Электросварные трубы способы изготовления: Технология производства стальных электросварных труб
alexxlab | 21.04.2023 | 0 | Разное
Как делают электросварные трубы – Стальэнерго-Урал
Электросварные трубы — повсеместно используемая металлопрокатная продукция, находящая свое применение в быту и на производственных предприятиях. В зависимости от используемой в качестве исходного сырья марки стали они предназначаются для изготовления металлоконструкций, пульпопроводов, трубопроводов теплосетей и газоснабжения низкого/высокого давления. Подходят для магистральных газонефтепроводов и сетей, транспортирующих среды с высокой коррозионной активностью.
Из чего производят электросварные трубы
Прямошовный трубопрокат изготавливается на трубоэлектросварочных станах (ТЭСА) с использованием автоматической электродуговой сварки под флюсом. Выбор исходного материала обуславливается наружным диаметром конечного изделия.
Для производства применяется:
- Стальная полоса (штрипс) для труб малого/среднего диаметра до 426 мм.
- Стальной лист для труб увеличенного диаметра 530…1220 мм.
Основные марки стали — углеродистая Ст3 и низколегированная 20, 17ГС, 13ГС, 08ГБЮ, 12Г2СБ, 09ГСФ, 08Г1НФБ и другие.
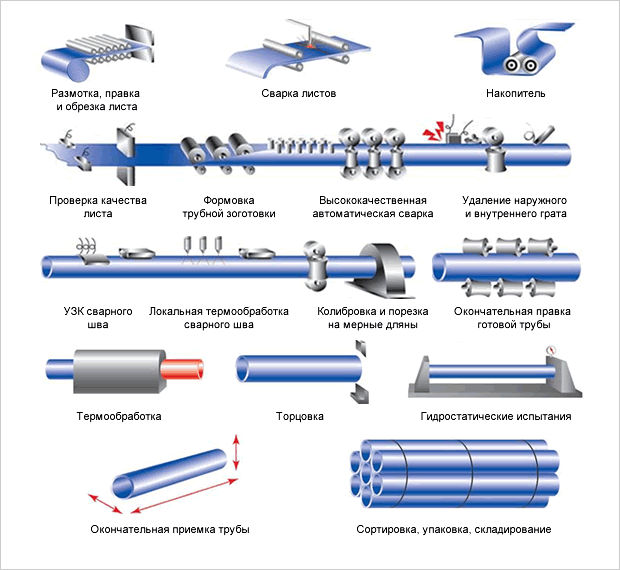
Технологические этапы изготовления сварных труб
Вне зависимости диаметра будущей трубы, ширины предварительно размотанного штрипса или тонколистовой стали технология едина.
- Подача листа в производство при помощи электромагнитных кранов и приварка технологических полос.
- Правка, строжка (выравнивание) краев и контрольное измерение ширины.
- Загибание кромок, предварительное и итоговое формование заготовки.
- Сварка с выполнением двух наружных и двух внутренних (при большом диаметре трубы) швов.
- Удаление приваренных кромок и финишная ручная обработка швов.
- Промывка внутренней поверхности для очистки от окалины и прочих загрязнений.
Выравнивание трубы до идеально ровной формы выполняется посредством гидромеханического экспандирования — пластической деформации стенки с внутренней стороны. После обрезки концов плазменной резкой, изготовления фаски, притупления торцов и окончательной маркировки продукция отправляется на дополнительную обработку и склад.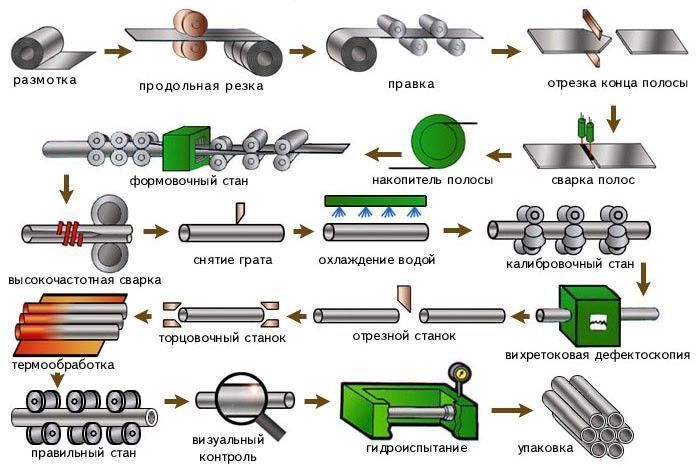
Промежуточный и окончательный контроль качества
Надежность, герметичность и длительный срок службы электросварных труб — следствие не только выбранных марок сталей и проверенной годами технологии, но и многоступенчатого неразрушающего контроля качества основного металла и сварных соединений.
Для промежуточной проверки после сваривания трубной заготовки и финальной перед маркировкой используются:
- Визуальный осмотр швов.
- УЗК (автоматический ультразвуковой контроль) шва, поверхности стали на сплошность и по периметру.
- ТРКК (рентгенотелевизионный контроль) шва и концов трубы.
- Гидроиспытание давлением, величина которого определяется, исходя из толщины стенки, внутреннего диаметра и предела текучести.
Для защиты трубопроката от коррозии наносятся многослойные полимерные покрытия. На очищенную механическим способом, покрытую хроматирующим раствором и нагретую поверхность наносится эпоксидный праймер для лучшей адгезии, экструдированный сополимер и полиэтилен.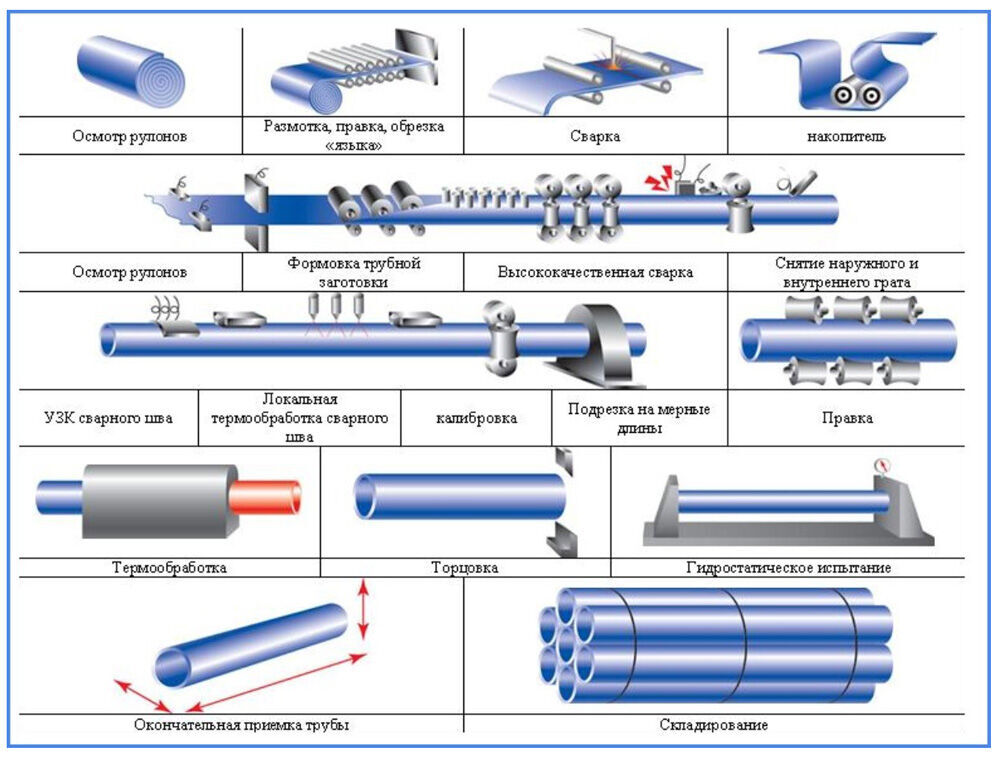 Обработанное изделие охлаждается водяным способом и после зачистки торцов проходит приемо-сдаточный контроль.
Обработанное изделие охлаждается водяным способом и после зачистки торцов проходит приемо-сдаточный контроль.
Использование защитных покрытий улучшает характеристики электросварных труб, повышает надежность и экономическую эффективность применения в различных климатических условиях.
Виды сталей для производства труб
ГлавнаяПолезная информация Виды сталей для производства труб
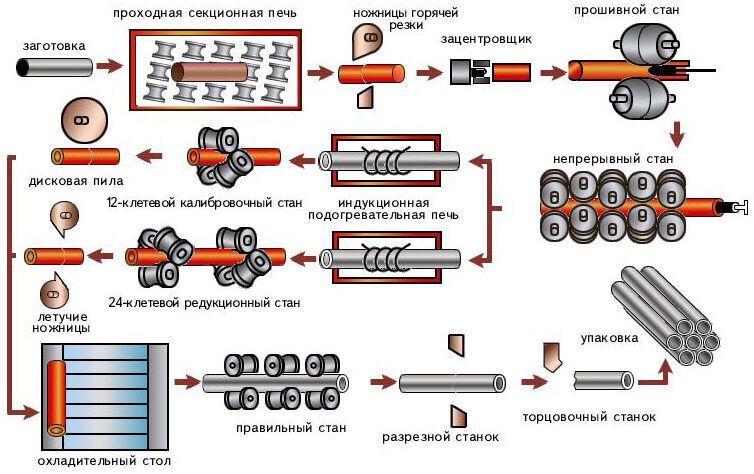
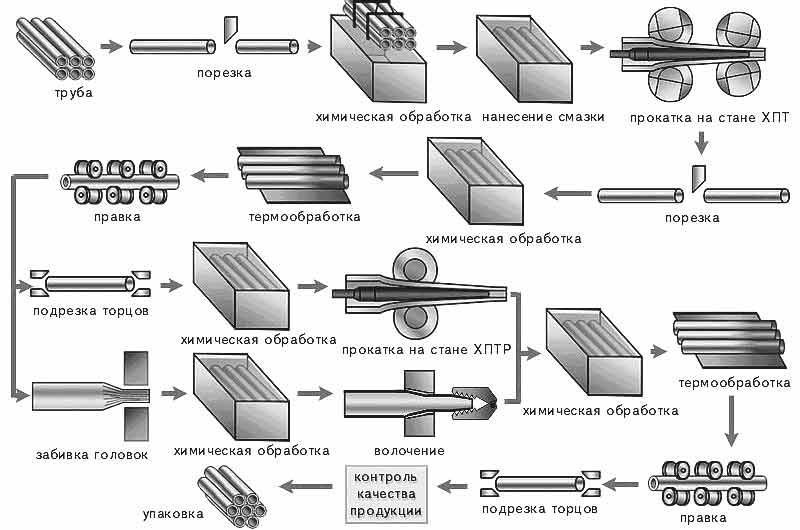
Качественные характеристики стальных труб зависят от двух базовых параметров и условий – технологии изготовления и используемой стали при производстве трубы. Для прокладки трубопроводов используется трубы, изготавливаемые по двум основным технологическим способам производства – трубы электросварные с продольным швом (либо спиральношавные), получаемые из стального тонколистового прокатного штрипса и трубы бесшовные, получаемые из литых заготовок методом горячего (горячекатанные) и холодного (цельнотянутые) деформирования. Трубы электросварные круглые изготавливается из стали марок Ст2сп, Ст2пс, Ст2кп, Ст4сп, Ст4пс, Ст4кп (согласно ГОСТ 380 10) и стали марок 10пс, 20, 35, 45, 08кп (согласно ГОСТ 1050) согласно ГОСТ 8639-82. По диаметрам трубы круглые электросварные изготавливаются по: 1) ГОСТ 10705-91 – от 10 мм до 530 мм и 2) ГОСТ 10706-76 – от ду от 478 мм до 1420 мм.  Трубы бесшовные имеют более низкий ограничивающий потолок по диаметру в сравнении с электросварными трубами. Технология производства стальных бесшовных труб осуществляется 1) методом ковки данных труб, 2) методом прокатки труб на специальных станах, 3) методом волочения бесшовных труб и 4) методом трубного прессования. Трубы бесшовные горячедеформированные получают из углеродистой и легированной стали в соответствии с требованиями ГОСТ 8731-78. Длина данных труб немерная и составляет, как правило, от 4 до 12,5 м (немерной длины). Бесшовные трубы широко применяются в системах теплоснабжения и горячего водоснабжения трубопроводов тепловых сетей и комуникаций системы ЖКХ. Данный вид труб отличается высокой износостойкостью за счет толщины стенки. По толщине стенки бесшовные трубы подразделяются на два класса труб: 1) труба бесшовная толстостенная с толщиной стенки до 12 мм и 2) труба бесшовная тонкостенная с толщиной стенки от 0,4 мм. Труба стальная бесшовная холоднодеформированная изготавливается методом холодной прокатки в соответствии с ГОСТ 8734-75 и широко применяются в нефтехимической и других аналогичных по коррозионной среде отраслях промышленности.  |
ПРАВИЛА И РЕКОМЕНДАЦИИ |
Информация для клиентов
23.02.2023
Основной склад ТРУБА-159х4,5 ГОСТ вгп 20295-85
22.02.2023
Основной склад ТРУБА-57х5 ГОСТ вгп 20295-85
21.02.2023
Поступление на основной склад ТРУБА ППУ 273/400 Полиэтиленовая оболочка
На основной склад поступили ТРУБЫ ППУ-273/450 Полиэтиленовая оболочка ГОСТ 30732-2020
На основной склад поступили ТРУБЫ ППУ-76/160 Полиэтиленовая оболочка ГОСТ 30732-2020
Основной склад ТРУБЫ-133х6 ГОСТ бш. 8732
Поступление на склад ТРУБЫ ППУ 219ОЦ/315 Полиэтиленовая оболочка
20.02.2023
Основной склад ТРУБЫ-108х6 ГОСТ бш. 8732
Основной склад ТРУБА-108х6 ГОСТ вгп 20295-85
Основной склад ТРУБА-219х7 ГОСТ вгп 20295-85
Основной склад ТРУБА-57х5 ГОСТ вгп 20295-85
На основной склад поступили ТРУБЫ ППУ-273/450 Полиэтиленовая оболочка ГОСТ 30732-2020
19. 02.2023
02.2023
На основной склад поступили ТРУБЫ ППУ-114/200 Полиэтиленовая оболочка ГОСТ 30732-2020
Вспомогательный склад ТРУБА ППУ 89/160 Оцинкованная оболочка
Основной склад ТРУБЫ 89х5ГОСТ бш. 8732
Поступление на склад ТРУБЫ ППУ 89х4,5/200 Полиэтиленовая оболочка
18.02.2023
Вспомогательный склад ТРУБЫ-114х6 ГОСТ 10704:705
17.02.2023
Основной склад ТРУБЫ ГОСТ159х6 бш. 8732
На основной склад поступили ТРУБЫ ППУ-630/800 Оцинкованная оболочка ГОСТ 30732-2020
16.02.2023
Поступление на склад ТРУБЫ ППУ-108/200 ЦЕНА Оцинкованная оболочка
Основной склад ТРУБА 57Х4
Основной склад ТРУБА-57х5 ГОСТ вгп 20295-85
Основной склад ТРУБА-426х10 ГОСТ вгп 20295-85
На основной склад поступили ТРУБЫ ППУ-159/280 Полиэтиленовая оболочка ГОСТ 30732-2020
15.02.2023
Основной склад ТРУБА-89х4,5 ГОСТ вгп 20295-85
Поступление ТРУБА 159 бш Х6
На вспомогательный склад поступили ТРУБЫ ППУ 76х4/140 Оцинкованная оболочка
Основной склад ТРУБА ППУ 32/125 Оцинкованная оболочка
14. 02.2023
02.2023
Основной склад ТРУБЫ-219х6 ГОСТ бш. 8732
На основной склад поступили ТРУБЫ ППУ-159/250 Оцинкованная оболочка ГОСТ 30732-2020
Основной склад ТРУБЫ-45х4 ГОСТ бш. 8732
Основной склад ТРУБЫ-57х5 ГОСТ бш. 8732
Основной склад ТРУБА-108х4 ГОСТ вгп 20295-85
Процесс производства труб ERW
_Бесшовные стальные трубы, трубы и обсадные трубы, линейные трубы API 5L-Bestar Steel Co., Ltd. ряд формующих роликов для получения продольного шва. Затем два края одновременно нагреваются током высокой частоты и сжимаются вместе, образуя соединение. Продольный шов ВПВ не требует присадочного металла.
Обычно максимальный наружный диаметр трубы ERW составляет 24 дюйма (609 мм), трубы больших размеров изготавливаются на SAW.
Несколько преимуществ, которые следует отметить при использовании трубы ERW:
В процессе производства не используются плавкие металлы. Это означает, что труба чрезвычайно прочная и долговечная
Сварной шов не виден и не ощущается Это главное отличие при рассмотрении процесса двойной дуговой сварки под флюсом, который создает очевидный сварной шов, который, возможно, необходимо устранить.
С появлением высокочастотных электрических токов для сварки этот процесс стал намного проще и безопаснее.
ОТКРЫТИЯ И СРЕДЬ Входящие катушки высыпают и не нарастают для представления в рулонах с плоскими. При выравнивании удаляется набор рулонов для производства плоской стальной полосы. | СОЕДИНЕНИЕ МОЛОТОК Концы рулонов соединяются сваркой встык, образуя непрерывную полосу. | ОБРЕЗКА КРОМОК Ножи для продольной резки и фрезерования кромок обрезают кромки полосы, чтобы обеспечить точную ширину полосы, необходимую в процессе формовки и сварки швов ERW. | ФОРМОВКА Процесс формовки начинается на проходе развальцовки, где материал постепенно изгибается из плоской стальной полосы в круглую трубу для представления сварщику ERW. |
СВАРКА Высокочастотный электрический ток проходит через контактные наконечники в кромки полосы для производства тепла, необходимого для соединения краев полосы вместе, когда материал проходит через клеть сварочного ролика. | КОНТРОЛЬ КАЧЕСТВА После завершения сварки готовая труба подвергается визуальному осмотру отделом контроля качества (КК) и, при необходимости, ультразвуковым контролем (УЗК), чтобы убедиться в отсутствии дефектов сварного шва. | КАЛИБРОВКА/ПРАВИЛЬНАЯ СЕКЦИЯ ТРУБ Секция калибровки выжимает сварную трубу до точных допусков по круглости, внешнему диаметру и прямолинейности, указанных заказчиком. | РЕЗКА ТРУБ Летучая отрезная пила прикрепляется к трубе в процессе ее производства и отрезает трубу до длины, указанной заказчиком. |

Существует много труб, которые могут быть изготовлены методом ВПВ. Ниже мы перечисляем наиболее распространенные стандарты трубопроводов.
Carbon steel pipe in ERW
ASTM A53 Grade A and B (and Galvanized)
ASTM A252 pile pipe
ASTM A500 structural tubing
ASTM A134 and ASTM A135 pipe
EN 10219 S275, S355 pipe
Труба ERW из нержавеющей стали
Труба из нержавеющей стали ASTM A269
Санитарная трубка ASTM A270
Труба из нержавеющей стали ASTM A312
Труба из ферритной/аустенитной/дуплексной нержавеющей стали ASTM A790
3
30009 Линейная труба API ERW API 5L B до X70 PSL1 (PSL2 должен быть в процессе HFW)
API 5CT J55/K55, обсадные и насосно-компрессорные трубы N80
И т. д.
Bestar Steel является профессиональным производителем труб ERW. Если вам нужна цитата из нашей продукции или есть какие-либо вопросы, пожалуйста, свяжитесь с нами.
Процесс производства сварных труб
Все, нефть и природный газ
Процесс производства сварных труб
край_админ
22 сентября 2021 г.
Как мы все знаем, трубопроводная система имеет решающее значение в нефтегазовой отрасли. Но трубы используются для передачи через них различных типов процессов или веществ. Но здесь мы увидим одну из категорий трубок по способу их изготовления. Трубы обычно изготавливаются двумя способами – бесшовная труба и сварная труба. Здесь мы ограничим объем пояснений процессом производства сварных труб.
Различные методы изготовления сварных труб
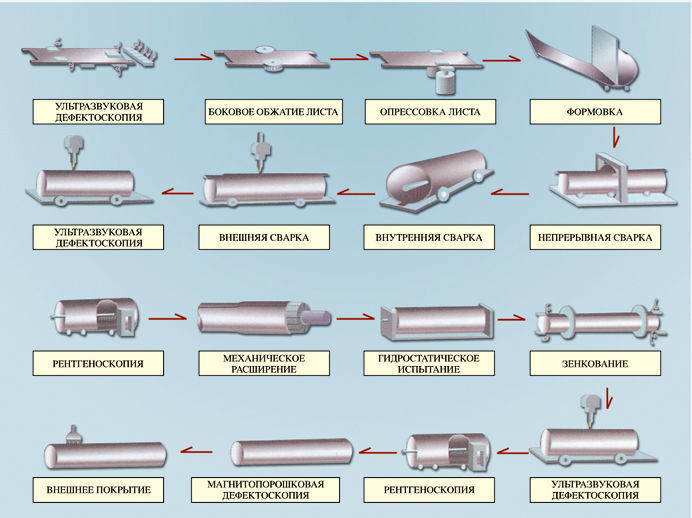
Электросварка сопротивлением (ERW)
В процессе электросварки сопротивлением (ERW) плоский лист стали холодной штамповки имеет цилиндрическую форму для изготовления трубы. Затем к любому краю стального цилиндра подают ток, и сталь нагревается до такой степени, что края принудительно образуют соединение без сваривания присадочного материала.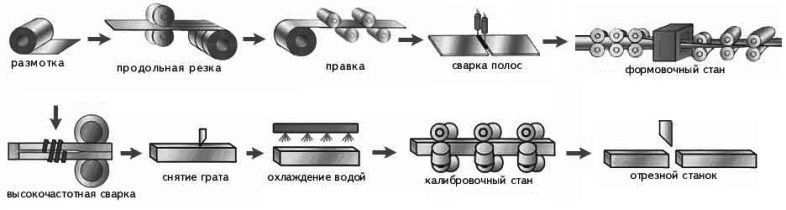
Этот тип сварных труб в основном используется для приложений низкого/среднего давления, таких как транспортировка воды/нефти.
Два основных типа сварки сопротивлением:
- Высокочастотная сварка
- Сварка с вращающимся контактным колесом.
Эта тема является неотъемлемой частью курсов по нефти и газу для инженеров-механиков.
Процесс дуговой сварки под флюсом (SAW)
В процессе дуговой сварки под флюсом (SAW) дуга образуется между постоянно подаваемым оголенным проволочным электродом и заготовкой. Существует также использование флюса для получения защитных газов и шлака и добавления легирующих элементов в сварочную ванну. Защитный газ не требуется.
Типы процессов дуговой сварки под флюсом (SAW):
- Процесс продольной дуговой сварки под флюсом (LSAW)
- Процесс спиральной дуговой сварки под флюсом (SSAW)
Процесс электросварки оплавлением
преобразование листа стали в цилиндрическую форму. Здесь края нагреваются до тех пор, пока они не станут полурасплавленными, а затем сжимаются вместе до тех пор, пока расплавленная сталь не вытеснится из соединения и не сформирует валик.
Здесь края нагреваются до тех пор, пока они не станут полурасплавленными, а затем сжимаются вместе до тех пор, пока расплавленная сталь не вытеснится из соединения и не сформирует валик.
Но недостатком данного вида выпускаемой трубы является подверженность коррозии и трещинообразованию. Трубы этого типа также подвержены отказам из-за твердых участков в листовой стали из-за случайной закалки стали в процессе производства.
Этот производственный процесс больше не используется в производстве труб, и вы не найдете его во многих онлайн-курсах по проектированию трубопроводов.
Как узнать, бесшовная это труба или труба ERW из нержавеющей стали?
Чтобы определить, является ли поставляемая труба бесшовной или сваренной методом ERW, прочтите трафарет на боковой стороне трубы
Если это ASTM A53, −
Тип S означает бесшовную. −
Тип F – печной, но сварной. −
Тип E – сварка сопротивлением.
Это самый простой способ определить, является ли труба бесшовной или трубой, сваренной электрическим сопротивлением.
Здесь края нагреваются до тех пор, пока они не станут полурасплавленными, а затем сжимаются вместе до тех пор, пока расплавленная сталь не вытеснится из соединения и не сформирует валик.