Эмульсия для станков: Эмульсия станков по металлообработке
alexxlab | 23.04.1986 | 0 | Разное
Полезная информация ООО «ТЕХНОСОЖ»
Главная страница
Полезная информация
Классфикация и свойства
Для выполнения большинства работ на токарном станке, требуется такая вещь как смазочно-охлаждающая жидкость (далее СОЖ). СОЖ необходима для получения целого ряда преимуществ, таких как: снижение температурного режима обработки материала, удлинение срока работы оборудования, улучшение скоростных и нагрузочных режимов обработки металла, придание плавности хода инструмента, и повышение КПД проделанной работы.
По структуре такие составы обычно разделяют на водосмешиваемые синтетические и маслосодержащие эмульсии для охлаждения. Чтобы сделать выбор в пользу определённого состава, нужно определиться с требуемыми свойствами. Исходя из свойств обрабатываемого металла, имеющихся режимов обработки, можно судить о том, с каким именно характеристиками должна быть смазочно-охлаждающая жидкость в каждом конкретном случае.
КАК САМОМУ СДЕЛАТЬ СОЖ
Эмульсию для токарного станка можно как приобрести в готовом виде, так и изготовить самостоятельно. Самодельная эмульсия для фрезерного станка, кажется, будет выгодной альтернативой, потому как сделать такой состав самому гораздо дешевле. Однако, будьте осторожны при изготовлении, и последующем использовании, таких «самодельных» жидкостей. Ведь специализированная смазочно-охлаждающая жидкость производится при использовании специальных материалов в составе, что гарантирует безопасную, и качественную работу на производстве.
Самодельную жидкость, как правило, делают на водной основе, либо на масляной. Для приготовления на той, или иной основе, могут использоваться множество компонентов. Ответить на вопрос о лучшем из них тяжело, ведь каждый из них имеет как ряд преимуществ, так и множество недостатков.
В основе выбора СОЖ, такие характеристики как:
- Цена на материал для изготовления
- Температурный режим, при котором будут проходить работы
- Доступность компонентов
- Сложность процесса приготовления
- Универсальность
- Ну и для каждого лучший состав будет индивидуальный, так как каждый добавляет немного своего «секретного» ингредиента.
СОЖ НА ВОДНОЙ ОСНОВЕ
Рассмотрим простые и эффективные составы СОЖ применяемые для обработки металлов. Такие составы, ничем не уступает масляным СОЖ, и прекрасно справляются на начальной стадии работы. Рецептов по изготовлению простой эмульсии для станка, довольно много, но давайте разберём популярные пропорции.
|
|
Количество, в % |
Область использования |
|
Сода кальцинированная Тёплая вода |
1,5 98,5 |
Только черновая обработка. |
|
Сода кальцинированная Тёплая вода Нитрит натрия |
0,8 98,95 0,25 |
|
|
Тёплая вода Тринатрийфосфат |
98,5 1,5 |
|
|
Нитрит натрия Тёплая вода Тринатрийфосфат |
0,25 98,95 0,8 |
|
|
Нитрит натрия Тринатрийфосфат или сода кальцинированная Тёплая вода Калийное мыло |
0,25 0,75
98 1 |
Черновое и фасонное точение. |
|
Тёплая вода Мыло калийное Кальцинированная сода |
94,5 4 1,5 |
|

Среди множества смазочно-охлаждающих жидкостей для обработки металла, каждый выбирает то, что ему больше подходит по консистенции и определённым свойствам компонентов.
ЧЕМ МОЖНО ЗАМЕНИТЬ СОЖ
Сделать смазку для токарного станка, которая будет абсолютно идентична заводской невозможно, но частично их можно заменить и подручными средствами. В таблице ниже мы рассмотрим какие готовые составы могут стать аналогом, в случае отсутствия под рукой магазинной охлаждающей эмульсии для станков. Оценка производится по пяти бальной шкале, где 5, это лучший показатель.
|
Замена для СОЖ |
Алюминий |
Дюраль |
|
Латунь |
Бронза |
Сталь (любого типа) |
Сталь «гвоздилин» |
Сталь Ст3 |
Сталь легированная |
Сталь калёная |
Нержавейка |
Титан |
|
Старое сало |
|
|
|
|
|
|
5 |
|
|
|
5 |
|
|
Масло оливковое |
|
|
|
|
|
|
|
|
|
|
5 |
5 |
|
Олеиновая кислота |
|
|
|
|
|
|
4 |
|
|
5 |
|
|
|
Масло подсолнечное нерафинированное |
|
|
|
|
|
|
|
|
|
|
|
|
|
Масло индустриальное И-20 |
|
|
|
|
|
|
|
3 |
|
|
4 |
|
|
Масло моторное |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
Масло трансмиссионное |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
Касторка |
5 |
|
|
|
|
|
|
|
|
|
4 |
|
|
Литол |
4 |
|
|
|
|
3 |
|
|
|
|
|
|
|
Солидол |
4 |
|
|
|
|
3 |
|
|
|
|
|
|
|
Стеариновая кислота |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
Скипидар |
5 |
4 |
|
-1 |
|
|
|
|
|
|
|
|
|
Хозяйственное мыло |
4 |
|
|
|
|
|
|
|
|
|
4 |
|
|
Безалкогольное пиво |
|
|
|
|
|
|
|
|
|
|
|
|
|
Садовый вар |
|
|
|
|
|
|
|
|
|
|
|
|
|
ВД-40 |
|
4 |
|
4 |
|
|
|
|
|
|
|
|
|
Солярка |
|
4 |
|
|
|
|
|
|
|
|
|
|
|
Керосин |
5 |
5 |
4 |
|
|
|
|
|
|
|
|
|
|
Спирт |
5 |
|
|
|
|
|
|
|
|
|
|
|
При замене магазинного состава, на один из вышеперечисленных, обязательно промойте и обработайте бак под эмульсию, и систему её подачи. Проводится это в первую очередь во избежание смешения компонентов, и последующих проблем их совместимости. Также это профилактика, от скопления возможного грибка, и плесени в системе. Делается такая процедура специальными очистителями, которые можно приобрести в специализированных магазинах.
Проводится это в первую очередь во избежание смешения компонентов, и последующих проблем их совместимости. Также это профилактика, от скопления возможного грибка, и плесени в системе. Делается такая процедура специальными очистителями, которые можно приобрести в специализированных магазинах.
В народе ходят способы замены эмульсии в станке на тормозную, или незамерзающую жидкость для мойки стёкол. Такие составы, и вправду имеют подходящие свойства при обработке, но делать это ни в коем случае нельзя. Всё дело в содержании компонентов в виде этиленгликоля, метанола, которые при длительном контакте, прямой дорогой ведут к отравлениям, вплоть до летального исхода.
Возврат к списку
СОЖ для станков OilBerry 6210M (аналог Ratak 6210R)
Главная / СОЖ для станков (Эмульсия)
Смазочно-охлаждающие жидкости (СОЖ) являются важными компонентами в процессе обработки металлов резанием. Эмульсии препятствуют износу режущих инструментов, снижают температуру металла в зоне резания, смывает стружку и значительно повышают качество поверхности готовой продукции. Кроме того, предлагаемая нашей компанией СОЖ, обладает еще антикоррозийными и антибактериальными свойствами. Использование СОЖ обеспечивает высокую производительность, а уменьшение температуры в зоне резания не допускает теплового расширения металла и прямо влияет на точность процесса резания.
Эмульсии препятствуют износу режущих инструментов, снижают температуру металла в зоне резания, смывает стружку и значительно повышают качество поверхности готовой продукции. Кроме того, предлагаемая нашей компанией СОЖ, обладает еще антикоррозийными и антибактериальными свойствами. Использование СОЖ обеспечивает высокую производительность, а уменьшение температуры в зоне резания не допускает теплового расширения металла и прямо влияет на точность процесса резания.
СОЖ для ленточнопильных станков
Смазочно-охлаждающая жидкость OilBerry 6210M проникает между полотном пилы, заготовкой и образующейся стружкой и выполняет ряд функций:
– Производит смазку режущей кромки и уменьшает выделение тепла, возникающего в процессе пиления при трении ленточной пилы в зоне резания;
– СОЖ охлаждает и смазывает направляющие, полотно и зубья ленточной пилы;
– СОЖ предохраняет режущие кромки зубьев от наклёпа, возникающего при резании;
– Смазка сокращает мощность, необходимую для осуществления резания;
– СОЖ вымывает стружку из межзубных впадин;
– СОЖ увеличивает срок службы полотна ленточной пилы.
Большинство технологических процессов в металлообрабатывающих отраслях, сопровождающихся резанием металла, невозможно представить без качественных СОЖ (смазочно-охлаждающих жидкостей). Это фрезерные, токарные, шлифовальные операции, пиление на ленточнопильных станках и сверление черных и цветных металлов, чугуна и сплавов, прокатка, штамповка и т.д. Для всех этих технологических операций характерны высокие динамические и температурные нагрузки на режущей инструмент и обрабатываемое изделие.
Описание СОЖ
Универсальная высокоэффективная водосмешиваемая смазочно-охлаждающая жидкость, для различных операций металлообработки. Макроэмульсия.
OilBerry 6210 М – это биостабильная водосмешиваемая смазочно-охлаждающая жидкость с высоким содержанием минерального масла, образующая при смешивании с водой стабильную эмульсию. Обеспечивает эффективную межоперационную защиту обрабатываемых деталей и агрегатов металлорежущего оборудования от коррозии, а также снижает износ режущего инструмента.
Обеспечивает эффективную межоперационную защиту обрабатываемых деталей и агрегатов металлорежущего оборудования от коррозии, а также снижает износ режущего инструмента.
Применение СОЖ
OilBerry 6210 М применяется на операциях лезвийной обработки, точения, фрезерования, сверления и нарезания резьбы. Продукт является универсальным и подходит для обработки углеродистых и легированных сталей, а также цветных металлов и сплавов. Для разбавления продукта подходит водопроводная вода. Перед заливкой новой партии эмульсии в сливаемую СОЖ надо добавить очиститель и работать в течение 8-12 часов. Во время работы произойдет очистка и дезинфекция всей системы подачи СОЖ. Затем слить отработанную жидкость и залить 6210 M. СОЖ OilBerry 6210 M не содержит вторичных аминов, нитритов, фенола, соединений тяжёлых металлов и хлора. Следует не допускать попадание в открытые водоёмы и канализации.
ВНИМАНИЕ:
Концентрат надо наливать в воду, не наоборот.
Цена концентрата СОЖ OilBerry 6210M
5 литров: 4700 ₽
10 литров: 8600 ₽
20 литров: 16700 ₽
Есть в наличии
Видео получения готовой СОЖ из концентрата
Рекомендуемая концентрация СОЖ
2-3 % – для операций шлифования;4-6 % – для обработки черных и цветных металлов резанием;
6-7 % – для обработки сплавов алюминия резанием;
8-15 % – для тяжелых и особо тяжелых операций резанием черных и цветных металлов.
При повышении концентрации нужная концентрация эмульсии достигается доливом эмульсии меньшей концентрации (1-3 %)
Технические данные
| Наименование показателя | Норма |
| Плотность при 15 °С | 860 кг/м³ |
| Кинематическая вязкость при 40 °С | около 14 мм²/с |
| Содержание минерального масла | около 72 % |
| Водородный показатель, pH | 9,1 |
| 5 %-ая эмульсия Защита от коррозии DIN 51360 | 0/0 |
| 2 – 4 % Рефрактометрический фактор | 0,9 |
| Прозрачная жидкость коричневого цвета | |
Спецификация
DIN 51385 часть 2. 1 (SEM)
1 (SEM)
ISO 6743/7 L-MAB
ГОСТ 28549.7-90 (тип L-МАB)
ИНФОРМАЦИЯ ДЛЯ ПОКУПАТЕЛЕЙ:
– Чтобы приобрести концентрат СОЖ OilBerry-6210M, надо выслать заявку с реквизитами компании или индивидуального предпринимателя на почту [email protected] указав какой объем охлаждающей жидкости требуется. Ответным письмом будет выслан счет на оплату.
– Отгрузка концентрата СОЖ производится после 100% оплаты.
– Адрес выдачи самовывозом: г. Москва, ул. Перовская, д. 61/2, стр. 1.
– Если заказ поступил из региона России и у клиента нет возможности забрать оплаченный концентрат СОЖ, мы можем произвести “доставку до двери” или терминала транспортной компании в городе Покупателя через транспортную компанию Деловые линии, ПЭК, СДЭК, GTD или Байкал-Сервис. Чтобы отправить СОЖ, нам надо предоставить дополнительные данные, которые будут внесены в заявку транспортной компании: город доставки, контактное лицо и контактный телефон.
– Транспортные расходы по доставке СОЖ оплачивает Получатель непосредственно транспортной компании согласно действующих тарифов.
СОЖ. Все о смазочно-охлаждающей жидкости
При обработке металлов резанием или пластическим деформированием происходит выделение большого количества теплоты. В результате нагревания рабочего инструмента и поверхности заготовки ухудшается качество обработки, повышается износ дорогостоящего инструмента и оснастки, изменяется структура поверхностных слоев металла заготовки. Это, в свою очередь приводит к снижению рабочих свойств и качеству конечных изделий.
Для предотвращения перечисленных проявлений и повышения качества обработки поверхности заготовки применяют специальные охлаждающие технические средства – СОТС.
По агрегатному состоянию СОТС делятся на газообразные, жидкие, твердые.
Наибольшее распространение получили жидкие СОТС – смазочно-охлаждающие жидкости (СОЖ).
Смазочно-охлаждающая жидкость (СОЖ) – это специальная субстанция, используемая при работе станков по обработке металла. Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.
Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.
Основное предназначение СОЖ для металлообработки – разделение поверхностей, подвергающихся трению, и снижение температуры инструмента. Эта жидкость образует смазочную пленку на рабочих поверхностях, которая снижает силу трения и силу, необходимую для резания. Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.
Состав рецептуры большинства СОЖ для металлообработки примерно одинаков. В продуктах разных производителей и названий меняется лишь концентрация того или иного вещества или присадка, нужная конкретному процессу или металлу.
Эффективная СОЖ для станков включает в себя:
-
Смазки из натуральных или синтетических масел
-
Присадки, обладающие различными эксплуатационными свойствами
-
Вещества, препятствующие расслоению смазочно-охлаждающих жидкостей на фракции
-
Антикоррозионные и износоснижающие компоненты
-
Добавки, снижающие пенообразование и агрессивность по отношению к обрабатываемым металлам
Присадки – важная составляющая СОЖ для металлообработки. Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.
Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.
Присадки различного назначения выполняют несколько важных функций:
-
Повышают стойкость металлов к коррозии
-
Противодействуют износу благодаря снижению износа рабочих поверхностей инструмента
-
не дают образовываться задирам на поверхности металлической заготовки в процессе обработки,
-
Предотвращают образование пены, снижающей качество СОЖ, и появление масляного тумана, который вредно действует на кожу и дыхательные органы рабочего персонала
Смазочно-охлаждающие жидкости для металлорежущих станков выполняют следующие основные функции:
-
Охлаждение режущего инструмента, нагревающегося при работе, и увеличение его срока службы
-
Повышение качества обработки поверхности металла
-
Удаление с рабочих поверхностей пыли, грязи, металлической стружки и т.
 д.
д.
-
Смазывание зоны трения для повышения ресурса резцов, снижения коэффициента трения и выделения теплоты
-
Повышение производительности станка за счет увеличения скорости, улучшения качества и точности обработки
К каждому технологическому процессу нужна СОЖ, свойства которой максимально будут отвечать специфике материала и характеристикам станка.
Обычно в металлообрабатывающем производстве используется несколько видов СОЖ для металлообработки:
-
Масляные СОЖ. Их основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах.
-
Водосмешиваемые СОЖ – в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т.
 д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
-
Минеральные СОЖ – производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали,
-
Синтетические и полусинтетические СОЖ – эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д.
-
Эмульсии СОЖ – составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики.
Кроме состава, СОЖ можно классифицировать и по другим критериям, например:
-
По способу приготовления или составления рабочей жидкости различают эмульсолы – готовые жидкости, в составе которых есть присадки, мешающие расслоению, – и концентраты СОЖ, смешиваемые с водой перед использованием для получения эмульсий СОЖ
-
По вязкости, температуре вспышки, кислотному числу и т.
 д. (масляные СОЖ)
д. (масляные СОЖ)
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
Отметим, какие смазочно-охлаждающие жидкости наиболее распространены при проведении различных операций резания:
-
Полуторапроцентный раствор кальцинированной соды в кипяченой воде (для чернового обтачивания)
-
Вода, тринатрийфосфат и тринит натрия – повышает антикоррозийную стойкость
-
Вода, эмульсол и сода – обеспечивает обтачивание высокого качества
-
Масло (индустриальное и льняное) и керосин – для высокоточной работы дорогостоящими резцами
-
Сульфофрезол и керосин – для глубокого сверления металла
-
Керосин – при работе с алюминием и его сплавами
Обработка металла давлением также требует применения СОЖ для металлообработки, но такие материалы должны обладать особыми свойствами. Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Особые смазочно-охлаждающие материалы применяются также при работе с алюминием и его сплавами. Этот металл имеет свойство налипать на поверхности режущего инструмента, с которыми соприкасается. По этой причине СОЖ для алюминия должны обеспечивать высокое качество чистовой обработки заготовки. При работе с алюминием обычно используются эмульсии СОЖ на основе жирных кислот и вещества с этиленгликолем или глицерином.
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки, нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке лучше использовать жидкости с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ для токарных станков должны иметься специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводятся антизадирные компоненты.
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. К примеру, при использовании фрез с твердосплавными пластинами главное свойство, которым должна обладать смазочно-охлаждающая жидкость, это высокая смазочная способность. Охлаждающие свойства не важны и даже вредны: фрезерование является прерывистым процессом, интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температур.
При работе с деталями из алюминия и нержавеющей стали для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.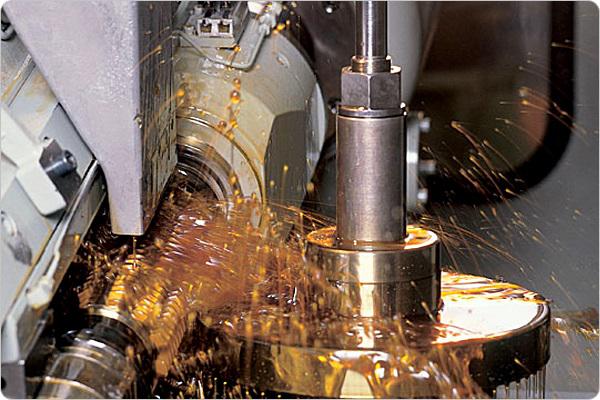
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Именно поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки деталей из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
Подбор СОЖ для обработки металлов давлением осуществляется с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
Для операций горячей штамповки, в основном, применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без него, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Предотвращая жесткий контакт матрицы и заготовки, пни уменьшают износ оборудования.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства: коррозионную устойчивость, износостойкость, хорошие противозадирные качества. Защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемых деталей.
Защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемых деталей.
Многие смазочно-охлаждающие жидкости обладают рядом существенных недостатков, в числе которых:
- Быстрое расслоение и бактерицидное заражение с последующей потерей рабочих свойств
- Вызывание коррозии и разрушения деталей станка, выполненных из цветных материалов
- Вспенивание и выпадение осадка при использовании с жесткой водой
- Токсичность и аллергичность, вызывающие проблемы со здоровьем у персонала
Производители СОЖ стараются минимизировать вышеперечисленные явления. При этом российские компании, выпускающие смазочно-охлаждающие жидкости, сегодня ни в чем не уступают зарубежным “конкурентам” и поставляют на рынок СОЖ, соответствующие международным стандартам.
Одной из таких компаний является “Эффективный Элемент”. Полусинтетическая водорастворимая смазочно-охлаждающая жидкость EFELE CF-621 содержит не более 20 % минерального масла, поэтому по свойствам она близка к синтетической.
Универсальную СОЖ EFELE CF-621 рекомендуется применять при обработке различных видов сталей, в том числе нержавеющей и высоколегированной, чугуна, титана, алюминиевых сплавов. Кроме того, ее можно использовать в процессе операций шлифования, точения, сверления, развертывания, фрезерования, пиления, нарезания резьбы, хонингования и притирки.
EFELE CF-621 представляет собой концентрат, который перед применением разводится водой в нужных пропорциях (диапазон концентраций – от 5 до 10 %, в зависимости от типа операции). Для приготовления раствора используется вода жесткостью 100 – 350 ppm (10 – 35 °TH, 5 – 19 °DH). Готовая жидкость не содержит формальдегида, хлора и вторичных аминов, поэтому не выделяет вредных для людей испарений.
В ходе эксплуатации данная СОЖ демонстрирует отличную биостойкость, высокие смазывающие, антипенные и антикоррозионные свойства, отсутствие неприятного запаха. Использование этого материала гарантирует высокое качество обработки поверхностей.
1. Определить рабочий металл и его особенности. Каждый металл или сплав имеет свои специфические особенности в обработке, что влечет за собой тщательный подбор СОЖ. Жидкость, подходящая для стали, будет неэффективна при работе с алюминием и т. д.
2. Выбрать концентрацию СОЖ. Низкая концентрация ухудшит производительность станка, а слишком высокая может навредить здоровью работников и привести к вспениванию жидкости. Необходимая концентрация достигается путем добавления в воду небольшими порциями концентрата СОЖ при тщательном перемешивании.
3. Следить за совместимостью смазки станка и СОЖ.
4. Контролировать расход эмульсии СОЖ – он должен быть не меньше 10-15 литров в минуту (независимо от состава).
5. Использовать эмульсию СОЖ сразу же, в начале работы, не дожидаясь, пока резец нагреется.
6. Подавать СОЖ в места максимально высокой температуры – туда, где идет процесс образования стружки.
7. Не применять СОЖ для обработки хрупких металлов – мелкая крошка этих материалов, смешиваясь с СОЖ, забивается в узлы и агрегаты, тем самым портя дорогое оборудование.
Перед применением готовая жидкость или концентрат СОЖ тщательно перемешивается с водой, при этом необходимо концентрат СОЖ добавлять небольшими порциями в воду. Если добавлять в обратной последовательности – воду вливать в концентрат СОЖ, – то эмульсия может не получиться из-за расслоения жидкостей, образования крупных капель нерастворившегося концентрата.
Необходимо проанализировать состав (рецептура каждой СОЖ должна соответствовать ГОСТу), ввести присадки при необходимости и заправить в аппарат непрерывной подачи. Хранение возможно в специальных емкостях при установленных температуре и влажности. После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
Возврат к списку
как приготовить эмульсию своими руками
Каждый технологический процесс, связанный с обработкой материала, имеет свои особенности, которые необходимо учитывать в работе.
Для улучшения качества производства, повышения продуктивности, а также защиты инструмента используют дополнительные химические составы и жидкости.
Содержание:
- 1 Что такое СОЖ?
- 2 Виды СОЖ, используемые при токарной обработке
- 2.1 Масляные
- 2.2 Синтетические
- 2.3 Полусинтетические
- 2.4 На водной основе
- 3 Как приготовить СОЖ своими руками?
- 4 Правила применения
Что такое СОЖ?
Смазочно-охлаждающая жидкость — это специально разработанный состав, применяемый при работе с металлами. Во время технологических процессов на токарных станках возникает трение, которое чаще всего приводит к деформации обрабатываемого изделия или изменению свойств используемого материала.
Помимо этого, может выйти из строя дорогостоящее оборудование или его детали.
Основная задача СОЖ в процессе металлообработки — разделить поверхности, которые подвергаются трению, а также снизить температуру инструмента.
Содержание в составе химического продукта различных присадок помогает увеличить производительность, упростить рабочие процессы и повысить качество выпускаемой продукции.
Виды СОЖ, используемые при токарной обработке
Смазочно-охлаждающие жидкости, выполняя одинаковые функции, отличаются по составу и параметрам характеристик.
Масляные
Основой является минеральное масло, при этом состав могут дополнять различные функциональные присадки, выполняющие антифрикционные, противозадирные, антикоррозийные, антитуманные функции.
Масляные смазочно-охлаждающие средства активно используются во время резания, а также при производстве работ на автоматических станках.
Жидкости не имеют цвета — их прозрачность не загораживает обзор заготовки в процессе шлифования или обтачивания. Обладая отличными смазочными характеристиками, имеют некоторые минусы: недостаток охлаждения и высокий уровень возгораемости.
Обладая отличными смазочными характеристиками, имеют некоторые минусы: недостаток охлаждения и высокий уровень возгораемости.
Синтетические
Средство содержит компоненты, помогающие ослабить поверхностное натяжение жидкости, а также повысить действенность смазки.
В состав входят водорастворимые полимеры, ингибиторы коррозии, поверхностно-активные вещества, антипенные присадки, биоциды и вода. Для повышения эффективности смазывающей способности вводят противозадирные и противоизносные присадки.
Жидкость применяется при работе с нержавеющей сталью, чугуном, пластиком и различными полимерами. Средство обладает устойчивостью к заражению бактериями, что обеспечивает санитарную и экологическую безопасность, а также длительный срок эксплуатации.
Полусинтетические
Смазочно-охлаждающие полусинтетические средства в основе содержат минеральное масло. Жидкости отличаются высокими антикоррозийными параметрами и смазывающими свойствами.
СОЖ проявляют стойкость к поражению бактериями, а также содержат противозадирные присадки и защиту от износа.
Состав компонентов полусинтетических жидкостей практически не отличается от эмульсолов. Единственным различием можно назвать уровень концентрации элементов. Основой полусинтетических веществ является вода — до 50% и эмульгаторы — до 40%.
Важным компонентом выступает нефтяное масло, обладающее низкой вязкостью.
На водной основе
Предназначены для защиты оборудования, повышения срока службы станков, а также производительности процесса. Водные растворы содержат минеральные масла, биоциды, ингибиторы коррозии и другие компоненты, за исключением нитратов, вторичных аминов, соединений тяжелых металлов и хлора.
Вещества производятся в виде концентрата, который разбавляют водой. Как правило, смазочно-охлаждающее средство заливается в чистую воду. Производить процесс в другой последовательности, добавлять концентрат в воду, не рекомендуется.
Пропорция вещества и воды зависит от типа проводимой операции и обрабатываемого материала. Самая низкая концентрация составляет 2% и применяется для шлифовки металлических изделий. Для работы с высоколегированными сталями требуется не менее 10% средства.
Для работы с высоколегированными сталями требуется не менее 10% средства.
Как приготовить СОЖ своими руками?
Для собственноручного приготовления эмульсии понадобятся такие ингредиенты:
- жидкое мыло;
- кальцинированная сода;
- керосин;
- подсолнечное масло;
- отбеливатель;
- теплая вода;
- моющее средство для посуды;
- емкость для варки и смешивания;
- электрическая плитка.
Жидкое мыло соединяют с подсолнечным маслом, керосином и содой. Все ингредиенты берут в равных пропорциях и смешивают в емкости объемом не менее 10 л. В полученный раствор добавляют немного отбеливателя и моющей жидкости для посуды.
Затем всю смесь заливают теплой водой до заполнения емкости. На электрической плитке жидкость разогревают до температуры 90оС, непрерывно помешивая.
В результате получают концентрированную смесь, которую впоследствии разбавляют водой в соотношении 1:3.
Правила применения
Для эффективного применения СОЖ рекомендуется следовать некоторым правилам:
- расход средства рекомендуется выбирать не менее 10-15 л/мин.;
- жидкость направляется на участок с максимальным выделением тепла;
- подача СОЖ начинается с момента начала токарной обработки, в противном случае резкое охлаждение перегретого инструмента приведет к образованию трещин;
- при работе с труднообрабатываемым материалом жидкость подают тонкой струйкой с задней стороны резца;
- смазочные материалы, используемые для оборудования, должны быть совместимы с СОЖ;
- перед проведением работ на станке проводится контроль концентрации жидкости;
- концентрат СОЖ хранится в закрытом помещении с хорошей вентиляций при температуре от 50 до 400оС, вещество нельзя замораживать и использовать емкости с гальваническим покрытием внутри.
СОЖ не применяется для работы с хрупкими материалами, производящими мелкую стружку во избежание преждевременного износа станков.
Смазочно-охлаждающие жидкости положительно влияют на производительность процесса, а также защиту токарного оборудования и изделий от перегревания и деформации.
Каждый вид СОЖ имеет определенные параметры и характеристики, которые необходимо учитывать при использовании.
Смазочно-охлаждающие жидкости (СОЖ)
СОЖ необходима для понижения силы трения и уменьшения температуры инструмента. Благодаря применению СОЖ, минимизируется температурная деформация заготовки, уменьшаются энергетические затраты, улучшается стойкость и точность работы инструмента. Самым простым средством может быть вода с добавлением соды. Но чаще применяется эмульсия, так как она ещё и смазывает поверхность. Ознакомьтесь с перечнем рекомендованных СОЖ.
Смазочно-охлаждающие жидкости при фрезеровании и иных видах обработки абразивным и лезвийным инструментом применяются для повышения стойкости инструмента, снижения энергетических затрат на процесс резания, а также для благоприятного воздействия на точность обработки. Объясняется это комплексным влиянием СОЖ.
Объясняется это комплексным влиянием СОЖ.
Во время охлаждения зоны резания при помощи СОЖ, существенно уменьшается температура инструмента, при этом его стойкость значительно повышается. Также посредством СОЖ снижаются температурные деформации заготовки, которые влияют на размеры и форму обработанной детали.
Применение СОЖ
Смазывающие свойства СОЖ прекрасно обеспечивают понижение силы трения между поверхностью резания и поверхностями кромки инструмента, а также внутреннее трение непосредственно в срезаемом слое металла. Благодаря своим химическим свойствам некоторые СОЖ уменьшают силы трения и силу резания. Многие поверхностно-активные СОЖ имеют достаточно высокие адсорбционные свойства — способность прочно сцепляться с металлической поверхностью, образуя устойчивую масляную пленку, которая значительно снижает силы трения. Специальные поверхностно-активные добавки на металл оказывают так именуемое расклинивающее действие.
Путем многочисленных исследований установлено, что удлиненные молекулы подобных поверхностно-активных веществ, проникают в микротрещины, которые имеются на поверхности металла и, действуя подобно клину внутри этих трещин, ослабляют связь частиц металла. Таким образом, жидкость как бы «помогает» рабочему инструменту отделить от основного металла срезаемый слой. Вместе с тем СОЖ существенно облегчает перемещение частиц металла непосредственно по возникающим плоскостям скольжения.
Таким образом, жидкость как бы «помогает» рабочему инструменту отделить от основного металла срезаемый слой. Вместе с тем СОЖ существенно облегчает перемещение частиц металла непосредственно по возникающим плоскостям скольжения.
К примеру, при фрезеровании заготовок из стали затрачиваемая мощность при охлаждении зоны резания осерненные- 120 ми маслами до 30-40% снижается. Для охлаждения зоны резания самым простейшим средством может служить вода, конечно в нее нужно добавить небольшое количество соды, так как сода отлично предохраняет обрабатываемые детали и части станка от коррозии. Однако при этом, сода размягчает, а, следовательно, и разрушает лакокрасочные материалы, поэтому нужно быть предельно внимательными к обрабатываемым деталям. В машиностроении весьма и весьма широкое применение получили эмульсии.
Эмульсия
Эмульсия — двухфазная дисперсная система, которая состоит из двух жидкостей. При этом одна жидкость распределена в другой и выглядит как мелкие капели сферических форм. В качестве СОЖ применяют водные эмульсии, которые содержат непосредственно воду и минеральное масло. Для того чтобы капли сохраняли форму и при этом не слипались друг с другом, в эмульсию добавляется эмульгатор. Это вещество, которое на поверхности капель образует своеобразную защитную пленку. В качестве эмульгаторов обычно служат разные мыла.
В качестве СОЖ применяют водные эмульсии, которые содержат непосредственно воду и минеральное масло. Для того чтобы капли сохраняли форму и при этом не слипались друг с другом, в эмульсию добавляется эмульгатор. Это вещество, которое на поверхности капель образует своеобразную защитную пленку. В качестве эмульгаторов обычно служат разные мыла.
Различия эмульсии с содовой водой значительные, так как эмульсии не только охлаждают зону резания, но и прекрасно выполняют роль смазки. Отлично смачивают металлические поверхности и существенно снижают трение инструмента о металл – минеральные масла. К ним добавляют поверхностно-активные вещества (к примеру, фосфорорганических соединений, серы, хлора), обладающих расклинивающим действием, что, безусловно, облегчает резание и повышает стойкость инструмента.
В промышленном производстве уже достаточно давно используют осерненные масла — сульфофрезолы. Изготовляют их, как правило, из машинного или солярового масел с добавкой небольшого количества серы. Однако сегодня стремительно ведутся разработки и осваивание современных и более эффективных СОЖ. Среди которых можно выделить — минеральные масла со всевозможными поверхностно-активными добавками (присадками) или усовершенствованные марки эмульсий (эмульсолов).
Однако сегодня стремительно ведутся разработки и осваивание современных и более эффективных СОЖ. Среди которых можно выделить — минеральные масла со всевозможными поверхностно-активными добавками (присадками) или усовершенствованные марки эмульсий (эмульсолов).
Современные смазочно-охлаждающие жидкости
При разработке современных СОЖ производители стремятся получить составы, которые бы позволили сделать их универсальными, то есть, чтобы была возможность использовать их для обработки самых разнообразных материалов. Потому что универсальность СОЖ – это важнейшее технико-экономическое значение, и в первую очередь для серийного производства, так как в таких условиях достаточно трудно часто менять СОЖ.
Наиболее универсальными СОЖ являются непосредственно эмульсии марок НГЛ-205, ЭТ-2, Укринол-1. Эти марки идеально подходят для фрезерования самых различных материалов. В случае доминирования заготовок из труднообрабатываемых, титановых и жаропрочных сплавов целесообразнее использовать эмульсии или масла с активными добавками, содержащими дисульфид молибдена, йод и т. д. Для обработки алюминиевых сплавов специалисты рекомендуют применять масла с присадками марок либо В-31, либо ОСМ-3.
д. Для обработки алюминиевых сплавов специалисты рекомендуют применять масла с присадками марок либо В-31, либо ОСМ-3.
Способы подачи СОЖ непосредственно в зону резания бывают разными. Однако с точки зрения охлаждения самой зоны резания наиболее эффективным способом считается подача СОЖ с задней стороны поверхности инструмента в распыленном виде. При попадании СОЖ на чрезвычайно раскаленный инструмент происходит весьма и весьма интенсивное парообразование, и отвод теплоты существенно улучшается, при этом стойкость работающих фрез повышается минимум в 2-4 раза.
Смазочно-охлаждающие жидкости (СОЖ), которые рекомендуются для фрезерования
|
Область применения СОЖ |
Характеристика СОЖ |
|
|
Марка |
Состав |
|
|
Фрезерование, точение и другие виды обработки лезвийным инструментом: углеродистых и легированных сталей, серых чугунов и алюминиевых сплавов |
Укринол-1, НГЛ-205, ЭТ-2 |
Эмульсия |
|
легированных и труднообрабатываемых сталей |
СДМУ-2 |
Эмульсия, содержащая дисульфид молибдена |
|
ЛЗ-СОЖ 2СО, ЛЗ-СОЖ 2СИО |
Масла, содержащие присадку типа ЛЗ-2600 |
|
|
МР-1 |
Масло с противоизносными присадками |
|
|
Фрезерование, точение и другие виды обработки лезвийным инструментом: титановых сплавов, фрезерование жаропрочных сталей и сплавов |
РЗ-СОЖ8 |
Эмульсия с добавкой Йода |
|
В-296, В-32 к, 8*35 |
Масла, содержащие серу, хлор и фосфорорганические соединения |
|
|
Фрезерование, точение, сверление, резьбонарезание и развертывание алюминиевых сплавов |
В-31 |
Масло с добавкой серы, хлора и фосфорорганических соединений |
|
осм-з |
Масло с добавкой хлора и фосфора |
|
Однако использование СОЖ в распыленном виде во время фрезерования связано с обусловленными техническими трудностями, именно поэтому зачастую используют метод полива. Крайне важно, чтобы охлаждение выполнялось непрерывно во избежание растрескивания раскаленного инструмента (особенно это касается – твердосплавного).
Крайне важно, чтобы охлаждение выполнялось непрерывно во избежание растрескивания раскаленного инструмента (особенно это касается – твердосплавного).
Во время фрезерования на невысоких скоростях резания (к примеру, наборами фрез или же фасонными фрезами) с применением СОЖ на масляной основе экономичен и весьма эффективен именно капельный способ подачи СОЖ. Чтобы СОЖ по зубьям фрезы распределялась равномерно – лучше использовать для этой цели кисточки из стальной проволоки.
Категорически нельзя забывать о том, что во время работы при пользовании смазочно-охлаждающими жидкостями нужно «строго настрого» соблюдать правила промышленной санитарии и соответственно правила пожарной безопасности.
Технология замены и утилизации СОЖ в станках и автоматизированных системах смазки
+7 499 394 47 95
+7 985 443 89 43
Search for+7 499 394 47 95
+7 985 443 89 43
Главная » Блог » Технология замены и утилизации смазочного состава
Перед проведением процедуры замены СОЖ в оборудовании необходимо провести очистку системы. Для этого применяется специальный состав МДС (Моюще-дезинфицирующее средство и биоциды). Он позволяет подготовить систему к заправке нового смазочного материала.
Для этого применяется специальный состав МДС (Моюще-дезинфицирующее средство и биоциды). Он позволяет подготовить систему к заправке нового смазочного материала.
Очиститель удаляет следы загрязнений, убирает остатки старого состава из системы. При этом он оказывает антисептическое действие на внутренние поверхности.
Обработка занимает минимальное количество времени.
Замена СОЖ — детальный разбор процесса
Процедура проводится в несколько этапов:
- За 8 часов до запланированной заправки смазочного состава нужно залить в систему очиститель. При этом старая эмульсия остается в оборудовании. Концентрация очистителя должна составлять 2% (на 100 л эмульсии потребуется 2 л очистителя).
- Станок работает целую смену (8 часов) в обычном режиме до момента замены СОЖ.
- После этого нужно полностью слить старую эмульсию из оборудования. При этом нужно удалить загрязнения, отложения и стружку. Они вымываются вместе со смазочным составом.

- Все доступные для ручной очистки элементы оборудования нужно протереть ветошью. Рекомендуется продуть систему жидкостью под давлением при помощи насоса.
- Система заполняется водой до минимального уровня. Можно приготовить слабую эмульсию (0,5 %). Этот состав должен циркулировать в оборудовании около часа.
- Промывку нужно слить. Состояние резервуара нужно визуально оценить. При наличии загрязнений их удаляют. Они могут вымыться из системы после промывки.
- Если из оборудования была вымыта грязь, отложения, промывку повторяют несколько раз до тех пор, пока резервуар не станет чистым.
- Далее готовится эмульсия. Ее заливают до максимального уровня в агрегат. Концентрация состава проверяется при помощи рефрактометра. Показания записывают в таблицу. Это позволяет проводить регулярный мониторинг в соответствии с существующими требованиями, сверяя последующие показатели с первоначальными данными.
Жидкость Zubora RF для промывки систем циркуляции станков
Водосмешиваемые смазочно-охлаждающие жидкости в течение срока их службы сильно загрязняются под воздействием различных производственных факторов:
- контакт различных СОЖ друг с другом при смене вида обработки,
- утечки масел из сопутствующих систем,
- образование стружки в сочетании с бактериями и грибками.

Всё это может привести к постоянному загрязнению машины и её периферийного оборудования.
Вот почему интенсивная очистка всей системы подачи СОЖ, особенно перед новой заправкой, имеет решающее значение для длительного срока службы смазочно-охлаждающей жидкости. Этот фактор, помимо механической очистки, заключается в выборе правильного средства для очистки системы подачи и хранения СОЖ.
Zubora RF — это мощная жидкость для промывки, не содержащая бактерий, разработанная на основе смешиваемых с водой СОЖ, для очистки и поддержания всей системы циркуляции станков.
Создание продукта, обеспечивающего оптимальную очистку внутренних поверхностей оборудования благодаря содержащимся в нём поверхностно-активным веществам и смачивающим веществам, было особой проблемой.
Представленный здесь тест, в котором использовалось типичное загрязнение, показал отличные моющие свойства Zubora RF. Этот эффект очистки можно увидеть на практике, когда, например, в системе происходит растворение биоплёнок.
Для растворения, удаления и предотвращения загрязнения, промывочную жидкость Zubora RF добавляют в использованную эмульсию в размере 2% за 48 часов до замены всей СОЖ.
После слива использованной эмульсии мы рекомендуем промыть всю систему циркуляции эмульсией на основе Zubora RF (0,5% — 1,5%), чтобы затем её можно было легко пополнить свежей эмульсией или раствором.
Вывод
Проведение правильной очистки и промывки системы позволяет продлить срок эксплуатации агрегата. При этом эмульсия дополнительно защищается от биопоражения. Применение специального очистителя позволяет провести работу качественнее, продлив период между заменами эмульсии.
Утилизация смазочного состава (СОЖ)
Самым простым способом выполнить утилизацию отработанного состава является обращение в компанию, которая специализируется на переработке СОЖ и прочих технических жидкостей.
В нашей стране некоторые потребители смазочных эмульсий просто сливают эти вещества в канализацию. При этом они смешивают СОЖ с большим количеством воды. В этом случае концентрация компонентов доходит до уровня требований ПДК. Однако стоки все равно не могут соответствовать экологическим нормам. Они не соответствуют по таким показателям:
В этом случае концентрация компонентов доходит до уровня требований ПДК. Однако стоки все равно не могут соответствовать экологическим нормам. Они не соответствуют по таким показателям:
- Уровень рН.
- Биологическое потребление кислорода.
- Химическое потребление кислорода.
Особенно вызывают опасность для экологии два последних фактора. Так как в таком составе недостаточно кислорода, попадая в водоем, оно приводит к гибели его обитателей. Аэробные бактерии также погибают. Вместо них развиваются анаэробные бактерии. Такое поведение влечет наложение штрафов. В зоне слива отходов определяется экологическая катастрофа.
Существует несколько способов разделить эмульсию:
- Упаривание.
- Мембранная или ультрафильтрация (обратный осмос и т. д.).
- Добавление химических реактивов.
Если у предприятия есть дешевые источники тепловой энергии, оно может прибегнуть к упариванию. Так, для выпаривания 650 кг воды из 1 т эмульсии (3%) нужно около 1,2 т пара под давлением 1,5 атм. При этом температура должна составлять 110ºС.
При этом температура должна составлять 110ºС.
Утилизация при помощи фильтров требует применения дорогостоящего оборудования. Это затратный способ, который требует большого количества дополнительных и сменных компонентов.
При химическом разделении эмульсии в состав добавляют соли металлов, кислотные или основные реагенты или органические ионы. Они дестабилизируют состав. Он разделяется на воду и масло. Примеры химического разделения представлены в таблице ниже.
Таблица Разделение смазочных эмульсий при использовании сильных кислот
| Действие | Реагенты | Количество |
| Добавление кислоты до уровня 3-4 рН | Серная или хлористоводородная кислота | |
| Перемешивание в течение 15 мин. | ||
| Добавление электролита-коагулянта | Хлорид кальция, алюминия, сульфат алюминия, хлорное железо, медный купорос | 2-5 мл/л |
Перемешивание в течение 30 мин. | ||
| Отстаивание в течение 12 часов. К утру состав разделится на верхний слой масло и нижний мутный слой воды | ||
| Удаление верхнего слоя | ||
| Меленное перемешивание оставшегося состава, приведение его до уровня рН 8-9 | Растворяется в воде гашеная известь или гидроксид кальция | |
| Раствор настаивается. Спустя 5-6 часов органика выпадет в осадок. Вода станет прозрачной. |
Если масло отделять не нужно, можно обработать состав электролитами
Таблица Химическое разделение СОЖ при помощи электролитов
| Процедура | Реагенты | Количество |
| Эмульсия разбавляется водой в пропорции 1:5 | ||
| Перемешивая раствор, нужно добавить коагулянт-электролит до уровня 2-3 рН | Сульфат железа, алюминия, хлорид железа | 4-6 мл/л |
Интенсивное перемешивание в течение 5-10 мин. | ||
| Медленное перемешивание, доведение смеси до уровня рН 8-10 | Гашеная известь с водой или гидроксид кальция | |
| Отстаивание в течение 5-6 часов. Органика выпадет в осадок, остается прозрачная вода |
Вывод
Чтобы выработать правильную технологию разделения эмульсии, нужно провести процедуру в лабораторных условиях на пробах. Только после этого можно выработать правильную тактику при утилизации смазочного состава. У каждой методики есть свои достоинства и недостатки. Они представлены в таблице далее.
| Преимущества и недостатки | Ультафильтрация, обратный осмос | Упаривание, дистилляция |
| Применение | В соответствии с типом мембраны | Универсальный метод |
| Затраты на установку | Средние | Высокие |
| Затраты при эксплуатации | Средние | Средние |
| Повторное использование отделенной воды без последующей обработки | Недопустимо | Ограничено |
| Переработка масляного вещества | Допустимо | Допустимо |
| Преимущества | Малое количество потребленных химикатов | Малое количество потребления химикатов |
| Применяется чаше других | Очень малое количество образования шлама | |
| Низкое количество шлама | Хорошее разделение фаз | |
| Универсальность | ||
| Недостатки | В осадке остается 50-70% воды | В остатке содержится до 40% воды |
| Фильтр требует определенной обработки перед рециркуляцией и сбросом отходов | Унос летучих компонентов | |
| Дистиллят требует дополнительной обработки перед сбросом в воду |
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
Спасибо!
Перед проведением процедуры замены СОЖ в оборудовании необходимо провести очистку системы. Для этого применяется специальный состав МДС (Моюще-дезинфицирующее средство и биоциды). Он позволяет подготовить систему к заправке нового смазочного материала.
Очиститель удаляет следы загрязнений, убирает остатки старого состава из системы. При этом он оказывает антисептическое действие на внутренние поверхности.
Обработка занимает минимальное количество времени.
Замена СОЖ — детальный разбор процесса
Процедура проводится в несколько этапов:
- За 8 часов до запланированной заправки смазочного состава нужно залить в систему очиститель. При этом старая эмульсия остается в оборудовании. Концентрация очистителя должна составлять 2% (на 100 л эмульсии потребуется 2 л очистителя).
- Станок работает целую смену (8 часов) в обычном режиме до момента замены СОЖ.
- После этого нужно полностью слить старую эмульсию из оборудования.
 При этом нужно удалить загрязнения, отложения и стружку. Они вымываются вместе со смазочным составом.
При этом нужно удалить загрязнения, отложения и стружку. Они вымываются вместе со смазочным составом. - Все доступные для ручной очистки элементы оборудования нужно протереть ветошью. Рекомендуется продуть систему жидкостью под давлением при помощи насоса.
- Система заполняется водой до минимального уровня. Можно приготовить слабую эмульсию (0,5 %). Этот состав должен циркулировать в оборудовании около часа.
- Промывку нужно слить. Состояние резервуара нужно визуально оценить. При наличии загрязнений их удаляют. Они могут вымыться из системы после промывки.
- Если из оборудования была вымыта грязь, отложения, промывку повторяют несколько раз до тех пор, пока резервуар не станет чистым.
- Далее готовится эмульсия. Ее заливают до максимального уровня в агрегат. Концентрация состава проверяется при помощи рефрактометра. Показания записывают в таблицу. Это позволяет проводить регулярный мониторинг в соответствии с существующими требованиями, сверяя последующие показатели с первоначальными данными.

Жидкость Zubora RF для промывки систем циркуляции станков
Водосмешиваемые смазочно-охлаждающие жидкости в течение срока их службы сильно загрязняются под воздействием различных производственных факторов:
- контакт различных СОЖ друг с другом при смене вида обработки,
- утечки масел из сопутствующих систем,
- образование стружки в сочетании с бактериями и грибками.
Всё это может привести к постоянному загрязнению машины и её периферийного оборудования.
Вот почему интенсивная очистка всей системы подачи СОЖ, особенно перед новой заправкой, имеет решающее значение для длительного срока службы смазочно-охлаждающей жидкости. Этот фактор, помимо механической очистки, заключается в выборе правильного средства для очистки системы подачи и хранения СОЖ.
Zubora RF — это мощная жидкость для промывки, не содержащая бактерий, разработанная на основе смешиваемых с водой СОЖ, для очистки и поддержания всей системы циркуляции станков.
Создание продукта, обеспечивающего оптимальную очистку внутренних поверхностей оборудования благодаря содержащимся в нём поверхностно-активным веществам и смачивающим веществам, было особой проблемой.
Представленный здесь тест, в котором использовалось типичное загрязнение, показал отличные моющие свойства Zubora RF. Этот эффект очистки можно увидеть на практике, когда, например, в системе происходит растворение биоплёнок.
Для растворения, удаления и предотвращения загрязнения, промывочную жидкость Zubora RF добавляют в использованную эмульсию в размере 2% за 48 часов до замены всей СОЖ.
После слива использованной эмульсии мы рекомендуем промыть всю систему циркуляции эмульсией на основе Zubora RF (0,5% — 1,5%), чтобы затем её можно было легко пополнить свежей эмульсией или раствором.
Вывод
Проведение правильной очистки и промывки системы позволяет продлить срок эксплуатации агрегата. При этом эмульсия дополнительно защищается от биопоражения. Применение специального очистителя позволяет провести работу качественнее, продлив период между заменами эмульсии.
Утилизация смазочного состава (СОЖ)
Самым простым способом выполнить утилизацию отработанного состава является обращение в компанию, которая специализируется на переработке СОЖ и прочих технических жидкостей.
В нашей стране некоторые потребители смазочных эмульсий просто сливают эти вещества в канализацию. При этом они смешивают СОЖ с большим количеством воды. В этом случае концентрация компонентов доходит до уровня требований ПДК. Однако стоки все равно не могут соответствовать экологическим нормам. Они не соответствуют по таким показателям:
- Уровень рН.
- Биологическое потребление кислорода.
- Химическое потребление кислорода.
Особенно вызывают опасность для экологии два последних фактора. Так как в таком составе недостаточно кислорода, попадая в водоем, оно приводит к гибели его обитателей. Аэробные бактерии также погибают. Вместо них развиваются анаэробные бактерии. Такое поведение влечет наложение штрафов. В зоне слива отходов определяется экологическая катастрофа.
Существует несколько способов разделить эмульсию:
- Упаривание.
- Мембранная или ультрафильтрация (обратный осмос и т. д.).
- Добавление химических реактивов.
Если у предприятия есть дешевые источники тепловой энергии, оно может прибегнуть к упариванию. Так, для выпаривания 650 кг воды из 1 т эмульсии (3%) нужно около 1,2 т пара под давлением 1,5 атм. При этом температура должна составлять 110ºС.
Утилизация при помощи фильтров требует применения дорогостоящего оборудования. Это затратный способ, который требует большого количества дополнительных и сменных компонентов.
При химическом разделении эмульсии в состав добавляют соли металлов, кислотные или основные реагенты или органические ионы. Они дестабилизируют состав. Он разделяется на воду и масло. Примеры химического разделения представлены в таблице ниже.
Таблица Разделение смазочных эмульсий при использовании сильных кислот
| Действие | Реагенты | Количество |
| Добавление кислоты до уровня 3-4 рН | Серная или хлористоводородная кислота | |
Перемешивание в течение 15 мин. | ||
| Добавление электролита-коагулянта | Хлорид кальция, алюминия, сульфат алюминия, хлорное железо, медный купорос | 2-5 мл/л |
| Перемешивание в течение 30 мин. | ||
| Отстаивание в течение 12 часов. К утру состав разделится на верхний слой масло и нижний мутный слой воды | ||
| Удаление верхнего слоя | ||
| Меленное перемешивание оставшегося состава, приведение его до уровня рН 8-9 | Растворяется в воде гашеная известь или гидроксид кальция | |
| Раствор настаивается. Спустя 5-6 часов органика выпадет в осадок. Вода станет прозрачной. |
Если масло отделять не нужно, можно обработать состав электролитами
Таблица Химическое разделение СОЖ при помощи электролитов
| Процедура | Реагенты | Количество |
| Эмульсия разбавляется водой в пропорции 1:5 | ||
| Перемешивая раствор, нужно добавить коагулянт-электролит до уровня 2-3 рН | Сульфат железа, алюминия, хлорид железа | 4-6 мл/л |
Интенсивное перемешивание в течение 5-10 мин. | ||
| Медленное перемешивание, доведение смеси до уровня рН 8-10 | Гашеная известь с водой или гидроксид кальция | |
| Отстаивание в течение 5-6 часов. Органика выпадет в осадок, остается прозрачная вода |
Вывод
Чтобы выработать правильную технологию разделения эмульсии, нужно провести процедуру в лабораторных условиях на пробах. Только после этого можно выработать правильную тактику при утилизации смазочного состава. У каждой методики есть свои достоинства и недостатки. Они представлены в таблице далее.
| Преимущества и недостатки | Ультафильтрация, обратный осмос | Упаривание, дистилляция |
| Применение | В соответствии с типом мембраны | Универсальный метод |
| Затраты на установку | Средние | Высокие |
| Затраты при эксплуатации | Средние | Средние |
| Повторное использование отделенной воды без последующей обработки | Недопустимо | Ограничено |
| Переработка масляного вещества | Допустимо | Допустимо |
| Преимущества | Малое количество потребленных химикатов | Малое количество потребления химикатов |
| Применяется чаше других | Очень малое количество образования шлама | |
| Низкое количество шлама | Хорошее разделение фаз | |
| Универсальность | ||
| Недостатки | В осадке остается 50-70% воды | В остатке содержится до 40% воды |
| Фильтр требует определенной обработки перед рециркуляцией и сбросом отходов | Унос летучих компонентов | |
| Дистиллят требует дополнительной обработки перед сбросом в воду |
Главная | Better MRO
Innovate
Innovate
Соединение работы
Modern Machine Mope
Обработка
Видео: 3 клавиши к успеху производства с Mitch Free, ZYCI CNC Machining
Mitch Free, основатель Zyci CNC Machining, Machining, Machining, Machining, Machining, Machining, Machining, Machining, Machining, CNCININing,
Mitch Free, Founder of Zyci CNC,
Mitch, основатель Zyci CN рассказывает, почему точность, качество и своевременная доставка деталей являются ожидаемыми, а не отличительными чертами.
Металлообработка
ВИДЕО IMTS 2022: Прорывы Master Fluid Solutions и Mitutoyo Turbocharge Machine Shop
Technology
Digitizing Lockout/Tagout: Obstacles and Opportunities
IMTS Insights: Making AI Work for Your Manufacturing Operation
Metalworking
IMTS 2022 Video: Norton Revolutionizes Grinding with Quantum Prime
IMTS 2022 RECAP
УЗНАЙТЕ О ПОСЛЕДНИХ ИННОВАЦИОННЫХ ИНСТРУМЕНТАХ И РЕШЕНИЯХ…
Независимо от того, посещали ли вы IMTS 2022 лично или нет, вы можете ознакомиться с последними и лучшими инновациями в области металлообработки и механической обработки.
Получите представление о том, что произошло на выставке:* Демонстрации отмеченных наградами MSC Millmax
* Специалисты по металлу.
Инновации
ВИДЕО: Инновации, Рост, Возможности: Это SHOWA
Подробнее by SHOWA
ПРОИЗВОДСТВЕННЫЕ ИННОВАЦИИ
Аддитивное производство
Обработка с ЧПУ по сравнению с 3D-печатью: какой вариант лучше всего подходит для вашей работы?
Производители электроники говорят, что когда-то революционная 3D-печать дополняет обработку на станках с ЧПУ и другие более традиционные производственные процессы, что делает ее еще одним (хотя и очень мощным) инструментом в их наборах инструментов.
Фрезерование
Алюминиевые фрезерные инструменты OSG нового поколения удваивают свои конкурентные преимущества
Контент для поставщиков
Производитель инструмента премиум-класса OSG решает проблему компромисса между сроком службы инструмента и производительностью, что является трудным препятствием для механических мастерских, с помощью своих концевых фрез марки AE-N, которые улучшают и то, и другое.
Механическая обработка
Механическое удаление заусенцев: Osborn повышает эффективность благодаря инновациям
Ваши рабочие могут быть заняты удалением заусенцев вручную, но ваш бизнес может стать более прибыльным, если вы перейдете на механический процесс с использованием правильных щеток с правильными параметрами . Объясняют эксперты Osborn.
Робототехника
Это решение Norton Abrasives доказывает ценность автоматизации
Контент для поставщиков
Команда разработчиков абразивных материалов Norton | Saint-Gobain Abrasives предоставляет производителям возможность использовать автоматизацию для работы с абразивами.
СОВЕТЫ ПО МЕТАЛЛООБРАБОТКЕ
Технология
Обработка жаропрочных сплавов: советы экспертов для труднообрабатываемых материалов
Узнайте об интеллектуальных подходах к обработке жаропрочных сплавов.
Механическая обработка
5 причин поддерживать чистоту охлаждающей жидкости при механической обработке
От дерматита до сокращения срока службы инструмента чистая охлаждающая жидкость просто лучше и делает станочников более счастливыми, а производственный цех более продуктивным.
Технология
Почему вам нужно перестать покупать дешевые режущие инструменты
Вот почему покупка самых дешевых режущих инструментов иногда может привести к неудаче.
СТРАТЕГИЯ ЦЕПИ ПОСТАВОК
Цепочка поставок
Управление кризисом цепочки поставок: как производителям справиться с дефицитом
Что производители могут сделать, чтобы справиться с кризисом цепочки поставок.
Бережливое производство
Изучение стратегий цепочки поставок: «точно вовремя» и «точно в случае необходимости»
Своевременное управление запасами в целом полезно для бизнеса, но является ли оно лучшей практикой во время глобальных пандемий, стихийных бедствий и торговли войны? Взгляните на варианты.
Цепочка поставок
Лучшее управление цепочкой поставок: возьмите под контроль расходы на ТОиР
Не позволяйте расходам на ТОиР выйти из-под контроля. Обуздайте это, лучше понимая, где найти скрытые расходы и как преодолеть разрыв между закупками и цехом.
Навыки разрыва
Навыки разрывы
Видео: Инструменты – обращение к разрыву навыков производства США
Соединение рабочих мест
Навыки обработки CN0059
- DOL здесь, чтобы помочь
- Обязанность защищать
- Защита осведомителей
Производительность обработки
Инновации
Видео: Guhring RF100 Sharp Введение
Содержание поставщиков
Новые RF100 Sharp Spirting Spetters из Guhring – это отличные материалы, связанные с Guhring.
Обработка
Как концевая фреза Kennametal HARVI I TE повышает производительность и срок службы инструмента
Материалы для партнеров
Узнайте о новейшем пополнении Kennametal в линейке инструментов.
Фрезерование
ВИДЕО: НАСТРОЙКА ИНСТРУМЕНТА — высокоэффективные концевые фрезы SGS серии 77 H-Carb с 7 канавками
Контент для поставщиков
Крис Диксон, инженер по применению в Kyocera SGS Precision Tools, Inc., за обсуждение в режиме реального времени и демонстрацию высокоэффективных концевых фрез серии 77 H-Carb с 7 канавками.
соответствие требованиям
Безопасность на рабочем месте
Объяснение уровня безопасности OSHA DART и способы его расчета
Узнайте о коэффициенте DART, который разработан, чтобы помочь учреждениям измерить свои показатели безопасности.
Безопасность сотрудников
10 главных нарушений техники безопасности OSHA: сколько они стоят в 2021 году включая респираторы, лестницы, строительные леса и блокировку/маркировку.
 Компании были оштрафованы на миллионы долларов.
Компании были оштрафованы на миллионы долларов.Соблюдение нормативных требований
OSHA требует более подробной информации о производственных травмах с высоким риском
Управление по охране труда и здоровья США рассматривает правило, требующее от предприятий с повышенным риском сообщать более подробную информацию о производственных травмах.
Технология
Что такое соответствие требованиям TAA? 5 вещей, которые вы должны знать
Узнайте о соответствии требованиям TAA и о том, как избежать проблем или справиться с ними.
Калькулятор производительности
Ищете способы экономии средств и повышения производительности? Смотрите не дальше, чем прямо здесь.
Начало работы
Калькулятор ставок TCR / DART
Сравните свои ставки TCR и DART и бизнес со средними показателями по отрасли.
Начало работы
Смазочно-охлаждающие жидкости для механической обработки
Целью всех обычных операций по удалению металла является повышение производительности и снижение затрат за счет обработки на максимально возможной скорости, обеспечивающей длительный срок службы инструмента, наименьшее количество брака и минимальное время простоя, а также с получением поверхностей удовлетворительной точности и чистоты. Многие операции механической обработки могут выполняться «всухую», но правильное применение смазочно-охлаждающей жидкости обычно делает возможным: более высокие скорости резания, более высокие скорости подачи, большую глубину резания, увеличенный срок службы инструмента, меньшую шероховатость поверхности, повышенную точность размеров и снижение мощности. потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач.
Многие операции механической обработки могут выполняться «всухую», но правильное применение смазочно-охлаждающей жидкости обычно делает возможным: более высокие скорости резания, более высокие скорости подачи, большую глубину резания, увеличенный срок службы инструмента, меньшую шероховатость поверхности, повышенную точность размеров и снижение мощности. потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач.
Чтобы понять действие смазочно-охлаждающей жидкости, важно понимать, что почти вся энергия, затрачиваемая на резку металла, преобразуется в тепло, главным образом за счет деформации металла в стружку и, в меньшей степени, за счет трения стружка скользит по поверхности инструмента. С учетом этих факторов становится ясно, что основными функциями любой смазочно-охлаждающей жидкости являются: охлаждение инструмента, заготовки и стружки; уменьшение трения на скользящих контактах; и уменьшение или предотвращение сварки или прилипания на контактных поверхностях, которые образуют «наросты» на инструменте. Две другие функции смазочно-охлаждающих жидкостей — вымывание стружки из зоны резания и защита заготовки и инструмента от коррозии. Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов.
Две другие функции смазочно-охлаждающих жидкостей — вымывание стружки из зоны резания и защита заготовки и инструмента от коррозии. Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов.
Типы смазочно-охлаждающих жидкостей
В последние годы был разработан широкий спектр смазочно-охлаждающих жидкостей, отвечающих требованиям, предъявляемым к новым конструкционным материалам, новым инструментальным материалам и покрытиям.
Существует четыре основных типа смазочно-охлаждающих жидкостей; каждый из них имеет отличительные черты, а также преимущества и ограничения. Выбор подходящей жидкости усложняется тем, что граница между типами не всегда четкая. Большинство механических мастерских стараются использовать как можно меньше различных жидкостей и предпочитают жидкости с длительным сроком службы, не требующие постоянной замены или модификации, имеющие достаточно приятный запах, не дымящие и не образующие тумана при использовании и, самое главное, не токсичные и не вызвать раздражение кожи. Другими проблемами при выборе являются стоимость и простота утилизации.
Выбор подходящей жидкости усложняется тем, что граница между типами не всегда четкая. Большинство механических мастерских стараются использовать как можно меньше различных жидкостей и предпочитают жидкости с длительным сроком службы, не требующие постоянной замены или модификации, имеющие достаточно приятный запах, не дымящие и не образующие тумана при использовании и, самое главное, не токсичные и не вызвать раздражение кожи. Другими проблемами при выборе являются стоимость и простота утилизации.
Основные подразделения и подразделения, используемые при классификации смазочно-охлаждающих жидкостей:
- Смазочно-охлаждающие жидкости , включая чистые и смешанные минеральные масла с присадками.
- Водосмешиваемые жидкости , включая эмульгируемые масла; химические или синтетические жидкости; и полухимические жидкости.
- Газы .
- Пасты и твердые смазочные материалы.
Поскольку смазочно-охлаждающие жидкости и водосмешиваемые жидкости являются наиболее часто используемыми смазочно-охлаждающими жидкостями в механических мастерских, обсуждение будет ограничено в первую очередь этими типами. Однако следует отметить, что при механической обработке иногда используют сжатый воздух и инертные газы, такие как углекислый газ, азот и фреон. Паста, воск, мыло, графит и дисульфид молибдена также могут использоваться либо непосредственно на заготовке, либо в качестве пропитки в инструменте, например, в шлифовальном круге.
Однако следует отметить, что при механической обработке иногда используют сжатый воздух и инертные газы, такие как углекислый газ, азот и фреон. Паста, воск, мыло, графит и дисульфид молибдена также могут использоваться либо непосредственно на заготовке, либо в качестве пропитки в инструменте, например, в шлифовальном круге.
Смазочно-охлаждающие жидкости
Смазочно-охлаждающие жидкости обычно представляют собой смеси минерального масла с добавлением животных, растительных или морских масел для улучшения смачивающих и смазывающих свойств. Соединения серы, хлора и фосфора, иногда называемые противозадирными (EP) присадками, обеспечивают еще большую смазывающую способность. Как правило, эти смазочно-охлаждающие жидкости охлаждают хуже, чем жидкости, смешиваемые с водой.
Смешиваемые с водой жидкости
Эмульсии или растворимые масла представляют собой суспензию капель масла в воде. Эти суспензии получают путем смешивания масла с эмульгаторами (мыло и мылоподобные материалы) и другими материалами. Эти жидкости сочетают в себе смазывающие и антикоррозийные свойства масла с отличными охлаждающими свойствами воды. На их свойства влияет концентрация эмульсии: «бедные» концентрации обеспечивают лучшее охлаждение, но хуже смазывают, а «богатые» концентрации имеют противоположный эффект. Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP).
Эти жидкости сочетают в себе смазывающие и антикоррозийные свойства масла с отличными охлаждающими свойствами воды. На их свойства влияет концентрация эмульсии: «бедные» концентрации обеспечивают лучшее охлаждение, но хуже смазывают, а «богатые» концентрации имеют противоположный эффект. Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP).
Химические жидкости представляют собой настоящие растворы, состоящие из органических и неорганических материалов, растворенных в воде. Неактивные типы обычно представляют собой прозрачные жидкости, сочетающие высокие характеристики ингибирования ржавчины, хорошее охлаждение и низкую смазывающую способность с высоким поверхностным натяжением. Поверхностно-активные типы включают смачивающие агенты и обладают умеренными свойствами ингибирования ржавчины, высокими охлаждающими и умеренными смазывающими свойствами при низком поверхностном натяжении. Они также могут содержать соединения хлора и/или серы для обеспечения противозадирных свойств.
Полухимические жидкости представляют собой комбинации химических жидкостей и эмульсий. Эти жидкости имеют более низкое содержание масла, но более высокое содержание эмульгатора и поверхностно-активного вещества, чем эмульсии, образуя капли масла гораздо меньшего диаметра. Они обладают низким поверхностным натяжением, умеренными смазывающими и охлаждающими свойствами, а также очень хорошими антикоррозионными свойствами. Иногда добавляют серу, хлор и фосфор.
Выбор СОЖ для различных материалов и операций
Выбор смазочно-охлаждающей жидкости зависит от многих сложных взаимодействий, включая обрабатываемость металла; тяжесть операции; материал режущего инструмента; металлургическая, химическая и человеческая совместимость; свойства жидкости, надежность и стабильность; и наконец стоимость. Другие факторы влияют на результаты. Некоторые магазины стандартизируют несколько смазочно-охлаждающих жидкостей, которые должны служить всем целям. В других цехах для всех операций, выполняемых на станке, должна использоваться одна смазочно-охлаждающая жидкость. Иногда очень тяжелые условия эксплуатации можно облегчить, нанеся «правильную» смазочно-охлаждающую жидкость вручную, в то время как станок подает смазочно-охлаждающую жидкость для других операций через свою систему охлаждения. Доступно несколько объемных учебников с конкретными рекомендациями по использованию конкретных смазочно-охлаждающих жидкостей почти для каждой комбинации операций обработки и материала заготовки и инструмента. Как правило, при недостатке опыта целесообразно проконсультироваться с поставщиком материала и/или любым из многочисленных поставщиков различных смазочно-охлаждающих жидкостей за советом и рекомендациями. Еще одним отличным источником является Центр обработки данных Machinability Data Center, один из многих информационных центров, поддерживаемых Министерством обороны США. Хотя следующие рекомендации представляют собой передовую практику, они служат только в качестве руководства и не означают, что другие смазочно-охлаждающие жидкости в некоторых конкретных случаях также не будут эффективными.
Иногда очень тяжелые условия эксплуатации можно облегчить, нанеся «правильную» смазочно-охлаждающую жидкость вручную, в то время как станок подает смазочно-охлаждающую жидкость для других операций через свою систему охлаждения. Доступно несколько объемных учебников с конкретными рекомендациями по использованию конкретных смазочно-охлаждающих жидкостей почти для каждой комбинации операций обработки и материала заготовки и инструмента. Как правило, при недостатке опыта целесообразно проконсультироваться с поставщиком материала и/или любым из многочисленных поставщиков различных смазочно-охлаждающих жидкостей за советом и рекомендациями. Еще одним отличным источником является Центр обработки данных Machinability Data Center, один из многих информационных центров, поддерживаемых Министерством обороны США. Хотя следующие рекомендации представляют собой передовую практику, они служат только в качестве руководства и не означают, что другие смазочно-охлаждающие жидкости в некоторых конкретных случаях также не будут эффективными.
Стали : Следует соблюдать осторожность при использовании смазочно-охлаждающей жидкости на стали, которая обрабатывается с высокой скоростью резания режущими инструментами из цементированного карбида. См. «Применение смазочно-охлаждающих жидкостей к карбидам» далее. Часто эту операцию выполняют всухую. Если используется смазочно-охлаждающая жидкость, это должно быть растворимое масло, смешанное до консистенции примерно 1 часть масла на 20–30 частей воды. Для развертывания разверток с твердосплавными наконечниками рекомендуется осерненное минеральное масло, хотя также успешно используется растворимое масло для тяжелых условий эксплуатации.
Смазочно-охлаждающая жидкость, рекомендуемая для обработки стали высокоскоростными режущими инструментами, во многом зависит от тяжести операции. Для обычного точения, растачивания, сверления и фрезерования сталей средней и низкой прочности используйте растворимое масло с консистенцией 1 часть масла на 10–20 частей воды. Для инструментальных сталей и прочных легированных сталей при точении и фрезеровании рекомендуется растворимое масло для тяжелых условий эксплуатации с консистенцией 1 часть масла на 10 частей воды. Для бурения и развертывания этих материалов используется светлое осерненное минерально-жирное масло. Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность.
Для бурения и развертывания этих материалов используется светлое осерненное минерально-жирное масло. Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность.
- Нержавеющая сталь : Для обычной токарной и фрезерной обработки рекомендуется растворимое масло для тяжелых условий эксплуатации, смешанное до консистенции 1 часть масла на 5 частей воды. Протяжка, нарезание резьбы, сверление и развертывание дают наилучшие результаты при использовании сульфохлорированного минерально-жирного масла.

- Медные сплавы : Большинство латуней, бронзы и меди окрашиваются при воздействии смазочно-охлаждающих жидкостей, содержащих активную серу и хлор; таким образом, не следует использовать сульфурированные и сульфохлорированные масла. Для большинства операций достаточно простого растворимого масла, смешанного с 1 частью масла и 20-25 частями воды. Для особо тяжелых операций и работы винтовых автоматов используется минерально-жировое масло. Типичное минерально-жировое масло может содержать от 5 до 10 процентов лярдового жира, а остальное минеральное масло
- Монель-металл : При токарной обработке этого материала эмульсия обеспечивает немного более длительный срок службы инструмента, чем сульфурированное минеральное масло, но последнее способствует разрушению стружки, что часто желательно.
- Алюминиевые сплавы : Алюминий и алюминиевые сплавы часто обрабатываются всухую. Когда используется смазочно-охлаждающая жидкость, ее следует выбирать по ее способности действовать как охлаждающая жидкость.
 Можно использовать растворимые масла, смешанные до консистенции 1 часть масла на 20-30 частей воды. СОЖ на основе минерального масла, используемые для обработки алюминиевых сплавов, часто разбавляют для повышения их вязкости, чтобы получить хорошие охлаждающие характеристики и обеспечить их легкое течение для покрытия инструмента и обрабатываемой детали. Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
Можно использовать растворимые масла, смешанные до консистенции 1 часть масла на 20-30 частей воды. СОЖ на основе минерального масла, используемые для обработки алюминиевых сплавов, часто разбавляют для повышения их вязкости, чтобы получить хорошие охлаждающие характеристики и обеспечить их легкое течение для покрытия инструмента и обрабатываемой детали. Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина. - Чугун : Обычно чугун обрабатывается всухую. Некоторое увеличение срока службы инструмента может быть достигнуто или более высокая скорость резания может быть использована при использовании химической СОЖ или растворимого масла, смешанного до консистенции 1 часть масла и 20-40 частей воды. Иногда используется растворимое масло, чтобы уменьшить количество пыли вокруг машины.
- Магний : Магний может обрабатываться всухую или с обдувом воздухом для охлаждения.
 Для сложных разрезов можно использовать легкое минеральное масло с низким содержанием кислоты. Охлаждающие жидкости, содержащие воду, не следует использовать с магнием из-за опасности выделения водорода в результате реакции стружки с водой. Доступны запатентованные водорастворимые масляные эмульсии, содержащие ингибиторы, снижающие скорость образования водорода.
Для сложных разрезов можно использовать легкое минеральное масло с низким содержанием кислоты. Охлаждающие жидкости, содержащие воду, не следует использовать с магнием из-за опасности выделения водорода в результате реакции стружки с водой. Доступны запатентованные водорастворимые масляные эмульсии, содержащие ингибиторы, снижающие скорость образования водорода. - Шлифование : Эмульсии растворимого масла или эмульсии, изготовленные из пастообразных соединений, широко используются в операциях точного шлифования. Для круглого шлифования используется 1 часть масла на 40-50 частей воды. Жидкости растворного типа и полупрозрачные шлифовальные эмульсии особенно подходят для многих операций чистового шлифования. Шлифовальные жидкости на основе минерального масла рекомендуются для многих применений, где требуется чистая поверхность отшлифованной поверхности. Минеральные масла используются с керамическим кругом, но не рекомендуются для кругов с резиновой или шеллаковой связкой.
 При определенных условиях туман паров масла, образующийся под действием шлифовального круга, может воспламениться от шлифовальных искр и взорваться. Для гашения шлифовальной искры рекомендуется вторичная линия охлаждающей жидкости для направления потока шлифовального масла под шлифовальный круг.
При определенных условиях туман паров масла, образующийся под действием шлифовального круга, может воспламениться от шлифовальных искр и взорваться. Для гашения шлифовальной искры рекомендуется вторичная линия охлаждающей жидкости для направления потока шлифовального масла под шлифовальный круг. - Протяжка : Для стали можно использовать тяжелое минеральное масло, такое как осерненное масло, с вязкостью по Сейболту от 300 до 500 при 100°F (38°C) для обеспечения адекватного смазывающего эффекта и демпфирования ударных нагрузок. Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.
СОЖ для точения, фрезерования, сверления и нарезания резьбы
В следующей таблице Смазочно-охлаждающие жидкости, рекомендованные для операций механической обработки , приведены конкретные рекомендации по смазочно-охлаждающим маслам для обычных операций механической обработки.
- Растворимые масла : Типы масляных паст, образующих эмульсии при смешивании с водой.
 Растворимые масла широко используются при обработке как черных, так и цветных металлов, когда качество охлаждения имеет первостепенное значение, а давление стружки не является чрезмерным. Следует проявлять осторожность при выборе подходящего растворимого масла для операций точного шлифования. Шлифовальные охлаждающие жидкости не должны содержать жирных материалов, которые имеют тенденцию нагружать круг, что влияет на качество обработки обрабатываемой детали. Растворимые охлаждающие жидкости должны содержать антикоррозионные компоненты для предотвращения коррозии.
Растворимые масла широко используются при обработке как черных, так и цветных металлов, когда качество охлаждения имеет первостепенное значение, а давление стружки не является чрезмерным. Следует проявлять осторожность при выборе подходящего растворимого масла для операций точного шлифования. Шлифовальные охлаждающие жидкости не должны содержать жирных материалов, которые имеют тенденцию нагружать круг, что влияет на качество обработки обрабатываемой детали. Растворимые охлаждающие жидкости должны содержать антикоррозионные компоненты для предотвращения коррозии. - Базовые масла : Различные типы высокосернистых и хлорированных масел, содержащих неорганические, животные или жирные материалы. Этот «базовый материал» обычно «разрежается» или смешивается с более легким маслом, за исключением случаев, когда давление образования стружки является высоким, как при резке легированной стали. Базовые масла обычно имеют диапазон вязкости от 300 до 900 секунд при 100°F (38°C).

- Минеральные масла : Эта группа включает все типы масел, извлеченных из нефти, таких как парафиновое масло, минеральное масло для тюленей и керосин. Минеральные масла часто смешивают с базовыми маслами, но обычно они используются в исходном виде для легких операций механической обработки как сталей, так и цветных металлов. Охлаждающие жидкости этого класса должны иметь относительно высокую температуру воспламенения. Следует позаботиться о том, чтобы они были нетоксичными, чтобы не нанести вред оператору. Более тяжелые минеральные масла (парафиновые масла) обычно имеют вязкость около 100 секунд при 100°F (38°C). Минеральное масло тюленей и керосин имеют вязкость от 35 до 60 секунд при 100°F (38°C).
СОЖ, рекомендуемые для операций механической обработки
Материал для резки | Токарная обработка | Фрезерование |
Алюминий и | Минеральное масло с 10-процентным содержанием жира (или) растворимого масла | Растворимое масло (96% воды) (или) минеральное масло для уплотнений (или) минеральное масло |
Легированная сталь b | 25-процентное базовое масло серыb с 75-процентным минеральным маслом | 10-процентное лярдовое масло с 90-процентным минеральным маслом |
Латунь | Минеральное масло с содержанием жира 10 % | Растворимое масло (96% воды) |
Инструментальные стали и низкоуглеродистые стали | 25-процентное лярдовое масло с 75-процентным минеральным маслом | Растворимое масло |
Медь | Растворимое масло | Растворимое масло |
Монель-металл | Растворимое масло | Растворимое масло |
Чугун c | Сухой | Сухой |
Ковкий чугун | Растворимое масло | Растворимое масло |
Бронза | Растворимое масло | Растворимое масло |
Магний d | 10-процентное лярдовое масло с 90-процентным минеральным маслом | Минеральное масло для тюленей |
Алюминий и | Растворимое масло | Лардовое масло(или) Масло спермы (или) Шерстяной жир (или) 25-процентное масло на основе серы b Смешанное с минеральным маслом |
Легированная сталь b | Растворимое масло | 30-процентное лярдовое масло с 70-процентным минеральным маслом |
Латунь | Растворимое масло | 10-20-процентное лярдовое масло с минеральным маслом |
Инструментальные стали и низкоуглеродистые стали | Растворимое масло | 25-40-процентное лярдовое масло с минеральным маслом (или) 25-процентное масло на основе серы b с 75-процентным минеральным маслом |
Медь | Растворимое масло | Растворимое масло |
Монель-металл | Растворимое масло | 25-40-процентное лярдовое масло, смешанное с минеральным маслом (или) маслом на основе серы b Смешанное с минеральным маслом |
Чугун c | Сухой | Сухое (или) 25-процентное лярдовое масло с 75-процентным минеральным маслом |
Ковкий чугун | Растворимое масло | Растворимое масло |
Бронза | Растворимое масло | 20-процентное лярдовое масло с 80-процентным минеральным маслом |
Магний d | 60-секундное минеральное масло | 20-процентное лярдовое масло с 80-процентным минеральным маслом |
 Другими маслами, которые могут быть рекомендованы, являются прямое минеральное масло для уплотнений; смесь 50-50 минерального тюленьего жира и керосина; смесь 10-процентного лярда с 90 процентов керосина; и 100-секундное минеральное масло, разбавленное минеральным маслом для тюленей или керосином.
Другими маслами, которые могут быть рекомендованы, являются прямое минеральное масло для уплотнений; смесь 50-50 минерального тюленьего жира и керосина; смесь 10-процентного лярда с 90 процентов керосина; и 100-секундное минеральное масло, разбавленное минеральным маслом для тюленей или керосином. 
Резюме
В этой статье представлен обзор различных типов жидкостей, используемых для операций механической обработки, включая резку, токарную обработку, фрезерование, сверление и нарезание резьбы. Узнайте больше об операциях механической обработки из Руководства по машинному оборудованию , 30-е издание , которое опубликовано и доступно в Industrial Press на Amazon.
Узнайте больше об операциях механической обработки из Руководства по машинному оборудованию , 30-е издание , которое опубликовано и доступно в Industrial Press на Amazon.
Чтобы найти источники поставок, связанных с механической обработкой, посетите платформу поиска поставщиков Thomas, где вы можете найти потенциальные источники поставок для более чем 70 000 различных категорий продуктов и услуг.
Прочие изделия для механической обработки
- Различные процессы обработки
- Современные инструменты для обработки
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Руководство по простым машинам
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- Отраслевая информация для операторов станков и программистов
- История промышленной революции: от рукотворного до механической обработки
- Обработка: Руководство по покупке
- Типы винтовых станков
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным видам обработки
- Типы формовочного оборудования – Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство для покупателей ThomasNet
- Все о КИМ
Больше из технологического оборудования
что такое смазочно-охлаждающая жидкость?
Смазочно-охлаждающее масло и охлаждающее масло используются при механической обработке. В чем преимущество использования смазочно-охлаждающей жидкости? Это так важно? Давайте посмотрим, почему масло для резки важно, как его выбрать и какой тип рекомендуется для токарного станка с числовым программным управлением.
В чем преимущество использования смазочно-охлаждающей жидкости? Это так важно? Давайте посмотрим, почему масло для резки важно, как его выбрать и какой тип рекомендуется для токарного станка с числовым программным управлением.
Знаете ли вы, почему мы должны использовать смазочно-охлаждающую жидкость? Нам нужно понять его роли, прежде чем научиться выбирать один из нескольких типов. Смазочно-охлаждающая жидкость на самом деле выполняет четыре функции, когда используется при механической обработке.
Смазка
Проходит через поверхность раздела между режущим инструментом и заготовкой для уменьшения трения. Уменьшение трения дает несколько преимуществ:
・Увеличение срока службы за счет меньшего истирания
・Гладкая обработка обрабатываемой поверхности
・Подавление повышения температуры
Охлаждение
При обработке на станке с числовым программным управлением температура зоны контакта инструмента и обрабатываемой поверхности повышается до 600 градусов Цельсия из-за трения. Металл меняет форму и точность обработки снижается, но если мы используем смазочно-охлаждающую жидкость, мы можем предотвратить повышение температуры.
Металл меняет форму и точность обработки снижается, но если мы используем смазочно-охлаждающую жидкость, мы можем предотвратить повышение температуры.
Кроме того, если мы будем поддерживать низкую температуру области контакта, мы можем перепрограммировать условия ее обработки, чтобы закончить работу раньше. Другими словами, охлаждение считается отличным способом сократить время цикла.
Удаление стружки при резке
Если мы будем продолжать обработку, пока стружка накапливается, это может привести к браку продукции. Применение смазочно-охлаждающей жидкости облегчает удаление стружки во время обработки. Кроме того, смазочно-охлаждающая жидкость играет роль не только в удалении стружки, но и в предотвращении подъема образующейся мелкой стружки в воздух в рабочей камере.
Предотвращение приваривания
Часть заготовки или стружки плавится и приваривается к инструменту во время обработки. Этот процесс создает деформированный инструмент, так называемый «нарост на кромке» (BUE), и влияет на снижение точности обработки. Смазочно-охлаждающая жидкость проникает на поверхность раздела между заготовкой и инструментом, чтобы предотвратить образование BUE. Это также считается преимуществом охлаждения, поскольку охлаждение может предотвратить сварку рабочих материалов.
Смазочно-охлаждающая жидкость проникает на поверхность раздела между заготовкой и инструментом, чтобы предотвратить образование BUE. Это также считается преимуществом охлаждения, поскольку охлаждение может предотвратить сварку рабочих материалов.
Смазочно-охлаждающие жидкости в основном делятся на два типа: водорастворимые смазочно-охлаждающие жидкости и смазочно-охлаждающие жидкости на масляной основе, и они разделены на более мелкие группы.
Давайте сразу к делу.
Токарный станок с числовым программным управлением движется очень быстро и легко подвергается нагреву. Поэтому для обеспечения приоритета охлаждения станка часто выбирают водорастворимые смазочно-охлаждающие жидкости.
Смазочно-охлаждающие жидкости на масляной основе в основном используются для обработки труднообрабатываемых материалов для продления срока службы инструментов. Для вашего дальнейшего интереса те, кто работает с медными сплавами, как правило, выбирают сухую обработку без использования смазочно-охлаждающей жидкости, чтобы избежать прилипания масла к заготовке или стружке.
・Водорастворимая смазочно-охлаждающая жидкость
Этот тип часто называют «охлаждающей жидкостью» и в основном используется для охлаждения. Разбавляется водой и имеет низкий риск воспламенения. Поэтому водорастворимые смазочно-охлаждающие жидкости относительно удобно использовать для обработки в режиме 24/7 без операторов. Однако, поскольку водорастворимый тип имеет тенденцию легко портиться, потребуется осторожное обращение.
В соответствии с японским промышленным стандартом (JIS) они разделены на три группы.
| A1 | Milky white (Emulsion) |
| A2 | Translucence or transparence (Soluble) |
| A3 | Transparence (Solution) |
Caution #1 on the selection of types
Мы рекомендуем клиентам использовать тип A1 для использования с машинами Nakamura-Tome.
Обратите внимание, что некоторые смазочно-охлаждающие жидкости могут негативно повлиять на наши машины, например, отслаивание краски, трещины в изделиях из смолы, расширение резиновых изделий, коррозия медных и алюминиевых материалов. Не используйте синтетические или хлорсодержащие смазочно-охлаждающие жидкости, поскольку это может привести к выходу изделия из строя.
Не используйте синтетические или хлорсодержащие смазочно-охлаждающие жидкости, поскольку это может привести к выходу изделия из строя.
*Это предостережение относится только к продуктам Nakamura-Tome. Товары других производителей уточняйте отдельно.
・Смазочно-охлаждающая жидкость на масляной основе
Этот тип предназначен в основном для смазки и предотвращения сваривания, применяется в механической обработке, где в большинстве случаев требуется высокая точность работы. С другой стороны, с ним следует обращаться осторожно, потому что он может вызвать пожар из-за воспламенения от тепла. Поэтому, если вы используете смазочно-охлаждающую жидкость на масляной основе, вам потребуется добавить на токарный станок следующие устройства в зависимости от ситуации.
・Система автоматического пожаротушения
・Уловитель тумана с автоматическим устройством пожаротушения, блокирующим противопожарный клапан
・Автоматический регулятор температуры жидкости
・Устройство продувки воздухом или устройством продувки охлаждающей жидкостью
Предостережение №2 при выборе типы
Мы рекомендуем клиентам добавить автоматическое устройство пожаротушения и противопожарный клапан при использовании смазочно-охлаждающей жидкости на масляной основе с машинами Nakamura-Tome.
*Это предостережение относится только к продуктам Nakamura-Tome. Товары других производителей уточняйте отдельно.
3.Методы контроля качества и точки проверкиСмазочно-охлаждающие жидкости быстро портятся из-за смешения стружки и посторонних материалов. Особое внимание следует уделить водорастворимым смазочно-охлаждающим маслам, потому что этот тип колонизируется бактериями после разбавления водой и становится причиной разложения и порчи смазочно-охлаждающих жидкостей. Позвольте показать вам некоторые методы контроля качества смазочно-охлаждающих жидкостей и основные моменты, которые необходимо проверить.
Внешний вид
Необходимо ежедневное наблюдение за внешним видом. Если вы обнаружите всплывающее масло, пожалуйста, удалите его.
Запах
Чем больше размножается бактерий, тем ужаснее возникает запах. Использование таких загрязненных смазочно-охлаждающих жидкостей может привести к коррозии. Их часто можно увидеть с водорастворимыми маслами для резки, разбавленными водой.
Концентрация и pH (слабощелочные)
Если концентрация и pH неадекватны, это может вызвать коррозию или разложение, что приведет к повреждению грязесъемников и уплотнений в машине и, в конечном итоге, может привести к ухудшению работы.
Очистка бака охлаждающей жидкости, оснащенного станком
После очистки бака важно залить смазочно-охлаждающую жидкость. Как только новое масло для смазочно-охлаждающей жидкости смешивалось с тем, которое использовалось при предыдущей обработке, концентрация изменялась и баланс компонентов смазочно-охлаждающей жидкости нарушался. Более того, если в баке охлаждающей жидкости останется стружка или посторонние материалы, металлический состав расплавится и смешается с маслом для резки.
4. Будьте осторожны с огнем при использовании смазочно-охлаждающих жидкостей на масляной основе! Как мы уже знаем, нам следует обратить внимание на использование смазочно-охлаждающей жидкости на масляной основе, поскольку она может возгораться. Вот некоторые меры предосторожности, упомянутые в нашем руководстве по техническому обслуживанию, прилагаемом к машине.
Вот некоторые меры предосторожности, упомянутые в нашем руководстве по техническому обслуживанию, прилагаемом к машине.
Выделение тепла из-за аномалий
Может загореться из-за аномалий, вызванных повреждением инструментов, трением или тяжелыми операциями. Чтобы избежать этих условий, предпочтительнее оборудовать детекторные устройства для определения отклонений от нормы.
Неудачный подход к точке обработки
Если смазочно-охлаждающая жидкость не коснется точки обработки, она не сможет охладить зону контакта и может привести к возгоранию. Пожалуйста, попробуйте отрегулировать место выхода смазочно-охлаждающей жидкости, чтобы обеспечить достаточный доступ к точке.
Установка режимов резания
Вы можете подумать о программировании строгих режимов резания для повышения эффективности обработки, но это приводит к увеличению сопротивления обработке, что приводит к сильному нагреву стружки, а затем нагретая стружка может стать воспламеняющим агентом для воспламенения. Пожалуйста, не устанавливайте слишком строгие условия и оставьте для этого место.
Пожалуйста, не устанавливайте слишком строгие условия и оставьте для этого место.
・Контроль количества смазочно-охлаждающей жидкости
Когда количество смазочно-охлаждающей жидкости уменьшается, давление на выходе также снижается. Это означает, что станок не может сохранить достаточную производительность, чтобы смазочно-охлаждающая жидкость достигла точки обработки. Это может привести к возгоранию. Привычно следить за количеством масла необходимо, но мы также рекомендуем вам оборудовать его датчиком уровня жидкости.
5.ОбзорВ наши дни смазочно-охлаждающая жидкость считается незаменимым партнером при механической обработке. Однако, если мы выбираем неправильный тип для неправильного станка, это отрицательно сказывается на производительности станка, что приводит к снижению точности обработки и ускорению старения инструментов.
Важно то, что нам нужно не только понимать особенности и условия обработки ваших собственных станков, но и понимать особенности смазочно-охлаждающих жидкостей для гладкой работы. Кроме того, обслуживание после покупки является обязательным.
Кроме того, обслуживание после покупки является обязательным.
Мы, Nakamura-Tome, рады помочь клиентам в выборе машины и предложить настройки обработки для удовлетворения потребностей клиентов. Пожалуйста, не стесняйтесь обращаться к нашим зарубежным представителям или дистрибьюторам в вашем регионе.
Доступ
Обслуживание режущей эмульсии — Belmar Technologies
- Домашний
- Технологическое оборудование
- Техническое обслуживание режущей эмульсии
Наш партнер компания BELKI производит и поставляет фильтрующее оборудование для разделения и фильтрации технологических жидкостей. Фильтрующее оборудование BELKI в основном используется в обрабатывающей промышленности, автомобильной, аэрокосмической и смежных отраслях. Эта технология используется для фильтрации технологических жидкостей, таких как охлаждающие жидкости, чистые масла, промывочная вода и промышленные сточные воды. Фильтрующее оборудование обычно используется на производственных предприятиях, где используются обрабатывающие станки, такие как токарно-фрезерные станки с ЧПУ и шлифовальные станки. Фильтровальное оборудование BELKI обеспечивает эффективную очистку и фильтрацию, среди прочего, масляных загрязнений, алюминиевой, пластиковой и металлической стружки из технологических жидкостей. Кроме того, риск бактериального загрязнения снижается за счет удаления масляных пятен с поверхности ванны.
Фильтрующее оборудование обычно используется на производственных предприятиях, где используются обрабатывающие станки, такие как токарно-фрезерные станки с ЧПУ и шлифовальные станки. Фильтровальное оборудование BELKI обеспечивает эффективную очистку и фильтрацию, среди прочего, масляных загрязнений, алюминиевой, пластиковой и металлической стружки из технологических жидкостей. Кроме того, риск бактериального загрязнения снижается за счет удаления масляных пятен с поверхности ванны.
Оборудование для разделения и фильтрации смазочно-охлаждающих жидкостей
Ассортимент продукции BELKI широк и постоянно пополняется новыми, эффективными продуктами, полностью изготовленными из нержавеющей стали. Наши стандартные продукты для фильтрации и разделения технологических жидкостей:
- BELKI Smart Unit — мобильная комбинация ленточного фильтра с глубоким слоем, отделения масла и магнитной тонкой фильтрации
- BELKI Filter System (BFA) – модульные фильтрующие системы для фильтрации смазочно-охлаждающих жидкостей
- Глубокий ленточный фильтр — для фильтрации шлифовальных жидкостей, смазочно-охлаждающих и обезжиривающих средств от обрабатывающих станков и центральных систем
- Маслоотделитель – отделение масляных отходов от различных технологических жидкостей, таких как промывочные жидкости, обезжиривающие жидкости и смазочно-охлаждающие жидкости
- Магнитный фильтр – для тонкой магнитной фильтрации технологических жидкостей, содержащих, например, частицы от механической обработки или шлифования чугуна
- Встроенный магнитный фильтр (Ultra Mag) – для тонкой магнитной фильтрации твердых и ферритных частиц из технологических жидкостей в режущей промышленности
- Ленточный бумажный фильтр — простой и надежный фильтр для фильтрации технологических жидкостей
- BELKI Check System – автоматическое измерение и регулировка концентрации СОЖ в эмульсии
- Центральная система – индивидуальные байпасные или полнопоточные центральные системы, модульные конструкции из нашего ассортимента и содержащие несколько ступеней фильтрации
- Гидроциклоны – для разделения абразивных жидкостей
- Ленточный скиммер – для удаления поверхностного масла из обезжиривающих ванн или баков СОЖ с небольшими поверхностями
- Фильтровальная бумага – различные типы для бумажных ленточных фильтров и систем ленточных фильтров с глубоким слоем
- Насосы — например, для удаления плавающей стружки с поверхности ванны
Эксплуатация центральной системы
Центральные системы могут быть установлены на производствах, где используется больше шлифовальных станков или токарных и фрезерных станков с ЧПУ. Охлаждающие жидкости/смазочные материалы перекачиваются из каждой машины в центральную систему и очищаются от нежелательных частиц и случайного масла. Центральная система оснащена необходимыми ступенями фильтрации в зависимости от процесса, местных условий и требований к чистоте.
Охлаждающие жидкости/смазочные материалы перекачиваются из каждой машины в центральную систему и очищаются от нежелательных частиц и случайного масла. Центральная система оснащена необходимыми ступенями фильтрации в зависимости от процесса, местных условий и требований к чистоте.
В зависимости от применения используются разные уровни фильтрации. Для классической очистки смазочно-охлаждающих жидкостей это в основном фильтрация частиц через ленточные фильтры с глубоким слоем, часто в сочетании с магнитной фильтрацией, и отделение масла. Эффективность отделения нефти может поддерживаться микрофлотацией.
В процессах шлифования системы со скребковым резервуаром используются для очистки шлифовальной жидкости в центральной системе. Для тонкой фильтрации применяют гидроциклоны и автоматические магнитные фильтры.
В любом случае центральная система обеспечивает возможность автоматической доливки и регулировки концентрации концентрата охлаждающей жидкости. При желании концентрации и другие параметры, такие как значения pH, электропроводность, потребление воды и т. д., могут быть записаны и оценены.
д., могут быть записаны и оценены.
Мы поставляем байпасные и полнопоточные решения или их комбинацию.
Центральная система очистки смазочно-охлаждающей жидкости
Преимущества центральной системы – Смазочно-охлаждающая жидкость
- Ружая жидкости, поддерживаемая в оптимальных условиях
- Более длительный срок службы для инструментов
- Рабочее рабочую среду и снижение затрат на утилизацию отходов 2
- 9191919191919191919191919191919191919191919191919.ment. , более низкие затраты на техническое обслуживание и более длительный срок службы
Свяжитесь с Belmar сегодня, чтобы обсудить заявку на переработку и переработку отходов!
Мы может обеспечить лабораторные испытания, пилотные установки
и полноразмерные промышленные системы.
СОЖ
Типы смазочно-охлаждающих жидкостей и их применение |
СОЖ очень важны в процессах механической обработки. Они привыкли уменьшить влияние трения. Они также используются для отвода тепла в механообрабатывающие операции. Чрезмерное тепло может повредить микроструктуру металлов. Надлежащее использование охлаждающих жидкостей может обеспечить более высокие скорости съема металла. Охлаждающие жидкости могут также помогают улучшить качество деталей и точность размеров.
Студент сможет:
- Объясните важность смазочно-охлаждающих жидкостей при механической обработке.
- Объясните распространенные типы охлаждающих жидкостей.
- Выберите подходящую охлаждающую жидкость для различных операций обработки.
| Введение |
В настоящее время существует широкий выбор смазочно-охлаждающих жидкостей. Много новых охлаждающих жидкостей
были разработаны для удовлетворения потребностей в новых материалах, новых режущих инструментах и
новые покрытия на режущих инструментах. Цель операций механической обработки должна состоять в том, чтобы
повысить производительность и снизить затраты. Это достигается механической обработкой на
высочайшая практическая скорость при сохранении практической стойкости инструмента, уменьшении брака,
и изготовление деталей с желаемым качеством поверхности. Правильный выбор и использование
смазочно-охлаждающих жидкостей может помочь в достижении всех этих целей.
При механической обработке почти вся энергия, затрачиваемая на резание, превращается в
нагревать. Деформация металла с образованием стружки и трение стружки
скольжение по режущему инструменту приводит к выделению тепла. Основная функция резки
жидкости охлаждать инструмент, заготовку и стружку, уменьшать трение при скольжении
контакты, а также предотвращать или уменьшать приваривание или прилипание к контакту
кромки, вызывающие нарост на режущем инструменте или пластине. Смазочно-охлаждающие жидкости
также помогают предотвратить ржавчину и коррозию и смывают стружку.
Большинство магазинов стараются сократить количество различных типов жидкостей, которые они держать на складе. Они стараются запастись жидкостями с длительным сроком службы, не требующими постоянно меняется, не курите во время использования и не вызывает раздражения кожи. Один большое внимание. утилизация. Это очень затратно утилизировать смазочно-охлаждающие жидкости.
| СОЖ Назначение |
Охлаждение
Операции механической обработки выделяют тепло. Это тепло должно быть отведено от процесса. Стружка помогает отводить тепло от инструмента и заготовки. Охлаждающая жидкость забирает тепло от стружки инструмента и заготовки. Чтобы быть эффективной, жидкость должна быть способна очень быстро отдают тепло. Жидкость поглощает тепло и уносит его.
Смазка
При типичной операции механической обработки две трети тепла создается
сопротивление атомов заготовки сдвигу. Трение чипа
скольжение по поверхности режущего инструмента создает другую треть тепла.
Смазочно-охлаждающая жидкость с хорошими смазывающими свойствами может уменьшить трение стружка скользит по поверхности инструмента. Смазка фактически изменяет сдвиг угол, который уменьшает путь сдвига и производит более тонкую стружку. Хороший смазка также снижает внутреннее трение и тепло за счет меньшего молекулярного нарушение.
Преимущества — Эффективное использование охлаждающих жидкостей
| Повышение качества деталей | Использование смазочно-охлаждающих жидкостей снижает трение и выделение тепла. Удаление тепло предотвращает расширение заготовки во время обработки эксплуатации, что может привести к изменению размера, а также к повреждению микроструктура материалов. |
| Снижение затрат на инструменты | Надлежащее использование смазочно-охлаждающих жидкостей увеличивает срок службы инструмента, что снижает
затраты на оснастку. Увеличенный срок службы инструмента также снижает количество смен инструмента и время простоя.
что снижает трудозатраты. |
| Увеличение скорости резания и подачи | Режущие инструменты уменьшают трение и нагревание при механической обработке. Этот позволяет использовать высокие скорости и подачи для достижения оптимальной резки условия. |
| Улучшенная обработка поверхности | Эффективное использование смазочно-охлаждающих жидкостей способствует удалению стружки. Это предотвращает стружка от попадания между инструментом и заготовкой, где это вызывает царапины и плохое качество поверхности |
| Снижает рост бактерий | Бактерии могут сильно повлиять на смазочно-охлаждающие жидкости. Рост бактерий может превратить
прогорклая смазочно-охлаждающая жидкость. Присадки в охлаждающие жидкости помогают уменьшить последствия
бактерий, но важно, чтобы для смешения охлаждающей жидкости использовалась чистая вода. |
| Защита от ржавчины и коррозии | Смазочно-охлаждающие жидкости должны защищать инструмент, станок и заготовку. против ржавчины и коррозии. Смазочно-охлаждающая жидкость должна оставлять небольшой остаток пленка, которая остается после испарения воды. |
| Типы смазочно-охлаждающих жидкостей |
СОЖ можно разделить на четыре основные категории: прямая резка масла, смешиваемые с водой жидкости, газы и пастообразные или твердые смазочные материалы. Двое из трех (на химической основе и эмульсии) в основном состоят из воды. Качество воды имеет большое воздействие на охлаждающую жидкость. Очень жесткая вода (с высоким содержанием минералов) может вызвать ржавчина, пятна и коррозия машин и заготовок. Воду можно деионизировать для удаления примесей и минералов.
Вода – лучшая жидкость для охлаждения. Обладает лучшей способностью переносить тепло
прочь. Однако вода является очень плохой смазкой и вызывает ржавчину.
отлично подходит для смазки, но очень плохо для охлаждения. Нефть также легковоспламеняющийся.
Вы видите, что вода и масло обладают большой силой, но также и некоторыми большие слабости. Если объединить воду и масло, мы получим лучшее от обоих и минимизировать недостатки. Были разработаны водорастворимые жидкости, обладающие хорошими смазка, охлаждающая способность и устойчивость к ржавчине и коррозии. Эти жидкости обычно смешиваются в магазине. Крайне важно, чтобы направления смешивания и концентрации тщательно соблюдаются, чтобы получить максимальную пользу от охлаждающая жидкость.
| Водосмешиваемые СОЖ |
Эмульсии
Эмульсия — это термин, описывающий растворимые масла. Эмульсия представляет собой суспензию
капель масла в воде. Растворимые масла – это минеральные масла, содержащие
эмульгаторы. Эмульгаторы представляют собой мылоподобные материалы, которые позволяют маслу смешиваться с
вода. Эмульсии (растворимые масла) при смешивании с водой дают молочно-белый цвет.
охлаждающая жидкость. Бедная концентрация (больше безводного масла) обеспечивает лучшее охлаждение, но
меньше смазки. Богатые концентрации (меньше воды – больше масла) лучше
смазочные качества, но хуже охлаждение.
Доступны различные типы растворимых смазочно-охлаждающих жидкостей, включая масла, растворимые при экстремальном давлении. Их следует использовать для экстремальной обработки. условиях, когда необходимо уменьшить трение, когда инструмент и работа часть контактируют друг с другом.
Химические жидкости
Химические охлаждающие жидкости также являются смешиваемыми смазочно-охлаждающими жидкостями. Химические смазочно-охлаждающие жидкости
представляют собой предварительно концентрированные эмульсии, содержащие очень мало масла. Смесь химических жидкостей
очень легко с водой. Химические компоненты жидкости используются для повышения
смазка, бактериальный контроль, ржавчина и коррозионные характеристики. Там
доступны несколько типов химических охлаждающих жидкостей, включая охлаждающие жидкости для экстремальных условий эксплуатации.
условия резки.
Неактивные химические смазочно-охлаждающие жидкости обычно представляют собой прозрачные жидкости с высокой степенью ржавчины. ингибирование, высокое охлаждение и низкие смазывающие свойства. Активные химические жидкости включают смачивающие агенты. Они обладают отличным ингибитором ржавчины и умеренным смазывающие и охлаждающие свойства. Некоторые содержат добавки серы или хлора. для резки при экстремальном давлении.
Полухимические охлаждающие жидкости
Полухимические жидкости представляют собой комбинацию химической жидкости и эмульсии.
Они имеют более низкое содержание масла, но больше эмульгатора. Это делает капли масла
значительно меньше. Они имеют умеренную смазку и охлаждение и высокую степень ржавчины.
ингибирующие свойства. Иногда добавляют серу, хлор и фосфор.
улучшить противозадирные характеристики.
Масла для прямой резки
Смазочно-охлаждающие жидкости для прямой резки не смешиваются с водой. Смазочно-охлаждающие масла обычно смеси минерального масла и животных, растительных или морских масел для улучшения смачивающие и смазывающие свойства. Соединения серы, хлора и фосфора иногда добавляют для улучшения смазывающих свойств жидкости для приложения с экстремальным давлением. Существует два основных типа натуральных масел: активные и неактивный.
Неактивные масла для прямой резки
Неактивные масла содержат серу, которая очень прочно связана с маслом. Очень
в процессе обработки выделяется мало серы, которая вступает в реакцию с заготовкой.
Минеральные масла являются примером прямых масел. Минеральные масла обеспечивают превосходное
смазки, но плохо рассеивают тепло (отводят тепло от
режущий инструмент и заготовка). Минеральные масла особенно подходят для цветных металлов.
материалов, таких как алюминий, латунь и магний. Смеси минеральных масел
также используется в шлифовальных операциях для получения высокого качества поверхности на черных и
цветные материалы.
Масла Active Straight Cutting Oils
Активные масла содержат серу, которая не прочно связана с маслом. Сера высвобождается во время операции обработки, чтобы вступить в реакцию с заготовкой. Эти масла обладают хорошими смазывающими и охлаждающими свойствами. Специальные смеси с более высоким содержанием серы доступны для тяжелых операций механической обработки. Они есть рекомендуется для вязких низкоуглеродистых и хромистых сталей. Они широко используются при нарезании резьбы. Они также хороши для измельчения, так как помогают предотвратить шлифовальный круг от загрузки. Это увеличивает срок службы шлифовального круга.
Газы
Смазочно-охлаждающие жидкости и смешиваемые с водой типы смазочно-охлаждающих жидкостей являются наиболее распространенными. использовал. Иногда используют газы. Иногда используют сжатый воздух и инертные газы.
использовал. Также используются углекислый газ, фреон и азот иногда.
Пасты и твердые смазочные материалы
Можно использовать воски, пасты, мыла, графит и дисульфид молибдена. Это обычно применяется непосредственно к заготовке или инструменту, а в некоторых случаях пропитывают непосредственно инструмент, например шлифовальный круг. Один пример быть салом. Многие опытные подмастерья рекомендуют сало для слива.
| Использование смазочно-охлаждающих жидкостей в бурении Пресс-служба |
СОЖ следует направлять на место, где инструмент соприкасается с заготовкой. Это
следует заливать так, чтобы как можно больше жидкости достигало режущих кромок.
Оператор должен время от времени извлекать инструмент для удаления стружки. Самый лучший
Метод заключается в использовании инструментов со встроенными смазочными отверстиями. Это означает, что различные
доступны инструменты, которые подают охлаждающую жидкость через инструмент и непосредственно в
режущая кромка (см. рисунок 1). Это также помогает вымыть стружку из отверстия.
Рис. 1 Смазочные буры будут подавать смазочно-охлаждающую жидкость
непосредственно к режущим кромкам сверла.
| Использование СОЖ при фрезеровании Операции |
По возможности при фрезеровании следует использовать два сопла. Один сопло должен быть перед резаком и один позади. Вместе они охлаждают инструмент и заготовку и смыть стружку.
| Использование смазочно-охлаждающих жидкостей при точении Операции |
При точении охлаждающая жидкость должна подаваться в зону, где
производится чип. Для токарных и торцевых операций насадка должна быть
направлен так, чтобы охлаждающая жидкость подавалась непосредственно на инструмент. В тяжелых условиях
резки, рекомендуется использовать две насадки, одну над и одну под инструментом (см.
Фигура 2).
Рис. 2 При тяжелой резке рекомендуется направлять смазочно-охлаждающую жидкость
вверху и внизу зоны резания.
| Использование смазочно-охлаждающих жидкостей при шлифовании Операции |
При шлифовании выделяется много тепла, потому что круг содержит тысячи маленьких режущих кромок, каждая из которых выделяет тепло при резке. Заливной хладагент наиболее подходит при шлифовке. По возможности используйте две форсунки для подачи охлаждающей жидкости, одна слева и один справа от руля. Держите сопла как можно ближе к работать по возможности. Рекомендуется использовать фиктивный блок сбоку от заготовка. Это помогает получить достаточный запас охлаждающей жидкости для работы на начало разреза.
| |
При круглом шлифовании веерообразная насадка, немного шире следует использовать колесо. Это обеспечивает заливку всей шлифовальной поверхности.
При внутреннем шлифовании круг должен быть как можно большего размера. Колесо должен составлять примерно 75% диаметра отверстия в заготовке. Этот не дает много места для попадания охлаждающей жидкости в канал ствола. Убедитесь, что в канал ствола поступает достаточное количество охлаждающей жидкости.
| Материал | Фрезерование | Сверление | Нарезание резьбы | Токарная обработка |
Алюминий | Растворимое масло (96% воды) или минеральное масло | Растворимое масло (70-90% воды) | 25% масло на основе серы, смешанное с минеральным маслом | Масло минеральное с содержанием жира 10% (или) растворимого масла |
Латунь | Растворимое масло (96% воды) | Растворимое масло | 10-20% лярд-ойль с минеральным маслом | Минеральное масло 10% жирности |
Бронза | Растворимое масло | Растворимое масло | 30% лярд с минеральным маслом | Растворимое масло |
Легированная сталь | 10% лярд-ойль с 90% минерального масла | Растворимое масло | 30% лярд-ойл с 70% минерального масла | Базовое масло с содержанием серы 25 % и минеральным маслом 75 % |
Чугун | Сухой | Сухой | Сухое или 25% лярдовое масло с 80% минерального масла | Сухой |
Ковкий чугун | Растворимое масло | Растворимое масло | Растворимое масло | Растворимое масло |
Медь | Растворимое масло | Растворимое масло | Растворимое масло | Растворимое масло |
Низкоуглеродистая и инструментальная сталь | Растворимое масло | Растворимое масло | 25-40% лярд с минеральным маслом | 25% лярд-ойл с 75% минерального масла |
| Обслуживание охлаждающей жидкости |
Правильно обслуживайте систему охлаждения во время и после смешивания. Обязательно
допустить испарения. Для смешивания охлаждающих жидкостей в отдельном ведре добавьте желаемую
количество воды. Затем добавьте желаемое количество охлаждающей жидкости. Вылейте разведенную смесь в
поддон машины. Регулярно удаляйте плавающие масляные загрязнения. Эти масла отсекают
кислорода из хладагента, а некоторые могут смешиваться с хладагентом, уменьшая его
эффективность. Гидравлические жидкости и другие масла являются основными источниками
прогорклость. Нефтяной скиммер эффективно удалит эти масла, расширив поддон.
жизнь. Поддерживайте низкий уровень загрязнения. Особенно это касается шлифовки
приложений, потому что высокая стружка способствует росту бактерий и приводит к плохому
финиш. Не допускайте попадания посторонних предметов в охлаждающую жидкость в поддоне. окурки и
подобный мусор загрязнит охлаждающую жидкость и засорит систему. Попробуйте аэрировать охлаждающую жидкость
когда он не используется, чтобы биоциды могли выполнять свою работу. Испытайте и оцените охлаждающие жидкости на
постоянной основе. С помощью рефрактометра (рис. 5) проверьте разбавление охлаждающей жидкости.
уровни быстро и легко. Рефрактометры ручные, легкие, портативные
приборы, используемые для определения концентрации водорастворимых жидкостей, такие как
охлаждающие жидкости для станков, жидкости для термообработки, гидравлические жидкости, гальванические ванны,
моющие средства, антифриз, аккумуляторная кислота и биологические жидкости.
Рис. 5. Рефрактометр используется для измерения
разбавление охлаждающей жидкости.
очень просты в использовании. Просто нанесите несколько капель жидкости на призмы и поднесите устройство к источнику света. Посмотрите в окуляр и прочитайте масштаб. Для калибровки просто убедитесь, что призма чистая, и капните несколько капель водопроводной воды на призме. Разделительная линия должна быть на нуле. Если нет, поверните регулировочный винт до упора.
Помните, рефрактометры показывают по шкале Брикса, а не в процентах. Чтобы получить
фактический процент, вы должны умножить показание рефрактометра на значение вашей охлаждающей жидкости.
показатель преломления (в паспорте продукта). Для большинства растворимых масел индекс равен 1,
поэтому исх. чтение 5 x индекс 1 = 5% концентрации. Однако многие
полусинтетика, синтетика, шлифовальные жидкости и некоторые растворимые масла могут иметь
показатель преломления от 1,5 до 3. Таким образом, Ref. чтение 5 x индекс 1,75 = 8,75%
концентрация. Это наиболее важно для решений, предназначенных для работы на более низких
концентрации, которые имеют высокие индексы.
| Утилизация |
Всегда утилизируйте охлаждающие жидкости надлежащим образом. При использовании всех охлаждающих жидкостей проконсультируйтесь с вашим местный, государственный или регулирующий орган EPA для руководящих принципов.
Топ
Как масляный туман может повлиять на ваше здоровье
Люди, работающие на производственных предприятиях (металлообработка, фрезерование и механическая обработка), где используются смазочно-охлаждающие жидкости на масляной основе, подвергаются неблагоприятному воздействию масляного тумана на здоровье. Машины, используемые для производственных целей, такие как винтовые станки и обрабатывающие центры, бесцентровые шлифовальные станки и станки с ЧПУ, создают мелкодисперсный масляный туман, который содержит неизвестные присадки, вредные для здоровья человека. Обеспечение отсутствия масляного тумана крайне важно для обеспечения безопасности и чистоты на рабочем месте.
Что такое масляный туман
Масляный туман представляет собой мелкие частицы капель в воздухе размером более одного микрона, которые могут образовываться в результате образования эмульсий или масляного дыма. Эмульсии используются в качестве охлаждающей жидкости или смазки при обработке керамических или металлических материалов или для облегчения удаления стружки. Обычно они состоят на 90-95 процентов из воды, а остальная часть ее состава представляет собой растворимые химические вещества. Смазочно-охлаждающие жидкости на основе минерального масла в сочетании с водой или маслом образуют масляный дым, размер капель которого составляет менее одного микрона. Масляный туман от эмульсий и масляный дым одинаково вредны для здоровья. Эмульсии могут попасть в нос и дыхательное горло работника, их можно вдохнуть или проглотить, а масляный дым может попасть в легкие.
Воздействие масляного тумана может вызвать раздражение глаз, носа и горла. Масляный туман также может покрывать рабочую среду, создавая маслянистую и скользкую поверхность. Скользкие полы, инструменты и элементы управления могут рассматриваться как риски безопасности, которые потенциально могут привести к различным несчастным случаям на производстве.
Насколько масляный туман опасен для нашего здоровья
Длительное и многократное воздействие масляного тумана может представлять опасность для здоровья. Для защиты здоровья и благополучия работников на предприятии должна быть установлена эффективная система вентиляции. Поскольку миллионы людей со всего мира работают на производственных и промышленных объектах, крайне важно уменьшить, если не предотвратить, воздействие опасностей масляного тумана.
Ниже перечислены некоторые из наиболее распространенных проблем со здоровьем, связанных с воздействием высокой концентрации масляного тумана или масляного дыма:
Кожа:
- Контактный дерматит
- Масло от прыщей
- Экзема
- Светочувствительный аллергический дерматит
Дыхательная система:
- Ринит
- Бронхит
- Бронхиальная астма
- Липоидная пневмония
- Фиброз легких
- Рак легкого
Национальный институт охраны труда и здоровья (NIOSH) также добавил, что следует опасаться следующих симптомов:
- Раздражение глаз
- Одышка
- Лихорадка
- Рвота
- Учащенное сердцебиение или аритмия
- Ощущение жжения во рту, горле и желудке
Люди, работающие на производственных и промышленных объектах, подвергаются воздействию масляного тумана тремя путями: через кожу, через воздух и через рот. Тем не менее, кожа является наиболее частым путем воздействия. Эксперты по гигиене труда утверждают, что воздействие на кожу вызывает более трех четвертей всех профессиональных заболеваний. Хотя воздействие масляного тумана само по себе может быть опасным для здоровья, оно становится еще более опасным, когда другие посторонние материалы и химические вещества загрязняют взвешенное масло.
Как защитить своих рабочих
Хотя масляный туман, взвешенный в воздухе, может быть невидимым, явные признаки масляного тумана можно увидеть на поверхностях пола и стен, светильниках и оборудовании. Он также имеет легко узнаваемый запах.
NIOSH сообщил, что сотрудники, работающие рядом с оборудованием, использующим масляные жидкости, или в помещениях с неадекватными системами вентиляции, имеют более высокие шансы на воздействие тумана или аэрозолей при металлообработке. Кроме того, несоблюдение регулярного технического обслуживания оборудования также может увеличить риск воздействия масляного тумана.
Вот почему OSHA рекомендовало предприятиям внедрить комплексную программу управления системой смазочно-охлаждающих жидкостей, которая включает регулярный мониторинг и регистрацию смазочно-охлаждающих жидкостей, инженерный контроль масляного тумана, а также обучение и информирование сотрудников об опасностях, связанных с воздействием масляного тумана.
Другие эффективные способы снижения воздействия масляного тумана:
- Получение паспортов безопасности (SDS) от поставщика оборудования поможет вам узнать о рекомендуемых мерах предосторожности против воздействия масляного тумана.
- По возможности всегда выбирайте жидкости для металлообработки, содержащие наименее токсичные материалы.
- Поддерживать надлежащее использование биоцидов
- Регулярно очищайте станки и меняйте смазочно-охлаждающие жидкости
- Используйте правильную систему подачи жидкости для металлообработки, чтобы уменьшить количество образующегося водяного тумана
- Используйте охлаждающую жидкость для станков для резки, которая поставляется с визуальной точкой заливки охлаждающей жидкости и индикатором уровня.
 Выберите тот, объем охлаждающей жидкости которого соответствует правильному функционированию станка
Выберите тот, объем охлаждающей жидкости которого соответствует правильному функционированию станка - Используйте брызговики, чтобы избежать случайного распыления и разбрызгивания
- Уменьшить количество перегибов и изгибов трубопровода
- Форсунки следует использовать для оптимизации распределения охлаждающей жидкости
- Для поддержания качества воздуха в помещении установите соответствующую вытяжную и местную вытяжную вентиляцию. Это помогает предотвратить накопление и рециркуляцию переносимых по воздуху загрязняющих веществ и масляного тумана.
- Должны быть обеспечены средства индивидуальной защиты (СИЗ)
- Информируйте сотрудников о рисках для здоровья, связанных с воздействием масляного тумана, и поощряйте их сообщать о любых кожных или респираторных симптомах.
Почему вашей компании нужен эффективный уловитель масляного тумана
Если вы являетесь владельцем производственного или промышленного предприятия, здоровье ваших сотрудников должно быть одним из ваших главных приоритетов. Может быть общепринятым мнение, что фабрики — это грязные и нездоровые места для работы, но есть много вещей, которые вы можете сделать, чтобы защитить здоровье своих работников. Приобретение коллектора масляного тумана является одним из наиболее эффективных способов обеспечения рабочей среды без масляного тумана. К преимуществам использования коллектора масляного тумана относятся:
- Обеспечивает общую безопасность цеха. – Выходящий из машины масляный туман может прилипать к различным поверхностям. Это может снизить качество освещения и увеличить риск поскользнуться и упасть, а также пожароопасность.
- Предотвращает проблемы с кожей и дыхательными путями – Сборщики масляного тумана улучшают здоровье вашей рабочей силы, удаляя масляный туман из воздуха. Эти устройства устанавливаются на металлорежущие и шлифовальные станки, обеспечивая здоровое качество воздуха в помещении.
- Соответствует требованиям законодательства .