Электросхема 3е711в – 3Е711В, электросхемы с описанием – Плоскошлифовальные станки
alexxlab | 18.11.2019 | 0 | Разное
Мой 3Е711В1, похождения – Плоскошлифовальные станки
Наконец с некоторыми приключениями приехал мой конструктор 3Е711В1. Разгрузили краном…первые впечатления были совсем неплохими Направляющие практически не работавшие и износа нет абсолютно никакого,есть небольшие пятнышки корозии на поперечных
Продольные вообще шикарные и девственно чистые
Но счастье было не долгим,попытки переместить шпиндельную бабку оказались безуспешными,маховик крутился очень туго,начав рассматривать механизм понял что винт вертикального перемещения который не должен вращаться просто проворачивается вместе с гайкой… Провернуть винт в гайке даже трубным ключом к успеху не привели.Разборка вскрыла такую красоту Короче винту с гайкой и частично редуктору полная…опа :cray: Снять винт не выкрутив его с гайки невозможно,раскрутить не удается,боюсь придется резать,но где найти новую пару? :unknw:
Вот думаю сейчас чего делать то? Приходилось ли кому встречаться с винтом и гайкой в запчастях? Он ведь здесь прецизионный,может покупать ШВП?
www.chipmaker.ru
Плоскошлифовальный станок 3е711в
Плоскошлифовальный станок 3Е711В
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.

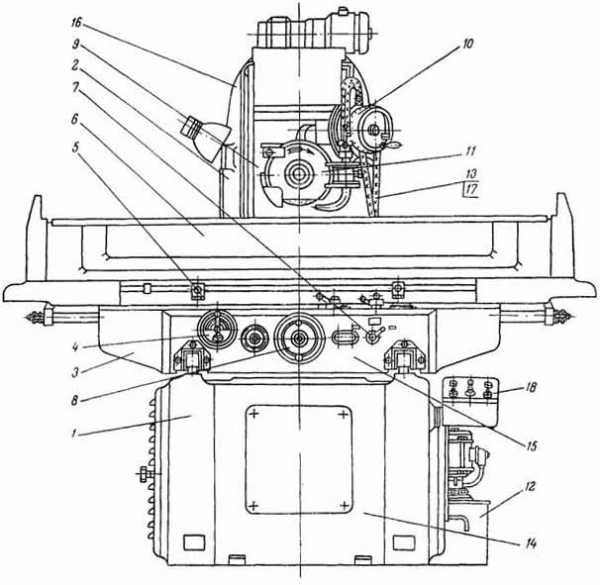
Общий вид шлифовального станка 3Е711В
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Общая информация
Универсальный плоскошлифовальный станок используют для обработок периферией круга. Работу проводят с разными деталями, прикрепленными к столу, или к электромагнитной плите. Такое оборудование применяется при разовом и серийном производстве.
Все переключения на станке сопровождает световая сигнализация, а настройку осуществляют посредством двухпредельного датчика. Приставное оборудование подключают к готовой электроразводке.
Современные аналоги
К ним относят 3Д711ВФ11 — 600 х 200 (производства того же предприятия «Красный борец»), и 3Л741ВФ10 — 600 х 200 (Липецкого станкостроительного завода).
Технические характеристики
Схема плоскошлифовального станка, зависимо от размещения шпинделей, делит их на:
- вертикальные;
- горизонтальные.
Также их делят по форме стола, которая может быть:
- в форме круга;
- в форме прямоугольника.
Определяющим показателем, который определяет паспорт, как технические характеристики плоскошлифовального оборудования, называют показатели габаритов стола.
Плоскошлифовальный агрегат гс 3Е711В, оснащенный столом в виде прямоугольника и горизонтально обустроенным шпинделем, предусмотрен для действий с плоскими видами заготовок (круговой периферией). Класс его точности относят к разряду В.
Дальнейшие технические характеристики плоскошлифовального оборудования, которые содержит паспорт:
- протяженность поверхности для работы – 6,3 см;
- ширина рабочей поверхности – 2 см;
- быстрота подачи во время продольных ходов стола — 2-35 м/мин;
- быстрота при поперечных ходах крестовидного суппорта – 0,001 – 0,09 мм;
- габариты – 27х17,75х19,1 см.
Технические характеристики плоскошлифовального станка 3Е711В
Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Кинематическая схема 3Е711В Кинематическая схема 3Е711ВНа внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
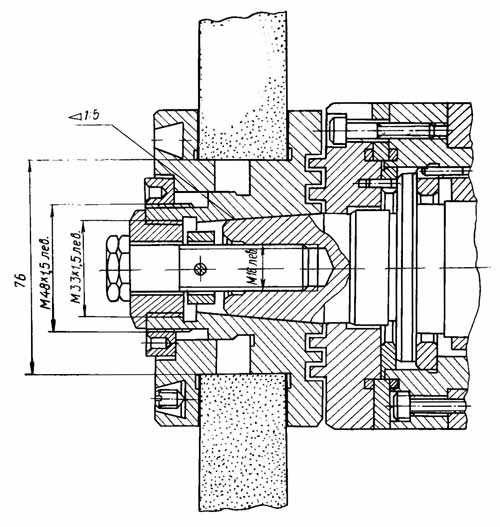
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.

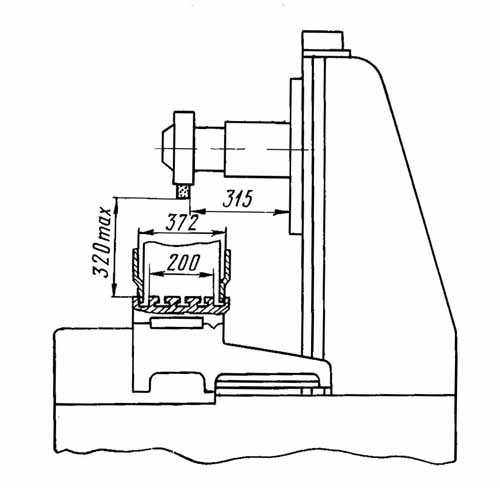
Установочный чертеж 3Е711В
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.

Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
Скачать описание, паспорт и руководство по эксплуатации станка 3Е711В
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
3Е711В характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 3е711в предназначены для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, на магнитной или электромагнитной плите или в приспособлении.
Класс точности по ГОСТ 8-82 В Наибольшие размеры обрабат.изделия, мм (длина/ширина/высота) 630/200/370 Расстояние между пазами, мм 50 Наибольшее ручное продольное перемещение стола,мм 700 Наибольшее ручное поперечное перемещение стола не менее,мм 250 Наибольшее расстояние от оси шпинделя до зеркала стола, мм 495 Скорость ускоренного перемещения крестового суппорта, м/мин 1,5 Наибольшая масса обраб.изделия (с плитой,приспособлением), кг 220 Габаритные размеры без учета приставного оборудования и хода подвижных частей (длинаxширинаxвысота), мм 2000x1770x1920 Габаритные размеры с учетом приставного оборудованияi-perf.ru
3Г71 станок плоскошлифовальный с горизонтальным шпинделем универсальный Паспорт, Руководство, Схемы, Описание, Характеристики
Сведения о производителе плоскошлифовального станка 3Г71
Производитель плоскошлифовального станка 3Г71
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Производство универсального плоскошлифовального станка с горизонтальным шпинделем модели 3Г71 началось в 1972 году. Следующими моделями, запущенными в производство были 3Е711, 3Е711В
Станки, выпускаемые Оршанским станкостроительным заводом
3Г71 станок плоскошлифовальный горизонтальный универсальный. Назначение и область применения
Плоскошлифовальный станок 3Г71 предназначен для шлифования поверхностей обрабатываемых деталей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Основные технические характеристики плоскошлифовального станка 3Г71
Производитель – Оршанский станкостроительный завод Красный борец.
Производство станка началось в 1972 году.
Основные параметры станка – в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 – В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) – 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) – 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали – 100 кг
- Размеры стандартного шлифовального круга – Ø 250 х 32 х 76 мм
- Мощность электродвигателя – 2,2 кВт
- Вес станка полный – 2,0 т
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок комплектуется стандартной электромагнитной плитой.
Устройство и работа станка модели 3Г71 и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель ВШПГ-35.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Внутри станины установлен гидроагрегат, обслуживание которого производится через левую дверку станины.
С правой стороны рядом со станком устанавливается бак охлаждения.
Современные аналоги плоскошлифовального станка 3Г71
3Д711ВФ11 – 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 – 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Г71
Чертеж рабочего пространства плоскошлифовального станка 3г71
Основные размеры и посадочные места шлифовального круга станка 3Г71
Основные размеры и посадочные места шлифовального круга станка 3г71
Общий вид универсального плоскошлифовального станка 3Г71

Фото плоскошлифовального станка 3г71
Расположение составных частей шлифовального станка 3Г71
Расположение составных частей шлифовального станка 3г71
Перечень составных частей шлифовального станка 3Г71
- Станина – 10.000
- Колонна – 11.000
- Суппорт крестовый – 20.000
- Механизм продольного ручного перемещения стола – ЗБ71М.21.000
- Механизм продольного реверса стола – 22.000
- Стол – 23.000
- Механизм поперечного реверса стола – 24.000
- Механизм поперечной подачи – 25.000
- Шлифовальная головка – 30.000
- Механизм автоматической и ручной вертикальной подачи – 46.000
- Кожух – 53.000
- Охлаждение – 60.000
- Гидрокоммуникация – 70.000
- Гидроагрегат – 71.000
- Распределительная панель – 72.000
- Смазка колонны – 74.000
- Кран управления – 75.000
- Электрооборудование – 80.000
Кинематическая схема плоскошлифовального станка 3Г71
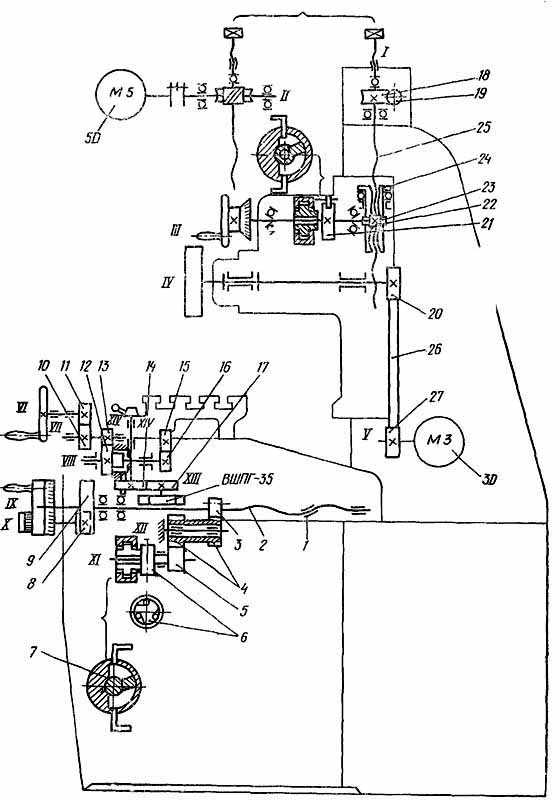
Кинематическая схема плоскошлифовального станка 3г71
Главное движение (вращение шпинделя) осуществляется от отдельного электродвигателя МЗ через плоскоременную передачу. Вертикальная подача может быть ручная и автоматическая.
Ручная вертикальная подача осуществляется от маховика (вал III) через червячную передачу 22, 23. Автоматическая вертикальная подача осуществляется лопастным гидроцилиндром от гидропривода.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя М5 через червячную пару 19, 18. Электродвигатель соединен с червяком предохранительной муфтой.
Поперечная подача может быть ручной и автоматической. Ручная подача может осуществляться либо от маховика (вал IX), либо рукояткой (вал X).
Автоматическая поперечная подача осуществляется гидроцилиндром, сидящим на валу XI. Поворот ротора гидроцилиндра через обгонную муфту 6, шестерни 5, 4, 3 обеспечивает поворот винта 2. Шестерня 3 может быть включена и сцеплена непосредственно с шестерней 5, вследствие чего винт получает обратное вращение.
Продольный реверс стола осуществляется от кулачка (вал XIV), закрепленного на столе, через шестерни 14, 17. Шестерня 17 посажена на оси, связанной с золотником управления гидропанели ВШПГ-35.
Схема электрическая плоскошлифовального станка 3Г71
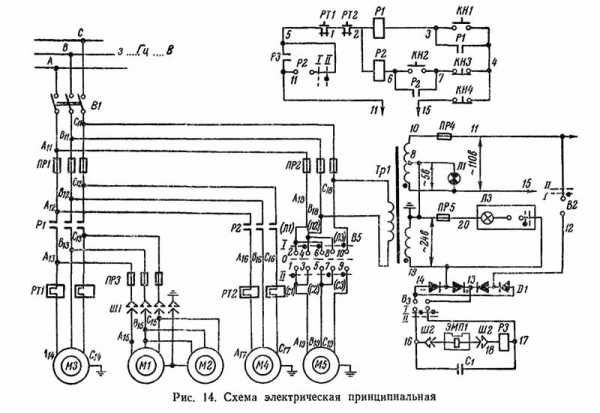
Электрическая схема плоскошлифовального станка 3г71
Схема электрическая плоскошлифовального станка 3Г71. Смотреть в увеличенном масштабе
Электрооборудование плоскошлифовального станка 3Г71
Электрооборудование станка содержит:
- асинхронные короткозамкнутые электродвигатели:
- привода шлифовального круга (МЗ) 2,2 кВт, 2860 об/мин., 220/380 В, 50 Гц, АОЛ2-22-2-С1
- гидропривода (М4) 1,1 кВт, 930 об/мин 220/380 В, 50 Гц АОЛ2-22-6-С1;
- электронасоса охлаждения (M1) 0,12 кВт, 2800 220/280 В 50 Гц, ПА-22;
- привода магнитного сепаратора (М2) 0,08 кВт, 1390 об/мин., 220/380В, 50Гц, АОЛ 012-4-С2;
- привода ускоренного перемещения шлифовальной бабки (М5) 0,18 кВт, 1400 об/мин 220/380 В
Станок предназначен для подключения к сети трехфазного переменного тока 380 В, 50 Гц.
Питание схемы производится следующим образом:
- на асинхронные короткозамкнутые электродвигатели Ml, М2, МЗ, М4, М5 подается напряжение 3 50 Гц, 220/380 В цепь управления получает питание 110 В, 50 Гц;
- на электромагнитную плиту ЭМП1 подается напряжение 110В постоянного тока с селенового выпрямителя Д1;
- на вход выпрямителя Д1 поступает напряжение ~ 129 В с трансформатора Tp1;
- на лампу местного освещения JI3 подается напряжение 24В, 50Гц с трансформатора Tp1;
- на сигнальную лампу Л1 подается напряжение 5В переменного тока с трансформатора Tp1
Примечание. Описание работы электрооборудования составлено для цепи управления 110В.
Электросхема станка предусматривает следующие режимы работы:
- работа с электромагнитной плитой;
- работа без электромагнитной плиты.
Включение станка производится поворотом вводного пакетно-кулачкового выключателя BI1 Напряжение подается в силовые цепи и цепь управления.
На пульте управления станком загорается сигнальная лампочка Л1.
При работе с электромагнитной плитой переключатель В2 устанавливается в положение «С плитой», напряжение подается* на селеновый выпрямитель Д1, контакт 11—12 переключателя В2 замыкается, а контакт 11—5 размыкается. Если электромагнитная плита ЭМП1 подключена к разъему Ш2, а выключатель ВЗ находится в положении «Включено», то включается электромагнитное реле РЗ, которое своим контактом 11—5 разрешает пуск гидропривода и шлифовального круга.
Нажатием на кнопку КН2 включается магнитный пускатель Р2, который подает напряжение на электродвигатель гидропривода М4.
Нажатием на кнопку КН1 включается магнитный пускатель P1, который подает напряжение на электродвигатель шлифовального круга МЗ, а через разъем Ш1 — на электродвигатель насоса охлаждения M1 и магнитного сепаратора М2. Остановка электродвигателя гидропривода М4 осуществляется нажатием на кнопку КНЗ, которая размыкает цепь питания катушки пускателя Р2 в точках 7—4. Кнопка КН4 служит для общего останова станка.
Поворотом рукоятки реверсивного барабанного переключателя В5 (с самовозвратом) влево или вправо происходит включение электродвигателя М5 осуществляющего ускоренное перемещение шлифовальной головки вверх или вниз.
При работе без электромагнитной плиты переключатель В2 устанавливается в положение «Без плиты», цепь питания электромагнитной плиты размыкается, а контактом 11—5 шунтируется разомкнутый контакт 11—5 электромагнитного реле
В остальном работа станка не отличается от описанной выше. Блокировка внезапного отключения электромагнитной плиты ЭМП1 осуществляется электромагнитными реле РЗ, замыкающий контакт которого в точках 11—5 размыкается и обесточивает катушки магнитных пускателей P1 и Р2. Происходит остановка электродвигателей M1, M2, МЗ и М4.
Защита электродвигателей M1, М2, МЗ, М4, М5 и цепей управления от токов короткого замыкания осуществляется предохранителями ПР1, ПР2, ПРЗ, ПР4, ПР5.
Защита электродвигателей МЗ и М4 от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Нулевая защита осуществляется катушками магнитных пускателей P1, P2.
Станок должен быть заземлен на общецеховой контур согласно существующим правилам и нормам.
В остальном эксплуатация станка должна производиться в соответствии с «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
Схема гидравлическая плоскошлифовального станка 3Г71 (3Б71М)
Гидравлическая схема плоскошлифовального станка 3г71
Схема гидравлическая плоскошлифовального станка 3Г71. Смотреть в увеличенном масштабе
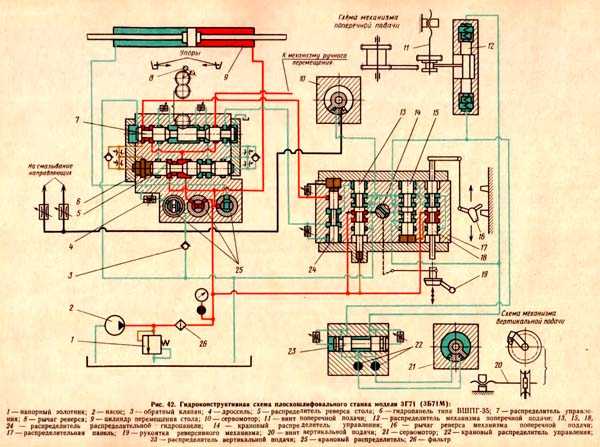
Гидроконструктивная схема плоскошлифовального станка 3Г71 (3Б71М)
- напорный золотник
- насос
- обратный клапан
- дроссель
- распределитель реверса стола
- гидропаиель типа ВШПГ-35
- распределитель управления
- рычаг реверса
- цилиндр перемещения стола
- сервомотор
- винт поперечной подачи
- распределитель механизма поперечной подачи
- распределитель распределительной гидропанели
- крановый распределитель управления
- распределитель распределительной гидропанели
- рычаг реверса механизма поперечной подачи
- распределительная панель
- распределитель распределительной гидропанели
- рукоятка реверсивного механизма
- винт вертикальной подачи
- сервомотор
- крановый распределитель управления
- распределитель вертикальной подачи
- распределитель распределительной гидропанели
- крановый распределитель
- фильтр
Описание гидропривода плоскошлифовального станка 3Г71 (3Б71М)
Гидропривод станка (рис. 42) осуществляет:
- продольное возвратно-поступательное перемещение стола с регулируемой скоростью
- автоматическую прерывистую поперечную подачу при каждом продольном ходе стола
- реверс поперечной подачи стола
- смазывание направляющих стола
- автоматическое отключение механизма ручного перемещения во время работы стола
- автоматическую вертикальную подачу при каждом поперечном реверсе
Гидроагрегат представляет собой сварной бак вместимостью 45 л. На крышке бака установлены:
- электродвигатель АО Л2-22-6 (мощностью 1,1 кВт, с частотой вращения 930 об/мин), соединенный муфтой с насосом 2 типа Г12-23А (подача насоса 25 л/мин при рабочем давлении 6,4 МПа)
- напорный золотник 1 типа Г54-13, настройкой которого устанавливается требуемое давление в гидросистеме, с пропускной способностью 35 л/мин, при давлении масла 2 МПа
- пластинчатый встроенный фильтр 26 типа 0,2Г41-23 с пропускной способностью 35 л/мин при давлении масла 5 МПа
Работа гидропривода и взаимодействие узлов. Гидропривод станка включается нажатием кнопки «Гидропривод» с последующей установкой рукоятки кранового распределителя 25 гидропанели 6 типа ВШПГ-35 в положение «Пуск». Поток масла, нагнетаемый насосом 2, через напорный золотник 1 и фильтр 26 тонкой очистки поступает в проточку золотника распределителя 5 реверса стола.
При положении золотника распределителя 5, показанном на рис. 42, основной поток масла поступает через проточки золотника в правую (по схеме) полость гидроцилиндра 9 перемещения стола. Стол движется в левую сторону. При этом слив из левой полости гидроцилиндра 9 происходит через дроссель 4 и обратный клапан 3 в резервуар. Скорость перемещения стола регулируется дросселем 4. Стол перемешается влево до тех пор, пока упор, закрепленный на столе, не передвигает рычаг 8 реверса, который через систему шестерен перемещает золотник распределителя 7 управления в левое положение. При этом золотник распределителя 5 перемещается влево, в результате чего стол реверсируется. Во время реверса стола осуществляется поперечная подача крестового суппорта.
После того как золотник распределителя 7 управления займет левое положение, поток масла из правой кольцевой выточки распределителя 7 поступает к распределителю 24 панели 17. Согласно схеме поток разветвляется: часть его уходит на перемещение золотника распределителя 13 в нижнее положение, а часть — на перемещение золотника распределителя 24 в верхнее положение. Когда золотник распределителя 13 займет нижнее положение, поток масла из его проточки поступит в левую полость сервомотора 10 и повернет лопасть сервомотора по часовой стрелке. Чтобы работал механизм поперечной подачи, необходимо рукоятку 19 реверсивного механизма 1, сблокированного с крановым распределителем 14, повернуть по часовой стрелке до упора. В этом случае поток масла из проточки золотника распределителя 13 через крановый распределитель 14 поступит к проточке золотника распределителя 15. Золотник установлен в верхнее положение. Масло поступит в верхнюю камеру распределителя 12 механизма поперечной подачи, а нижняя камера в это время будет соединена со сливом. Золотник распределителя 12, перемещаясь вниз, введет подвижную шестерню в зацепление с шестерней храпового механизма. Крестовый суппорт переместится на заданную величину. Когда золотник распределителя 24 займет верхнее положение, верхняя камера распределителя 13 через центральную проточку золотника распределителя 24 Соединится со сливом. Давлением масла золотник распределителя 13 переместится вверх, открывая проход маслу через проточки в корпусе панели от сервомотора 10 на слив. Масло под давлением 0,25—0,3 МПа (поддерживается обратным клапаном 3) поступит в сервомотор 10 и повернет лопасть сервомотора против часовой стрелки в исходное положение.
Параллельно поток масла поступит к золотнику распределителя 23, который начнет медленно перемещаться влево. Через центральную проточку этого золотника масло поступит к крановому распределителю 22 и в сервомотор 21 механизма вертикальной подачи. Лопасть сервомотора повернется против часовой стрелки и через храповой механизм произведет вертикальную подачу. Когда золотник распределителя 23 займет левое положение, поток масла через крановый распределитель 22 поступит в полость сервомотора 21 и повернет его флажок в исходное положение. Таким образом, произойдет вертикальная подача и установка механизма вертикальной подачи в исходное положение. При следующем реверсе стола, когда золотники распределителей 7 и 5 займут положение, показанное на рис. 42, поток масла поступит к распределителю 24. Цикл, описанный выше, повторится. Реверс механизма поперечной подачи осуществляется упорами крестового суппорта через рычаг, связанный с золотником распределителя 18. Реверс может осуществляться и вручную. Отключение поперечного реверса осуществляется поворотом рукоятки распределителя 14, а отключение механизма вертикальной подачи — крановым распределителем 22.
Гидропанель плоскошлифовального станка 3Г71
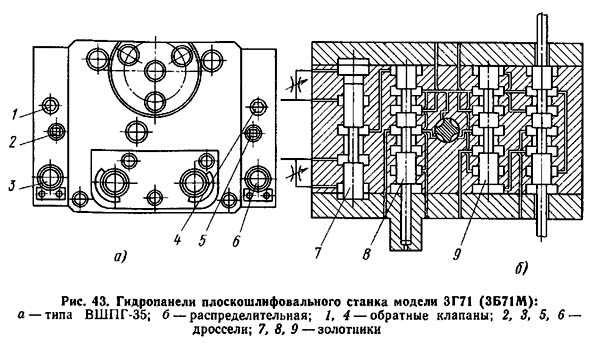
Гидропанель плоскошлифовального станка 3г71
Гидропанель плоскошлифовального станка 3Г71. Смотреть в увеличенном масштабе
Технические данные и характеристики станка 3Г71
| Наименование параметра | 3Г71 | 3Г71М |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 320 |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 80…445 |
| Наибольшая масса обрабатываемого изделия, кг | 100 | 150 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Продольное перемещение стола, мм | 710 | 700 |
| Поперечное перемещение стола , мм | 235 | 245 |
| Скорость продольного перемещения стола, м/мин | 5…20 | 3…25 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | 18,1 |
| Механизм поперечной подачи стола | ||
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | 0,02 |
| Перемещение суппорта за один оборот маховика, мм | 6 | 2,0 |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | 0,005 |
| Автоматическая поперечная подача на каждый ход стола, мм | 0,2…4,0 | 0,3…10 |
| Автоматическая непрерывная подача, м/мин | 0,7 | |
| Шлифовальная головка | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин | 0,27 | 0,28 |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 32 х 76 |
| Частота вращения шлифовального, об/мин | 2680 | 2680 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | 0,002…0,05 |
| Перемещение шлифовальной головки за один оборот маховика, мм | 0,125 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода шпинделя, кВт | 2,2 | 2,2 |
| Электродвигатель гидропривода, кВт | 1,1 | 1,1 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт | 0,18 | 0,4 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,08 | 0,08 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 4,355 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 1980 х 1840 х 1860 |
| Масса станка, кг | 2000 | 2250 |
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
3Г71 станок плоскошлифовальный: – паспорт, 1977 (djvu) 1,1 Мб, Скачать
stanki-katalog.ru
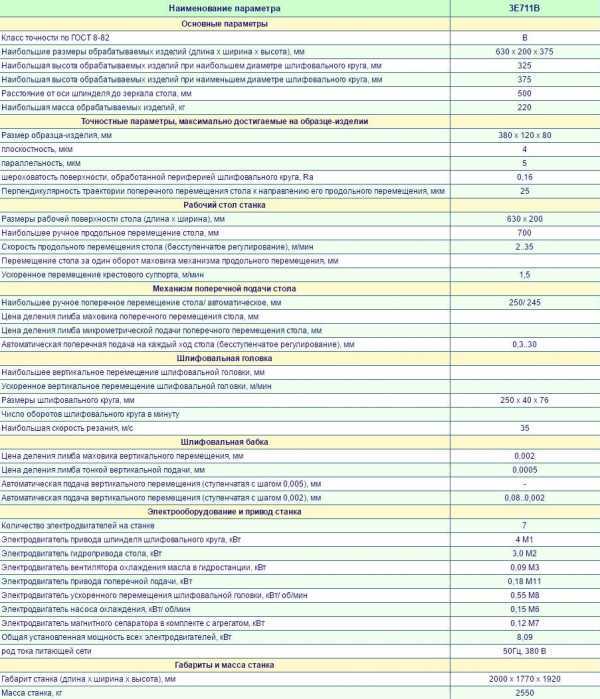
| Наименование параметра | 3Е711В |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 |
| Расстояние от оси шпинделя до зеркала стола, мм | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 |
| Точностные параметры, максимально достигаемые на образце-изделии | |
| Размер образца-изделия, мм | 380 х 120 х 80 |
| плоскостность, мкм | 4 |
| параллельность, мкм | 5 |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 |
| Рабочий стол станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | |
| Ускоренное перемещение крестового суппорта, м/мин | 1,5 |
| Механизм поперечной подачи стола | |
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3..30 |
| Шлифовальная головка | |
| Наибольшее вертикальное перемещение шлифовальной головки, мм | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | |
| Размеры шлифовального круга, мм | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | |
| Наибольшая скорость резания, м/с | 35 |
| Шлифовальная бабка | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | 0,08..0,002 |
| Электрооборудование и привод станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | 0,09 М3 |
stankos.ru