Флюс и канифоль в чем разница: в чем разница? Разъяснят опытные электрики
alexxlab | 14.03.1987 | 0 | Разное
Что лучше флюс или канифоль
Когда требуется качественная и быстрая пайка, [целесообразно применять канифоль]. Кто любил в детстве паять в домашних условиях или посещал кружки радиолюбителей, обязательно имел в своем арсенале эти янтарные кусочки, но редко когда задумывался, зачем нужна канифоль. Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара. Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Зачем необходим флюс (канифоль) при пайке.
В чем разница флюс и канифоль
- Как паять алюминий оловом своими руками
- Когда и, что лучше паять с канифолью, а когда с кислотой или бурой?
- Химия для пайки
- Спирто-канифольный флюс СКФ своими руками
- Как правильно выбрать флюс. Обзор флюсов для пайки.
- Как выбрать флюс для пайки.
 В чем разница флюс и канифоль
В чем разница флюс и канифольПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сборник замены разъёмов micro-USB планшетов и смартфонов. Типичные случаи
Зачем необходим флюс (канифоль) при пайке. В чем разница флюс и канифоль
Всем привет! А у меня для вас статья, которая может и не очень большая но она обязательно принесет вам чуток полезной информации.
В этом случае припой будет скатываться в шарики подобно капелькам воды на жирной посуде. Эта оксидная пленка препятствует проникновению припоя в поры металла и попытки запаять что-либо становятся просто бесполезными. Флюс образует защитную пленку а она в свою очередь защищает металл от воздействия кислорода. Так для спаивания алюминиевых деталей нужно применять одни флюсы, для спаивания медных деталей другие. За счет своей жидкой формы спирто-канифоль легко проникает в труднодоступные места спаиваемых поверхностей.
Вообще канифоль сама по себе является хорошим флюсом, но пользоваться ей не очень удобно. Канифоль на спаиваемые поверхности приходится наносить горячим жалом паяльника, от этого загаживается как сам паяльник так и место спая. Бывает так переборщишь с канифолью что самого место спая не видно.
Взял кисточку и подобно художнику наносишь флюс аккуратными мазками в стиле абстракционизма. . Впрочем некоторые предпочитают использовать капельный метод дозирования флюса. А дальше у нас будет все как в любом кулинарном рецепте, ну или почти. Для начала нужно подготовить флакончики от лака для ногтей. Флакончики подготовлены, теперь нам нужна канифоль.
. Впрочем некоторые предпочитают использовать капельный метод дозирования флюса. А дальше у нас будет все как в любом кулинарном рецепте, ну или почти. Для начала нужно подготовить флакончики от лака для ногтей. Флакончики подготовлены, теперь нам нужна канифоль.
Как я уже говорил, ее можно приготовить самому но для этого придется погулять по лесу а потом выполнить еще несколько технологических манипуляций. Но можно поступить проще, можно взять здесь и не париться.
Далее нам нужно куски канифоли измельчить в порошок, для этой цели нам и пригодится пакет. Теперь этот порошок аккуратненько засыпаем в пузырьки. Слишком много засыпать не стоит, достаточно засыпать на треть объема пузырька. И осталось всего ничего, осталось залить все это дело спиртом. Встречал мнение на форумах, что спирт можно заменить ацетоном, но мне что-то этот вариант не очень нравится, все-таки пары ацетона не очень полезны для здоровья.
Теперь нужно подождать какое-то время, чтобы канифоль хорошенько растворилась в спирте. Доливая спирт или подсыпая канифоль можно добиться желаемой концентрации. В дополнение нашел на ютубе пару роликов об изготовлении спирто-канифольного флюса, может быть пригодится….
Доливая спирт или подсыпая канифоль можно добиться желаемой концентрации. В дополнение нашел на ютубе пару роликов об изготовлении спирто-канифольного флюса, может быть пригодится….
Все здорово и замечательно если у вас в городе есть магазины торгующие радиотоварами. Там как правило есть много разнообразных флюсов, среди которых можно найти и спиртоканифоль. Ну чтож, вот в принципе и все, что я сегодня хотел рассказать. Думаю информация будет вам полезна и вы возьмете ее на вооружение. А я с вами не прощаюсь а говорю до свидания и до новых встреч. Друзья, обязательно подписывайтесь на обновления!
Подписавшись вы будете получать новые материалы себе прямо на почту! И кстати каждый подписавшийся получит полезный подарок! По рецептуре идёт этиловый спирт и чем меньше воды тем лучше. Пить конечно можно но не нужно, лучше его в канифоль залить. Технический спирт для СКФ тоже должен подойти.
Не знаю, попробуй. Конечно на безрыбье и водка-спирт но всеже в водке воды много а это минус…. Впечатление такое, будто читаешь емкий научный труд о технологии производства сложнейшего химического препарата. Всю эту статью можно сократить до двух предложений!
Впечатление такое, будто читаешь емкий научный труд о технологии производства сложнейшего химического препарата. Всю эту статью можно сократить до двух предложений!
Из вредности. Продажные флюсы часто бодяжат на изопропиловом спирте. Оный хорош для обезжиривания, я даже как-то для смывки плат брал пополам ИПС с этанолом. Но в нем размокает резиновый поршень одноразового шприца. Не очень быстро, за месяц-полгода. Я ими пользуюсь для дозирования всех жидкостей. Отмыть перманент маркер или плату спиртом, обезжирить чегонить при склейке, растворить окисел с платы разбавленной соляной кислотой можно серной. Но ИПС, растворители типа — в шприце с пластмассовым поршнем, ибо размокает.
Флюс Ф1, Ф3, спиртоканифоль дозируется шприцом очень хорошо, по каплям. Если придрочиться. Очень экономно, места не занимает, не проливается, руки не липкие. За неделю иголка засыхает, грею паяльником и осторожно давлю поршень. Пробка плавится и вымывается. Хлористый цинк и вообже кислоты долго держать в шприце с металлической иголкой не стоит. Бывает затыкаю пластмассовый носик напр.
Бывает затыкаю пластмассовый носик напр.
ИПС имхо втрое хуже смывает канифоль с платы, чем этанол. Вероятно, дело в меньшем количестве гидроксогрупп на единицу массы. Возможно, метанол еще круче, но стремно — он ядовит. Ваш e-mail не будет опубликован. Операционный усилитель для чайников. Печатные платы делаем сами своими руками. Технология ЛУТ. Спирто-канифольный флюс СКФ своими руками. Биполярный транзистор. Технологии Ваш email:. Как выпаять микросхему из платы паяльником? Виктор :. Владимир Васильев :.
Kolambasi :. Димон :. Сергей :. Alex :. Игорь :. Александр :. Владимир :. Добавить комментарий Отменить ответ Ваш e-mail не будет опубликован. Следите за нами:. Популярные статьи Популярные записи Новые комментарии. Сколько стоит 22 на 74 4 штуки односторонняя. С батарейки AA не получится снять 5В. Учитывая возраст статьи не уверен что получу ответ, но автор уверен Владимир, схему источника питания с двумя мостами от одной обмотки трансформатора Толково и понятно.
Как быстрая памятка само то. Вот срочно надо Мой канал на YouTube. Наша группа Вконтакте.
Вот срочно надо Мой канал на YouTube. Наша группа Вконтакте.
Как паять алюминий оловом своими руками
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие.
Притом эта же канифоль еще и очень сильно разбавлена каким-то Создается впечатление, что флюс просто супер, но паять таким флюсом.
Когда и, что лучше паять с канифолью, а когда с кислотой или бурой?
Во многих отраслях промышленности и производстве используют флюс для пайки микросхем, который служит неотъемлемым атрибутом неразъёмного характера соединения твёрдых материалов между собой. Для того чтобы обеспечить качественное соединение понадобятся специальные наборы, рабочие инструменты, а также расходные вещества в виде припоя и жидкого флюса для пайки микросхем. Согласно общепринятым правилам, материал должен иметь отличную природу низкой температуры плавления, а также малый удельный вес. Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения. Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем. Для того чтобы обеспечить высокое соединение участков пайки микросхем, промышленность предлагает разнообразные варианты выпуска припоев. Ниже приведём наиболее известные варианты:. С их помощью можно добиться качественных ровных швов.
Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения. Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем. Для того чтобы обеспечить высокое соединение участков пайки микросхем, промышленность предлагает разнообразные варианты выпуска припоев. Ниже приведём наиболее известные варианты:. С их помощью можно добиться качественных ровных швов.
Химия для пайки
Войдите , пожалуйста. Хабр Geektimes Тостер Мой круг Фрилансим. Мегапосты: Криминальный квест HR-истории Путешествия гика. Войти Регистрация. Пайка для начинающих DIY или Сделай сам Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел.
Регистрация Вход. Ответы Mail.
Спирто-канифольный флюс СКФ своими руками
Все, кто занимался пайкой, знают, что для этой процедуры требуется олово припой и флюс. Существует много разновидностей последнего, которые подбираются в зависимости от технологии процесса, паяльный жир — один из них. Одна часть новичков и любителей, предпочитают использовать канифоль или паяльный флюс, поскольку считают такой способ более удобным. Другие просто не знают о существовании паяльного жира и его отличительных качествах. Чтобы устранить этот пробел в знаниях, давайте рассмотрим, что представляет собой это вещество, какими свойствами оно обладает, а также узнаем его область применения. Данный вид флюса довольно специфичен, он активно применяется профессионалами и практически не используется новичками, хотя существенно помог бы последним поднять качество пайки.
Как правильно выбрать флюс. Обзор флюсов для пайки.
Вид канифоли: жидкая Объем: 70мл Упаковка: пластиковая бутылочка. Жидкая канифоль убирает окислы, и припой проникает непосредственно к поверхности соединяемых электронных компонентов. Купить жидкую канифоль 70мл для лужения и пайки зачастую необходимо, чтобы гарантированно доставить флюс до каждой точки спаиваемых поверхностей, чтобы жало паяльника обеспечило надежный результат пайки с припоем, без влияния окисления от взаимодействия металла с атмосферным кислородом. Такой материал в экономичной упаковке очень популярен у радиолюбителей. Современные флюсы отличаются широчайшим разнообразием – можно заказать в жидком, твердом виде и даже в виде геля. В значительной степени перечисленные проблемы снимаются при использовании спиртоканифольного флюса. Если попытаться произвести пайку, припой не сможет надежно “схватиться”, и соединение получится не прочным. Хотя такой вид химии для пайки все больше “сдает позиции” по мере широкого распространения термовоздушных паяльных станций с феном , для которых все чаще применяется расходники в виде геля или паяльной пасты.
Жидкая канифоль убирает окислы, и припой проникает непосредственно к поверхности соединяемых электронных компонентов. Купить жидкую канифоль 70мл для лужения и пайки зачастую необходимо, чтобы гарантированно доставить флюс до каждой точки спаиваемых поверхностей, чтобы жало паяльника обеспечило надежный результат пайки с припоем, без влияния окисления от взаимодействия металла с атмосферным кислородом. Такой материал в экономичной упаковке очень популярен у радиолюбителей. Современные флюсы отличаются широчайшим разнообразием – можно заказать в жидком, твердом виде и даже в виде геля. В значительной степени перечисленные проблемы снимаются при использовании спиртоканифольного флюса. Если попытаться произвести пайку, припой не сможет надежно “схватиться”, и соединение получится не прочным. Хотя такой вид химии для пайки все больше “сдает позиции” по мере широкого распространения термовоздушных паяльных станций с феном , для которых все чаще применяется расходники в виде геля или паяльной пасты.
Для этой цели в качестве флюса существуют: паяльная кислота, не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50%.
Как выбрать флюс для пайки.
Всем привет! А у меня для вас статья, которая может и не очень большая но она обязательно принесет вам чуток полезной информации. Читайте статью далее и все узнаете…но, не забудьте подписаться на обновления!
Сегодня на прилавках радиорынков и магазинов для электроники можно встретить огромное количество различных по назначению и цене флюсов для пайки. Производители флюсов предлагают продукцию действительно высокого качества, но найти ее на рынке довольно трудно. Количество и варианты подделок просто поражают своим разнообразием. Даже если вам повезло, и вы нашли оригинальный продукт, то его стоимость будет существенно отличаться от стоимости подделки. Большинство потенциальных покупателей после сравнения цен решают сэкономить и поискать более дешёвый флюс.
Флюс для пайки конечно можно сделать и самому. Для этого собранную в лесу с хвойных деревьев смолу необходимо растопить в жестяной банке на слабом огне, иногда помешивая, а потом просто разлить в емкости.
Для этого собранную в лесу с хвойных деревьев смолу необходимо растопить в жестяной банке на слабом огне, иногда помешивая, а потом просто разлить в емкости.
Любая пайка может быть успешной только при соблюдении всех требований к выполнению процедуры. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли. В продаже имеется достаточное количество готовых средств. Самым доступным, популярным признана канифоль. Случается так, что материала нет под руками, а припаять что-то нужно срочно.
При пайке, в отличие от сварки, соединяемые поверхности не расплавляются для смешивания слоев с последующим отвердением, а остаются в неизменном твердом состоянии и расплавляется только дополнительно добавленный металл, который и соединяет между собой соединяемые поверхности. Эта добавка называется припой. Для того, чтобы края соединяемых деталей хорошо сцепились друг с другом, нужно, чтобы они хорошо смачивались припоем.
Флюс и канифоль в чем разница
Невозможно представить себе радиолюбителя, который не держал бы в руках паяльника. Разумеется, каждый радиолюбитель при пайке пользуется флюсами, благо их существует десятки и сотни видов. И конечно же, рано или поздно возникает вопрос, в какой мере эти флюсы могут нанести вред здоровью. Цитирую: “Крайне серьёзно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы. К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны. В данном случае крайне важно иметь средства индивидуальной защиты.
Разумеется, каждый радиолюбитель при пайке пользуется флюсами, благо их существует десятки и сотни видов. И конечно же, рано или поздно возникает вопрос, в какой мере эти флюсы могут нанести вред здоровью. Цитирую: “Крайне серьёзно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы. К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны. В данном случае крайне важно иметь средства индивидуальной защиты.
Поиск данных по Вашему запросу:
Флюс и канифоль в чем разница
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Это должен знать каждый радиолюбитель: разница между канифолью и флюсом
- Зачем пользоваться канифолью для пайки?
- Флюс (пайка)
- Токсичность флюсов для пайки.
Меры предосторожности
- Что такое паяльный жир и как им правильно пользоваться?
- Primary Menu
- Канифоль-гель Актив, шприц 2мл
- Канифоль или флюс что лучше
- Топ 10: самые лучшие флюсы для пайки
- Как правильно паять?
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Учимся паять. Уход за паяльником и основные понятия
Это должен знать каждый радиолюбитель: разница между канифолью и флюсом
Конспект Теория. Электрические цепи. Создание платы. Схемы устройств Принципиальные схемы. Радиодетали Резисторы. Инструменты Материалы и инструменты, необходимые для работы. Виды припоя и флюса В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ.
Радиодетали Резисторы. Инструменты Материалы и инструменты, необходимые для работы. Виды припоя и флюса В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ.
Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т.
Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия. В этой связи особое внимание необходимо уделить довольно важному аспекту в радиоэлектронике как выбор припоя и флюса, о чем пойдет ниже речь в этой статье.
Из определения известно, что процесс пайки представляет собой соединение двух металлизированных или металлических твердых поверхностей с помощью припоя, температура плавления которого значительно ниже величины разрушения плавления соединяемых изделий. Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле лужение.
Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле лужение.
Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки.
За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой. Припой состоит большей частью из олова с добавлением различных материалов.
В структуру припоя могут входить следующие компоненты:. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. Свинец Pb — очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом.
Свинец Pb — очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом.
Металл легко растворяется в щелочи и кислотах, содержащих азот и органику. Кадмий Cd — применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом.
Зачастую кадмий применяется в антикоррозийных целях. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты. Не подвержен воздействию воздуха.
Не окисляется. В припое дает эффект глянца. Металл токсичен. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки.
Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Медь применяется в тугоплавких припоях.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк.
В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 — 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду.
В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу большей частью и сурьме в мелких количествах. Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс.
Ниже приведен список распространенных отечественных припоев:. Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Лужения и пайка меди, стали и их сплавов. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике.
Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Лужения и пайка меди, стали и их сплавов. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике.
Не применяется в установках с повышенной рабочей температурой. Для спаивания латуни или пластин для экранирования стоит применять ПОС Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм.
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность.
Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления.
Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления.
Данный припой выпускается в виде слитков определенных форм. Также в его состав входят сурьма, свинец, олово и железо. В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью.
Место пайки гибко и легко обрабатываемо. Высокотемпературные припои ПСР и 12 используют для спаивания сплавов латуни и меди, ПСР и 45 необходимы для работы с медью, бронзой и латунью. ПСР — припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников. От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом.
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом.
Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны.
К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления.
Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин.
Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека.
Исключение только составляет флюс ЛТИ, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина. Канифоль сосновая — самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота — опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. Паяльная кислота особо эффективна при температуре — градусов. Паяльная кислота ПЭТ — оптимальная температура процесса пайки с ее применением — градусов.
Применяется при спаивании углеродистых сталей, латуни, меди, никеля. Паяльный жир — существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла.
Зачем пользоваться канифолью для пайки?
Войдите , пожалуйста. Хабр Geektimes Тостер Мой круг Фрилансим. Войти Регистрация. Пайка для начинающих DIY или Сделай сам Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел.
В качестве флюса используется канифоль. Форма радиолюбительских припоев. В прошлом веке порекомендовали оловянный прут сечением 10 мм.
Флюс (пайка)
Конспект Теория. Электрические цепи. Создание платы. Схемы устройств Принципиальные схемы. Радиодетали Резисторы. Инструменты Материалы и инструменты, необходимые для работы. Виды припоя и флюса В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ. Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т.
Токсичность флюсов для пайки. Меры предосторожности
Флюсы, материалы, применяемые в металлургических процессах с целью образования или регулирования состава шлака, предохранения расплавленных металлов от взаимодействия с внешней газовой средой, а также служащие для связывания окислов при пайке и сварке металлов. Что бы получить прочное паяное соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке. Для этого существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения. Условно флюсы можно подразделить на оржавляющие и неоржавляющие коррозирующие и некоррозирующие, нейтральные , то есть на те, которые требуют после пайки хорошей промывки паяного соединения и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии.
Что бы получить прочное паяное соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке. Для этого существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения. Условно флюсы можно подразделить на оржавляющие и неоржавляющие коррозирующие и некоррозирующие, нейтральные , то есть на те, которые требуют после пайки хорошей промывки паяного соединения и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии.
После появления Канифоль-геля всех волновал только один вопрос- когда же появится версия активированного геля и будет ли новый продукт так же безопасен для пайки и насколько он будет активнее обычной канифоли, чем собственно и является канифоль-гель. И вот свершилось!
Что такое паяльный жир и как им правильно пользоваться?
Хабр Geektimes Тостер Мой круг Фрилансим. Сделай сам Электроника. Собственно вопрос к тем кто занимается пайкой в домашних условиях на постоянной основе. Какие основные отличия? Как по вредности?
Сделай сам Электроника. Собственно вопрос к тем кто занимается пайкой в домашних условиях на постоянной основе. Какие основные отличия? Как по вредности?
Primary Menu
Флюс лат. Паяльный флюс не должен взаимодействовать с припоем , кроме флюсов для реактивно-флюсовой пайки. В зависимости от технологии , флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты , содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество.
Нужно понимать, что существует большая разница в методике пайки Если в качестве флюса применяется кусковая канифоль, то медный провод.
Канифоль-гель Актив, шприц 2мл
Флюс и канифоль в чем разница
Всем добра! Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники. Мастер Пайки начал хоть что-то писать о паяльном деле! Признаю, каюсь, буду исправлять положение.
Канифоль или флюс что лучше
ВИДЕО ПО ТЕМЕ: Какой припой выбрать для пайки? Сравнительный тест четырех недорогих припоев в проволоке.
Регистрация Вход. Ответы Mail. Вопросы – лидеры Авто не знаю в чем проблема 1 ставка. Лидеры категории Антон Владимирович Искусственный Интеллект.
Сначала надо разобраться что такое флюс. Флюс это вещество, которое позволяет горячему жидкому припою смачивать места пайки.
Топ 10: самые лучшие флюсы для пайки
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей. Итак, про хороший паяльник для мелкого монтаж а ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней. Это специальный сплав, который плавится при температуре порядка градусов.
Кроме паяльника тебе потребуется припой и флюс. О них поподробней. Это специальный сплав, который плавится при температуре порядка градусов.
Как правильно паять?
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео.
Разновидность флюсов в электронном мире
В этой статье хотелось бы подробнее осветить тему флюсов для пайки, то, как они классифицируются и какое применение можно для них найти. Для начала определимся, что такое флюс, и насколько он необходим при пайке.
Флюс – это вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислителей при пайке, снижения поверхностного натяжения, улучшения растекания жидкого припоя и защиты от действия окружающей среды. Другими словами, флюс нужен для упрощения расплавления припоя, или для залуживания поверхности металла, в электронике используется сплав меди.
Флюсы делятся на пять классификаций: по допустимому температурному интервалу, по растворению, по активатору определяющего действия, по механизму действия и по агрегатному состоянию.
- По температурному интервалу делятся на те, что подходят для температур до 450 °С, и высокотемпературные – свыше 450 °С. Низкотемпературные — к ним относится канифольные, кислотные и галогенидные, гидразивные и фторборатные, анилиновые и стеариновые. Высокотемпературные – это галогенидные и боридно-углексилые соединения.
- По растворению различаются по двум категориям – водные и неводные.
- По активатору определяющего действия флюсы отличаются разнообразием.
- По механизму действия флюсы подразделяются на защитные, химического действия, электрохимического действия и реактивные.
- По агрегатному состоянию различаются на три типа: твёрдые, жидкие и пастообразные.
Флюсы, которые используются в электронике, соответствуют следующим требованиям: низкие ток утечки и подверженность коррозии.
Простейшие по составу флюсы делают из канифоли, или ее раствора в спирте, к примеру, в этаноле либо в других спиртах или бензиновой смеси. Не менее часто используют кислотные флюсы – разнообразные кислоты или их соли, но такие флюсы требуют промывки после пайки, чтобы не образовывалась коррозия.
Не менее часто используют кислотные флюсы – разнообразные кислоты или их соли, но такие флюсы требуют промывки после пайки, чтобы не образовывалась коррозия.
Отмывку печатных плат также требует и глицерин, чтобы избежать скорого окисления. Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой.
Активные флюсы
Создаются на основе соляной кислоты. При их помощи спаивают железные изделия. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, снимает оксидные пленки с поверхности деталей, реагирует на сам металл. Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется в радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Эти флюсы изготавливаются на основе глицерина, этилового спирта, а также скипидара, и также называются неактивными. Канифоль применяется при температурах до 150°C, растворяет тонкие слои поверхности меди, свинца или олова, производя качественную очистку. В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей.
Активированные флюсы
Производятся на основе солянокислого анилина или салициловой кислоты. Применяются при пайке всех видов соединений, которые не требуют предварительной зачистки и при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Цель антикоррозийных флюсов заключается в очистке места пайки от коррозийных отложений, защите от окислов для дальнейшей эксплуатации детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Главное отличие от кислотных составов в том, что флюс не разрушает сам металл, но зачищает его для предотвращения коррозии, при помощи химической реакции при температурных воздействиях.
Главное отличие от кислотных составов в том, что флюс не разрушает сам металл, но зачищает его для предотвращения коррозии, при помощи химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Их отличие – отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бура, смешанная с канифолью, используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, а в процессе не выделяются вредные вещества.
Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Флюс или канифоль: что лучше
Разновидности припоев
Припой — это металлический пруток, используемый для заполнения стыков между двумя деталями. Он плавится и смешивается с основным металлом или вовсе выступает как основной металл. Может иметь различный диаметр. Изготавливается из олова, но с добавлением других металлов. Например, свинца цинка или меди. Может быть легкоплавким или тугоплавким.
Легкоплавкие
Легкоплавкие припои чаще всего используются при выполнении мелкой работы. Например, при пайке радиоаппаратуры. Также такой припой незаменим, если необходима пайка радиоэлектронных элементов. В составе чаще всего можно встретить сочетание олова с кадмием, висмутом, свинцом или цинком.
Исходя из названия, нетрудно догадаться, что такие припои легко плавятся. Чтобы их расплавить достаточно одного небольшого паяльника. Если вам нужен припой для работы с радиоэлектроникой, то выбирайте прутки с температурой плавления до 140 градусов.
Существуют и специальные припои для лужения плат. Температура их плавления не превышает 100 градусов. За счет таких свойств лужение проходит легче и быстрее. У припоев есть свои марки но на этом мы не будем заострять внимание. Это тема для отдельной статьи.
Скажем лишь, что при пайке современной аппаратуры рекомендуется использовать припой без свинца и с температурой плавления около 200 градусов. Это связано с особенностями зарубежной техники. Она изготавливается в соответствии со строгими экологическими нормами, согласно которым свинец при пайке выделяет вредные пары.
Тугоплавкие
Тугоплавкие припои — антипод легкоплавким. Температура их плавления начинается с отметки в 400 градусов. Такие припои используются в профессиональной промышленной сварке, где необходимо заварить большие детали. В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
Например, чугуна или латуни.
Припой с флюсом
Существует отдельная категория припоев — это припой с флюсом внутри. Он же припой трубчатый. Представляет собой полый пруток, в сердцевине которого содержится флюс. Пруток плавится при пайке, позволяя флюсу выделяться и выполнять защитную функцию. Яркий пример — это припой Castolin 192 FBK с флюсом и припой Brazetec Comet 3476U.
Такие припои очень удобны в работе, поскольку выполняют сразу две функции: практическую и защитную. Не нужно тратить время на нанесение флюса и его выбор. Но вы должны понимать, что такие припои не обеспечивают достаточную защиту зоны пайки. Они лишь немного улучшают качество швов. Если вам необходим безупречный результат, то лучше использовать припой и флюс отдельно друг от друга. Как два разных материала.
А вот что такое флюс и зачем он нужен, вы узнаете дальше.
Чем отличается флюс от канифоли?
Важно понимать, в чем между этими веществами разница. Необходимо учитывать, что это не одно и то же. Химический состав определяет отличия в порядке использовании и свойствах этих веществ.
Химический состав определяет отличия в порядке использовании и свойствах этих веществ.
Канифоль – смола растительного происхождения, добываемая из деревьев хвойных пород. Флюс отличается сложным составом, формируемым из множества компонентов. При использовании канифоли или флюса, первое из этих веществ наносится на место соединения с жала паяльника, а второе – непосредственно на соединяемый металл.
В паяльных работах могут использоваться оба этих компонента. Но флюс предпочтительнее при пайке миниатюрных деталей, а канифоль лучше подойдет для лужения больших участков – при ремонте автомобильных радиаторов или заделке емкостей.
Вне зависимости от характеристик материалов, каждый из них нужен для определенных целей в процессе пайки. Поэтому выбирают состав, исходя из свойств выполняемого соединения.
Разновидности флюсов
Флюс — это вещество, наносимое на место пайки или сварки, защищающее металл от окисления и улучшающее качество шва. Флюс способен кардинально изменить качество, в том числе ровность шва и его эстетические характеристики. Поэтому к выбору флюса нужно подойти с умом.
Поэтому к выбору флюса нужно подойти с умом.
Здесь есть четкая связь с припоем. Чем легче плавится припой, тем лучше раскрываются свойства флюса. У флюса должна быть температура плавления чуть ниже, чем у припоя. Тогда вы добьетесь качественного результата.
Производители предлагают флюсы для пайки двух разновидностей: активные и пассивные.
Химически активные
Химически активные флюсы содержат в своем составе кислотосодержащие вещества. Они, в свою очередь, способы уничтожить любой налет или признаки коррозии. В качестве кислотосодержащего может использоваться известная всем соляная кислота, хлористый цинк и др. Если не очистить место пайки от остатков флюса металл может испортиться и появится новая коррозия.
Химическая активность таких флюсов — это и достоинство, и недостаток одновременно. При неумелом использовании такие флюсы разъедают металл и текстолит, если применять их в радиоэлектронике. Не стоит забывать, что такие флюсы способны оставлять ожоги на коже, поэтому важно соблюдать технику безопасности. Зато при грамотном использовании активные флюсы удаляют любой налет и коррозию, позволяя улучшить качество работ.
Зато при грамотном использовании активные флюсы удаляют любой налет и коррозию, позволяя улучшить качество работ.
Мы не рекомендуем использовать химически активные флюсы в повседневной пайке. Они требуют внимания и опыта. А при пайке радиокомпонентов лучшее вообще не использовать данный тип флюса. Поскольку с большой вероятность он будет разъедать текстолит, и вы ничего не сможете исправить.
Химически пассивные
Химически пассивные флюсы используются очень часто. У них нет таких ярко выраженных окислительных свойств, как у химически активных, поэтому с ними проще работать. Химически пассивные флюсы удаляют жировой налет и небольшие загрязнения, но не коррозию. В составе таких флюсов есть органические компоненты, поэтому их можно применять при пайке радиоэлементов.
Химически пассивные флюсы защищают зону сварки от окисления и улучшают качество работы. Впрочем, как и химически активные.
Особенности канифоли
Канифоль обладает высокими диэлектрическими характеристиками, при устойчивости к воздействию влаги. С парами этой смолы полученное соединение выходит надежным и прочным – испаряются оксиды на наружной поверхности металлов, и припой равномерно растекается в месте контакта.
С парами этой смолы полученное соединение выходит надежным и прочным – испаряются оксиды на наружной поверхности металлов, и припой равномерно растекается в месте контакта.
Плюсы канифоли в таких качествах:
- простоте и удобству применения;
- низкой цене;
- низкой температуре плавления, не требующей чрезмерного нагрева паяльника;
- влагоустойчивости, при длительном сроке хранения;
- свойству разрывать оксидные пленки на расплавляемой поверхности.
К недостаткам канифоли относят:
- низкую активность, что требует многократного применения при пайке;
- способность поглощать влагу;
- хрупкость, что создает сложности при хранении и перевозке.
Канифоль наносится на место соединения с жала паяльника
Выпускают несколько видов канифоли, каждая из которых лучше подходит для конкретных паяльных работ. Это средство для пайки выпускают в твердом, жидком или порошковом состоянии.
Жидкий состав продают во флаконах, снабженных кистью, для точечного нанесения.

Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями. А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Особенности флюса
Флюс предохраняет металл от взаимодействия с кислородом и последующего образования оксидов по поверхности соединения. Его применение улучшает качество соединения, с равномерностью распределения припоя. Исключается опасность окисления поверхностей, с получением надежного сцепления атомной структуры.
Этот материал не взаимодействует с соединяемыми поверхностями, что исключает образования оксидной пленки.
Отличается такими достоинствами:
- низкой температурой нагрева;
- небольшой удельной массой;
- хорошим растеканием по соединяемым поверхностям;
- устойчивостью к испарению;
- разнообразием материалов, подходящих для различных режимов пайки;
- легкостью очистки растворителем;
- антикоррозионными свойствами;
- совместимостью с жировыми и оксидными пленками.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.

- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус.
Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие.
При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.
Как правильно выбрать флюс. Обзор флюсов для пайки.
Сегодня на прилавках радиорынков и магазинов для электроники можно встретить огромное количество различных по назначению и цене флюсов для пайки.
Производители флюсов предлагают продукцию действительно высокого качества, но найти ее на рынке довольно трудно. Количество и варианты подделок просто поражают своим разнообразием. Даже если вам повезло, и вы нашли оригинальный продукт, то его стоимость будет существенно отличаться от стоимости подделки. Большинство потенциальных покупателей после сравнения цен решают сэкономить и поискать более дешёвый флюс. Мастера же подбирают под свои требования оптимальный набор паяльной химии, устраивающей их по техническим параметрам и цене. Но для этого им приходится перебирать неизвестные флюсы и путем опытов подбирать наиболее подходящий вариант для той или иной работы.
Даже если вам повезло, и вы нашли оригинальный продукт, то его стоимость будет существенно отличаться от стоимости подделки. Большинство потенциальных покупателей после сравнения цен решают сэкономить и поискать более дешёвый флюс. Мастера же подбирают под свои требования оптимальный набор паяльной химии, устраивающей их по техническим параметрам и цене. Но для этого им приходится перебирать неизвестные флюсы и путем опытов подбирать наиболее подходящий вариант для той или иной работы.
Практически на каждом углу продаются сотни наименований дешевых флюсов с высокими показателями заявленных параметров на этикетке. Но внутри упаковки вас может ожидать совсем неприятный сюрприз.
А сейчас давайте разберемся, как разводят флюсы и как это влияет на их технические характеристики.
Канифоль вместо флюса
Представьте ситуацию: вы купили суперфлюс, открываете тюбик, а там вместо качественного флюса находится низкокачественная канифоль (отходы после производства канифоли). Притом эта же канифоль еще и очень сильно разбавлена каким-то загрязненным техническим вазелином.
Притом эта же канифоль еще и очень сильно разбавлена каким-то загрязненным техническим вазелином.
Паять или залудить такой смесью просто невозможно. Так называемый «флюс» начинает «убегать» из места пайки. В результате получаем незаслуженные выводы, некачественную «холодную» пайку, а контактные площадки и дорожки из-за перегрева мгновенно отваливаются от платы.
Разбавленный кислотой флюс
Очень часто в уже и без того некачественный флюс добавляют кислоты (лимонная, ортофосфорная) или хлориды (хлорид цинка). По сравнению с канифолью картина сразу меняется – всё лудится и паяется. Создается впечатление, что флюс просто супер, но паять таким флюсом электронные платы нельзя. Очень трудно, а иногда практически невозможно удалить остатки кислоты, особенно из-под SMD-элементов. Кислота может оставаться даже внутри пайки, в порах припоя.
В результате, через месяц-два пайка с кислотой (или хлоридом цинка) рассыпается в порошок вместе с выводами радиоэлемента. Ремонт потом будет очень и очень трудоемкий, а иногда он и вовсе невозможен.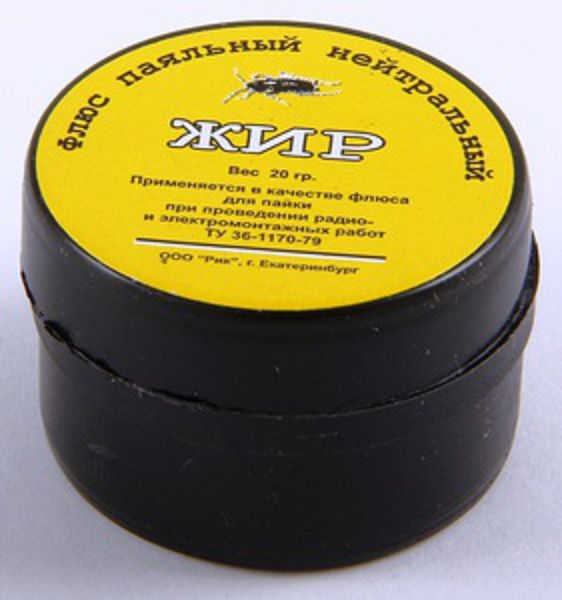
Разбавленный глицерином флюс
Случается и такое, что во флюс щедро льют глицерин. Глицериновый флюс паяет замечательно, он дешевый и его много, но попробуйте покрыть им плату. А потом измерьте сопротивление текстолита платы. Вот так незадача: он проводит ток от единиц до десятков Ом там, где проводить не должен. Даже если вы пытаетесь отмыть глицерин, а он смывается легко, то «проводимость» платы все равно останется! Глицерин впитывается в текстолит (сопротивление текстолита, не покрытого медью – от 10 до 50 Ом). Для большинства устройств это просто неприемлемо. «Глючить» будут даже самые простые и банальные схемы. Чтобы хоть как-то заставить устройство работать, попробуйте процарапать иглой текстолит между дорожками.
Вывод: глицерин, кислоты, хлориды в безотмывочных флюсах для работы с радиоэлектроникой, компонентами BGA и SMD применяться не должны.
Основные требования к качественному флюсу для работы с выводными элементами, BGA и SMD:
- отсутствие коррозионной активности
- хорошие лудящие свойства
- высокая смачивающая способность
- отсутствие кипения при нагреве до рабочей температуры
- отсутствие электропроводимости
- легкость удаления остатков при необходимости
- поддержка бессвинцовых и свинецсодержащих припоев
- безотмывочная технология пайки (остатки можно не смывать)
- удобство нанесения (гель, паста)
- доступная цена.

А теперь давайте посмотрим, что же нам предлагают на рынке.
Всем вышеперечисленным требованиям отвечают флюсы торговой марки CHIPSOLDER FLUX.
Также достаточно качественными являются флюсы серии SP (SP-10+, SP-15+, SP-18+, SP20+, SP30+).
В их составе не обнаружено кислот, хлоридов или глицерина. Флюсы SP доступны в разной консистенции: паста, гель, жидкие (L-NC-3200, L-NC-3600). Они не проводят электрический ток, а смывать остатки совсем необязательно.
Данные флюсы соответствуют всем заявленным нормам и проверены при пайке выводных деталей, проводников, BGA и SMD-элементов, а также чувствительных солнечных панелей.
Характеристики флюсов и их особенности
Давайте сейчас некоторые из них рассмотрим поподробнее.
Для начала разберемся с названием. Что же обозначают все эти большие буквы?
- G (gel) — флюс гелеобразный.
- NC (no clean) — не требует смывания.

- 5268 – индекс флюса.
- LF (lead free) — подходит для бессвинцовых припоев.
CHIPSOLDER G-NC-5268-LF
Начнем с флюса CHIPSOLDER G-NC-5268-LF.
Данный флюс подходит для пайки залуженных контактов. Обладает хорошей теплопроводностью, контактная площадка остается на плате, а не на жале паяльника. Флюс-гель CHIPSOLDER G-NC-5268 LF — это высококачественный, полупрозрачный, синтетический безотмывочный флюс со смолоподобными характеристиками. Используется для пайки и демонтажа BGA/SMD-компонентов. Подходит для работы с паяльником, термофеном, ИК-станцией, а также для реболлинга.
Изготовлен флюс из высокоочищенных компонентов. Удобно фиксирует BGA и SMD-компоненты при запаивании (“посадке”). Полностью поддерживает как обычную, так и бессвинцовую технологию пайки. Не содержит галогенов, что гарантирует долгосрочную надежность и отличные характеристики пайки.
Обладает минимальной, “мягкой” активностью при пайке, что позволяет не смывать остатки. Не кипит, не оставляет темного “нагара”, после пайки остается прозрачным гелем. Теряет прозрачность только при температуре -5 °C, но при этом сохраняет свои свойства. Легко удаляется с помощью любого универсального средства на спиртовой (спиртобензиновой) основе и бумажной салфетки.
Не кипит, не оставляет темного “нагара”, после пайки остается прозрачным гелем. Теряет прозрачность только при температуре -5 °C, но при этом сохраняет свои свойства. Легко удаляется с помощью любого универсального средства на спиртовой (спиртобензиновой) основе и бумажной салфетки.
Имеет отличную теплопроводность (компонент прогревается максимально равномерно), очень удобен в работе. Не содержит растворителей, не высыхает на открытом воздухе и не твердеет после пайки. Подходит для многократного использования.
CHIPSOLDER –G-NC-6500-LF
Этот флюс очень похож на G-NC-5268-LF, но рассчитан преимущественно на бессвинцовые припои. Хотя отлично паяет и обычными (свинецсодержащими) припоями.
После пайки остается прозрачным и твердым (остаток чуть тверже, чем во флюсе 5268).
Можно использовать для повторной пайки. Смывать не обязательно, но если необходимо смыть, используйте любое универсальное средство на спиртовой (спиртобензиновой) основе.
CHIPSOLDER –G-NC-6800-LF
Флюс предназначен, прежде всего, для «трудных» паек. По консистенции он такой же клейкий гель, как и G-NC-5268-LF, но обладает повышенной лудящей способностью. Хорошо снимает окислости с места пайки и предназначен как для обычной пайки, так и для пайки (лужения) сильноокисленных выводов и контактов. Обладает высокой теплопроводностью, компонент прогревается максимально равномерно. Не кипит, не оставляет темного “нагара”, остается прозрачным гелем после пайки, легко стирается бумажной салфеткой и очень удобен в работе. Не содержит растворителей, не высыхает на открытом воздухе и не твердеет после пайки. Подходит для многократного использования.
По консистенции он такой же клейкий гель, как и G-NC-5268-LF, но обладает повышенной лудящей способностью. Хорошо снимает окислости с места пайки и предназначен как для обычной пайки, так и для пайки (лужения) сильноокисленных выводов и контактов. Обладает высокой теплопроводностью, компонент прогревается максимально равномерно. Не кипит, не оставляет темного “нагара”, остается прозрачным гелем после пайки, легко стирается бумажной салфеткой и очень удобен в работе. Не содержит растворителей, не высыхает на открытом воздухе и не твердеет после пайки. Подходит для многократного использования.
Остаток флюса чистый, мягкий, прозрачный, некоррозионный, а также не проводит ток. Очистка остатка необязательна, но при необходимости его можно стереть с помощью сухой салфетки или любым средством на спиртовой (спиртобензиновой) основе.
Этим флюсом удобно восстанавливать «холодные» пайки, пайки после попадания воды, а также «отвалившиеся» BGA-контакты. Часто с помощью данного флюса удается залудить даже те контакты, которые не под силу более дорогим флюсам.
Флюсы SP
На рынке также присутствуют флюсы под названием FLUX PASTE SP-10+, SP-15+, SP-18+, SP20, SP30 и FLUX GEL SP-30, SG-15.
Эти флюсы по характеристикам похожи на серию флюсов CHIPSOLDER, но стоят они немного дешевле. Необходимо отметить, что стоимость на качество не повлияла. Ими также можно прекрасно работать и получать хорошие результаты. А теперь остановимся на каждом из них поподробнее.
SP-10+
Итак, начнем с флюса SP-10+
Это дешевый и довольно неплохой низкоактивный флюс. Рекомендуется применять для монтажа и демонтажа FLIP CHIP, BGA и SMD-компонентов, кристаллов, а также для ремонтных работ с использованием паяльника, термофена, ИК-оборудования.
Имеет практически нулевую активность. Используется для пайки и демонтажа облуженных выводов. Подходит для бессвинцовых припоев. SP-10+ абсолютно безопасен для радиокомпонентов. Равномерно распределяет температуру при пайке и препятствует отслаиванию печатных проводников. Имеет клейкую консистенцию (вязкий, липкий), не вызывает коррозии, надежно фиксирует элементы при пайке. Также он не проводит ток.
Также он не проводит ток.
Флюс используется без последующей отмывки в печатных узлах. Подходит для работы в различных условиях окружающей среды.
SP-15+
SP-15+ будет следующим в нашем списке.
Это универсальный флюс. Обладает средней активностью («мягкая» активность). По своим характеристикам и сфере применения SP-15+ фактически ничем не отличается от SP-10+. Главная разница между ними в активности: SP-15+ – среднеактивный, а SP-10+ – низкоактивный. Рекомендуется использовать для прогрева и монтажа «отвалов BGA», а также для монтажа и демонтажа FLIP CHIP, BGA и SMD-компонентов.
SP-18+
SP-18+ – это уже не просто флюс, а среднеактивная флюс-паста.
Ее рекомендуется использовать для низкотемпературной пайки. Предназначена для пайки припоями с температурой плавления от 80 до 180 °C.
Не подходит для бессвинцовых припоев. Равномерно распределяет температуру при пайке, препятствует отслаиванию печатных проводников.
После применения SP-18+ есть незначительное количество остатков, но при необходимости они легко смываются. Данная флюс-паста имеет слегка желтоватый цвет, некоррозионная и безопасна для радиокомпонентов.
SP-20
SP-20 – это уже активная флюс-паста.
Рекомендуется использовать для большинства типов работ. Обладает повышенной активностью, хорошо лудит без кислотных последствий.
SP-20, как и SP-10+, SP-15+, SP-18+ применяется для монтажа и демонтажа FLIP CHIP, BGA и SMD-компонентов, кристаллов, а также для ремонтных работ с использованием паяльника, термофена, ИК-оборудования. Подходит для бессвинцовых припоев.
Можно применять для пайки и лужения окисленных вводов и контактных площадок. Также подходит для прогрева и монтажа «отвалов BGA». Флюс используется для различных печатных узлов с высокочастотными схемами.
После работы с SP-20 есть небольшое количество остатков, которые, при необходимости, легко смываются. Данная флюс-паста не проводит электрический ток, безопасна для радиокомпонентов и надежно фиксирует элементы при пайке.
Данная флюс-паста не проводит электрический ток, безопасна для радиокомпонентов и надежно фиксирует элементы при пайке.
SP-30
SP-30 очень похож на SP-15+.
Главное отличие состоит в консистенции.
SP-30 – это полупрозрачный, клейкий гель. Флюс предназначен для ремонта и производства электроники. Может использоваться со всеми стандартными припоями.
Итак, подведем итоги.
Состав всех флюсов разработан для пайки высокого качества. Все вышеперечисленные флюсы применяются в различных условиях окружающей среды и при разных особенностях процесса.
Главными отличиями между флюсами SP являются консистенция и активность. Поэтому подбирать флюс необходимо исходя из сферы применения и удобства при работе.
Что касается флюсов марки CHIPSOLDER, то они не настолько универсальны, как флюсы SP. Выбирая флюс CHIPSOLDER, необходимо определенно знать, как его использовать и с какой целью.
Воспользуйтесь шансом сделать выгодную покупку!
Наталия Зинько
Копирование материалов с сайта all-spares. ua разрешается только при условии указания авторства и размещения обратной текстовой ссылки на каждый скопированный контент.
ua разрешается только при условии указания авторства и размещения обратной текстовой ссылки на каждый скопированный контент.
Fluxes
Главная » Fluxes
ВЫБОР ТИПА ФЛЮСА
Перед началом серийного применения нового типа флюса рекомендуется провести испытания на растекаемость флюса, коррозионное воздействие остатков флюса и изменение поверхностного сопротивления изоляции после пайки.
Методы проведения испытаний приведены в стандарте IPC-TM-650. При выборе типа флюса следует руководствоваться требованиями стандарта IPC/ANSI-J-STD-004 («Требования к флюсам для пайки»), а также учитывать:
1. Конструктивные особенности и назначение электронной техники;
2. Требования заказчика к внешнему виду изделий – отмывать или не отмывать остатки флюса после пайки;
3. Метод нанесения флюса – пеной или распылением;
4. Необходимость влагозащиты и возможность применения влагозащитных материалов без удаления остатков флюса;
5. Активность флюса, достаточную для обеспечения хорошей очистки и смачивания паяемых поверхностей припоем. В процессе пайки двойной волной припоя при прохождении второй волны на плате должно оставаться достаточное количество флюса. Чем выше пригодность к пайке компонентов и печатных плат, тем менее активный флюс можно использовать.
Активность флюса, достаточную для обеспечения хорошей очистки и смачивания паяемых поверхностей припоем. В процессе пайки двойной волной припоя при прохождении второй волны на плате должно оставаться достаточное количество флюса. Чем выше пригодность к пайке компонентов и печатных плат, тем менее активный флюс можно использовать.
КАРТА ВЫБОРА ЖИДКИХ ФЛЮСОВ
ФЛЮСЫ ФИРМЫ Multicore Solders
| Обозначение | R41-01i | MFR301 | X33-12i | HYDRO-X/20 | |
| Тип флюса | Канифольный | Канифольный | Органический | Органический | |
| Цвет | Светло-желтый | Бледно-желтый | Бесцветный | Зеленый | |
| Запах | спиртовой | спиртовой | спиртовой | спиртовой | |
| Относительная плотность ( г/см3 25°С) | 0,800 ± 0,002 | 0,800-0,804 | 0,81 | 0,874 ± 0,02 | |
| Точка вспышки АС | + 12 | + 12 | + 12 | + 14 | |
| Содержание твердых веществ (%) | 4,7 | 5,5 – 6,5 | 2,9 | 20 | |
| Содержание галогенов (%) | 0,013 ± 0,002 | 0 | 0 | 0,98 ± 0,02 | |
| Кислотное число (мг КОН/г) | 21±1 | 39,3 ± 41,0 | 22,5 | 24 ± 2 | |
| Электромиграция | Сооветствует | Сооветствует | Сооветствует | Сооветствует | |
| Сопротивление изоляции остатков(Ом) | Сооветствует | Сооветствует | Сооветствует | Сооветствует | |
| Растворитель | PC70i | PC70i | PC70i | PC70i | |
| Срок хранения (год) | 2 | 2 | 2 | 2 | |
| Область применения | Групповая | Групповая | Групповая | Групповая | |
| ручная пайка (обязательна отмывка) |
ручная пайка (обязательна отмывка) |
ручная пайка (обязательна отмывка) |
ручная пайка (обязательна отмывка) |
||
| Метод нанесения | Пена, волна | Пена, волна | Пена, волна | Пена, волна | |
| распыление | распыление | распыление | распыление | ||
| Отмывка | Не требуется | Не требуется | Не требуется | Требуется | |
| Совместимость | с лаковыми покрытиями | Хорошее | Хорошее | Хорошее | Хорошее |
| с пaяльными масками | Хорошее | Хорошее | Хорошее | Хорошее | |
| Специальные свойства | Высокая температурная стабильность | Очень высокая активность | Низкое содержание твердых остатков | Пайка меди, латуни, никеля, мягкой стали | |
| Упаковка | Канистры 5 л | + | – | + | + |
| Канистры 25 л | – | + | – | – | |
ОБЛАСТЬ ПРИМЕНЕНИЯ
Жидкие флюсы находят широкое применение в системах пайки волной и двойной волной припоя с применением технологии монтажа компонентов в отверстия и смешанного монтажа. Некоторые типы флюсов активно применяются для ручной пайки при ремонте и в опытном производстве.
Некоторые типы флюсов активно применяются для ручной пайки при ремонте и в опытном производстве.
ОСНОВНЫЕ ТИПЫ ФЛЮСОВ
В процессе пайки флюсы обеспечивают растворение оксидов и сульфидов, защиту паяемых поверхностей от повторного окисления, снижение поверхностного натяжения припоя. Общие требования, классификация и методы испытаний жидких флюсов приведены в стандарте IPC/ANSIJ-STD-004 («Требования к флюсам для пайки»)
По стандарту IPC/ANSI-J-STD-004 флюсы делятся на несколько основных типов:
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) |
| Низкая (0%) | ROL0 | REL0 | ORL0 |
| Низкая (<0,5%) | ROL1 | REL1 | ORL1 |
| Средняя (0%) | ROM0 | REM0 | ORM0 |
| Средняя (0,5 – 2,0%) | ROM1 | REM1 | ORM1 |
| Высокая (0%) | ROH0 | REH0 | ORH0 |
| Высокая (>2,0%) | ROh2 | REh2 | ORh2 |
В производстве электроники наибольшее применение находят следующие типы жидких флюсов:
1. Флюсы, не требующие отмывки (No Clean)
Флюсы, не требующие отмывки (No Clean)
К данному классу относятся флюсы с низким содержанием твердых веществ, имеющих обычно содержание твердых веществ не более 5%. Флюсы с низким содержанием твердых веществ могут иметь разную основу: канифольную (RO), синтетические смолы (RE) или органическую (OR).
Флюсы на органической основе.
Органические флюсы изготавливаются на основе низкомолекулярных органических кислот и растворителей, которые, растворяя их, создают азеотропную смесь. В результате воздействия высоких температур в процессе пайки основная часть активной составляющей флюса испаряется вместе с растворителем.
Главными преимуществами данных флюсов являются высокая активность в сочетании с практически незаметными остатками (значительно меньше, чем у канифольных флюсов), а также полная инертность остатков флюса после пайки волной. Остатки органических флюсов легко удаляются в процессе отмывки. Недостатком таких флюсов является их низкая температурная стойкость и стабильность, что означает более узкое окно технологического процесса пайки.
Флюсы на канифольной и синтетической основе.
Чистая канифоль и синтетические смолы обладают слабой флюсующей активностью, поэтому в состав таких флюсов вводят тщательно подобранные растворители и активаторы, которые оказывают на них активирующее воздействие за счет разрыва химических связей и образования свободных функциональных групп (процесс деполиконденсации). После пайки при охлаждении происходит обратный процесс: поликонденсация с образованием сшитого полимера, обладающего высоким уровнем электрических и эксплуатационных свойств.
Особенности канифольных флюсов. Канифольные флюсы обладают повышенной температурной стабильностью в процессе пайки. Более высокое содержание твердых веществ по сравнению с флюсами на органической и синтетической основе обеспечивает меньшую вероятность образования шариков и сосулек припоя при пайке, кроме того, канифольные остатки флюса достаточно легко удаляются в процессе отмывки. Однако протекание процессов поликонденсации в канифольных флюсах трудно поддается регулированию из-за природного происхождения канифоли, поэтому остатки канифольных флюсов имеют низкую механическую прочность и высокую хрупкость.
Применение канифольных флюсов без последующей отмывки остатков рекомендуется для изделий РЭА которые эксплуатируются в нормальных климатических условиях.
Особенности флюсов на синтетической основе. В синтетических флюсах используются фенольные, полиэфирные и другие синтетические смолы с фиксированным массово-молекулярным распределением, что позволяет регулировать процесс активации и поликонденсации, и, следовательно, получать остатки с заданными свойствами (пластичность, механическая прочность, теплостойкость, влагостойкостью и др.).
В частности, регулируя процессы поликонденсаци можно получать остатки флюса с высокой температурой плавления более 125.С, т.е выше максимальной температуры эксплуатации печатных плат. Это позволяет исключить резкое снижение (изменение) электрических свойств печатного узла в процессе эксплуатации. Флюсы данного класса позволяют применять влагозащитные покрытия без удаления остатков после пайки.
Однако остатки таких флюсов будут тяжело удаляться в процессе отмывки.
Флюсы не требующие отмывки обеспечивают хорошее качество паяных соединений на различных поверхностях, в том числе: Sn/Pb, Ni/Au, Ag/Pd, Ni/Pd и других.
ВНИМАНИЕ!
Все флюсы, содержащие неорганические активаторы, требуют обязательного удаления остатков после пайки. Как правило, остатки таких флюсов легко смываются водой.
В последнее время большинство крупнейших производителей электроники используют флюсы, не требующие отмывки с низким содержанием твердых веществ среди них такие гиганты как: Apple Computer, Hewlett Packard, IBM, General Electric, Texas Instruments, Bosch, AT&T, Panasonic, Siemens, Philips, Ericsson, Nokia, LG, Alcatel, Motorolla и многие другие. Экономические и экологические преимущества таких флюсов очевидны.
2. Водосмываемые флюсы (Water Soluble)
Водосмываемые флюсы имеют органическую основу (OR), а также содержат широкий ряд различных активаторов и обладают очень высокой активностью. Водосмываемые флюсы применяются для пайки по никелю, стали и поверхностям с плохой паяемостью. Однако остатки таких флюсов обладают высокой коррозионной активностью, и требуют обязательного удаления после пайки.
Однако остатки таких флюсов обладают высокой коррозионной активностью, и требуют обязательного удаления после пайки.
ХРАНЕНИЕ
Оптимальные условия хранения достигаются при температуре <20°С и влажности <70%. Следует избегать хранения флюса при высоких температурах, морозе или под дождем. Перед использованием флюса хранившегося на морозе следует минимум 4 часа выдержать емкость с флюсом в теплом помещении и тщательно взболтать флюс.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ
Перед началом сборки в случае необходимости рекомендуется обеспечить предварительную очистку печатных плат. Ионные загрязнения на печатной плате не должны превышать 5 х 10-7 г/см2.
Температура:
Нанесение флюса рекомендуется осуществлять при температуре окружающей среды 18 – 25°С.
Методы флюсования:
Нанесение флюса обычно осуществляется методом пенного флюсования или распылением. Метод распыления является предпочтительным для получения наилучших результатов, так как:
|

 Изменение температуры на стадии предварительного нагрева должно осуществляться со скоростью не более 2°С/сек. В случае недостаточного прогрева и неполного удаления растворителя флюса при пайке происходит выделение газов в волну припоя, это ухудшает смачивание и может приводить к непропаям выводов компонентов.
Изменение температуры на стадии предварительного нагрева должно осуществляться со скоростью не более 2°С/сек. В случае недостаточного прогрева и неполного удаления растворителя флюса при пайке происходит выделение газов в волну припоя, это ухудшает смачивание и может приводить к непропаям выводов компонентов. Требование удаления остатков вызвано неполной термической обработкой флюсов при ручной пайке, и следовательно, только частичным выгоранием активаторов.
Требование удаления остатков вызвано неполной термической обработкой флюсов при ручной пайке, и следовательно, только частичным выгоранием активаторов.Канифоль
против волнового флюса без канифоли?
|


 Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
Основы флюсов для припоя, Пол Д.
 Странски Основы флюсов для припоя, Пол Д. Странски
Странски Основы флюсов для припоя, Пол Д. СтранскиДомашняя страница отдела отделки ®
Предоставлено Полом Д. Странски, Paul Stransky Associates
Аннотация
Представлен базовый обзор флюсов, используемых для пайки электронных компонентов на печатные платы. Предоставляется информация о типах флюсов, использовании, применении и очистке остатков.
Введение
Флюс предназначен для очистки соединяемых поверхностей для улучшения смачивания припоем в расплавленном состоянии. Для этого флюс должен быть способен раскислять металлические поверхности при высоких температурах без разложения.
1. Типы флюсов
Флюсы делятся на 2 категории на основе канифоли и так называемые водорастворимые (сам флюс не растворяется в воде, однако остаток после пайки растворяется). Существуют две важные спецификации для флюсов, используемых в электронике: ANSI/IPC-SF-818 и MIL-F-14256E.
ANSI/IPC-SF818 определяет 3 класса сборки, класс 1 потребительских товаров, класс 2 общепромышленного назначения, класс 3 высокой надежности и военной электроники. Обе спецификации схожи с точки зрения тестов и методов тестирования, необходимых для характеристики флюса и характеристик флюса (см. таблицу 1), хотя есть некоторые языковые различия.
Обе спецификации схожи с точки зрения тестов и методов тестирования, необходимых для характеристики флюса и характеристик флюса (см. таблицу 1), хотя есть некоторые языковые различия.
A. Канифольные флюсы
Флюсы на основе канифоли производятся из канифоли, получаемой из сока сосны. Очищенный продукт известен как «водная белая канифоль». Активным ингредиентом является органическая кислота, абиетиновая кислота, которая может содержать гомологи, такие как дегидроабиетиновая кислота и левиопмаровая кислота (1,2). В дополнение к канифоли могут присутствовать другие активаторы в разных количествах для повышения способности к очистке и раскислению. Активаторы представляют собой соединения, которые разлагаются при температурах пайки с образованием в процессе аммиака или соляной кислоты. Активность флюса классифицируется как R (только канифоль), RMA (мягко активированная канифоль) и RA (активированная канифоль). В качестве носителя используется низкокипящий растворитель, такой как изопропанол, поэтому они легко воспламеняются.
В дополнение к соотношению канифоль/активатор можно варьировать содержание твердых частиц (удельный вес) флюса. Более высокое содержание твердых веществ будет использоваться для плат с высокой плотностью соединений, и наоборот.
Тип R, содержащий только канифоль, является наименее активным и рекомендуется для очень чистых поверхностей. Практически не оставляет после себя следов.
Тип RMA содержит небольшое количество дополнительного активатора для улучшения очистки и раскисления, оставляя лишь минимальное количество инертного остатка. Характерной чертой флюсов RMA является то, что оставшийся остаток не вызывает коррозии, не имеет липкости и демонстрирует высокую степень свободы от ионного загрязнения после очистки.
Тип RA являются наиболее активными из канифольных флюсов и оставляют наибольшее количество остатков, однако эти остатки можно удалить с помощью соответствующих очистителей флюсов. Эти 3 флюса (R, RMA, RA) являются единственными, указанными для работы по спецификациям mil (Mil-F-14256E, ANSI/IPC-SF-818, класс 3).
B. Водорастворимые флюсы
Так называемые водорастворимые флюсы в зависимости от состава делятся на две категории: органические и неорганические. Органические флюсы более активны, чем канифоль РА, а неорганические – самые активные из всех.
2. Флюсы на выбор
Следующие факторы могут повлиять на выбор флюса для данной работы:
A. Спецификации, такие как ANSI/IPC-SF-818 или MIL-F-14256E, могут определять тип флюса, но на выбор влияют и другие факторы.
B. Тип платы Тип платы, например, одно- или двухсторонняя, многослойная, плотность соединений влияет на необходимое содержание флюсовых твердых частиц. Более низкое содержание твердых веществ для более простых плит, более высокое для более сложных.
C. Метод монтажа компонентов Метод монтажа компонентов, таких как PTH или SMT, может влиять на выбор флюса. Из-за сложности удаления остатков флюса из-под компонентов SM производители флюсов разработали специальные продукты, которые оставляют очень мало коррозионных или проводящих остатков, если таковые имеются. Они не требуют очистки.
Они не требуют очистки.
D. Паяемость соединяемых металлов Рисунок 1 представляет собой своего рода график, показывающий относительную паяемость многих металлов в зависимости от активности флюса (1). Большинство металлов, используемых в электронике, относятся к первым двум категориям, которые легко паяются и менее легко паяются. Однако видно, что металлы, обладающие хорошей коррозионной стойкостью из-за свойственных им непроницаемых оксидов, такие как нержавеющая сталь, требуют самого сильного или самого активного флюса.
E. Совместимость материалов с активатором Существуют флюсы, не содержащие галогенов и аммиака, для материалов, требующих применения активных флюсов, но несовместимых с парами галогенов или аммиака.
F. Метод пайки Большинство флюсов разработаны для применения в виде пены в автоматизированных системах перед пайкой волной припоя. Существуют флюсы, которые можно наносить кистью или окунанием при ручной пайке. Кремы для припоя и некоторые заготовки для припоя содержат флюс.
3. Вопросы чистоты после пайки
Важно удалить любые загрязнения с готовой платы, независимо от того, откуда они поступили, от флюса или других процессов. Остатки на плате, особенно ионные, могут вызвать короткое замыкание или коррозию (6).
Во флюсах плохо действуют активаторы ионной природы, хотя канифольные флюсы (типы R, RMA, RA) могут дополнительно оставлять после себя канифоль, которую также необходимо удалить.
Существует два способа очистки остатков канифольного флюса: один растворитель, другой водные очистители. Необходимо использовать смесь полярных и неполярных растворителей, чтобы канифоль и ионные активаторы растворялись и удалялись. Очистка на водной основе включает использование биоразлагаемого очистителя, способного омылять канифоль с образованием растворимого мыла, в то время как ионные компоненты растворяются в воде (3).
Флюсы без канифоли (органические, неорганические) требуют соответствующего очистителя на водной основе. Поставщики флюса предлагают широкий выбор обоих типов очистителей. Очистка станет более серьезной проблемой с поэтапным отказом от фреонов и хлорированных растворителей.
Поставщики флюса предлагают широкий выбор обоих типов очистителей. Очистка станет более серьезной проблемой с поэтапным отказом от фреонов и хлорированных растворителей.
4. Коррозия
Следует подумать о возможной коррозии как от флюсов (7,8), так и от очистителей остатков флюса на водной основе. Например, в случае некоторых микроволновых цепей латунь или алюминий иногда используются для толстых заземляющих пластин. Они могут быть или не быть покрыты. Латунь подвержена межкристаллитной коррозии при длительном воздействии паров аммиака и обесцинковыванию в кислотах. Алюминий подвержен воздействию галогенсодержащих кислот и щелочных растворов.
Ссылки
1. Литература о продукции Kester2. Литература о продукции Alpha Metals
3. C.F. Кумбс, мл., Справочник по печатным схемам, 3-е изд., McGraw-Hill, стр. 25.1-8, Нью-Йорк, 1988.
4. ANSI-IPC-SF-818
5. MIL-F-14256E
6. E .Westerlaken, Electronic Packaging & Production, стр. 118-124, февраль 1985 г.

7. IEEE Trans. ON Parts, Hybrids, And Packaging, Vol.PHP-7, стр. 155-162, № 4, декабрь. 1971.
8. Microelectronics and Reliability, Vol.14, pp. 295-303, Pergamon Press, Great Britain, 19.75.
Таблица 1: Сравнение тестов и методов для ANSI-IPC-SF-818 и MIL-F-14256E
МЕТОД ИСПЫТАНИЯ
СОБСТВЕННОСТЬ ANSI-IPC-SF-818
__________ _________________
Содержание твердых частиц IPC-TM-650, 2.3.34
Плотность ASTM 40, D1298
Намазка припоя IPC-S-804/805
Деятельность IPC-TM-650, 2.3.32
(Тест медного зеркала)
Тест на хромат серебра IPC-TM-650, 2.3.33
Содержание галогенидов IPC-TM-650, 2.3.35
Коррозионное испытание ИПК-ТМ-650, 2.6.15
Поверхностная изоляция IPC-TM-650, 2.6.3.3
МЕТОД ИСПЫТАНИЯ
СОБСТВЕННОСТЬ MIL-F-14256E
__________ _________________
Содержание твердых веществ Нет
Плотность
Намазка припоя Mil-F-14256E,4.7.5
Деятельность IPC-TM-650, 2.3.32
(Тест медного зеркала)
Тест на хромат серебра IPC-TM-650, 2.3.33
Содержание галогенидов IPC-TM-650, 2. 3.35
Испытание на коррозию
Поверхностная изоляция IPC-TM-650, 2.6.3.3
3.35
Испытание на коррозию
Поверхностная изоляция IPC-TM-650, 2.6.3.3
Мы прилагаем все усилия, чтобы сделать эти страницы местом, где вы можете найти все, что нужно для отделки. Пожалуйста, присылайте свои предложения по электронной почте:
Ted Mooney, P.E.
Вернуться к отделке. с о м Домашняя страница
Какой припой (канифольный и т.п. бессвинцовый)? Что такое флюс и когда он необходим?
Зачем это нужно: Припой не просто замерзает на стыке, он фактически образует металлургическую связь, растворяясь и вступая в химическую реакцию с основным материалом. К сожалению, почти все металлы окисляются на воздухе и образуют оксидный слой, препятствующий смачиванию и прилипанию припоя к ним. Что такое окисление?
Окисление — это когда атомы кислорода (или других окислителей, таких как сера) соединяются с основными материалами, отрывая свободно присоединенные электроны и образуя новые соединения, такие как оксид железа (III). Это то, что происходит, когда кусочки яблока становятся коричневыми, железо ржавеет, медь становится черной/зеленой и не поддается пайке. (прочитайте ссылки для более точного/полного объяснения)
Это то, что происходит, когда кусочки яблока становятся коричневыми, железо ржавеет, медь становится черной/зеленой и не поддается пайке. (прочитайте ссылки для более точного/полного объяснения)
Результаты значительно различаются. Когда железо ржавеет, оксиды отслаиваются до тех пор, пока железа не останется. В качестве альтернативы алюминий окисляется чрезвычайно быстро, но затем защищен от дополнительного окисления оксидным слоем. Этот слой делает невозможной пайку алюминия без использования специального припоя и чрезвычайно агрессивного флюса или покрытия поверхности металлом, поддающимся пайке, например никелем. Хром в нержавеющей стали выполняет ту же функцию, окисляясь, образуя защитный барьер, который трудно паять. Золото остается блестящим, потому что оно не окисляется и легко паяется, но образует хрупкие соединения. Тепло, влага и соль увеличивают скорость окисления.
Окисление может добавить скрытую стоимость компонентам и платам, которые могли лежать на полке в течение длительного периода времени или подвергаться воздействию горячей и влажной среды. Медные контактные площадки на печатных платах (печатных платах) покрыты припоем или покрыты металлическим покрытием для предотвращения окисления, но по прошествии достаточного времени кислород все еще может проникать через эти барьеры. В частности, для излишков деталей может понадобиться немного стальной ваты.
Медные контактные площадки на печатных платах (печатных платах) покрыты припоем или покрыты металлическим покрытием для предотвращения окисления, но по прошествии достаточного времени кислород все еще может проникать через эти барьеры. В частности, для излишков деталей может понадобиться немного стальной ваты.
Некоторые интересные ссылки:
химическая реакция ржавчины
довольно понятное объяснение окисления
wiki/Corrosion
wiki/Oxidation
Окисление происходит намного быстрее при более высоких температурах, поэтому даже если у вас есть чистые металлы для начала, вам все равно понадобится флюс для предотвращения образования новых оксидов во время пайки.
Главный выбор при выборе флюса, будь то порошковая проволока, жидкость или паста, заключается в том, насколько агрессивным он должен быть. Чем агрессивнее или «активнее» флюс, тем более твердые оксиды он может удалить и тем быстрее он их удаляет. Переходя от самого слабого к самому сильному, типичные варианты для ручной пайки включают: «без очистки», RMA (мягко активированная канифоль), RA (активированная канифолью) и водорастворимые. Недавно была принята более новая система классификации (J-STD-004), в которой флюсы классифицируются не по содержанию смолы, а по активности, материалу и присутствию галогенидов.
Недавно была принята более новая система классификации (J-STD-004), в которой флюсы классифицируются не по содержанию смолы, а по активности, материалу и присутствию галогенидов.
Новая система классифицирует флюс по материалу (RO=канифоль, RE=смола, OR=органический, IN=неорганический), уровню активности (низкий, умеренный, высокий) и наличию галогенидов (0 или 1). Неочищаемые флюсы на основе канифоли, не требующие очистки, могут иметь маркировку ROL0 или ROL1. Хотя нет прямого перевода между старой системой и новой, большинство потоков R и RMA подпадают под низкий уровень активности, RA обычно обозначается как умеренная активность, а водорастворимые – как высокая активность. (источник IPC-HDBK-001 www.ipc.org)
Недостатком выбора более агрессивного флюса является то, что остатки, оставшиеся после пайки, МОГУТ быть коррозионными, проводящими или позволять папоротниковидным наростам, называемым «дендритами», расти между соединениями. Краткое описание (стр. 29) роста дендритов и несколько замечательных фотографий в конце этой статьи.
29) роста дендритов и несколько замечательных фотографий в конце этой статьи.
Из-за риска коррозии и роста дендритов большинство производителей счищают остатки флюсов RMA и RA, а некоторые даже счищают остатки, не подлежащие очистке. Вопрос, какой флюс использовать и нужно ли/как его чистить, весьма актуален.
Канифольный флюс – довольно интересное животное. Изготовленный из сока сосны при комнатной температуре, он является отличным изолятором и не вызывает коррозии. Когда он достигает 226 ° F, он начинает становиться кислым и атаковать оксиды, но затем, когда он охлаждается, он предположительно оставляет остатки, которые снова становятся инертными. В паспорте данных Kester для флюса «44» (классифицированного как RA и ROM1) утверждается, что никакой очистки не требуется. Я не читал ни одного производителя, который использовал бы флюс RA (или даже RMA) и не очищал бы его — военные даже не будут использовать флюс RA СО очисткой из-за риска того, что некоторые из них останутся позади. Этот автор Chemtronics рекомендует очищать даже флюсы, не подлежащие очистке. Он также отмечает, что даже если остаток не является коррозионным и непроводящим, он может быть липким и притягивать пыль, вызывающую короткое замыкание.
Этот автор Chemtronics рекомендует очищать даже флюсы, не подлежащие очистке. Он также отмечает, что даже если остаток не является коррозионным и непроводящим, он может быть липким и притягивать пыль, вызывающую короткое замыкание.
Чтобы добавить еще одну деталь к пазлу, флюс обычно расходуется в процессе пайки. Вот почему флюсы без очистки часто неэффективны для бессвинцовой пайки, для которой могут потребоваться несколько более высокие температуры и более длительный нагрев, потому что бессвинцовый припой «смачивается» медленнее. Неочищенный флюс может сгореть до того, как соединение будет завершено. В качестве альтернативы, если вы нанесете жидкий флюс далеко от соединения, он все еще может быть активным (коррозионным), если он никогда не нагревался.
Я не делаю электронику наведения ракет, я делаю робота, который разливает пиво, какой флюс использовать и нужно ли чистить? Даже у производителей электроники, не относящейся к жизненно важным, предъявляются гораздо более строгие требования к надежности, чем у отдельных лиц. Они должны гарантировать, что десятки тысяч продуктов будут работать несколько лет, а не один проект.
Они должны гарантировать, что десятки тысяч продуктов будут работать несколько лет, а не один проект.
Безопасный совет: используйте наименее агрессивный флюс, который позволяет припою быстро смачиваться или прилипать к поверхности, а затем счищайте остатки спиртом и безворсовой салфеткой (не распыляйте флюс). Попробуйте начать с мягко активируемого флюса на основе канифоли: RMA. Я склонен доверять спецификации Kester для флюса «44» (RA), в которой говорится, что на самом деле он не требует очистки. У других производителей флюсов могут быть флюсы уровня RA или RMA, которые действительно нуждаются в очистке, поэтому, если вы не знаете, что используете, очистка, вероятно, будет разумной. Если вы собираетесь очищать канифольные флюсы, делайте это вскоре после пайки, потому что они быстро затвердевают (см. фото в разделе «Очистка»). Наконец, лично я бы избегал флюсов и припоев без очистки, если только у вас нет критического применения и очень чистых деталей.
Для бессвинцового припоя обычно требуется флюс, не содержащий свинца, предназначенный для использования при несколько более высоких температурах.
Жидкий флюс может значительно помочь при пайке и демонтаже компонентов для поверхностного монтажа, но флюса внутри порошкового припоя должно быть достаточно для компонентов со сквозными отверстиями. При пайке SMD-компонентов и распайке чего угодно жидкий флюс действует как одеяло, которое помогает рассеивать тепло, а также удерживает кислород от контакта с металлами. Наконец, флюс снижает поверхностное натяжение припоя, помогая ему растекаться и проникать в соединения.
Водорастворимый флюс может потребоваться для сильно окисленных деталей или сложных металлов, таких как никель. Без вопросов чистить эти флюсы. Для алюминия и нержавеющей стали существуют специальные флюсы и припои, которые также, безусловно, требуют очистки. Никогда не используйте припой с кислотным сердечником; он откладывает хлорид цинка в припой, который невозможно очистить. Последняя причина очистки остатков флюса — если вы хотите нанести конформное покрытие и не уверены, прилипнет ли оно к этим остаткам.
Еще несколько ссылок:
- Никогда не используйте кислотный сердечник и как припаивать нержавеющую сталь (Кестер)
- Белые остатки и все о канифоли (подробнее о Кестере)
- Хороший мини-класс по флюсам: Болтонский университет
- Для очистки или не чистить и краткая история очистки электроники: подробнее Bolton
- В каталоге Kester содержится подробная информация о требованиях к паяемости и флюсу для различных материалов (см. стр. 14).
- Остатки флюса и что с ними делать. Это немного объясняет возможности очистки и риски для здоровья, связанные с использованием канифольных и не канифольных флюсов.
Evertiq — выбор типа флюса
Ad
Ad
Ad
SMT и инспекция | 29 апреля 2010 г.
Редактор: Каролина Шиманская.
Статья является продолжением статьи «3 шага к успешному выбору паяльной пасты». В этой части представлены вопросы, связанные с выбором правильного флюса.

Как спецификации, так и отраслевое использование внесли свой вклад в текущие соглашения об именах для флюсов. Промышленное соглашение включает пять основных категорий флюсов на выбор: R, RMA, RA, NC и WS. Следующее резюме представляет собой краткое объяснение того, как спецификации повлияли на категории. Существует четыре категории флюсов на выбор, как это определено военной спецификацией QQ-S-571E. Названия: канифоль (R), канифоль или смола, слегка активированная (RMA), канифоль или активированная смола (RA), а также не канифоль или не смола (AC). В большинстве случаев название AC было заменено в промышленности на WS (водорастворимый). Каждая категория потока доступна с различными уровнями активности, при этом пределы каждого определяются применимыми результатами испытаний. IPC также имеет систему оценки флюса. Система использует четыре символа для описания любого потока, как опубликовано в J-STD-004. Эти четыре символа описывают продукт с точки зрения типа материала, включая, помимо прочего, такие категории, как канифоль и неорганические вещества, а также приблизительный уровень активности и содержание галогенидов. Пример: Паяльная паста на основе канифоли, не содержащая галогенидов, с низкой активностью относится к категории ROL0. RO обозначает канифоль, L — низкую активность, а число 0 — отсутствие обнаруживаемых галогенидов. Кроме того, стандарт IPC добавил категорию флюса под названием No Clean. Эта новая категория флюса определяется нелипким остатком и соответствием испытанию на сопротивление поверхностной изоляции (SIR) до значения 1×108 Ом. Каждую из пяти категорий флюсов можно кратко описать, отметив их активность, физические свойства их остатков и методы очистки, которые можно использовать для их удаления. Канифольный (R) флюс состоит из канифоли и растворителя. Канифольный флюс имеет очень низкую активность и подходит только для чистых и легко поддающихся пайке поверхностей. Классификация IPC обычно ROL0. Остаток R является твердым, некоррозионным, непроводящим и может оставаться на многих типах сборок. Остаток можно удалить подходящим растворителем. Флюс No-Clean (NC) состоит из канифоли, растворителя и небольшого количества активатора.
Пример: Паяльная паста на основе канифоли, не содержащая галогенидов, с низкой активностью относится к категории ROL0. RO обозначает канифоль, L — низкую активность, а число 0 — отсутствие обнаруживаемых галогенидов. Кроме того, стандарт IPC добавил категорию флюса под названием No Clean. Эта новая категория флюса определяется нелипким остатком и соответствием испытанию на сопротивление поверхностной изоляции (SIR) до значения 1×108 Ом. Каждую из пяти категорий флюсов можно кратко описать, отметив их активность, физические свойства их остатков и методы очистки, которые можно использовать для их удаления. Канифольный (R) флюс состоит из канифоли и растворителя. Канифольный флюс имеет очень низкую активность и подходит только для чистых и легко поддающихся пайке поверхностей. Классификация IPC обычно ROL0. Остаток R является твердым, некоррозионным, непроводящим и может оставаться на многих типах сборок. Остаток можно удалить подходящим растворителем. Флюс No-Clean (NC) состоит из канифоли, растворителя и небольшого количества активатора. Флюс NC обычно имеет активность от низкой до умеренной и подходит для легко припаиваемых поверхностей. Классификация IPC обычно ROL0 или ROL1. Остаток NC прозрачный, твердый, некоррозионный, непроводящий и предназначен для оставления на многих типах сборок. Остаток можно удалить подходящим растворителем. Некоторые, но не все, флюсы NC труднее удалить, чем флюсы RMA. Мягко активированный канифольный флюс (RMA) состоит из канифоли, растворителя и небольшого количества активатора. Большинство флюсов RMA имеют довольно низкую активность и лучше всего подходят для легко припаиваемых поверхностей. Классификация IPC обычно ROL0, ROL1, ROM0 или ROM1. Остаток флюса RMA прозрачный и мягкий. Большинство из них не вызывают коррозии и не проводят ток. Требования к очистке будут основываться на активности флюса и продукта, на котором он используется. Многие флюсы RMA проходят испытание на сопротивление поверхностной изоляции (SIR) как флюсы NC. Остаток можно удалить подходящим растворителем. Активированный канифолью (RA) флюс состоит из канифоли, растворителя и агрессивных активаторов.
Флюс NC обычно имеет активность от низкой до умеренной и подходит для легко припаиваемых поверхностей. Классификация IPC обычно ROL0 или ROL1. Остаток NC прозрачный, твердый, некоррозионный, непроводящий и предназначен для оставления на многих типах сборок. Остаток можно удалить подходящим растворителем. Некоторые, но не все, флюсы NC труднее удалить, чем флюсы RMA. Мягко активированный канифольный флюс (RMA) состоит из канифоли, растворителя и небольшого количества активатора. Большинство флюсов RMA имеют довольно низкую активность и лучше всего подходят для легко припаиваемых поверхностей. Классификация IPC обычно ROL0, ROL1, ROM0 или ROM1. Остаток флюса RMA прозрачный и мягкий. Большинство из них не вызывают коррозии и не проводят ток. Требования к очистке будут основываться на активности флюса и продукта, на котором он используется. Многие флюсы RMA проходят испытание на сопротивление поверхностной изоляции (SIR) как флюсы NC. Остаток можно удалить подходящим растворителем. Активированный канифолью (RA) флюс состоит из канифоли, растворителя и агрессивных активаторов.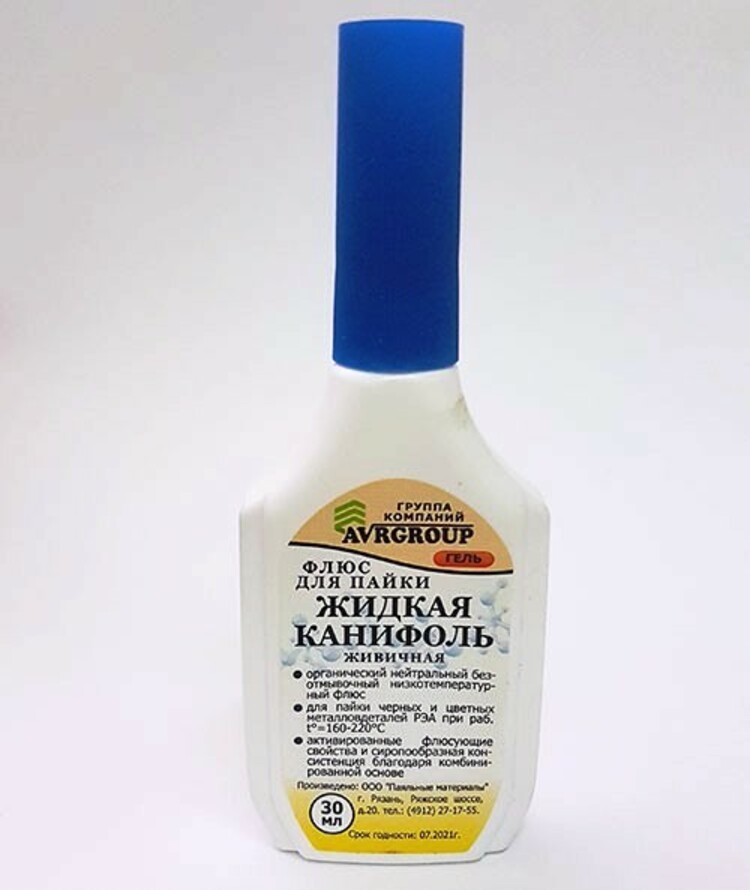 Флюс RA имеет аналогичную и более высокую активность, чем RMA, для умеренно и сильно окисленных поверхностей. Классификация IPC обычно ROM0, ROM1, ROH0 или ROh2. Остаток флюса RA считается коррозионно-активным. Узлы, чувствительные к коррозии или возможности электропроводности через остатки, должны быть очищены как можно скорее после сборки. Остаток можно удалить подходящим растворителем. Водорастворимый (WS) флюс состоит из органических кислот, тиксотропа и растворителя. Флюс WS имеет широкий диапазон уровней активности: от нулевой до чрезвычайно высокой активности для пайки даже самых сложных поверхностей, таких как нержавеющая сталь. Поскольку флюс WS охватывает все диапазоны активности, необходимо ссылаться на технические характеристики продукта в отношении опасностей, связанных с коррозией и электропроводностью. Классификация IPC обычно начинается с ИЛИ для органических. Они имеют уровни активности L, M, H и содержание галогенидов 0 или 1. По определению, остаток можно удалить водой.
Флюс RA имеет аналогичную и более высокую активность, чем RMA, для умеренно и сильно окисленных поверхностей. Классификация IPC обычно ROM0, ROM1, ROH0 или ROh2. Остаток флюса RA считается коррозионно-активным. Узлы, чувствительные к коррозии или возможности электропроводности через остатки, должны быть очищены как можно скорее после сборки. Остаток можно удалить подходящим растворителем. Водорастворимый (WS) флюс состоит из органических кислот, тиксотропа и растворителя. Флюс WS имеет широкий диапазон уровней активности: от нулевой до чрезвычайно высокой активности для пайки даже самых сложных поверхностей, таких как нержавеющая сталь. Поскольку флюс WS охватывает все диапазоны активности, необходимо ссылаться на технические характеристики продукта в отношении опасностей, связанных с коррозией и электропроводностью. Классификация IPC обычно начинается с ИЛИ для органических. Они имеют уровни активности L, M, H и содержание галогенидов 0 или 1. По определению, остаток можно удалить водой. Сравнительная таблица потоков (рис. 1) представляет собой графическое представление диапазона активности, в котором обычно доступна каждая категория потока, и активности по отношению друг к другу. Как видно, совпадений довольно много. Рисунок 1: Сравнительная таблица потоков Матрица припоя (Таблица 3) показывает совместимость различных типов флюсов с обычными металлами. Для латуни, бронзы и нержавеющей стали состав сплавов достаточно разнообразен, поэтому каждый сплав необходимо сверять с типом флюса, который вы хотите использовать. Таблица 1: Матрица паяемости Автор: Джон Вивари из EFD, Inc.
Сравнительная таблица потоков (рис. 1) представляет собой графическое представление диапазона активности, в котором обычно доступна каждая категория потока, и активности по отношению друг к другу. Как видно, совпадений довольно много. Рисунок 1: Сравнительная таблица потоков Матрица припоя (Таблица 3) показывает совместимость различных типов флюсов с обычными металлами. Для латуни, бронзы и нержавеющей стали состав сплавов достаточно разнообразен, поэтому каждый сплав необходимо сверять с типом флюса, который вы хотите использовать. Таблица 1: Матрица паяемости Автор: Джон Вивари из EFD, Inc.
Ad
Чему вас не учат о флюсах на печатных платах | Блоги
Введение
Как инженеры, мы иногда сидим высоко на своих мягких стульях, наблюдая за мельчайшими подробностями отрасли, такими как изготовление печатных плат, с долей небрежности. Дело в том, что при глубоком изучении изготовление печатных плат представляет собой чрезвычайно сложную технологическую тему, которая заслуживает признания как наиболее фундаментальная часть проектирования печатных плат.
Если не используются соединители, токопроводящий клей, соединение проводов или ленточная лента, в современной электронной промышленности всегда необходимо использовать какой-либо флюс в процессе пайки для создания электрического соединения.
В этой статье мы поговорим о флюсах — что это такое, из чего они сделаны (да, там будет много химии, не пугайтесь), как их использовать и в чем направление, в котором движется отрасль.
История
Выбор правильного типа флюса — это то, где интересы компании, оказывающей услуги по производству электроники (EMS), и клиента (то есть вас) могут столкнуться с расхождением ценностей. Дому EMS нужны самые дешевые и простые в использовании базовые материалы с максимально возможным выходом. Однако покупатель, вероятно, захочет принять во внимание будущую надежность, коррозионную стойкость, воздействие на окружающую среду и совместимость с последующими обработками, такими как защитное покрытие.
До 70-х годов большинство флюсов производилось на основе канифоли. Канифоль представляет собой смолу, полученную путем нагревания и/или перегонки природных смол, таких как смолы, производимые соснами и другими хвойными деревьями. На протяжении тысячелетий он использовался для увеличения трения (например, в смычках скрипки), в качестве клея, связующего вещества или лака.
Канифоль представляет собой смолу, полученную путем нагревания и/или перегонки природных смол, таких как смолы, производимые соснами и другими хвойными деревьями. На протяжении тысячелетий он использовался для увеличения трения (например, в смычках скрипки), в качестве клея, связующего вещества или лака.
В начале 90-х годов основной практикой в отрасли было удаление остатков флюса после изготовления, обычно с использованием хлорфторуглеродов (CFC) и метилхлороформа (в настоящее время известного в основном как 1,1, 1-трихлорэтан). Эти соединения являются невероятно эффективными растворителями и дешевы для производителей — это одна из многих причин, по которой они использовались в бесчисленных сферах применения, от лака для волос до систем охлаждения и пенообразователей¹. Я уверен, что все, кроме самых юных читателей, знают, что фреоны оказывают разрушительное воздействие на озоновый слой атмосферы. Эти растворители теперь заменены моющими средствами на водной основе, содержащими поверхностно-активные вещества (в отличие от средства для мытья посуды) и омыляющие агенты, что потребовало изменения состава большинства флюсов, чтобы их было легче мыть.
Пайка и флюс
Пайка – это соединение металлических поверхностей друг с другом с использованием легкоплавкого сплава в качестве пресловутого «клея», без плавления основных металлов. Чтобы соединение было успешным, все задействованные поверхности должны быть очищены от оксидов металлов и других поверхностных загрязнений.
___________________________________________
¹Пенообразователи или пенообразователи используются для создания таких пен, как полиуретановые и виниловые пены. Воздух является пенообразователем для итальянского безе.
Обеспечение подготовки поверхности – это работа флюса. Идеальный паяльный флюс при нагревании выполняет все следующие действия.
- Защищает поверхность от дальнейшего окисления, особенно необходимо, так как поверхность нагревается в процессе пайки и быстро окисляется.
- Уменьшает поверхностное натяжение. Вы когда-нибудь пробовали эксперимент, в котором скрепку опускают в воду за счет поверхностного натяжения, затем добавляют каплю мыла, и скрепка мгновенно тонет? Точно так же флюс может разрушить поверхностное натяжение между припоем и металлической поверхностью, улучшая смачивание.

- Помогите равномерно распределить тепло.
- Реагирует с оксидами металлов или удаляет их.
- Растворяет оксиды, если они превращаются в соли металлов.
При охлаждении до температуры окружающей среды флюс для пайки должен:
- Быть электроизолирующим.
- Оставлять только прозрачные и неотражающие остатки (чтобы обеспечить оптический контроль).
- Оставлять только тонкие остатки, легко прокалываемые внутрисхемными измерительными щупами.
- Быть химически инертным.
- Негигроскопичный, чтобы избежать роста дендритов — явление, при котором напряжение, присутствующее между двумя проводниками, вызывает миграцию ионов металла, обычно через гигроскопичную среду, абсорбированную влагой.
- Быть легко растворимым в общедоступных, дешевых и безопасных растворителях (в идеале в воде).
Не всегда (всегда) возможно поставить все галочки одновременно, но современные потоки могут приблизиться к этому.
Состав флюса (теория)
Различные действия, требуемые от флюса, предполагают наличие в его составе различных ингредиентов: растворителя, активатора, носителя и других добавок.
Растворитель
Растворитель необходим для растворения активаторов, носителя и других добавок при испарении в процессе предварительного нагрева или если вы забыли открыть банку… Обычными растворителями являются спирты, гликоли, гликолевые эфиры и эфиры, а также вода.
Активатор
Активатор является основным компонентом, отвечающим за удаление оксидов металлов и предотвращение их образования в процессе пайки.
Активаторы определяют «реактивные» характеристики флюса. Это включает в себя, насколько он коррозионно-активен и насколько эффективен при удалении оксида.
Обычные активаторы включают:
- Гидрохлориды аминов
- Дикарбоновые кислоты, например адипиновая или янтарная кислоты
- Органические кислоты (в основном фруктовый салат), такие как лимонная (да, та, что из лимонов), яблочная кислота (обычно присутствует в яблоках) или абиетиновая кислота (из сосновой канифоли)
- Галогениды (не путать с галогенами; подробнее об этом в конце статьи)
 Молекулярная структура абиетиновой кислоты, обычно присутствующей в канифоли
Молекулярная структура абиетиновой кислоты, обычно присутствующей в канифоли Галогениды среди всех современных активаторов обладают наилучшей смачивающей способностью и наивысшим выходом продукции, но также являются более коррозионно-активными, сохраняя активность после процесса пайки. Обычно флюсы без очистки, содержащие галогениды, также содержат канифоль или другие синтетические смолы, чтобы «закрепить» остатки на месте и избежать коррозии и электрохимической миграции.
«Активный» во всех смыслах может считаться синонимом «коррозионного» при обсуждении флюсов.
Носитель
Носитель представляет собой нелетучую жидкость или твердое вещество, используемое для покрытия поверхности во время пайки и растворения солей металлов (образующихся в ходе реакции восстановления и окисления между оксидами металлов и активаторами).
Примеры транспортных средств:
- Канифоль
- Синтетические смолы
- Гликоли и полигликоли
- Полиэфиры
- Глицерин
 3. Молекулярная структура глицерина, типичного ингредиента водорастворимого флюса
3. Молекулярная структура глицерина, типичного ингредиента водорастворимого флюса Канифоль и смолы являются наиболее стабильными носителями и оказывают наименьшее влияние на надежность, в то время как другие используются в основном в водорастворимых флюсах.
Другие добавки
Флюсы могут содержать всего понемногу, в том числе:
- Поверхностно-активные вещества для снижения поверхностного натяжения и улучшения смачивающей способности
- Пенообразователи для вспенивающих флюсов
- Добавки для улучшения текучести или вязкости
- Добавки для улучшения липкости паяльных паст
- Пластификаторы для отверждения смол
Типы флюсов
Флюсы обычно различаются по удобному для продажи сочетанию состава (например, не содержащие канифоли и галогенидов) и области применения (например, неочищаемые или водорастворимые).
Названия могут показаться простыми и интуитивно понятными, но они должны иметь смысл с точки зрения производителя печатных плат и могут ввести в заблуждение инженеров-электронщиков.
Флюсы на основе канифоли и современные заменители смолы
В большинстве флюсов прошлого (и во многих современных) канифоль используется как в качестве носителя, так и в качестве активатора света. Однако в канифоли естественным образом присутствуют кислоты, такие как абиетиновая кислота и димерная кислота. Канифоль уже давно используется для этого применения по целому ряду причин. Чаще всего потому, что он может растворять соли металлов, затвердевать и улавливать остатки при температуре окружающей среды. Кроме того, он легко растворяется во многих растворителях, плавится при температурах, необходимых для процесса пайки, дешев и широко доступен.
Активность флюса на основе канифоли зависит, главным образом, от используемых активаторов и поверхностно-активных веществ. Некоторые активаторы оставляют по существу неагрессивные остатки, в то время как другие, такие как галогениды, могут вызывать коррозию, если их остается слишком много. Чистая канифоль без активатора достаточно активна, чтобы паять только хорошо очищенную и почти неокисленную медную поверхность.
Флюс на основе канифоли обычно делится на четыре типа:
- Чистая канифоль (R)
- Канифоль слабоактивированная (RMA)
- Активированная канифоль (RA)
- Канифоль, суперактивированная (RSA)
Только флюсы R или RMA исторически были одобрены для использования в приложениях с высокой надежностью, таких как телекоммуникации и военные.
Это различие устарело уже несколько десятилетий. В 80-х годах IPC разработала стандарт IPC-SF-818, позже замененный J-STD-004A и аналогичным образом принятый как ISO-9454, который вместо этого характеризует активность потока буквой (L, M, H для низкого, среднего, высокого ), ноль для не содержащих галогенидов или единица для галогенидов, содержащих флюс, как показано ниже:
- L0 – Низкий (0% галогенидов)
- L1 — низкое (макс. 0,5 % галогенидов)
- M0 – умеренный (0% галогенидов)
- M1 – Умеренный (0,5-2% галогенидов)
- H0 – Высокий (0% галогенидов)
- h2 – Высокое (содержание галогенидов 2% или более)
Дополнительно стандартные коды для носителя флюса:
- RO – Канифоль
- RE – Смола
- ИЛИ – Органический
- IN – неорганический
Можно комбинировать. Например, REM0 представляет собой умеренно активный безгалогенный флюс на основе смолы.
Например, REM0 представляет собой умеренно активный безгалогенный флюс на основе смолы.
Хотя в настоящее время канифольные флюсы редко используются в основной электронной промышленности для сборки плат, они по-прежнему широко рекомендуются для ремонта и доработки плат благодаря их стабильности.
Однако следует отметить, что у людей может развиться чувствительность к канифоли, если воздействие превышает рекомендуемые дозы. Это основная причина необходимости использования оборудования для удаления паров припоя при ручной пайке.
Хотя канифольные флюсы, как правило, инертны, их остатки могут мешать испытаниям гвоздей и защитному покрытию, а также притягивать поверхностные загрязнители и влагу.
Водорастворимые флюсы
Водорастворимые флюсы иногда называют «органокислотными флюсами», название, которое не имеет реального значения или значения, поскольку почти все флюсы содержат органические кислоты.
По сравнению с флюсами на основе канифоли, флюсы на водной основе гораздо более активны (как всегда, могут быть хорошими, могут быть плохими, решать вам), эффективно работают в более широком диапазоне времени и температуры и имеют более высокий выход из-за их превосходного смачивающего действия, что приводит к улучшенной механической прочности соединений.
Обратная сторона всех этих замечательных свойств? Водорастворимые флюсы вызывают коррозию и должны быть надлежащим образом очищены, в противном случае они серьезно ухудшат долгосрочную надежность.
Водорастворимые флюсы могут содержать полигликоли, вещества, повышающие гигроскопичность диэлектрического слоя печатной платы. Если ваши доски подвергаются резким перепадам температур, которые могут привести к локальной конденсации, вам следует остерегаться этого. Вместе с высокими градиентами напряжения высокая влажность является основным фактором риска для CAF (проводящие анодные нити).
CAF — это режим отказа, похожий на дендриты, но с некоторыми отличиями.
- Дендриты имеют фрактальный вид, ОФП выглядят как «пятна».
- Рост дендритов обычно поверхностный, CAF внутренний.
- CAF, по-видимому, связан только с медью, тогда как дендриты могут быть сделаны из меди, свинца или олова.
- Дендриты растут от катода к аноду, анод CAF к катоду.

- Дендриты изготовлены из металла, CAF из солей меди.
Следует отметить, что растворителем, используемым в водорастворимых флюсах, очень редко является вода. В данном контексте «водорастворимый» означает, что его можно смыть водой, а не растворять в ней перед нанесением.
Критический риск использования водорастворимых флюсов заключается в том, что они часто требуют распыления под высоким давлением. Многие компоненты, в частности переключатели, не могут выдержать этот этап промывки без повреждений. Кроме того, вода с трудом проникает под BGA и замедляется густонаселенными досками, подобно тому, как естественным образом образуются вихревые потоки воды за камнями в ручье или вокруг небоскребов.
Преимущества водорастворимых флюсов заключаются в том, что они обеспечивают лучшую адгезию конформного покрытия и оказывают наименьшее влияние на диэлектрические свойства подложки, поэтому они идеально подходят для радиочастотных схем.
Флюсы без очистки (флюс с низким содержанием твердых частиц)
Вплоть до середины 1980-х годов большинство флюсов имели высокое содержание твердой и нелетучей жидкости, обычно от 25 до 35 процентов по весу. Ранние современные флюсы, состоящие в основном из слабых органических кислот, имели содержание твердых частиц от 5 до 8 процентов. В настоящее время многие современные «нечистые» флюсы содержат всего один или два процента.
Название этих флюсов было изменено с «с низким остатком» или «с низким содержанием твердых частиц» на «без очистки»; это название подходит только в том случае, если остатки не вызывают коррозии.
Начиная с 90-х годов на рынке начали появляться флюсы на водной основе для сокращения использования ЛОС (летучих органических соединений).
Сегодня более 70 процентов электроники во всем мире производится с использованием флюсов, не требующих очистки. Хотя их гораздо сложнее использовать (поскольку диапазоны температур могут быть очень ограниченными), при тщательной реализации они позволяют производителю пропустить процесс очистки и сэкономить деньги.
Преимущества флюсов, не требующих очистки, в основном связаны с более низкими затратами и меньшим воздействием на окружающую среду. Однако у них есть ряд недостатков.
- Гвоздьное ложе: неотмытые остатки могут быть твердыми и проскальзывать через маскировку и достигать контрольной точки ложа гвоздей, что затрудняет тестирование.
- Сложность проверки: хрупкие, прозрачные остатки часто выглядят как треснувший паяный шов, что затрудняет проверку.
- Может препятствовать прилипанию конформного покрытия, так как остатки остаются на плате.
- Вызывает коррозию, если не нагревать.
Последний недостаток известен очень немногим инженерам, но он крайне важен! Не требующие очистки флюсы являются коррозионно-активными по умолчанию и становятся некоррозионными только после правильной активации.
Если вы дорабатываете или ремонтируете плату с использованием не требующих очистки флюсов, при их использовании необходимо соблюдать большую осторожность. Например:
Например:
- Используйте только паяльную проволоку с флюсовой сердцевиной и никакой другой флюс, убедитесь, что весь флюс активируется при нагревании
- Уменьшить диаметр проволоки припоя
- Свести к минимуму использование флюса
- Не используйте аппликаторы-капельницы
- Никогда не смешивайте различные не требующие очистки флюсы, если это прямо не разрешено производителем
- Не очищайте флюс, не подлежащий очистке, так как очистка приведет к дальнейшему распространению остатков — вместо этого деактивируйте его путем нагревания
- Обожгите доски, чтобы активировать любой остаточный флюс
Приложение
Галогены и галогениды — в чем разница?
В электронной промышленности мы часто путаем термин «галоген» с «галогенидом».
A Галоген — элемент 7-го столбца периодической таблицы, такой как фтор, хлор, бром, йод и астат. Астат — один из самых редких встречающихся в природе элементов, а йод практически не используется в нашей промышленности, оставляя нам первые три элемента.
Бромид галогена часто добавляют в полимеры (пластмассы), в том числе многие из них, используемые в качестве электрических изоляторов, в качестве антипирена. Галогены выводятся из употребления по нескольким причинам, связанным со здоровьем:
- При сгорании они образуют диоксин (известный канцероген).
- Электроника с бромидом при горении может выделять едкие пары; в серверных фермах один единственный пожар может увеличить риск последующих сбоев из-за загрязнения этими парами.
Галогены были впервые представлены для замены печатных плат и запрещены почти во всем мире с 1979 года. Подождите, что? На этот раз под ПХБ подразумеваются полихлорированные бисфенолы, а не печатные платы.
Галогены имеют семь валентных электронов (электронов, доступных для химических реакций) и поэтому чрезвычайно активны. Они являются сильными окислителями, так как хотят получить восьмой электрон. Когда они достигают этой цели, они становятся галогенидами. Примерами, о которых вы, возможно, слышали, являются хлорид натрия (поваренная соль), хлорид серебра (фотопленка), хлористый водород (кислота) и хлорид кальция (соли против обледенения). Как только у них появляется этот восьмой электрон, он им больше не нужен, и они становятся восстановителями.
Примерами, о которых вы, возможно, слышали, являются хлорид натрия (поваренная соль), хлорид серебра (фотопленка), хлористый водород (кислота) и хлорид кальция (соли против обледенения). Как только у них появляется этот восьмой электрон, он им больше не нужен, и они становятся восстановителями.
Обычно галогениды используются в качестве активаторов потока, а галогены – в качестве антипиренов для подложки печатной платы. В редких случаях галогены могут использоваться в качестве добавок во флюсы для улучшения характеристик при высоких температурах.
Флюс, не содержащий галогенов, также не содержит галогенидов, хотя обратное не всегда верно.
Заключение
Теперь вы знаете о потоках все, что никогда не хотели знать, и, возможно, еще больше запутались, чем раньше. Что теперь?
В предыдущей статье [ВСТАВЬТЕ ССЫЛКУ] я опубликовал бесплатный шаблон Draftsman, который включал в себя многочисленные спецификации платы, которые вы, возможно, захотите сообщить в свой дом EMS. Draftsman является частью Altium Designer и позволяет создавать и обновлять документацию платы за считанные минуты, а не дни. Честно говоря, это моя любимая часть Altium Designer… Я немного помешан на документации, и Draftsman создает одни из самых красивых документов в отрасли.
Draftsman является частью Altium Designer и позволяет создавать и обновлять документацию платы за считанные минуты, а не дни. Честно говоря, это моя любимая часть Altium Designer… Я немного помешан на документации, и Draftsman создает одни из самых красивых документов в отрасли.
Если вы не уверены, хотите ли вы наносить защитное покрытие на ваши платы или нет, но вам все же необходимо изготовить первую партию, вам следует выбрать водорастворимый флюс, так как он позволит обеспечить заданную степень совместимости с защитным покрытием. покрытия.
Электронные письма и телефонные звонки будут потеряны, но документ Draftsman служит единственным источником достоверной информации для производителей печатных плат.
Рис. 6. Тип флюса, указанный в производственной документации Draftsman, выделен ярко-зеленым цветом Если у вас есть действующая подписка на A365, вы можете опубликовать свой документ через облако и поделиться им с производителем одним щелчком мыши; нет необходимости застегивать или вручную курировать производственные пакеты.
Ваш производитель даже сможет использовать преимущества онлайн-просмотрщика Altium 365 для просмотра печатных плат, схем, 3D-печатных плат и спецификаций с полной перекрестной связью между компонентами и цепями в разные режимы.
Рис. 8. Просмотр схемы в веб-браузере как часть производственного пакетаИнструменты проектирования в Altium Designer® содержат все необходимое, чтобы идти в ногу с новыми технологиями. Поговорите с нами сегодня и узнайте, как мы можем улучшить ваш следующий проект печатной платы.
В чем разница между паяльной пастой и флюсом?
Флюс для паяльной пасты отличается от жидкого флюса как по физической форме, так и по уровню активности. Флюс для паяльной пасты обычно содержит 60-80% активных ингредиентов по весу, по сравнению с 2-25% жидкого флюса. По весу смешанная паяльная паста обычно на 90% состоит из металла.
Что используется при пайке?
Пайка — это процесс соединения различных типов металлов путем плавления припоя. припой это 9Металлический сплав 0011 обычно изготавливается из олова и свинца , который плавится горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
припой это 9Металлический сплав 0011 обычно изготавливается из олова и свинца , который плавится горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
Можно ли паять без флюса?
Да, припой можно использовать без флюса . Для этого вам понадобится что-то кроме флюса, чтобы разрушить оксиды на поверхности металла, без чего ваша поверхность может быть повреждена или не очищена должным образом.
Для чего используется флюс при пайке? Основное назначение флюса для подготовки металлических поверхностей к пайке путем очистки и удаления окислов и примесей . Оксиды образуются, когда металл подвергается воздействию воздуха, и могут препятствовать образованию хороших паяных соединений.
Является ли канифоль тем же, что и флюс?
Канифольный (R) флюс представляет собой комбинацию канифоли и растворителя , наиболее подходящую для чистых и легко поддающихся пайке поверхностей. Канифоль твердая, не проводящая и в целом устойчивая к коррозии. Остатки канифольного флюса можно оставить на сборке или удалить с помощью совместимого растворителя.
Канифоль твердая, не проводящая и в целом устойчивая к коррозии. Остатки канифольного флюса можно оставить на сборке или удалить с помощью совместимого растворителя.
Содержание
Какие бывают виды пайки?Таким образом, существует три основных типа припоя: на основе свинца, бессвинцовый и флюс . Припои на основе свинца наиболее понятны, надежны и предпочтительны для критически важных приложений, таких как аэрокосмическая или медицинская электроника.
Какие пять этапов пайки?5 Важные этапы процесса пайки волной припоя
- Шаг 1 – Расплавление припоя. Это самый первый шаг во всем процессе пайки волной припоя. …
- Шаг 2. Очистка компонентов. Это очень важный шаг, который необходимо выполнить. …
- Шаг 3 – Размещение печатной платы. …
- Шаг 4 – Нанесение припоя. …
- Шаг 5 – Очистка.
Пайка — это процесс, при котором металлический сплав, называемый припоем, нагревают до точки плавления. Затем припой можно использовать для образования связи между двумя частями материала. Пайка ювелирных изделий — это вариант для тех, кто ищет ремонт своими руками сломанных деталей, таких как застежки, зажимы и манжеты.
Затем припой можно использовать для образования связи между двумя частями материала. Пайка ювелирных изделий — это вариант для тех, кто ищет ремонт своими руками сломанных деталей, таких как застежки, зажимы и манжеты.
- Отмерьте 1 стакан буры. …
- Насыпьте 1 стакан поташа в мерную чашку. …
- Отмерьте 1/2 стакана поваренной соли. …
- Смешайте три ингредиента, пока они полностью не смешаются.
- Налейте смесь флюса в банку с крышкой. …
- Используйте сухой флюс. …
- Измените количество, используемое в этом рецепте, в соответствии с вашими потребностями.
Стальная проволока, отвертки, гвозди и шестигранные ключи — все это потенциальные инструменты для экстренной пайки. Просто нагрейте проволоку или другой стальной инструмент над открытым огнем в течение 20-30 секунд, а затем приступайте к пайке, как обычно.
Наберите небольшой кистью или пальцами небольшое количество флюса для пайки . Нанесите флюс на участок, который вы будете паять, полностью покрывая провода. Сотрите излишки флюса с пальцев или кисти перед пайкой. Паяльный флюс вызывает коррозию только после нагревания и в жидкой форме.
Для чего используется канифоль при пайке?Канифольный флюс используется для облегчения пайки . Он очищает и предотвращает окисление металла, что позволяет припою создавать прочные, долговечные механические и электрические соединения. Он также действует как смачивающий агент, увеличивая текучесть припоя и эффективность процесса пайки.
Нужно ли очищать канифольный флюс? Да, канифольный флюс следует смыть с печатной платы после завершения пайки . … Если остаток флюса образовался в процессе доработки, он действует как метка неисправности в зоне доработки, привлекая внимание к работе, даже если это не должно вызывать беспокойства.
IPC J-STD-004B Поправка 1 определяет канифольный флюс как: в основном состоящий из натуральной канифоли (колонии), извлеченной из олеорезина сосновых деревьев и очищенной . Используемые канифоли должны иметь минимальное кислотное число 130 в соответствии с ASTM D-465.
Существуют ли разные типы паяльных флюсов?В соответствии с IPC J-STD-004B для пайки электроники используются три различных категории флюсов. Эти категории; Канифоль и заменители канифоли, водорастворимые и не подлежащие очистке . … Оказавшись на месте, флюс очистит компоненты, подлежащие пайке, и удалит образовавшиеся оксидные слои.
Является ли пайка неразъемным соединением? Помимо сварки, заклепочное соединение, пайка, пайка, многие клеевые соединения и т. д. также неразъемные соединения . Временное соединение позволяет демонтировать собранные конструкции без разрушения компонентов.
Основное отличие заключается в температуре! … Припои с температурой плавления ниже 840°F считаются мягкими , а любая пайка, выполненная при температуре выше 840°F, называется пайкой твердым припоем; также называется серебряной пайкой, когда используется серебряный сплав.
Как паять за 10 шагов?Как: Пайка
- Шаг 1: Пайка. Для простых ботов идеальным припоем является . …
- Шаг 2. Включите его. Перед любой пайкой паяльник необходимо включить и нагреть до нужной температуры. …
- Шаг 3: Собираем. …
- Шаг 4: Отложить. …
- Шаг 5: Залужите наконечник. …
- Шаг 6: Зачистите провода. …
- Шаг 7: Скрутите. …
- Шаг 8: Припой.
Пайка — это процесс , в котором два или более металлических предмета соединяются вместе путем плавления и последующего заполнения соединения присадочным металлом, имеющим относительно низкую температуру плавления. Пайка используется для создания постоянного соединения между электронными компонентами.
Пайка используется для создания постоянного соединения между электронными компонентами.
Отходы свинцового припоя * считаются опасными. Выбросьте свинцовый припой и окалину в контейнер с крышкой. Использованные паяльные губки и загрязненные тряпки следует утилизировать как опасные отходы.
Что нужно для пайки ювелирных изделий?Что нужно для начала пайки ювелирных изделий:
- Печной кирпич, угольный блок или керамический сотовый блок.
- Бутановая горелка с микропламенем.
- Охлаждающая чашка с пинцетом.
- Паяльник.
- Серебряная паяльная паста.
- Penny Brite, травильные компоненты.
Вы можете использовать паяльник для ремонта многих ювелирных изделий . … При правильном расположении и нагреве паяльником припой может создать прочную связь между разваливающимися компонентами ювелирных изделий, такими как застежки и цепочки, звенья цепи, кольца и оправы, подвески и дужки.