряется в дюймах или миллиметрах. Каждому стандартному условному проходу соответствует фиксированный наружный диаметр и три варианта толщины стенки, соответствующих трем сериям – легкой, обыкновенной, усиленной.
Эта металлопродукция востребована при создании магистральных и распределительных трубопроводов, транспортирующих воду и газ. После демонтажа трубопроводных систем по окончании нормативного эксплуатационного срока изделия обычно обладают прочностью, допускающей их использованиедля создания металлоконструкций различного назначения.
Для повышения коррозионной стойкости водогазопроводных электросварных прямошовных труб применяют цинкование. В промышленных масштабах обычно проводят горячее и термодиффузионное цинкование.Обработанная таким образом продукция эффективна при использовании в системах постоянного холодного водоснабжения. При длительных перерывах в подаче воды и в отопительных трубопроводах оцинкованные трубные изделия использовать не рекомендуется.
Сортамент стальных электросварных труб – таблица веса, диаметра, размеров
Сварные трубы круглого сечения – универсальная продукция. Используется для создания строительных конструкций, но наиболее широко – для монтажа трубопроводов различного назначения, а также в мебельной промышленности, при оформлении интерьеров, в ландшафтном дизайне, в качестве исходного материала при изготовлении разнообразных изделий.
Продольный шов формируется различными видами сварки: электрической, газовой, печной. Для изделий из «черных» углеродистых сталей наиболее часто применяется электросварка. Общий диапазон наружных диаметров стальных электросварных труб – 5-2500 мм.
Разновидности электросварных труб
Для изготовления применяются углеродистые стали обыкновенного качества, качественные конструкционные, низколегированные, для продукции ответственного назначения или с повышенными требованиями к эстетике – коррозионностойкие.
В зависимости от характеристик продольного шва различают изделия:
- прямошовные – наиболее распространенный вариант. Шов расположен параллельно продольной оси, характерен для труб небольших и средних диаметров. При изготовлении продукции значительных диаметров формируются два шва, расположенные параллельно;
- спиралешовные. Сварка ведется по винтовой линии. Чаще всего этот способ применяется при производстве электросварных изделий больших размеров сечения.
Нормативные документы, регламентирующие характеристики сварных труб
Технические условия для прямошовных изделий из углеродистых и низколегированных сталей диаметрами 10-630 мм определяются ГОСТом 10705, 478-1420 мм – ГОСТом 10706. Сортамент изделий с наружным диаметром 10-1420 мм соответствует ГОСТу 10704. Согласно этому стандарту, при изготовлении продукции немерной длины следует соблюдать следующие минимальные длины отрезков, поставляемых потребителю:
- диаметр до 30 мм – 2 м;
- 30-70 мм – 3 м;
- 70-152 мм – 4 м;
- более 152 мм – 5 м;
При производстве изделий мерной длины соблюдают другие минимальные длины отрезков:
- до 70 мм – 5-9 м;
- 70-219 мм – 6-9 м;
- 219-426 мм – 10-12 м.
Изделия с размером сечения более 426 мм выпускают только немерной длины.
Характеристики труб ВГП
Отдельная разновидность прямошовных сварных изделий – трубы ВГП (водогазопроводные). В отличие от обычных сварных, сортамент труб ВГП классифицируется не по наружному диаметру, а по условному проходу – Ду (внутреннему диаметру, округленному до ближайшего стандартного значения). Вторая существенная особенность этой продукции – обязательная проверка качества сварного шва способами неразрушающего контроля. Эти изделия применяются для организации магистральных и распределительных трубопроводов, назначение которых – транспортировка жидкостей и газов. Производство, контроль и сортамент ВГП продукции определяются отдельным ГОСТом 3262.
Таблица размеров и весов стальных труб ВГП
| Условный проход, Dу | Наружный диаметр, мм | Толщина стенки и масса 1 м трубы по сериям | ||||||
| мм | дюймы | Легкая | Нормальная | Усиленная | ||||
| Толщина стенки, мм | Масса 1 м, кг | Толщина стенки, мм | Масса 1 м, кг | Толщина стенки, мм | Масса 1 м, кг | |||
| 10 | 3/8 | 17,0 | 2,0 | 0,74 | 0,2 | 0,8 | 20,8 | 0,98 |
| 15 | 1/2 | 21,3 | 2,5 | 1,16 | 2,8 | 1,28 | 3,2 | 1,43 |
| 20 | 3/4 | 26,8 | 2,5 | 1,5 | 2,8 | 1,66 | 3,2 | 1,86 |
| 25 | 1 | 33,5 | 2,8 | 2,12 | 3,2 | 2,39 | 4,0 | 2,91 |
| 32 | 1 1/4 | 42,3 | 2,8 | 2,73 | 3,2 | 3,09 | 4,0 | 3,78 |
| 40 | 1 1/2 | 48 | 3,0 | 3,33 | 3,5 | 3,84 | 4,0 | 4,34 |
| 50 | 2 | 60 | 3,0 | 4,22 | 3,5 | 4,88 | 4,5 | 6,16 |
| 65 | 2 1/2 | 75,5 | 3,2 | 5,71 | 4,0 | 7,05 | 4,5 | 7,88 |
| 80 | 3 | 88,5 | 3,5 | 7,34 | 4,0 | 8,34 | 4,5 | 9,32 |
| 90 | 3 1/2 | 101,3 | 3,5 | 8,44 | 4,0 | 9,6 | 4,5 | 10,74 |
| 100 | 4 | 114 | 4,0 | 10,85 | 4,5 | 12,15 | 5,0 | 13,44 |
| 125 | 5 | 140 | 4,0 | 13,42 | 4,5 | 15,04 | 5,5 | 18,24 |
| 150 | 6 | 165 | 4,0 | 15,88 | 4,5 | 17,81 | 5,5 | 21,63 |
Труба стальная электросварная для систем отопления и водоснабжения
Труба стальная электросварная – популярная деталь водопроводных систем. Она известна еще с ХХ века. Сохраняя необходимые эксплуатационные характеристики в течение долгого времени, она обладает приемлемой ценой, при этом будучи надежной и прочной. Однако, при выборе оборудования нужно обращать внимание и на недостатки, и на правила монтажа, а только потом определяться, подходит ли оно вам. Поэтому лучше ознакомиться с основными особенностями этого изделия еще на этапе планирования системы.
Электросварные трубы — один из самых популярных видов материалов для монтажа трубопроводов различного назначения
Основные характеристики
Трубы стальные электросварные прямошовные применяли и применяют для обустройства коммуникаций самых различных типов по конструкции и предназначению. Это и отопительные системы, и горячее и холодное водоснабжение, а также подача газа, вентиляционные конструкции, элементы вышек, башен, и даже как элементы декора. Используют их и в машиностроении, и в металлургии, и во многих других отраслях промышленности. Трубы стальные электросварные популярны в строительстве даже как часть арматурных каркасов.
Несмотря на то, что на рынке сантехники они стали постепенно терять свои позиции в пользу более новых и, с некоторых точек зрения, более совершенных пластиковых деталей, все же на трубы прямошовные электросварные стальные спрос тоже есть и весьма неплохой. Это объяснимо тем, что не во всех случаях лучше сэкономить, и не всегда легкий вес и простота установки – решающие факторы.
Важно! Из полимеров сооружают только трубопроводы для подачи теплоносителя, сами же отопительные приборы — например, регистр или радиатор, производятся только из металла.
Стальное оборудование имеет массу преимуществ, если сравнивать его с пластиковым, однако, кое в чем оно ему и уступает. В любом случае, лучше изучить все нюансы и труб стальных электросварных, и разных полимерных, прежде, чем определяться, какой именно вид использовать для своих целей.
Электросварные трубы продолжают использовать в водопроводных и отопительных системах наряду с изделиями из полимеров
Основные преимущества
Данный тип оборудования имеет множество весьма существенных преимуществ. Среди них:
- прочность. Металл – надежный материал. Он гораздо более устойчив к повреждениям механического характера, чем, к примеру, поливинилхлорид или другие виды полимеров. Он более твердый и жесткий. Такие трубы можно прокладывать и открытым методом, не боясь, что они повредятся;
- большой сортамент. Трубы из стали используются практически во всех отраслях народного хозяйства. Это и строительство, и ремонт, и машиностроение, и добывающая промышленность, и газотранспортная отрасль, и многие другие. Профильные трубы электросварные (оцинкованные, из нержавейки или черного металла), к примеру, популярны как заменитель арматурных конструкций при сооружении зданий различного типа;
- универсальность. Сортамент такого оборудования применим в зданиях всех типов и предназначений, а также, как говорилось выше, они используются в различных отраслях хозяйства и промышленности;
- привлекательная цена. Такие трубы имеют вполне приемлемую цену, соразмерную качеству, имея при этом замечательные технические характеристики. Конечно, пластиковые аналоги несколько дешевле, но в некоторых случаях такая экономия не оправдана и оборачивается еще большими затратами времени и средств. А в некоторых ( хоть и редких) случаях даже трагическими последствиями;
- труба стальная оцинкованная электросварная имеет низкий коэффициент линейного расширения. Это огромное преимущество перед полимерными аналогами, так как в их случае это может стать причиной аварий, утечки горячей воды и, как следствие, порчи имущества и даже нанесения вреда здоровью и жизни людей, находящихся в помещении;
- им не страшен ультрафиолет. Стальные трубы — это продукт, устойчивый к влиянию солнечных лучей. Отчасти поэтому из него сооружают регистры и прочие подобные устройства, ведь такой материал позволяет установку открытым методом. Это нисколько не повлияет на его прочностные качества, срок службы и эксплуатационные характеристики.
Благодаря тому, что сталь нечувствительна к ультрафиолету, трубы из этого материала используются при прокладке наземных магистралей
Минусы изделия
Несмотря на высокие технические показатели, стальное сантехническое оборудование имеет и определенные недостатки. Оно в некоторых аспектах существенно уступает полимерному.
Например, если рассматривать газопроводные коммуникации, то транспортировка пластикового оборудования при их обустройстве гораздо более удобна (так как технические трубы перевозят в бухтах) и стоит дешевле. Это происходит за счет компактности и легкого веса ПВХ.
Среди минусов изделий, представленных в сортаменте стальных электросварных труб, есть также такие факторы:
- Они подвержены коррозии. Главная проблема металла – ржавчина. В этом полимеры, конечно же, выигрывают. Однако, в наше время производят трубы из нержавейки или с защитным напылением. Кроме того, популярна на рынке и оцинкованная труба.
- Обладают большим весом. Тяжелые металлические трубы перевозить и устанавливать дороже не столь удобно, как полимерные. Кроме того, они не обладают такой гибкостью, как изделия из пвх, так что их нельзя установить в самых труднодоступных местах.
- Трубы стальные электросварные прямошовные, в силу своих технических характеристик, сложнее и дольше монтировать. Температура плавления металла гораздо больше, чем у пвх, например, и чтобы ее согнуть нужно больше усилий, навыков и знаний, а также аппаратура определенной мощности. Да и отрезать нужную длину гораздо проблематичней – тут ножом не обойдешься.
Одним из недостатков стальных труб считается их вес: для работы с изделиями больших диаметров нужно привлекать специальную технику
Особенности трубы из стали
Чтобы обеспечить себе спокойный отопительный сезон, нужно выбрать правильное оборудование для коммуникаций. Из стальных труб часто делают специальный отопительный прибор – регистр. Он представляет собой спаянные металлические трубы, что обеспечивает большую продуктивность и площадь обогрева. Для него также вполне приемлемо импользовать алюминий и чугун. Для подачи теплоносителя стальные трубы применяют наряду с медью, железом, латунью.
Рынок может предложить богатый сортамент продукции любых форм, типов, и предназначения. От профильных массивных элементов – до декоративных трубок. При выборе важно учитывать уровень нагрузки и сложность задач, поставленных для трубопровода.
Существует два типа оборудования: бесшовное и сварное. Сортамент труб стальных электросварных прямошовных включает продукцию, изготовленную с помощью сварочного аппарата. Она обладает некоторыми недостатками по сравнению с цельнокатаным аналогом. Наличие шва предполагает большую нагрузку на этот участок изделия, а значит есть угроза, что под давлением и влиянием высоких температур он может разойтись.
Однако, если мощность регистра отопительного не выходит из пределов нормы – то есть не столь велика, то с ней справятся и стальные электросварные трубы. К примеру, для частного дома или офисного здания они вполне подойдут.
Электросварные трубы имеют соединительный шов (прямой или спиральный), который может оказаться слабым местом при больших нагрузках на трубопровод
При покупке также обращайте внимание на диаметр и толщину стенок, чтобы оборудование прослужило долго и не случалось аварий из-за перегруженности системы.
Процесс производства
В наше время существует огромный сортамент металлической сантехники. При этом различаются товары как по цене, так и по качеству, так и по эксплуатационным параметрам. Чтобы при выборе лучше разбираться в качестве изделия, не лишним будет ознакомиться с процессом его производства. Ведь именно на этом этапе определяются все технические характеристики, уровень прочности и сроки службы продукта. Итак, стальная труба изготавливается по следующим этапам:
- заготовка. Стальной лист разрезается на куски нужной площади. Это и есть будущая труба;
- после его оправляют в формировочный отсек с валками и сваривают. Если шов при этом идет вдоль изделия прямой линией, этот вид называют прямошовным, если же лист накручивают по спирали – то такой продукт входит в сортамент как спиралешовный;
- после происходит укрепление шва, тестирование на прочность и проверку соответствия всем необходимым ГОСТам. В наше время существуют технологии, благодаря которым обеспечивается такая прочность шва, которая ниже прочности других участков трубы всего на 10-15%, то есть по устойчивости к нагрузкам такие изделия мало в чем уступают цельнокатаным.
Полезный совет! Обращайте внимание на целостность шва и толщину стенок при покупке. Старайтесь приобретать детали у крупных баз металлопроката и только в хорошо известных строительных торговых точках. Помните, что технические характеристики и качество продукции– гарантия безопасности имущества в вашем доме и здоровья ваших близких.
Для изготовления трубы лист металла сворачивается вдоль или закручивается спиралью, а места стыков провариваются электроагрегатом
Регистр для отопления
Специальный отопительный прибор — регистр – отличное решение для частного дома. Это система, представляющая собой, как говорилось выше, спаянные металлические трубы, вертикально соединенные перемычками. Такая конструкция не нова, ее принцип использован при конструировании большинства радиаторов и многих обогревательных систем.
Регистры бывают трех типов в зависимости от материала, из которого они изготовлены:
- Алюминиевые. Они характеризуются долговечностью, ведь обладают всеми преимуществами металла и не поддаются его основному недостатку – коррозии. Кроме того, регистр хорошо отдает тепло и имеет малый удельный вес, а также очень прочен. Его часто устанавливают в жилых помещениях и коммерческих зданиях. Основной минус оборудования – высокая цена. По этому критерию такой, хоть и качественный, регистр значительно отличается от аналогов из других материалов.
- Чугунные. Регистр из этого материала будет более тяжелым, поэтому чаще их устанавливают стационарно. Однако, они более просты в монтаже, ведь детали соединяются фланцевым методом. Кроме того, так как этот металл менее пластичен и не поддается влиянию больших температур нагреваемой жидкости, он не деформируется и более устойчив к повреждениям механического характера. Минус чугуна – склонность к коррозии, однако если обработать металл специальными веществами, то и это ему не страшно.
- Стальные. Для таких систем в основном используются трубы стальные электросварные прямошовные со снятой фаской.
Отопительные приборы изготавливаются только из стальных труб, пластиковые изделия в таких устройствах не используются
Кроме того, бывают передвижные и стационарные аппараты. Принципиальное отличие между ними заключается в мощности и площади действия.
Если второй тип требует покупку и установку котла, от которого будет питаться, то первый менее требователен. Для его работы требуется электрический ТЭН, работающий от стандартной сети в 220 В. Но такой мобильный регистр не годится для большого дома. Он скорее подойдет для сторожек или временных помещений для строителей.
Помимо плюсов, такое оборудование, как регистр, имеет и определенные недостатки, главный из которых – медленное остывание. Это в особенности касается чугунных изделий. Менее выражен такой минус у алюминиевых товаров, так как данный материал быстрее отдает тепло.
Сфера применения стальных труб с наличием шва достаточно широка. Это объясняется их техническими качествами. Недостатки у таких труб имеются тоже, но при монтаже определенных систем они не играют существенной роли, так как в таких случаях важны надежность и долговечность.
ГОСТ на трубы электросварные. Ассортимент стальных труб: ГОСТ
Трубы стальные широко используются в самых разных отраслях промышленности. Они используются в машиностроении, нефтегазовой промышленности, коммунальном хозяйстве и др. Сталь бывает нескольких видов. Они могут отличаться способом изготовления, размерами и типом материала, из которого изготовлено производство. Ассортимент стальных труб разных типов определяется ГОСТами.
Бесшовные изделия
В основном все современные стальные трубы делятся на две большие группы: горячекатаные и сварные.Первый сорт имеет более высокую стоимость. Поэтому такие изделия используются реже, чем сварные. Ассортимент стали определяется ГОСТ 8732-78. Соотношение размеров таких труб и их веса указано в специальных таблицах. Параметры могут быть, например, следующими.
Ассортимент стальных труб электросварных и изготовленных методом печной сварки будет рассмотрен нами чуть позже. Их параметры тоже точно определены ГОСТами.
Производство бесшовных труб
Продукция этой разновидности производится из стали 35 и 45 на непрерывном стане.В этом случае используются так называемые черные заготовки. Последние прошиваются на вальцовой мельнице, а затем отправляются на циркулярную пилу для обрезки конца трубы. Затем готовый продукт поступает на косовалковый мельницу для правки и уменьшения овальности поперечного сечения.
Сварные трубы: причины популярности
Продукция этого типа, как уже говорилось, более популярна, чем бесшовные. Такие трубы давно используются в народном хозяйстве. Однако в последние годы их популярность значительно выросла.В первую очередь это связано с разработкой новых, более совершенных методов сварки, позволяющих получать максимально надежные и долговечные изделия. Так, например, в 1941 году было произведено всего 38,8% сварных труб. Остальное было безупречно. При этом доля электросварного составила всего 0,8%. К 1965 г. эти показатели увеличились до 50% и 35% соответственно.
Сфера применения сварных труб
Сегодня такая продукция используется повсеместно. Чаще всего их используют для прокладки различного рода магистралей, предназначенных для перекачки нефти, газа, воды и т. Д.Также трубы этого типа обычно используются в коммунальных службах. В этом случае их используют для прокладки водопроводных труб и канализационных систем. Сварные трубы также используются для монтажа надземных газопроводов, дренажных систем и т. Д.
Еще одна область применения сварных труб – это машиностроение. Также из них изготавливают разного рода архитектурные элементы: козырьки над крыльцами, навесы, детские качели, турники и т. Д. В сельском хозяйстве с их помощью собирают оросительные системы.
Основные разновидности сварных труб
Продукция данного типа может различаться по:
Любая строительная продукция изготавливается с соблюдением определенных условий и стандартов. И хотя многие материалы подчиняются требованиям единого ГОСТа, стальная круглая труба в зависимости от технологии ее изготовления относится к разным стандартам.
Применение круглых труб
Основной областью применения стальных труб является их использование в качестве трубопроводов, предназначенных для транспортировки газа и различных жидкостей, чаще всего это вода и нефтепродукты.В зависимости от транспортируемой среды трубы могут иметь:- цинкование;
- антикоррозионная окраска;
- полимерное покрытие;
- обработка изоляционными материалами.
Кроме того, поверхность труб подвергается электрообработке или другим видам защиты. Наиболее «болезненными» для стальных труб являются процессы коррозии. Излишняя влажность провоцирует их снаружи, а внутренние неровности и стыковые швы изнутри. Появляясь, постепенно начинает нарастать коррозия, тем самым снижая пропускную способность и заполняя внутреннее пространство трубы.Разрывы и утечки приводят к внеплановым ремонтам и заменам трубопроводов.
Еще одна сфера применения оцинкованных круглых труб – мебельная промышленность. Их широко используют при изготовлении каркасов и внутреннего содержимого шкафов-купе. Также ГОСТ на стальные круглые трубы допускает использование материала при сборке металлоконструкций или отдельных металлических изделий.
Отличия и особенности стальных труб
Основная классификация круглых стальных труб производится по способу их изготовления:
- электросварные выпускаются двух видов – прямошовные и спирально-шовные;
- бесшовные.
Имеются также различия в способах прокатки:
- холодная штамповка;
- горячая штамповка. №
Труба стальная электросварная круглого сечения изготавливается из стальных полос или листового металла методом формования с последующей сваркой шва по оси или по спирали. Процесс предполагает использование специального оборудования. Спиральные трубы встречаются гораздо реже, чем трубы с прямым швом, и их получают путем формирования полосы по спирали. В этом случае стык при этом сваривается непрерывно специальным швом.При изготовлении изделий используются два вида сварки:
- высокочастотный контакт – для труб от 10 до 530 мм;
- электрическая дуга – от 428 до 1420 мм.
Визуально шов при высокочастотной сварке практически не виден. Технология электродуговой сварки предусматривает наложение трех швов, что увеличивает прочностные характеристики стыка. Сначала укладывается основной центральный шов, а затем проваривается соединение с внешней и внутренней сторон изделия.
Трубы электросварные, диаметр которых позволяет производить внутренние работы, очищают (шлифуют) изнутри, удаляя неровности и выпуклости, образовавшиеся после сварки. Если провести такие работы невозможно, внутреннюю поверхность оставляют без обработки.
Трубы стальные бесшовные производятся несколькими способами:
- прессование;
- чертеж;
- кованые;
- прокат;
- центробежное литье.
Горячая штамповка выполняется на специальном оборудовании.Заготовка при этом нагревается до температуры рекристаллизации. Этот метод позволяет получать высокопрочные изделия, выдерживающие большие нагрузки, в том числе внутреннее давление. Холодногнутые круглые металлические трубы заданных размеров получают путем холодной деформации на оборудовании, предназначенном для этого процесса.
Отличие бесшовных труб от электросварных заключается в наличии или отсутствии сварного шва. Их методы изготовления имеют существенное различие технологий и, как следствие, разные технические характеристики.
Производители выпускают еще несколько видов стальных труб:
- паяные;
- с металлическим или неметаллическим покрытием;
- со специальной обработкой – точеные, полированные, полированные.
Наиболее распространенными сегодня являются водогазопроводные (ВГС) и электросварные прямошовные (ЭШС) трубы. Их широко используют в городском и дачном домостроении при выполнении инженерных сетей. Они дешевле бесшовных аналогов, благодаря более простой технологии производства и использования в металлургии обыкновенной, наиболее доступной углеродистой стали.
В зависимости от типа литья при изготовлении труб БС основываются на различных нормативных документах:
- на горячекатаные – ГОСТ 8732-78 и ГОСТ 8731-74;
- для холодногнутых – ГОСТ 8734-75 и ГОСТ 8733-74.
В каждом из документов указано, в каком виде должна изготавливаться стальная круглая труба, ассортимент продукции, допуски, правила монтажа, приемки и хранения и многое другое.
ГОСТ 8732-78 определяет размеры наружных диаметров бесшовных горячекатаных труб от 20 до 550 мм с толщиной стенки 2.От 5 до 75 мм. Также в таблицах указывается масса изделий в килограммах на погонный метр. В документе сказано, что трубы по длине могут быть:
- мерные;
- многомерный;
- без измерений;
- примерная длина согласно заказам потребителей.
Типичный – это длина 4-12,50 метра. Но по желанию заказчика они отступают от этого правила.
ГОСТ 8731-74 устанавливает технические требования к бесшовным горячим гнутым трубам.Он устанавливает действительные:
- марок стали;
- предел текучести;
- временное сопротивление разрыву;
- удлинения.
Нормы требуют, чтобы на поверхности труб не было трещин и изъянов, но допускаются небольшие вмятины и следы зачистки. Разрешается резка изделий автогенами или плазменной резкой, но только при толщине стенок 20 мм и более.
При толщине стальных бесшовных труб до 20 мм рекомендуется в процессе изготовления снимать фаски для удобства сварки.
ГОСТ 8734-75 определяет ассортимент круглых стальных холодногнутых труб. Их мерная длина колеблется в пределах 4,5-9 метров, а немерная может составлять 1,5-11,5 метра. По толщине стенок и диаметру их делят:
- особо тонкостенные – 0,3 … 0,5 мм при диаметре 5-40 мм; 0,3 … 1,0 мм при диаметре 42-170 мм; 0,3 … 4 мм при диаметре 180-250 мм;
- на тонкостенных – 0,6 … 1,5 мм при диаметре 5-40 мм; 1.2 … 3,2 мм при диаметре 42-170 мм; 4,5 … 24мм при диаметре 180-250мм;
- на толстостенных – 1,6 … 1,8 мм при диаметре 5-40 мм; 3,5 … 7 мм диаметром 42-170 мм
- особо толстостенные – 2,0 … 24 мм диаметром 5-40 мм; 7,5 … 24мм диаметром 42-170мм
ГОСТ 8733-74 регламентирует технические требования к холодным и теплодеформированным трубам. В частности, это касается материала изготовления.
Стандарт описывает те же характеристики, что и в ГОСТ 8731-74, в отношении бесшовных труб, а также правила приемки и испытаний.
Ассортимент стальных труб со спиральным швом указан в ГОСТ 8696-74. Стандарты распространяются на трубы общего назначения и не распространяются на нефтепроводы, а также газопроводы. Их внешний диаметр находится в пределах 159-2520 мм, а толщина стенки 3,5 … 25 мм.
Длинные спиральные трубы изготавливаются длиной 10 и 12 метров, но стандарты позволяют в крайних случаях производить короткие изделия длиной не менее 6 метров. ГОСТ также определяет допустимые показатели:
- отклонения
- смещения кромок;
- овальность;
- кривизна.
В том же документе представлены технические характеристики продукта.
Трубы прямошовные
Ассортимент стальных труб данной разновидности представлен в ГОСТ 10704-91. Немерные изделия выпускаются длиной от 2 до 5 метров. Измеряемые трубы могут иметь размеры от 5 до 12 метров. Причем их диаметр составляет 10-1420 мм при толщине стенки 1,0 … 32 мм. Отклонения и допуски рассматриваются в документе отдельно и достаточно подробно.
Технические характеристики прямолинейных стальных труб представлены в двух нормативных документах:
- ГОСТ 10705-80;
- ГОСТ 10706-76.
Они определяют:
- механические свойства металла;
- наличие швов и правильность их расположения;
- предельные отклонения;
- наличие дефектов;
- процесс и виды испытаний;
- Приемочные требования.
Маркировка стальных труб
Каждая стальная труба маркируется в соответствии с требованиями ГОСТ 10692-80. Подчеркивается, что этой процедуре подвергаются изделия диаметром более 159 мм. При этом толщина стенки не должна быть меньше 3,5 мм. Маркировка производится несколькими способами:
- штамп;
- электрокарандаш;
- электрограф;
- брендирование;
- несмываемая краска вручную.
Маркируются трубы меньшего диаметра, особенно если продукция доставляется в мешках.
В маркировке указываются: марка стали
- ;
- наименование товара;
- размер трубы;
- торговая марка производителя.
Для бесшовных труб дополнительно указывается толщина стенки и номер партии.
Упаковка и транспортировка
Продукция диаметром до 159 мм завязывается в мешки или плотно упаковывается в деревянные контейнеры или ящики. Соединение выполняется проволокой как минимум в трех местах.Трубы диаметром более 159 мм связываются исключительно в транспортировочные мешки.
Следует отметить, что упаковочную проволоку нельзя использовать из-за того, что она свисает. Для этого необходимо предусмотреть специальные зажимы.
Перемещение стальных круглых труб к объекту допускается любым видом протяженного грузового транспорта. При хранении стопки разделяются прокладками.
ГОСТ на трубы бесшовные горячекатаные.
- ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные.
- ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности.
- ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали.
- ГОСТ 23270-89 Заготовки труб для механической обработки.
- ГОСТ 30564-98 Трубы бесшовные горячедеформированные из углеродистых и легированных сталей с особыми свойствами.
ГОСТ на трубы бесшовные холоднокатаные
- ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные
- ГОСТ 9941-81 Трубы бесшовные холоднокатаные и теплодеформированные из коррозионно-стойкой стали
- ГОСТ 10498-82 Трубы бесшовные особо тонкие -стенные из коррозионно-стойкой стали
- ГОСТ 14162-79 Трубы стальные малых размеров (капиллярные)
- ГОСТ 19277-73 Трубы стальные бесшовные для топливных и нефтепроводов
- ГОСТ 9567-75 Трубы стальные прецизионные
- ГОСТ 24030-80 Трубы бесшовные из коррозионно-стойкой стали для энергетики
- ГОСТ 1060-83 Трубы стальные бесшовные холоднодеформированные для судостроения
- ГОСТ 11017-80 Трубы стальные бесшовные высокого давления
- ГОСТ 21729-76 Трубы конструкционные холодные и теплопроводящие из углеродистые и легированные стали
Национальные стандарты на стальные трубы
Список ГОСТ на трубы из стали
- ГОСТ Р ИСО 3183-3-2007 Трубы стальные для трубопроводов.Технические условия Часть 3. Требования к трубам класса С
- ГОСТ Р ИСО 3183-2-2007 Трубы стальные для трубопроводов. Технические условия Часть 2. Требования к трубам класса В
- ГОСТ Р ИСО 3183-2009 Трубы стальные для трубопроводов нефтегазовой отрасли. Общие технические условия
- ГОСТ Р ИСО 3183-1-2007 Трубы стальные трубопроводные. Технические условия Часть 1. Требования к трубам класса А
- ГОСТ Р ИСО 10543-99 Трубы стальные бесшовные и стальные сварные под давлением. Метод ультразвукового измерения толщины
- ГОСТ Р ИСО 10332-99 Трубы стальные бесшовные и сварные напорные (кроме труб, изготовленных дуговой сваркой под флюсом).Метод ультразвукового контроля непрерывности
- ГОСТ Р ИСО 10124-99 Трубы стальные бесшовные и сварные напорные (кроме труб, изготовленных дуговой сваркой под флюсом). Метод ультразвукового контроля расслоения
- ГОСТ 28548-90 Трубы стальные. Термины и определения
- ГОСТ 20295-85 Трубы стальные сварные для газонефтепроводов. Технические условия
- ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Ассортимент
- ГОСТ 8645-68 Трубы стальные прямоугольные. Ассортимент
- ГОСТ 11017-80 Трубы стальные бесшовные высокого давления.Технические условия
- ГОСТ 10706-76 Трубы стальные электросварные. Технические требования
- ГОСТ 10704-91 Трубы стальные электросварные. Ассортимент
- ГОСТ 9567-75 Трубы стальные прецизионные. Ассортимент
- ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
- ГОСТ 8646-68 Трубы стальные с полыми ребрами жесткости. Ассортимент
- ГОСТ 8644-68 Трубы стальные плоскоовальные. Ассортимент
- ГОСТ 8642-68 Трубы стальные овальные.Ассортимент
- ГОСТ 8638-57 Трубы стальные каплевидные. Ассортимент
- ГОСТ 6856-54 Трубы стальные специальных профилей
- ГОСТ 5654-76 Трубы стальные бесшовные горячедеформированные для судостроения. Технические условия
- ГОСТ 8639-82 Трубы стальные квадратные. Ассортимент
- ГОСТ 8467-83 Соединения ниппельные для бурильных труб стальные для разведочного бурения. Технические условия
- ГОСТ 13663-86 Трубы стальные профильные. Технические требования
- ГОСТ 30456-97 Металлопродукция.Листовой металл и стальные трубы. Методы испытаний на ударный изгиб
- ГОСТ 12132-66 Трубы стальные электросварные и бесшовные для автомобильной промышленности. Технические условия
- ГОСТ 11249-80 Трубы стальные прокатные двухслойные. Технические условия
- ГОСТ 10707-80 Трубы стальные холоднодеформированные. Технические условия
- ГОСТ 10692-80 Трубы стальные чугунные и детали присоединения к ним. Приемка, маркировка, упаковка, транспортировка и хранение
- ГОСТ 8733-74 Трубы стальные бесшовные холодногнутые и термически деформированные.Технические требования
- ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Ассортимент
- ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. Технические условия
- ГОСТ 5005-82 Трубы стальные холоднодеформированные для карданных валов. Технические условия
- ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
- ГОСТ 1060-83 Трубы стальные бесшовные холоднодеформированные для судостроения. Технические условия
- ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности.Технические условия
- ГОСТ 19277-73 Трубы стальные бесшовные для нефтепроводов и топливопроводов. Технические условия
- ГОСТ 10705-80 Трубы стальные электросварные. Технические условия
- ГОСТ 10692-2014 Трубы стальные чугунные и детали присоединения к ним. Приемка, маркировка, упаковка, транспортировка и хранение
Список ГОСТов на медь и латунь рубин
- ГОСТ 617-2006 Трубы медные и латунные круглого сечения общего назначения.Технические условия
- ГОСТ 21646-2003 Трубы медные и латунные для теплообменников. Технические условия
- ГОСТ Р 52318-2005 Трубы медные круглого сечения для воды и газа. Технические условия
- ГОСТ 16774-78 Трубы медные прямоугольного и квадратного сечения. Технические условия
- ГОСТ 494-90 Трубы латунные. Технические характеристики
Специалисты ООО «Ладор Комплект» всегда рады осветить технические особенности предлагаемой проката труб.Отметим, что эти изделия имеют широкую сферу применения – в том числе используются в качестве столбов для ограждений, для прокладки трубопровода и т. Д. По способу производства стальные трубы делятся на несколько типов. Первый вид – бесшовная труба ГОСТ 8732-78, ГОСТ 8734-75, ГОСТ 10796-76, ГОСТ 20295-85 (наружный диаметр труб 1-820 мм, специального назначения – 1420 мм). Второй тип – это трубы, изготовленные из слитков и трубных заготовок путем прессования или прокатки.
Третий вид – сварной , труба ГОСТ 3262-75, ГОСТ 10705, ГОСТ 10707, ГОСТ 3262, ГОСТ 8639, ГОСТ 8645, ГОСТ 8642 (наружный диаметр труб 8-1620 мм, специального назначения – до 2500 мм и подробнее) из листовой и полосовой стали с предварительным формованием.Этот вид трубы пользуется особым спросом.
Наша компания уже не первый год является участником отечественного рынка металлопроката, и накопленный за это время практический опыт дает существенное преимущество перед многими аналогичными предприятиями и организациями. Динамичное развитие и гибкая корпоративная политика позволяют нам оптимально удовлетворять пожелания клиентов, какой бы сложной ни была задача, а иногда время очень ограничено.
Мы оперативно и правильно поможем Вам сделать правильный выбор, помогая консультацией.Напоминаем, что трубы электросварные прямоугольные и квадратные по ГОСТ 13663-86 и труба электросварная круглая, ее ГОСТ 10705-91 (диаметр от 10 до 530 мм) или круглая также производятся , труба ГОСТ 10706-76 (диаметр от 478 мм). до 1420 мм). Четвертый тип – литые трубы (наружный диаметр труб 50-1000 мм), получаемые на трубоплавильных машинах.
Исключительно широкое использование круглого трубопровода обусловлено его главной особенностью: при минимальной площади внешней поверхности продукт имеет максимальный внутренний объем.Пока что не удалось придумать что-то более совершенное для перемещения жидких и газовых продуктов.
Круглая труба: разновидности
При минимальной разнице в составе сырья стальные трубы заметно отличаются по качеству. Причина тому – способ изготовления. Это также определяется использованием продуктов.
Электротрубка
Из всех видов металла имеет самые низкие прочностные характеристики. Но при этом сами по себе эти качества у металлопродукции настолько высоки, что подавляющее большинство водо- и газопроводов строится именно из электросварных вариантов.
Способ изготовления включает разрезание полосы – ленты, складывание ее в заготовку и сварку по шву. Трубы стальные круглого сечения стальные делятся на 2 типа, в зависимости от расположения сварной трубы.
- Изделие с прямым продольным швом – регламентируется ГОСТ 10704-91, применяется для всех типов напорных и безнапорных систем подачи. Шов считается слабым. Трубопровод выпускается диаметром от 10 до 1420 мм и толщиной стенки от 1 до 32 мм.
Это самый популярный вид металла, в его ассортименте наибольшее количество типоразмеров.
- Изделия со спиральным швом – в этом случае лента складывается по спирали, и, соответственно, сваривается по спирали. Прочностные характеристики этого варианта намного выше, а стоимость намного меньше, чем у цельнокатаного трубопровода. Ассортимент труб круглого сечения со спиральным швом включает изделия большого диаметра – от 150 до 2520 мм с толщиной стенки от 3.От 5 до 25 мм. На фото вы можете увидеть образцы.
Горячее предложение
Этот продукт относится к категории бесшовных трубопроводов и обладает высокой устойчивостью к внутреннему и внешнему давлению.
Заготовка здесь представляет собой цельнометаллический стержень. Он проходит через прошивной стан, где превращается в полый цилиндр. Сопровождается нагревание формовки. Горячее изделие подается на ролики, где растягивается и обжимается до заданных размеров.
В этом случае шва нет.Изделие более устойчиво к коррозии.
ГОСТ на круглые трубы – 8732-78, регламентирует размер и химический состав изделий. Ассортимент включает изделия диаметром от 29 до 550 мм и толщиной стенки от 2,5 до 75 мм.
Трубы холодногнутые
Технологический процесс мало отличается от формования горячекатаного проката. Однако все описанные действия выполняются без нагрева. Но поскольку холодная деформация способствует появлению напряжений на поверхности изделий, готовый трубопровод после формования подвергается термообработке.Этот метод придает изделиям необычайно высокую прочность и точность. Например, для самолетов и приборостроения используется только холоднокатаный прокат.
Продукция регулируется ГОСТ 8734-75. Ассортимент стальных труб круглого сечения включает изделия диаметром от 5 до 250 мм и толщиной стенки от 0,3 до 24 мм.
Дополнительные предметы
При установке любой системы, помимо основных элементов, требуются дополнительные.Эти детали могут быть абсолютно необходимыми или, наоборот, необязательными, но их использование облегчает установку и придает более эстетичный вид.
Заглушки на круглую трубу можно разделить на декоративные и функциональные.
- К первым относятся металлические элементы, выполненные в виде шаров или даже фигур. Они защищают трубопровод от влаги и мусора. Типичное их применение – заглушки на забор. Полимер и резина гораздо менее эстетичны: их роль сводится только к защите.
- Функционал предназначен для обеспечения работы системы. При частичном демонтаже или ремонте на место срезанной ветки устанавливается заглушка. В экстренных ситуациях, когда линия обрывается таким образом, последствия спешки сводятся к минимуму. Используются несколько типов заглушек.
- Резьба – резьба может быть внутренней или внешней, сама заглушка – круглой граненой или рифленой и даже довольно декоративной. Заклинивают с его помощью водоводы размером не более 50 мм.
- Фланец – фланец без отверстий, закрепленный болтами с соответствующей прокладкой для обеспечения герметичности.Применяется на изделиях диаметром более 50 мм.
- Резиновая пневматическая заглушка – применяется в аварийных ситуациях.
Несмотря на то, что современный строительный рынок пополняется полимерными изделиями, металлоконструкции не теряют своих позиций. Они используются довольно широко. Стальные трубы отличаются прочностью и высокой надежностью. Они прочны и просты в установке. Ассортимент определяет множество ГОСТов. Их стоит рассмотреть более подробно.Например, круглая труба ВГП (вода и газ) очень часто используется при проведении крупных магистралей.
Основные ГОСТы
Характеристики металлического профиля зависят от производственных условий, в которых он был изготовлен. Он должен соответствовать определенному ГОСТу. Существует множество документов, регулирующих производство такой продукции. Стоит ознакомиться с основными ГОСТами:
.Каждый из этих документов имеет определенные особенности. Некоторые из них стоит рассмотреть подробнее.
Квадратные узоры в ассортименте
Металлический профиль, имеющий сечение в виде прямоугольника или квадрата, чаще встречается при транспортировке газа и воды. Однако его успешно используют в строительстве и в мебельной промышленности.
Масса играет большую роль в определении качества металлического профиля. Это указано в документе 2591. Если металлический профиль изготовлен из стали плотностью 7,85 г / куб. см, один метр профиля должен весить 0.269 кг в случае самой тонкой круглой трубы. Толстостенные изделия будут иметь показатель 70,33 кг.
ГОСТ 2591 относится также к изгибу проката, имеющему квадратную форму. Этот показатель не должен составлять более 0,5% длины металлического профиля, если он имеет диаметр 25 мм. Для металлического профиля диаметром более 25 мм такая скорость деформации не должна быть более 0,4%.
Важно! Ассортимент стальных труб закрытого типа определен в документе 12336.
Профили, изготовленные по стандарту 8645, могут быть горячекатаными или холоднотянутыми. Бесшовные конструкции более долговечны. Однако они имеют большую ценность. Из-за этого они используются довольно редко.
Металлические профили квадратного и прямоугольного сечения обычно сваривают. Благодаря использованию современных технологий возможен контроль прочности. В процессе создания такого проката используется индукционный ток. Такие изделия имеют относительно невысокую цену. Швы, оставшиеся после сварки, подвергаются специальной обработке.
Также изготавливаются оцинкованные профили. Иногда готовые изделия оцинковывают. Для этого металлический профиль опускается в емкость с цинком.
, регулирующий производственные особенности и технические данные стальных труб, не классифицирует такие профили по группам, выделенным в соответствии с маркой. Согласно ГОСТу при создании профильной трубы может использоваться черная сталь. По своим характеристикам он уступает многим более дорогим брендам.
Профиль стальной металлический по ГОСТ 8645 может иметь разные размеры. Более популярны изделия с меньшей стороной от 40 мм, с большой – от 60 мм. Профильные изделия, большая сторона которых превышает 6 см, обладают отличной прочностью на изгиб. К тому же у них относительно небольшая масса.
Ассортимент круглых профилей
Круглая стальная труба используется при строительстве автомобильных дорог, по которым транспортируется вода и газ. Как и в случае с профильными конструкциями, такие изделия изготавливаются по-разному.Они могут быть бесшовными или сшитыми. Круглые трубы – самая популярная продукция.
Важно! Ассортимент круглых труб регулируется в соответствии с особенностями их производства.
Производство бесшовных стальных гнутых профилей – очень сложный процесс. Именно поэтому такие изделия имеют высокую стоимость. Горячедеформированные профили создаются в особых условиях, требующих высокой прочности системы. Любые неисправности могут привести к утечке расплавленного металла.
В качестве сырья используется специальная металлическая заготовка.После нагрева создается рукав. Сначала он имеет неправильную форму. Гладкие профили становятся после прокатки.
Такие изделия нарезают на 4-12,5 м. Они могут иметь мерную длину. По ГОСТу горячекатаные круглые трубы обычно незначительно отличаются друг от друга толщиной стенок. Также они могут различаться по диаметру.
Труба бесшовная оцинкованная круглая может быть изготовлена холоднодеформированной. Причем производство и характеристики такой продукции регулируются ГОСТ 8734.Схема, по которой осуществляется производство, довольно проста.
Профили стальные сварные
Электросварные прямошовные профили могут иметь различный диаметр. Их используют для создания промышленных магистралей. В документе есть несколько положений, определяющих их характеристики:
- Трубы круглого сечения, изготовленные сваркой, могут иметь кривизну 1 погонный метр не более 1,5 мм для изделий, подвергающихся термообработке. Необработанные трубы имеют допустимую кривизну 2 мм.
- При прохождении профиля термообработки заказчик может потребовать, чтобы этот процесс проводился в особых условиях.
- Концы трубы обрезаны.
На стальные промышленные профили, применяемые для газо- и нефтепроводов, существует отдельный ГОСТ.
Итого
Как видите, существует множество документов, определяющих производство металлоконструкций. Они регулируют их ассортимент и характеристики. Их следует учитывать при покупке металла.Особенности его использования также устанавливаются определенными документами. Некоторые продукты можно использовать только при определенных условиях.
Стандарты, установленные в конкретном году, могут со временем меняться. Поэтому при просмотре документа следует обращать внимание на сноски. Возможно, его уже заменили на новый.
Трубы стальные электросварные прямошовные
Эксплуатационные характеристики и сфера применения
Трубы стальные электросварные прямошовные широко используются во многих сферах, но чаще всего в строительстве и промышленности.В основном они используются для прокладки трубопроводов, создания различных трубчатых металлоконструкций и многих других изделий. Также эти трубы используются при изготовлении мебели на металлическом каркасе, в различных металлических конструкциях, при возведении заборов. В производстве более широко используются круглые профили.
Для производства изделий используется метод электросварки. Стальные полосы сваривают на специальном оборудовании, придавая шву спиральную или прямую форму. Сама труба может иметь любой профиль, не только круглый, но и квадратный, прямоугольный, овальный.
Прямые трубы широко используются в нефтегазовой отрасли.
Эксплуатационные характеристики позволяют прокладывать такие трубы в местах с резкими перепадами температур, скачками давления и другими сложными условиями.
Виды стальных электросварных труб.
Все изделия изготавливаются по межгосударственным стандартам:
ГОСТ 13663-86 – трубы прямоугольные и квадратные;
ГОСТ 10706-76, ГОСТ 10705-91 – трубы круглые.
Диаметр круглых трубок различается в зависимости от модификации и может составлять от 10 до 530 мм или от 478 до 1420 мм по ГОСТ 10705-91 и ГОСТ 10706-76 соответственно.
Квадратные и прямоугольные трубы, в зависимости от их назначения, могут быть сконструированы следующим образом:
немерные – длиной 1,5–9 м;
измеряется;
кратность мер – длина может быть любой кратности в пределах установленного минимума для мерных труб.
Трубы мерной длины бывают следующих размеров:
5–9 м, если диаметр трубы не превышает 70 мм;
6–9 м при диаметре трубы от 70 до 219 мм;
10–12 м для труб диаметром 219–426 мм.
Если диаметр трубы превышает 426 мм, ее разрешается изготавливать только немерной длины.
Трубы прямоугольного и квадратного сечения выпускаются в двух вариантах – с обрезкой концов, удалением заусенцев и без такой обработки. Также есть модели с термообработкой для сварки либо всего изделия, либо без нее.
Электросварные трубы также классифицируются по качественным показателям:
А – улучшенные механические характеристики;
Б – улучшенные химические свойства;
Б – улучшенный химический состав и механические свойства;
Е – с нормализацией испытательного гидравлического давления.
Некоторые электрические лампы могут иметь швы. Для круглых труб диаметром 57 мм допускается один поперечный шов. В изделиях диаметром 820 мм и более допускается наличие 1 поперечного и 2 продольных швов.
Из всего модельного ряда наиболее востребованными считаются 2 вида труб:
Трубы стальные водогазопроводные.
Сфера применения продукции – разработка водо- и газопроводов, в том числе металлоконструкций для них, а также систем отопления.
Трубы изготавливаются из следующих материалов:
лист холоднокатаный;
лист горячекатаный;
прокат стальной.
Лучшим вариантом считается стальной прокат.
Согласно ГОСТ 3262-75 трубы выдерживают гидравлические испытания.Весь материал для производства труб проходит строгий входной контроль – на химический состав, механические свойства и др. Полученные данные сравниваются с данными, указанными в заводском паспорте качества.
В каталоге Ferges вы найдете большой ассортимент стальных труб различных размеров, типов, длин и конструкций, в том числе электросварные. Специалисты компании Ferges стараются постоянно держать товар на складе. Но если вам нужны изделия нестандартных форм или размеров, оформляйте индивидуальный заказ на нашем сайте.Максимальный срок изготовления 30 дней.
По вопросам заказа, доставки или продукции обращайтесь к менеджерам Ferges по телефону в шапке профиля. Звоните, такого богатого ассортимента и таких выгодных цен Вы больше нигде не найдете!
RussianGost | Официальная нормативная библиотека – ГОСТ 10704-91
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 23 Гидравлические и пневматические системы и компоненты общего назначения.»
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Приемное тестирование »
Правила сварки » Термическая обработка ”
Правила сварки » Дефекты »
Правила сварки » Основные материалы » Сталь, чугун »
Классификатор ISO » 23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ » 23.040 Трубопроводы и их комплектующие » 23.040.10 Трубы чугунные и стальные »
Национальные стандарты » 23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ » 23.040 Трубопроводы и их комплектующие » 23.040.10 Трубы чугунные и стальные »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V6 Трубы металлические и трубная продукция » V62 Трубы стальные и их соединительные детали »
В качестве замены:
ГОСТ 10704-76 – Трубы стальные электросварные прямошовные.Ассортимент
Ссылки на документы:
ГОСТ 10704-76 – Трубы стальные электросварные прямошовные. Ассортимент
ГОСТ 10705-80 – Трубы стальные электросварные. Технические характеристики
ГОСТ 10706-76 – Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 19903-74 – Листы стальные горячекатаные. Размеры
Ссылка на документ:
ГОСТ 10617-83 – Котлы отопительные с тепловой мощностью от 0.От 10 до 3,15 мВт
ГОСТ 10705-80 – Трубы стальные электросварные. Технические характеристики
ГОСТ 10706-76 – Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 11127-78 – Барабаны деревянные для канатов. Технические характеристики
ГОСТ 12.2.008-75 – Оборудование для газопламенной и термической обработки металлов
.ГОСТ 14114-85 – Установки судостроительные. Монтажные проушины. Дизайн и габариты
ГОСТ 14115-85 – Приспособления для судостроения.Продолговатые ушки для монтажа. Дизайн и габариты
ГОСТ 14116-85 – Установки судостроительные. Избирательные проушины. Технические требования
ГОСТ 21.602-2003 – Система проектной документации для строительства. Правила оформления рабочей документации отопления, вентиляции и кондиционирования
ГОСТ 24379.1-2012 – Болты фундаментные. Конструкция и размеры
ГОСТ 24379.1-80 – Болты фундаментные. Конструкция и размеры
ГОСТ 27321-2018 – Подмости разборные трубчатые для строительных работ.Технические характеристики
ГОСТ 27321-87 – Подмости разборные трубчатые для строительных работ. Технические характеристики.
ГОСТ 27590-2005 – Системы теплоснабжения домовые водяные. Общие технические условия
ГОСТ 31445-2012 – Трубы и трубы стальные и чугунные с защитными покрытиями. Технические требования
ГОСТ 32947-2014 – Дороги автомобильные общего пользования. Опоры стационарного электрического освещения. Технические требования
ГОСТ 32948-2014 – Дороги автомобильные общего пользования.Опоры дорожных знаков. Технические требования
ГОСТ 5105-82 – Цистерны стальные топливно-масляные
.ГОСТ 8969-75 – Соединения стальные трубные с цилиндрической резьбой для трубопроводов Р = 1,6 МПа. Переходные муфты. Основные размеры
ГОСТ 9.302-88 – Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Методы контроля
ГОСТ Р 51571-2000 – Компенсаторы и уплотнения металлические сильфонные. Общие технические требования
ГОСТ Р 52664-2006 – Сваи трубные шпунтовые сварные.Общие технические условия
ГОСТ Р 52664-2010 – Сваи трубные шпунтовые сварные. Технические характеристики
ГОСТ Р 53384-2009 – Трубы и трубы стальные и чугунные с защитными покрытиями. Технические требования
ГОСТ Р 55474-2013 – Системы газораспределения. Требования к газораспределительным сетям. Часть 2. Газопроводы стальные
ГОСТ Р 57991-2017 – Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стальные сваи труб, используемые для устройства фундаментов опор наземных трубопроводов.Общие технические условия
ГОСТ Р 58095.0-2018 – Системы газораспределения. Требования к сетям газопотребления. Часть 0. Общие
ГОСТ Р 58257-2018 – Магистральный трубопроводный транспорт нефти и нефтепродуктов. Устройства тканевого балласта. Общие технические условия
ИМ 4-12-95: Системы автоматизации. Справочник материалов. Часть 1. Основные материалы
Руководство: Руководство для импульсных систем пожаротушения с низким потреблением энергии
МДС 12-22.2005: Рекомендации по применению в строительной отрасли требований нормативных правовых и иных нормативных актов, содержащих государственные нормативные требования по охране труда
МДС 12-25.2006: Строительные леса. Установка, расчет и эксплуатация
МДС 12-58.2011: Строительные леса. Изготовление, установка, эксплуатация
МДС 12-62.2012: Проект установки защитного экрана от частей строительных лесов
МДС 40-2.2000: Руководство по проектированию автономных инженерных систем (водоснабжения, канализации, трубопроводного теплоснабжения и вентиляции, газоснабжения и электроснабжения) для одноквартирных и многоквартирных жилых домов
МДС 53-2.2004: Диагностика сварных металлоконструкций
MI 2220-13: Рекомендация. Государственная система обеспечения единства измерений. Расход и объем сточной жидкости. Методика измерения в безнапорных трубопроводах по уровню с предварительной калибровкой измерительного участка
МУ 34-70-053-83 «Методические указания по расчету и проектированию пневмотрубок для транспортировки золы»
НТП 10-12977-2000 – Нормы технологического проектирования предприятий алкогольной промышленности
ODM 218.2.066-2016: Методические указания по применению анкерных свай и микросвай в составе инженерной защиты дорог
ODM 218.2.090-2017: Методические указания по применению трубчатых сварных канавок при строительстве автомобильных дорог
ODM 218.3.083-2016: Методические указания по бестраншейной прокладке труб дорожных водопропускных труб
ОСТ 108.101.101-76 – Подогреватели пароводяные. Оболочки. Дизайн и размеры.
ОСТ 108.101.107-76 – Подогреватели пароводяные. Кормовые водные камеры (с плоским дном, четырехходовые).Дизайн и размеры.
ОСТ 108.101.110-76 – Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.101.111-76 – Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.313.101-76 – Подогреватели пароводяные. Оболочки. Союзы. Дизайн и размеры.
ОСТ 108.313.103-76 – Подогреватели пароводяные. Кожухи, патрубки с фланцами. Союзы. Дизайн и размеры.
ОСТ 108.318.103-76 – Подогреватели пароводяные. Оболочки. Трубки. Дизайн и размеры.
ОСТ 108.318.104-76 – Подогреватели пароводяные. Передние водяные камеры. Трубки. Дизайн и размеры.
ОСТ 108.318.105-76 – Подогреватели пароводяные. Передние водяные камеры. Соединительная ветка. Дизайн и размеры.
ОСТ 153-34.0-970-99А – Узлы и детали опорные станционные трубопроводы АЭС Ру
.ОСТ 153-34.0-970-99А – Монтаж узлов и деталей трубопроводов опорных станций атомных станций. Номинальное давление не более 2,5 МПа.Заглушка для прохода через потолок. Дизайн и размеры.
ОСТ 24.030.45-74 – Воздухонагреватели трубчатые паровые стационарные котлы. Общие технические условия
ОСТ 24.200.02-91 – Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 26-07-2027-80: Условные обозначения материалов в конструкторской документации.
ОСТ 34-266-75 – Опоры и подвески станционных трубопроводов Ру
.ОСТ 34-42-747-85 – Детали и сборные узлы трубопроводов ТЭЦ рабочие П
.ОСТ 36-146-88 – Подшипники стальных промышленных трубопроводов на Р 10 МПа.Характеристики.
ОСТ 36-26-77 – Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-41-81 – Детали трубопроводов сварные и гнутые из углеродистой стали с Dy до 500 мм, на Py до 10 МПа (100 кг / см2). Типы и основные параметры.
ПБ 11-401-01 – Правила безопасности газоперерабатывающих производств металлургических и коксохимических производств и предприятий
ПГВУ 090-93: Газопылевоздушные трубопроводы тепловых электростанций.Общие технические требования
ПКО-2010.6: Справочные материалы для проектных работ по электрической части проекта
.R 51-31323949-58-2000: Руководство по применению стальных труб в нефтегазовой промышленности
РД 05-365-00: Инструкция по разработке проекта противопожарной защиты угольной шахты
РД 05-366-00: Инструкция по устройству противопожарного водопровода
РД 153-006-02 – Руководство по сварочному процессу при строительстве и ремонте магистральных нефтепроводов
РД 31.30.11.01-84: Пособие по технологическому проектированию связи и сигнализации в морских портах и на судоремонтных предприятиях ММФ. Возможности проводной связи.
РД 34.10.306-88 – Материальные пособия на ремонт. Стационарные паровые котлы.
РД 34.26.603: Руководство по использованию строительных лесов и люлек для ремонта паровых котлов
РД 34.39.201 – Руководство по устройству систем пароводяных трубопроводов на тепловых электростанциях
RD 3-VEP: Руководящий документ по использованию осевых сильфонных компенсаторов (SC) для технических условий İNESH.300260.029ТУ, сильфоны компенсирующие устройства (Артикул) по техническим условиям ЯІАНШ.300260.033ТУ, сильфоны пусковые к компенсаторам (
РД 4-ВЭП: Руководящий документ по применению компенсаторов осевых сильфонных (КСО-ТПЗ) на ТУ 3-120-81 ОАО «Тульский патронный завод» и компенсаторов пусковых сильфонных (КСС-ТПЗ) на технические условия ТУ 3695-056-08629358-2000 OJS
РД 5-ВЭП: Методический документ по применению компенсаторов сильфонных осевого типа ОАО «Металомп» при проектировании, строительстве и эксплуатации тепловых сетей по ТУ 5-99 НФЦП.302667.310 ТУ (СК-160.000.00.ТУ) «Компенсаторы сильфонные» СК-МК
Рекомендации: Аспирационные дымовые извещатели VESDA. Часть 1. Область применения
РМ 4-150-92 – Системы автоматизации технологических процессов. Интегральные нормы расхода материалов и изделий
РМ 4-206-95 – Системы автоматизации. Спецификация оборудования, изделий и материалов. Направления реализации. Припуск по ГОСТ 21.110-95
РМ 4-223-89 – Системы промышленной автоматизации. Требования к исполнению электроустановок систем автоматизации взрывоопасных зон
РМ 4-242-92 – Системы автоматизации.Рекомендации по устройству отопления и теплоизоляции трубопроводной разводки
РМ 4-246-91 – Системы автоматизации. Общие требования для
канадских долларовРМ 4-6-84 – Системы автоматизации технологических процессов. Проектирование электропроводки и трубопроводов. Часть 1. Электропроводка. Пособие по МПБ 205-84 / ММСН
РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Устройство сетей водоснабжения и водоотведения г. Санкт-Петербурга.Санкт-Петербург
РСТ РСФСР 655-81: Ледобуры рыболовные. Общие технические условия
RU 34-1203-71: Методические указания по устройству пылевоздушных каналов котлоагрегатов
.СН 323-65 – Инструкция по применению при строительстве труб стальных тонкостенных с условным проходом от 15 до 50 мм
СН 412-70: Нормы расхода материалов, труб, сантехники и отопительных приборов на 1 млн руб. ориентировочная стоимость строительно-монтажных работ.Легкая промышленность. Пищевая промышленность. Мясная и молочная промышленность. Рыбная промышленность
СН 416-70: Нормы расхода материалов, труб, сантехники и отопительных приборов на 1 млн. Руб. ориентировочная стоимость строительно-монтажных работ. Нефтяная промышленность. Нефтеперерабатывающая промышленность. Химическая (нефтехимическая) промышленность. Газовая промышленность. Перевозка
СНиП 2.05.13-83 – Нефтепродуктопроводы, сооружаемые в городах и иных населенных пунктах
СНиП 2.05.13-90: Нефтепродуктопроводы, прокладываемые по территориям городов и населенных пунктов
.СНиП II-11-77: Средства защиты гражданской обороны
СНиП II-40-80: Метро
СНиП III-34-74: Системы автоматизации
СП 120.13330.2012: Метро
СП 158.13330.2014 – Здания и помещения медицинских учреждений. Правила оформления
СП 24.13330.2011 – Фундаменты свайные
СП 241.1311500.2015 – Системы противопожарной защиты. Автоматические системы водяного пожаротушения для высоких стеллажей. Правила проектирования и регламентов
СП 25.13330.2012 – Основания и основания на вечномерзлых грунтах
СП 281.1325800.2016: Котельные интегрированные в здание общей мощностью до 360 кВт.Правила планировки и устройства
СП 287.1325800.2016 – Морские причальные сооружения. Правила проектирования и строительства
СП 294.1325800.2017 – Конструкции стальные. Правила оформления
СП 31.13330.2012 – Водоснабжение. Трубопроводы и переносные водоочистные сооружения
СП 32-105-2004 – Метро
СП 373.1325800.2018 – Источники теплоснабжения автономные. Правила оформления
СП 41-101-95 – Проектирование тепловых пунктов (к СНиП 2.04.07-86)
СП 41-104-2000 – Проектирование автономных источников теплоснабжения
СП 42-102-2004 – Проектирование и строительство газопроводов из металлических труб. Заменить СП 42-102-96
СП 5.13130.2009 – Системы противопожарной защиты. Автоматизированные установки пожарной сигнализации и пожаротушения. Нормы и правила проектирования
СТ ЦКБА 070-2009 – Арматура трубопроводная. Обозначение материалов в конструкторской документации
ТОИ Р-218-48-95 – Типовая инструкция по охране труда машинистов передвижных компрессоров (станций)
ТР 50-180-06 – Технические рекомендации по проектированию и устройству свайных фундаментов по разрядно-импульсной технологии для высотных зданий
т.р. 94.05-99: Типовой порядок оперативного контроля качества строительно-монтажных и военно-строительных работ при строительстве зданий и сооружений. 05: Монтаж сантехнических систем
ТР 94.13-01 – Типовой порядок оперативного контроля качества строительно-монтажных и военно-строительных работ при строительстве зданий и сооружений. 13: Контроль качества монтажа систем обслуживания зданий
ТСН 40-303-2003 – Бестраншейный монтаж инженерных коммуникаций с использованием микротоннелирующих комплексов и реконструкция трубопроводов с использованием специального оборудования
ТУ 102-46-75 – Весы сборные консольные типа УКС
.ТУ 1390-001-86695843-08 – Трубы стальные диаметром 57-1420 мм с наружным двухслойным и трехслойным полиэтиленовым покрытием
ТУ 1390-002-86695843-08 – Трубы и детали труб стальные с внутренним антикоррозийным покрытием на основе высоковязких материалов
ТУ 1390-012-86695843-2011 – Трубы и фасонные части стальные диаметром 57–2020 мм с внутренним однослойным покрытием на основе жидких эпоксидных материалов, не содержащих растворителей
ТУ 1390-014-86695843-2011 – Трубы и детали трубопроводов стальные с наружным двухслойным эпоксидным антикоррозионным покрытием
ТУ 1394-011-86695843-2011 – Трубы стальные с внешним двухслойным эпоксидным покрытием, устойчивым к ультрафиолетовому излучению.Технические условия
ТУ 14-3Р-37-2000 – Трубы стальные электросварные прямошовные диаметром 102–1220 мм с внешним защитным покрытием на основе экструдированного полиэтилена. Технические условия
ТУ 34-38-20135-94 – Воздухонагреватели трубчатые стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20189-94 – Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 – Горелки типов пылевидные паровые стационарные котлы.Технические условия на капитальный ремонт
ТУ 34-38-20191-94 – Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 576431-006-01297858-99 – Трубы теплогидроизолированные с теплоизоляцией из пенополиуретана. Технические условия
ТУ 5768-009-86695843-2011 – Трубы стальные с теплоизоляцией из пенополиуретана в защитной оболочке для нефте- и газопроводов
.ВНТП 01-98: Мелиоративные системы и сооружения.Системы орошения с использованием сточных вод и отходов животноводства
ВНТП 1-86: Нормы технологического проектирования угольных и сланцевых шахт
ВНТП 26-94: Нормы технологического проектирования заводов игристых вин (производство советского шампанского проточно-емкостным способом)
ВНТП 3-92: Временные нормы технологического назначения обогатительных фабрик
VRD 39-1.11-014-2000: Методические указания по проверке и идентификации стальных труб для газовых и нефтяных трубопроводов
ВСН 189-78: Руководство по планированию и проведению искусственного замораживания грунтов, используемых при строительстве метро и туннелей
ВСН 25-95: Руководство по применению оболочки из пенополиэтилена для изоляции труб
ВСН 370-93: Инструкция по устройству электропроводки в трубах
ВСН 3-94: Отраслевые строительные нормы и правила для прокладки подземных трубопроводов холодного водоснабжения из стальных труб диаметром 300-600 мм с внутренней цементно-песчаной изоляцией
ГОСТ 34058-2017 – Внутренние коммуникации зданий и сооружений.Монтаж и пусконаладочное адаптивное управление испарительными и конденсаторными агрегатами кондиционирования. Общие технические требования
ГОСТ Р 55474-2019 – Системы газораспределения. Газораспределительные сети природного газа. Часть 2. Газопроводы стальные
Пособие к РД 78.145-93: Пособие к руководящему документу «Системы и комплексы охранной, пожарной и охранно-пожарной сигнализации. Правила производства и приемки работ»
Руководство к СНиП 2.04.02-84: Руководство по проектированию сооружений водозабора поверхностных вод
Инструкция по СНиП 2.04.02-84: Руководство по проектированию забора подземных вод
Пособие по СНиП 2.04.02-84: Составление технико-экономической части проектов внеплощадочных систем водоснабжения и канализации. Справочное руководство к СНиП
Пособие по СНиП 2.04.02-84: Пособие по проектированию систем автоматизации и диспетчеризации водоснабжения
Руководство по СНиП 2.04.02-84: Руководство по проектированию градирни
Пособие по СНиП 2.04.02-84: Пособие по проектированию сооружений водоподготовки и водоочистки
Инструкция по СНиП 2.04.02-84: Проектирование сооружений по обезвоживанию шлама очистных сооружений природных
.Пособие по СНиП 2.04.02-84: Учет объема и содержания технической документации по системам внешнего водоснабжения и канализации
Пособие по СНиП 2.04.02-84: Руководство по определению толщины стенки стальных труб, выбору марок, групп и категорий сталей для наружных сетей водоснабжения и канализации
Пособие по СНиП 2.04.02-84: Пособие по защите внутренней поверхности стальных труб от коррозии (к СНиП 2.04.02-84)
Пособие по СНиП 2.04.02-84: Пособие по проектированию систем водоснабжения и водоотведения в сложных инженерно-геологических условиях. Т-3083
Пособие к СНиП II-23-81 *: Пособие по проектированию металлоконструкций опор воздушных линий электропередачи (ВЛ) и ОРУ (ОРУ) подстанций напряжением более 1 кВ
Руководство по СНиП II-23-81 *: Руководство по расчету прочности стальных конструкций
Пособие по СНиП II-23-81 *: Учебное пособие по проектированию металлоконструкций
Пособие к СНиП II-37-76: Пособие по применению стальных труб для устройства систем газоснабжения
НПБ 88-2001 * – Системы пожаротушения и сигнализации.Нормы и правила проектирования
НТП 10-12976-2000 *: Нормы технологического проектирования предприятий алкогольной промышленности
НТП-АПК 1.20.11.001-04: Нормы технологического проектирования предприятий дрожжевой промышленности
ОСТ 153-34.0-971-99А – Узлы и детали опорные станционные трубопроводы АЭС Ру
.РД 22-16-2005 *: Руководящий нормативный материал. Подъемные машины. Подбор материалов для изготовления, ремонта и реконструкции сварных металлоконструкций
РД 34.49.104-91: Рекомендации по проектированию систем автоматического водяного пожаротушения масляных силовых трансформаторов
.РД РОСЭК-006-97 – Машины подъемные. Металлоконструкции. Ультразвуковой толщиномер. Ключевые моменты
СП 10.13130.2020 – Системы противопожарной защиты. Внутренний противопожарный водопровод. Нормы и правила проектирования
СП 25.13330.2020 – Основания и фундаменты на многолетнемерзлых грунтах СНиП 2.02.04-88
СП 341.1325800.2017 – Подземные инженерные коммуникации.Футеровка методом горизонтально-направленного бурения
СП 350.1326000.2018 – Нормы технологического проектирования морских портов
.СП 399.1325800.2018 – Системы наружного водоснабжения и канализации из полимерных материалов. Правила устройства и монтажа
СП 402.1325800.2018 – Здания жилые. Правила устройства систем газопотребления
СП 42-102-96: Правила применения стальных труб для строительства систем газоснабжения
СП 485.1311500.2020: Системы противопожарной защиты. Установки автоматического пожаротушения. Нормы и правила проектирования
ТУ 14-3Р-63-2002 – Трубы стальные, футерованные полиэтиленовыми трубами. Технические характеристики
ТУ 3680-001-04698606-04 – Опора трубная
ВСН 21-02-01 / МО РФ: Установки автоматического газового пожаротушения Вооруженных Сил РФ. Нормы и правила проектирования
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
Русский Гост.com является ведущей в отрасли компанией со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация – локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях – максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Общие сведения о трубопроводной арматуре – типы трубопроводной арматуры, материалы и приложения
Трубная арматура – это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным.Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Термины «труба», «труба» и «трубка» имеют некоторую несогласованность. Поэтому термин «трубопроводная арматура» иногда упоминается в контексте труб, а также труб.Несмотря на то, что по форме они похожи на трубные фитинги, они редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение фитингов: материалы для фитингов и производственные процессы
Литой и ковкий чугун
Фитинги для чугунных труб подразделяются на гладкие и раструбные. Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно ленточного зажима из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение.Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому – например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг. Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб.Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных труб часто используютсятам, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.com
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (так называемых «черных труб») и оцинкованных труб, которые используются в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно больших размеров. диаметры, в настоящее время они обычно не используются, поскольку нарезание резьбы на трубах большого диаметра считается излишне сложной.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб.В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами. Фитинги для сварки внахлест, обычно кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка. Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ.Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, при этом фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д.Большая часть трубопроводного оборудования, такого как насосы и компрессоры, также подключается через фланцы по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. К этим стилям относятся внахлест, приварная шейка, сварка муфтой, кольцевое соединение, резьбовое соединение и надевание. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление. Притертые фланцы часто используются там, где будут частые разъединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты.Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцымогут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец.ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику. Размеры этих фланцев соответствуют стандарту ASME B16.1, стандарт для фланцевых и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам, подготовленным аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами, позволяющими демонтировать линию для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных элементов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов, таких как металлические заглушки для труб или отводы на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая трубатакже является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительного применения, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные патрубки для труб, соответствующие диаметрам труб, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые соприкасаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые фитинги для труб доступны как для сварки враструб (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитингидоступны в стандартных формах и стилях, а также в диапазонах размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубами из ПВХ, предназначенными для использования в конструкциях, таких как заборы, перила или мебельные конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходные переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых случаях использования пластиковых труб, например, в водопроводе для слива раковин, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены резьбовым соединением с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку и устранение засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты со сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Керамическая глина
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка с уплотнительным кольцом или прокладкой, используемыми для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли
Выноски
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними – угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, в то время как фитинги с британской стандартной трубной резьбой (BPST) используют немного меньший угол конуса, равный 55 градусам.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключение составляет уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно чертежа в одну линию с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы вся система трубопроводов отображалась в одной плоскости.
Велдолеты
Эти небольшие свариваемые ответвления укрепляют трубу в том месте, где сделано отверстие, устраняя необходимость в добавлении арматуры. Различные формы этих фитингов доступны под различными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше стены скошены под углом 70 °, и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для опорного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после – подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навертные фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, сваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное особое требование состоит в том, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционным сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочной операции, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Ютана artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- соски
- отвод
- тройники
- wyes
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Заглушки или заглушки можно использовать для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб с целью облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают арматуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Фитинги для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких типов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых для соединения труб используются системы с кольцом и кулачком. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате эти кольцевые и кулачковые системы, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками обычно допускаются спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малой загруженностью.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / AttributesПадение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсыПомимо организаций, спонсирующих коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
СводкаЭто руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Сокращения- ABS — Акрилонитрил-бутадиен-стирол
- AWS – Американское сварочное общество
- DWV – слив, отходы и вентиляция
- MEP – механическое, электрическое и водопроводное оборудование
- NPT – трубная коническая национальная резьба
- NPS – прямая трубная резьба National; также, номинальный размер трубы
- PCCP – предварительно напряженная бетонная цилиндрическая труба
- PE – полиэтилен (PEX, сшитый)
- P&ID – Схема трубопроводов и КИП
- PP – полипропилен
- ПВХ – поливинилхлорид
- SDR – стандартное соотношение размеров
- WPS – Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Больше из оборудования
FZC 11 Oktomvri A.D. | Сварные стальные трубы и полые профили
FZC 11 Октомври А.Д. Куманово – крупная компания с относительно небольшим внутренним рынком, но ориентированная на экспорт. Благодаря этому компания следует требованиям национальных рынков региона и Западной Европы.Иногда он также присутствует на других рынках мира. Это обстоятельство явилось предпосылкой для постоянного расширения ассортимента и повышения качества продукции за счет принятия более высоких критериев производства и доставки в соответствии с самыми строгими требованиями ведущих мировых стандартов.
Компания имеет очень широкий ассортимент продукции в области стальных сварных труб и полых профилей, которые используются во многих отраслях экономики, как элементы трубопроводов и стальных конструкций в строительстве, промышленности, транспорте, горнодобывающей промышленности, сельском хозяйстве и других отраслях промышленности.
FZC 11 Oktomvri A.D. предлагает широкий ассортимент электросварных стальных труб с круглым поперечным сечением – наружным диаметром от 8 мм до 1620 мм:
FZC 11 Oktomvri A.D. также предлагает электросварные стальные трубы квадратного и прямоугольного сечения от 10×10 мм до 400×400 мм или 30×10 мм 500×300 мм:
- Холодная штамповка
- Горячая формовка
Завод производит несколько видов другой продукции:
FZC 11 Октомври А.Д. уделяет большое внимание антикоррозийной защите с внутренней и внешней стороны магистральных труб, устанавливаемых в различных зонах, в зависимости от их назначения:
- Внешнее и внутреннее цинковое покрытие для труб диаметром от 21,3 мм (1/2 дюйма) до 88,9 мм (3 дюйма).
- Внешнее двухслойное полиэтиленовое покрытие для труб от 88,9 мм (3 дюйма) до 813 мм (32 дюйма).
- Внешнее трехслойное полиэтиленовое покрытие для труб от 88,9 мм (3 дюйма) до 813 мм (32 дюйма).
- Внешнее трехслойное полипропиленовое покрытие для труб от 88,9 мм (3 дюйма) до 813 мм (32 дюйма).
- Внешнее эпоксидное покрытие ( FBE ) для труб от 88,9 мм (3 дюйма) до 813 мм (32 дюйма).
- Внешнее битумное покрытие для труб от 88,9 мм (3 дюйма) до 1620 мм (64 дюйма).
- Внутренняя облицовка цементным раствором для труб диаметром от 159,0 мм (6 1/4 дюйма) до 610 мм (24 дюйма).
- Внутреннее эпоксидное покрытие для труб диаметром от 159,0 мм (6 1/4 дюйма) до 813 мм (32 дюйма).
- Внутреннее битумное покрытие для труб от 88,9 мм (3 дюйма) до 1620 мм (64 дюйма).
- Временная защита от коррозии при транспортировке и хранении в течение всей производственной программы.
Electro Polished Tube, на Desai Road, Mumbai, Pankaj Steel Center
Electro Polished Tube, на Desai Road, Mumbai, Pankaj Steel Center | ID: 114773
Описание продукта
Мы вовлечены в предложение широкого ассортимента Электрополированной Трубки .Они произведены, используя сырье высшего качества и передовые технологии. Ассортимент продукции доступен в различных размерах, размерах и образцах согласно различным потребностям клиентов. Мы обеспечиваем нашу продукцию согласно требованиям различных отраслей по рентабельным ценам.Характеристики:
Мы заняты производством широкого ассортимента Электрополированной Трубки. Эти трубки производятся с использованием высококачественного сырья и сложных технологий.Предлагаемый диапазон доступен в различных размерах, размерах и образцах согласно различным потребностям клиентов. Кроме того, наш ассортимент полированных труб включает трубы, бухты, полосы, пластины из нержавеющей стали и другие изделия из нержавеющей стали. Мы также обеспечиваем сварные трубы из нержавеющей стали согласно требованиям различных отраслей промышленности по рентабельным ценам.
Наш ассортимент электрополированных труб из нержавеющей стали обладает следующими характеристиками:
- Стандарт: ASTM A554, A312, A778, JIS G3446, CNS G3119, GB
- Класс: 201, 202, 302,304, 304l, 309,310, 316, 16l, 317,317l, 321
- Толщина стенки: 0.От 3 мм до 3,0 мм
- Поверхность: полированная, блестящая и т. Д.
- Другие типы нестандартных труб изготавливаются по индивидуальному заказу.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1974
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот До рупий50 лакх
Участник IndiaMART с апреля 2014 г.
GST27AAEPS8609K1Z5
Мы Pankaj Steel Center с 1974 – очень известная отраслевая организация, занимающаяся производством и оптовой продажей широкого ассортимента фитингов высшего качества. В рамках этого диапазона мы предлагаем Swage Ниппель , фитинги для труб, оплетку из нержавеющей стали, фланец из нержавеющей стали, соединение DIN, изгиб из нержавеющей стали, трубные фитинги, зажимы из нержавеющей стали и многое другое .Предлагаемые нами продукты разработаны с использованием проверенных на качество материалов и новаторских технологий в соответствии с установленными отраслевыми стандартами со стороны поставщиков. Наши уважаемые клиенты высоко ценят предлагаемые продукты благодаря превосходной прочности, более длительному сроку службы, высокой эффективности, превосходному качеству и прекрасной отделке. Вернуться к началу 1Есть потребность?
1
Получите лучшую ценуЕсть потребность?
Получите лучшую ценуО трубе Келли – Труба Келли
История трубы Келли
Kelly Pipe – один из крупнейших дистрибьюторов труб в стране.Компания Kelly, основанная в 1898 году со штаб-квартирой в Санта-Фе-Спрингс, Калифорния, обслуживает более 3000 клиентов во всех 50 штатах, а также за рубежом, используя свой обширный ассортимент труб диаметром от 1/8 ″ до 54 ″.
Kelly действует как главный дистрибьютор стандартных и линейных труб, продавая их другим дистрибьюторам труб по всей стране. Они, в свою очередь, продают продукцию Kelly муниципалитетам, энергетическим компаниям, подрядчикам, предприятиям водоснабжения, электростанциям и правительственным учреждениям.Помимо своей основной линии и бизнеса по распределению стандартных труб, Kelly создала основные ниши в энергетическом бизнесе через свое известное подразделение Oil Country Tubular Goods (OCTG).
Успех и долголетие компанииKelly являются результатом ее беспрецедентного доступа к ведущим источникам отечественных и импортных труб, непревзойденного масштаба и широты запасов, быстрой доставки и превосходного обслуживания клиентов. В результате Компания демонстрирует стабильный ежегодный рост.
Kelly работает в сети из 20 офисов по всей территории США и за рубежом, состоящей из 17 отделений по продаже чулок и 3 офисов продаж.Кроме того, мы храним материалы на нескольких сторонних складских площадках. Быстрое расширение компании было вызвано открытием новых предприятий по всей стране.
Kelly предлагает стандартные и линейные трубы широкого ассортимента размеров, веса и классов, как черные, так и оцинкованные, бесшовные и электросварные. В ее продуктовую линейку также входит значительная часть труб OCTG и изделий для специальных заказов, таких как пластиковые трубы, трубы с цементным покрытием и футеровки, изделия из нержавеющей стали, клапаны и фитинги.Компания выполняет различные производственные услуги с добавленной стоимостью, начиная от резки, нарезания канавок, нарезания резьбы, футеровки и покрытия, изготовления и сварки.
Проверенная команда менеджеров Келли продемонстрировала свою способность продвигать компанию вперед, привлекая талантливых ветеранов отрасли и начинающих профессионалов, только начинающих свою карьеру.