Флюс это в сварке: Сварочные флюсы. Состав и классификация
alexxlab | 22.04.2023 | 0 | Разное
Что такое флюс в сварке
Сварочный флюс – это гранулированный порошок размером зерен от 0,2 до 4 миллиметров, который используется для его подачи в зону горения сварочной дуги. При воздействии температуры флюс плавится и создает защиту для сварочной ванны из газа и шлака, обеспечивает качественное сваривание, стабилизирует стабильность дуги и способствует переносу металла электрода в сварочную ванну, а также выводит грязные примеси в корку из шлака.
По способу изготовления флюс делятся на плавленые и керамические. Компоненты плавленых флюсов плавятся в печи, потом делятся на гранулы и подвергаются прокалке с фракционированием. Керамические флюсы являют собой сухие смеси компонентов, которые получают при смешивании минералов и ферросплавов с жидким стеклом с дальнейшей просушкой, фракционированием и прокалкой. Самыми распространенными являются плавленые флюсы.
В зависимости от состава химических компонентов флюсы могут быть оксидными, солевыми и солеоксидными.
Оксидные флюсы состоят из оксидов металла и содержат до 10% соединений фтора. Они назначаются для сваривания низколегированных и сталей с фтором. Оксидные флюсы делятся на бескремнистые, низкокремнистые и высококремнистые. По содержания марганца их разделяют на низко-, средне- и высокомарганцевые. Солеоксидные флюсы в сравнении с оксидными содержат в своем составе меньше оксидов и большее количество солей. Солеоксидные флюсы применяются для сваривания легированных сталей.
В составе солевых флюсов отсутствуют оксиды, а сами флюсы состоят из фторидов и хлоридов. Их применяют для сварки активных металлов и для электрошлакового переплавления.
Флюсы предназначаются для проведения сварочных работ высоколегированных сталей, легированных и углеродистых сталей, а также цветных металлов и сплавов.
Химическая активность флюса является одной из важнейших характеристик, которая определяется по общей окислительной способности. Показателем активности флюса является относительная величина активности со значением от 0 до 1. По химической активности флюсы делятся на четыре вида: малоактивные, пассивные, активные и высокоактивные.
Для проведения сварочных работ с низкоуглеродистой сталью используются оксидные флюсы. В данном случае возможно применение комбинации флюс-сварочная проволока. Вот две комбинации:
- Высококремнистый с низким содержанием марганца или совсем без марганца флюс в сочетании с низкоуглеродистой проволокой, а также легированной марганцем.

что это такое, условия использования и область применения
Содержание:
- Для чего нужен
- Условия использования
- Область применения
- Принцип работы
- Классификация
- Интересное видео
Флюс – что это такое для сварки? Такой вопрос могут задать или неопытные сварщики или те из них, которые никогда не прибегали к помощи этого замечательного вещества, облегчающего процесс сварки и улучшающего полученный результат. Тем не менее, на вопрос «что такое флюс в сварке», можно дать только положительный ответ. Однако, необходим его правильный выбор среди существующего многообразия.
Для чего нужен
Химическая активность зоны, где осуществляется соединение деталей, значительно увеличивается во время сварочного процесса при появлении высоких температур. Под воздействием воздуха в металл начинают попадать шлаки и окислы, что приводит к ухудшению качества шва.
Под воздействием воздуха в металл начинают попадать шлаки и окислы, что приводит к ухудшению качества шва.
Сварочные флюсы создают защитную среду, которая изолирует от негативного влияния воздуха зону сварки. Флюс в сварке – это компоненты неметаллического характера, участвующие в процессе соединения изделий, и оказывающие на этот процесс положительное влияние.
Флюс в сварке добавляет этому процессу дополнительные преимущества:
- делает расплавление металла более интенсивным;
- отсутствует необходимость предварительной обработки кромок изделий;
- уменьшаются потери металла на испарение;
- горение дуги приобретает стабильность;
- уменьшается разбрызгиваемость металла и образование искр;
- увеличивается КПД нагрева металла за счет снижения расхода электроэнергии на этот процесс;
- расход присадочного материала уменьшается до оптимального значения.
Флюс для сварки экранирует часть пламени дуги, что для сварщика является элементом безопасности осуществляемой им работы. Таким образом, сварочный флюс – это вещество, осуществляющее защиту сварочной ванны от взаимодействия с окружающим воздухом и не дающее вытесняться из основного материала углероду.
Таким образом, сварочный флюс – это вещество, осуществляющее защиту сварочной ванны от взаимодействия с окружающим воздухом и не дающее вытесняться из основного материала углероду.
Существуют определенные разновидности флюсов, которые обогащают металл шва соединения легирующими элементами, что приводит к его укреплению, и делает его более надежным и долговечным.
Условия использования
Флюсовая сварка должна происходить при соблюдении некоторых условий. С металлом деталей, подлежащих соединению, и металлом внутреннего стержня электрода или присадочной проволоки флюс не должен вступать в химическую реакцию.
На протяжении всего времени процесса сварки зона сварной ванны должна быть изолированной от окружающегося воздуха. Оставшиеся в шлаковой корке остатки флюса должны легко удаляться.
Область применения
Флюс сварка применяется при дуговом методе с помощью плавящихся электродов в виде проволоки, при сваривании покрытыми электродами электрическим методом. Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Использование при всех видах сварки возможно, если существует необходимость создания изоляции от окисления, улучшения токопроводимости и стабильности горения дуги, исключения попадания примесей, вызывающих появление нежелательных дефектов. Необходимо осуществлять тщательный выбор флюсов в зависимости от вида конкретных работ.
Принцип работы
Что такое сварочный флюс можно понять, разобравшись, как происходит сварка с его участием.
- Перед началом сварочного процесса на место будущего соединения наносится толстый слой флюса.
- В зону сварки вводят электрод, и происходит розжиг дуги.
- Флюс, имеющий пониженную плотность, начинает быстро расплавляться, изолируя сварную ванну от доступа воздуха.
- Вследствие высокого значения поверхностного натяжения флюса происходит предотвращение сильного разбрызгивания металла, что позволяет увеличить силу тока.

- В зоне дуги под воздействием действия флюса увеличивается значение теплоты, в результате чего процесс сварки начинает осуществляться быстрее.
- Все стыки заполняются расплавленным металлом.
Значительная часть оставшегося флюса после его очистки может вновь использоваться.
Процесс сварки с флюсом происходит по-разному в зависимости от типа сварки. При ручной сварке флюс в виде порошка насыпают на поверхность изделия слоем до 60 миллиметров. Ширина находится в диапазоне 50-100 миллиметров.
Недостаточная толщина может привести к появлению дефектов – непровару, трещинам и раковинам. При перемещении во время сварки электрода следующий слой флюса подсыпается по ходу его движения. В зависимости от гранулирования находятся необходимая высота слоя присыпки флюсом, и выбирается сила тока.
При автоматической и полуавтоматической сварке флюс поступает по специальной трубке из бункера аппарата. Затем подключается подача сварной проволоки, обладающей функцией электрода. Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Классификация
Флюс для сварки стали может различаться друг от друга по внешнему виду, химическому составу, физическому состоянию, областью применения и назначению. Использование флюсов регламентируется соответствующими нормативными стандартами. Так, например, в ГОСТе 8713-89 обозначены требования к электросварке железных изделий, никеля, металлоизделий из различных видов стали.
По назначению флюсы можно разделить на те, которые предназначены для сварки низкоуглеродистых сталей, низколегированных, с высокой степенью легированности, для соединения активных металлов. Для низкоуглеродистых сталей используются флюсы с большим содержанием кремния и марганца. Имеются различные варианты, касающиеся количества их содержания. Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Для соединения сталей с низкой степени легированности используются флюсы, обладающие высокой степенью химической инертности, относящиеся к оксидному виду. В зависимости от марки в них содержится 5-35 процентов оксида кремния. Для сварки высоколегированных сталей используются флюсы, обладающие невысокой химической активностью. Могут применяться флюсы смешанного типа, в состав которых входят оксиды и соли в разных пропорциях. Для таких активных металлов, как титан, применяются солевые флюсы, состоящие из смеси галогенидов.
Активность – это важная составляющая характеристик флюсов, которая обозначается в условных единицах в диапазоне от единицы до десяти. Чем больше значение, тем большую активность проявляет эта марка флюса.
По методу получения флюсы подразделяются на полученные методом сплавления, склеиванием, механическим перемешиванием, дроблением зерен. Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.
Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.
При газовой сварке и пайке рекомендуется применять флюсы, имеющие вид мелкого порошка, газа и пасты. Физическое состояние определяет то, как выглядит флюс. Он может выглядеть, как мелкий порошок, стекловидные гранулы, пемзообразные, газообразные, в виде пасты. Они могут быть прозрачными и пористыми.
Состав флюса определяется его химическими составляющими. Эти показатели являются важной характеристикой. Основной показатель – химическая инертность в условиях температур, имеющих большое значение. Кроме этого материал, из которого состоит флюс, должен гарантировать диффузию некоторых элементов в металл шва.
Во многих видах флюсов наибольшую долю составляет кремнезем, препятствующий образование углерода, что снижает появление в шве трещин и пор. В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
Задача таких добавок во флюс, как молибден, вольфрам, хром, титан, заключается в восстановлении первоначального состава основного металла, а также придания ему дополнительных полезных свойств.
Интересное видео
Для чего используется сварка с флюсовым сердечником?
Если вы хотите начать свою карьеру в области сварки или уже являетесь опытным техником-сварщиком, желающим улучшить свои навыки, обучение дуговой сварке с сердечником под флюсом (FCAW) является отличной идеей. Сварка под флюсом, один из самых популярных среди множества сварочных процессов, отличается высокой производительностью и экономичностью.
Сварка под флюсом, впервые разработанная через несколько лет после Второй мировой войны, стала альтернативой ручной дуговой сварке металлическим электродом, более известной как сварка электродом. Его основное преимущество перед сваркой электродом заключается в непрерывной подаче проволочного электрода. Есть и другие преимущества метода FCAW. Читайте дальше, чтобы открыть их.
Что такое сварка под флюсом?
Дуговая сварка с флюсовой сердцевиной — это тип дуговой сварки, в котором используются плавящиеся электроды, содержащие флюс. Соединение металлов происходит, когда электрическая дуга плавит основной металл в сварном соединении. Дуга зажигается между заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником. Проволока и заготовка сплавляются вместе, образуя сварное соединение. Флюс обеспечивает экранирование электрода. Он плавится вместе с электродом в процессе сварки, защищая соединение, снабжая всю зону сварки защитным газом. Он защищает сварочную ванну от атмосферы. Процесс FCAW можно разделить на два типа в зависимости от метода защиты: в первом используется внешний защитный газ, а в другом используется флюсовая сердцевина для защиты зоны сварки.
Он защищает сварочную ванну от атмосферы. Процесс FCAW можно разделить на два типа в зависимости от метода защиты: в первом используется внешний защитный газ, а в другом используется флюсовая сердцевина для защиты зоны сварки.
Два метода защиты
Сварка с двойной защитой: Первый метод включает использование внешнего газа (углекислого газа) с флюсом для обеспечения защиты. Защитный газ обычно представляет собой двуокись углерода или смесь аргона (75%) и двуокиси углерода (25%). Газ защищает сварочную ванну от окисления, а шлак, образованный плавящимся флюсом, защищает металл.
Этот метод экранирования особенно хорошо работает при сварке более толстых металлов. Трубчатый электрод с непрерывной подачей обеспечивает более высокую скорость осаждения по сравнению со стержневым электродом или сплошной проволокой.
Одним из недостатков этого процесса является то, что сильный ветер может нарушить подачу защитного газа, что ухудшит качество сварного шва на открытом воздухе.
Только электрод с флюсовым сердечником: Второй метод основан на использовании газа и шлака, образованных электродом с флюсовым сердечником, для защиты расплавленного материала или металла в сварном шве. Сердцевина присадочной проволоки содержит агенты, которые выделяют защитные газы, когда их сжигает тепло сварочной дуги.
Этот метод широко используется в наружных проектах, даже в суровых погодных условиях. Основное преимущество заключается в том, что вы не будете использовать внешний защитный газ, который может разрушить ветер. Еще одно преимущество: электроды с флюсовым сердечником, как правило, позволяют выполнять сварку во всех положениях.
Для чего используется сварка под флюсом?
Сварка с флюсовой проволокой имеет множество производственных и промышленных применений. Поскольку этот процесс обеспечивает большее проникновение, он идеально подходит для работы с более толстыми соединениями, например, в судостроении, машиностроении и строительстве. Это также один из сварочных процессов, рекомендуемых для «наплавки» — толстого слоя износостойкого материала, наносимого на изношенные поверхности.
Это также один из сварочных процессов, рекомендуемых для «наплавки» — толстого слоя износостойкого материала, наносимого на изношенные поверхности.
FCAW имеет множество промышленных применений. Он может обеспечить превосходное качество сварки и однородность на следующих металлах:
- Углеродистая сталь
- Конструкционная сталь
- Железные сплавы
- Сплавы на основе никеля
- Нержавеющая сталь
- Дуплексные стали
Несмотря на то, что сварка под флюсом подходит для нужд профессионалов и производителей, это идеальный процесс для использования сварщиками всех уровней квалификации, включая любителей, которым часто приходится выполнять сварку снаружи или на некачественном материале. Как уже упоминалось, в отличие от большинства методов сварки, сварка с флюсовой проволокой не требует чистого соединения. Пока с места сварки удалены краска, масло и влага, флюсовая сердцевина прожигает любые другие дефекты.
Как уже упоминалось, в отличие от большинства методов сварки, сварка с флюсовой проволокой не требует чистого соединения. Пока с места сварки удалены краска, масло и влага, флюсовая сердцевина прожигает любые другие дефекты.
Любители сварки или новички оценят, что сварка с флюсовой проволокой не требует высокого уровня навыков. После того, как вы научитесь правильно настраивать оборудование, методы станут относительно простыми и легкими для понимания.
Возможна ли сварка флюсом с алюминием?
По мнению большинства, сварка под флюсом не является предпочтительным методом для алюминия. Большинство опытных сварщиков, похоже, согласны с тем, что не существует подходящей сварочной проволоки с флюсовым сердечником для алюминия, и вы не можете сваривать алюминий в сварочном аппарате FCAW, используя проволоку с флюсовым сердечником на основе стали. Вы можете повредить сварочный аппарат и получить некачественный сварной шов.
Итак, какой у вас лучший вариант? Получите сварочный аппарат MIG с насадкой для катушки и используйте защитный газ аргон. Или, если у вас есть навыки, приобретите недорогой, но качественный сварочный аппарат TIG для впечатляющего сварного соединения алюминия.
Или, если у вас есть навыки, приобретите недорогой, но качественный сварочный аппарат TIG для впечатляющего сварного соединения алюминия.
Пайка или пайка алюминия также подойдут, если вы в отчаянии.
Резюме: преимущества и недостатки дуговой сварки под флюсом
Знание преимуществ и ограничений любого метода сварки жизненно важно как для профессиональных сварщиков, так и для любителей. Существует множество преимуществ для FCAW:
- У вас есть выбор в отношении защиты сварочной ванны: использование внешнего газа или самозащитной порошковой проволоки, содержащей защитный газ, без внешнего газа.
- Позволяет сварщику перемещаться во всех направлениях и удерживать горелку в различных положениях сварки.
- Поскольку внешний защитный газ не требуется, вы можете легко сваривать на открытом воздухе.
- Скорость наплавки при сварке с флюсовой сердцевиной является самой высокой по сравнению с любым другим методом. (Например, сварщик MIG может наплавлять до 8 фунтов проволоки в час, в то время как сварочный аппарат с флюсовой проволокой может подавать до 25 фунтов за то же время).

- Поскольку сварка с флюсовой проволокой обеспечивает большее проплавление, она идеально подходит для работы с более толстыми соединениями.
- Вероятность пористости минимальна.
- Снижение начальных затрат.
- Требуется меньше очистки основного металла. Самоэкранированный провод
- обеспечивает значительную экономию времени.
- Портативность.
Есть также несколько недостатков . Вот некоторые из них:
- Образует шлак вокруг готового соединения, требующий очистки для его удаления после сварки.
- Он производит больше потенциально опасного дыма и паров. Порошковая проволока
- дороже электрода из сплошной проволоки.
- Он производит больше брызг, которые также необходимо удалить.
- Не рекомендуется для тонких металлов.
- Сварные швы могут выглядеть непривлекательно.
- Возможность шлаковых включений.
Вы покупаете универсальный сварочный аппарат с флюсовой проволокой?
Не ищите дальше! PrimeWeld, ведущий производитель высококачественных и недорогих сварочных аппаратов, предлагает MIG160. Этот 160-амперный сварочный аппарат MIG с флюсовым сердечником обеспечивает промышленное качество и производительность для профессионалов по цене, которая понравится сварщику в мастерской.
Этот 160-амперный сварочный аппарат MIG с флюсовым сердечником обеспечивает промышленное качество и производительность для профессионалов по цене, которая понравится сварщику в мастерской.
Нужен аппарат для сварки алюминия? Обратите внимание на MIG180, мощный аппарат на 180 ампер с катушкой для сварки алюминия.
Как и все оборудование PrimeWeld, вы получите легендарную поддержку и удобную 3-летнюю гарантию. Просмотрите нашу полную линейку сварочного оборудования сегодня. Затем свяжитесь с нами для получения дополнительной информации.
Какая разница? Red-D-Arc Welderentals
24 ноября, 22 12:11 · Оставить комментарий · Питер Германезе
Сварка — большая область.
«Сварка» — это любой метод соединения двух материалов вместе. В то время как сварка часто относится к соединению металлических деталей, сварка может применяться к другим материалам, включая пластик и дерево. Из-за этого разнообразия для сварки материалов используются многочисленные виды процессов. Даже что-то такое простое, как клей, можно считать методом сварки.
Даже что-то такое простое, как клей, можно считать методом сварки.
Однако сегодня нас не интересуют такие сварные швы. Вместо этого мы говорим о сварке металла. При сварке металлов в типичном цеху можно использовать четыре основных процесса: сварка MIG, сварка TIG, сварка электродом и сварка с флюсом.
Эти четыре вида сварки называются «дуговой сваркой», поскольку они используют электрическую дугу в качестве ключа к своим процессам. Оставив в стороне MIG и TIG, давайте сегодня обсудим сварку электродом и флюсом.
Газ и шлак
Двумя основными элементами дуговой сварки являются использование газа и производство шлака. Это важные различия между сваркой MIG и TIG и сваркой с стержнем и сваркой с флюсовым сердечником.
Сварка MIG и TIG известна как «газовая сварка», поскольку при ней используется защитный газ. Защитный газ создает изолированную атмосферу вокруг рабочей зоны, которая отталкивает кислород, водород, влагу и другие химически активные вещества из окружающей среды, которые в противном случае проникли бы в сварной шов, вступали в реакцию с ним или повреждали его. Мы расскажем об этом более подробно в другом посте.
Мы расскажем об этом более подробно в другом посте.
При сварке MIG и TIG газ подается через сварочную горелку, защищая область изолированной атмосферой. И наоборот, при сварке стержнем и флюсом на месте образуется собственный газ с использованием флюса.
Флюс — это добавка, которая способствует получению чистых и гладких сварных швов. Это происходит двумя способами:
- Флюс сгорает в газ, который создает защитный экран, аналогичный защитному экрану, создаваемому при сварке MIG и TIG.
- Флюс плавится на месте и всплывает на поверхность нагретой рабочей зоны, защищая расплавленный шов от воздействия окружающей среды по мере рассеивания защитного газа.
Расплавленный флюс, затвердевающий снаружи сварного шва, называется шлаком. Этот шлак представляет собой избыточный материал, который обычно удаляют со сварного шва после завершения сварки.
Итак, основное различие между сваркой в газовой среде (MIG и TIG) и безгазовой сваркой (стержневой и флюсовой сердцевиной) заключается в наличии флюса.
Несколько соображений относительно безгазовой сварки делают ее более практичной для конкретных проектов, чем сварка с более чистым газом:
- Поскольку газ производится на месте, безгазовая сварка может выполняться на открытом воздухе в ветреную погоду, которая может помешать защитному газу при сварке в среде газа.
- Поскольку шлак образуется при горении флюса, сварщики, использующие безгазовую сварку, должны всегда тянуть за электрод, чтобы избежать слишком глубокого проникновения шлака в сварной шов и образования шлаковых вкраплений, которые нарушают целостность сварного шва.
- При безгазовой сварке образуется намного больше дыма, чем при газовой сварке, что делает ее потенциально более опасной для использования в закрытых помещениях или помещениях без надлежащей вентиляции.
Это относится как к сварке электродом, так и к сварке с флюсовой проволокой. Итак, в чем же разница между сваркой электродом и сваркой под флюсом?
Как работает сварка электродом
Все виды дуговой сварки используют аналогичный процесс. Этот процесс использует электричество для нагрева двух кусков металла до расплавленного состояния.
Этот процесс использует электричество для нагрева двух кусков металла до расплавленного состояния.
Они также используют присадочный стержень, который плавится в том же месте. Три металла (часть один, часть два и наполнитель) плавятся вместе и затвердевают в единое прочное соединение.
Одно из основных различий между четырьмя видами дуговой сварки заключается в том, какой присадочный материал используется. Наполнитель (или «стержень») представляет собой металлический стержень, покрытый флюсом при дуговой сварке. Именно из-за этого состава электродуговая сварка называется SMAW или дуговой сваркой с защитным металлом; присадочный металл экранирован.
Электричество расплавляет соединяемые материалы и палку с флюсовым покрытием, образуя на месте шлак и защитный газ.
Преимущества сварки электродом
Сварка электродом имеет ряд преимуществ по сравнению с другими видами сварки, которые компенсируют недостатки, которые мы кратко обсудим.
Во-первых, электродуговая сварка может быть очень универсальной. Широкий спектр электродов может использоваться для различных целей и сварки, что придает им большую гибкость и полезность. Вы можете найти сварочные аппараты, которые работают от 110 В или 220 В, они довольно компактны и с ними легко путешествовать.
Ручная сварка тоже не очень дорогая.
Присадочные стержни довольно дешевы, и, поскольку вам не нужны баллоны с инертным газом, вы также экономите на этих расходах.
Сварка стержнем может использоваться на металлах, которые не были тщательно очищены и подготовлены, но при этом может быть получен качественный сварной шов.
Еще одним преимуществом является то, что электродуговая сварка наименее чувствительна к загрязнениям. Это требует гораздо меньше времени на подготовку, чем другие виды сварки.
Минусы сварки электродом
Ручная сварка идеально подходит только для некоторых проектов; если бы это было так, то не было бы необходимости в других видах сварки.
Сварка электродом является наиболее чувствительным видом сварки к квалификации сварщика. Полученный шов действительно показывает уровень мастерства сварщика по наличию шлака, ровности шва и другим качествам.
Несмотря на то, что электродуговая сварка устойчива к загрязнениям и значительно снижает потребность в подготовке металла перед сваркой, эта экономия устраняется за счет очистки после сварки.
При сварке стержнем выделяется больше всего шлака, чем при любой другой сварке, поэтому очистка шлака требует значительных затрат. Более того, для многопроходных сварных швов необходимо очищать их между каждым проходом.
Сварка стержнями также может довольно быстро прожечь стержни электрода. Для более длинных сварных швов это означает перерыв для переключения электродов в середине сварного шва, а это означает, что вы должны быть в состоянии правильно связать сварные швы.
В целом, сварка стержнем является одним из самых трудоемких видов сварки и наиболее подвержена выявлению ошибок.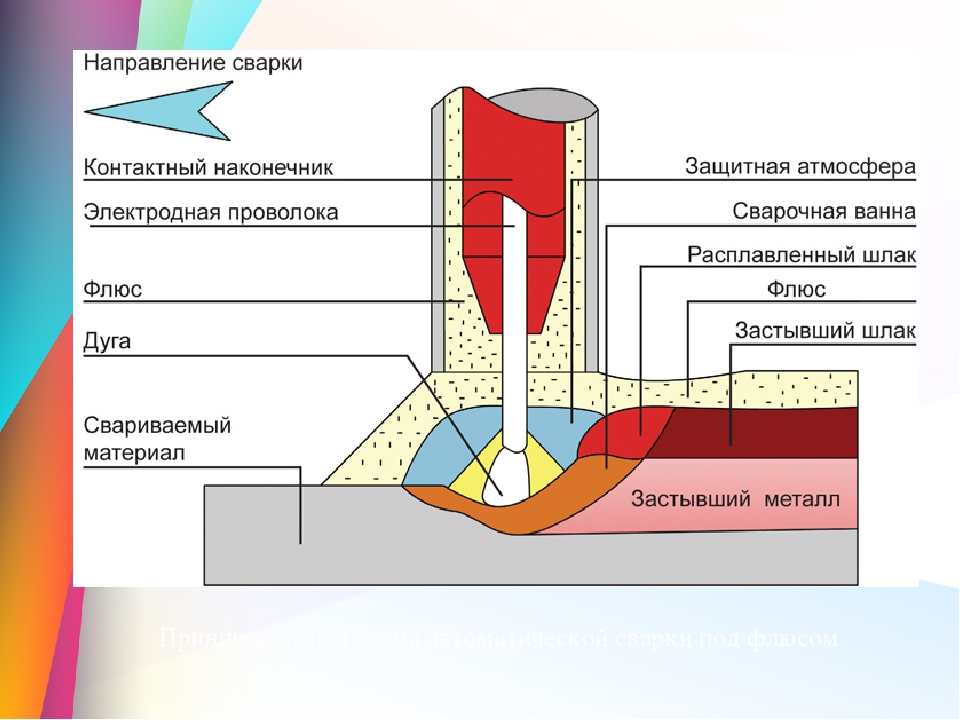
Как работает сварка с флюсовой проволокой
Основное различие между сваркой электродом и сваркой с флюсовой проволокой кроется прямо в названии; все дело в составе электрода. При сварке электродом у вас есть металлический электрод, покрытый флюсом. При сварке с флюсом у вас есть электрод, изготовленный из флюса, покрытого металлом.
Хотя может показаться, что это не имеет большого значения — в конце концов, оба ингредиента находятся прямо в удочке — это довольно эффективно.
В дополнение к вышесказанному, сварка флюсом может использоваться только для черных металлов, таких как чугун и мягкая сталь, и не может использоваться для цветных металлов, таких как алюминий.
Во многих отношениях сварку флюсом можно сравнить со сваркой MIG, а сварку электродом можно сравнить со сваркой TIG. Он легче в освоении и несколько более щадящий, чем его аналоги.
Преимущества сварки с флюсовой проволокой
Сварка с флюсовой проволокой имеет преимущества, которые делают ее полезной в определенных ситуациях.
Как и сварка стержнем, сварка с флюсовой проволокой идеально подходит для ветреной погоды. Он также отлично подходит для сварки материалов с трудноудаляемыми поверхностными загрязнениями, такими как краска или ржавчина.
Одно из главных преимуществ сварки с флюсовой сердцевиной заключается в том, что она имеет большую свободу действий в отношении длины дуги и связанных с ней факторов. Он может автоматически подстраиваться под меняющиеся условия и исправлять нетвердую руку.
Эта функция делает выполнение конкретных проектов более простым и доступным, чем сварка электродом.
Сварочные аппараты с флюсовой проволокой также являются самыми портативными. Вы можете подключить их к стандартной бытовой электросети 120v, а так как им не нужен бензобак, вы можете быстро перемещать их с места на место.
Минусы сварки флюсом
Помимо преимуществ, сварка флюсом имеет несколько недостатков.
Во-первых, это самый дымный из видов сварки. Он производит больше всего дыма и газа, поэтому для сварки требуется хорошо вентилируемое или открытое пространство, чтобы избежать опасных условий.
Он производит больше всего дыма и газа, поэтому для сварки требуется хорошо вентилируемое или открытое пространство, чтобы избежать опасных условий.
Он также производит больше всего тепла. Это качество затрудняет сварку более тонких материалов и делает невозможным его использование для самых деликатных металлов, поскольку он прожигает их насквозь.
Кроме того, как и при сварке электродом, при сварке с флюсовой сердцевиной образуется много шлака и брызг, которые необходимо удалить после завершения сварки.
Наконец, сварка флюсом несколько дороже сварки электродом. Это различие почти полностью связано с тем, что проволоки с флюсовой сердцевиной труднее производить и, следовательно, они более дороги, чем проволоки с флюсовым покрытием.
Сравнение сварки электродом и сварки с флюсом
Не принимая во внимание сварку MIG и TIG, можно легко непосредственно сравнить электродную сварку и сварку с флюсом.
1. Качество сварки
С точки зрения качества сварки как сварка электродом, так и сварка под флюсом в значительной степени зависят от квалификации сварщика. При прочих равных условиях электродуговая сварка, как правило, дает несколько лучший сварной шов, но оба метода более или менее сопоставимы. Кроме того, проще сваривать в условиях, далеких от идеальных (например, когда у вас нет времени или возможности подготовить металл), чем при сварке MIG или TIG.
При прочих равных условиях электродуговая сварка, как правило, дает несколько лучший сварной шов, но оба метода более или менее сопоставимы. Кроме того, проще сваривать в условиях, далеких от идеальных (например, когда у вас нет времени или возможности подготовить металл), чем при сварке MIG или TIG.
2. Скорость сварки
Для сварки могут потребоваться две разные скорости: скорость сварки и скорость наплавки присадочного материала. Более низкая скорость наплавки означает более медленный шов, но более высокая скорость наплавки не обязательно означает более быструю сварку; это также может означать более глубокий или тщательный сварной шов.
Сварка электродами является одним из самых медленных видов сварки с точки зрения скорости и скорости наплавки.
Сварка под флюсом может быть довольно быстрой, что позволяет выполнять аварийный ремонт и точечную сварку намного быстрее, чем другие методы сварки.
3. Контроль нагрева
Одним из наиболее значительных рисков при сварке является прожигание материалов, которые вы пытаетесь соединить, особенно если эти материалы тонкие. Сварщик должен уметь контролировать тепло, используемое при сварке, чтобы предотвратить прожоги.
Сварщик должен уметь контролировать тепло, используемое при сварке, чтобы предотвратить прожоги.
В некоторой степени различные типы соединений и подготовка соединений (такие как фаски или J-образные канавки) могут помочь смягчить это, но это очень ситуативно.
Сварка стержнем имеет небольшое преимущество с точки зрения регулирования температуры. Сварка флюсом — это горячий процесс, который больше зависит от скорости движения, чтобы избежать прожога.
4. Видимость работы
Одним из наиболее существенных недостатков сварки с флюсовой проволокой является большое количество дыма, образующегося при горении флюса. Хотя это часть защиты вокруг сварного шва, это также является причиной значительного снижения видимости. Этот недостаток означает, что при работе в стесненных условиях, на узких швах или в местах, где необходима точность, может потребоваться время, чтобы получить хороший шов при сварке с флюсовой проволокой.
Сварка стержнем также не идеальна для дыма и видимости, но лучше, чем сварка с флюсом. Однако видимость, как правило, лучше всего в газовых системах.
Однако видимость, как правило, лучше всего в газовых системах.
5. Портативность
Газовые системы менее портативны, чем безгазовые, поскольку они требуют, чтобы вы таскали с собой баллоны с газом, дополнительные шланги и другие инструменты. Между сваркой стержнем и сваркой с флюсовым сердечником стержневые кромки отличаются портативностью, поскольку для этого требуется меньше электродов и других материалов.
6. Общего назначения
Сварка электродом может использоваться для сварки практически любых материалов. Во многих случаях основное изменение, которое вам нужно внести, касается используемого вами джойстика.
Стержни бывают самых разных размеров, составов и стилей для облегчения всех видов сварки.
Сварка флюсом, с другой стороны, почти полностью ограничена несколькими железными материалами и более толстыми материалами. Хотя вы можете приобрести электроды некоторых дополнительных форм для разных видов сварки, обычно более эффективно не использовать неправильный инструмент для работы.