Элементы спирального сверла: Части и элементы спирального сверла.
alexxlab | 21.12.1985 | 0 | Разное
Части и элементы спирального сверла.
Процесс сверловки отверстий не представляет особой проблемы, если правильно подобран угол заточки режущей кромки и металл сверла. Чаще всего для шуруповерта приобретается набор бит и сверл, в который входит с десяток основных диаметров инструмента. У каждого мастера в домашнем арсенале имеется набор сверл по бетону, отдельно комплект для сверловки металла и дерева.
Другое дело, если приходится сверлить очень тонкие отверстия в процессе ремонта электронных плат, ювелирных изделий или бытовой техники. В этом случае приходится использовать специальные наборы сверл до 1 мм и высокооборотную электрическую дрель. Обычные шуруповерты с самоцентрирующимся патроном, рассчитанным на набор бит и сверл стандартного размера, в этом случае не используют.
Сверло по металлу
Универсальность – отличительная черта сверла по металлу. Этот инструмент является незаменимым при выполнении работ с металлами различной прочности. С его помощью легко просверлить отверстие в чугунных изделиях, цветном металле, металлокерамике, легированных и нелегированных сталях.
Спиральные сверла по металлу сегодня пользуются небывалой популярностью. Это стержень цилиндрической формы, в котором выполнены две образующие режущие кромки винтовые канавки. По отношению к оси стержня канавки расположены под углом 10-45°.
Специалисты рекомендуют при покупке обращать внимание на материал, из которого изготовлено сверло по металлу. Самый высокопроизводительный и качественный режущий инструмент изготавливается из легированной и быстрорежущей стали. В качестве легированной можно взять марку стали 9XC, быстрорежущей – сталь марки P6M5. Инструменты, выполненные из таких сталей, позволяют получить высокий показатель в процессе сверления, являясь при этом высокопрочными, долговечными и надежными.
Влияние геометрии сверла по металлу на процесс резания
Угол подъёма винтовой канавки сверла
При увеличении угла подъёма винтовой линии
эффективная мощность уменьшается,
уменьшается жесткость сверла.
Улучшение отвода стружки
Длина рабочей части сверла
Рабочая часть сверла способствует отводу стружки и СОЖ. Слишком длинная рабочая часть снижает жесткость конструкции, а слишком короткая ухудшает отвод стружки и может привести к поломке инструмента.
Угол при вершине сверла
Оптимальный выбор угла зависит от свойств обрабатываемого материала и влияет на значение осевой силы резания.
При уменьшении
уменьшается осевая силы резания
Обработка материала с низкой твердостью, алюминия
При увеличении
Увеличение сопротивления осевой силе резания
Увеличение вероятности образования заусенца
Обработка заготовок с высокой твердостью
Увеличение крутящего момента
Ширина ленточки сверла
Ленточки сверл служат направляющими. Плавное сопряжение спинки зуба и ленточки снижает концентрацию напряжений, возникающих при сверлении.
При уменьшении
Уменьшение сил трения между сверлом и заготовкой
Увеличение увода сверла
При увеличении
Уменьшение сил трения между сверлом и заготовкой
Уменьшение увода сверла
Ширина перемычки сверла
Жесткость сверла зависит от ширины перемычки. Для эффективного центрирования при сверлении необходима достаточная ширина перемычки. В тоже время широкая перемычка увеличивает силы резания. Ширина поперечной режущей кромки более, чем на 50% определяет осевую составляющую усилия резания.
Для эффективного центрирования при сверлении необходима достаточная ширина перемычки. В тоже время широкая перемычка увеличивает силы резания. Ширина поперечной режущей кромки более, чем на 50% определяет осевую составляющую усилия резания.
При уменьшении
Уменьшение силы резания
Уменьшение жесткости сверла
Хороший отвод стружки
При увеличении
Увеличение силы резания
Увеличение жесткости сверла
Плохой отвод стружки
Обработка заготовок с высокой твердостью
Маркировка и цвет сверл по металлу
Наверное, каждый из нас задумывался над тем, из чего изготавливают сверла, что означает маркировка, выбитая на инструменте? Как с помощью металла происходит сверление себе подобного? Все потому, что изделие производится из качественной и высокопрочной стали, а не из сырца, который проникает внутрь рынка от производителей нечистых на руку.
Что означает маркировка сверла?
Что же означает маркировка на сверле? Маркировка сверла по металлу имеет буквенно-цифровое обозначение: сначала идет буква основного элемента, после нее указываются цифра, означающая его процентное содержание в материале из которого изготовлено сверло. За первыми двумя символами могут также обозначаться и другие элементы. Буква Р означает вольфрам, К – кобальт, Ф – ванадий, М – молибден. Хром обычно не указывается в маркировке, так как в исходном материале он всегда присутствует (около 4%). Также не указывается и углерод. Например, маркировка сверла Р7М6К6 указывает на то, что оно изготовлено из быстрорежущей стали с массовой долей содержания вольфрама 7%, молибдена – 6%, кобальта – 6%.
За первыми двумя символами могут также обозначаться и другие элементы. Буква Р означает вольфрам, К – кобальт, Ф – ванадий, М – молибден. Хром обычно не указывается в маркировке, так как в исходном материале он всегда присутствует (около 4%). Также не указывается и углерод. Например, маркировка сверла Р7М6К6 указывает на то, что оно изготовлено из быстрорежущей стали с массовой долей содержания вольфрама 7%, молибдена – 6%, кобальта – 6%.
Отечественные производители не наносят никакой информации на сверла по металлу диаметром менее 2 мм. На инструмент диаметром 2–3 мм наносится диаметр и марка стали. У всех остальных сверл помимо названной информации выбивается товарный знак, а в редких случаях и класс точности сверла.
Если в металле сверлятся отверстия под резьбу, под каждое подбирается сверло определенного диаметра. Для резьбы М4, М5, М6, М8, М10, М12 диаметр сверл соответственно равняется 3,3; 4,2; 5,0; 6,7; 8,4; 10,2 мм. Большие отверстия в металле необходимо выполнять в несколько этапов, то есть вначале следует использовать тонкое сверло, после увеличить диаметр до нужных размеров. К примеру, для того, чтобы просверлить отверстие диаметром 10 мм, лучше его просверлить в два приема сверлами 5 и 10 мм.
К примеру, для того, чтобы просверлить отверстие диаметром 10 мм, лучше его просверлить в два приема сверлами 5 и 10 мм.
Что означает цвет сверла?
Все сверла изготавливаются следующих цветов: ярко-золотой, черный золотистый, серый и черный.
Ярко-золотой цвет говорит о том, что в процессе обработки инструмента применялся нитрид титана. Покрытое нитридом титана сверло обладает повышенной прочностью. В процессе сверления между поверхностями создается меньшее трение.
Черный золотистый оттенок свидетельствует о том, что в исходном сырье, дабы снять внутреннее напряжение применялся отпуск.
Серый цвет говорит о том, что не проводилась окончательная обработка по защите и упрочнению материала. Это означает, что изделие низкого качества – оно долго не прослужит.
Черный цвет означает, что инструмент был обработан перегретым паром, что позволило увеличить его износостойкость.
Кобальтовые сверла по металлу Р9 от торговой марки Polmart
Для сверления высокопрочных металлов предназначены сверла из быстрорежущей стали Р9 стандарта DIN 338. Эти сверла могут работать как со стационарными так и с ручными дрелями. Красностойкость описываемого сверла по металлу повышается из-за высокого содержания в составе инструмента кобальта и прочих легирующих элементов. Эти кобальтовые сверла широко используются для выполнения отверстий в нержавеющих, кислотоупорных, тугоплавких и высоколегированных сталях, плотность которых достигает 1000 Н/мм.
Эти сверла могут работать как со стационарными так и с ручными дрелями. Красностойкость описываемого сверла по металлу повышается из-за высокого содержания в составе инструмента кобальта и прочих легирующих элементов. Эти кобальтовые сверла широко используются для выполнения отверстий в нержавеющих, кислотоупорных, тугоплавких и высоколегированных сталях, плотность которых достигает 1000 Н/мм.
Сверла по металлу от торговой марки Bosch
Сверло по металлу от компании Bosch линейки изделий HSS-CO изготавливаются согласно всем стандартам из быстрорежущей стали. Благодаря этим сверлам в процессе сверления стружка удаляется очень быстро из-за оксидного покрытия сверла по металлу. Сверло имеет угол заточки в форме зубила и равен 135° с сеточной шлифовкой применяется для сверления практически всех сталей.
Термическую стойкость улучшает легирование сверла кобальтом, при этом показатель прочности на разрыв равняется 1000 Н/мм. Это означает, что такое сверло можно применять для сверления практически всех сплавов, сталей и в то же время выполнять различной сложности производственные задачи. Необходимая выдержка наружного диаметра сверла обеспечивается классом точности h8.
Необходимая выдержка наружного диаметра сверла обеспечивается классом точности h8.
Части и элементы спирального сверла.
Рис.21. Части и элементы спирального сверла.
1 — рабочая часть; 2 — режущая часть; 3 — направляющая часть; 4 — шейка;
5 — хвостовик; 6 — лапка
Режущая часть — часть сверла, заточенная на конус. Рабочая часть — часть сверла, снабженная двумя спиральными канавками. Направляющая часть — часть сверла, которая обеспечивает направление сверла в процессе резания. Хвостовик — часть сверла, служащая для закрепления сверла.
Рис.22. Основные элементы рабочей части сверла
1 — передняя поверхность; 2 — задняя поверхность; 3 — режущая кромка;
4 — ленточка; 5 — поперечная кромка
Передняя поверхность — винтовая поверхность канавки, по которой сходит стружка. Задняя поверхность — поверхность, обращенная к поверхности резания.Режущая кромка — линия, образованная пересечением передней и задней поверхностей; режущих кромок у сверла две.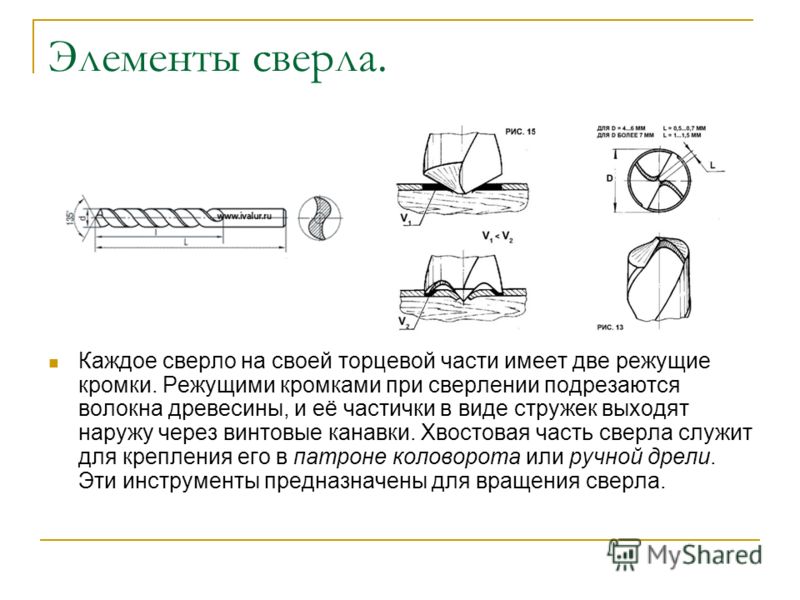 Ленточка — узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании. Поперечная кромка — линия, образованная в результате пересечения обеих задних поверхностей.
Ленточка — узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании. Поперечная кромка — линия, образованная в результате пересечения обеих задних поверхностей.
Геометрия спирального сверла.
Геометрические параметры спирального сверла показаны на рис. 23.
Рис.23. Геометрия спирального сверла.
Угол 2φ (удвоенный угол в плане) между режущими кромками колеблется в широких пределах в зависимости от обрабатываемого материала. Угол наклона винтовой канавки ω определяет величину переднего угла и колеблется от 100 до 45° в зависимости от обрабатываемого материала.
Угол ψ — угол наклона поперечной режущей кромки измеряется между проекциями поперечной и главной режущей кромок на плоскость, перпендикулярную оси сверла.
Для определения геометрических параметров режущих кромок их рассматривают
1) в плоскости NN, перпендикулярной к режущей кромке;
2) в плоскости ОО, параллельной оси сверла. Передний угол γ рассматривается в плоскости NN.
Передний угол γ рассматривается в плоскости NN.
Угол наклона винтовой канавки ω и задний угол α рассматриваются в
плоскости ОО.
Элементы резания при сверлении.
Скоростью резания при сверлении называется окружная скорость вращения наиболее удаленной от оси сверла точки режущей кромки.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Величина подачи измеряется в миллиметрах на один оборот
сверла и обозначается S мм/об . Т.к. сверло имеет две главные режущие кромки,
то подача, приходящаяся на каждую из них Sz= S/2.
Как и при точении, подачу можно измерять и в мм. за 1мин. (минутная подача)
SM = S۰n мм/мин.
Рис.24. Элементы резания при сверлении.
a— толщина среза в мм., измеряемая в направлении, перпендикулярном к режущей кромке;
b — ширина среза в мм., измеряемая вдоль режущей кромки;
t — глубина резания — расстояние от обрабатываемой поверхности отверстия до оси сверла t = D/2.
Фрезерование.
Фрезерование — один из высокопроизводительных и распространённых способов обработки металлов резанием.
Фреза представляет собой инструмент, имеющий несколько зубьев, причём каждый из них можно рассматривать как резец.
Рис.25 Режущая часть фрезы.
При фрезерование главное (вращательное) движение осуществляет фреза, а движение подачи — заготовка. Фрезерованием производится обработка плоскостей, пазов, фасонных поверхностей, разрезка металлов.
Геометрия фрез.
| Рис.26 Геометрия режущей части фрезы. |
Фреза состоит из корпуса (тела) и режущих зубьев. Она представляет собой многозубный режущий инструмент в виде тела вращения, на образующейповерхности или на торце которого расположены режущие кромки. Различают углы главной режущей кромки зуба в плоскости, нормальной к режущей комке, и углы в плоскости, нормальной к оси фрезы.
В плоскости А-А, нормальной к режущей кромке, находятся главный передний угол у и нормальный задний угол αn . В плоскости Б-Б, нормальной к оси фрезы, находятся главный задний угол α и поперечный или радиальный передний угол γ’.
В плоскости Б-Б, нормальной к оси фрезы, находятся главный задний угол α и поперечный или радиальный передний угол γ’.
Основное назначение переднего угла γ — уменьшение работы пластической деформации и работы трения по передней поверхности в процессе резания и обеспечение наивыгоднейшей стойкости режущего инструмента.
Главный задний угол α измеряется в плоскости Б-Б, перпендикулярной к оси фрезы.
Назначение заднего угла:
1. в создании условий беспрепятственного перемещения задней поверхности зуба относительно поверхности резания;
2. в уменьшении работы трения по задней поверхности зуба.
Основные элементы спирального сверла – fortyone.ru
Рис. 2. Спиральное сверло
Производство спиральных сверл осуществляется в специализированных цехах или на заводах в условиях крупносерийного или массового производства. Поэтому, несмотря на сложное конструктивное исполнение, себестоимость этих сверл невелика.
Поэтому, несмотря на сложное конструктивное исполнение, себестоимость этих сверл невелика.
Основные конструктивные элементы и геометрические параметры спиральных сверл показаны на рис. 2. На конической режущей части с углом 2φ при вершине расположены две главные режущие кромки — линии пересечения винтовых передних и задних поверхностей. Форма задних поверхностей определяется методом заточки. В результате пересечения двух задних поверхностей образуется поперечная режущая кромка, наклоненная к главной режущей кромке под углом ψ. Эта кромка располагается на сердцевине сверла с условным диаметром d = (0,15. 0,25)d , где d — диаметр сверла. Две вспомогательные режущие кромки лежат на пересечении передних поверхностей и цилиндрических калибрующих ленточек, направляющих сверло в отверстии и образующих калибрующую часть сверла. Угол наклона вспомогательных кромок к оси сверла ω определяет в основном величину передних углов γ на главных режущих кромках, которые, как будет показано ниже, переменны по величине в разных точках этих кромок.
Для снижения трения калибрующих ленточек о стенки отверстия их ширину в зависимости от диаметра сверла принимают ƒ = (0,32. 0,45) d 0,5 ,а высоту Δ = 0,1. 0,3 мм. Во избежание защемления сверла в отверстии предусматривается уменьшение его диаметра к хвостовику — обратная конусность, равная 0,03. 0,12 мм на 100 мм длины рабочей части. У сердцевины сверла с целью повышения его прочности и жесткости предусматривается прямая конусность, т.е. увеличение ее диаметра в направлении к хвостовику, равное 1,4. 1,7 мм на 100 мм длины.
Режущая и калибрующая части сверла составляют его рабочую часть, по длине которой сверла делятся на короткую, среднюю и длинную серии. Стандартные спиральные сверла изготавливают диаметром 0,1. 80 мм с допусками по А8. А9. За рабочей частью стерла следует шейка, которая используется для нанесения маркировки сверла: диаметра, материала режущей части, товарного знака завода-изготовителя.
Хвостовики бывают двух типов: конические (типа Морзе) с лапкой на конце для сверл d = 6. 80 мм и цилиндрические для сверл d = = 0,1. 20 мм. У сверл d > 8 мм хвостовики делают из конструкционной стали 45 или 40Х, свариваемой с рабочей частью. Для увеличения силы трения в месте крепления сверла в патроне и возможности правки сверл по длине хвостовики термически не обрабатывают. Лапки сверл для упрочнения закаливают, так как они используются для выбивания сверл из отверстия шпинделя станка или из переходной втулки.
80 мм и цилиндрические для сверл d = = 0,1. 20 мм. У сверл d > 8 мм хвостовики делают из конструкционной стали 45 или 40Х, свариваемой с рабочей частью. Для увеличения силы трения в месте крепления сверла в патроне и возможности правки сверл по длине хвостовики термически не обрабатывают. Лапки сверл для упрочнения закаливают, так как они используются для выбивания сверл из отверстия шпинделя станка или из переходной втулки.
Геометрические параметры спиральных сверл
. Спиральные сверла имеют сложную геометрию режущей части, что объясняется наличием большого числа кромок и сложных по конфигурации передних и задних поверхностей. Геометрические параметры спирального сверла рассмотрены ниже.
Угол при вершине 2φ , который играет роль главного угла в плане. У стандартных сверл 2φ = 116. 120° . При этом главные режущие кромки строго прямолинейны и совпадают с линейчатой образующей винтовой передней поверхности. При заточке сверл угол заточки ( 2φзат ≠ 2φ ) может быть изменен в пределах от 70° до 135°. При этом режущие кромки становятся криволинейными, меняются соотношение ширины и толщины срезаемой стружки и величины передних углов на главных режущих кромках. Соответственно меняются степень деформации срезаемого припуска, силы и температура резания и условия отвода стружки.
При этом режущие кромки становятся криволинейными, меняются соотношение ширины и толщины срезаемой стружки и величины передних углов на главных режущих кромках. Соответственно меняются степень деформации срезаемого припуска, силы и температура резания и условия отвода стружки.
На основании производственного опыта оптимальное значение угла 2φ рекомендуется брать в зависимости от обрабатываемого материала, например, при обработке конструкционных сталей 2φ = 116. 120° , коррозионно-стойких и высокопрочных сталей 2φ = 125. 150° , чугуна, бронзы 2φ = 90. 100° , чугуна высокой твердости 2φ = 120. 125° , цветных металлов (алюминиевые сплавы, латунь, медь) 2φ = 125. 140°.
Задний угол α на главных режущих кромках создается путем заточки перьев сверл по задним поверхностям, которые могут быть оформлены как части плоской, конической или винтовой поверхностей.
Части и элементы спирального сверла.
Рис.21. Части и элементы спирального сверла.
1 — рабочая часть; 2 — режущая часть; 3 — направляющая часть; 4 — шейка;
5 — хвостовик; 6 — лапка
Режущая часть — часть сверла, заточенная на конус. Рабочая часть — часть сверла, снабженная двумя спиральными канавками. Направляющая часть — часть сверла, которая обеспечивает направление сверла в процессе резания. Хвостовик — часть сверла, служащая для закрепления сверла.
Рабочая часть — часть сверла, снабженная двумя спиральными канавками. Направляющая часть — часть сверла, которая обеспечивает направление сверла в процессе резания. Хвостовик — часть сверла, служащая для закрепления сверла.
Рис.22. Основные элементы рабочей части сверла
1 — передняя поверхность; 2 — задняя поверхность; 3 — режущая кромка;
4 — ленточка; 5 — поперечная кромка
Передняя поверхность — винтовая поверхность канавки, по которой сходит стружка. Задняя поверхность — поверхность, обращенная к поверхности резания.Режущая кромка — линия, образованная пересечением передней и задней поверхностей; режущих кромок у сверла две. Ленточка — узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании. Поперечная кромка — линия, образованная в результате пересечения обеих задних поверхностей.
Геометрия спирального сверла.
Геометрические параметры спирального сверла показаны на рис. 23.
23.
Рис.23. Геометрия спирального сверла.
Угол 2φ (удвоенный угол в плане) между режущими кромками колеблется в широких пределах в зависимости от обрабатываемого материала. Угол наклона винтовой канавки ω определяет величину переднего угла и колеблется от 100 до 45° в зависимости от обрабатываемого материала.
Угол ψ — угол наклона поперечной режущей кромки измеряется между проекциями поперечной и главной режущей кромок на плоскость, перпендикулярную оси сверла.
Для определения геометрических параметров режущих кромок их рассматривают
1) в плоскости NN, перпендикулярной к режущей кромке;
2) в плоскости ОО, параллельной оси сверла. Передний угол γ рассматривается в плоскости NN.
Угол наклона винтовой канавки ω и задний угол α рассматриваются в
Элементы резания при сверлении.
Классификация свёрл [ править | править код ]
По конструкции рабочей части
бывают:
- Спиральные (винтовые)
— это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова
— на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ=70°; 2φ ‘ =55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Плоские
(
перовые
; жарг.
пёрки
) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком. - Свёрла Форстнера
— усовершенствованная версия перового, с дополнительными резцами-фрезами. - Для глубокого сверления (L≥5D)
— удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
- Конструкции Юдовина и Масарновского
— отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность. - Одностороннего резания
— применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла). - Пушечные
— представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D. - Ружейные
— применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости. - Пустотелые
(также кольцевые, корончатые) — свёрла, превращающие в стружку только узкую кольцевую часть материала.
- Центровочные
— применяют для сверления центровых отверстий в деталях. - Ступенчатые
— для сверления одним сверлом отверстий разного диаметра в листовых материалах. - с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77 (конус Морзе), DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления
бывают:
- Цельные
— спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава. - Сварные
— спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали). - Оснащённые твердосплавными пластинами
— бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления). - Со сменными твердосплавными пластинами
— также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
В основном используются для сверления отверстий от 12 мм и более. - Со сменными твердосплавными головками
— альтернатива корпусным сверлам.
Читать также: Газовая колонка рейтинг надежности отзывы
По назначению [ править | править код ]
По форме обрабатываемых отверстий
бывают:
По обрабатываемому материалу
бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня
— имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д. - Для обработки стекла, керамики
- Для обработки дерева
Геометрия и элементы цилиндрических сверл по металлу
Цилиндрическое сверло по металлу: основные разновидности и область применения. Особенности конструкции и основные элементы спиральных сверл: рабочая часть, хвостовик, шейка. Типы хвостовиков: цилиндрический и конический. Применяемые ГОСТы.
Особенности конструкции и основные элементы спиральных сверл: рабочая часть, хвостовик, шейка. Типы хвостовиков: цилиндрический и конический. Применяемые ГОСТы.
Цилиндрическое сверло по металлу является наиболее известным инструментом для выполнения отверстий. История приспособлений ведет свой отсчет с 1867 года, когда на Всемирной торговой выставке американской компанией Морзе был представлен первый инструмент. По настоящее время конструкция цилиндрических сверл практически не менялась – основные изменения относились к используемым конструкционным материалам.
В настоящей статье мы рассмотрим разновидность сверлильных приспособлений винтового типа, которые используют для выполнения сквозных и глухих отверстий в металлических изделиях.
Сверла для металла
Помимо разбивки фрез по принципу формы хвостовика, существует классификация относительно материала обработки. Фреза может быть предназначена для металла, бетона, существует также сверло по дереву. Спиральное рабочее место применимо для всех разновидностей материала. Разница заключается только в конструкции инструмента.
Разница заключается только в конструкции инструмента.
В зависимости от типа металла подбирают тип сверла. Они применимы для легированных, нелегированных сталей, чугуна, сплавов, цветных металлов. Иногда их применяют для обработки твердых пластмасс. От толщины и твердости рабочей зоны зависит долговечность использования изделия. Это универсальный тип инструмента. Сверло по металлу может полноценно просверлить отверстие даже в древесине.
Если инструмент медленно погружается и сильно нагревает материал, требуется производить его заточку. Если его диаметр не превышает 12 мм, процедура проводится вручную. Но для большего размера фрезы применяется для заточки специальное оборудование.
Характеристики и назначение цилиндрических сверл
Цилиндрические сверла известны и под другими именами: их также называют спиральными или винтовыми.
Современные изделия различаются по следующим параметрам:
- Используемый материал. Инструменты профессионального назначения изготавливают из быстрорежущей стали.
 Наибольшей популярностью у отечественных производителей пользуется сорт Р6М5. Его ценят за хорошую прочность и устойчивость к износу: сверла из данного материала отлично держат заточку и не теряют эксплуатационных качеств даже под действием высокой температуры.
Наибольшей популярностью у отечественных производителей пользуется сорт Р6М5. Его ценят за хорошую прочность и устойчивость к износу: сверла из данного материала отлично держат заточку и не теряют эксплуатационных качеств даже под действием высокой температуры. - Метод получения профиля. Для повышения точности инструмента используют метод шлифования. Кроме того, такой подход позволяет продлить срок службы приспособления.
- Наличие дополнительной заточки. Острие сверла подвергают дополнительной обработке. Метод используют при производстве изделий профессиональной серии для повышения центровки и снижения нагрузки в процессе эксплуатации.
- Максимальный диаметр отверстия. У самых крупных экземпляров этот показатель может достигать 80 мм.
Изготовление цилиндрических сверл по металлу осуществляется в условиях массового производства. К готовым изделиям предъявляют повышенные требования, которые регламентированы различными межгосударственными стандартами. Несмотря на это, себестоимость сверл по металлу невелика.
Геометрия спиральных сверл практически не менялась с момента выпуска первых экземпляров. Именно благодаря продуманной конструкции рабочей части приспособление получило широкое распространение.
- Винтовые каналы обеспечивают хороший отвод побочных продуктов сверления.
- Острый угол между касательной и режущей кромками облегчает процесс выполнения работ.
- Сверло по металлу цилиндрического типа является многоразовым инструментом: оно выдерживает большое количество переточек, которые выполняются вручную или с помощью станков.
- На наружной поверхности калибрующей части имеются специальные ленточки: они обеспечивают устойчивое направление движения в отверстии.
Преимущество
Оргстекло – материал очень легкий, но с высокой вязкостью. С одной стороны, в тех случаях когда внешний вид отверстия не имеет значении, просверлить его можно обыкновенным гвоздем, вставленным в дрель. С другой, когда требуются ровные гладкие кромки и высокая точность, нужна большая аккуратность.
В отличие от конического сверла или зенкерного спиральное, как правило, работает на высокой скорости – до 10 000 оборотов/мин. При такой скорости материал нагревается и частично деформируется. Матовые кромки, например – неизбежный результат сверления. Если не соблюдать правила обращения с инструментом – охлаждение, удаление стружки, сверло можно сломать.
При сверлении оргстекла, вязкий материал наворачивается на острие и застывает, вращение блокируется. Если инструмент не выключить, с большой вероятностью сверло будет сломано. К тому же извлечь отломанный фрагмент из массы стекла, не разрезая, почти невозможно.
Однако использование правильно заточенного инструмента гарантирует получение ровных точных отверстий и не потребует рассверливания или зенкования в дальнейшем.
Особенности конструкции
- Рабочая часть. Состоит из двух спиральных (винтовых) каналов. Их пересечение формирует режущую часть. Каналы обеспечивают подачу охлаждающей жидкости в зону сверления и отвечают за вывод стружки в процессе выполнения работ.

- Хвостовик. Эта часть фиксируется в патроне рабочего оборудования. Различают два типа хвостовиков: конические (типа Морзе) с лапкой на конце и цилиндрические.
Хвостовик не подвергают термической обработке. Это необходимо для повышения силы трения в патроне и возможности правки по длине. Для инструмента с диаметром рабочей части свыше 8 мм основным материалом хвостовика является конструкционная сталь типа 40Х. Этот элемент является отдельным узлом, который впоследствии приваривают к рабочей части изделия. При этом лапки сверла подвергают закалке с целью повышения прочности, поскольку их используют для выбивания инструмента из шпинделя или переходной втулки.
- Шейка. Здесь находится маркировка инструмента: рабочий диаметр, тип материала, а также информация об изготовителе.
Разновидности
Для сверления органического стекла и других видов пластмасс применяются как винтовые, так и перовые сверла. Первый вариант универсален, одинаково хорошо подходит для получения отверстий любого диаметра. Второй дешевле, менее чувствителен к перекашиванию, но не отводит стружку и быстрее нагревается. При работе инструмент приходится часто останавливать и остужать сверло. Для сверления с оргстеклом применяются односторонние перовые сверла.
Сверло с хвостовиком
Хвостовик – часть инструмента, которая определяет, каким именно образом можно закрепить сверло. Цилиндрический хвостовик фиксируется в трехкулачковом патроне. Именно такой механизм предусмотрен практически на всех бытовых и полупрофессиональных аппаратах.
В патроне такого прибора размещены кулачки. Цилиндрический хвостовик вставляется в патрон между ними, регулировочное кольцо проворачивается по часовой стрелке, кулачки зажимают хвостовик.
Максимальный диаметр изделия с цилиндрическим хвостовиком – 30 мм, как раз на бытовые нужды он и рассчитан.
Сверла по ГОСТу
ГОСТ регламентирует геометрические и механические параметры изделия и возможные отклонения. Сюда относятся все винтовые сверла, правые и левые, с цилиндрическим хвостовиком.
Различают три группы по длине рабочей части.
- Короткие – с диаметром от 0,1 до 20 мм и полно длиной от 20 до 131 мм. Регламентируется ГОСТ 4010-77.
- Средние – с диаметром от 0,3 до 30 мм и с длиной от 19 до 205 мм. ГОСТ 109-02-77.
- Длинные – с диаметром от 1 до 20 мм и длиной 56–254 мм. ГОСТ 886-77.
Перовое сверло
Это изделие относится к категории сборных, состоит из державки и режущей пятигранной пластины. Из быстрорежущей стали изготавливают только пластины.
Режущая часть имеет 2 рабочие кромки, угол между которыми затачивают в соответствии с материалом. Для оргстекла это 90 градусов. Поперечная кромка между двумя главными имеет угол в 55–60 градусов.
Для отведения стружки на пластине по ширине формируют стружкодробящие канавки.
Перовые сверла для дерева, металла и пластмасса регламентирует ГОСТ 25526-82. Диаметр пластины – от 25 до 130 мм.
Сверла левые
Сверла выпускаются левые и правые – по направлению вращения спирали. В промышленности такая разработка позволяет подавать материал на станок справа, а не слева. При работе с материалом сложной конфигурации такой способ позволяет снизить затраты. Устанавливается инструмент на специальные левовращательные станки.
В промышленности такая разработка позволяет подавать материал на станок справа, а не слева. При работе с материалом сложной конфигурации такой способ позволяет снизить затраты. Устанавливается инструмент на специальные левовращательные станки.
В быту левое сверло применяют для высверливания сломанных болтов и другого крепежа.
Презентация по технологии Виды сверл. Элементы спирального сверла доклад, проект
- Главная
- Разное
- Образование
- Спорт
- Естествознание
- Природоведение
- Религиоведение
- Французский язык
- Черчение
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Математика
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Шаблоны, фоны, картинки для презентаций
- Экономика
Презентация на тему Презентация по технологии Виды сверл. Элементы спирального сверла, предмет презентации: Технология. Этот материал в формате pptx (PowerPoint) содержит 16 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Виды свёрл
Элементы спирального сверла
5 класс
Разработал: А.А. Дубинин
учитель технологии ВКК
МБОУ СОШ №94
им. Генерала Лизюкова А.И.
ВОРОНЕЖ
2016
Сверление отверстий
Сверление круглых отверстий в заготовках из древесины выполняется с помощью свёрл
Виды свёрл
Спиральные
Центровые (перовые)
Винтовые
Ложечные
Пробочные
Спиральные свёрла
Эти свёрла наиболее распространены.
Их применяют для сверления различных материалов: древесины, металлов, пластмасс.
Спиральные свёрла с направляющим центром предназначены для точного и качественного сверления поперёк волокон древесины.
Центровые (перовые) свёрла применяются
для сверления неглубоких отверстий
у этих свёрл одна режущая кромка
Винтовые свёрла представляют
собой винтообразную пластину,
используют для высверливания
глубоких отверстий
Ложечным сверлом сверлят отверстия вдоль волокон
Пробочные (бесцентровые) сверла как следует из их названия предназначены для изготовления деревянных пробок. Такие пробки нужны для декоративной заделки круглых отверстий, например высверленных сучков или утопленных болтов.
Сверло Форстнера
для сверления глухих отверстий
с высокой точностью.
Элементы спирального сверла
По виду хвостовика свёрла бывают:
С цилиндрическим хвостовиком
С коническим хвостовиком
Размер свёрла в миллиметрах указывается на хвостовике
Вопросы для закрепления:
С помощью какой операции получают отверстия в заготовках из древесины?
Какие бывают свёрла?
Назначение спиральных свёрл с направляющим центром?
Назначение центровых (перовых) свёрл?
Назначение винтовых свёрл?
Назначение ложечных свёрл?
Назначение свёрла Форстнера?
Назовите элементы спирального сверла?
Виды хвостовиков свёрл?
Где обозначается диаметр сверла и в каких единицах?
Скачать презентацию
 ru?
ru?Это сайт презентаций, где можно хранить и обмениваться своими презентациями, докладами, проектами, шаблонами в формате PowerPoint с другими пользователями. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами.
Для правообладателей
Обратная связь
Email: Нажмите что бы посмотреть
Конструктивные и геометрические параметры спирального сверла.
Сверло состоит из рабочей части
б)
Рис.69. Элементы спирального сверла
Рабочая часть сверла имеет по две главных и вспомогательных режущих кромки и одну поперечную. В отличие от резца передние поверхности сверла винтовые, главные задние поверхности криволинейные, а вспомогательные задние поверхности представляют собой винтовые ленточки, обеспечивающие направление сверла в процессе резания. Хвостовик служит для закрепления сверла на станке, имеет цилиндрическую или коническую форму. Шейка обеспечивает выход круга при шлифовании рабочей части сверла. На режущей части сверла, по аналогии с резцом, имеются главные углы, углы в плане и дополнительно углы w и y. Рассмотрим их. Угол при вершине 2j. У сверла обычно задается не главный угол в плане, a 2j, образуемый главными режущими кромками сверла (рис. 69, б). По аналогии с резцом с уменьшением угла j (2j) увеличиваются длина режущей кромки сверла и ширина среза, улучшаются условия отвода тепла от режущих кромок, повышается стойкость сверла. Однако при малом значении угла снижается прочность сверла, поэтому 2j выбирают с учетом свойств обрабатываемого материала.
Хвостовик служит для закрепления сверла на станке, имеет цилиндрическую или коническую форму. Шейка обеспечивает выход круга при шлифовании рабочей части сверла. На режущей части сверла, по аналогии с резцом, имеются главные углы, углы в плане и дополнительно углы w и y. Рассмотрим их. Угол при вершине 2j. У сверла обычно задается не главный угол в плане, a 2j, образуемый главными режущими кромками сверла (рис. 69, б). По аналогии с резцом с уменьшением угла j (2j) увеличиваются длина режущей кромки сверла и ширина среза, улучшаются условия отвода тепла от режущих кромок, повышается стойкость сверла. Однако при малом значении угла снижается прочность сверла, поэтому 2j выбирают с учетом свойств обрабатываемого материала.
Рис. 70. Углы сверла: а) – главные; б) – поперечной кромки; в)– в процессе резания.
У стандартных сверл, применяемых при обработке разных материалов, 2j
Угол наклона винтовой канавки w расположен между осью сверлаи касательной к винтовой линии ленточки.
Величина угла w равна:
где: Н– шаг винтовой линии;
p×D – развёртка окружности по наружному диаметру.
Угол наклона винтовой канавкиw непостоянен, чем ближе к оси сверла, тем меньше угол w. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жесткость сверла и прочность его режущих кромок, так как на длине рабочей части сверла увеличивается объем канавки также увеличивается и передний угол на режущих кромках.
Передний уголg измеряется в главной секущей плоскости N-N (рис. 70, а), перпендикулярной проекции главной режущей кромки на основную плоскость 0-0, проходящую через вершину и ось сверла (рис. 70, б).
Измеряют g и в плоскости, перпендикулярной к главной режущей кромке. Угол g образуется касательной  Величина угла g зависит от угла наклона винтовой канавки w. Точки режущей кромки лежат на винтовых линиях передней поверхности сверла, имеющих различный угол w, поэтому угол g в различных точках кромки будет также переменным и изменяться аналогично углу w. Для каждой точки режущей кромки в плоскости А-А gx = wx , а в плоскости N-Ngх приближенно равен:
Величина угла g зависит от угла наклона винтовой канавки w. Точки режущей кромки лежат на винтовых линиях передней поверхности сверла, имеющих различный угол w, поэтому угол g в различных точках кромки будет также переменным и изменяться аналогично углу w. Для каждой точки режущей кромки в плоскости А-А gx = wx , а в плоскости N-Ngх приближенно равен:
где: Dx
– диаметр окружности, на которой лежит точка режущей кромки, мм;D – наружный диаметр сверла, мм;
w – значение угла у периферии сверла.
Таким образом, с приближением к периферии сверла с увеличением угла wx возрастает и значение gх. На периферии g достигает 25…30°, у поперечной кромки он может быть и отрицательным.
Задний уголa образуется касательными к следу задней поверхности сверла в заданной точке режущей кромки и к окружности ее вращения вокруг оси сверла. Он измеряется в плоскости А-А, параллельной оси сверла и перпендикулярной основной плоскости О. Задние углы режущей кромки также переменные: на периферии сверла a
Рис. 71. Схема образования заднего угла сверла.
Угол наклона поперечной кромки yрасположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных сверл y = 50…55°. Так как поперечная кромка образуется пересечением задних поверхностей, то ее длина и угол зависят от выбранных задних углов a. Приведенные выше значения углов a обеспечивают угол y = 50…55° (при неизменном угле 2j). При y <50° поперечная кромка удлиняется, при y > 55° уменьшается ее передний угол gп (рис. 70, б) и увеличивается угол резания dп (при y = 90°, gп =—60°). В обоих случаях значительно возрастают осевые силы.
При y <50° поперечная кромка удлиняется, при y > 55° уменьшается ее передний угол gп (рис. 70, б) и увеличивается угол резания dп (при y = 90°, gп =—60°). В обоих случаях значительно возрастают осевые силы.
Переменные значения углов g и a создают неодинаковые условия резания в различных точках режущей кромки. У периферии сверла, где угол g сравнительно большой, а скорость максимальная, стружка отделяется легко, меньше деформируется, но условия отвода тепла плохие. Вблизи поперечной кромки угол g ≤ 0, поэтому условия резания здесь неблагоприятные, сильно деформируются прилегающие участки стружки, большое тепловыделение. Особенно в тяжелых условиях работает поперечная кромка сверла, так как в ее нормальном сечении N-1N1 угол gп отрицательный (около —40°), а dП = 130° (рис. 70, б). Она не режет, а выдавливает материал, сильно его деформирует. Недостатком геометрии сверла является также отсутствие заднего угла у ленточек (a1 = 0) (рис. 70, а). Это вызывает трение и повышает температуру ленточек, тем самым усиливая их износ вблизи уголков — места сопряжения ленточек с главными режущими кромками. Указанные недостатки геометрии сверла влияют отрицательно на процесс резания.
70, б). Она не режет, а выдавливает материал, сильно его деформирует. Недостатком геометрии сверла является также отсутствие заднего угла у ленточек (a1 = 0) (рис. 70, а). Это вызывает трение и повышает температуру ленточек, тем самым усиливая их износ вблизи уголков — места сопряжения ленточек с главными режущими кромками. Указанные недостатки геометрии сверла влияют отрицательно на процесс резания.
Углы сверла в процессе резания отличаются от углов в статике. В результате вращательного и поступательного движений сверла траектория резания каждой точки режущей кромки представляет винтовую линию, а всей кромки — винтовую поверхность с шагом, равным подаче сверла. Плоскость, касательная к ним, —плоскость резания в кинематике.
Плоскость резания в кинематике (2) повернута относительно плоскости резания в статике (1) на угол µx и действительные углы в процессе резания будут равны:
Величину угла µx определяют по формуле:
Чем больше подача и ближе к оси сверла расположена точка режущей кромки (меньше Dx), тем больше угол µx и меньше действительный задний угол aкин.
Дата добавления: 2017-02-13; просмотров: 4252; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Классификация и геометрия инструмента для сверления
adminКлассификация и геометрия инструмента для сверления 0 Comment
Сверло́– режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений.
Сверла по металлу относятся к группе осевых инструментов и предназначены для обработки отверстий. Существует несколько типов конструкций сверл: спиральные, перовые, кольцевые– в зависимости от конструкции рабочей части. Сверла с цилиндрическим хвостовиком относятся к типу спиральных сверл. Их основные конструктивные элементы можно увидеть на рисунке:
Их основные конструктивные элементы можно увидеть на рисунке:
Рисунок Сверло
Спиральное сверло имеет рабочую часть и хвостовик, который служит для закрепления сверла в рабочем приспособлении станка и выполняется цилиндрическим или коническим.
Конический хвостовик снабжен лапкой (поводком), предохраняющей его при выбивании сверла из шпинделя станка. Рабочая часть сверла выполняется из инструментальной стали или с напаянными пластинками твердого сплава. Она осуществляет процесс резания, формирует поверхность обрабатываемого отверстия, отводит стружку из зоны резания и направляет сверло при обработке. Рабочая часть состоит из режущей кромки и направляющей части. Направляющая часть имеет две винтовые канавки, необходимые для отвода стружки из зоны резания, и две ленточки, необходимые для направления сверла. Режущая часть имеет две главные режущие кромки, образованные передними и главными задними поверхностями. Главные режущие кромки соединяются под углом 2φ поперечной кромкой. От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющих силы резания и температура в зоне резания. С увеличением угла 2φ возрастает осевая Рх и уменьшается радиальная Ру составляющие силы резания. Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющих силы резания и температура в зоне резания. С увеличением угла 2φ возрастает осевая Рх и уменьшается радиальная Ру составляющие силы резания. Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
Геометрия режущей кромки характеризуется передним (γ) и задним углами (α) резания. Передний угол γ измеряют в главной секущей плоскости, проходящей перпендикулярно главной режущей кромке. Задний угол α измеряют в плоскости, проходящей через точку главной режущей кромки параллельно оси сверла. Значения этих углов изменяются от центра сверла к его периферии.
Ленточка служит для центрирования сверла по обработанной поверхности отверстия и обеспечивает возможность многократной переточки сверла. Ширина ленточек промышленных сверл 0,2…3мм. По ленточке сверло имеет обратную конусность 0,03… 0,12 мм на 100 мм длины.
Ширина ленточек промышленных сверл 0,2…3мм. По ленточке сверло имеет обратную конусность 0,03… 0,12 мм на 100 мм длины.
Наиболее напряженными участками сверла являются точки перехода главной режущей кромки в ленточку. В этих точках скорость резания и температура максимальны. Для улучшения теплоотвода, и соответственно, повышения стойкости сверла, применяют двухконусную заточку сверл диаметром более 10мм. На периферии сверла формируют переходные режущие кромки под углом 2φ, равным 70…75°.
Сверла спиральные с цилиндрическим хвостовиком разделяются на следующие серии:
· Короткая – ГОСТ 4010-77; диаметром D = 0,3 — 20 мм, общей длиной L = 20 — 131мм
· Средняя – ГОСТ 10902-77; диаметром D = 0,3 — 20 мм, общей длиной L = 19 — 205мм
· Длинная – ГОСТ 886-77; диаметром D = 1 — 20 мм, общей длиной L = 56 — 254мм
Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
· Углеродистые стали (У8, У9, У10, У12 и др. ): Сверление и рассверливание дерева, пластмасс, мягких металлов.
): Сверление и рассверливание дерева, пластмасс, мягких металлов.
· Низколегированные стали (Х, В1, 9ХС, 9ХВГ и др.): Сверление и рассверли-вание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеро-дистыми теплостойкость (до 250°C) и скорость резания.
· Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др.): Сверление всех конструкци-онных материалов в незакалённом состоянии. Теплостойкость до 650О C.
· Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др.): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950°C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
· Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
· Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Некоторые виды сверл представлены на рисунке:
Сверла:
A –по металлу; B –по дереву; C –по бетону;
D –перовое сверло по дереву;
E –универсальное сверло по металлу или бетону;
F –по листовому металлу;
G –универсальное сверло по металлу, дереву или пластику;
Н –центровочное
Хвостовики: 1, 2 –цилиндрический;
3 –SDS-plus;
4 –шестигранник;
5 –четырёхгранник;
6 –трёхгранник;
7 – для шуруповёртов.
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины d (или диаметр сердцевины), толщина пера (зуба) b, ширина ленточки f, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части lo, общая длина сверла L.
Части и элементы спирального сверла
Диаметр сверла следует всегда брать немного меньше, чем диаметр просверливаемого отверстия, так как диаметр отверстия при сверлении увеличивается.
Как и резец, сверло имеет передний и задний углы. Передний угол — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.
Рис.Передний и задний углы сверла
Наибольшее значение угол g имеет на периферии сверла, где в плоскости, параллельной оси сверла, он равен углу наклона винтовой канавки w. Наименьшее значение угол g имеет у вершины сверла. На поперечной кромке угол g имеет отрицательное значение, что создаёт угол резания больше 90°, а, следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки. На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
Задний угол a — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки.
Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости Б-Б может быть определён по формуле
tgaн=tga sinj (5.15)
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси. Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Рис. Поверхности заготовки при сверлении
Действительный задний угол в процессе резания a’ заключен между этой плоскостью и плоскостью, касательной к задней поверхности сверла.
Рис. Углы режущих кромок сверла в процессе резания
Он меньше угла, измеренного в статическом состоянии, на некоторую величину m:
a’= a — m (5.16)
tgm =s/pD (5.17)
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s тем больше угол m и меньше действительный задний угол a’.
Действительный же передний угол в процессе резания g’ соответственно будет больше угла g измеренного после заточки в статическом состоянии:
g’=g +m (5. 18)
18)
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки, задний угол заточки делается: на периферии 8 -14°, у сердцевины 20 — 27°, задний угол на ленточках сверла 0°.
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки w, углом наклона поперечной кромки y, углом при вершине 2j, углом обратной конусности j1. Угол w = 18-30°, y=55°, j1 = 2-3°, у свёрл из инструментальных сталей 2j = 60-140°.
Спиральное сверло имеет ряд особенностей, отрицательно влияющих на протекание процесса стружкообразования при сверлении:
а) уменьшение переднего утла, в различных точках режущих кромок по мере приближения рассматриваемой точки к оси сверла,
б) неблагоприятные условия резания у поперечной кромки (так как
угол резания здесь больше 90°),
в) отсутствие заднего угла у ленточек сверла, что создает большое
трение об обработанную поверхность.
Для облегчения процесса стружкообразования и повышения режущих свойств сверла производят двойную заточку сверла и подточку перемычки и ленточки.
При двойной заточке сверла вторая заточка производится под углом 2jо=70° на ширине В=2,5-15 мм.
Такая заточка повышает стойкость сверла, а при одной и той же стойкости позволяет увеличить и скорость резания.
Подточка перемычки (сердцевины) производится на длине l=3-15мм.
От такой подточки уменьшается длина поперечной кромки (размер А=1,5-7,5 мм) и величина угла резания в точках режущих кромок, расположенных вблизи перемычки сверла. Для уменьшения трения ленточек об обратную поверхность (о стенки отверстия) производится подточка ленточек под углом a1=6-8° на длине l1= 1,5-4 мм, что приводит к повышению стойкости сверла.
Основные понятия о процессах обработки отверстий и режущем инструменте, используемом на сверлильных станках
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью.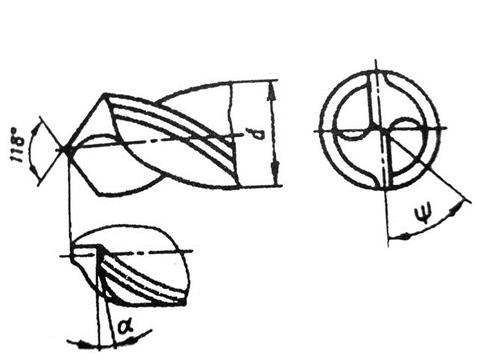 Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином.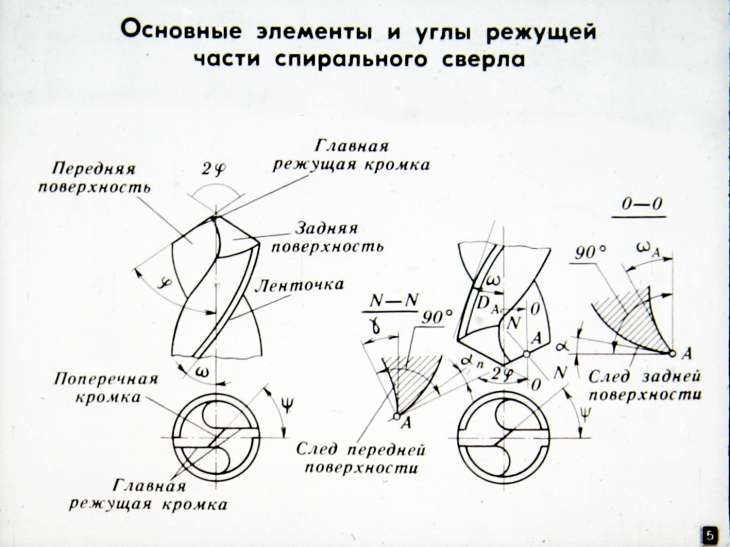 В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла
(d).
Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.
Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ширина ленточки бывает от0,2–2
мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
при обработке легких сплавов равной
f
=1,2+0,2682ln{d-18+[(d-18)2+1]1/2}
;
при обработке других материалов
f
=(0,1…0,5)d1/3
.
Высота ленточки обычно составляет 0,025
d
мм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
Для твердосплавных сверл – 0,1-0,12 мм.
Сердцевина сверла
влияет на прочность и жесткость, характеризуется диаметром сердцевины –
dо
. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла.
Рабочая часть сверла (см. рис.) имеет шестьлезвий (режущих кромок). Две
главные режущие кромки
(1-2, 1’-2’). Две
вспомогательных кромки
(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Две
поперечные кромки
(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Спиральные сверла
Спиральные сверла имеют самое широкое применение. Спиральной сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих углов на рабочем конце. Сверла изготавливаются как из быстрорежущей стали, так и твердого сплава.
Спиральной сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих углов на рабочем конце. Сверла изготавливаются как из быстрорежущей стали, так и твердого сплава.
Спиральные сверла изготовляют с цилиндрическим, коническим и шестигранными хвостовиками. Сверла с цилиндрическим хвостовиком изготавляют диаметром до 12 мм, с коническим – от 6 до 60 мм.
У сверл с коническим хвостовиком лапка на концевой части сверла (2) служит упором при выбивание сверла (1) из гнезда конуса (3) посредством клина (4). Спиральные сверла стандартизованы. Поэтому выбирают только такие размеры отверстий, для которых имеется соответствующий диаметр сверла. Основным размером сверла принято считать диаметр. Длина рабочей части сверла, в зависимости от диаметра, составляет: в сверлах с цилиндрическим хвостовиком — диаметр плюс 50 мм, а с коническим – 2 диаметра плюс 120 мм.
Геометрия спиральных сверл
Геометрические параметры режущей части сверла состоят из переднего угла γ (гамма), заднего угла α (альфа), угла при вершине 2φ (фи), угла наклона винтовой канавки ω (омега) и угла наклона поперечной кромки сверл ψ (пси).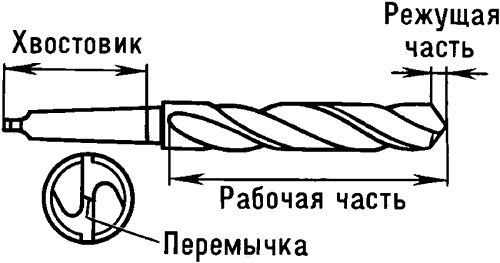
Угол при вершине сверла 2φ выбирается в зависимости от обрабатываемого материала и составляет:
Сталь, чугун, твердая бронза 116°—118° Коррозионно стойкая сталь и сплавы 127° Титановые сплавы 135°-140° Красная медь 125° Мягкая бронза, латунь 120°-130° Алюминий 130°—140° Магниевые сплавы 90° Целлулоид, эбонит 85°—90° Мрамор и другие хрупкие материалы 80° Гетинакс, винипласт, пластмассы 90°—100° Органическое стекло 70° Мрамор, эбонит 140° Древесина 140°
Задний угол заточки α измеряется в параллельной оси сверла. При самой обычной заточке его значения так же, как и переднего угла, изменяются. У наружной окружности сверла задний угол равен 8—12°, а у оси — 20—25°. Задний угол сверла уменьшает трение задней поверхности сверла о заготовку. Чтобы понять, зачем нужен задний угол, попробуйте снять обычным ножом стружку с деревянной дощечки, плотно прижав лезвие к ее поверхности. Самое большее, что удастся, — это соскоблить некоторые выступающие волокна. Приподнимите лезвие над плашкой до определенного положения, образуя тем самым «задний» угол, и оно начнет снимать стружку. «Задний» угол не должен быть слишком большим, иначе лезвие «нырнет» сразу на большую глубину и придется снимать толстую стружку со значительными усилиями.
«Задний» угол не должен быть слишком большим, иначе лезвие «нырнет» сразу на большую глубину и придется снимать толстую стружку со значительными усилиями.
Наклон канавок к оси сверла ω может составлять от 10 до 55°. Угол наклона винтовой канавки определяет значение переднего угла: чем больше угол наклона, тем больше передний угол. Это облегчает процесс резания и улучшает выход стружки. Угол наклона канавки выбирается в зависимости от диаметра сверла и свойств обрабатываемого материала. Для каждого материала существует свой оптимальный угол подъема (для цветных металлов 34°-45°, стали — 25°-30°).
Процесс сверления — это довольно сложный процесс во время которого происходит сдвиг отдельных частиц, пластическая деформация и другие явления. Когда режущая кромка спирального сверла внедряется в какой-то материал, она «вынуждает» стружку скользить по своей передней поверхности. При сверлении хрупкого материала, например чугуна, образуется сыпучая стружка, а если материал пластичен, например медь, то пойдет сливная стружка, похожая на свитую в спираль ленту.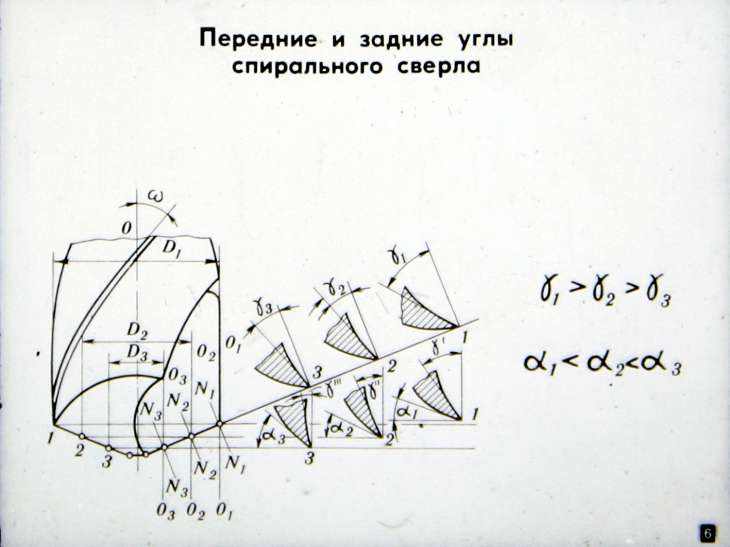 Впрочем, такое деление достаточно условно, поскольку материалы не всегда обладают четко выраженными свойствами, например у многих хрупких пластмасс, которые, нагреваясь при появлении стружки, начинают вести себя как пластичный материал.
Впрочем, такое деление достаточно условно, поскольку материалы не всегда обладают четко выраженными свойствами, например у многих хрупких пластмасс, которые, нагреваясь при появлении стружки, начинают вести себя как пластичный материал.
Передний угол заточки γ определяется в плоскости перпендикулярной режущей кромке. При обычной заточке передний угол в различных точках режущей кромки имеет разные значения. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. У вершины сверла передний угол заточки будет равен 1—4°. Изменение значения переднего угла является недостатком спирального сверла и вызывает неравномерный и быстрый его износ. Данный недостаток решается различными способами подточками вершины сверла.
Линия, образованная пересечением поверхностей заточки сверла, называется поперечной кромкой, которая образует угол ψ, равный 55°. Величина поперечной кромки принимается обычно равной 0,13 D (где D – диаметр сверла).
Для уменьшения трения боковой поверхности о стенки отверстия с нее снимается фаска. При этом вдоль винтовой канавки получается узкая полоска – ленточка, которая служит также в качестве направляющей сверла.
При этом вдоль винтовой канавки получается узкая полоска – ленточка, которая служит также в качестве направляющей сверла.
Для обеспечения повышенной прочности и жесткости твердосплавных сверл по сравнению со сверлами из быстрорежущей стали увеличивают сердцевину до 0,25 диаметра сверла.
Чистота просверленных отверстий и высокая производительность при сверлении достигается лишь при условии работы с остро и правильно заточенным сверлом. В процессе сверления режущая часть сверла изнашивается и потому требует систематического восстановления своих геометрических размеров. Восстановление это осуществляется путем заточки. Заточка сверл производится на специальных заточных станках или вручную на абразивных кругах.
Крепление обрабатываемой детали.
Одним из сложных примеров сверления является сверление оконного профиля с внутренним металлическим армированием. Проблемы состоят в том, что одновременно сверлится три отверстия сразу в термопластике и металле, металл достаточно тонкий и плохо закреплен, металл может отгибаться при сверление, отсутствует охлаждение, пластиковый профиль образует сливную стружку и сильно притирается к сверлу. Все это крайне негативно влияет на длительность работы сверла до перезаточки, по этому старайтесь придерживаться правил:
Все это крайне негативно влияет на длительность работы сверла до перезаточки, по этому старайтесь придерживаться правил:
- фиксация заготовки должна быть максимально жесткой, надежной, исключающей возникновение каких-либо смещений или изгиба во время сверления. При необходимости используйте вставки и дополнительные элементы фиксации.
- при обработке тонкостенных деталей необходимо уменьшить значение используемой подачи
- не использовать сверла из твердого сплава при возникновение вышеописанных проблем, так как они чрезвычайно чувствительны к любым нагрузка на изгиб
Режимы резания при сверлении.
Подача сверла при сверлении отверстий на станках вручную, должна быть максимально равномернее. При сквозном сверлении, после выхода поперечной кромки сверла из металла, сопротивление материала заготовки значительно уменьшается. Поэтому, если не изменять давление на рычаг или маховик подачи сверла, сверло захватит больший слой материала и вследствие чего может сломаться. Во избежание поломки подача сверла перед его выходом из металла должна быть возможно меньшей. Для автоматического сверления необходимо обязательно обеспечить равномерность подачи, а не прилагаемого усилия. Для общего представления о величинах подач можно считать, что при сверлении с автоматической подачей в стальных деталях отверстий диаметром 5—30мм подача принимается в пределах 0,1—0,3 мм/об, а при чугунных деталях — в пределах 0,2—0,7 мм/об. Скорость резания при работе сверлом из быстрорежущей стали должна быть около 30 м/мин, если материал обрабатываемой детали — конструкционная сталь средней твердости, и около 35 м/мин, если деталь из чугуна средней твердости. При работе твердосплавными сверлами скорость резания можно увеличивать в два-три раза. Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки. В качестве смазочно-охлаждающей жидкости при сверлении отверстий в стальных деталях применяется эмульсия.
Во избежание поломки подача сверла перед его выходом из металла должна быть возможно меньшей. Для автоматического сверления необходимо обязательно обеспечить равномерность подачи, а не прилагаемого усилия. Для общего представления о величинах подач можно считать, что при сверлении с автоматической подачей в стальных деталях отверстий диаметром 5—30мм подача принимается в пределах 0,1—0,3 мм/об, а при чугунных деталях — в пределах 0,2—0,7 мм/об. Скорость резания при работе сверлом из быстрорежущей стали должна быть около 30 м/мин, если материал обрабатываемой детали — конструкционная сталь средней твердости, и около 35 м/мин, если деталь из чугуна средней твердости. При работе твердосплавными сверлами скорость резания можно увеличивать в два-три раза. Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки. В качестве смазочно-охлаждающей жидкости при сверлении отверстий в стальных деталях применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
Сверление отверстий в чугуне производится без охлаждения.
Дефекты заточки
При ручной заточке сверла возможны следующие дефекты:
- Длина режущих кромок неодинакова: середина поперечной кромки не совпадает с осью сверла. При этом длинная режущая кромка будет больше нагружена, чем короткая кромка, и скорее затупится. Внешне это часто выражается в виде выкрашивания ее около угла длинной кромки. Кроме того, под влиянием большой нагрузки со стороны кромки длинной кромки сверло будет отжиматься в сторону от оси вращения и отверстие получится большего диаметра, чем диаметр сверла. Чем глубже отверстие, тем меньше будет его точность. Сверло будет «бить» и может поломаться.
- Режущие кромки заточены под различными углами к оси сверла. При этом середина поперечной кромки совпадает с осью сверла. Так как наклон одной режущей кромки больше, чем второй, то последняя работать не будет. Снимать стружку в этом случае будет только одна кромка. Под влиянием односторонней нагрузки режущей кромки сверло будет уводить в сторону и тем самым увеличивать диаметр отверстия.

- Два дефекта одновременно. Если после заточки сверла режущие кромки не равны по длине и наклонены к оси сверла под различными углами, то середина поперечной кромки сместится от оси сверла и при работе будет вращаться вокруг оси.
Скорость резания
Один из основных вопросов техники сверления – выбор наивыгоднейшего режима резания, то есть определение такого сочетания скорости вращения и подачи сверла, которое обеспечивает максимальную производительность. Скорость вращения сверла характеризуется числом оборотов его в минуту. Эта скорость представляет путь, проходимый наружными точками режущей кромки сверла, и измеряется в метрах в минуту. В процессе резания материалов происходит нагревание стружки, обрабатываемого изделия и режущего инструмента. Оптимальная скорость резания при сверлении – это такая скорость, которая обеспечивает высокую производительность при достаточно длительной работе сверла (15…90 минут) без переточки.
Практически установлено, что при экономической скорости резания сверло должно работать без переточки: — при диаметре сверла 5…20мм — 15 минут — при диаметре сверла 25…35мм — 30 минут — при диаметре сверла > 40мм — 90 минут
Допускаемая скорость резания при сверлении зависит:
- от качества материала сверла.
 Сверла из быстрорежущей стали допускают более высокие скорости резания, чем сверла из углеродистой стали.
Сверла из быстрорежущей стали допускают более высокие скорости резания, чем сверла из углеродистой стали. - от механических свойств обрабатываемого материала. Чем пластичнее материал, тем труднее отводится стружка, быстрее нагревается сверло и понижаются его режущие свойства. Поэтому хрупкие материалы можно сверлить с более высокой скоростью, чем вязкие.
- от диаметра сверла. С увеличением диаметра скорость резания можно повысить, так как массивное сверло обладает большей прочностью и лучше отводит тепло от режущих кромок.
- от глубины сверления. Чем глубже просверлено отверстие, тем труднее отвод стружки, больше трение и выше нагрев режущих кромок. Поэтому при прочих равных условиях сверление неглубоких отверстий можно производить с большей скоростью, а глубоких с меньшей.
- от величины подачи сверла. Чем больше подача, то есть чем толще сечение стружки, тем скорость резания меньше.
- от жесткости системы станка и фиксации обрабатываемого материала
- от интенсивности охлаждения сверла.
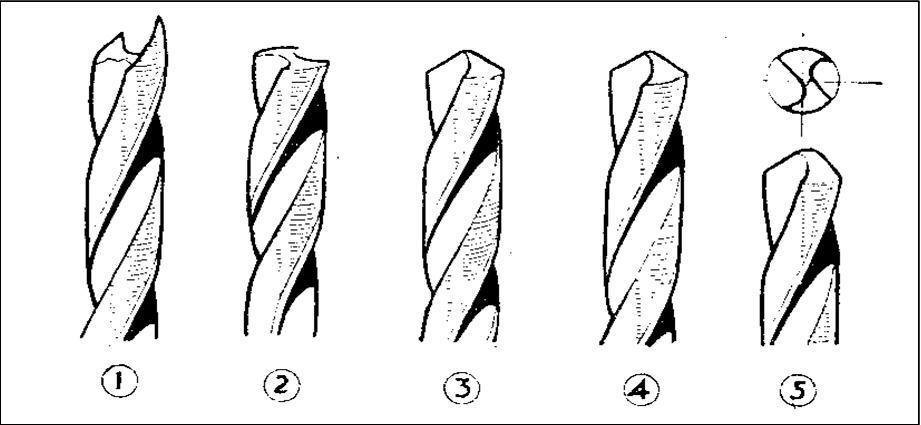
Сверло работает лучше при большей скорости резания и малой подаче. Если во время работы сверло быстро затупляется в углах режущей кромки (в начале цилиндрической части сверла), это указывает на то, что скорость резания взята слишком большой и ее надо уменьшить. Если же сверло затупляется или выкрашивается по режущим кромкам, это указывает на то, что подача слишком велика. Затупление и поломка сверла чаще всего происходят в конце сверления сквозных отверстий (при выходе из металла). Чтобы предупредить затупление или поломку сверла на проходе, надо в конце сверления уменьшить подачу.
Охлаждение и смазка сверла. Неблагоприятные условия отвода теплоты при сверлении вызывают необходимость охлаждения сверла. При сверлении вязких материалов охлаждение должно быть особенно обильным.
Для охлаждения сверла в работе применяют: при сверлении твердых материалов – керосин, скипидар, эмульсию; при сверлении мягких материалов – содовый раствор; при сверлении серого чугуна – керосин, струю сжатого воздуха.
Применением охлаждения при сверлении можно повысить скорость резания для стали на 10%, а для чугуна до 40% и получить более чистую поверхность отверстия.
Выбор диаметра сверла
В практике, в зависимости от назначения, встречаются различные виды сверления отверстий, например сквозные (на проход) глухие, под развертку, под резьбу и т.п. Во всех этих случаях для одного и того же номинального диаметра отверстия выбирают сверла различных диаметров. Следует иметь в виду, что в процессе сверления сверло в большинстве случаев разрабатывает отверстие и делает его несколько большего диаметра. Разработка отверстия сильно зависит от обрабатываемого материла и используемого станка. При необходимости точного определения необходимо провести пробное сверление и последующий замер.
Средними величинами разработки отверстия сверлом можно принимать следующие: при диаметре сверла 5мм — разработка отверстия 0,08мм при диаметре сверла 10мм — разработка отверстия 0,12мм при диаметре сверла 25мм — разработка отверстия 0,20мм
Для получения отверстий с точным диаметром следует учитывать величину разработки и соответственно подбирать сверло несколько меньшего диаметра.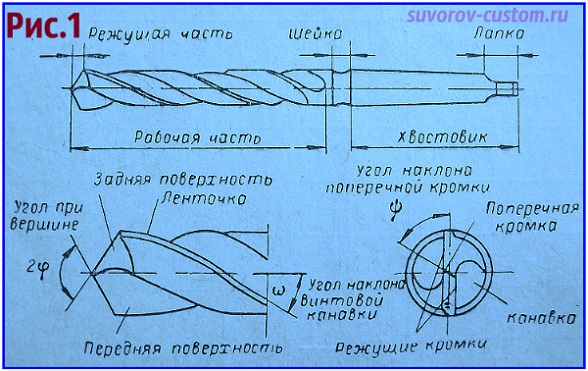 Существуют два способа сверления: по разметке и по кондуктору. Сверление по разметке применяется во всех ремонтных работах, а также в мелкосерийном и индивидуальном производствах. Сверление по кондуктору производится без предварительной разметки и применяется в тех случаях, когда требуется просверлить большое количество одинаковых деталей.
Существуют два способа сверления: по разметке и по кондуктору. Сверление по разметке применяется во всех ремонтных работах, а также в мелкосерийном и индивидуальном производствах. Сверление по кондуктору производится без предварительной разметки и применяется в тех случаях, когда требуется просверлить большое количество одинаковых деталей.
Проблемы при сверлении и возможные причины
01Проблема: — повышенный износ на уголках режущих кромок — износ ленточек сверла, интенсивный износ режущих кромок
Причины: — слишком длительное время использование сверла — высокое трение и/или температура в зоне резания — высокое радиальное биение > 0.02мм — недостаточная жесткость крепления инструмента или детали — недостаточная концентрированная СОЖ — материал с абразивным включением — высокая скорость резки, низкая подача, мягкий сплав
Решения: — перезаточка сверла — использование более концентрированную СОЖ — проверить величину радиального биения — снизить скорость резание — использовать более прочный сплав — снизить подачу на выходе сверла при обработке сквозного отверстия
02Проблема: — выкрашивание на уголках режущих кромок
Причины: — смещение заготовки на выходе сверла — низкая жесткость станка, проворот сверла в патроне — прерывистое резание — превышение допустимого износа сверла — недостаточное количество подводимой СОЖ (термотрещины) — высокое радиальное биение > 0. 02мм — высокая подача — слишком прочный сплав
02мм — высокая подача — слишком прочный сплав
Решение: — улучшить крепление обрабатываемой детали — создать дополнительные точки крепления — использование более жестокую оснастку — проверить величину радиального биения — снизит подачу — увеличить расход СОЖ — использовать сверло с более мягким сплавом
03Проблема: — интенсивное отслаивание при стирание износостойкого покрытия на ленточках сверла
Причина: — повышенное трение в процессе сверления — выход в наклонную плоскость — обрабатываемый материал склонен к налипали — нанесение нового покрытия на предыдущее после перезаточки
Решение: — использование более концентрированную СОЖ — снизить подачу на выходе сверла при обработке сквозного отверстия — полная очистка сверла от нанесенных друг на друга покрытий
04Проблема: — налипание обрабатываемого материала на главной режущей кромке (наростообразование)
Причина: — низкая скорость резания — повышенный износ по задней поверхности режущей кромке — повреждение режущих кромок — недостаток СОЖ, низкая концентрация СОЖ
Решение: — использование более концентрированную СОЖ — снизить подачу, увеличить скорость резания — перезаточить сверло — нанести покрытие
05Проблема: — образование трещин и сколов на пермычке — высокий износ по перемычке
Причина: — вибрации — грубая или наклонная обрабатываемая поверхность — высокое радиальное биение > 0. 02мм — низкая скорость резания и высокая подача
02мм — низкая скорость резания и высокая подача
Решение: — снизить подачу, увеличить скорость — использовать более жестокую оснастку — уменьшить вылет сверла, уменьшить радиальное биение — улучшить качество поверхности
06Проблема: — пластическая деформация сверла
Причина: — скорость резания и/или подача слишком высокие — недостаток СОЖ — слишком мягкий сплав
Решение: — снизить скорость и/или подачу — увеличить расхож СОЖ — перейти к более твердому сплаву
07Проблема: — поломка сверла
Причина: — сверло попадая в раковину сильно отклоняется и ломается — при сквозном сверление сверло выходит из изделия под большим углом, застревает и ломается — при глубине сверления больше длины стружечных каналов происходит закупоривание, сильный нагрев, притупление и поломка — во время выхода сверла из изделия в конце сверления, если подача не уменьшилась, а осталась прежней, сверло часто ломается — поломка также происходит при работе тупым сверлом — смещение заготовки, недостаточная жесткость, неправильные режими обработки
Решение: — снизить подачу на проблемных местах — проверить режимы резания, улучшить жесткость фиксации заготовки и сверла — использовать более длинные сверла при глубоком сверление — уменьшать подачу при выходе сверла — перезаточить сверло
Режущие материалы для инструменты RUTOOL
Вольфрам-молибденовая быстрорежущая сталь универсального применения. Высокая вязкость позволяет использовать сталь при изготовлении инструмента для ручных систем или с плохой фиксацией заготовки. Сталь хуже других справляется с перегревом во время работы и при высоком нагреве раньше других теряет свою твердость.
Высокая вязкость позволяет использовать сталь при изготовлении инструмента для ручных систем или с плохой фиксацией заготовки. Сталь хуже других справляется с перегревом во время работы и при высоком нагреве раньше других теряет свою твердость.
Источник информации: Макиенко Н.И. Общий курс слесарного дела. – М. Высш. шк., 1989.
Журнал «Наука и жизнь» № 6-2000 г. Автор: А. Головий
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Классификация свёрл
Некоторые виды свёрл: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику. Хвостовики: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — дляшуруповёртов.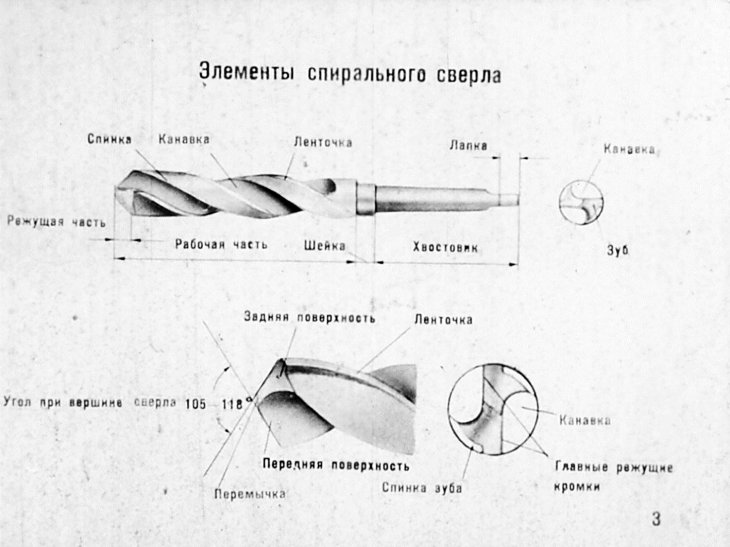
По конструкции рабочей части
бывают:
- Спиральные (винтовые)
- Конструкции Жирова
— на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0″=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Конструкции Юдовина и Масарновского
— отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
— это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Плоские (перовые)
— используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Для глубокого сверления (L≥5D)
— удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Одностороннего резания
— применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
- Пушечные
— представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные
— применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.

Кольцевые
— пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные
— применяют для сверления центровых отверстий в деталях.
По конструкции
хвостовой части
бывают:
- Цилиндрические
Конические
Четырёхгранные
Шестигранные
Трёхгранные
По способу изготовления
бывают:
- Цельные
— спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
Сварные
— спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
Оснащённые твёрдосплавными пластинками
— бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
Со сменными твердосплавными пластинами
— так же называются корпусными (оправку, к которой крепятся пласты, называют корпусом). В основном, используются для сверления отверстий от 12 мм и более.
В основном, используются для сверления отверстий от 12 мм и более.
Со сменными твердосплавными головками
— альтернатива корпусным сверлам.
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
15 основных частей спирального сверла | Станки
РЕКЛАМА:
Следующие пункты выделяют пятнадцать основных частей спирального сверла. Детали: 1. Корпус 2. Хвостовик 3. Мертвая точка 4. Острие 5. Режущая кромка 6. Кромки 7. Зазор кромки 8. Поля 9. Зазор корпуса 10. Перемычки 11. Передний угол сверла 12. Угол подъема спирали 13 , Угол при вершине 14. Угол долота.
Часть № 1. Корпус:
РЕКЛАМА:
Это часть сверла с канавками и рельефом.
Деталь № 2. Хвостовик:
Хвостовик:
Это часть, которая подходит к удерживающему устройству.
Деталь № 3. Мертвая точка:
РЕКЛАМА:
Это острая кромка на крайнем конце сверла, образованная пересечением конусообразных поверхностей острия. Он всегда должен находиться точно в центре оси сверла.
Деталь № 4. Точка:
Это вся конусообразная поверхность режущего конца сверла.
Деталь № 5. Режущая кромка:
РЕКЛАМА:
Это часть острия, которая фактически срезает материал при сверлении отверстия. Обычно он острый, как лезвие ножа. Для каждой канавки сверла имеется режущая кромка.
Деталь № 6. Кромки:
Существуют основные режущие кромки сверла, образованные пересечением боковой поверхности и поверхности канавки. Для эффективного резания губки должны быть прямыми, равными по длине и симметричными оси сверла.
Деталь № 7. Зазор между кромками:
РЕКЛАМА:
Это поверхность точки, которая стачивается или снимается сразу за режущей кромкой острых ощущений.
Деталь № 8. Поле:
Именно узкая поверхность (между А и В на рис. 18.16) вдоль паза определяет размер сверла и удерживает сверло на одном уровне. Его поверхность является частью цилиндра, который прерывается канавками и так называемым зазором корпуса. Диаметр кромки на конце хвостовика сверла на 0,01–0,05 мм меньше диаметра острия. Это позволяет сверлу вращаться без заеданий при сверлении глубоких отверстий.
Деталь № 9. Клиренс кузова:
РЕКЛАМА:
Часть сверла от В до С на рис. 18.16 меньше в диаметре, чем граница между А и В. Это уменьшение размера, называемое зазором корпуса, снижает трение между сверлом и стенками просверливаемого отверстия, при этом запас гарантирует, что отверстие будет точного размера.
Деталь № 10. Перемычки:
Это металлическая колонна сверла, разделяющая канавки. Он проходит по всей длине сверла между канавками и опорной секцией сверла.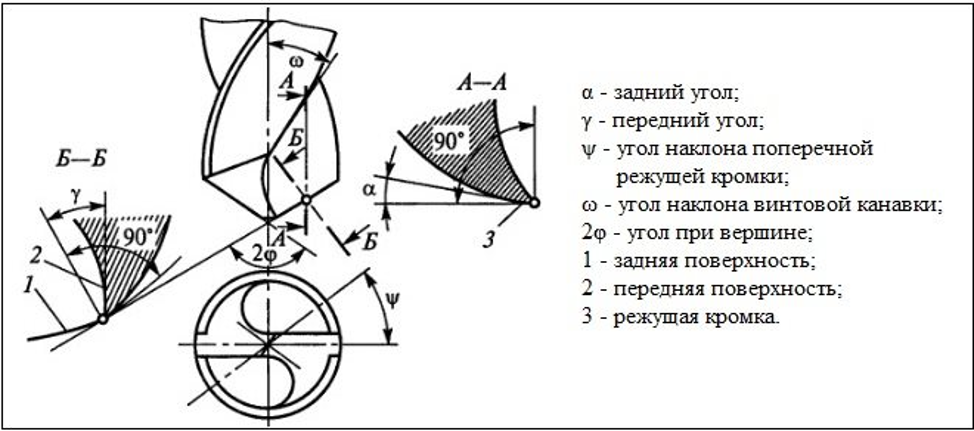 На самом деле это «позвоночник» сверла. Он постепенно увеличивается в толщине по направлению к стержню. Такая толщина полотна придает сверлу дополнительную жесткость.
На самом деле это «позвоночник» сверла. Он постепенно увеличивается в толщине по направлению к стержню. Такая толщина полотна придает сверлу дополнительную жесткость.
Деталь № 11. Передний угол сверла:
Это угол флейты по отношению к работе. Для обычного сверления передний угол, установленный производителем сверла, является правильным и должен оставаться неизменным. Если бы этот угол был 90° или больше, то это не дало бы хорошей режущей кромки. Если угол заточки слишком мал, режущая кромка становится настолько тонкой, что ломается под нагрузкой.
Передний угол также частично определяет плотность скручивания стружки и, следовательно, количество места, которое она занимает. При прочих равных условиях очень большой передний угол делает стружку плотно свернутой, в то время как довольно маленький передний угол заставляет стружку скручиваться в более слабо свернутую спираль.
Деталь № 12. Угол спирали:
Определяет передний угол режущей кромки сверла. По мере его уменьшения передний угол также уменьшается и делает режущую кромку прочнее. Обычные углы спирали для обычных материалов составляют 16°, 18°, 20°, 25°, 30° для диапазонов диаметров от 0 до 0,6 мм, от 0,6 до 1, от 1 до 3,2, от 3,2 до 5, от 5 до 10 и более 10 мм соответственно. Для более твердых материалов угол наклона спирали составляет от 10° до 13°, а для более мягких материалов угол наклона спирали составляет от 35° до 45°.
По мере его уменьшения передний угол также уменьшается и делает режущую кромку прочнее. Обычные углы спирали для обычных материалов составляют 16°, 18°, 20°, 25°, 30° для диапазонов диаметров от 0 до 0,6 мм, от 0,6 до 1, от 1 до 3,2, от 3,2 до 5, от 5 до 10 и более 10 мм соответственно. Для более твердых материалов угол наклона спирали составляет от 10° до 13°, а для более мягких материалов угол наклона спирали составляет от 35° до 45°.
Спиральные сверла производятся в трех типах инструментов, а именно. нормальные с углами спирали от 16° для отверстия 0,6 мм до 30° для отверстия 10 мм; жесткий тип с углами спирали от 10° для отверстий диаметром от 1 до 3 мм; до 13° для отверстий диаметром 10 мм; и мягкого типа с углами спирали от 35° для отверстий диаметром от 1 до 3 мм до 40° для отверстий диаметром 10 мм.
Деталь № 13. Угол при вершине:
Обычно принимается равным 118°, так как дает удовлетворительные результаты для самых разных материалов. Меньший угол при вершине увеличивает ширину реза и используется для хрупких материалов. Угол при вершине 80° используется для формованных, многослойных пластиков, твердой резины и мрамора.
Меньший угол при вершине увеличивает ширину реза и используется для хрупких материалов. Угол при вершине 80° используется для формованных, многослойных пластиков, твердой резины и мрамора.
Более высокий угол при вершине уменьшает ширину резания и производит более толстую стружку при той же скорости подачи и используется для твердых и прочных материалов. Угол при вершине 140° используется для целлулоида, меди, алюминиевых сплавов, нержавеющей стали и аустенитных сталей.
Деталь № 14. Угол долота:
Угол между кромкой долота и режущей кромкой, если смотреть с конца сверла. Чем он больше, тем больше будет зазор на режущей кромке у края долота. Он варьируется от 130° до 145°. Большие значения используются для сверл малого диаметра.
Главная ›› Промышленное проектирование ›› Станки ›› Сверлильный станок ›› Спиральное сверло ›› Части спирального сверла
Детали, типы и номенклатура спиральных сверл [Изображения]
В этом посте вы узнаете Что такое спиральные сверла и Как они используются? С его частями, типами и номенклатурой спирального сверла . Кроме того, вы можете скачать PDF-файл в конце этой статьи.
Кроме того, вы можете скачать PDF-файл в конце этой статьи.
В настоящее время наиболее популярным типом сверла является спиральное сверло. В основном он был сформирован путем скручивания плоского куска инструментальной стали в продольном направлении на несколько оборотов, а затем шлифовки диаметра и вершины. В настоящее время спиральные сверла изготавливаются путем обработки двух спиральных канавок или канавок, которые проходят вдоль корпуса сверла.
Спиральное сверлоСпиральное сверло — это концевой режущий инструмент. Различные типы спиральных сверл классифицируются Индийским институтом стандартов в зависимости от типа хвостовика, длины канавки и общей длины сверла.
Вам может понравиться: Фрезерный станок: детали и принцип работы
Типы спиральных сверл Ниже приведены типы спиральных сверл: Спиральное сверло Сверло Цилиндрический хвостовик (укороченная серия или джобберы) Спиральное сверло
Сверло Цилиндрический хвостовик (укороченная серия или джобберы) Спиральное сверло
Сверло имеет два цилиндрических хвостовика примерно такого же диаметра, что и режущий конец. Диаметр сверла колеблется от 0,2 до 16 мм, увеличиваясь на 0,02-0,03 мм в младшей серии и до 0,25 мм в старшей серии. На рисунке показано сверло.
2. Подсерия Цилиндрический хвостовик Спиральное сверло Цилиндрический хвостовик (укороченная серия) Спиральное сверлоСверло представляет собой укороченный тип спирального сверла с параллельным хвостовиком, укорачивание приходится на длину канавки. Диаметр сверла колеблется от 0,5 до 40 мм, увеличиваясь на 0,3 м в младших сериях до 0,25-0,5 мм в более высоких сериях. На рисунке показано сверло.
3. Длинный цилиндрический хвостовик Спиральное сверло Сверло имеет две спиральные канавки с параллельным хвостовиком диаметром приблизительно равным диаметру хвостовика в качестве режущего конца, который, однако, не превышает диаметр острия сверла.
Общая длина этого сверла такая же, как у спирального сверла с коническим хвостовиком соответствующего диаметра. Диаметр колеблется от 1,5 до 26 мм, увеличиваясь на 0,3 мм в нижней серии до 0,25 мм в старшей серии. На рисунке показано сверло.
4. Спиральное сверло с коническим хвостовикомСверла имеют две винтовые канавки с коническим хвостовиком для удержания и привода сверла. Хвостовик этих сверл соответствует конусу Морзе. Диаметр варьируется от 3 до 100 мм.
Спиральное сверло с коническим хвостовикомДиаметр увеличивается на 0,3 мм в младших сериях с хвостовиком с конусом Морзе № 1, на 0,25 мм с хвостовиком с конусом Морзе № 2 и 3, на 0,5 мм с хвостовиком с конусом Морзе № 4 и на 1 мм. хвостовик с конусом Морзе № 5 и 6.
Хвостовик с конусом Морзе используется менее 6 мм, размер не является предпочтительным. Калибр для сверления позволяет легко выбрать любое сверло, вставив его в отверстия калибра. На рисунке показано сверло.
На рисунке показано сверло.
Сверла этого типа предназначены для расширения отверстий с кернением, перфорацией или сверлением. Эти сверла не могут просверлить отверстие в твердом материале, потому что режущие кромки не доходят до центра сверла. Металл удаляется скошенным краем на конце каждой канавки.
Корончатое сверло с коническим хвостовиком (с тремя или четырьмя канавками)Корончатые сверла обеспечивают более качественную обработку отверстий, чем обычные сверла с двумя канавками. Режущее действие корончатого сверла аналогично действию розеточной развертки и используется в качестве грубой развертки. В некоторых случаях выбирается спиральное сверло с двумя канавками, чтобы сделать отверстие вдвое меньше требуемого размера, а остальную часть доделывают сверлом с тремя или четырьмя канавками. На рисунке показана дрель.
6. Сверла с масляными трубками Сверла с масляными трубками используются для сверления глубоких отверстий. Масляные трубки проходят вдоль корпуса по спирали и направляют масло непосредственно к режущим кромкам.
Масляные трубки проходят вдоль корпуса по спирали и направляют масло непосредственно к режущим кромкам.
Смазочно-охлаждающая жидкость или сжатый воздух подается через отверстия к режущей точке сверла для отделения стружки, охлаждения режущей кромки и смазки обрабатываемой поверхности. На рисунке показан бур с масляной трубкой.
7. Центровочные сверлаЦентровочные сверла с прямым хвостовиком, спиральные сверла с двумя канавками, используемые при сверлении центрирующих отверстий на концах вала. Они изготавливаются более мелких размеров. На рисунке показано сверло.
Номенклатура спиральных сверлНиже приведены номенклатура спиральных сверл, определения и функции различных частей сверла, показанных на рисунке.
Элементы спирального сверлаНиже приведены элементы спирального сверла:
- Axis
- Body
- Body clearance
- Chisel edge
- Chisel edge corner
- Face
- Flank
- Flutes
- Heel
- Lands
- Lip (cutting edge)
- Neck
- Outer corner
- Правостороннее режущее сверло
- Хвостовик
- Хвостовик
- Перемычка
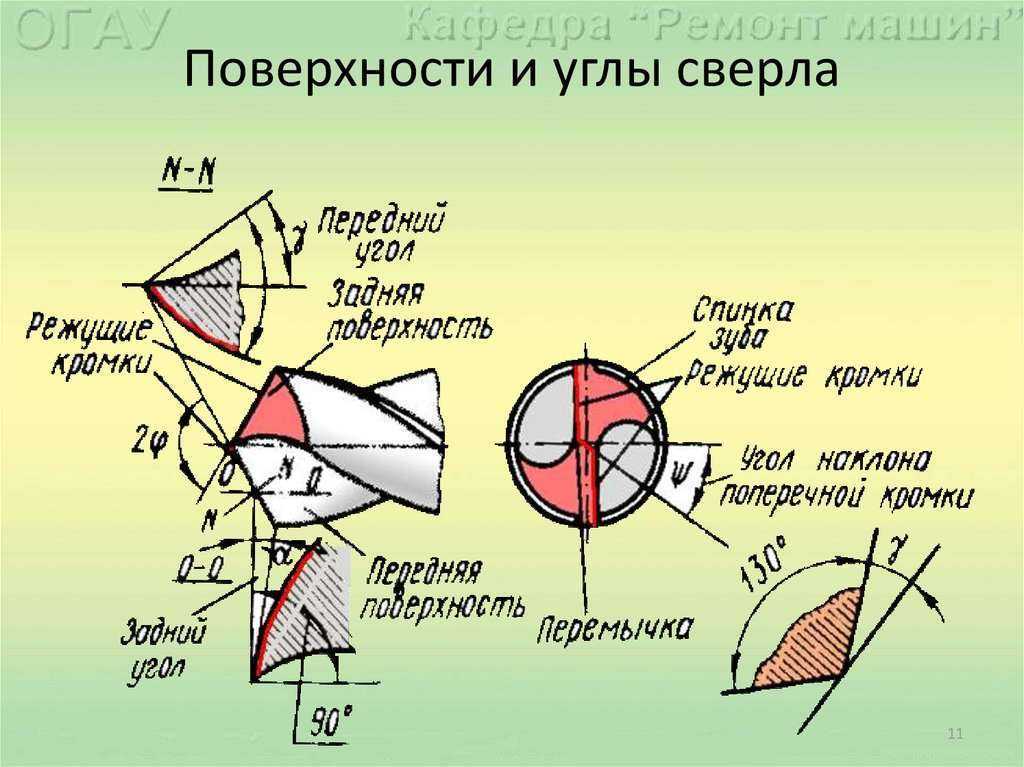 Ось
Ось Продольная центральная линия сверла.
2. КорпусЧасть сверла, идущая от крайней точки к началу шейки, если она имеется, в противном случае идущая к началу хвостовика.
3. Зазор корпусаЧасть поверхности корпуса, диаметр которой уменьшен для обеспечения зазора по диаметру.
4. Кромка долотаКромка, образованная пересечением боковых сторон. Кромку долота также иногда называют мертвой точкой. Мертвая точка или кромка долота скатывается как плоское сверло и прорезает собственное отверстие в заготовке.
Для вырезания отверстия на краю долота требуется большое осевое усилие. В некоторых сверлах лезвие стамески делается спиральным вместо прямого. Это уменьшает осевое усилие и улучшает расположение отверстия. Шансы на изготовление отверстий слишком большого размера также уменьшаются.
5. Угол долота Угол, образованный пересечением выступа и края долота.
Часть поверхности канавки, примыкающая к кромке, с которой сталкивается стружка, срезаемая с заготовки.
7. Боковая поверхностьПоверхность в точке сверления, которая проходит за кромкой до следующей канавки.
8. КанавкиКанавка в корпусе сверла, дающая выступ. Использование флейт:
- До От режущих кромок до точки.
- Чтобы стружка могла вылететь.
- Для скручивания стружки.
- Чтобы смазочно-охлаждающая жидкость могла попасть на режущие кромки.
Кромка, полученная пересечением поверхности канавки и зазора корпуса.
10. Площадки Цилиндрическая шлифованная поверхность по основным кромкам канавки сверла. Ширина площадки измеряется под прямым углом к спирали канавки. Сверло полноразмерное только по площадям на заостренном конце. Земля удерживает сверло на одном уровне.
Земля удерживает сверло на одном уровне.
Кромка, образованная пересечением боковой и лицевой сторон. Требования к кромкам сверла:
- Обе кромки должны находиться под одинаковым углом наклона с осью сверла, 59° для обычных работ.
- Кромки должны быть одинаковой длины.
- Обе кромки должны иметь правильный зазор.
Диаметр между корпусом и ножками дрели частично уменьшен. Диаметр и другие данные сверла выгравированы на шейке.
13. Внешний уголУгол, образованный пересечением боковой поверхности и торца.
14. НаконечникЗаостренный конец сверла, состоящий из всей той части сверла, которая имеет форму выступов, торцов, боковых сторон и кромки долота.
15. Правостороннее режущее сверло Сверло, которое режет при вращении против часовой стрелки, если смотреть на заостренный конец сверла.
Часть сверла, за которую оно удерживается и приводится в движение. Наиболее распространенными типами хвостовиков являются конический и прямой хвостовик. Конический хвостовик обеспечивает центрирование и удержание сверла за счет трения о конический конец шпинделя.
17. ХвостовикУплощенный конец конического хвостовика, предназначенный для установки в прорезь в шпинделе, гнезде или держателе сверла. Хвостовик обеспечивает принудительный привод сверла от сверлильного шпинделя.
18. ПеремычкаЦентральная часть сверла, расположенная между основаниями канавок и идущая от острия к хвостовику; заостренный конец перемычки или сердцевины образует край стамески.
Скачать PDF этой статьи
Скачать PDF
Заключение
Итак, теперь мы надеемся, что развеяли все ваши сомнения относительно номенклатуры спиральных сверл. Если у вас все еще есть какие-либо сомнения по поводу «Номенклатура спиральных сверл », вы можете связаться с нами или задать вопрос в комментариях.
Если у вас все еще есть какие-либо сомнения по поводу «Номенклатура спиральных сверл », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество Facebook для вас, ребята, если хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу Facebook.
Вот и все, спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых сообщениях.
Введите адрес электронной почты
Вам могут быть интересны следующие статьи:
- Развертка: виды, номенклатура и применение
- Виды операций на токарных станках
- Виды кузнечных операций, используемые в мастерской Функции
Адриан Попробуйте
•
ФАКТЫ ПРОВЕРЕНЫ НИКОЛЬ ПАВ
Спиральные сверла являются наиболее популярным типом сверл, которые пользователи выбирают для повседневного бурения.
 Основная причина, по которой этот тип сверл популярен среди пользователей, заключается в том, что они могут резать самые разные материалы, от бетона до пластика, а иногда даже дерева. Хотите узнать больше о спиральных сверлах? Пожалуйста, читайте дальше.
Основная причина, по которой этот тип сверл популярен среди пользователей, заключается в том, что они могут резать самые разные материалы, от бетона до пластика, а иногда даже дерева. Хотите узнать больше о спиральных сверлах? Пожалуйста, читайте дальше.Приспособление для заточки многоострых сверл …
Включите JavaScript
Обзор приспособления для заточки многоострых сверл, работает ли оно
Что такое спиральное сверло?
Спиральное сверло — это инструмент с определенным диаметром поперечного сечения со спиральными канавками, занимающими около 80 процентов всего корпуса сверла. Количество труб на типичной дрели описывает тип отверстия, которое она делает. Когда спиральное сверло имеет сверло с двумя канавками, оно применимо для первичного сверления. Однако для сверл с тремя канавками и выше такие сверла лучше всего подходят для укрупнения литых или пробивных отверстий.
Еще одной важной характеристикой этого инструмента, которая делает его популярным среди профессионалов, является диапазон размеров бит.
 Благодаря этому он идеально подходит для резки материалов различных типов и толщины. Они содержат конструкционную наплавку из быстрорежущей стали M2 . Этот атрибут делает их превосходными для резки металлов, хотя они также могут резать множество материалов.
Благодаря этому он идеально подходит для резки материалов различных типов и толщины. Они содержат конструкционную наплавку из быстрорежущей стали M2 . Этот атрибут делает их превосходными для резки металлов, хотя они также могут резать множество материалов.Спиральное сверло выпускается в различных формах для различных целей. Сверло длины Джоббера представляет собой разновидность спирального сверла со стандартной средней длиной. Специальные спиральные сверла большей длины также являются разновидностью обычного спирального сверла и широко известны как сверла экстра-длины. Наконец, разновидность коротких спиральных сверл известна как винтовая дрель. Эти спиральные сверла в основном имеют твердосплавные наконечники, а вся их конструкция также состоит из твердого сплава.
Рис. 1: Спиральное сверло8 Характеристики спирального сверла и его функции
Угол подъема спирали
Угол подъема спирали является важной характеристикой спирального сверла, поскольку он помогает определить процесс образования стружки.
 . Различный диапазон угла наклона спирали отвечает либо за длинные, либо за короткие материалы наконечника. Эта информация помогает пользователю этого инструмента определить идеальный угол, который подходит для выполнения резки.
. Различный диапазон угла наклона спирали отвечает либо за длинные, либо за короткие материалы наконечника. Эта информация помогает пользователю этого инструмента определить идеальный угол, который подходит для выполнения резки.Угол подъема также помогает определить передний угол. По мере уменьшения угла спирали передний угол следует его примеру. Эта конкретная корреляция между углом наклона спирали и передним углом определяет, насколько прочной будет режущая кромка сверла. Большинство углов спирали составляют обычный диапазон от 16° до 30° для диаметров от 0 до 0,6 мм. Однако эти углы спирали уменьшаются до 10–13° для более твердых материалов и от 35 до 45° для более мягких материалов.
Рис. 2: Угол спиралиПрофиль канавки
Это важная часть профиля закручивания, при этом канавка несет исключительную ответственность за поглощение и удаление стружки. Чем шире профиль канавки, тем лучше удаление стружки. Конструкция хорошего и более обширного профиля канавки позволяет спиральному сверлу дольше работать на более твердых поверхностях.
 Это возможно, поскольку конструкция обеспечивает повышенную аккумуляцию тепла, выделяемого трением соприкасающихся поверхностей.
Это возможно, поскольку конструкция обеспечивает повышенную аккумуляцию тепла, выделяемого трением соприкасающихся поверхностей.Система создания профиля канавки следует последовательности «широкий профиль — более плоская канавка» или «более тонкий профиль — более глубокая канавка». Профиль канавки также помогает в создании режущих кромок и обеспечивает краевое пространство для удаления стружки из отверстия.
Рис. 3: Профиль канавкиТолщина стенки (сердцевина)
Область вдоль поперечного сечения канавок представляет собой стенку. Толщина этой перемычки варьируется в зависимости от применения спирального сверла. Его область применения распространяется по всей длине спирального сверла, что делает его неотъемлемой частью сверла 9.0003
Единственной функцией толщины перемычки является обеспечение стабильности, необходимой для эффективной работы дрели. Они часто имеют последовательность получения более высокой стабильности. Необходимо обеспечить больший крутящий момент спиральным сверлом для резки более твердых и толстых материалов.

Режущая кромка
Режущая кромка имеет самоочевидную функцию, которая заключается в обеспечении сверления заготовки. Спиральные сверла также обладают режущей способностью, которая определяется соотношением режущей кромки сверла. Спиральные сверла с более длинными режущими кромками имеют более высокую производительность резания.
Режущая кромка — это часть сверла, отвечающая за фактическое срезание материала в процессе сверления. Каждая канавка сверла имеет свою режущую кромку и в основном остра как бритва.
Рис. 4: Режущая кромкаУгол долота
Это часть спирального сверла, которая в основном отвечает за остроту спирального сверла. Это угол между кромкой долота и режущей кромкой. Этот угол также напрямую связан с зазором, причем большие углы дают больший зазор. Эти углы варьируются от 130° до 145°.
Ширина кромки
Ширина кромки — это часть спирального сверла, которая отвечает за тип обработки поверхности отверстий спиральными сверлами.
 Сверла с более широкой кромкой, обладающие более высокой стабильностью, идеально подходят для материалов с высоким содержанием примесей.
Сверла с более широкой кромкой, обладающие более высокой стабильностью, идеально подходят для материалов с высоким содержанием примесей.Спиральные сверла с узкими кромками имеют меньшую прочность, но более высокую остроту для лучшего качества поверхности, что делает узкую кромку идеальным инструментом для сверления материала с ожидаемой изысканной поверхностью.
Угол при вершине
Угол при вершине спирального сверла находится на вершине конической поверхности на режущем конце сверла. Это важная часть спирального сверла, и она находится в верхней части (головке) спирального сверла. Очень фундаментальная функция угла при вершине заключается в том, что он помогает расположить спиральное сверло в центре. То, как эти углы при вершине влияют на срез спирального сверла, заключается в том, что малый угол при вершине облегчает позиционирование сверла в центре, а при большом угле при вершине дело обстоит наоборот. Следовательно, создание более серьезной проблемы в позиционировании сверла.

Однако больший угол при вершине будет иметь более короткое время нарезания резьбы по сравнению с меньшим углом при вершине. Тем не менее, меньший угол при вершине образует длинные основные режущие кромки, а больший угол при вершине делает основную режущую кромку короткой.
Стандартный или типичный угол вершины спирального сверла составляет 118 градусов, потому что со временем этот конкретный угол дает удовлетворительные результаты для различных материалов. Угол при вершине также обратно пропорционален ширине реза: меньший угол при вершине увеличивает ширину реза и наоборот. Тем не менее, угол при вершине не всегда равен 118°, а применение другого материала требует другого угла при вершине. Например
• Угол 0° – многослойный пластик и мрамор.
• Угол при вершине 140° — медь, алюминиевые сплавы и нержавеющая сталь
Рис. флейта. В большинстве типичных случаев сверления передний угол задается производителем при проектировании, и конечным пользователям не разрешается его изменять. Угол 90 градусов или близкий к этому диапазону обычно не дает острой режущей кромки. Небольшой угол приводит к созданию слишком тонких режущих кромок, чтобы выдерживать напряжение и деформацию. Это неизменно приводит к поломке.
Угол 90 градусов или близкий к этому диапазону обычно не дает острой режущей кромки. Небольшой угол приводит к созданию слишком тонких режущих кромок, чтобы выдерживать напряжение и деформацию. Это неизменно приводит к поломке.Передний угол также играет важную роль в формировании стружки, так как он напрямую влияет на плотность скручивания стружки, которая неизменно определяет пространство, которое она занимает. Величина переднего угла также определяет тип стружки при сверлении с большими передними углами, при котором получается плотно свернутая стружка, а при меньшем переднем угле — волнистая стружка.
Заключение
К этому моменту вы, должно быть, уже ознакомились с основными особенностями спиральных сверл и их функциями. Хотя становится легче объяснить производителям ваши требования к спиральным сверлам, есть только несколько производителей, которым вы можете доверять в отношении первоклассных инструментов. NC Cutting Tools имеет проверенный опыт производства спиральных сверл самого высокого качества.
 Кроме того, это видео поможет вам лучше понять анатомию спирального сверла.
Кроме того, это видео поможет вам лучше понять анатомию спирального сверла.Типы сверл и их применение, детали, дефекты
Приветствую всех на моем сайте механиков.
Сегодня я рассказал о сверлах, которые также известны как сверла.
В котором мы узнаем о типах сверл и их использовании , а также обсудим части сверл.
Сверла используются в процессе сверления, чтобы сделать отверстие в заготовке или работе.
По существу, процесс сверления является частью производственного процесса.
Этот процесс широко используется в промышленности для массового производства.
Сверление – это операция, посредством которой в металлическом или неметаллическом материале проделываются отверстия с помощью вращающегося инструмента, называемого сверлом.
Весь процесс осуществляется с помощью машины, которая называется сверлильным станком.
Этот станок обеспечивает вращательное движение сверла, и сверло направляется к работе или заготовке, через которую должно быть сделано отверстие.

Прежде чем узнать о типах сверл и их использовании, Прежде всего, мы должны знать части сверл, чтобы мы могли лучше понять типы сверл.
Итак, начнем пошагово детали буровых долот и их виды.
Определение сверла
Это инструмент с режущей кромкой, предназначенный для проделывания отверстий в твердых материалах.
Изготавливается из высокоуглеродистой или легированной стали.
Для сверления сверло вращается с нажимом вниз, что приводит к проникновению инструмента в материал.
Его также называют дрелью.
Для удержания сверла используется рабочее удерживающее устройство , известное как сверлильный патрон в сверлильном станке.
Parts of Drill Bit
There are the following parts of a drill:
- Body
- Point
- Shank
- Tang
- Flutes
- Land
- Body Clearance
- Web
- Neck
See на рисунке части бурового долота, которые подробно описаны ниже.

Части сверла Корпус
Корпус между хвостовиком и острием сверла называется.
Острие
Конечная точка сверла называется острием и имеет форму конуса.
Обычно встречается под углом 180°.
Хвостовик
Ведущий конец сверла, который подходит к сверлильному станку, называется хвостовиком.
Тан
Хвостовик — это часть хвостовика, которая входит в шпиндель станка.
Канавки
Спиральные канавки на корпусе сверла называются канавками.
В основном они выполняют три типа задач: во-первых, резка металла в качестве режущей кромки, во-вторых,
Превращение стружки в завитки и, в-третьих, попадание охлаждающей жидкости на режущую кромку.
Земля
Длина тела поперек тела между каннелюрами говорит земля.
Также известен как маржа.
Зазор корпуса
Часть корпуса, диаметр которой немного меньше диаметра сверла, называется зазором корпуса.

За счет этого уменьшается трение между сверлом и отверстием.
Перемычка
Часть, разделяющая две канавки, называется перемычкой.
Шейка
Деталь, соединяющая хвостовик и корпус сверла, называется шейкой.
Эта деталь используется в нескольких сверлах.
Читайте также: Типы материалов для режущего инструмента и их свойства
Типы сверлВ зависимости от формы и размера отверстия существует множество типов сверл, а именно:
- Плоское сверло
- Рифленое сверло Бит
- Сверло с коническим хвостовиком
- Сверло для отверстия под масло
- Сверло для центрирования
- Сверло с раззенковкой
- Сверло с несколькими диаметрами
- Сверло с зенковкой
- Размер сверла
См. на рисунке различные типы сверл, которые подробно описаны ниже.
Различные виды буровых битов плоские дроссели закаленный.

Это простое сверло с двумя режущими кромками, скошенными под углом 45°.
На рисунке хорошо видны две режущие кромки под углом 45°.
Этот тип сверла в основном используется для сверления дерева или мягкого металла.
Такие сверла не способны делать глубокие отверстия, так как не будет управления по удалению стружки или опилок.
Сверло с желобками
В корпусе такого сверла выполнены канавки.
Типы рифленых сверл
Рифленые сверла можно разделить на два типа:
- Прямое рифленое сверло
- Спиральное сверло
Сверло с прямыми канавками
Используется для чернового сверления и имеет две прямые канавки, изготовленные из высокоуглеродистой стали.
Закален в твердом состоянии и работает как спиральное сверло.
Угол зубчатой рейки равен нулю
Спиральное сверло
Это наиболее часто используемая разновидность сверла, имеющая две, три или четыре режущие кромки.

Наибольшее преимущество использования этого типа сверла заключается в том, что стружка легко выходит, а также легко охлаждается вблизи точки резания.
Спиральное сверло изготовлено из высокоуглеродистой стали.
Имеет конический или цилиндрический хвостовик.
Основными частями спирального сверла являются корпус, хвостовик, шейка, канавки, кромка, край, зазор корпуса и острие.
Типы спиральных сверл
Существует два типа спиральных сверл, таких как:
- Двухкромочное сверло
- Многоканальное сверло
Двухканальное сверло
Оно жесткое и не предназначено для глубоких отверстий. .
Многоканальное сверло
Используется для сверления глубоких отверстий, так как имеется максимальное пространство для выхода стружки из отверстия.
Сверло с коническим хвостовиком
Оно похоже на спиральное сверло, но используется для сверления.
Имеет маленькую режущую кромку, не заправленную до центра, чтобы ее не использовали в новом сверле.

Сверло для смазочного отверстия
Имеет смазочное отверстие в хвостовике и корпусе.
Это сверло для сверления отверстий обеспечивает смазку режущей кромки.
Защищает режущую кромку от нагрева при сходе стружки.
Центровочное сверло
Используется для сверления конической формы на обоих концах заготовки или заготовки на токарном или фрезерном станке.
Сверло с раззенковкой
Используется для сверления и растачивания.
Сверло с несколькими диаметрами
Сверло позволяет одновременно делать отверстия разных диаметров.
Конический и прямой хвостовик.
Используется при ступенчатом сверлении, поэтому его также называют ступенчатым сверлом.
Сверло по зенкеру
Используется для изменения формы отверстия.
Имеет демонстративную длину корпуса с каннелюрами.
Острие заточено под углом от 60° до 82°.
Размер сверла
В зависимости от размера сверла его можно разделить на три категории:
- Сверло миллиметрового размера
- Номер Размер сверла
- Сверло буквенного размера
Сверло миллиметрового размера
По метрической системе размеры сверла бывают до 16 мм в виде прямого хвостовика и свыше 16 мм в виде конического хвостовика.

Номер Размер сверла
В зависимости от системы счисления доступно от 1 до 80 сверл.
1 номер сверла — это самый большой номер сверла, а 80 — самый низкий номер сверла.
Сверло размером с букву
В сверле размера с буквой есть числа с буквами английского алфавита от A до Z.
В буквенном обозначении сверла A представляет наименьший размер сверла диаметром 0,234 дюйма или 5,994 мм, а Z — самый большой размер сверла, т. е. диаметр 0,413 дюйма или 10,490 мм.
Скорость резания и подача в процессе сверления
Скорость резания
В операции резания скорость вращения вокруг своей оси зависит от оборотов в минуту и обозначается оборотами в минуту.
Математически,
Скорость резания = πDN /1000 м/мин
Где,
D = диаметр сверла в мм.
N = оборот сверла в минуту.
Если размер сверла указан в дюймах, то
Скорость резания DN /1000 фут/мин
где,
D= Диаметр сверла в посадке
N= Число оборотов сверла в минуту.

Подача
Расстояние, на которое сверло проникает в заготовку за один полный оборот, называется подачей.
Обозначается в сотых долях миллиметра.
Математически,
Подача = L/TN мм/оборот
Где,
L= пройденное расстояние сверлом.
T = время в минутах
Если добавить высоту конуса, то
Подача = L+B/ Tx N
Где,
B = высота конуса.
Дефекты бурового долота в процессе бурения
Процесс бурения создает некоторые дефекты при выполнении операции, поэтому необходимо знать способы устранения этих дефектов. Некоторые дефекты и их устранение обсуждаются ниже
Последующие дефекты, обнаруженные в буровых долотах при выполнении операции бурения.
- Просверливание отверстия большего размера
- Поломка сверла
- Перегрев сверла
- Получение шероховатой поверхности отверстия
- Уменьшение скорости подачи и непрерывное разрушение сверла 4
- Изготовление отверстия большего размера Причины
Из-за разной длины или угла режущих кромок сверла.

Способ устранения
Во время заточки всегда помните о правильном выравнивании режущих кромок, их длине и угле.
Поломка сверла
Причины
Задний угол слишком мал, сверло затупилось.
Способ устранения
Увеличить жесткость станка, зажим сверла и заготовки, уменьшить скорость резания или подачу и замену СОЖ.
Перегрев сверла
Причины
Благодаря меньшему заднему углу и высокой скорости резания.
Способ устранения
Проверить жесткость сверла и заточить сверло.
Получение шероховатой поверхности отверстия
Причины
Слишком высокая подача сверла и высокая вибрация в работе.
Устранение
Полностью исправлена работа, зажат и изменен метод смазки.
Уменьшение скорости подачи и непрерывная поломка сверлаПричины
Низкая точность переточки и выброса станины.
Способ устранения
Выберите правильный диаметр втулки и всегда используйте подходящую смазку.
В этой теме я обсудил типы сверл и их использование , детали, а также узнал о некоторых дефектах, которые обнаруживаются в процессе сверления.
Итак, я надеюсь, что вы все удовлетворены, если какие-либо вопросы вы можете прокомментировать мне.
Часто задаваемые вопросы о сверле
Что такое сверло?
Сверло — это инструмент, имеющий режущие кромки, которые используются для проделывания отверстий в любом твердом материале.
Что из следующего является приводным концом сверла?
Ведущий конец сверла, который подходит к сверлильному станку, называется хвостовиком.
Какие типы сверл наиболее распространены?
Наиболее распространенными типами сверл являются спиральные сверла с двумя, тремя или четырьмя режущими кромками.
Какое сверло самое прочное?
Сверла из твердого сплава — самые прочные сверла.
Сверла какого цвета предназначены для металла?Сверла черного цвета для металла.
Спиральное сверло
Сверление — очень распространенная операция, выполняемая при изготовлении деталей, сборке и установке. В этом разделе подробно описывается безопасное и эффективное использование дрелей и сверл, включая типы сверл, терминологию, методы сверления и технику безопасности.
Необходима осторожность при заточке сверла, выборе подходящей скорости и подачи, а также способа охлаждения сверла.
По завершении этого раздела вы должны уметь:- определять различные типы сверл, используемых в электротехнической промышленности
- продемонстрировать правильный метод заточки спиральных сверл
- продемонстрировать правильную процедуру сверления металлических и неметаллических компонентов
- продемонстрировать правильное и безопасное использование настольной дрели
Спиральное сверло представляет собой вращающийся концевой инструмент с режущими кромками и обычно спиральными канавками.
Иногда используются сверла с прямыми канавками.
Рис. 1: Спиральное сверло с прямым хвостовиком
Рис. 2: Спиральное сверло с коническим хвостовикомТермины спирального сверла
Term
3
939393Определение
Ось
Воображаемая прямая линия, являющаяся продольной центральной линией сверла.
Корпус
Часть сверла от хвостовика или шейки до внешних углов режущих кромок
Зазор по диаметру корпуса
Та часть земли, которая была срезана, чтобы предотвратить трение о стенку ямы.
Долотообразная кромка
Край на конце стенки, соединяющий режущие кромки.
Уголок долота
Угол между кромкой долота и режущей кромкой, если смотреть с конца сверла
Диаметр просвета
Диаметр срезаемой части буровых площадок.
Диаметр сверла
Диаметр, измеренный в точке между двумя краями сверла.
Канавки
Спиральные или прямые канавки в корпусе сверла, обеспечивающие выход стружки из режущих кромок, а также для подачи смазки или охлаждающей жидкости к режущим кромкам.
Длина канавки
Длина канавок, измеренная по оси.
Угол спирали
Угол между передней кромкой площадки и осью сверла.
Земля
Периферийная часть корпуса сверла между соседними канавками.
Ширина участка
Расстояние, измеренное под прямым углом к передней кромке, между передней кромкой и пяткой площадки.
Губы
Режущие кромки двухлезвийного сверла, идущие от кромки долота к периферии.
Угол зазора (зазор):
Осевой рельеф на внешнем углу кромки, измеренный по краю спирального сверла.
Маржа
Та часть земли, которая не срезана для расчистки территории.
Шея
Уменьшенная площадь поперечного сечения между корпусом и хвостовиком сверла.
Общая длина:
Длина от крайнего конца хвостовика до внешних углов режущих кромок.
Точка:
Режущая часть сверла, состоящая из рабочих концов, стенки и кромок.
Угол при вершине :
Угол между режущими кромками.
Хвостовик:
Та часть сверла, которая крепится и приводится в движение.
Тан
Уплощенный конец конического хвостовика, который используется для вставки в прямой хвостовик.
Интернет
Центральная часть корпуса, разделяющая канавки.
Крайний конец перемычки образует кромку долота на сверле с двумя канавками.Сверление — это непрерывная операция резания, при которой в твердом материале создается круглое отверстие. Режущие кромки находятся в постоянном контакте с заготовкой.
При сверлении не допускайте образования длинных завитков стали по мере того, как сверло режет сверло, и не пытайтесь сломать их или смахнуть руками . Скручивание можно разорвать, отпустив подачу на секунду. Другой способ — взять гаечный ключ с открытым зевом, провести им рядом с дрелью и ударить по завитку — это сломает его.Сверление различных материалов
Использование одной и той же дрели с одинаковой скоростью для всех материалов является ошибкой. Разные сверла предназначены для резки разных материалов. Всегда проверяйте комплект сверл перед использованием. Вы избежите напрасной траты времени, напрасных учений и возможных несчастных случаев.
Подробное руководство по типам сверл для различных материалов см. на следующей странице. Углы либо увеличиваются, либо уменьшаются в зависимости от твердости или мягкости просверливаемого материала.
Для сверления твердых металлов, таких как инструментальная сталь, можно использовать угол при вершине около 136°, а угол зазора кромки уменьшился примерно до 9°. Для термообработанной стали рекомендуется угол при вершине 125° и зазор кромки от 8° до 10°, а для мягкого чугуна угол прилегания 9°.0° и зазор кромки от 15° до 18°. Для более мягких материалов угол при вершине может быть дополнительно уменьшен.
В дополнение к рекомендуемым точкам сверления на Рисунке 3 также будут полезны следующие примечания.
Рис. 3: Рекомендуемые углы сверления для различных материалов.Сверла с твердосплавными наконечниками
Сверла с твердосплавными режущими наконечниками используются на очень высоких скоростях для сверления цветных металлов, но не так практичны для чугуна и стали, поскольку твердосплавные наконечники не так хорошо армированы, как у токарных станков, долбяков , и другие типы насадок с твердосплавными наконечниками.
Помните, что режущая способность и твердость — разные вещи. Высокоскоростное сверло настолько твердое, что его нельзя напилить, можно, проявляя большую осторожность, заставить сверлить чрезвычайно твердый материал, но такое сверло будет настолько хрупким, что бесполезно, если его использовать для более мягких материалов.Скорости сверления
Таблица 1 предназначена в качестве руководства, и во многих случаях можно обнаружить, что улучшение результатов достигается за счет увеличения скорости.
Хороший способ проверить правильность скорости и подачи — проверить вершину после сверления нескольких компонентов. Если внешние углы режущих кромок имеют признаки износа перед вершиной, это указывает на слишком высокую скорость. Если острие изнашивается раньше углов, это указывает на слишком большую подачу.
Таблица 1: Скорости сверления и смазочные материалы
МатериалПериферийный
Скорость м/сСмазочные материалы
Алюминий
10-15
керосин
Латунь и бронза
7,5-12,5
сухой
Бронза (высокопрочная)
3,5-5
сухой или керосиновый
Чугун (мягкий)
5-7,5
сухой
Чугун (твердый)
3,5-5
сухой
Чугун (охлажденный)
1,5-2
сухой
Твердый пластик
10-15
сухой
Ковкий чугун
4-4,5
растворимое масло
Никель и монель
2-3
растворимое масло
Сталелитейное оборудование
(0,2 0,3С)4-5
растворимое масло
Отожженная сталь
(0,4 0,5°С)3-3,5
растворимое масло
Стальной инструмент (1.
2C)2,5-3
растворимое масло
Кованая сталь
2,5-3
растворимое масло
Нержавеющая сталь
1,5-2
растворимое масло
Дерево
1,5-20
сухой
Упражнение для учащихся 1
1 Перечислите и опишите основные части спирального сверла с двойной канавкой и функции каждой из них.
2 Каковы угол зазора кромки и угол резца для правильно заточенного спирального сверла?
3 Для чего нужны канавки на спиральном сверле?
4 Назовите не менее трех типов конструкции хвостовика, используемых в спиральных сверлах.
5 Как проверяются размеры сверл до 13 мм?
Сверьте свои ответы с ответами, данными в конце этого раздела .
Смазочно-охлаждающие жидкости
Для поддержания рекомендуемых скоростей и подач без повреждения сверла или работы часто необходимо использовать смазку или смазочно-охлаждающую жидкость.
Смазочно-охлаждающая жидкость выполняет три функции:- смазывание инструмента
- охладите инструмент и работу
- помощь в удалении стружки.
Необходимо соблюдать осторожность, чтобы смазочно-охлаждающая жидкость достигла режущей кромки, в противном случае ее ценность будет потеряна, и сверло может быть повреждено из-за выделяемого тепла, вызывающего закалку сверла.
Таблица 2 : Рекомендуемые смазочно-охлаждающие жидкости
Сверляемый материалЖидкость
Мягкая сталь и кованое железо
лярд-ойль; растворимое масло; соединение
Твердая и тугоплавкая сталь
Скипидар; керосин; растворимое масло
Ковкий чугун
Растворимое масло
Латунь
Сухой; керосин; соединение
Медь
лярд-ойль; керосин
Алюминий и мягкие сплавы
Керосин; растворимое масло
Чугун
Сухой или со струей сжатого воздуха для охлаждающей среды
Стекло
Скипидар; керосин
Специальная техника
Глубокие отверстия
При сверлении глубоких вертикальных отверстий время от времени отпускайте подачу и извлекайте сверло.
Удалите стружку со дна отверстия старым круглым напильником, намагниченным.Сверление мрамора
Сверление мрамора и подобных материалов, особенно при ручной подаче сверла, может быть облегчено путем заточки узкой канавки на конце сверла (см. рис. 17). Этот паз должен быть глубиной от 3 мм до 6 мм в зависимости от размера сверла и под углом чуть менее 9°.0° с режущими кромками. Если прорезь сделана аккуратно, дрель даст хорошие результаты.
Рис. 4: Сверление мрамораСверление сланца
Сланцевый сланец из-за его особенно слоистого строения может представлять некоторые трудности при сверлении. Необходимо иметь под шифером что-то чуть больше диаметра сверла, чтобы выдерживать давление сверла, иначе шифер треснет. Для этой цели подходит сверло № 9 на рис. 16, канавки широкие и обычно хромированные.
Плоское сверло , заточенное на острие, также подходит для сверления сланца.
При сверлении мрамора или сланца избыточное давление может повредить заднюю часть панели при выходе сверла.Запуск сверла на изогнутой поверхности
При запуске сверла на изогнутой поверхности последнюю следует срезать долотом, чтобы сверло имело плоскую посадочную поверхность для начала резки, в противном случае отверстие может оказаться не на своем месте и сверло может сломаться.
Изготовление прорезей
Сверление может быть полезно при проделывании прорезей, особенно там, где позже будут выполняться ручные операции с помощью долота и ножовки.
Рис. 5: Разметка
В отработанной части и по нужному контуру паза просверливается ряд отверстий. Располагайте отверстия с расстоянием между центрами на 1 мм больше диаметра сверла и с краями на 1 мм от готового контура: этот припуск обеспечивает чистовую обработку. Разметку отверстий облегчит использование кернера.
Пробойник или пробойник или пробойник (рис. 6) при небольших работах может выбить полотно целиком, но в других случаях полотно может быть срезано с обеих сторон. Не используйте обычное долото, так как оно имеет заклинивающее действие — в некоторых работах долото может исказить работу. Обратите внимание на квадратный профиль резания выколотки, а не на клиновидную форму долота.
Рис. 6: Оправка для резки тонкого полотна.
На рис. 7 показана щель с пятью отверстиями, в которой перемычка проходит между четырьмя отверстиями. Если работа небольшая, ее можно зажать в тисках с губками чуть ниже линии контура. Крупные детали следует размещать на металлическом верстаке или наковальне, имеющей углубление для совмещения с отверстиями.
Рис. 7: Как просверлить пазШаблоны
Если необходимо повторить одну и ту же операцию сверления, рекомендуется принять какую-либо систему, позволяющую избежать полной разметки каждой детали. Принятый процесс должен обеспечивать разумную скорость в зависимости от степени точности и требуемого количества деталей.
Маркировочный шаблон или шаблон состоит из куска материала, имеющего ту же форму, что и готовое изделие.
Шаблоны используются там, где необходимо разметить детали, сохранить запись размеров или форму расположения какой-либо детали для дальнейшего использования или перенести отверстия из одной детали в другую.
Шаблон обычно укладывают на поверхность и располагают по осевым линиям или каким-либо другим способом, а при необходимости зажимают в положении, после чего на поверхности чертилкой наносят контур и т. д. Там, где это необходимо, различные строки помечаются всплывающими окнами.
Шаблоны изготавливаются из различных материалов в зависимости от требуемой точности и подручных материалов, например, строительная бумага, листовой цинк, плита из мягкой стали.
Бумажные шаблоны можно сделать, поместив бумагу на объект и слегка постукивая молотком по всему куску, тем самым разрезая бумагу.
Обычно предпочтительнее иметь в шаблоне только центральные отверстия, а не полноразмерные. Существует меньшая вероятность деформации шаблона, требуется меньше времени для разметки, и шаблон можно использовать для разметки отверстий под резьбу в одном элементе и отверстий с зазором в другом. Разделители могут быть установлены для разметки зазоров или резьбовых отверстий по желанию.Проблемы со сверлением
В таблице 3 приведены наиболее распространенные проблемы со сверлением.
Таблица 3 : Проблемы при сверлении
СимптомыВероятная причина
Средство
Слишком большое отверстие
Неравный угол или длина режущих кромок – или и то, и другое; свободный шпиндель
Надлежащая переточка, проверка шпинделя на жесткость
Только одна режущая кромка
Неравные длина или угол режущих кромок или и то, и другое
Правильно заточить сверло
Разделительный центр
Слишком маленький зазор кромки; слишком много корма
Перешлифовать с надлежащим зазором кромки; уменьшить подачу
Черновая скважина
Тупое или неправильно заточенное сверло; отсутствие смазки или неподходящая смазка; неправильная установка; слишком много корма
Перешлифовать надлежащим образом, смазать или заменить смазку; уменьшить подачу
Поломка сверла
Пружинный или обратный зазор при прессовании.
Слишком маленький зазор губ. Слишком низкая скорость по отношению к подаче. Тупое сверлоИспытательный пресс и работа на жесткость и выравнивание; правильно переточить; увеличить скорость или уменьшить подачу; заточить сверло.
Слом внешних углов режущих кромок
Сверляемый материал имеет твердые пятна, включения окалины или песка. Слишком большая скорость. Неправильная режущая смесь. Нет смазки на сверле
Уменьшить скорость; используйте подходящую режущую пасту и правильное нанесение.
Сломанное сверло при сверлении латуни или дерева
Стружка засоряет канавки
Увеличение скорости; используйте сверла, предназначенные для этих материалов.
Сломанный хвостовик
Неполная посадка конического хвостовика в головке из-за зазубрин, грязи, заусенцев или износа втулки
Получите новую головку или расширьте старую, чтобы предотвратить повторение.
Скол краев
Кондукторная втулка увеличенного размера
Используйте втулку соответствующего размера
Выкрашивание кромки или режущих кромок
Слишком много корма; слишком большой зазор кромки
Уменьшить подачу; правильно переточить
Выкрашивание или проверка высокоскоростного сверла
Слишком быстро нагревается и охлаждается при шлифовании или сверлении; слишком много корма
Медленно подогрейте перед использованием; не лейте холодную воду на горячую дрель во время заточки или сверления; уменьшить подачу.
Изменение характера стружки при сверлении
Изменение состояния сверла, такое как выкрашивание режущей кромки, притупление и т.
д.Правильно заточить сверло
Спиральное сверло является прецизионным инструментом и должно быть точно заточено. Заточку следует проводить на специальном станке для заточки сверл. Маленькие недорогие сверла обычно считаются одноразовыми, если они затупились.
При необходимости заточки вручную на обычном абразивном круге необходимо очень внимательно следить за тем, чтобы углы и длины режущих кромок были равными.
Заточка должна быть сделана на периферийной поверхности, которая должна работать правильно. Держите хвостовик сверла правой рукой, левая рука опирается на подручник, а пальцы держат корпус сверла.
Встаньте так, чтобы ось сверла находилась примерно под углом 60° к оси шпинделя круга. Начните шлифование, когда сверло практически горизонтально, а режущая кромка едва касается поверхности круга. Слегка надавите на режущую кромку и поверните сверло, опуская хвостовик, шлифуя таким образом от режущей кромки к пятке, и увеличивая давление при приближении к пятке, обеспечивая тем самым зазор кромки. Не пытайтесь сильно размолоть, а вместо этого повторите описанный выше процесс несколько раз, стараясь не допустить перегрева. Повторив процесс заточки несколько раз для одной режущей кромки, поверните сверло и повторите для другой режущей кромки.
При заточке сверла используйте калибр для проверки:- длины кромок
- угол при вершине
- зазор кромки
- правильное расположение мертвой точки.
Меры предосторожности при заточке
Необходимо соблюдать осторожность, чтобы избежать перегрева. Со сверлами из углеродистой стали необходимо соблюдать большую осторожность, чтобы избежать обесцвечивания из-за нагревания. Сверло следует время от времени охлаждать в воде, чтобы избежать перегрева.
Сверла из быстрорежущей стали нельзя погружать в горячую воду, так как это может привести к поломке.Учебное упражнение 2
1 Укажите возможную причину и способ устранения:
(a) поломка сверла(b) изменение цвета, длины и характера завитков отходов (или сколов).
2 Назовите три функции смазочно-охлаждающей жидкости, используемой при бурении.
3 Назовите рекомендуемые смазочно-охлаждающие жидкости для следующего:
(a) мягкая (мягкая) сталь(b) латунь
(c) чугун
Сверьте свои ответы с ответами, данными в конце этого раздела .
- Сверление, т. е. проделывание отверстий в материалах, не следует путать с расточкой, т. е. расширением существующего отверстия.
- Спиральное сверло обычно используется, потому что канавки, которые помогают формировать режущие кромки, удаляют стружку и позволяют смазывать острие.
- Наконечник поддерживает и формирует режущие кромки или кромки. Для общего использования обычно используется прилежащий угол 118 градусов.
- Край или край — это приподнятая часть по краю желобков.
- Зазор кузова — это часть, которая дает задний ход к земле или краю и отшлифована, чтобы обеспечить просвет для земли.
- Хвостовик — это конец сверла, который входит в патрон или гнездо.
- Неравные режущие кромки и углы создают отверстия слишком большого размера.
- Для сверления пластмасс лучше всего подходит длинное острое острие с углом прилегания 60 градусов и большим зазором между кромками.
- Для сверления кирпича, бетона и стекла следует использовать специальное сверло из вольфрамового сплава.
- Для заточки больших сверл следует использовать специальный станок. Для небольших сверл удовлетворительные результаты можно получить при ручном шлифовании.
Проверьте свой прогресс
1 Назовите типы хвостовиков, используемых со спиральными сверлами с двойной канавкой.
2 Перечислите условия, которые определяют, будет ли сверло резать правильно и до нужного размера.
3 Перечислите три наиболее распространенных шпинделя, которые используются для установки держателя инструмента настольного сверлильного станка.
4 Какие меры предосторожности необходимо принять перед использованием настольного сверлильного станка?
5 Какой угол при вершине подходит для спирального сверла, если оно используется для резки низкоуглеродистой стали?
6 Через какие части спирального сверла измеряется истинный диаметр сверла?
7 При закреплении сверла с коническим хвостовиком в гнезде шпинделя, какой важный фактор необходимо соблюдать, чтобы сверло могло получать полный крутящий момент?
Ответы на вопрос «Проверка прогресса» находятся в конце раздела.
Упражнение для учащихся 1
1 Основные детали и функции:
- хвостовик – часть, которая захватывается в приводе сверла или патроне
- корпус — спиральная спираль от хвостовика к режущей поверхности, определяющая глубину резания сверла
- вершина – режущая поверхность сверла.
2 Угол зазора кромки и угол резца:
- Угол кромки – от 12 до 15 градусов 9Угол долота 0174 – от 120 до 130 градусов.
3 Канавки предназначены для:
- обеспечения подходящего переднего угла для кромок
- форма режущих кромок в точке
- свернуть буровой шлам в плотные спирали
- обеспечить выход для стружки
- позволяют смазочно-охлаждающей жидкости смазывать режущие кромки.
4 Типы исполнения хвостовика:
- конус
- прямой
- параллельный
- круглый без лыски
- круглый с плоским.
5 Используются калибры для сверления.
Упражнение для учащихся 2
1 (a) Сломанное сверло – Вероятные причины: Пружина или обратный удар при прессовании или работе; слишком маленький зазор губ; слишком низкая скорость по отношению к подаче; тупая дрель.
Способы устранения: испытайте пресс и поработайте над жесткостью и выравниванием; правильно перешлифовать. Увеличьте скорость или уменьшите подачу. Заточить сверло
(b) Перегрев — возможные причины: изменение состояния сверла, например, выкрашивание режущей кромки, затупление и т. д. Устранение: перезаточить сверло
2 (a) Смажьте инструмент
(b) Охладите инструмент и работу
(c) Помощь в удалении стружки
3 (a) Растворимое масло
(b) Ноль (сухой) или керосин
(c) Нет (сухой) или струя сжатого воздуха только для охлажденияПроверьте свой прогресс
1 Типы: конические, прямые, параллельные, круглые без плоских поверхностей, круглые с плоскими.
2 Условия следующие: две режущие кромки должны быть одинаковой длины; две режущие кромки должны располагаться под одинаковыми углами к оси сверла; обе губы должны быть без трещин и сколов; угол долота должен быть центральным по отношению к диаметру сверла; сверло должно быть прямым.
3 Шпиндели:- с резьбой
- внешний конус
- внутренний конус.
4 Оператор должен носить защитные очки, быть соответствующим образом одетым (включая кепку, если необходимо), убедиться, что ключ патрона снят, а все ограждения на месте.
5 118 градусов
6 по земле
7 Найдите хвостовик сверла в соответствующем пазу шпинделя или втулки.Если вы являетесь автором приведенного выше текста и не согласны делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в законе об авторских правах США), отправьте нам электронное письмо, и мы удалим ваш текст быстро. Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей.
Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию. Он предусматривает законное нелицензионное цитирование или включение материалов, защищенных авторским правом, в работу другого автора в соответствии с четырехфакторным тестом баланса. (источник: http://en.wikipedia.org/wiki/Fair_use) Информация о медицине и здоровье, содержащаяся на сайте, имеет общий характер и цель, которая является чисто информативной и по этой причине ни в коем случае не может заменить консультацию врача или квалифицированного лица на законных основаниях профессия.
Тексты являются собственностью их соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться со студентами, преподавателями и пользователями Интернета. Их тексты будут использоваться только в иллюстративных образовательных и научных целях.
Различные части сверла и их функции
Сверло — это удобный инструмент, каждая часть которого обладает большой функциональностью.
Крайне важно понимать все основные функции сверла, иначе вы можете напрасно потратить время и энергию.
Если вас устраивает функциональность различных деталей, вы покупаете лучшее сверло для своего проекта.
В конце вы также можете посмотреть видеоинструкцию. Я надеюсь, что после того, как вы пройдете через все это, у вас будет достаточно ясности в отношении деталей и функций сверл.
Read also: CNC Routers & Zero Turn Mowers
Quick Navigation
- Common Drill Bit Parts
- Point
- Shank
- Body
- Web
- Neck
- Flutes
- Cutting Tip
- Land
- Body Зазор
- Долотовидная кромка или мертвая точка
- Диаметр зазора
- Поле
- Хвостовик
- Длина конуса
- Ось
- Пятка
- Угол выступа
- Угол скоса кромки
- Длина кромки
- Угол при вершине
- Угол спирали
- Угол заточки кромки
- Видеогид | Визуализация деталей сверла
- Часто задаваемые вопросы
Общие детали сверла
На приведенной ниже диаграмме вы можете увидеть названия различных частей стандартного спирального сверла.
Основные части бурового долота, поясняемые диаграммойРазличные части бурового долота;
- Кузов
- Хвостовик
- Точка
- Сеть
- Шея
- Флейты
- Режущий наконечник
- Земля
- Зазор кузова
- Долотообразная кромка или мертвая точка
- Диаметр зазора
- Маржа
- Тан
- Длина конуса
- Ось
- Каблук
- Угол кромки
- Угол снятия выступа
- Длина губ
- Угол спирали
- Уголок долота
Читайте также: Сверла для нержавеющей стали
Я объясню все эти детали по порядку. Вы также можете посмотреть видео, объясняющее все это довольно простым способом.
Любое сверло состоит из трех основных частей.
Наконечник
Наконечник является основной частью сверла. Это тот, который инициирует дыру.
Типы наконечников: Brad, Plexi, Taper, Split, Screw и т. д. Конусообразная поверхность, образованная на конце канавки, которая содержит мертвую точку, выступы, боковые стороны и т. д., известна как острие.Точка состоит из следующих основных частей;
Dea Center, губы и пятка.
Хвостовик
Хвостовик — это концевая деталь, которая крепится в патроне сверлильного станка. Хвостовик может быть прямым или коническим. Конический хвостовик представляет собой самоудерживающийся элемент, который может устанавливаться непосредственно в шпиндель сверлильного станка. Конический хвостовик также известен как Tang. Часть сверла между шейкой и хвостовиком называется хвостовиком.
Корпус
Возможно, это самая длинная часть любого сверла. Он начинается от режущей кромки до шейки сверла. Он содержит множество подчастей, таких как край, перемычка, угол спирали, кромки, канавки, кромка, кромки долота и т. д.
Паутина
Паутина — это центральная часть тела, соединяющая земли.
Шейка
Это небольшой шаг между хвостовиком и корпусом. Его диаметр немного меньше, чем у хвостовика. Это не имеет существенного значения, но помогает только в том случае, если корпус необходимо покрыть и изолировать части корпуса и голени.
Канавки
Гладкие витые части сверла представляют собой канавки. Это важная часть работы со стружкой во время процесса. Конструкция канавок является одним из факторов, которые следует учитывать при выборе высокоскоростных и низкоскоростных сверл.
Режущий наконечник
Прорезает насквозь. Он определяет качество сверла. Различные типы сверл имеют наконечник из разных материалов, например, алмазные или стальные наконечники.
Земля
Самая высокая часть флейты. Рекомендую посмотреть видео, чтобы правильно понять. Это не может быть разъяснено словами.
Зазор в корпусе
Эта деталь предназначена для уменьшения трения между стенкой и отверстием (то есть уменьшенным телом).
Он также уменьшает тепло, так как может легко его поглощать.Кромка долота или мертвая точка
Эта часть первой проходит через буровой материал. Кромка долота или мертвая точка – это край режущего лезвия. Это используется, когда вы собираетесь резать твердые поверхности, такие как камень, металл, вручную. Кромка, образованная на крайнем конце из-за пересечения боковых сторон, известна как долотообразная кромка.
Зазорный диаметр
Уменьшение корпуса сверла для уменьшения трения при сверлении отверстия. Этот диаметр называется зазорным диаметром.
Поля
Поля – это полоса, идущая сзади по длине каннелюр. Это также полный диаметр сверла.
Хвостовик
Вторая часть разъемного хвостовика — это хвостовик. Он может быть плоским, коническим согласно требованиям.
Длина конуса
Конический хвостовик + хвостовик называется длиной конуса.
Ось
Это крайняя вытянутая длина, которая проходит через площадь поверхности.
Пятка
Это самый внешний край долота.
Угол кромки
Это угол между краем долота и внешним краем кромки. Кромка является основной режущей частью сверла.
Задний угол кромки
Задний угол во внешнем углу кромки.
Длина кромки
Центр долота, удаленный от центра, называется длиной кромки.
Угол при вершине
Это угол, образованный двумя сторонами в точке сужения. Для стандарта но это 118°. Но для сверления твердых и прочных материалов угол может достигать 130°.
Для Jabber этот угол равен 118°, а для Stubb скорее 135°. Это лучше всего подходит для закаленной стали.
Угол спирали
Это угол между спиральным сверлом, вид сбоку. Это также угол канавки вокруг рабочей поверхности.
Обычно это 30º. Этот угол спирали в 30 градусов также известен как стандартный угол спирали.
Угол кромки долота
Угол между кромкой долота и режущими кромками — показатель зазора кромки.
Подробнее: Лучшие сверла, точилки для бензопил, насадки для мойки высокого давления и газонокосилка Zero Turn.
Видеоруководство | Визуализация деталей сверла
В этом видео все прекрасно объяснено…
Часто задаваемые вопросы
Как называются канавки в сверле?
Эти спиральные канавки называются «канавками».
Что такое сверла с разрезным острием?
Разрезное острие представляет собой инновационную геометрию наконечника сверла, которая уменьшает «ходьбу» и начинает сверление быстрее, чем другие сверла Standard Point.
Эта геометрия разделительной кромки также помогает удалить стружку, уменьшая трение и увеличивая скорость сверления.
Как узнать размер сверла?
Обычно размер сверла указывается на хвостовике, например, ¼ дюйма, ½ дюйма и т.
д.Какой угол сверления?
Самое распространенное спиральное сверло (продается в хозяйственных магазинах) имеет угол при вершине 118 градусов, подходящий для дерева, металла, пластика и большинства других материалов. Однако это не так эффективно, как использование оптимального угла для каждого материала.
Какие углы у спирального сверла?
Угол подъема спирали 32°. Угол сужения может составлять 118° или 135°. Другие индивидуальные сверла могут иметь любой желаемый угол, но эти два наиболее часто используются и считаются стандартными.
Почему угол сверла составляет 118° и 135°?
Этот угол при вершине 118° обычно используется для мягких материалов, таких как дерево, а 135° — для твердых материалов, таких как нержавеющая сталь.
Из каких основных частей состоит буровое долото?
Основными частями сверл являются корпус, хвостовик и наконечник.
Какой материал используется в сверле?
Основной материал — сталь, другие формы —
- Обычная углеродистая сталь —
- Быстрорежущая сталь – быстрорежущая сталь
- Кобальтовая сталь
- Инструментальная сталь с твердосплавным наконечником
Какие бывают стили наконечников сверл?
Доступны различные стили, в основном используемые;
- Коническая точка
- Обычные сверла
- Раздельное сверло
- V-точка
- Брэд Пойнт
- Рыбий хвост
Каково назначение флейты и стилей?
Основное назначение канавки – устранить выкрашивание и уменьшить трение.
Типы включают- High Helix или Fast Spiral
- Низкая спираль или медленная спираль
Каково назначение хвостовика и стилей?
Хвостовик входит в патрон сверлильного станка. Он может быть прямым, коническим, резьбовым и т. д.
Подробнее: Обзоры лучших инструментов
Похожие сообщения
ПОПУЛЯРНЫЕ СООБЩЕНИЯ
Сверла для керамогранита взяли верх над обычными сверлами для керамогранита
. Это в основном потому, что керамогранит более эстетичен….
Фарфоровые сверла
Лучшие сверла
Независимо от того, находитесь ли вы на строительной площадке или возитесь по дому, набор сверл является необходимым компонентом любой работы…..
Лучшие сверла
Твердосплавные сверла
Твердосплавные сверла являются одними из наиболее часто используемых буровых инструментов на современном рынке.
Эти высокопрочные углеродистые стали….Твердосплавные сверла
Сверла по каменной кладке
Сверло — это оборудование, которое используется для создания отверстий, как правило, цилиндрической формы. Сверло – это инструмент, который используется….
Сверла по каменной кладке
Сверла Stee
Сверлить дерево и пластик легко, если выбрать правильный тип сверла. Но сверление закаленной стали….
Сверла по стали
Удлинитель для сверл
Удлинитель для сверл спасает жизнь, когда вам нужно просверлить материалы толщиной более двенадцати дюймов….
Удлинитель сверла
Сверла по стеклу
Алмаз – единственный более твердый материал, чем стекло, поэтому для сверления стекла можно использовать только алмазные сверла!…..
Сверла по стеклу
Сверла по дереву
Легко ли сверлить дерево? Ответ положительный.