Электрохимический станок – СТАНКОФИНЭКСПО – Электрохимические станки и технологии.
alexxlab | 27.02.2020 | 0 | Разное
Принцип действия электрохимического станка SFE
Главная страница / Технология
Станки электрохимической обработки SFE предназначение и принцип действия электрохимического станка SFE для электрохимической размерной обработки формообразующих поверхностей штамповой оснастки, матриц, полостей и частей пресс-форм, пуансонов, оснастки для прессового инструмента независимо от твердости материала заготовок. Подробнее…
- Примененная в станках технология ЭХО, может быть использована для обработки практически всех токопроводящих материалов, таких как инструментальные, конструкционные, легированные, нержавеющие стали, магнитные, медные, латунные, бронзовые сплавы, драгоценные металлы любой твердости.
- При электрохимическом формообразовании размеры и форму обработанной детали получают анодным растворением заготовки, на которой копируются размеры и форма электрода-инструмента.
- Обработка производится без контакта электродов на минимально допустимом межэлектродном зазоре (МЭЗ), в котором постоянно протекает электролит (проводник, обладающий проводимостью).
- Для предотвращения закипания межэлектродной среды и своевременного выноса продуктов электролиза, электролит в межэлектродном зазоре необходимо менять с достаточно высокой скоростью.
- Физико-химические явления, протекающие на границе «металл-электролит» представляют собой совокупность сложных взаимосвязанных процессов физического, химического и электрохимического характера.
- К основным физико-химическим явлениям, определяющим формообразование, относится электрическое поле, геометрия которого формируется геометрией электрода-инструмента.
- Станки электрохимические SFE и их модификации разработаны для сокращения времени на изготовление штампов и матриц, применяемых в технологии холодной штамповки, повышения качества производимой продукции, снижения затрат, эффективность производства и уменьшения человеческого фактора.
- Производимое оборудование может использоваться для изготовления штамповой оснастки, штампов, матриц, пуансонов, клише, клейм, литьевых и пресс-форм, чеканов на предприятиях любой формы собственности.
Скрыть
Схема процесса электрохимической обработки
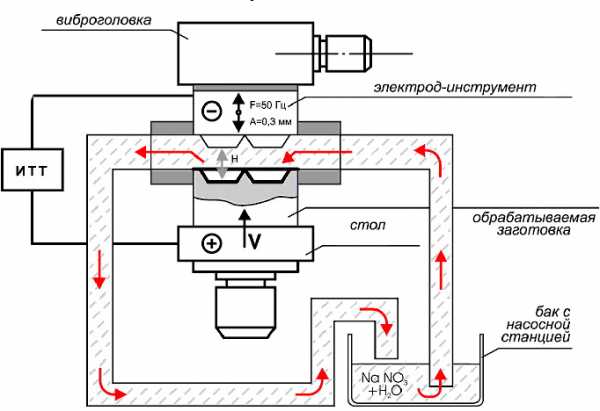
Источник импульсного постоянного тока ИТТ подключается к двум электродам:
- К электроду-инструменту – катоду ( – )
- и обрабатываемой заготовке – аноду( + ).
В межэлектродный зазор прокачивается электролит, представляющий собой водный раствор натриевой соли NаNО3.
Под воздействием электрического тока происходит направленное растворение анода-заготовки.
Катод-инструмент колеблется в координате Z с частотой F=50 Гц и амплитудой A=0,3 мм
При движении к заготовке происходит анодное растворение заготовки под воздействием импульсного тока.
При движении от заготовки ток отсутствует – происходит обмен электролита и унос продукта электродной реакции.
Система слежения электрохимического станка SFE поддерживает минимально необходимей межэлектродный зазор.
- Примененная в станках технология ЭХО, может быть использована для обработки практически всех токопроводящих материалов, таких как инструментальные, конструкционные, легированные, нержавеющие стали, магнитные, медные, латунные, бронзовые сплавы, драгоценные металлы любой твердости.
- Принцип действия электрохимического станка SFE при электрохимическом формообразовании размеры и форму обработанной детали получают анодным растворением заготовки, на которой копируются размеры и форма электрода-инструмента.
- Обработка производится без контакта электродов на минимально допустимом межэлектродном зазоре (МЭЗ), в котором постоянно протекает электролит (проводник, обладающий проводимостью).
- Для предотвращения закипания межэлектродной среды и своевременного выноса продуктов электролиза, электролит в межэлектродном зазоре необходимо менять с достаточно высокой скоростью.
- Физико-химические явления, протекающие на границе «металл-электролит» представляют собой совокупность сложных взаимосвязанных процессов физического, химического и электрохимического характера.
- К основным физико-химическим явлениям, определяющим формообразование, относится электрическое поле, геометрия которого формируется геометрией электрода-инструмента.
- Станки электрохимические SFE и их модификации разработаны для сокращения времени на изготовление штампов и матриц, применяемых в технологии холодной штамповки, повышения качества производимой продукции, снижения затрат, эффективность производства и уменьшения человеческого фактора.
- Производимое оборудование может использоваться для изготовления штамповой оснастки, штампов, матриц, пуансонов, клише, клейм, литьевых и пресс-форм, чеканов на предприятиях любой формы собственности.
Скрыть
stankofinexpo.ru
1. | Система управления станка | модель | Промышленная рабочая станция Advantech AWS-8248VTP-XAE с ж/к монитором |
2 | Размеры рабочей камеры станка | ||
2.1 | Ширина | мм. | 730 |
2.2 | Длина (Глубина) | мм. | 590 |
2.3 | Высота | мм. | 570 |
3. | Размеры поверхности рабочего стола: | ||
3.1 | Ширина | мм. | 360 |
3.2 | Длина | мм. | 330 |
4. | Перемещение стола в координате Z | не менее, мм. | 170 |
5. | Расстояние от поверхности рабочего стола до верхней точки плиты крепления электрода | не менее, мм. | 280 |
6. | Количество управляемых координат | Количество: | 1(Z) |
7. | Площадь обработки: | ||
7.1 | гарантированная производителем | см2 | 100 |
7.2 | максимально возможная | см2 | 120 |
8. | Износ электрод-инструмента в процессе обработке | Отсутствует | |
9. | Производительность обработки (при S=100 см | мм3/мин | 2400 |
10. | Достижимая точность обработки | мм | 0,005 |
11. | Шероховатость поверхности после обработки, Ra | мкм. | 0,8….0,02 |
12. | Подачи стола, скорость | ||
12.1. | рабочая | мм/мин. | 0,001….10 |
12.2 | ускоренная | мм/мин. | 240 |
13. | Рабочая частота вибрации электрода | Гц. | 50+-1 |
14. | Многокамерный резервуар (ванна) для охлаждающей жидкости (электролита), объем | м3,не менее: | 1,3 |
14.1 | Материал для изготовления ванны для электролита | нержавеющая сталь 12Х18Н10Т | |
14.2 | Применяемый водный электролит | 12% раствор азотнокислого натрия NaNO3 | |
15. | Питание станка: | от трехфазной сети 380 вольт | |
15.1 | Род тока | Переменный ток с нулевым проводом | |
15.2 | линейное напряжение | V | 380+-19 |
15.3 | частота | Гц. | 50 ± 1 |
16. | Амплитудное значение технологического тока (mах) | А, не более: | 8000 |
17. | Действующее значение технологического тока (mах) | А, не более: | 1000 |
18. | Потребляемая мощность, (mах) | КВт. | 40 |
19. | Электромеханический привод стола – шаговый электродвигатель | модель | SIEMENS |
20 | Насос подачи электролита | модель | GRUNDFOS |
20.1 | Номинальная подача | м3/час | 10 |
20.2 | Мощность двигателя насоса | Квт/час. | 4 |
20.3 | Давление (номинальный напор) | м. | 96,7 |
21. | Габаритные размеры: | не более: | |
21.1 | Длина (глубина) L | мм. | 2100 |
21.2 | Ширина B | мм. | 1700 |
21.3 | Высота H | мм. | 2100 |
21.4 | Площадь, занимаемая станком | м2 | 3,57 |
21.5 | Масса станка | кг, не более | 2850±50 |
stankofinexpo.ru
Преимущество электрохимических станков
Главная страница / Статьи
Серьезные требования со стороны заказчиков и сильное возрастание конкуренции заставляют многие предприятия использовать в своей работе новые технологии, а также модернизировать свое производство. В нашей статье пойдет речь о преимущество электрохимических станков над электроэрозионными и о всех основных особенностях электрохимической обработки, которая позволяет решить многие актуальные задачи возникшие на современных предприятиях.
Технология электрохимической обработки имеет такие основные преимущества:
- возможность создания идеальной поверхности детали, так как суть технологии заключается в растворении метала под воздействием электротока, поэтому отсутствует дефектный слой, в отличие от той технологии, которая применяется при работе электроэрозионного станка;
- высокая производительность, в сравнении с электроэрозионном станком электрохимический станок делают одну и ту же операцию в 5-10 раз быстрее;
- практически отсутствует износ электрода, что позволяет на станке с одним и тем же электродом изготовлять практически неограниченное количество деталей;
- возможность получения изделий даже со самой сложной формой поверхности и возможность обработки самых различных сплавов: хрупких, жаропрочных, твердых.
Электрохимическая обработка в серийном производстве также позволяет получать формы, которые являются недоступными ни для каких других видов обработки. Помимо этого преимущество электрохимических станков видно в технологии обработки, которая позволяет отказаться от многих ручных операций, что позволяет во многом увеличить скорость изготовления необходимых деталей и значительно уменьшить их себестоимость.
Использование электрохимическогостанка отличается такими выгодами:
- возможность значительного повышения производительности, так как можно исключить многие финишные операции;
- возможность повышения качества поверхности детали;
- возможность обработки тех материалов, которые очень сложно или практически невозможно обработать с помощью электроэрозионных станков;
- исключения всех ручных и многих механических операций.
Помимо этого электрохимические станки отличаются своей надежностью и длительным эксплуатационным сроком. Многие электрохимические станки могут модернизироваться в зависимости от тех требований, которые к ним могут быть предъявлены. Эксплуатация электрохимических станков многими предприятиями позволила им выйти на совершенно новый уровень конкуренции на рынке производимых деталей.
stankofinexpo.ru
|
В 10…100 раз быстрее получают деталь, чем при электроэрозии и многокоординатном скоростном фрезеровании с погрешностью 0,01 мм и менее, шероховатостью поверхности Ra<0,05 мкм за 1 проход при отсутствии контакта инструмента с заготовкой. Формирование нанометрических геометрических элементов на поверхности методом микросекундной электрохимической обработки.
ЕТ500, ЕТ500L
Обработка металлов и сплавов, включая титановые, жаропрочные сплавы, металлокерамику и наноструктурированные материалыв в однокомпонентном электролите (8% водный раствор нейтральной соли NaNO3). Станок позволяет обрабатывать детали с погрешностью 0,01 мм и менее с обеспечением шероховатости поверхности по параметру Ra<0,05 мкм. Площадь одновременно обрабатываемой поверхности до 7 cм².
+ Станки рассчитаны на обычную электроподводку 380 вольт. + Стандартный хвостовик инструмента 15мм цанга. Инструмент прорабатывается индивидуально.
ЕТ500-1, ET1000-1
Обработка металлов и сплавов, включая титановые, жаропрочные сплавы, металлокерамику и наноструктурированные материалыв в однокомпонентном электролите (8% водный раствор нейтральной соли NaNO3). Станок позволяет обрабатывать детали с погрешностью 0,01 мм и менее с обеспечением шероховатости поверхности по параметру Ra<0,05 мкм. Площадь одновременно обрабатываемой поверхности до 7 и 15 cм² (ЕТ500-1 и ET1000-1).
+ Станки рассчитаны на обычную электроподводку 380 вольт. + Стандартный хвостовик инструмента 15мм цанга. Инструмент прорабатывается индивидуально.
ЕТ3000-1
Обработка металлов и сплавов, включая титановые, жаропрочные сплавы, металлокерамику и наноструктурированные материалыв в однокомпонентном электролите (8% водный раствор нейтральной соли NaNO3). Станок позволяет обрабатывать детали с погрешностью 0,01 мм и менее с обеспечением шероховатости поверхности по параметру Ra<0,05 мкм. Площадь одновременно обрабатываемой поверхности до 45 cм².
+ Станки рассчитаны на обычную электроподводку 380 вольт. + Стандартный хвостовик инструмента 15мм цанга. Инструмент прорабатывается индивидуально.
ЕТ6000-3D
Обработка металлов и сплавов, включая титановые, жаропрочные сплавы, металлокерамику и наноструктурированные материалыв в однокомпонентном электролите (8% водный раствор нейтральной соли NaNO3). Станок позволяет обрабатывать детали с погрешностью 0,01 мм и менее с обеспечением шероховатости поверхности по параметру Ra<0,05 мкм. Площадь одновременно обрабатываемой поверхности до 70 cм².
+ Станки рассчитаны на обычную электроподводку 380 вольт. + Стандартный хвостовик инструмента 15мм цанга. Инструмент прорабатывается индивидуально.
Eco-1, Eco-2 – автономная, автоматизированная система удаления ионов Cr+6 из электролита
Системы Eco-1 и Ecо-2 различных типоразмеров и производительности, предназначены для удаления ионов Cr+6 из отработанных растворов электролитов, используемых на электрохимическом оборудовании (электрохимические копировально-прошивочные станки, станки для электрохимического снятия заусенцев, маркирования и др). Системы Есо полностью автономны и способны в автоматическом режиме поддерживать в электролитном баке электрохимического станка допустимую санитарными нормами концентрацию ионов Cr+6. Работа системы Eco может осуществляться как непосредственно во время работы станка, так и на выключенном основном технологическом оборудовании, например в обеденное или ночное время. Системы Есо могут работать как автономно с любым типом оборудования для электрохимической обработки, так и могут быть интегрированы в систему управления станков серии “ЕТ”.
СТРУКТУРА СТАНКОВ
Работа станка после установки заготовки – как единой системы из указанных выше компонент, может осуществляться автоматически, без обязательного присутствия оператора. СТАНДАРТНОЕ КАЧЕСТВО
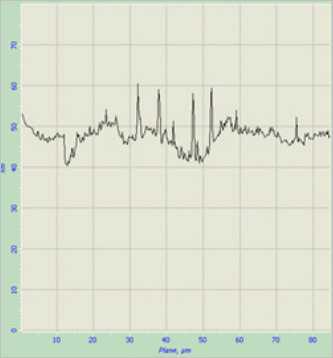
Внешний вид оптически гладкой поверхности диаметром 20 мм, и её микропрофилограмма, полученная на сканирующем зондовом микроскопе (Ra 0,0025 мкм, Rz 0,05 мкм) СКОРОСТЬ ОБРАБОТКИ
|
||||








stankinn.ru
Прайс-лист на электрохимические станки SFE
Главная страница
Для получения информации о стоимости оборудования или услуг, пожалуйста отметьте галочками интересующее Вас оборудование или услуги и заполните форму заявки на прайс-лист на электрохимические станки SFE® и производимые работы и услуги в 2018 году (ниже). Также в поле текста сообщения Вы можете указать дополнительные данные, уточнить Ваши вопросы.
Ваше сообщение получат наши менеджеры и ответят Вам в ближайшее время.
Срок ответа на полученный запрос – не более 48 часов, при условии заполнения всех строк запроса.
Уважаемые клиенты и партнеры!По решению руководства в целях конфиденциальности, на запросы, направляемые без указания обратных координат (контактный телефон, e-mail, контактное лицо), коммерческая информация с ценами НЕ ПРЕДОСТАВЛЯЕТСЯ!
Если Вы по какой-то причине не получили ответ в течение 48 часов – просим продублировать Ваш запрос еще раз,
либо направить запрос на интересующий Вас товар или услугу на электронный ящик нашего предприятия:
Электронная почта: [email protected] .
ПРАЙС -ЛИСТ 2018 ГОД
Все предлагаемое к поставке оборудование производства 2018 модельного года.
Все складские позиции и остатки распроданы в декабре 2017 года.
Электрохимические станки SFE®:
Токарные станки
Дополнительные товары и услуги
Капитальный ремонт и модернизация станков ЭС-4000 1989-2003 г.в.
Капитальный ремонт и модернизация станков ТП-130М и ТАП-130М
Продажа новых ЧПУ СNС-Н-645 и комплектации к ЧПУ СNС-Н-645 (1990-1992 г.в.)
Ремонт плат и блоков ЧПУ СNС-Н-645, СNС-Н-646, СNС-Н-600, PEAS
Изготовление штампов, пуансонов, матриц, деталей пресс-форм, штамповой оснастки, электрод-инструментов
Ремонт, модернизация, реновация станков различных моделей
ОТПРАВИТЬ ЗАЯВКУ НА ПРАЙС-ЛИСТ
Введите контактную информацию
Поля отмеченные (*) обязательны для заполнения
Текст сообщения:
Информация для конкурентов и лиц, пытающихся перепродать
наше оборудование. Просьба не посылать запросы на цены с электронных адресов-«однодневок», указывать не существующие фирмы и телефоны – мы проверяем каждый запрос;
Технико-коммерческое предложение по оборудованию направляется только после телефонного разговора нашего специалиста с лицом, направившим запрос (указанным в направленном нам запросе/письме).
stankofinexpo.ru
1. | Система управления станка | модель | Промышленная рабочая станция Advantech |
2 | Размеры рабочей камеры станка | ||
2.1 | Длина | мм. | 530 |
2.2 | Ширина | мм. | 700 |
2.3 | Высота | мм. | 570 |
3. | Размеры поверхности рабочего стола: | ||
3.1 | Длина | мм. | 300 |
3.2 | Ширина | мм. | 250 |
4. | Перемещение стола в координате Z | не менее, мм. | 170 |
5. | Расстояние от поверхности рабочего стола до верхней точки плиты крепления электрода | не менее, мм. | 160 |
6. | Количество управляемых координат | Количество: | 1(Z) |
7. | Площадь обработки, рабочая | см2 | 40 |
8. | Износ электрод-инструмента в процессе обработке | Отсутствует | |
9. | Производительность обработки (при S=40 см2) | мм3/мин | 1200 |
10. | Достижимая точность обработки | мм | 0,005 |
11. | Шероховатость поверхности после обработки (зависти от материала), Ra | мкм. | 0,8….0,02 |
12. | Подачи стола, скорость | ||
12.1 | рабочая | мм/мин. | 0,001….10 |
12.2 | ускоренная | мм/мин. | 240 |
13. | Рабочая частота вибрации электрода | Гц. | 50+-1 |
14.1 | Резервуар (ванна) для охлаждающей жидкости, объем | м3, не менее: | 0,85 |
14.2 | Материал для изготовления ванны для электролита | нержавеющая сталь 12Х18Н10Т | |
14.3 | Применяемый водный электролит | 12% раствор NaNO3 | |
15. | Питание станка: | от трехфазной сети 380 вольт | |
15.1 | Род тока | Переменный с нулевым проводом | |
15.2 | линейное напряжение | V | 380+-19 |
15.3 | частота | Гц. | 50 ± 1 |
16. | Амплитудная величина технолог.тока (mах) | А, не более: | 4000 |
17. | Действующая величина технолог.тока (mах) | А, не более: | 500 |
18. | Потребляемая мощность, (mах) | КВт. | 40 |
19 | Насос подачи электролита GRUNDFOS,номинальная подача | м3/час | 10 |
19.1 | Мощность двигателя насоса | Квт/час. | 3 |
20 | Электромеханический привод стола – шаговый электродвигатель | SIEMENS | |
21. | Габаритные размеры: | не более: | |
21.1 | Длина (глубина) L | мм. | 2000 |
21.2 | Ширина B | мм. | 1700 |
21.3 | Высота H | мм. | 2050 |
21.4 | Масса станка | кг, не более: | 2100 |
stankofinexpo.ru
10 Станки для электрофизических и электрохимических методов обработки
10.1 Назначение и область применения станков
Станки для электрофизических и электрохимических методов обработки широко используют для обработки заготовок из труднообрабатываемых материалов: твердых сплавов, высоколегированных сталей, германия, кремния и т.д. На них изготовляют пресс-формы, штампы, фильеры, а также детали, имеющие щели, отверстия и т. д., которые довольно трудно или вообще невозможно обработать механическим путем.
В рассматриваемую группу входят электроэрозионные и электрохимические станки, станки для ультразвуковой обработки, лазерные установки. Их развитие идет в направлении повышения размерной точности и производительности обработки, а также повышения технического уровня станков путем создания новых источников технологического тока, использования новых рабочих жидкостей и устройств для их очистки.
10.2 Электроэрозионные станки
Работа электроэрозионных станков основана на разрушении материала обрабатываемой заготовки под воздействием электрических разрядов. К этой группе относятся станки для электроискровой, электроимпульсной, анодно-механической и электроконтактной обработки. Многие их выпускаемых станков оснащаются системами ЧПУ. Области применения станков – инструментальное производство, авиационная, электронная, радиотехническая и другие отрасли промышленности.
Электроискровые станки применяют для выполнения узких щелей, небольших отверстий и т.д. Обрабатываемая заготовка 1 (рис. 18.1) погружена в жидкую среду 2 (керосин, индустриальные масла и т.д.), не проводящую электрический ток. Постоянный электрический ток от специального генератора 6 подводится к заготовке-аноду и инструменту-катоду 3. Инструмент перемещается возвратно-поступательно над заготовкой, не соприкасаясь с ней. Нужный искровой зазор между заготовкой и инструментом поддерживается автоматически регулятором 4. В электрическую цепь подключен конденсатор 5, придающий разрядам импульсную форму, и сопротивление 7. Возникающий дуговой разряд создает температуру 4000-5000°С. При этом металл на поверхности заготовки и выбрасывается в межэлектродное пространство. Форма разрушения заготовки зависит от формы торцовой части инструмента.
Рис. 18.1. Схема электроискровой обработки |
Рис. 18.2. Схема анодно-механической обработки |

Станки для электроимпульсной обработки значительно более производительны и служат для обработки крупных заготовок типа пресс-форм, штампов. Импульсные разряды создаются специальными генераторами импульсов. Ток подводится к инструменту-аноду и заготовке-катоду Обработка ведется в жидкой среде. Инструмент изготовляют из меди, алюминия и его сплавов, графита.
Являются весьма распространёнными станки для профильной вырезки непрофилированным проволочным электродом, в котором электродная проволока перематывается при определенном натяжении с подающей катушки на приёмную, прорезая в результате электроэрозии обрабатываемую заготовку. Применяют медную, латунную, вольфрамовую или молибденовую проволоку диаметром 0,02-0,3 мм. Распространены также копировально-прошивочные станки.
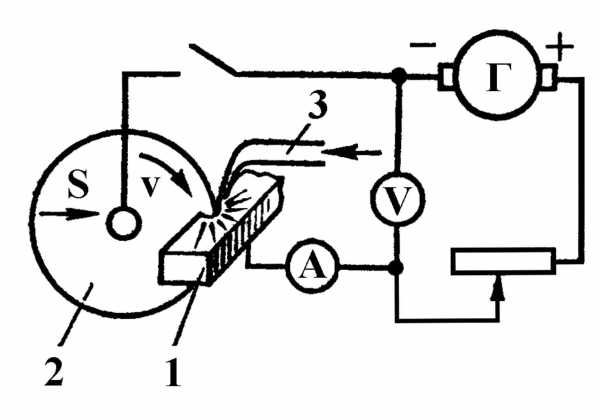
Станки для анодно-механической обработки применяют для безабразивной заточки твердосплавных инструментов, шлифования, хонингования, разрезки заготовок из труднообрабатываемых материалов. На станках в пространство между заготовкой-анодом 1 (рис. 18.2) и вращающимся инструментом-катодом 2 по трубке 3 подается электролит – водный раствор жидкого стекла, который под действием тока растворяет металл, образуя на его поверхности тонкую оксидную пленку. В месте, подлежащем обработке, пленка удаляется перемещающимся в сторону заготовки инструментом, но на этом участке вновь образуется пленка, которая опять же снимается инструментом и т.д. В качестве инструмента применяют заточные диски, токопроводящие круги, бруски и притиры.
Станки для электроконтактной обработки служат для снятия больших припусков на заготовках, для обдирки слитков и т.д. Обработка ведется вращающимся диском в воздушной среде. К инструменту и заготовке подводится ток и между инструментом и заготовкой возникает дуга переменного тока большой силы. Размягченный от нагрева металл удаляется инструментом. Метод дает самую высокую скорость съема металла в сравнении с рассмотренными выше методами.
studfiles.net