Флюс в сварке: Сварочные флюсы. Состав и классификация
alexxlab | 30.04.2023 | 0 | Разное
Флюсы для газовой сварки | Сварка и сварщик
В процессе газовой сварки все металлы и их сплавы, соединяясь с кислородом окружающего воздуха и кислородом сварочного пламени, образуют оксиды, которые имеют более высокую температуру плавления, чем сам металл. Для защиты расплавленного металла от окисления и удаления образовавшихся при сварке оксидов применяют сварочные порошки или пасты, называемые флюсами.
- Флюс для газовой сварки
- вещества, которые вводят в сварочную ванну для раскисления расплавленного металла и удаления из него образовавшихся оксидов и неметаллических включений.
При газовой сварке флюс применяется в виде порошков, паст или легкоиспаряющейся жидкости. В первых двух случаях он подается в зону сварки вручную, т. е. наносится на кромки свариваемого металла и на присадочные прутки, либо вносится в ванну в процессе сварки периодическим погружением присадочного прутка в сосуд с флюсом.
В случае применения флюса в виде паров (например, флюса БМ-1 при сварке меди, медных и никелевых сплавов) он подается в пламя горелки автоматически в строго дозированном количестве специальным прибором.
В процессе газовой сварки флюсы, вводимые в сварочную ванну, расплавляются и образуются с окислами легкоплавкие шлаки, всплывающие на поверхность сварочной ванны. При этом пленка покрывает расплавленный металл шва, предохраняя его от дальнейшего воздействия атмосферного воздуха. Необходимость применения флюсов при сварке металлов и сплавов, высоколегированных сталей и чугуна вызывается тем, что при нагревании металлов до высокой температуры на их поверхности образуется оксидная пленка, которая при расплавлении переходит в сварочную ванну, препятствуя при этом надежному сплавлению основного и присадочного металла. При сварке углеродистых сталей флюсы, как правило, не применяют.
К сварочным флюсам, применяемым при газовой сварке и пайке, предъявляют следующие требования:
- флюс должен быть более легкоплавким, чем основной и присадочный металлы;
- расплавленный флюс должен хорошо растекаться по нагретой поверхности металла, т.
 е. обладать достаточной жидкотекучестью;
е. обладать достаточной жидкотекучестью; - расплавленный флюс не должен выделять ядовитых газов в процессе сварки и вызывать коррозию сварочного соединения;
- флюс должен обладать высокой реакционной способностью, активно раскислять окислы, переводить их в более легкоплавкие химические соединения или удалять их, растворяя так, чтобы процесс растворения заканчивался до затвердевания сварочной ванны;
- образовавшийся в процессе сварки шлак должен хорошо защищать металл от окисления кислородом и азотом воздуха;
- шлаки должны хорошо отделяться от шва после сварки;
- плотность флюса должна быть меньше плотности основного и присадочного металла, чтобы в процессе сварки образуемый флюсом шлак всплывал на поверхность сварочной ванны, а не оставался в металле шва;
- флюс должен сохранять свои свойства на протяжении всего процесса сварки:
- флюс должен быть дешевым и недефицитным.
В зависимости от вида свариваемого металла в сварочной ванне образуются основные и кислые оксиды. Если образуются основные оксиды, то применяют кислый флюс, если кислые – основной флюс. В обоих случаях реакция протекает по следующей схеме:
Если образуются основные оксиды, то применяют кислый флюс, если кислые – основной флюс. В обоих случаях реакция протекает по следующей схеме:
кислотный оксид + основной оксид = соль.
В качестве флюсов используют буру, борную кислоту, оксиды и соли бария, калия, лития, натрия, фтора и др. Состав флюса выбирают в зависимости от свойств свариваемого металла. При сварке чугуна в сварочной ванне образуется кислый оксид SiO2, для растворения его вводят сильные основные оксиды – К2O, Na2O. В качестве основных флюсов применяют углекислый натрий Na 2CO3, углекислый калий К2СO3 и буру Na2B4O7.
При газовой сварке меди, латуни образуются основные оксиды (Cu2O, ZnO, FeO и др.), поэтому для растворения их вводят кислые флюсы. Они обычно представляют собой соединения бора.
При кислородной резке нержавеющих сталей, чугуна и цветных металлов флюс вводится в струю режущего кислорода. Основой флюса для кислородной резки служит железный порошок.
Основой флюса для кислородной резки служит железный порошок.
Применение сварочного флюса, принцип работы, классификация и процесс получения
В процессе электродуговой и газовой сварки высокотемпературная зона значительно увеличивает химическую активность, вследствие чего интенсивно окисляется металл, испаряется часть материала сварочной проволоки, снижается интенсивность металлургических процессов, из-за чего плавление оказывается не особо эффективным. С увеличением продолжительности сварки в ванночке скапливается все больше шлаков. Поэтому эта зона должна быть изолирована, что достигается использованием сварочных флюсов — неметаллических композиций с определенными свойствами.
- Принцип и условия работы
- Классификация сварочных флюсов
- Процесс получения и химический состав
- Действие флюсов во время сварки
Принцип и условия работы
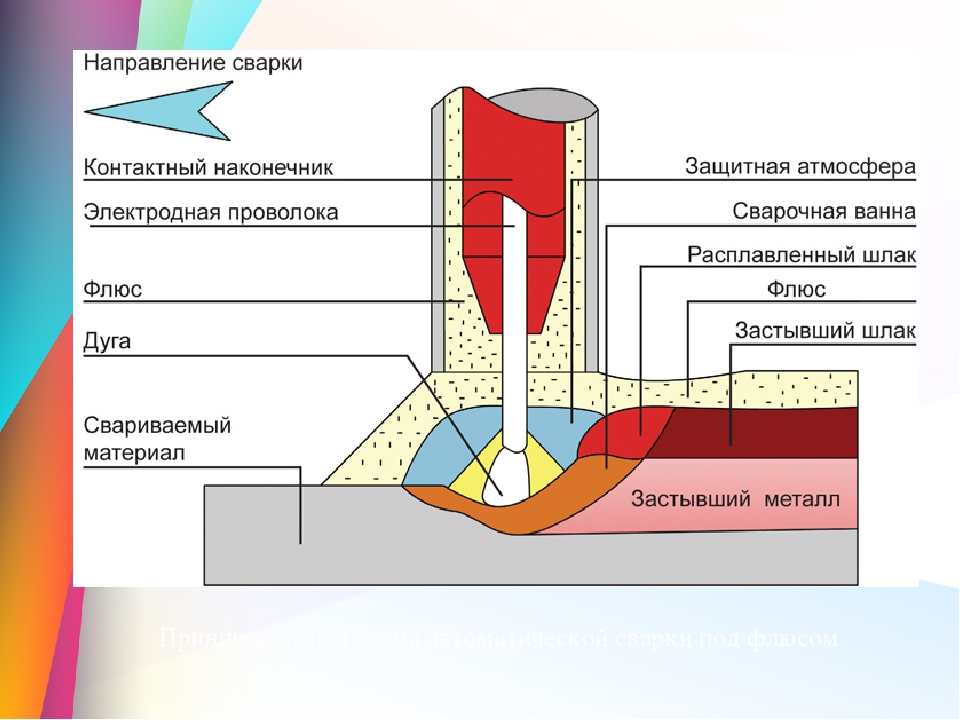
Сварочная зона при установившемся процессе включает такие области:
- Зона дугового столба с температурой внутри 4000−5000 °С.

- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.
На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:
- Флюс должен не снижать производительность, а стабилизировать процесс.

- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.
Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Классификация сварочных флюсов
Разновидности флюсов характеризуются такими параметрами:
- Внешним видом. Бывают порошковидными, зернистыми, газовыми, в виде пасты. К примеру, для наплавки или электросварки используется порошок или мелкие гранулы (причем у материала должна быть соответствующая электропроводность).
 Для пайки или газосварки лучше взять пасту, порошок или газ.
Для пайки или газосварки лучше взять пасту, порошок или газ. - Химическим составом. Требуется химическая инертность при высоких температурах и способность к эффективной диффузии ряда компонентов в металл шва.
- Способом получения. Плавящиеся и неплавящиеся. Первые эффективны при наплавке, когда поверхность металла должна эффективно дополнять иные химические элементы. Вторая группа служит для улучшения механических показателей готового шва, поэтому они используются, когда варят высокоуглеродистые стали и цветные металлы, к примеру, алюминий, плохо сваривающийся в обычных условиях.
- Назначением. Легированная сварочная проволока с флюсом, к примеру, позволяет улучшить химический состав и повысить механическую прочность исходного металла. Высоко ценятся универсальные флюсы, которые могут использоваться для сварки стали, цветных металлов и сплавов.
Типовые составляющие — это марганец и кремнезем

Классификацию часто производится по марке. Определяется она производителем. Например, марки, разработанные Институтом электросварки им. Патона, в обозначении обязательно имеют литеры A. H. Если наличествуют буквы ФЦ, значит, флюс разработало Центральное НИИ транспортного машиностроения. Хоть рецептура изготовления материалов стандартизирована, единой маркировки не существует.
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм). Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М. При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки. В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается. Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:
- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
Действие флюсов во время сварки
При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см². В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
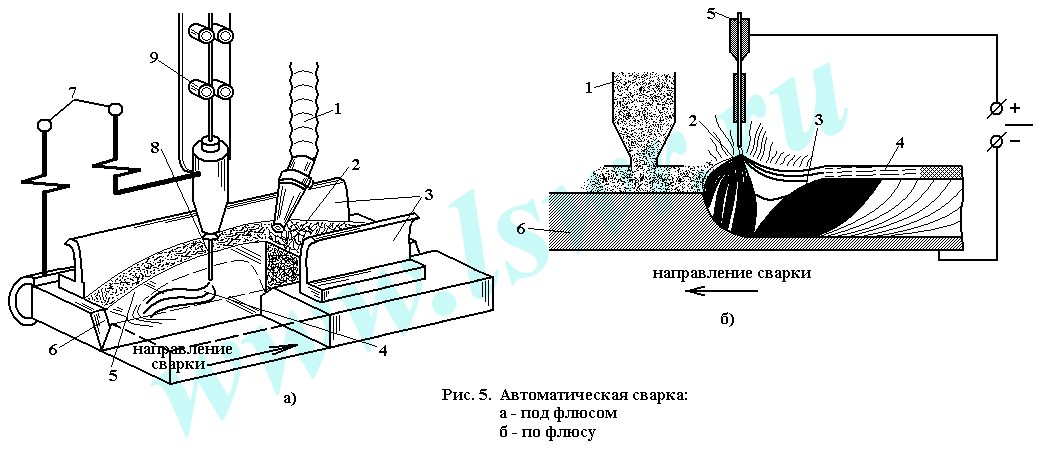
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:
- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.

- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.
Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
Промышленные печи С фронтальной загрузкой С верхней загрузкой Узнайте о наших промышленных печах Сварочные печи Стержневые электроды |
Чтобы получить дополнительную информацию или найти ближайшего к вам дистрибьютора Keen: Запрос Форма предложения
|
 все
все
 Это связующее может быть жидкостью, такой как силикат натрия. После связывания частиц их обжигают, а затем просеивают через сито, чтобы получить частицы флюса нужного размера.
Это связующее может быть жидкостью, такой как силикат натрия. После связывания частиц их обжигают, а затем просеивают через сито, чтобы получить частицы флюса нужного размера. Каждый из этих потоков имеет некоторые преимущества и некоторые недостатки.
Каждый из этих потоков имеет некоторые преимущества и некоторые недостатки.
 Эти раскислители также помогают предотвратить пористость сварных швов.
Эти раскислители также помогают предотвратить пористость сварных швов. В этом процессе, также известном как Sub Arc или SAW, используется покрытие из гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены». Это флюсовое покрытие обладает следующими преимуществами:
В этом процессе, также известном как Sub Arc или SAW, используется покрытие из гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены». Это флюсовое покрытие обладает следующими преимуществами: Одеяло создается, когда часть флюса становится расплавленной. Этот плавкий флюс может состоять из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном или расплавленном состоянии флюс становится проводящим. Это позволяет подавать постоянный ток между электродом и сварочным изделием. Остаток флюса извлекается и используется повторно, если только он не был загрязнен.
Одеяло создается, когда часть флюса становится расплавленной. Этот плавкий флюс может состоять из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном или расплавленном состоянии флюс становится проводящим. Это позволяет подавать постоянный ток между электродом и сварочным изделием. Остаток флюса извлекается и используется повторно, если только он не был загрязнен.


 Одна из проблем заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означает, что сварка ограничена положениями 1F, 1G и 2F.
Одна из проблем заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означает, что сварка ограничена положениями 1F, 1G и 2F. Гранулированный флюс, используемый при сварке, представляет собой флюс, состоящий из множества мелких частиц. В SAW гранулированный флюс часто является средством для достижения высокой скорости осаждения. Флюс также играет важную роль в получении качественного сварного шва, характерного для данного конкретного процесса сварки. Нажмите здесь, чтобы просмотреть наши сварочные печи и узнать Функции флюса при сварке под дугой Влияние гравитации на подачу флюса в зону сварки и расплавленную сварочную ванну ограничивает универсальность дуговой сварки под флюсом. Этот процесс должен выполняться только в плоском и горизонтальном положениях скругления, за исключением особых случаев. Эти особые случаи включают вертикальные и горизонтальные сварные швы с использованием специального оборудования, такого как ремни или башмаки, для удержания флюса на месте. Гранулированный флюс, используемый в SAW, выполняет несколько функций. Помимо обеспечения защитного покрытия сварного шва, флюс защищает и очищает расплавленную ванну. Флюс также влияет на химический состав металла шва, форму наплавленного валика и механические свойства сварного шва. Еще одной функцией гранулированного флюса является действие в качестве барьера, который удерживает тепло и концентрирует его в зоне сварки, способствуя глубокому проплавлению. Типы гранулированных флюсовМетоды изготовления флюсов определяют типы флюсов. Существуют плавленые флюсы, связанные флюсы, агломерированные флюсы и механически смешанные флюсы. При изготовлении плавленых флюсов сырье плавится в жидкое состояние с помощью высокотемпературной электропечи. Затем материал охлаждают и измельчают или измельчают до желаемого размера частиц. При изготовлении связанных флюсов ингредиенты смешиваются всухую, а затем склеиваются жидким связующим. |
 При дуговой сварке под флюсом (SAW) гранулированный флюс образует покрытие над сварным швом, которое защищает от искр и брызг.
При дуговой сварке под флюсом (SAW) гранулированный флюс образует покрытие над сварным швом, которое защищает от искр и брызг.
