Физические основы вихретокового метода контроля: 24. Физические основы вихретокового метода нк (закон электромагнитной индукции, схемы замещения, особенности и области применения).
alexxlab | 20.06.2023 | 1 | Разное
24. Физические основы вихретокового метода нк (закон электромагнитной индукции, схемы замещения, особенности и области применения).
Вихретоковые методы основаны на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля
Закон электромагнитной индукции (М. Фарадей):
-во всяком замкнутом проводимом контуре с числом витков W при изменении потока Ф магнитной индукции В через площадь S, ограниченную этим контуром, возникает ЭДС индукции.
e=-w – правило Ленца.
ЭДС уменьшается при возрастании потока Ф.
ЭДС увеличивается при уменьшении Ф.
Распределение и плотность вихревых токов определяется источником магнитного поля.
Воздушный трансформатор (рис. 1.14‚а) можно представить
схемой
замещения (рис. 1.14,б)‚ на которой RBH
— вносимое в ка-
1.14,б)‚ на которой RBH
— вносимое в ка-
тушку активное сопротивление, обусловленное потерями энергии в
результате нагрева ОК вихревыми токами; Iвн — вносимая индуктивной, обусловленная изменением потока индуктивной катушки (обмотки возбуждения ВТП) за счет действия вихревых токов. Поскольку потокосце-
-пление из-за действия вихревых токов изменяется, индуктивность катушки при наличии вблизи её электропроводящего ОК также изменится. ПараметрыRBH и Iвн зависят от плотности и распределения вихревых токов.
Современный вихретоковый неразрушающий контроль позволяет диагностировать самые разные электропроводящие материалы. • Металлы.• Сплавы.• Графит.• Полупроводники. При помощи вихретокового неразрушающего контроля обнаруживают несплошности, измеряют точные размеры, выявляют вибрации, определяют физико-механические характеристики и состояние объектов.
25. Классификация вихретоковых преобразователей по типу преобразования параметров (общая схема классификации, определение и примеры).

По типу преобразования параметров ОК в выходной сигнал ВТП подразделяются на параметрические и трансформаторные. Преимущество параметрических ВТП заключается в их простоте, а недостаток, который значительно слабее выражен в трансформаторных ВТП, в зависимости выходного сигнала от температуры преобразователя.
26. Классификация вихретоковых преобразователей по способу соединения катушек (общая схема классификации, определение и примеры).
По способу соединения катушек ВТП бывают:
Абсолютные обмотки ВТП и дифференциальные обмотки. Абсолютной – выходной сигнал которого определяется
абсолютными значениями параметрами ОК
в зоне контроля. Абсолютные применяют
для измерения абсолютных параметров
ОК металла, измерения его размеров,
внешнего и внутреннего диаметра, толщина
покрытий, выявление и оценка дефектов.
При взаимодействии с дефектом сигнал
абсолютного ВТП зависит от размера
дефекта, а сигнал дифференциального
ВТП пропорционален изменению сигнала
от одного участка до другого.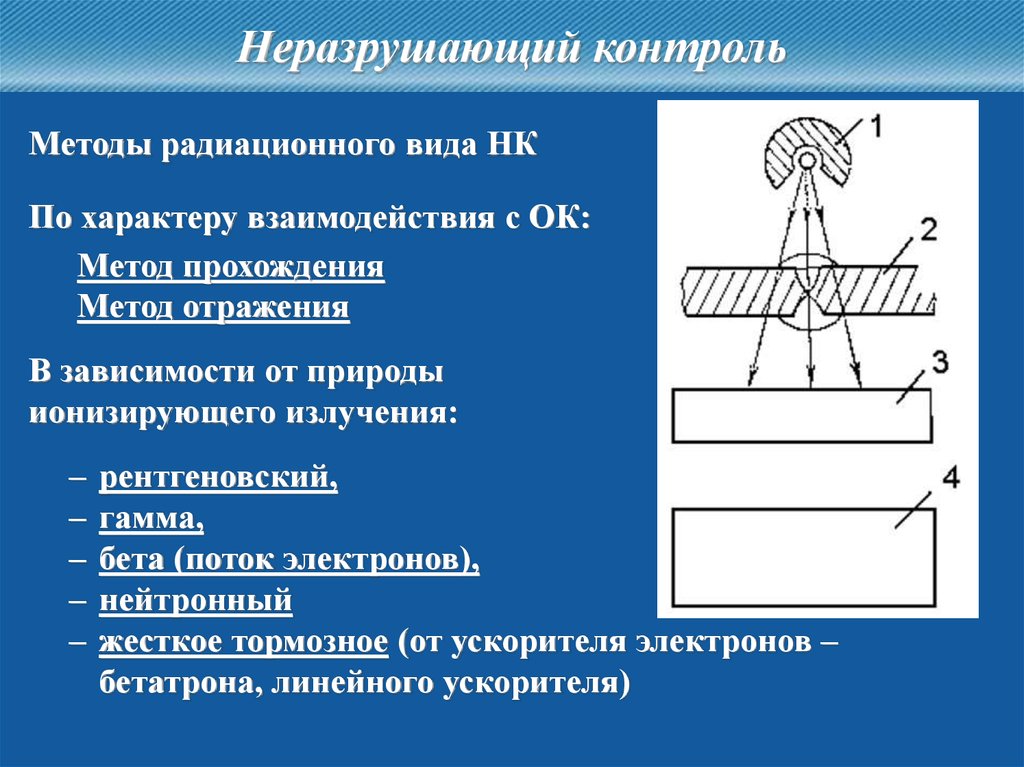
Дифференциальной называется совокупность двух ВТП, обмотки которых соединены так, что выходной сигнал определяется разностью параметров ОК на соответствующих его участках.
Дифференциальные применяют для дефектоскопии. Влияние магнитной неоднородности металла ослабляется значительно, т.к. ее изменение более плавное, чем нарушения сплошности. При контроле этими преобразователями сканируют в двух взаимно перпендикулярных направлениях.Абсолютный (а) и дифференциальный (б) трансформаторный ВТП:
1 – возбуждающие обмотки;
2 – измерительные обмотки; 3 – объект контроля
Методическая разработка лекции “Физические основы вихретокового контроля”
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
Лекции на тему «Физические основы вихретоковой дефектоскопии»
ПМ. 01:«ВИДЫ
И ТЕХНОЛОГИИ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО
01:«ВИДЫ
И ТЕХНОЛОГИИ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО
СОСТОЯНИЯ УЗЛОВ И ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА»
МДК 01.01. Слесарь по ремонту электроподвижного состава
Разработал:
Преподаватель
спец.дисциплин И.А.Ермишкин
ОЖЕРЕЛЬЕ 2020г.
С О Д Е Р Ж А Н И Е
Введение 3
1.
Вихревые токи 4
2. Поверхностный эффект 5
3. Распределение вихревых токов в контролируемых деталях 6
4. Взаимодействие катушки с контролируемой деталью 7
5. Вихретоковые преобразователи 8
В В Е Д Е Н И Е
Основу безопасности движения поездов составляет плано – предупредительная система ремонта. Одним из параметров при выполнении ремонтов локомотивов является неразрушающий контроль узлов и элементов локомотивов
В настоящее время в локомотивных депо используется несколько видов неразрушающего контроля:
1. Магнито – порошковый,
Магнито – порошковый,
2. Ультразвуковой
3. Вихретоковый
4. Капиллярный.
В локомотивных депо используются разные типы вихретоковых дефектоскопов, такие как ВД – 12НФМ, ВД – 13, ВД – 14, ВД – 15НФМ, ВД – 19, ВД – 20. Этот вид дефектоскопии нашел широкое распространение на предприятиях железнодорожного транспорта при контроле труднодоступных деталей и узлов.
Данный метод незаменим при производстве неразрушающего контроля сварных швов рам тележек и кузовов.
Целью методической разработки является изучение физических основ вихретокового контроля.
1. Физические основы вихретоковой дефектоскопии.
Вихретоковый метод неразрушающего контроля
основан на анализе взаимодействия внешнего электромагнитного поля с вихревыми
токами, наводимыми этим полем в контролируемой
детали. В качестве источника электромагнитного
поля чаще всего используется индуктивная катушка с синусоидальным током,
называемая вихретоковым преобразователем
(ВТП).
В общем случае вихретоковый преобразователь – устройство, состоящее из одной или нескольких индуктивных катушек, предназначенных для возбуждения в контролируемой детали вихревых токов и получения сигнала с преобразователя. В контролируемой детали с помощью вихретокового преобразователя возбуждаются вихревые токи. Распределение вихревых токов по поверхности детали и их величина в областях с дефектами и без дефектов различны, поэтому по изменению сигнала преобразователя можно судить о наличии дефекта.
Вихретоковый метод контроля применим для электропроводящих магнитных и немагнитных материалов.
При ВТК используются законы электротехники:
– закон электромагнитной индукции,
– закон самоиндукции и взаимоиндукции,
– законы работы колебательного контура (конденсатор – катушка).
1. Вихревые токи
Вихревые токи – это
индукционные токи, возникающие в массивных электропроводящих материалах при
воздействии на них изменяющегося магнитного поля. Плотность вихревых токов j зависит от электрической проводимости
и магнитной проницаемости материала. В проводниках плотность электрического тока
j связана с напряженностью электрического поля Е законом Ома:
Плотность вихревых токов j зависит от электрической проводимости
и магнитной проницаемости материала. В проводниках плотность электрического тока
j связана с напряженностью электрического поля Е законом Ома:
j = σ * Е,
где σ – удельная электрическая проводимость.
Величина, обратная удельной электрической проводимости, ρ =1/σ, называется удельным электрическим сопротивлением. Для большинства металлов и сплавов σ, а следовательно, и ρ – постоянные величины, поэтому для них зависимость плотности тока от напряженности электрического поля линейная.
2.Поверхностный эффект
Вихревые токи
создают вторичное электрическое поле, которое в соответствии с правилом Ленца
направлено против электрического поля возбуждения. Поэтому по мере углубления в
электропроводящий материал амплитуда результирующего электрического поля
уменьшается. Глубина проникновения вихревых токов зависит от частоты
возбуждающего электрического тока и электромагнитных свойств металла. Условной
глубиной проникновения вихревых токов
Условной
глубиной проникновения вихревых токов
где: f – частота тока, Герц (Гц) ;
σ – удельная электрическая проводимость, Ом-1*м-1;
μ – относительная магнитная проницаемость металла.
Из этой формулы следует, что с увеличением частоты возбуждающего тока глубина проникновения вихревых токов уменьшается. При f = 100 кГц вихревые токи проникают в ферромагнитные материалы на глубину от 2 до 10 мм, при f = 1 МГц – от 0,5 до 5 мм.
Значения условной глубины проникновения вихревых токов при частоте возбуждающего тока 50, 104 и 106 Гц для различных металлов приведены в таблице 1.
Таблица №1.
Металл
| Глубина проникновения вихревых токов, мм, при частоте
| ||
50 Гц | 104 Гц | 106 Гц | |
Металл | 9,4 | 0,66 | 0,066 |
Алюминий | 12,4 | 0,84 | 0,084 |
Латунь | 19,5 | 1,37 | 0,137 |
Стали конструкционные | 1,3 | 0,09 | 0,009 |
3. Распределение
вихревых токов в контролируемых деталях
Распределение
вихревых токов в контролируемых деталях
Распределение плотности вихревого тока j в поверхностном слое детали зависит от конструкции преобразователя, частоты f возбуждающего электрического тока и зазора h между преобразователем и деталью. С увеличением частоты возбуждающего тока глубина проникновения вихревых токов уменьшается, что приводит к увеличению плотности вихревых токов в поверхностном слое детали (рис. 1) .
Рис. 1. Распределение плотности вихревых токов по глубине z детали в зависимости от частоты возбуждающего тока.
Кривая 1 соответствует частоте f1 , кривая 2 – частоте f2.
При вихретоковом контроле
частоту возбуждающего тока выбирают в зависимости от
параметра шероховатости поверхности детали. При контроле деталей с обработанной поверхностью применяют возбуждающий ток с
более высокой частотой f1,
чем при контроле деталей с необработанной поверхностью f2 (рис. 2, а и б), что позволяет
выявлять мелкие поверхностные дефекты.
2, а и б), что позволяет
выявлять мелкие поверхностные дефекты.
При контроле деталей с грубой необработанной поверхностью применяют возбуждающий ток с частотой f2 < f 1 что обеспечивает выявление более глубоких дефектов.
4. Взаимодействие катушки с контролируемой деталью
Основным элементом любого вихретокового дефектоскопа является катушка индуктивности. Если пренебречь межвитковой емкостью, полное сопротивление катушки будет определяться активным Ro и индуктивным ωL0 сопротивлением.
Реакция катушки на
контролируемую деталь зависит свойств материала детали. Если деталь изготовлена
из немагнитного металла, помещение на нее катушки
приедет к дополнительным потерям в
виде нагрева и к уменьшению индуктивности. Индуктивность уменьшается из – за того,
что магнитный поток вихревых токов направлен против магнитного потока катушки.
Если деталь выполнена из
ферромагнитного металла, то появляются потери перемагничивание и имеет место некоторое увеличение индуктивности за счет достаточно большой магниткой проницаемости детали.
Индуктивность уменьшается из – за того,
что магнитный поток вихревых токов направлен против магнитного потока катушки.
Если деталь выполнена из
ферромагнитного металла, то появляются потери перемагничивание и имеет место некоторое увеличение индуктивности за счет достаточно большой магниткой проницаемости детали.
Если при перемещении катушки по поверхности детали под катушкой появится трещина, то из-за изменений вихревых токов и магнитной проницаемости в области трещины потери в катушке и ее индуктивность резко изменятся. Анализируя эти изменения, можно установить наличие дефекта.
В случае малых трещин
изменения основных параметров катушки будут небольшими
и невозможно будет достичь необходимой чувствительности преобразователя на основе одной катушки. Для повышения чувствительности катушку включают в резонансный контур или в различные
дифференциальные схемы. Кроме того, чувствительность катушки повышается, если
в нее вставить ферромагнитный сердечник (обычно
ферритовый). Связано это с тем, что с увеличением индуктивности увеличивается добротность
контура и, как следствие этого, увеличивается
крутизна резонансной и фазовой характеристик контура.
Связано это с тем, что с увеличением индуктивности увеличивается добротность
контура и, как следствие этого, увеличивается
крутизна резонансной и фазовой характеристик контура.
В случае резонансного контура наличие трещины влияет на все основные его свойства – резонансную частоту, добротность и фазовую характеристику.
5. Вихретоковые преобразователи
В настоящее время разработано большое число типов и разновидностей вихретоковых преобразователей (ВТП). Для более правильного использования целесообразно их классифицировать. Существует несколько различных классификационных признаков. По способу формирования выходного сигнала ВТП подразделяются на параметрические и трансформаторные.
Параметрический ВТП представляет собой катушку индуктивности. В отверстие катушки для усиления магнитного поля может быть вставлен ферритовый сердечник (рис. 3).
Переменный электрический ток I в катушке создает магнитный поток преобразователя
Фп (рис. 4), который при отсутствии
контролируемой детали зависит от частоты электрического тока, геометрических
размеров и формы катушки, а также относительной магнитной проницаемости μ среды внутри катушки.
4), который при отсутствии
контролируемой детали зависит от частоты электрического тока, геометрических
размеров и формы катушки, а также относительной магнитной проницаемости μ среды внутри катушки.
В катушке без сердечника (в воздухе) μ = l. Внутри катушки с сердечником μ и магнитный поток Фп больше, чем без сердечника.
При установке параметрического ВТП на деталь под катушкой в металле возбуждаются вихревые токи IВТ (рис. 5), которые создают собственный магнитный поток Фвт, взаимодействующий с магнитным потоком катушки преобразователя Фп.
Полное электрическое сопротивление катушки
При наличии в металле дефекта в виде трещины изменяются траектории и значения вихревых токов IВТ (рис. 6) и, соответственно, магнитный поток Фвт.
6) и, соответственно, магнитный поток Фвт.
Результирующий магнитный поток и полное электрическое сопротивление Z катушки зависят от формы и размеров дефекта и электромагнитных свойств металла контролируемой детали. Анализ изменения полного электрического сопротивления катушки позволяет выявить наличие дефекта.
Преимущество параметрических ВТП заключается в их простоте, а недостаток — в зависимости выходного сигнала от температуры преобразователя.
Трансформаторный ВТП имеет не менее двух катушек, одна из которых (возбуждающая) служит для создания электромагнитного
поля и вихревых токов в детали, а другая (измерительная) –
для измерения э.д.с., наводимой в ней результирующим магнитным потоком (рис. 7).
7).
На обмотку возбуждающей катушки подается переменный ток I, создающий переменный магнитный поток, в результате чего в обмотках измерительных катушек индуцируются э.д.с. е1 и е2. Обмотки измерительных катушек включены последовательно встречно, при этом сигнал разбаланса Δе = e1 – e2.
При положении преобразователя в воздухе вдали от металла детали (рис. 8) сигнал разбаланса Δе0 ~ 0 (преобразователь сбалансирован).
При расположении преобразователя над
бездефектным участком детали (рис. 9) в поверхностном слое
металла возбуждаются вихревые токи, которые создают собственное магнитное поле, воздействующее на нижнюю измерительную обмотку. При этом на выходе преобразователя возникает сигнал разбаланса Δем > 0, амплитуда и сдвиг фазы φ1 которого
относительно напряжения возбуждения зависят от
электромагнитных свойств металла.
9) в поверхностном слое
металла возбуждаются вихревые токи, которые создают собственное магнитное поле, воздействующее на нижнюю измерительную обмотку. При этом на выходе преобразователя возникает сигнал разбаланса Δем > 0, амплитуда и сдвиг фазы φ1 которого
относительно напряжения возбуждения зависят от
электромагнитных свойств металла.
Рис. 9. Взаимодействие трансформаторного ВТП с деталью без дефекта (а)
и временные диаграммы напряжения на обмотке возбуждения
и сигнала разбаланса (б):
Д – деталь; I – ток в обмотке возбуждения; IВТ – вихревой ток; Фп – магнитный поток ВТП; Фвт – магнитный поток вихревых токов;
e1 и е2 – э. д.с верхней и нижней обмоток; Δе – сигнал разбаланса; υ0 – напряжение на обмотке возбуждения; φ1 – сдвиг фазы
д.с верхней и нижней обмоток; Δе – сигнал разбаланса; υ0 – напряжение на обмотке возбуждения; φ1 – сдвиг фазы
Рис. 10. Взаимодействие трансформаторного ВТП с деталью при наличии трещины (а) и временные диаграммы напряжения на обмотке возбуждения и сигнала разбаланса (б)
Д – деталь; I – ток в обмотке возбуждения; IВТ – вихревой ток; Фп – магнитный поток ВТП; Фвт – магнитный поток вихревых токов; e1 и е2 – э.д.с верхней и нижней обмоток; Δе – сигнал разбаланса; υ0 – напряжение на обмотке возбуждения; φ2 – сдвиг фазы; Т – трещина
При расположении преобразователя над трещиной
в металле детали (рис. 10) изменяется амплитуда и сдвиг фазы ф2 сигнала разбаланса Δем относительно
напряжения возбуждения Uo. Изменение электромагнитных свойств металла также влияет
на амплитуду и фазу сигнала разбаланса. При этом возможны ложные срабатывания индикаторов дефектоскопа, для исключения которых обычно
предусматривается автоматическая отстройка.
10) изменяется амплитуда и сдвиг фазы ф2 сигнала разбаланса Δем относительно
напряжения возбуждения Uo. Изменение электромагнитных свойств металла также влияет
на амплитуду и фазу сигнала разбаланса. При этом возможны ложные срабатывания индикаторов дефектоскопа, для исключения которых обычно
предусматривается автоматическая отстройка.
В зависимости от расположения ВТП по отношению к ‘детали их делят на накладные и проходные.
Накладные ВТП располагают вблизи поверхности детали, они имеют одну или несколько измерительных обмоток (рис. 11). Накладными ВТП контролируют в основном объекты с плоскими поверхностями и объекты сложной формы. Они применяются также в тех случаях, когда требуется обеспечить локальность и высокую чувствительность контроля.
Рис. 11 Накладные
ВТП
11 Накладные
ВТП
Оси накладных ВТП располагают перпендикулярно к поверхности детали, т. е. их прикладывают торцом к детали. Однако возможно продольное расположение накладного ВТП, когда оси измерительных катушек направлены вдоль поверхности детали – продольные накладные ВТП. Продольные накладные ВТП (см. рис. 11, в) обычно применяют для контроля расслоений деталий с покрытиями или других многослойных изделий.
Накладные ВТП могут быть и экранными (рис. 11, г), когда возбуждающие и измерительные катушки располагаются по разные стороны детали. Экранные накладные ВТП применяют при контроле листов, пластин, лент и других объектов, к которым возможен двусторонний доступ.
Катушки накладных ВТП могут быть круглыми
коаксиальными, прямоугольными, прямоугольными крестообразными, с взаимно перпендикулярными осями и др. Накладные ВТП выполняются
с ферромагнитными сердечниками и без них.
Благодаря ферромагнитному сердечнику
(обычно ферритовому) повышается чувствительность к изменению контролируемых параметров и формируется электромагнитное поле заданной топологии. Очень часто сердечники используют для
локализации магнитного поля с целью
уменьшения зоны контроля.
Очень часто сердечники используют для
локализации магнитного поля с целью
уменьшения зоны контроля.
| ||||
Проходные ВТП подразделяются на наружные, внутренние
и экранные. Проходные ВТП делятся на трансформаторные (рис. 12) и
параметрические (рис. 13).
12) и
параметрические (рис. 13).
Основной особенностью наружных проходных ВТП является то, что катушки ВТП обхватывают деталь (рис. 12, а и 13, б). Катушки внутренних проходных ВТП вводят внутрь детали и чаще всего эти ВТП служат для контроля труб (рис. 12, и 13, в). В экранных проходных ВТП (рис. 12, в ) возбуждающие и измерительные катушки располагают по разные стороны детали. Очевидно, что наружными и внутренними могут быть как параметрические, так и трансформаторные ВТП, а экранными — только трансформаторные.
Приведенная классификация ВТП далеко не полностью характеризует широкие возможности контроля с их помощью различных геометрических и электромагнитных параметров детали, а также обнаружения различных дефектов и определения их параметров.
Вихретоковый контроль — подробное руководство
Вихретоковый контроль — это метод неразрушающего контроля (НК), используемый для различных целей, в том числе для обнаружения дефектов, измерения толщины материала и покрытия, идентификации материала и установления условий термообработки. определенных материалов.
определенных материалов.
Содержание
- Что такое вихретоковый контроль?
- Как работает вихретоковый контроль?
- Стандарты и калибровка
- Преимущества
- Ограничения
- Приложения
- Массив вихревых токов
- Преимущества вихретоковой решетки
- Ограничения вихретоковой решетки
- Импульсный вихревой ток
- Тематические исследования
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Вихретоковый контроль — это один из нескольких методов неразрушающего контроля, использующих принцип электромагнетизма для обнаружения дефектов в проводящих материалах. Специально разработанная катушка, питаемая переменным током, помещается рядом с испытуемой поверхностью, создавая изменяющееся магнитное поле, которое взаимодействует с испытуемой деталью и создает поблизости вихревые токи.
Изменения в изменяющихся фазах и величине этих вихревых токов затем контролируются с помощью приемной катушки или путем измерения изменений переменного тока, протекающего в первичной катушке возбуждения.
Изменения электропроводности, магнитной проницаемости испытуемой детали или наличие любых неоднородностей вызовут изменение вихревого тока и соответствующее изменение фаз и амплитуды измеряемого тока. Изменения отображаются на экране и интерпретируются для выявления дефектов.
Процесс основан на характеристике материала, известной как электромагнитная индукция. Когда переменный ток проходит через проводник — например, медную катушку — вокруг катушки создается переменное магнитное поле, которое расширяется и сужается по мере того, как переменный ток нарастает и спадает. Если затем катушку приблизить к другому электрическому проводнику, флуктуирующее магнитное поле, окружающее катушку, проникает в материал и, согласно закону Ленца, индуцирует вихревой ток в проводнике. Этот вихревой ток, в свою очередь, создает собственное магнитное поле. Это «вторичное» магнитное поле противостоит «первичному» магнитному полю и, таким образом, влияет на ток и напряжение, протекающие в катушке.
Любые изменения проводимости исследуемого материала, такие как поверхностные дефекты или различия в толщине, будут влиять на величину вихревого тока. Это изменение обнаруживается с помощью либо первичной катушки, либо вторичной катушки детектора, что составляет основу метода вихретокового контроля.
Проницаемость – это легкость, с которой материал может намагничиваться. Чем больше проницаемость, тем меньше глубина проникновения. Немагнитные металлы, такие как аустенитные нержавеющие стали, алюминий и медь, имеют очень низкую магнитную проницаемость, тогда как ферритные стали имеют магнитную проницаемость в несколько сотен раз выше.
Плотность вихревых токов выше, а чувствительность к дефектам наибольшая на поверхности и уменьшается с глубиной. Скорость снижения зависит от «проводимости» и «проницаемости» металла. Электропроводность материала влияет на глубину проникновения. Существует больший поток вихревых токов на поверхности металлов с высокой проводимостью и уменьшение проникновения в такие металлы, как медь и алюминий.
Глубину проникновения можно изменять, изменяя частоту переменного тока – чем ниже частота, тем больше глубина проникновения. Следовательно, высокие частоты можно использовать для обнаружения приповерхностных дефектов, а низкие частоты — для обнаружения более глубоких дефектов. К сожалению, при уменьшении частоты для обеспечения большего проникновения снижается и чувствительность обнаружения дефектов. Поэтому для каждого теста существует оптимальная частота, обеспечивающая требуемую глубину проникновения и чувствительность.
Рис. 1. Сигнал бездефектного образца.
Все системы должны быть откалиброваны с использованием соответствующих эталонных стандартов – как и для любого метода неразрушающего контроля, и это является неотъемлемой частью любой процедуры вихретокового контроля. Калибровочные образцы должны быть из того же материала, условий термообработки, формы и размера испытуемого изделия.
Для обнаружения дефектов калибровочный образец содержит искусственные дефекты, имитирующие дефекты, тогда как для обнаружения коррозии калибровочный образец имеет разную толщину. Вихретоковый метод требует высококвалифицированного оператора – обучение имеет важное значение.
Вихретоковый метод требует высококвалифицированного оператора – обучение имеет важное значение.
Рисунок 2. Проверка чувствительности к вихревым токам.
- Возможность обнаружения поверхностных и приповерхностных трещин размером до 0,5 мм
- Способность обнаруживать дефекты через несколько слоев, включая непроводящие поверхностные покрытия, без помех от плоских дефектов
- Бесконтактный метод, позволяющий проводить осмотр высокотемпературных поверхностей и подводных поверхностей
- Эффективен на объектах испытаний с физически сложной геометрией
- Обеспечивает немедленную обратную связь
- Портативное и легкое оборудование
- Быстрая подготовка – поверхности требуют минимальной предварительной очистки, а контактная жидкость не требуется
- Возможность измерения электропроводности тест-объектов
- Может быть автоматизирован для проверки однородных деталей, таких как колеса, котельные трубы или диски авиационных двигателей
- Может использоваться только на токопроводящих материалах
- Глубина проникновения переменная
- Очень чувствителен к изменениям магнитной проницаемости, что затрудняет контроль сварных швов из ферромагнитных материалов, но с современными цифровыми дефектоскопами и конструкцией датчика это возможно
- Невозможно обнаружить дефекты, параллельные поверхности объекта контроля
- Требуется тщательная интерпретация сигналов, чтобы различать релевантные и нерелевантные показания
- Обнаружение дефектов, включая:
Дефекты разрушения поверхности
Линейные дефекты (глубиной до 0,5 мм и длиной 5 мм)
Трещины
Непровары
Общая коррозия (особенно в авиационной промышленности при проверке обшивки самолетов) - Другие применения
Идентификация как черных, так и цветных металлов и некоторых сплавов, в частности алюминиевых сплавов
Установление условий термообработки
Определение того, является ли покрытие непроводящим
Проверка термообработки металлов
Вихретоковая матрица (ЭВТ) представляет собой сборку одиночных вихретоковых датчиков или катушек, которые мультиплексируются в определенном порядке для получения требуемой чувствительности. Существует множество различных конструкций вихретоковых преобразователей, включая гибкие датчики, датчики с мягкой подкладкой или подпружиненные пальцы.
Существует множество различных конструкций вихретоковых преобразователей, включая гибкие датчики, датчики с мягкой подкладкой или подпружиненные пальцы.
Рис. 3. Калибровка вихретокового оборудования.
- Многочастотный подход – возможность одновременного контроля объекта испытаний с несколькими центральными частотами – позволяет пользователю выбрать наиболее оптимальную центральную частоту для контроля
- Пост-анализ результатов — встроенное программное обеспечение оборудования позволяет использовать фильтры и другие процессы для выделения или скрытия определенных функций
- Для вихретокового контроля используется передовое оборудование, требующее дополнительного обучения оператора
- Более длительное время настройки, чем при обычном вихретоковом контроле
В импульсном вихретоковом испытании используется тот же принцип, что и в обычном вихретоковом испытании, и разрабатываются методы исследования поверхностей через защитные покрытия, атмосферостойкие покрытия, продукты коррозии и изоляционные материалы с использованием импульсных вихретоковых методов.
Введение в вихретоковый контроль
Магнетизм, лежащий в основе электродвигателей и генераторов, реле и стереодинамиков, также является силой, которая делает возможным создание важной категории инструментов неразрушающего контроля, называемых вихретоковыми контрольными приборами. Вихретоковый контроль (ВЭ) — это бесконтактный метод контроля металлических деталей.
Вихревые токи представляют собой поля переменного магнитного тока, которые создаются, когда переменный электрический ток проходит через одну или несколько катушек в узле зонда. Когда зонд помещается близко к проверяемой детали, переменное магнитное поле индуцирует вихревые токи в проверяемой детали. Неоднородности или изменения свойств испытуемой детали изменяют поток вихревых токов и обнаруживаются контрольным датчиком, что позволяет измерять толщину материала или обнаруживать такие дефекты, как трещины и коррозия.
За прошедшие годы технология датчиков и обработка данных продвинулись до такой степени, что вихретоковый контроль признан быстрым, простым и точным. В настоящее время эта технология широко используется в аэрокосмической, автомобильной, нефтехимической и энергетической отраслях для обнаружения поверхностных или приповерхностных дефектов в таких материалах, как алюминий, нержавеющая сталь, медь, титан, латунь, сплавы Inconel® и даже углерод. стали (только поверхностные дефекты). В этой статье мы расскажем, что такое вихретоковый контроль, как он работает, а также общие приложения и методы тестирования. Вы можете найти более подробную информацию о вихретоковом контроле в нашем руководстве.
В настоящее время эта технология широко используется в аэрокосмической, автомобильной, нефтехимической и энергетической отраслях для обнаружения поверхностных или приповерхностных дефектов в таких материалах, как алюминий, нержавеющая сталь, медь, титан, латунь, сплавы Inconel® и даже углерод. стали (только поверхностные дефекты). В этой статье мы расскажем, что такое вихретоковый контроль, как он работает, а также общие приложения и методы тестирования. Вы можете найти более подробную информацию о вихретоковом контроле в нашем руководстве.
Как работает вихретоковый контроль
Вихретоковый контроль основан на физическом явлении электромагнитной индукции. В вихретоковом датчике переменный ток протекает через проволочную катушку и создает колеблющееся магнитное поле. Если датчик и его магнитное поле приблизить к проводящему материалу, такому как металлический образец для испытаний, круговой поток электронов, известный как вихревой ток, начнет двигаться через металл, как водоворот в потоке. Этот вихревой ток, протекающий через металл, в свою очередь, создает собственное магнитное поле, которое взаимодействует с катушкой и ее полем через взаимную индуктивность.
Этот вихревой ток, протекающий через металл, в свою очередь, создает собственное магнитное поле, которое взаимодействует с катушкой и ее полем через взаимную индуктивность.
Изменения толщины металла или дефекты, такие как приповерхностные трещины, прерывают или изменяют амплитуду и форму вихревых токов и результирующего магнитного поля. Это, в свою очередь, влияет на движение электронов в катушке, изменяя электрический импеданс катушки. Вихретоковый прибор отображает изменения амплитуды импеданса и фазового угла, которые может использовать обученный оператор для выявления изменений в образце для испытаний.
Плотность вихревых токов самая высокая вблизи поверхности детали, поэтому это область с самым высоким разрешением теста. Стандартная глубина проникновения определяется как глубина, на которой плотность вихревого тока составляет 37 % от его поверхностного значения, что, в свою очередь, может быть рассчитано на основе частоты испытаний, магнитной проницаемости и проводимости испытуемого материала. Таким образом, изменения проводимости испытуемого материала, его магнитной проницаемости, частоты импульсов переменного тока, управляющих катушкой, и геометрии катушки — все это влияет на чувствительность, разрешение и проникновение теста.
Таким образом, изменения проводимости испытуемого материала, его магнитной проницаемости, частоты импульсов переменного тока, управляющих катушкой, и геометрии катушки — все это влияет на чувствительность, разрешение и проникновение теста.
Существует множество факторов, которые могут повлиять на возможности вихретокового контроля. Вихревые токи, проходящие в материалах с более высокими значениями проводимости, более чувствительны к поверхностным дефектам, но имеют меньшее проникновение в материал, при этом проникновение также зависит от частоты испытания. Более высокие испытательные частоты увеличивают разрешение вблизи поверхности, но ограничивают глубину проникновения, в то время как более низкие испытательные частоты увеличивают проникновение. Катушки большего размера контролируют больший объем материала из любого заданного положения, поскольку магнитное поле проходит глубже в испытуемый образец, в то время как катушки меньшего размера более чувствительны к небольшим дефектам. Изменения проницаемости материала создают шум, который может ограничивать разрешение дефектов из-за больших изменений фона.
Изменения проницаемости материала создают шум, который может ограничивать разрешение дефектов из-за больших изменений фона.
Хотя проводимость и проницаемость являются свойствами испытуемого материала, которые не зависят от оператора, частота испытаний, тип и размер катушки могут быть выбраны в зависимости от требований к испытаниям. В данном тесте разрешение определяется типом датчика, а способность обнаружения контролируется характеристиками материала и оборудования. Некоторые проверки включают просмотр на нескольких частотах для оптимизации результатов или проверку несколькими датчиками для получения наилучшего разрешения и проникновения, необходимых для обнаружения всех возможных дефектов. Всегда важно выбрать правильный датчик для каждого приложения, чтобы оптимизировать производительность теста.
Вихретоковое испытательное оборудование
В то время как в некоторых старых вихретоковых приборах использовались простые аналоговые дисплеи, стандартный формат теперь представляет собой график плоскости импеданса, на котором сопротивление катушки отображается по оси x в зависимости от индуктивного сопротивления по оси y. Вариации на графике соответствуют вариациям в тестовом образце. Например, на приведенном ниже дисплее показана установка для проверки поверхностных трещин в алюминии. Верхняя кривая представляет поверхностную трещину глубиной 0,04 дюйма, средняя кривая — трещину глубиной 0,02 дюйма, а самая маленькая кривая — трещину глубиной 0,008 дюйма. Горизонтальная линия — это отрыв, при котором зонд был «занулен» (сбалансирован) на алюминиевой части, и когда он поднимается в воздух, сигнал перемещается прямо влево. Эта проверка проводится с помощью щупа-карандаша.
Вариации на графике соответствуют вариациям в тестовом образце. Например, на приведенном ниже дисплее показана установка для проверки поверхностных трещин в алюминии. Верхняя кривая представляет поверхностную трещину глубиной 0,04 дюйма, средняя кривая — трещину глубиной 0,02 дюйма, а самая маленькая кривая — трещину глубиной 0,008 дюйма. Горизонтальная линия — это отрыв, при котором зонд был «занулен» (сбалансирован) на алюминиевой части, и когда он поднимается в воздух, сигнал перемещается прямо влево. Эта проверка проводится с помощью щупа-карандаша.
Этот дисплей будет считаться калибровкой прибора. После того, как параметры установлены, их нельзя изменять во время проверки. Контрольные измерения полностью зависят от сравнения сигнала с эталонной калибровкой.
Другой распространенный тест включает измерение непроводящих покрытий, таких как краска, нанесенная на металлы. На приведенном ниже экране показано неметаллическое покрытие алюминия. Для этого применения зонд «обнуляется» (уравновешивается) в воздухе, а затем помещается на образец. В верхней строке показан сигнал на алюминии без покрытия. Вторая строка вниз — это покрытие толщиной 0,004 дюйма, затем — покрытие толщиной 0,008 дюйма, а нижняя строка — покрытие толщиной 0,012 дюйма. Чтобы создать это изображение, положение отображения должно было изменяться между каждым измерением, чтобы отобразить разделение между каждым сигналом. После того, как эта калибровка выполнена, инспектор измеряет материал и следит за расстоянием, которое сигнал проходит через экран. Сигналы тревоги могут использоваться для предупреждения инспектора, когда покрытие слишком толстое или слишком тонкое.
В верхней строке показан сигнал на алюминии без покрытия. Вторая строка вниз — это покрытие толщиной 0,004 дюйма, затем — покрытие толщиной 0,008 дюйма, а нижняя строка — покрытие толщиной 0,012 дюйма. Чтобы создать это изображение, положение отображения должно было изменяться между каждым измерением, чтобы отобразить разделение между каждым сигналом. После того, как эта калибровка выполнена, инспектор измеряет материал и следит за расстоянием, которое сигнал проходит через экран. Сигналы тревоги могут использоваться для предупреждения инспектора, когда покрытие слишком толстое или слишком тонкое.
Второй способ измерения толщины непроводящего покрытия на проводящем материале – это использование возможностей измерения проводимости приборов Olympus NORTEC™ серии 600 (модели N600C, N600S и N600D). В этом измерении используется специальный датчик проводимости, который отображает показанный ниже экран вместо стандартного экрана импеданса, показанного выше. Это измерение чаще всего используется для определения проводимости материала, но оно также позволяет определить толщину покрытия, которая считается «отрывом» от материала, или насколько далеко датчик находится над поверхностью проводящего материала. Этот пример представляет собой покрытие толщиной 0,004 дюйма на алюминиевом испытательном образце.
Этот пример представляет собой покрытие толщиной 0,004 дюйма на алюминиевом испытательном образце.
Приборы для вихретокового контроля могут выполнять широкий спектр тестов в зависимости от типа используемого датчика. Тщательный выбор датчика помогает оптимизировать производительность тестирования.
Распространенные типы вихретоковых преобразователей
Некоторые преобразователи, которые обычно используются для ЭКО, перечислены ниже с описанием типов дефектов, на которые они нацелены, и деталей, для проверки которых они обычно используются.
Поверхностные датчики : Используемые для выявления дефектов на металлических поверхностях и под ними, поверхностные датчики обычно имеют большой диаметр, чтобы работать с более низкими частотами для более глубокого проникновения или для сканирования больших площадей.
Карандашные зонды : Зонды меньшего диаметра с катушками, предназначенными для высоких частот, для высокого разрешения приповерхностных дефектов.
Щупы для отверстий под болты : Предназначены для осмотра внутренней части отверстий под болты, эти щупы можно вращать вручную или автоматически с помощью поворотного сканера.
Кольцевые зонды : Предназначены для осмотра отверстий в крепежных элементах самолета с установленными крепежными элементами.
Скользящие датчики : Скользящие датчики, которые также используются для проверки отверстий в крепежных элементах самолетов, обеспечивают более высокую скорость сканирования, чем кольцевые датчики.
Датчики внутреннего диаметра : Используются для осмотра теплообменников и аналогичных металлических труб изнутри, датчики внутреннего диаметра (ID) доступны в различных размерах.
Датчики наружного диаметра : Используются для осмотра металлических труб и стержней снаружи, когда образец проходит через змеевик.
Полный список типов вихретоковых преобразователей и описание их использования можно найти здесь.
Общие приложения
Вихретоковый контроль широко используется в аэрокосмической промышленности и в других сферах производства и обслуживания, где требуется проверка тонкого металла на наличие потенциальных проблем, связанных с безопасностью или качеством. В дополнение к обнаружению трещин в металлических листах и трубах вихретоковый контроль может использоваться для определенных измерений толщины металла, таких как выявление коррозии под обшивкой самолета, измерение электропроводности и мониторинг эффектов термической обработки, а также определение толщины непроводящих покрытий на проводящих подложках. . Имеются как полевые переносные, так и стационарные системные приборы для удовлетворения самых разных потребностей в испытаниях.
Вихретоковый неразрушающий контроль позволяет очень быстро исследовать большие площади и не требует использования связующих жидкостей. В дополнение к обнаружению трещин вихретоковый контроль также может использоваться для проверки твердости и проводимости металла в тех случаях, когда эти свойства представляют интерес, а также для измерения тонких слоев непроводящих покрытий, таких как краска на металлических деталях. В то же время вихретоковый контроль ограничен материалами, проводящими электричество, и, следовательно, не может использоваться для пластмасс. В некоторых случаях вихретоковый и ультразвуковой контроль используются вместе в качестве дополнительных методов, при этом вихретоковый контроль имеет преимущество для быстрого контроля поверхности, а ультразвук обеспечивает лучшее проникновение в глубину.
В то же время вихретоковый контроль ограничен материалами, проводящими электричество, и, следовательно, не может использоваться для пластмасс. В некоторых случаях вихретоковый и ультразвуковой контроль используются вместе в качестве дополнительных методов, при этом вихретоковый контроль имеет преимущество для быстрого контроля поверхности, а ультразвук обеспечивает лучшее проникновение в глубину.
Ниже приведен список некоторых наиболее распространенных применений вихретокового контроля:
Проверка сварных швов — Многие проверки сварных швов используют ультразвуковой неразрушающий контроль для подповерхностного контроля и дополнительный вихретоковый метод для сканирования поверхности на наличие открытых поверхностных трещин. шапки сварки и в околошовных зонах (ЗТВ).
Испытание на проводимость — Способность вихретокового контроля измерять проводимость может использоваться для идентификации и сортировки сплавов черных и цветных металлов, а также для проверки термообработки.
Осмотр поверхности — Поверхностные трещины в обработанных деталях и металлических заготовках можно легко определить с помощью вихревых токов. Это включает в себя осмотр области вокруг крепежных деталей в самолетах и других критических приложениях.
Обнаружение коррозии — Вихретоковые приборы могут использоваться для обнаружения и количественной оценки коррозии на внутренней стороне тонкого металла, такого как алюминиевая обшивка самолета. Низкочастотные датчики можно использовать для обнаружения коррозии на втором и третьем слоях металла, которые невозможно проверить с помощью ультразвука.
Проверка отверстий под болты — Трещины внутри отверстий под болты можно обнаружить с помощью щупов отверстий под болты, часто с помощью автоматических ротационных сканеров.
Проверка трубок — Обычными применениями вихретоковой проверки являются как внутритрубная проверка трубок на стадии производства, так и проверка трубок в полевых условиях, таких как теплообменники. Могут быть обнаружены как трещины, так и изменения толщины.
Могут быть обнаружены как трещины, так и изменения толщины.
Здесь вы можете найти обширный список приложений для вихретокового контроля.
Справочные стандарты для вихретокового контроля
Вихретоковая система, состоящая из прибора и зонда, всегда должна быть откалибрована с использованием соответствующих эталонных стандартов в начале испытания. Этот процесс включает в себя идентификацию базового дисплея для данного тестового образца и наблюдение за тем, как он изменяется в условиях, которые должен определить тест. В приложениях для обнаружения дефектов этот процесс калибровки обычно включает использование эталонных стандартов из того же материала, формы и размера, что и испытуемый образец, содержащий искусственные дефекты, такие как распилы, просверленные отверстия или фрезерованные стенки для имитации дефектов. В приложениях для измерения толщины эталонные стандарты должны состоять из различных образцов известной толщины. Оператор наблюдает за реакцией эталонных образцов, а затем сравнивает показания испытательных образцов с этими эталонными шаблонами для классификации деталей.