Флюс для латуни – как и чем паять латунь
alexxlab | 16.06.2020 | 0 | Разное
газовой горелкой, припой, в домашних условиях пошаговая инструкция – Техника пайки на Svarka.guru
Пайка латуни – востребованная технология, отличающаяся универсальностью подхода. В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.

Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий
, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.Виды латуни

Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
В состав многокомпонентных сплавов могут входить следующие металлы: алюминий, никель, олово, марганец и другие. Такие составы часто называют по наименованию элемента с самым высоким содержанием, например, «алюминиевая латунь».
Флюсы

Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Припой
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.
При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Паяльником

Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.
Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: «По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок. Перепробовал множество составов. Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения».
svarka.guru
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.

Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.

Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьиgoodsvarka.ru
Пайка латуни в домашних условиях оловом и другими припоями
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
 При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
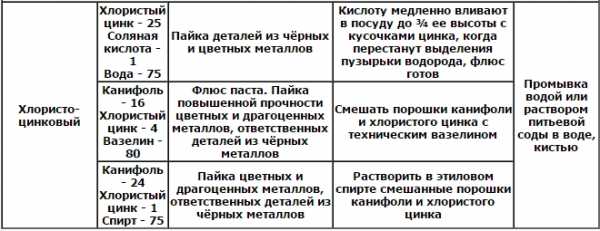
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
svaring.com
Пайка латуни | Сварак

Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400—450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов пайки латуни твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления .заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.

Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898—905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860—890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50—100° С ниже температуры плавления основного металла.
При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.
Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190—56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений. Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
В литературе [29, 32, 35] имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34—38 | Остальное | 0,5 | 0,1 | 825—800 | Пайка высокоцинковых |
| ПМЦ48 | 46—50 ‘ | То же | 0,5 | 0,1 | 865—850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52—56 | 0,5 | 0,1 | 880—876 | ||
ГОСТ 1534—42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5—4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.

Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).
Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na2B407; ГОСТ 8429—57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629—44).
Многие газосварщики стремятся применять неплавленую буру (уд. вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a) t Ua2 03В203 Каг0-4Вг03
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса [21], в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na2B407-—В203, можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190—56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10—12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний [22] о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10—15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и <на пруток. Паста образуется разведением флюса в спирте или (что несколько хуже) в воде. Известны также случаи применения флюсов в виде пара или газа, вводимых в пламя горелки. Так в СССР предложен парообразный флюс марки БМ-1.
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB02 + В2О3»
2NaB02 + В203 + CuO 2NaB02Cu0B203, Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным [23, 24] флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.
По данным [23, 24], применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15—30% и улучшении качества паяного соединения.
Недостатком флюсов ЛТИ-1 и ЛТИ-115 [23, 24] является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931—491—21—21—2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5—6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20—30° с тем, чтобы суммарный угол раскрытия составлял 40— 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов1* (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость .
Подобные статьи
svarak.ru
Флюс для латуни
Назначение и преимущества флюсов для латуни
Применение флюсов
Плавка, модифицирование, рафинирование, удаление нежелательных примесей из основного сплава и защита поверхности металла от окисления — ключевые задачи, которые выполняет металлургический флюс для латуни. Кроме того, материал незаменим для снижения содержания металла в шлаке и снижения температуры плавления металла. Неорганическое вещество добавляют в зеркало расплава при температуре 1150-1300°С.
Сварочные флюсы применятся для пайки деталей из цветных и черных металлов, а также для латуни, меди и бронзы. Добавка способствует увеличению тока, что, в свою очередь, улучшает качество и стабильность сварных швов, увеличивает производительность процесса. Флюсы обеспечивают минимальные выделения вредных веществ. Благодаря этому снижается пагубное воздействие на здоровье работника и окружающую среду.
Назначение
Флюсовые препараты делятся на категории:
- Рафинирующий — очищает латунь от различных примесей металлического и неметаллического типа.
- Покровно-рафинирующий — очищает и одновременно защищает сплав от окисления и выгорания.
- Дегазирующий — избавляет сплав металла от нежелательных вредных примесей и газов.
- Модифицирующий — улучшает структуру сплава и необходимые технические характеристики.
- Очищающий — применяется для очистки футеров. Поставляется в порошковой форме.
Препараты также различают по совместимости с различными группами сплавов. Для получения максимального эффекта важно правильно подобрать флюсы.
Преимущества
- Экономичность. При невысокой стоимости флюс для рафинирования латуни обеспечивает полную очистку от водорода и сопутствующих неметаллических включений, повышая ценность металла.
- Функциональность. Универсальное применение — флюсы дают возможность оперативно привести слав в необходимое состояние, применяя рафинирование.
- Простота применения. Фасуем материал в любую удобную для использования и транспортировки форму: порошок, гранулы или таблетки.
Выгоды от сотрудничества с нашей компанией
Неизменное качество
Вы гарантированно получите продукцию высокого качества: специальный отдел проверяет соответствие установленным техническим стандартам на каждом этапе изготовления!
Доступные цены
Опыт сотрудников, автоматизация производства, собственные наработки и отлаженный технологический процесс позволяют оптимизировать расходы и существенно снизить выходные цены.
Широкий ассортимент
В каталоге представлены флюсы собственной разработки, а также качественные и недорогие аналоги известных зарубежных производителей. Различные назначения и модели препаратов — выбирайте подходящие компоненты!
Помощь в выборе
Для вас работают квалифицированные консультанты, которые помогут подобрать подходящие материалы, точно рассчитать количество и оптимальную фасовку, составят финансовую смету с шикарными скидками! Все консультации предоставляются бесплатно.
Мы предлагаем расширенный выбор флюсов для латуни. Мощности производства — 20 тысяч тонн в месяц. Благодаря этому мы обеспечим поставку любого объема в самые сжатые сроки! Для вас предусмотрена оперативная доставка по России и в страны СНГ. Работаем с проверенными перевозчиками, гарантируем экономичные тарифы на транспортные услуги. Ждем заказы на сайте или по телефону в удобное для вас время!
t-p-k.ru
Пайка латунью
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
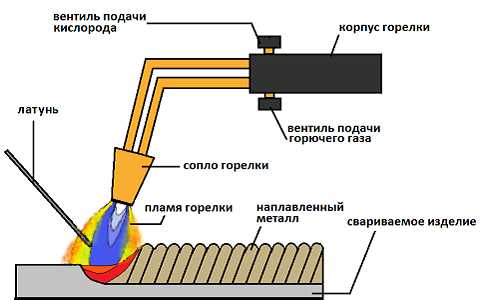
Схема пайки металлов латунью при помощи газовой горелки.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Схема устройства газовой горелки.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка газовой горелкой с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Вернуться к оглавлению
Как паять латунь: рекомендации
Виды сварных швов.
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
expertsvarki.ru
Как паять латунь паяльником
Пайка латуни – надежное соединение в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.

Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в с
i-perf.ru