Fms 3000 чпу цена: Станок Фрезерный ГФ2171с5 с ЧПУ FMS 3000 купить Б/У в Набережных Челнах по цене 650 000 руб.
alexxlab | 05.01.2020 | 0 | Разное
Виртуальный ЧПУ станок
Если вы задумывались над тем – как работает станок ЧПУ промышленного класса, то эта заметка для вас.
С помощью виртуального FMS-3000 можно сделать предпросмотр работы настоящего станка ЧПУ. Отладить программу обработки детали и многое другое.
Скачать виртуальный станок, документацию, руководство программиста-технолога FMS-3000 и многое другое можно по ссылке в конце статьи.
Универсальное устройство управления FMS-3000 – это ЧПУ последнего поколения, предназначенное для установки на различные типы технологического оборудования:
обрабатывающие центры, фрезерные, копировальные и токарные станки, машины термической резки.
Основа FMS-3000 – персональный компьютер промышленного исполнения, изготовленный по новейшим технологиям. Уникальная открытая архитектура FMS-3000 в комплексе с мощным программным обеспечением позволяют легко интегрировать в ее состав компьютерные компоненты ведущих производителей вычислительной техники.
Вы установить виртуальный станок на свой ПК ОС Win 98 и выше. Полностью воспроизвести, отработать, отредактировать, настроить и с имитировать обработку Управляющих Программ.
В архиве не только сам виртуальный станок FMS-3000, но и полный комплект документации на русском языке. Который включает в себя следующее:
Руководство программиста-технолога FMS-3000 – описание программирования управляющих программ.
Инструкция по макропрограммированию FMS-3000 – справочник по функциям и процедурам макроязыка.
Руководство оператора FMS-3000 – общие правила работы.
Руководство по электроавтоматике и параметрам FMS-3000 – описание языка электроавтоматики. Описание системы параметров.
Техническое описание FMS-3000 – общие сведения и конструктивные характеристики.
Demo-версия FMS-3000
Для установки демо-версии запустите файл fms-3000.
После установки, перейдите в каталог START и запустите FMS-3000.EXE
FMS-3000 идеально подходит для управления токарными, фрезерными, шлифовальными станками, обрабатывающими центрами, машинами термической резки и другими типами оборудования.
Выпускается в виде компактного моноблочного устройства, в котором панель оператора и блок управления совмещены в едином корпусе. Комплектуется полноразмерным станочным пультом с 44 свободно-программируемыми клавишами, корректорами подачи и шпинделя, штурвалом. Имеется встроенный PLC-контроллер и развитые средства отладки PLC-программ.
Дополнительно может комплектоваться преобразователями для подключения индуктивных датчиков. При установке на оборудование с высокими требованиями по быстродействию может оснащаться процессорной платой 1000 Mhz.
Скачать виртуальный ЧПУ станок FMS-3000
Самодельный ЧПУ станок
Российские ЧПУ системы серии FMS-3000
Высокоточные российские ЧПУ системы серии FMS-3000.
FMS-3000 – это современное российское высокопроизводительное устройство числового программного управления, предназначенное для установки на различные типы технологического оборудования. Российские ЧПУ системы FMS-3000 производятся на основе компьютера промышленного исполнения с открытой архитектурой. Адаптация к конкретному типу станка осуществляется с помощью программы электроавтоматики и широкого набора параметров FMS-3000.
Описание
Преимущества
Применение
Описание:
FMS-3000 – это современное российское высокопроизводительное устройство числового программного управления, предназначенное для установки на различные типы технологического оборудования.
Российские ЧПУ системы FMS-3000 производятся на основе компьютера промышленного исполнения с открытой архитектурой, что в комплексе с мощным программным обеспечением позволяет легко интегрировать в их состав компьютерные компоненты ведущих производителей вычислительной техники.
Открытая структура программного обеспечения позволяет включать в состав системы программные модули пользователя.
Адаптация к конкретному типу станка осуществляется с помощью программы электроавтоматики и широкого набора параметров FMS-3000.
Преимущества:
– высокоточное управление приводами подачи и фоновым контроллером электроавтоматики,
– существенное повышение общей производительности оборудования за счет сокращения времени на разработку и отладку управляющих технологических программ, наладки станка на обработку конкретной детали, высокой точности обработки с контролем размеров детали и инструмента,
– поддержка WEB-сервиса позволяет вести удаленный мониторинг станка на любом удаленном устройстве, подключенном к сети – персональном компьютере, мобильном планшете или смартфоне,
– трансформация трехмерного программирования в 5-осевую обработку детали в реальном времени,
– легкое встраивание стандартных компьютерных компонентов,
– удобство составления управляющих программ в визуальной среде,
– интегрированные средства отладки, настройки и диагностики,
– оперативная отгрузка запчастей в случае выхода системы, электроприводов, или датчиков из строя,
– пространственная коррекция на размер инструмента (аналог известен только в системе Fidia),
– круговая интерполяция в пространстве,
– динамическая синхронизация осей координат,
– смешанное управление следящими и позиционными осями в любом сочетании с любыми типами приводов, в том числе нерегулируемых,
– настройка интерфейса оператора в зависимости от типа станка или выполняемых задач,
– до 8-ми рабочих панелей на дисплее УЧПУ,
– отработка технологической программы вперед или назад на неограниченное количество кадров,
– совмещение движения осей по программе с ручными движениями этих осей,
– гарантийное и постгарантийное обновление программного обеспечения.
Применение:
– фрезерные станки,
– копировальные станки,
– обрабатывающие центры,
– токарные станки,
– машины термической резки,
– другое оборудование с ЧПУ.
Примечание: описание технологии на примере ЧПУ систем серии FMS-3000.
карта сайта
fms 3000
fms 3000 цена
блок управления чпу станком
высокоскоростные станки с чпу
как загружать программы на стойку fms 3000
купить систему чпу
подключение стойки чпу к компьютеру
позиционирование станков чпу
производители станков с чпу в россии
производство станков с чпу в россии
российские производители станков с чпу
российские производители чпу
российские станки с чпу по металлу
российские станки чпу по дереву
российские токарные станки с чпу
российские токарные станки с чпу по металлу
российские фрезерные станки с чпу по дереву
российские чпу системы
система чпу fms 3000
системы чпу российского производства
станки с чпу купить россия
станки токарные с чпу россия
станки чпу российского производства по дереву
станок чпу российского производства цена
стойка чпу купить
стойки станков с чпу
токарные станки с чпу российского производства
токарный с чпу российского производства
фрезер чпу россия
фрезерно гравировальный станок с чпу российского производства
фрезерные станки с чпу производство россия
фрезерные станки с чпу российского производства
фрезерный станок с чпу купить в россии
фрезерный станок с чпу российского производства купить
фрезерный центр с чпу российского производства купить
чпу по дереву российского производства
чпу станок комплект для сборки
fms gov 3000
fms gov ru 3000
services fms gov ru 3000
fms gov ru service sid 3000
http services fms gov ru 3000
http fms gov ru service sid 3000
чпу fms 3000
fms 3000 эмулятор
fms 3000 инструкция
учпу fms 3000
fms 3000 цена
fms 3000 руководство
fms 3000 скачать
программирование на fms 3000
симулятор fms 3000
система чпу fms 3000
Коэффициент востребованности 1 824
Вопросы и ответы (fms)
Поиск:
Вопрос:
Здравствуйте.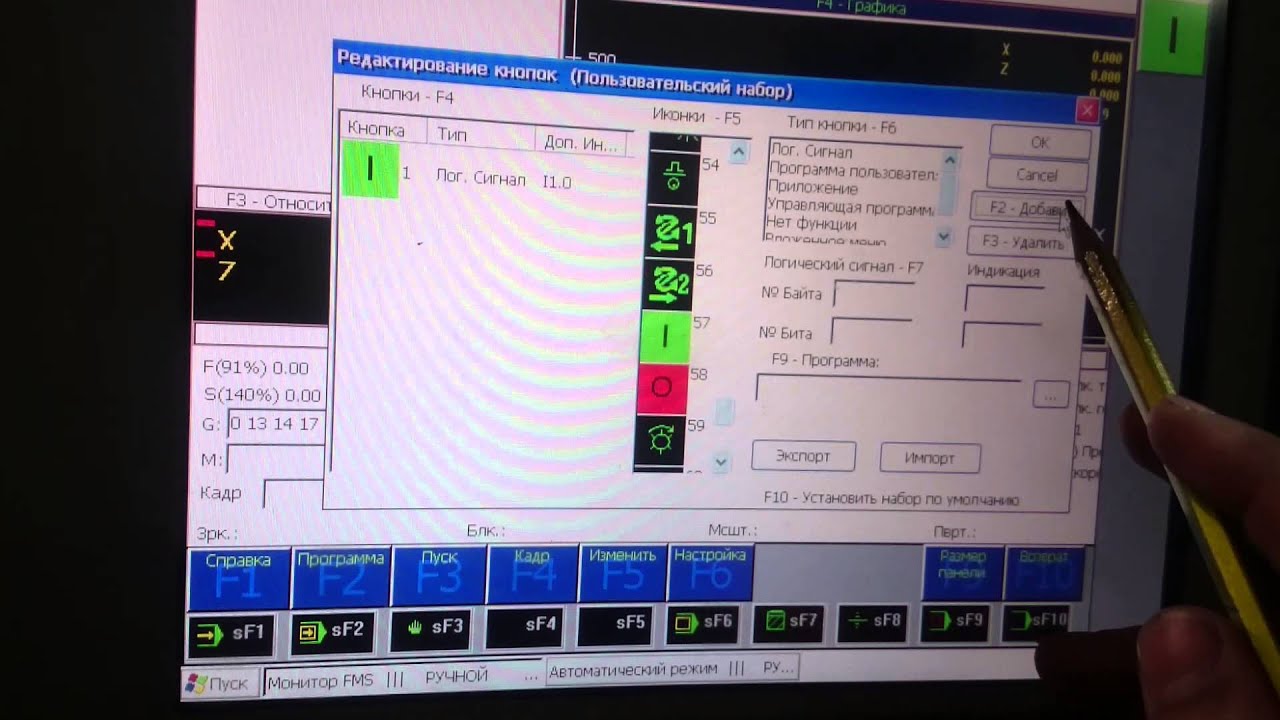 Есть необходимость на токарном станке смещение нулевых точек сделать на диаметр. Какой параметр за это отвечает, каково должно быть его значение и в каком файле он находится? Скажите, какой командой УП можно программно задать координаты инструмента. В “FMS-3000” это делается через функцию “G92”. У вас есть трёхбуквенная команда, которая являлась бы аналогом этой функции? Есть большая необходимость в этом.
Есть необходимость на токарном станке смещение нулевых точек сделать на диаметр. Какой параметр за это отвечает, каково должно быть его значение и в каком файле он находится? Скажите, какой командой УП можно программно задать координаты инструмента. В “FMS-3000” это делается через функцию “G92”. У вас есть трёхбуквенная команда, которая являлась бы аналогом этой функции? Есть большая необходимость в этом.
Ответ:
Здравствуйте. Попробуйте применить команду относительного смещения UIO см.Руководство оператора.
Вопрос:
Станок немецкий c500 стойка fms 3000 Пишет ошибку ступень коробки не включена (есть 13.2 или 13.3) что делать ?)
У нас учпу fms 3000 не выпускается. По какой-то причине <br />нет переключения коробки или не верная информация от датчиков коробки.
Вопрос:
Станок ГФ-2171 , стойка NC-210. Возможно ли применение функций G54-57 аналогично FMS3000? И если возможно, то подскажите в каком окне забивать координаты для этих функций? Спасибо.
Ответ:
Здравствуйте. Для смещения начальных точек применяется в уп команда (UIO, X+P1,Y+P2…) высылаю пояснения.
Вопрос:
Как снять с концевиков24К40СФ4,FMS 3000
Ответ:
У нас не выпускается это учпу (обычно в режиме MANU двигают оси с ОП).
Вопрос:
Здравствуйте, оператор установил на программу пароль, и забыл, можно ли сбросить как то пароль, стойка fms-3000, Спасибо
Ответ:
Здравствуйте! Этот тип учпу у нас не выпускается ( эти учпу выпускаются в г. Нижнем Новгороде).
Нижнем Новгороде).
Вопрос:
Добрый день, прошу Вас сбросить примеры проектов электроавтоматики для систем ЧПУ FMS-3000 на токарные станки 16К20Ф3
Ответ:
Добрый день, эти учпу производятся в Нижнем Новгороде. При необходимости <br />вышлем учебный пример логики этого станка для учпу нашего производства NC210 и др.
Вопрос:
Здравствуйте. Необходимо заменить УЧПУ 2С42 на уже купленные NC210 на станке 6Т13(6Р13), но опыта написания программ логики для систем NC нет (писал только для FMS3000 и WL4). Просьба выслать учебный проект какого либо аналогичного фрезерного станка. Заранее благодарен. Иванов Владимир.
Ответ:
Здравствуйте. Высылаю учебные примеры проектов для фрезерных станков.
Вопрос:
Здравствуйте. Необходимо заменить УЧПУ 2С42 на уже купленные NC210 на станке 6Т13(6Р13), но опыта написания программ логики для систем NC нет (писал только для FMS3000 и WL4). Просьба выслать учебный проект какого либо аналогичного фрезерного станка. Заранее благодарен. Иванов Владимир.
Ответ:
Здравствуйте. Высылаю учебные примеры проектов для фрезерных станков.
Вопрос:
Подскажите пож-ста: в каком редакторе создаётся на ПК исходник электроавтоматики для FMS 3000, чтобы после копирования в FMS отображались и русские комментарии. Формат ASCII русских символов не отображает. Спасибо.
Ответ:
Здравствуйте учпу FMS 3000 у нас не производится.
Вопрос:
как начать водить в ручную программировать fms3000 на нц понятно там клавиша есть а на fms3000 только через редактор да просто я не давно начел работать на этой стойке
Ответ:
Здравствуйте, попробуйте посмотреть на сайт изгототовителей fms3000- там можно найти документацию.
Вопрос:
Здравствуйте, пролистывал “вопросы-ответ” иногда встречаются типа такие вопросы. По флешкам.
Вопрос:
Здравствуйте господа! Я программист-технолог. Есть 3 вопроса. 1. Занимаюсь с системами NС210 b FMS3000. Ваше детище неплохое но проигрывает FMS-ке в вопросе подгрузки внешней флешки. Хорошо работает только флешка,которую вы поставляете.Остальные (большинство) не определяются. Про FAT32 мне напоминать не надо (все флешки в FAT).Емкость опробированных флешек не превышало 256 Мб. 2. Занимаюсь 3D, хочется активно использовать эмулятор.Но там 2D… 3. Возможно ли ускорить(замедлить) скорость отрисовки. Как разрешить эти вопросы? Буду благодарен за помощь. С уважением, Воротько Анатолий Витальевич, г. Челябинск.
Ответ:
До 2007г. УЧПУ NC-210 оснащалось материнской платой с 486 или аналогом 5×86, которые не имеют контроллера USB. Поэтому работа осуществляется через специальную плату и драйвер к этой плате USB380.EXE.
В последнее время устанавливаются материнки на Pentium 266МГц, которые имеют контроллер USB и, если установлено ПрО (cnc.rtb) на базе 32-х разрядной OS , и сделан выброс разъема USB непосредственно с материнки, то вам доступно использовать любые FLASH в режиме УПРАВЛЕНИЕ СТАНКОМ. По MS-DOS есть драйвер DUSE, который позволяет через этот разъем определять FLASHки, но только V1.1
2. Сообщите e-mail вышлем эмулятор с 3D
3. замедлить/ускорить отрисовку можно c помощью корректора F при UAS=1
С уважением, Николаев Василий.
ПРЕДЛОЖЕНИЕ.
Ваша система nc-210 прекрасно видит флешки 16Гб V2 с FAT32, и без спецплаты работают оба USB порта одинаково как в DOSe так и в NC-210, но системные файлы должны быть не ниже WIN98 и с драйверами “DI1000DD.SYS и USBASPI.SYS”. драйвера работают в паре, вообщем внешние флешки большого объёма видит у нас все хорошо без сбоев. это так если кому надо.
Ответ:
Здравствуйте Игорь, высылаю Вам новую версию эмулятора с 3D графикой. Спасибо за информацию по флешкам V2.
Вопрос:
Здравствуйте, Коллектив \\\”Балтсистем\\\”.
Имеется система NC-210. Установлена на 16К20.
В файле характеризации ось \\\”X\\\” задана как диаметральная. Собственно, так она и отрабатывается. Но значение в корректоре
система воспринимает как коррекцию на радиус.Почему?
Это мой первый опыт написания PLC и утановки Вашей системы.
Возможно, мне ещё не всё понятно. До этого ставил системы FMS. На мой взгляд, ваша лучше. Спасибо за примеры логики.
Ответ:
Здравствуйте, в файле pgcfil в инструкции TOF добавьте код 10.
Вопрос:
Здравствуйте. Тема дипломного проекта: \\\\\\\”привязка FMS3000 к станку 16к20\\\\\\\”. Нет ли у вас инструкций.
Ответ:
Систему FMS не знаем.
Вопрос:
Соколову П.С.
Здравствуйте Павел.
Получил документацию.
Огромное спасибо.
Программа электроавтоматики собирается как LEGO
из нескольких отдельных программ,хотелось бы
получить несколько разных примеров, отражающих
возможность пересборки программы для разных станков :
*4 координатник (4 ось – поворотный стол с фотоимпульсным ДОС )
*фрезерный станок с механической коробкой скоростей ( 5 гидрораспределителей – 19 ступеней
скорости )
*более подробное описание организации станочного пульта ( желательно с комментариями ) через кнопки F11-F18 ( очень
понравилась эта фишка вашей системы, в FMS-3000
этой возможности нет )
*возможность ( программная ) контроля входных\
выходных сигналов в процессе работы
С уважением,
Анатолий
Ответ:
Здравствуйте Анатолий .
По резцедержке можно пример взять из нашей дискеты – обращаться к разным i корректорам в виде Т1.i M6,
здесь и пример логики для пульта – можно по аналогии с кнопками F11-18 взять кнопки от пульта. Инструкции
по работе с УЧПУ есть на нашем сайте. Мы также проводим обучение- можно уточнить по т.(812) 744-34-61.
С уважением, Павел.
Вопрос:
Здравствуйте электронщики!!! Помогите советом. Мы запускаем фрезер с FMS3000, X и Y отрабатывают нормально, а вот Z внивкакую. При маленькой подаче всё идёт нормально, но как только переходишь на ускоренные перемещения или выход в 0, то наростает рассогласование и выбивает привод Z. При одинаковой подаче на выходе из ЦАПов на Z -те задание в два раза больше, и чем больше задание тем больше разность. Чувствую что дело в параметрах, но в каких незнаю. Изменение тех параметров которые описаны в документации – результатов не дали…
Пожалуста, откликнитесь – кто сталкивался с аналогичной проблемой. Где же всётаки собака зарыта? Если не трудно то на мой e-meil. Заранее благодарен Андрей.
Ответ:
Здравствуйте, Андрей на нашем сайте Вы можете найти ответы на подобные вопросы по УЧПУ типа
NC110-310.C уважением Соколов ПС.
Вопрос:
Здравствуйте! Занимаюсь ЧПУ FMS, но решил еще освоить ваше ЧПУ.Некоторое время изучал с помощью эмулятора.Есть станки 16К20ФС39 привода Размер-5-21 и 6Р13Ф3 привода Кемрон ЧПУ Н-33 Хотим провести модернизацию,заменить ЧПУ, привод Размер-5-21 возможно заменить, Кемрон не менять. Хотелось бы получить примеры программ ЭА для станков, что надо для комплектации и стоимость самой комплектации.6Р13 с ручной коробкой и асинхронник. Спасибо.
Ответ:
Здравствуйте! Ответ выслан по email. C уважением Соколов П.С.
C уважением Соколов П.С.
Вопрос:
Вопрос:
1. Можете ли выслать полностью рабочую версию NC-210 для установки на станок? Станок 4 осевой координатно расточной.
2. Можно ли быстро переписать программу электроавтоматики под NC-210 имея программу электроавтоматики для FMS3000?
я вам уже писал, но письмо почему то удалилось из почты
Ответ:
Здравствуйте, ответ выслан на Ваш email 28 .05 .09
Вопрос:
1. Можете ли выслать полностью рабочую версию NC-210 для установки на станок? Станок 4 осевой координатно расточной.
2. Можно ли быстро переписать программу электроавтоматики под NC-210 имея программу электроавтоматики для FMS3000?
Ответ:
На Ваш EMAIL выслан ответ.
Вопрос:
можете ли Вы прислать учебник по станку 2а622 с fms3500 и как обнулять датчик поворота палетты после установки. Или если нет fms3500, то можно fms3000 заранее спасибо
Ответ:
Здравствуйте, у нас нет документации по системам ЧПУ FMS. Обращайтесь к производителю!
Вопрос:
Здравствуйте господа! Я программист-технолог.
Есть 3 вопроса.
1. Занимаюсь с системами NС210 b FMS3000. Ваше детище неплохое но проигрывает FMS-ке в вопросе подгрузки внешней флешки. Хорошо работает только флешка,которую вы поставляете.Остальные (большинство) не определяются. Про FAT32 мне напоминать не надо (все флешки в FAT).Емкость опробированных флешек не превышало 256 Мб. 2. Занимаюсь 3D, хочется активно использовать эмулятор.Но там 2D…
3. Возможно ли ускорить(замедлить) скорость отрисовки.
Как разрешить эти вопросы? Буду благодарен за помощь.
С уважением, Воротько Анатолий Витальевич, г. Челябинск.
2. Занимаюсь 3D, хочется активно использовать эмулятор.Но там 2D…
3. Возможно ли ускорить(замедлить) скорость отрисовки.
Как разрешить эти вопросы? Буду благодарен за помощь.
С уважением, Воротько Анатолий Витальевич, г. Челябинск.
Ответ:
До 2007г. УЧПУ NC-210 оснащалось материнской платой с 486 или аналогом 5×86, которые не имеют контроллера USB. Поэтому работа осуществляется через специальную плату и драйвер к этой плате USB380.EXE.
В последнее время устанавливаются материнки на Pentium 266МГц, которые имеют контроллер USB и, если установлено ПрО (cnc.rtb) на базе 32-х разрядной OS , и сделан выброс разъема USB непосредственно с материнки, то вам доступно использовать любые FLASH в режиме УПРАВЛЕНИЕ СТАНКОМ. По MS-DOS есть драйвер DUSE, который позволяет через этот разъем определять FLASHки, но только V1.1
2. Сообщите e-mail вышлем эмулятор с 3D
3. замедлить/ускорить отрисовку можно c помощью корректора F при UAS=1
С уважением, Николаев Василий.
Вопрос:
Здравствуйте! Мой компьютер не оснащен дисководом 3,5А. Возможно ли использование эмулятора через иной носитель? Существует ли эмулятор работающий непосредственно в Windows без загрузочных дискет, как у FMS 3000? Спасибо! Марат. Челябинск.
Ответ:
Здравствуйте Марат.
Загрузка эмулятора может быть выполнена с USB-FLASH, если BIOS позволяет загрузиться с него. Наш эмулятор использует OS не дружественную OS WINDOWS.
Задайте свой вопрос:
Постпроцессор на горизонтально-расточный станок 2А622-Ф4 с устройством ЧПУ FMS-3000
1 ₽
Обеспечение заявкиНе предусмотрено
Обеспечение договораНе предусмотрено
Место поставки: Ростовская обл.
Дата окончания подачи заявок не определена
Взять в работу
| Элемент технологической клрты | Отечественное решение | Стадия готовности | Зарубежное решение | Стадия готовности |
|---|---|---|---|---|
| Цифровое проектирование, математическое моделирование и управление жизненным циклом изделия пли продукции (Smart design) | ||||
| Компьютерное проектирование (Computer-Aided Design, CAD) | Компас 3D | УГТ 9 | CATTA | УГТ 9 |
| T-FLEX CAD | УГТ 9 | NX | УГТ 9 | |
СПЖЦ. CAD CAD | УГТ 3 | |||
| Математическое моделирование. компьютерный (Computer-Aided Engineering, CAE) Имитационное моделирование Суперкомпьютер ный инжиниринг (High Performance Technical Computing, НРТС) | Fydesis | УГТ 9 | Ansvs | УГТ 9 |
| СПЖЦ. CAE | УГТЗ | |||
| Оптимизация (Computer-Aided Optimization, CAO) многопараметрическая. многокритериальная. много дисциплинарная. топологическая, топографическая, оптимизация размеров и формы и бионический генеративный дизайн ((Simulation & Optnnization)-Driven Bionic/Generative Design) | Робастная топологическая оптимизация с использованием апостериорных оценок ошибок | УГТ 1 | Altair Optistruct | УГТ 9 |
| Solidthinking Inspire | УГТ 9 | |||
| Tosca | УГТ 9 | |||
| Abaqus | УГТ 9 | |||
| Tехнологическая подготовка производства (Computer-Aided Manufacturing. CAM) | T-FLEX ЧПУ | УГТ 9 | NX САМ | УГТ 9 |
| Гемма 3D | УГТ 9 | Inventor HSM | УГТ 9 | |
| SprutCAM | УГТ 9 | Creo | УГТ 9 | |
| ADEM | УГТ 9 | Caria | УГТ 9 | |
| Техтран | УГТ 9 | NX | УГТ 9 | |
СПЖЦ. САМ САМ | УГТ 3 | Materialize | УГТ 9 | |
| Autodesk Netfabb | УГТ 9 | |||
| Планирование производственныx процессов (САРР) | Вертикаль | УГТ 9 | Tecnomatix | УГТ 9 |
| СПЖЦ. САРР | УГТ 3 | |||
| Технологии управления данными о продукте (Product Data Management. PDM) | Лоцман КБ | УГТ 9 | Windchill | УГТ 9 |
| Т-Flex DOCs | УГТ 9 | Autodesk Vault | УГТ 9 | |
| Optnna Workflow | УГТ 9 | PTC/Compute rvision | УГТ 9 | |
| СПЖЦ. PDM | УГТ 3 | |||
| Суперкомпьютерный инжиниринг (High Performance Technical Computing, НРТС) | А-Class | УГТ 9 | Cray CS 500 | УГТ 9 |
| Цифровые двойники | ИЦ “ЦКИ” | УГТ 4 | General Electric | УГТ 9 |
| Подготовка интерактивных технических руководств (IETM) | TG Builder | УГТ 9 | NX | УГТ 9 |
| СПЖЦ. EHM | УГТЗ | |||
| Интегрированная логистическая поддержка (ILS) | Logistic Support Analysis Suite | УГТ 9 | Teamcenter | УГТ 9 |
СПЖЦ. ELS ELS | УГТ 3 | Expanse Microteclmol ogies | УГТ 9 | |
| Платформенные решения для инжиниринга | CML bench | УГТ 7 | Siemens Teamcenter | УГТ 9 |
| Платформенные решения для правовой охраны и управления правами на цифровые модели и объекты | Решение СП6ПУ | УГТ 2 | ||
| IPCHAIN | УГТ 9 | Реализуется более 80 проектов в мире, ориентирова иных преимуществ енно на сферу музыки и искусства. Единичные проекты по промышленн ой собственност и встречаются в Германии. США. | УГТ5-6 | |
| Технологии «умного» производства (Smart manufacturing) | ||||
| «Умные» обрабатывающие центры с ЧПУ | Производство 5-ти осевых обрабатывающих центров серий ТМС, ФБ. ФС и моделей В 20-5, МС-5Х. МС-5Х600 под общей маркой «F.O.R.T» | Локализаци я | Корпорация Yamazaki Mazak. DMG Mori и д.р. осуществляют выпуск высокопроизводительного промышленного оборудования. | Разработки существуют. |
| «Умная» промышленная робототехника | Системы адаптивного управления на основе компьютерного зрения от компании ООО «Эйдос- Робототехни ка». | Разработки существуют | Продукция компаний Kuka -IIWA. FANUC и Д-Р | Разработки существуют. |
| 5-ти координатное фрезерное оборудование и многофункциональные обрабатывающие центры. | Общая всероссийская марка «F.O.R.T» и ряд других производителей. | Существуют отечественные решения, но сильно уступающие западным аналогам. Выпускаемое высокоточное оборудование на территории РФ, локализация. Выпускаемое высокоточное оборудование на территории РФ, локализация. | Корпорация Yamazaki Mazak. DMG Mori и д.р. осуществляют выпуск высокопроизводительного промышленного оборудования. | Разработки существуют |
| Гибридное ЧПУ оборудование для комплексной обработки | ООО «СТАН» объявил о намерениях выпускать подобное оборудование. | Планируется разработка. | Lasertec 65 3D hybrid DMG Mori | Разработки существуют |
| Системы ЧПУ и отдельные блоки управления. | Системы ЧПУ серии FMS-3000 от «Модмаш Софт» Система числового программного управления серии NC от «Балт-Систем» | Разработки существуют | ЧПУ серии Oi модели F от FANUC; Система SINUMERIK 840 от Siemens и др. | Разработки существуют |
| Коллаборативные роботы манипуляторы и промышленные роботы. оснащенные адаптивной системой управления. | «Исследование научно- технических решений и разработка экспериментального образца многоцелевого двурукого робота- помощника на мобильной платформе. Способного заменить человека при удаленном выполнении различных задач.» ФГБОУ ВО «Московский политехнический университет» | Разработана конструкция и алгоритм управления, а также создан экспериментальный образец. На рынке не представлен | LBR iiwa от Kuka и Baxter от Rethink Robotics | Разработки существуют |
| Мобильные цифровые устройства, оснащенные модулями беспроводной связи для получения и передачи данных. | Отечественные очки дополненной реальности MIXAR | Разработан прототип устройства | dunaEdge AR Smart Glasses от Toshiba. | Разработка существует и доступна на рынке. |
Программное обеспечение для системы ЧПУ и отдельных блоков управления. | PureMotion 2,0; SpmtCAM Практик | Разработки существуют | TURN MATE l и прочая цифровая продукция для ЧПУ компании Fanuc. | Разработки существуют |
| Программное обеспечение для обучения и управления промышленными роботами. | Robot Control Meta Language (RCML) и Robot Build Language (RBL) от российской инновационн ой компании RCML | Разработки существуют | RoboDK; WorkCellSim ulator от IT Robotics. | Разработки существуют |
| Программное обеспечение для получения, обработки и передачи информации, получаемой как от датчиков, встроенных в устройство, так и от сторонних источников. | Компания Itorum предоставляе т услуги по интеграции оборудовани я и ПО. | Разработки существуют | Компания Up Skill предлагает решение Skylight AR Platform для повышения эффективное ти производстве иного предприятия. | Разработки существуют |
| Высокоточные инструменты н оснастка. | Инструменты для металлообработки ассоциации Ками и др. | Разработки существуют | Высокоточн ые цельные фрезы компании Mitsubishi. | Разработки существуют |
| Насадки для прямого лазерного наплавления. | Разработка оборудования для прямого лазерного направления СПбПУ. | Разработки существуют | Элементы оборудовани я компании DMG Mori | Разработки существуют |
| Информационная система управления предприятием | Автоматизир ованная система управления предприятием «Галактика ERP» | УГТ 9+ | АСУ П (ERP) SAP S/4HANA | УГТ 9+ |
| Автоматизированная система управления предприятием | УГТ 9+ | АСУ П (ERP) Microsoft Dynamics | УГТ 9+ | |
| 1C: ERP Управление предприятием 2 | ||||
| Atlas Software | УГТ 9+ | АСУ П (ERP) Oracle ERP Cloud | УГТ 9+ | |
СПЖЦ. ERP ERP | УГТ 9 | SAP S/4HANA | УГТ 9+ | |
| АСУ П (ERP) Infor М3 | УГТ 9+ | |||
| АСУ П (ERP) Epicor ERP | УГТ 9+ | |||
| Информационная система управления производственными процессами | «Галактика MES» | УГТ 9+ | АСУП (MES) Wenun Software and Systems PAS-X | УГТ 9+ |
| 1C: MES Оперативное управление производство м | УГТ 9+ | АСУП АСУ TTI/(MES/IC S) SIMATIC IT | УГТ 9+ | |
| Автоматизированная система управления производством MES система ФОБОС | УГТ 9+ | АСУП (MES) | УГТ 9+ | |
| Автоматизированная система управления производство м MES-система PolyPlan | УГТ 9+ | АСУП (MES) SAP МЕ/МП | УГТ 9+ | |
| Автоматизированная система управления производством Global MRP/MES | УГТ 9+ | АСУП (MES) Rockwell Software PharmaSuite MES | УГТ 9+ | |
| СПЖЦ. MES | УГТ 9+ | SIMATIC IT | УГТ 9 | |
| ZyfraMES | УГТ 9+ | |||
| Zyfra Production Scheduling/ Quality Assurance/ Mass & Energy Balance/ Equipment Efficiency | УГТ 9+ | |||
| Управление нормативнно- справочной информацией (MDM) | Semantic MDM | УГТ 9 | IBM Info Sphere | УГТ 9 |
| СПЖЦ, MDM | УГТ 3 | |||
| Информационная система управления лабораторной информацией | LIMS OOO «Тета Дата Солюшн» | УГТ 9 | ||
| SCADA – система | «КРУГ – 2000» | УГТ 9+ | Siemens WINCC | УГТ 9+ |
| «Trace Mode» | УГТ 9+ | Wonderware Intouch | УГТ 9+ | |
| «Саргон» | УГТ 9+ | Rockwell FT View | УГТ 9+ | |
| «Master SCADA» | УГТ 9+ | Emerson DeltaV | УГТ 9+ | |
| SCADA – система ОВЕН Телемеханика ЛАЙТ | УГТ 7+ | iFix by GE | УГТ 9+ | |
| Система управления базами данных | SIAD/SQL 6 | УГТ 9+ | Oracle | УГТ 9+ |
| Postgres Pro | УГТ 9+ | MS SQL Server | УГТ 9+ | |
| «Линтер» | УГТ 9+ | SAP | УГТ 9+ | |
| «Ред база данных» | УГТ 9+ | IBM | УГТ 9+ | |
| «Диасофт» | УГТ 9+ | |||
| Операторские/Рабочие станции (промышленные компьютеры) | Защищенные промышленные компьютеры ADVANTTX | УГТ 9+ | AAEON | УГТ 9+ |
| iROBO | УГТ 9+ | Advantech | УГТ 9+ | |
| Промышленный компьютер HR-IC-01 «Хамстер роботикс инжиниринг» | УГТ 9+ | Becklioff Automation | УГТ 9+ | |
| Gndex | УГТ 9+ | Becklioff Automation | УГТ 9+ | |
| RAMEC | УГТ 9+ | Siemens | УГТ 9+ | |
| Операционная система | ОС АЛЬТ | УГТ 9+ | Windows 10 IoT Enterprise | УГТ 9+ |
| ОС ЛОТОС | УГТ 9+ | Windows Embedded 8,1 Industry Pro | УГТ 9+ | |
| OC Astra Linux | УГТ 9+ | Windows 7 | УГТ 9+ | |
| Датчики | Датчики давления и тензопреобразователи (сенсоры) Курант | УГТ 9+ | Bosch | УГТ 9+ |
| БД СЕНСОРС РУС | УГТ 9+ | Rockwell Automation | УГТ 9+ | |
| ОАО «AB АНГАР Д» | УГТ 9+ | Ericsson | УГТ 9+ | |
| ПЬЕЗОЭЛЕК ТРИК | УГТ 9+ | IBM | УГТ 9+ | |
| ИНТЕЛ- СИСТЕМА | УГТ 9+ | Siemens | УГТ 9+ | |
| Исполнительные устройства | Приводы и исполнитель ные механизмы ООО “УралКомплектЭнергМаш” | УГТ 9+ | Siemens | УГТ 9+ |
| ИНТЕНЖИН | Fuji Electric Europe | УГТ 9+ | ||
| SEMIKRON | УГТ 9+ | |||
| Mitsubishi Electric | УГТ 9+ | |||
| Rockwell Automation | УГТ 9+ | |||
| Промышленная сеть | Fieldbus | УГТ 9+ | ||
| CAN-based (SDS, DeviceNet) | УГТ 9+ | |||
| Lonworks | УГТ 9+ | |||
| Гибкие, реконфигурируемые и модульные машины (Flexible, reconfigurable and modular machinery) | – | – | – | – |
| Неконвенциональные производственные технологии (Nоn-Сonventional Machining) | Многофункциональный пятикоординатный комплекс ЛТСК4-1 | УГТ9 | Установка скоростной лазерной резки Laser Genius с волоконным источником | УГТ9 |
| Прецизионные технологии изготовления (Precision manufacturing) | Электроэрозионные проволочноеырезные станки АРТА | УГТ9 | Проволочновырезной электроэрознонный станок RA-90AT компании Mitsubishi | УГТ9 |
| Гибридные и Гибкие производственные линии | Завод «Московия» Mercedes- Benz | УГТ 9 | Мичигански й сборочный завод (МАР) Ford Motor Со | УГТ9 |
| Платформенные решения для производства | АИС «Диспетчер» | УГТ 9 | 3DEXPERIE NCE | УГТ9 |
| T-FLEX PLM Платформа | УГТ6 | Платформа GE Predix | УГТ9 | |
СПЖЦ. Технологиче с кая платформа Технологиче с кая платформа | УГТЗ | 3DEXPERIE NCE | УГТ9 | |
| Платформа Tibbo AggreGate | УГТ9 | Source Intelhgence Supply Chain Compliance Tool | УГТ9 | |
| Платформа 1С:Предприя тие 8 | УГТ9 | |||
| Платформенные решения для промышленного интернета | Winnum | УГТ8 | Predix GE | УГТ9 |
| IoT платформа МегаФон | УГТ7 | ЕВМ Watson | УГТ9 | |
| 1оТ- платформа InOne HeadPoint | УГТ7 | |||
| СУБД промышленного назначения | Postgres Pro ООО «Постгрес Профессиона льный», Линтер Бастион ООО «Линтер» | УГТ8 | Oracle Database («Oracle»), Microsoft SQL Server («Microsoft») PostgreSQL («PostsreSQL «) | УГТ 9 |
| Системы аналитики (предиктивной) | Loginom ООО «АНАЛИТИ ЧЕСКИЕ ТЕХНОЛОГ ИИ». Eglitec Системы машинного обучения и прогнозиров ания ООО «СМОП» | УГТ7 | SAP BusmessObje cts Predictive Analysis («SAP»), SAS Rapid Predictive Modeler («SAS Institute»), ШМ Predictive Insights («IBM») | УГТ 9 |
| Программные системы хранения данных (Озеро данных) | AERODISK vAIR ООО | УГТ7 | DELL EMC («DELL»), | УГТ 9 |
| «АЕРО ДИСК» | ЕВМ System Storage («IBM»), НРЕ StoreVirtual («НР») | |||
| Системы искусственного интеллекта промышленного назначения | Нет массовых решений или разработки отсутствуют | AWS IoT («Amazon. com. Inc.»), HPE Industriail IOT («HP») com. Inc.»), HPE Industriail IOT («HP») | УГТ 9 | |
| Накопители на базе HDD/SSD Магнитных лент | Нет массовых решений или разработки отсутствуют | Профессиональное оборудованиe производства и сборки от Toshiba. ASML. Hitachi и др | УГТ 9 | |
| Программные среды разработки ПО (встраиваемого ПО) на базе языков C/C++/ ASM/Java/ PL-‘S QL/JS/PHP/P eri и др. | Нет массовых решений или разработки отсутствуют | Visual Studio («Microsoft») , NetBeans (NetBeans Community), IntelliJ IDEA («JetBrams») | УГТ 9 | |
| Платформенные решения для логистики | Платформа СЭМ «Г рифон» | УГТЗ | ||
| Модели, моделирование и симуляция манипуляции объектов физического мира | Универсальный механизм. ФРУНД | УГТ9 УГТб | Roboguide (FANUC), KUKA.Smi Pro (KUKA), RobotStudi (ABB), SimMechanic | |
| s (MATLAB), CATTA (Dassault Systems). SÒLIDWOR KS. Autodesk Fusion. | ||||
| Технологии взаимодействия с внешней средой и человеком | Тензо-М | УГТб | Schunk. ATT Industriai Automation | УГТ9 |
| Технологии взаимодействия с внешней средой и человеком | Тензо-М | УГТб | Schunk. ATT Industriai Automation | УГТ9 |
| Токарно-винторезные станки | |||||||||||
| № | Модель |
Диаметр, мм |
Длина, мм |
Примечание |
Срок ремонта, рабочих дней |
||||||
| 1 | Токарно-винторезный 1И611П | 320 | 500 |
Новое: эл. оборудование, патрон, двигатели оборудование, патрон, двигатели |
95 | ||||||
| 2 | Токарно-винторезный SAMAT 400S | 400 | 750 | Новое: эл.оборудование, патрон, двигатели | 95 | ||||||
| 3 | Токарно-винторезный 1В62Г | 400 | 1000 | Новое: эл.оборудование, патрон, двигатели | 80 | ||||||
| 4 | Токарно-винторезный 1К62 | 400 | 1000 | Новое: эл.оборудование, патрон, двигатели | 80 | ||||||
| 5 | Токарно-винторезный 1К62Д | 400 | 1000 | Новое: эл.оборудование, патрон, двигатели | 80 | ||||||
| 6 | Токарно-винторезный ТС-70 (75) | 500 | 1000 | Новое: эл.оборудование, патрон, двигатели | 80 | ||||||
| 7 | Токарно-винторезный 16К20 | 500 | 1000 |
Новое: эл. оборудование, патрон, двигатели оборудование, патрон, двигатели |
80 | ||||||
| 8 | Токарно-винторезный МК6056 | 500 | 1000 | Новое: эл.оборудование, патрон, двигатели | 80 | ||||||
| 9 | Токарно-винторезный 16Д25 | 500 | 1000 | Новое: эл.оборудование, патрон, двигатели без АКС (с АКС+80.000 руб) | 95 | ||||||
| 10 | Токарно-винторезный СУ500 | 500 | 2000 | Новое: эл.оборудование, патрон, двигатели | 105 | ||||||
| 11 | Токарно-винторезный 1М63 | 630 | 1500 | Новое: эл.оборудование, патрон, двигатели | 95 | ||||||
| 12 | Токарно-винторезный 1М63 | 630 | 2800 | Новое: эл.оборудование, патрон, двигатели | 95 | ||||||
| 13 | Токарно-винторезный 1А64 | 800 | 2800 |
Новое: эл. оборудование, патрон, двигатели оборудование, патрон, двигатели |
105 | ||||||
| 14 | Токарно-винторезный 16К40 | 800 | 3000 | Новое: эл.оборудование, патрон, двигатели без АКС (с АКС+100.000 руб) | 105 | ||||||
| 15 | Токарно-винторезный 1М65 | 1000 | 3000 | Новое: эл.оборудование, патрон, двигатели | 105 | ||||||
| 16 | Токарно-винторезный 165 | 1000 | 2800 | Новое: эл.оборудование, патрон, двигатели | 105 | ||||||
| 17 | Токарно-винторезный РТ503 | 1000 | 4000 | Новое: эл.оборудование, двигатели, УЦИ (+ПНР) | 180 | ||||||
| 18 | Вальцетокрный 1824-4000 | 1000 | 4000 | Новое: эл.оборудование, двигатели, УЦИ (+ПНР) | 180 | ||||||
| 19 | Токарно-винторезный 165 | 1000 | 2800 |
Новое: эл. оборудование, патрон, двигатели оборудование, патрон, двигатели |
115 | ||||||
| 20 | Токарно-винторезный 165 | 1000 | 5000 | Новое: эл.оборудование, патрон, двигатели | 115 | ||||||
| 21 | Токарно-винторезный 1А660Ф1 | 1250 | 6000 | Новое : эл.оборудование, контроллер “Омрон”, двигатели (+ПНР) | 160 | ||||||
| 22 | Токарно-винторезный 1А665 | 1600 | 8000 | Новое : эл.оборудование, контроллер “Омрон”, двигатели (+ПНР) | 180 | ||||||
| 23 | Токарно-винторезный 1А670 | 2000 | 10000 | Новое : эл.оборудование, контроллер “Омрон”, двигатели (+ПНР) | 210 | ||||||
| 24 | Токарно-револьверный 1Е365БП | Ǿ 60 | 1000 | Новое : эл.оборудование, контроллер “Омрон”, двигатели (+ПНР) | 120 | ||||||
| 25 | Трубонарезной 1Н983 | 290 | 800 |
Новое : эл. оборудование, частотный преобразователь”Омрон” оборудование, частотный преобразователь”Омрон” |
110 | ||||||
| Токарные станки с ЧПУ | |||||||||||
| № | Модель |
Диаметр, мм |
Длина, мм |
Примечание |
Срок ремонта, рабочих дней |
||||||
| 1 | Токарно-винторезный 1325Ф30 | 320 | 400 | ЧПУ НЦ-201М, сервопривода “Омрон”, новые двигатели (+ПНР) | 110 | ||||||
| 2 | Токарно-револьверный 1В340Ф30 | Ǿ 40 | 400 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели, гидростанция (+ПНР) | 110 | ||||||
| 3 | Токарно-винторезный 16Б16Т1 | 320 | 750 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели, ручной патрон (+ПНР) | 120 | ||||||
| 4 | Токарно-винторезный 16А20Ф3 | 500 | 900 | ЧПУ НЦ-201М, сервопривода “Омрон”, новые резцедержатель, двигатели, ручной патрон (+ПНР) | 120 | ||||||
| 5 | Токарно-винторезный СВ141Ф3 | 400 | 100 | ЧПУ НЦ-201М, сервопривода “Омрон”, новые двигатели, ручной патрон (+ПНР) | 110 | ||||||
| 6 | Токарно-винторезный СА630С10Ф3 | 500 | 1000 | ЧПУ НЦ-201М, сервопривода “Омрон”, новые двигатели, ручной патрон (+ПНР) | 120 | ||||||
| 7 | Токарно-винторезный 16К30Ф3 | 630 | 1500 | ЧПУ НЦ-201М, сервопривода “Омрон”, новые двигатели, ручной патрон (+ПНР) | 120 | ||||||
| 8 | Токарно-винторезный 1П756Ф3 | 630 | 320 | ЧПУ НЦ-210, сервопривода “Омрон”, новый электрошкаф (+ПНР) | 140 | ||||||
| 9 | Токарно-винторезный 1740Ф3 | 630 | 1000 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели, ручной патрон (+ПНР) | 140 | ||||||
| 10 | Токарно-винторезный 165Ф3 | 1000 | 2800 | ЧПУ НЦ-201М, сервопривода “Омрон”, новые двигатели, резцедержатель от 16К30Ф3 (+ПНР) | 180 | ||||||
| 11 | Токарно-лобовой АТПР-800 | 1000 | 200 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели, гидростанция (+ПНР) | 130 | ||||||
| 12 | Трубонарезной 1Н983Ф3 | 280 | 800 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели, электрошкаф, резцедержатель от 16К30Ф3 (+ПНР) | 150 | ||||||
| Токарно-карусельные станки | |||||||||||
| 1 | Токарно-карусельный 1512 | Ǿ 1250 | Н1000 |
Новое: эл. |
125 | ||||||
| 2 | Токарно-карусельный 1512Ф3 | Ǿ 1250 | Н1000 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели (+ПНР) | 140 | ||||||
| 3 | Токарно-карусельный 1516 | Ǿ 1600 | Н1000 | Новое: эл.оборудование, контролле “Омрон”, “Дельта”, эл.двигатели (+ПНР) | 125 | ||||||
| 4 | Токарно-карусельный 1516Ф3 | Ǿ 1600 | Н1000 | ЧПУ НЦ-210, сервопривода “Омрон”, новые двигатели, эл.шкаф (+ПНР) | 140 | ||||||
| 5 | Токарно-карусельный 1525 | 2500 | Н1600 | Новое: эл.оборудование, контролле “Омрон”, “Дельта”, эл.двигатели (+ПНР) | 145 | ||||||
| 6 | Токарно-карусельный 1Л532(1532) | 3200 | Н1600 | Новое: эл.оборудование, контролле “Омрон”, “Дельта”, эл.двигатели, УЦИ СКБИС (+ПНР) | 160 | ||||||
| 7 | Токарно-карусельный 1М557 | 3200 | Н1600 |
Новое: эл. оборудование, контролле “Омрон”, “Дельта”, эл.двигатели, УЦИ СКБИС (+ПНР) оборудование, контролле “Омрон”, “Дельта”, эл.двигатели, УЦИ СКБИС (+ПНР) |
150 | ||||||
| 8 | Токарно-карусельный 1532Т | 3200 | Н2000 | Модернизация, с установкой ШВП и ЧПУ НЦ, 230 сервопривода ф. «Омрон», новые двигатели, редуктора Alpha (+ПНР) | 230 | ||||||
| 9 | Токарно-карусельный 1540 | 4000 | Н2000 | Новое: электрошкаф, контроллер ф. «Омрон», эл. двигатели, УЦИ СКБИС (+ПНР) | 180 | ||||||
| 10 | Токарно-карусельный 1550 | 5000 | Н2500 | Новое: электрошкаф, контроллер ф. «Омрон», эл. двигатели, УЦИ СКБИС | 230 | ||||||
| 11 | Токарно-карусельный 1563 | 6300 | Н3200 | Новое: электрошкаф, контроллер ф. «Омрон», эл. двигатели, УЦИ СКБИС (+ПНР) | 240 | ||||||
| 12 |
Модернизация токарно-карусельных в станки с ЧПУ следующих моделей |
1525Ф3 | 2500 |
ЧПУ НЦ230, магитные линейки ф. »СКБ ИС», установка ШВП на 4 оси, гл.асинхр. двигатель ф.»ВЗЭМ» с частотн.преобразователем ф. «Омрон», редуктора ф.»Alpha», сервопривода ф. «Омрон», нов.эл.шкаф, эл.двигатели (+ПНР) »СКБ ИС», установка ШВП на 4 оси, гл.асинхр. двигатель ф.»ВЗЭМ» с частотн.преобразователем ф. «Омрон», редуктора ф.»Alpha», сервопривода ф. «Омрон», нов.эл.шкаф, эл.двигатели (+ПНР) |
210-290 | ||||||
| 1Л532Ф3 | 3200 | ||||||||||
| 1540Ф3 | 4000 | ||||||||||
| 1550Ф3 | 5000 | ||||||||||
| 1563Ф3 | 6300 | ||||||||||
| Горизонтально-расточные станки | |||||||||||
| 1 | Горизонтально-расточной 2622 (2620) | Стол 1150*950 Ǿшпинделя 110 (90) | УЦИ СКБИС, контроллер и сервопривода ф. «Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 130 | |||||||
| 2 | Горизонтально-расточной 2А622Ф1 (2А620Ф1) | Стол 1150*1250 Ǿшпинделя 110 (90) | УЦИ СКБИС, контроллер и сервопривода ф.» Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 130 | |||||||
| 3 | Горизонтально-расточной 2А622Ф4 | Стол 1150*1250 Ǿшпинделя 110 |
ЧПУ НЦ-230, сервопривода ф. «Омрон», новые эл. двигатели, линейки СКИБС (+ПНР) «Омрон», новые эл. двигатели, линейки СКИБС (+ПНР) |
135 | |||||||
| 4 | Горизонтально-расточной 2623ПМФ4 | Стол 1250*1250 Ǿшпинделя 110 | ЧПУ НЦ-230, сервопривода ф. «Омрон», новые эл. двигатели, линейки СКИБС (+ПНР) | 180 | |||||||
| 5 | Горизонтально-расточной 2Б635 | Стол 1600*1250 Ǿшпинделя 130 | УЦИ СКБИС, контроллер и сервопривода ф.» Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 160 | |||||||
| 6 | Горизонтально-расточной 2Н636ГФ | Стол 1800*1800 Ǿшпинделя 130 | УЦИ СКБИС, контроллер и сервопривода ф.» Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 160 | |||||||
| 7 | Горизонтально-расточной 2А637Ф1 | Стол 1800*1800 Ǿшпинделя 160 | УЦИ СКБИС, контроллер и сервопривода ф.» Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 160 | |||||||
| 8 | Горизонтально-расточной 2А656Ф11 | Стол 2200*1800 Ǿшпинделя 160 |
УЦИ СКБИС, контроллер и сервопривода ф. » Омрон», новые эл. двигатели и эл. оборудование (+ПНР) » Омрон», новые эл. двигатели и эл. оборудование (+ПНР) |
180 | |||||||
| 9 | Горизонтально-расточной 2Е656Р (2657) | Стол 2200*1800 Ǿшпинделя 160 | УЦИ СКБИС, контроллер и сервопривода ф.» Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 190 | |||||||
| 10 | Горизонтально-расточной 2Б660 | Стол 2500*2500 Ǿшпинделя 220 | УЦИ СКБИС, контроллер и сервопривода ф.» Омрон», новые эл. двигатели и эл. оборудование (+ПНР) | 240 | |||||||
| Сверлильные станки | |||||||||||
| № | Модель | Техническая характеристика |
Срок ремонта, рабочих дней |
||||||||
| 1 | Радиально-сверлильный 2А554 (2М55) | d св. до 50мм | Вылет шпинделя 1600 мм | 70 | |||||||
| 2 | Радиально-сверлильный 2М57 | d св. до 75 мм | Вылет шпинделя 2000 мм | 105 | |||||||
| Резьбонакатные станки | |||||||||||
| 1 |
Резьбонакатной UPW-12. 5 5 |
d 3-70 мм , L max –2000 мм | 70 | ||||||||
| 2 | Резьбонакатной UPW-25 | d 10-100 мм , L max -2000 мм | 70 | ||||||||
| 3 | Резьбонакатной А9518 | d 3-40 мм , L max -58 мм | 70 | ||||||||
| 4 | Резьбонакатной А9521 | d 3-70 мм , L max -125 мм | 70 | ||||||||
| Фрезерные станки | |||||||||||
| № | Модель | Размеры стола, мм | Примечание |
Срок ремонта, рабочих дней |
|||||||
| 1 | Горизонтально-фрезерный 6Р81 | 250 | 1000 | 90 | |||||||
| 2 | Горизонтально-фрезерный 6Р82 | 320 | 1250 | 90 | |||||||
| 3 | Горизонтально-фрезерный 6Р83 | 400 | 1600 | 90 | |||||||
| 4 | Вертикально-фрезерный 6Т10 | 250 | 630 | 90 | |||||||
| 5 | Вертикально-фрезерный 6Р11 | 250 | 1000 | 90 | |||||||
| 6 | Вертикально-фрезерный 6Р12 | 320 | 1250 | 90 | |||||||
| 7 | Вертикально-фрезерный 6Р13 | 400 | 1600 | 90 | |||||||
| 8 | Вертикально-фрезерный ВМ127 | 400 | 1600 | 90 | |||||||
| 9 | Широкоуниверсальный 6Т80Ш | 250 | 630 | 90 | |||||||
| 10 | Широкоуниверсальный 6Р82Ш | 320 | 1250 | 90 | |||||||
| 11 | Широкоуниверсальный 6Р83Ш | 400 | 1600 | 90 | |||||||
| Зубофрезерные и долбежные станки | |||||||||||
| 1 | Зубофрезерный 53А50Н | Диаметр 500 | Модуль 10 | 125 | |||||||
| 2 | Зубофрезерный 53А80Н | Диаметр 800 | Модуль 10 | 125 | |||||||
| 3 | Зубодолбежный 5М150 | Диаметр 800 | Модуль 10 | 125 | |||||||
| 4 | Долбежный 7402 | Диаметр 500 | Ход долбяка 200 | 90 | |||||||
| 5 | Долбежный 7Д430 | Диаметр 630 | Ход долбяка 320 | 105 | |||||||
| 6 | Долбежный 7Д450 | Диаметр 800 | Ход долбяка 500 | 105 | |||||||
| Фрезерные станки с ЧПУ | |||||||||||
| 1 | Вертикально-фрезерный 6Т13Ф3 | Стол 400х1600 |
ЧПУ НЦ-210 или FMS-3000, сервопривода ф. «Омрон», новые эл. двигатели, эл. шкаф (+ПНР) «Омрон», новые эл. двигатели, эл. шкаф (+ПНР) |
110 | |||||||
| 2 | Вертикально-фрезерный ГФ2171С5 | Стол 400х1600 | ЧПУ НЦ-210 или FMS-3000, сервопривода ф. «Омрон», новые эл. двигатели, эл. шкаф (+ПНР) | 120 | |||||||
| 3 | Вертикально-фрезерный ФП-17 | Стол 1600х500 | ЧПУ НЦ-210, сервопривода ф. «Омрон», новое эл. оборудование, новые эл. двигатели, эл. шкаф (+ПНР) | 130 | |||||||
| 4 | Вертикально-фрезерный ФП-37М | Стол 3000х800 | ЧПУ НЦ-210, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 130 | |||||||
| 5 | Вертикально-фрезерный 65А60Ф3 | Стол 630х2000 | ЧПУ НЦ-210, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 125 | |||||||
| 6 | Вертикально-фрезерный 65А80Ф3 | Стол 800х2000 |
ЧПУ НЦ-210, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) шкаф, эл. двигатели (+ПНР) |
125 | |||||||
| 7 | Вертикально-фрезерный 65А90Ф3 | Стол 1000х(1600-2500) | ЧПУ НЦ-210, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 125 | |||||||
| 8 | Вертикально-фрезерный 6А56Ф1 | Стол 2000х800 | УЦИ СКБИС, контр-р, сервопривода ф. «Омрон», новые эл. двигатели (+ПНР) | 120 | |||||||
| 9 | Зуборезный 5К328Ф3 | Диамтер 1250 | Модуль 12 | Модернизация механики, установка ЧПУ НЦ 230, сервопривода ф. «Омрон», новые эл. двигатели, эл. шкаф (+ПНР) | 160 | ||||||
| Продольно-фрезерные станки | |||||||||||
| 1 | Продольно-фрезерный 6608 | Стол 1000х2000 | Контроллер ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 150 | |||||||
| 2 | Продольно-фрезерный 6610 | Стол 1000х3000 |
Контроллер ф. «Омрон», новые эл. двигатели, эл. оборудование (+ПНР) «Омрон», новые эл. двигатели, эл. оборудование (+ПНР) |
150 | |||||||
| 3 | Продольно-фрезерный 6М610Ф11 | Стол 3000х1000 | ЧПУ НЦ-230, сервопривода ф. «Омрон», новые эл. двигатели, эл. оборудование (+ПНР) | 190 | |||||||
| 4 | Продольно-фрезерный 6У612 | Стол 4000х1000 | Контроллер ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 190 | |||||||
| 5 | Продольно-фрезерный 6М612Ф1 | Стол 4000х1000 | ЧПУ НЦ-230, сервоприводаи ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 210 | |||||||
| 6 | Продольно-фрезерный 6М616Ф3 | Стол 5000х1600 | ЧПУ НЦ-230, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 240 | |||||||
| 7 | Продольно-фрезерный ФП-9М | Стол 7000х1600 | ЧПУ НЦ-210, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 190 | |||||||
| 8 | Копировально-фрезерный с ЧПУ 6В445Ф3 | Стол 3150х1600 |
ЧПУ НЦ-210, линейки СКБИС, сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) |
210 | |||||||
| 9 | Продольно-фрезерный 6662 | Стол 6000х1800 | Контроллер и сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 180 | |||||||
| 10 | Продольно-фрезерный 6620У | Стол 6300х2000 | Контроллер и сервопривода ф. «Омрон», новые эл. шкаф, эл. двигатели (+ПНР) | 180 | |||||||
| 11 | Продольно-строгальный 7212 | Стол 4000х1200 | Контроллер и сервопривода ф. «Омрон», новый эл. шкаф, эл. двигатели, УЦИ СКБ ИС | 160 | |||||||
| 12 | Продольно-строгальный 7216 | Стол 6000х1400 | Контроллер и сервопривода ф. «Омрон», новый эл. шкаф, эл. двигатели, УЦИ СКБ ИС | 180 | |||||||
| Внутришлифовальные станки | |||||||||||
| № | Модель |
Диаметр, мм |
Длина, мм |
Примечание |
Срок ремонта, рабочих дней |
||||||
| 1 | Внутришлифовальный 3М225В | 3-80 | 80 | 105 | |||||||
| 2 | Внутришлифовальный 3К227В | 200 | 200 | 105 | |||||||
| 3 | Внутришлифовальный 3М227В | 200 | 200 | 105 | |||||||
| 4 | Внутришлифовальный 3К228А | 400 | 320 | 105 | |||||||
| 5 | Внутришлифовальный 3К229А | 500 | 500 | 105 | |||||||
| Плоскошлифовальные станки | |||||||||||
| № | Модель | Размеры стола, мм | Примечание |
Срок ремонта, рабочих дней |
|||||||
| 1 | Плоскошлифовальный 3Е711В | Стол 200х630 | 95 | ||||||||
| 2 | Плоскошлифовальный 3Л722А | Стол 1250х320 | (+ПНР) | 105 | |||||||
| 3 | Плоскошлифовальный 3Л722В70 | Стол 400х800 | (+ПНР) | 105 | |||||||
| 4 | Плоскошлифовальный 3Д725 | Стол 630х2000 | (+ПНР) | 125 | |||||||
| 5 | Плоскошлифовальный ЛШ-220 | 400х800 |
ЧПУ НЦ-220, серводвигатели ф. |
180 | |||||||
| 6 | Плоскошлифовальный 3510 | Стол 4000х1000 | УЦИ СКБИС, контр-р, сервопривода ф. «Омрон», новый эл. шкаф, эл.оборудование (+ПНР) | 180 | |||||||
| 7 | Продольно-шлифовальный МС-510Ф1 | Стол 4000х1000 | УЦИ СКБИС, контр-р, сервопривода ф. «Омрон», новый эл. шкаф, эл.оборудование (+ПНР) | 210 | |||||||
| Круглошлифовальные станки | |||||||||||
| № | Модель |
Диаметр, мм |
Длина, мм |
Примечание |
Срок ремонта, рабочих дней |
||||||
| 1 | Круглошлифовальный 3У12А | 200 | 500 | (+ПНР) | 105 | ||||||
| 2 | Круглошлифовальный 3К12В | 200 | 500 | (+ПНР) | 105 | ||||||
| 3 | Круглошлифовальный 3У131В | 280 | 710 | (+ПНР) | 105 | ||||||
| 4 | Круглошлифовальный 3У132В | 280 | 1000 | (+ПНР) | 105 | ||||||
| 5 | Круглошлифовальный 3У133В | 280 | 1400 | (+ПНР) | 105 | ||||||
| 6 | Круглошлифовальный 3У142В | 400 | 1000 | (+ПНР) | 115 | ||||||
| 7 | Круглошлифовальный 3У144В | 400 | 2000 | (+ПНР) | 115 | ||||||
| 8 | Круглошлифовальный 3М152 | 200 | 1000 | (+ПНР) | 105 | ||||||
| 9 | Круглошлифовальный 3М162 | 280 | 1000 | (+ПНР) | 105 | ||||||
| 10 | Круглошлифовальный 3М173 | 400 | 1400 | (+ПНР) | 105 | ||||||
| 11 | Круглошлифовальный 3М174 | 400 | 2000 | (+ПНР) | 105 | ||||||
| 12 | Круглошлифовальный 3А164А | 400 | 2800 | (+ПНР) | 120 | ||||||
| 13 | Круглошлифовальный 3Д4230 | 580 | 1600 | (+ПНР) | 120 | ||||||
| 14 | Круглошлифовальный 3А172 | 560 | 4000 | (+ПНР) | 130 | ||||||
| 15 | Круглошлифовальный 3М194 | 560 | 4000 | (+ПНР) | 160 | ||||||
| 16 | Круглошлифовальный 3М195 | 800 | 2800 | (+ПНР) | 180 | ||||||
| Бесцентровошлифовальные станки | |||||||||||
| 1 | Бесцентрошлифовальный 3Е180В | (+ПНР) | |||||||||
| 2 | Бесцентрошлифовальный 3Е182В | 10 | 58 | (+ПНР) | 125 | ||||||
| 3 | Бесцентрошлифовальный 3Е183В | 2-40 | 155 | (+ПНР) | 125 | ||||||
| 4 | Бесцентрошлифовальный 3Е184В | 4-80 | 100-245 | (+ПНР) | 125 | ||||||
| Листогибочные машины | |||||||||||
| 1 | Провильный (ГДР) UBR16*2500 | 16х2500 мм |
Контроллер и частотник ф. «Омрон», новый эл. шкаф (+ПНР) «Омрон», новый эл. шкаф (+ПНР) |
140 | |||||||
| 2 | Листогиб ИВ2143 | 5,0х2000 мм | 105 | ||||||||
| 3 | Листогиб ИВ2144 | 4,5х2500 мм | 105 | ||||||||
| 4 | Листогиб ИВ2145 | 4,0х3200 мм | 105 | ||||||||
| 5 | Листогиб И1330 | в зависимости от характеристик | (+ПНР) | 105 | |||||||
| 6 | Листогиб трехвалковый | 6,3х2000 | 105 | ||||||||
| 7 | Листогиб трехвалковый | 10х2000 | 105 | ||||||||
| 8 | Листогиб трехвалковый | 16х2000 | 105 | ||||||||
| Ножницы гильотинные | |||||||||||
| 1 | Ножницы гильотинные | 6,3х2000 мм | 65 | ||||||||
| 2 | Ножницы гильотинные | 12х2000 мм | 65 | ||||||||
| 3 | Ножницы гильотинные | 6,3х3150 мм | 75 | ||||||||
| 4 | Ножницы гильотинные | 12х3150 мм | 85 | ||||||||
| 5 | Ножницы гильотинные | 16х3150 мм | (+ПНР) | 85 | |||||||
| 6 | Ножницы гильотинные | 20х3150 мм | (+ПНР) | 95 | |||||||
| 7 | Ножницы гильотинные | 25х3150 мм | (+ПНР) | 105 | |||||||
| 8 | Ножницы гильотинные | 32х3150 мм | (+ПНР) | 105 | |||||||
| Прессы механические | |||||||||||
| № | Модель | Техническая характеристика | Примечание |
Срок ремонта, рабочих дней |
|||||||
| 1 | Пресс механический КД2124 | Усилие 25 т | Стол 500х340 мм | Новый электрошкаф, маслостанция | 85 | ||||||
| 2 | Пресс механический КД2126 | Усилие 40 т | Стол 630х400 мм | Новый электрошкаф, маслостанция | 85 | ||||||
| 3 | Пресс механический КД2128 | Усилие 63 т | Стол 480х710 мм | Новый электрошкаф, маслостанция | 85 | ||||||
| 4 | Пресс механический КД2330 | Усилие 100 т | Стол 630х950 мм | Новый электрошкаф, маслостанция | 85 | ||||||
| 5 | Пресс механический КЕ2130А | Усилие 100 т | Стол 630х950 мм | Новый электрошкаф, маслостанция | 85 | ||||||
| 6 | Пресс механический КВ2132 | Усилие 160 т | Стол 670х1000 мм | Новый электрошкаф, маслостанция | 105 | ||||||
| 7 | Пресс механический КВ2534 | Усилие 250 т | Стол 1000х1000 мм | Новый электрошкаф, маслостанция | 105 | ||||||
| Прессы гидравлические | |||||||||||
| 1 | Пресс гидравлический П6324 | Усилие 25 т | Стол 630х480 мм | Обозначение “Б” – плюс 15% | 85 | ||||||
| 2 | Пресс гидравлический П6326 | Усилие 40 т | Стол 630х560 мм | Обозначение “Б” – плюс 15% | 85 | ||||||
| 3 | Пресс гидравлический П6328 | Усилие 63 т | Стол 710х560 мм | Обозначение “Б” – плюс 15% | 85 | ||||||
| 4 | Пресс гидравлический П6330 | Усилие 100 т | Стол 800х630 мм | Обозначение “Б” – плюс 15% | 95 | ||||||
| 5 | Пресс гидравлический П6332 | Усилие 160 т | Стол 800х630 мм | Обозначение “Б” – плюс 15% | 95 | ||||||
| 6 | Пресс гидравлический П6334 | Усилие 250 т | Стол 1000х630 мм | Обозначение “Б” – плюс 15% | 105 | ||||||
| Машины для литья под давлением | |||||||||||
| 1 | Литейная машина А711А06 | Усилие запирания 1000 |
Масса залив. порции сплава порции сплава |
125 | |||||||
| 2 | Литейная машина А711А07 | Усилие запирания 1600 | Масса залив. порции сплава 2,8 кг | 125 | |||||||
| 3 | Литейная машина А711А08 | Усилие запирания 2500 | Масса залив. порции сплава 4,7 кг | 125 | |||||||
| 4 | Литейная машина А711А09 | Усилие запирания 4000 | Масса залив. порции сплава 9,5 кг | 125 | |||||||
| 5 | Литейная машина А711А10 | Усилие запирания 6300 | Масса залив. порции сплава 10 кг | 150 | |||||||
 «Омрон», линейки СКБИС, новые эл. шкаф, эл. двигатели (+ПНР)
«Омрон», линейки СКБИС, новые эл. шкаф, эл. двигатели (+ПНР)Расточные, токарные и фрезерные станки, обрабатывающие центры ЧПУ, производство станков, ремонт, модернизация металлообрабатывающих станков, запчасти, оснастка станков
Уважаемые Дамы и Господа,
Представляем Вам разработку нашего предприятия токарно-фрезерный обрабатывающий центр ИТС-250/1000 ФР06К-Н.
Пави-
льон 2 Зал 1 Стенд 21B27.
.
Мы торгуем лучшими металлорежущими станками с ЧПУ, а также их производим и обслуживаем.
Лидеры продаж
Токарный обрабатывающий центр LSB200/1000S
Модернизация токарного станка c ЧПУ модели 16А20Ф3
Металлорежущие станки с ЧПУ
Приспособления и оснастка для станков
Комплектующие и запчасти для станков
Наши сайты
Наши партнеры
Машиностроительное оборудование производства ООО Ивтехсервис – Станки с ЧПУ, производство станков, ремонт и модернизация металлообрабатывающих станков: токарные станки, фрезерные станки, обрабатывающие центры и расточные станки. Оснастка и запчасти для станков.
Оснастка и запчасти для станков.
Став нашими партнерами, вы оцените:
- высокое качество обслуживания – комплекс предоставляемых нами услуг позволяет разрешить любую технологическую задачу;
- прозрачность условий сотрудничества – работая с нами, вы всегда можете быть уверены в получении отменного конечного результата;
- исключительное качество продукции – на весь предлагаемый компанией товар предоставляются сертификаты и гарантии;
- оптимальное ценовое предложение – у нас выгоднее купить токарный станок по металлу, чем у кого-либо еще, потому что мы располагаем собственной производственной базой;
- индивидуальный подход – ваши задачи будут решаться быстро и тщательно, как наши собственные.
Станки для металлообработки с ЧПУ – то, что определяет технологическую продвинутость вашего производства. Вы можете не только купить новое оборудование, но и модернизировать старое.
ООО «Ивтехсервис» работает по техническим заданиям заказчиков. При необходимости мы способны разработать программное обеспечение для ваших станков и произвести то оборудование, которое будет отвечать вашим промышленным целям. ООО «Ивтехсервис»: мы заботимся о вашей прибыли.
Российская система ЧПУ серии FMS-3000 управляющие машины загрузить в систему охлаждения смазки обучение функции привода типы осей цена программирование устройства постпроцессор руководство оператора ручной тренажер программа управления эмулятором
Российская высокоточная система ЧПУ серии FMS-3000.
FMS-3000 – современный российский высокопроизводительный прибор числового программного управления, предназначенный для установки на различное технологическое оборудование.Российская система ЧПУ FMS-3000 основана на компьютерном промышленном дизайне с открытой архитектурой. Адаптация к тому или иному типу машины осуществляется с помощью электрики и широкого набора параметров FMS-3000.
Описание
Преимущества
Приложение
Описание:
FMS-3000 – современный российский высокопроизводительный прибор числового программного управления, предназначенный для установки на различное технологическое оборудование.
Российская система ЧПУ FMS-3000 выполнена на основе компьютерного промышленного дизайна с открытой архитектурой, что вместе с мощным программным обеспечением позволяет легко интегрировать в их структуру компьютерные компоненты ведущих производителей.
Открытая структура программного обеспечения позволяет включать в систему программные модули пользователя.
Адаптация к конкретному типу станка осуществляется с помощью электрики и широкого набора параметров FMS-3000.
Преимущества:
– высокоточное управление приводами подачи и электрооборудованием внутреннего контроллера,
– Значительное увеличение общей производительности оборудования за счет сокращения времени на разработку и отладку руководящих практик, настройки станка для обработки конкретной детали, высокоточной обработки с контролем размеров деталей и инструментов,
– поддержка WEB-сервиса позволяет осуществлять удаленный мониторинг машины на любом удаленном устройстве, подключенном к сети, персональном компьютере, мобильном планшете или смартфоне
– трехмерное программирование трансформации при 5-осевой обработке детали в реальном времени
– простое встраивание стандартных компьютерных компонентов,
– простота подготовки управляющих программ в визуальной среде,
интегрированные средства отладки, настройки и диагностики
– оперативная отгрузка запчастей в случае выхода из строя исполнительных механизмов системы или датчиков
пространственная коррекция по размеру инструмента (аналог известен только в системе Fidia),
– круговая интерполяция в пространстве,
– динамическая синхронизация осей,
– управлял осями слежения и позиционирования в любой комбинации с любыми типами приводов, включая нерегулируемые
– настройка интерфейса оператора в зависимости от типа станка или ручных задач
– до 8 панелей на дисплее, TNC,
тестирование технологических программ вперед или назад на неограниченное количество кадров
– выверка осей перемещения по программе ручных перемещений осей,
– гарантийное и послегарантийное обновление ПО.
Приложение:
– станки фрезерные,
– копировальные аппараты,
– обрабатывающих центров,
– станки токарные,
– станки термической резки,
– прочее оборудование с ЧПУ.
Примечание: описание технологии на примере систем ЧПУ серии FMS-3000.
Продажа бывших в употреблении станков Okuma с ЧПУ
Информация о бывших в употреблении Okuma
Добро пожаловать на страницу с информацией о продукции Premier Okuma.Как один из мировых лидеров по продажам подержанных станков Okuma, мы считаем важным ознакомить наших клиентов с историей станков Okuma и с тем, как они повлияли на текущую отрасль станкостроения. Okuma – один из крупнейших производителей ЧПУ в мире. Okuma специализируется на производстве токарных станков с ЧПУ, вертикальных обрабатывающих центров с ЧПУ и горизонтальных обрабатывающих центров с ЧПУ, а также других типов оборудования с ЧПУ. Okuma имеет широкий спектр различных станков с ЧПУ, от 2-осевых токарных станков до многоосевых токарных станков с ЧПУ до многоосевых обрабатывающих центров с ЧПУ.Ниже приведено руководство по различным моделям, которые Okuma представила на протяжении многих лет.Токарные станки с ЧПУ (2-осевые и многоосевые)
- Okuma LB10
- Okuma Crown-E
- Okuma Crown L1420
- Okuma Space Turn LB300
- Okuma Space Turn LB400
- Okuma LB400
- Okuma LB400
- Okuma LB2500EX
- Okuma LB3000EX
- Okuma LB4000EX
- Okuma LB35II
- Okuma LB45II
- Okuma LU15
- Okuma LU25
- 9015 Okuma LC50 LC1
- Okuma LC30 LC2
- Okuma LT15
- Okuma LT10
- Okuma LAW1S / 2S
- Okuma LU300
- Okuma LU45
- Okuma LU35
- Okuma LT-2000EX
- Macturn250
- 9015 Macturn350 9015 Macturn350 9015 Macturn350 Macturn350 V80R
- Okuma V100R
- Okuma VTC-65
Плоские токарные станки с ЧПУ
CNC Vertica l Обрабатывающий центр
- Okuma Cadet-Mate
- Okuma MX-45VAE
- Okuma MC40A
- Okuma MC-50VA
- Okuma MC-60VA
- Okuma MC-60VAE
- Okuma MX2 45VA / B
- Okuma MC-40VA
- Okuma MC-40VB
- Okuma MC-V4020
- Okuma MB-46V
- Okuma MB-56V
- Okuma MB-66V
- Okuma MU-400V
- Okuma MU-400V
- Okuma MA-550V
- Okuma MA-650V
- Okuma Millac-44V
- Okuma Millac-761V
- Okuma Millac-852V
Горизонтальный обрабатывающий центр с ЧПУ
- Okuma MA-4001HA Okuma MA-400HA
- Okuma MC-600H
- Okuma MA-400H
- Okuma MA-500H
- Okuma MA-600H
- Okuma MA-800H
- Okuma MB-4000H
- Okuma MB-5000H 9015H 9015H Okuma MB-8000 Okuma Millac-44H
- Okuma MILLAC-800VH
- Okuma MILLAC-1000VH
- Okuma MX-40HA
- Okuma MX-50HB
- Okuma MX-60HB
- Okuma MC-800H
CNCMotion® – программное обеспечение Intelitek
CNCMotion для интерактивного управления станком с ЧПУ интегрируется с интерактивным 3D-моделированием станка CNCMotion динамическое моделирование и графическое сопровождение фрезерных и токарных станков с ЧПУ Intelitek.
CNCMotion имитирует весь процесс обработки в реальном времени, точно отражая движение компонентов станка и инструментов, а также форму исходных материалов, превращающихся в готовые детали.
Виртуальные машины в CNCMotion реагируют на ошибки и условия окружающей среды так же, как меры безопасности на реальных машинах предотвращают травмы и повреждения. Меры безопасности включают остановку выполнения программы ЧПУ при ударе или ограничении оси, а также предупреждения о небезопасных состояниях оборудования (например, открытый защитный экран, отсутствие инструмента, воздействие инструмента на поперечный суппорт или удерживающее устройство).
Являясь мощным инструментом визуализации, программное обеспечение позволяет тестировать и отлаживать программирование, а также выполнять полную настройку станка до фактической обработки с ЧПУ и токарной обработки.
Моделирование включает установку всех доступных аппаратных опций Intelitek. Например, смоделированные варианты удержания заготовки для обрабатывающего центра Super proLIGHT 1000 включают прижим из 52 деталей, тиски машиниста, комплект низкопрофильных зажимов и две воздушные тиски. Моделируемые варианты инструментов для Super proLIGHT 1000 включают плоские концевые фрезы, шаровые концевые фрезы и сверла, а также инструмент R-8, инструмент для быстрой смены инструмента и автоматическую смену инструмента (ATC).
Реалистично смоделированные станки с ЧПУ дают студентам и операторам станков ценный опыт, прежде чем они начнут работать в мастерской с ЧПУ.
Системные требования к компьютеру
- Windows XP SP3 / Vista / Windows 7-32 или 64-разрядная
- 512 МБ ОЗУ (рекомендуется 1 ГБ)
- 300 МБ свободного места на жестком диске
Планируете совершить прыжок с виртуального опыта на аппаратный?
Мы также рекомендуем следующее для этого возможного шага:
- Доступный порт Ethernet (для онлайн-режима)
- Блок питания ATX (рекомендуется для онлайн-режима)
Лист данных
Нажмите здесь, чтобы загрузить Технический паспорт в формате PDF.
СКАЧАТЬ
(PDF) Гибкая производственная система (FMS)
13
гибкости. Кроме того, быстро меняющаяся технология и сокращенный жизненный цикл продукта могут привести к быстрому устареванию основного оборудования
.
, ,
- .
.
. FMS .
,
. ,
. ФМС .
.
.
. ,
.
Для других фирм их продукты могут не требовать процессов на технологическом уровне FMS.
IBM обнаружила, что модернизированный принтер достаточно прост для высококачественной ручной сборки и что
ручная сборка может быть достигнута с меньшими затратами, чем автоматическая.Потенциальные пользователи FMS
также должны учитывать, что некоторые из затрат, традиционно понесенных при производстве, могут быть на самом деле выше в гибкой автоматизированной системе, чем в традиционном производстве. Хотя
система постоянно самоконтролируется, ожидается, что затраты на обслуживание будут выше. Энергия
Затраты, вероятно, будут выше, несмотря на более эффективное использование энергии. Повышенное использование машины
Повышенное использование машины
может привести к более быстрому износу оборудования, обеспечивая более короткий экономический срок службы, чем в среднем.Наконец, затраты на обучение персонала
могут оказаться относительно высокими.
Для некоторых фирм сопротивление рабочих является проблемой. Рабочие склонны воспринимать автоматизацию как попытку заменить их неутомимым куском металла, который не ест, не делает перерывов и не ходит в туалет.
Чтобы противостоять этому восприятию, многие фирмы подчеркивают, что рабочие повышаются в результате установки FMS
и что потери рабочих мест не происходит. Несмотря на любые проблемы, использование гибких производственных систем
должно продолжать расти, поскольку все больше компаний вынуждены конкурировать на основе гибкости и по мере развития технологий
.Она показала множество преимуществ в приложениях с низким и средним объемом производства с высокой производительностью
. В будущих системах, вероятно, будут наблюдаться все меньшие и меньшие количества на партию. FMS может несколько сместить акцент в производстве с крупномасштабного серийного производства стандартных продуктов
на высокоавтоматизированные рабочие цеха с производством изделий небольшими партиями для конкретных клиентов
. Повышение доступности гибких производственных технологий также предоставит
многопрофильным компаниям больше возможностей выбора в отношении того, как проектировать производственные мощности, как распределять продукцию на
производственных мощностях и как распределять мощности между продуктами.
Автоматический обучающий фрезерный станок с ЧПУ, 700000 рупий / шт. MTAB Engineers Private Limited
Автоматический обучающий фрезерный станок с ЧПУ, 700000 рупий / шт. MTAB Engineers Private Limited | ID: 11365915573Уведомление : преобразование массива в строку в /home/indiamart/public_html/prod-fcp/cgi/view/product_details.php в строке 290
Спецификация продукта
| Уровень автоматизации | Автомат |
| Минимальное количество заказа | 1 шт. |
Описание продукта
XL Mill Настольный 3-осевой фрезерный станок с ЧПУ с дополнительной 6-позиционной автоматической сменой инструмента – идеальное решение для обучения и создания прототипов.Для машины предлагается система управления с эмуляцией Fanuc или Siemens или MTAB Industrial Control. XLMILL может быть интегрирован в модульные компоненты автоматизации для создания интеллектуальных систем автоматизации производства (FMS, CIM).
XLMILL с MTAB Industrial Control предлагается с осью 4 -й оси .
XLMILL предлагается с дополнительными аксессуарами, такими как программное обеспечение CNCTrain, электронное обучение eCNC, устройство загрузки и разгрузки, пневматические тиски, автоматическая дверь и верстак.
| Детали | Единица | XL Mill | ||
| Размер стола | мм | |||
| 10 | ||||
| Точность положения | мм | 0.012 | ||
| Расстояние между столешницей и носиком шпинделя | мм | 70-185 | ||
| От шпинделя до колонны | мм | 9045 9045 9045 9045 9045 9045 9045 | кВт | 0,37 |
| Программируемая скорость вращения шпинделя | об / мин | 150-4000 | ||
| Конус шпинделя 906 9045 9045 9048 9048 9048 9048 9048 9048 9048 Емкость памяти | 6 | |||
| Максимальная длина инструмента | мм | 40 | ||
| Максимальный диаметр инструмента | мм | 16 | ||
| мм | 225/150/115 | |||
| Rapid Traverse | мм / мин | 1200 |
03
03
| Код товара | XLMILL |
| Порт отправки | Ченнаи |
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1984
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 101 до 500 человек
Годовой оборот 25-50 крор
Участник IndiaMART с ноября 2007 г.
GST33AAACM2543B1Z7
Код импорта и экспорта (IEC) 04930 *****
MTAB Engineers Pvt. ООО было начато в 1984 году.Мы занимаемся производством , поставляем и экспортируем широкий спектр обрабатывающих центров с ЧПУ , станков с ЧПУ, шлифовальных центров с ЧПУ и многих других. Кроме того, мы также предоставляем Услуги по обучению станков с ЧПУ . Мы экспортируем наших от 5 до 10% продуктов по всему миру .
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
: прямой путь к прибыльности?
Усовершенствованное программное обеспечение дает существенный импульс системам линейных поддонов
Адам Хансель, главный системный директор и директор по продажам DMG Mori (Hoffman Estates, Иллинойс), прекрасно резюмирует: «Зайдите в любой магазин.Спросите их, хотят ли они автоматизировать. Ответ положительный. 100% ». Но что за автоматизация? А какие машины и процессы? Для самых разных компаний логичным ответом является линейная система поддонов, которая объединяет несколько металлообрабатывающих станков и, возможно, дополнительные операции. С другой стороны, «логичный» не всегда означает «легкий» или «беззаботный».
С другой стороны, «логичный» не всегда означает «легкий» или «беззаботный».
Не путайте FMS с системами пула поддонов
Базовая линейная система поддонов, также известная как гибкая производственная система (FMS), автоматизирует загрузку и разгрузку одного или нескольких обрабатывающих центров с заготовками из центрального хранилища.Заготовки перемещаются по прямому рельсу, перевозимому транспортным средством с дополнительными осями движения, которые позволяют перемещать работу в станок, на его стол и обратно, когда он закончен. Операторы создают рабочие места на центральной станции, а не на отдельных машинах, а центральный компьютер контролирует распределение и выполнение работы.
В наиболее распространенной конфигурации заготовки прикрепляются болтами к приспособлениям, которые, в свою очередь, прикрепляются болтами к одинаковым поддонам. Это максимизирует гибкость системы, поскольку любая работа может быть передана на любую машину в любое время, если машина сконфигурирована для этого стандартного поддона.Еще одна ключевая особенность линейных систем поддонов – возможность их расширения после первоначальной установки за счет включения дополнительных станков, большего объема хранилища и даже немеханических операций, таких как осмотр. Некоторые системы имеют 10 или более обрабатывающих центров и десятки полок для поддонов, уложенных в три уровня.
Таким образом, линейная система поддонов отличается от системы пула поддонов, последнюю из которых можно рассматривать как «неразумное расширение машины», как сказал Боб Балдицци, специалист по системам и большим машинам, Doosan Machine Tools America (Pine Brook , Нью-Джерси) объяснил.«В системе пула поддонов дополнительное программное обеспечение на самой машине управляет системой. Обычно вы ограничиваетесь сообщением программному обеспечению, какая программа связана с каким поддоном в пуле и в какой последовательности вы хотите, чтобы эти поддоны проходили через машину. Это оно. Планирования производства нет. Нет управления данными. Нет отчетов. Это просто расширение системы поддонов большего размера для машины ». Системы бассейнов поддонов обычно имеют круглую форму, хотя они могут быть линейными, что усугубляет возможную путаницу.
Нет управления данными. Нет отчетов. Это просто расширение системы поддонов большего размера для машины ». Системы бассейнов поддонов обычно имеют круглую форму, хотя они могут быть линейными, что усугубляет возможную путаницу.
«В системах пула поддонов, которые я видел, как правило, одна и та же деталь используется на всех пяти или шести поддонах», – сказал Дэвид Суика, президент Fastems LLC (Западный Честер, Огайо). «Если вы хотите заменить детали, вам, как правило, необходимо изменить инструменты внутри станка, программу обработки деталей и любые корректоры, необходимые для каждой детали. Бассейны из поддонов подходят для серии одной и той же детали. Но если вы хотите производить именно то, что вам нужно, в количествах, которые вы можете продать, система линейных поддонов, как правило, лучше ».
Использование шпинделя более 90%
Линейная система поддонов Doosan отличается простым пользовательским интерфейсом (элемент управления показан слева) и воздушной шиной для подачи трехфазного питания высокого напряжения на тележку с поддонами без кабелей, которые подвержены износу и поломке.Ситуации различаются, но кажется, что ни один механический цех не достигает более 50–60% использования шпинделя без FMS, в то время как любой, кто использует его должным образом, увидит коэффициент использования шпинделя 90% или более. А в некоторых случаях несоответствие даже больше. Гензель сказал, что «загрузка шпинделя составляет, вероятно, 30% или меньше в большинстве случаев, если у них есть несколько машин с ручной подачей. Просто невозможно выполнять переналадку деталей, приспособлений и эффективно планировать много ресурсов в буфере обмена ». Как объяснил Суйка: «Большая часть простоев станка вызвана людьми… ожиданием инструмента… выяснением программы… ручным вводом корректоров инструмента.Как только час на настройку будет потрачен, вы никогда не вернете его обратно в производство ».
Это указывает на самое большое и наиболее значительное улучшение линейных систем поддонов за последние несколько лет: программное обеспечение.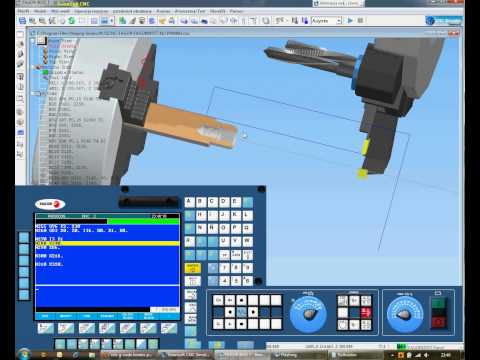 В той или иной степени все поставщики FMS предлагают программное обеспечение для планирования мощности, которое позволяет максимально увеличить пропускную способность системы. Гензель описал типичный сценарий: «Допустим, у вас есть несколько станков, 180 инструментов в каждом магазине, 24 приспособления и определенные задания, которые необходимо выполнить, чтобы выполнить ваши контракты.Вы устанавливаете такие параметры, как приоритет заданий и числа, которые вам нужны в определенное время. Или скажите, что строите машину. Невозможно произвести две оси и три колеса. Вам понадобятся четыре колеса. Таким образом, вы можете указать программе производить размер партии. В любом случае программа автоматически рассчитывает, как правильно использовать ваши ресурсы, чтобы получить нужную продукцию. Если вы правильно спланируете и подготовите приспособления и инструменты, а затем позволите программному обеспечению сделать работу за вас, скорость выполнения 90–95% станет полностью достижимой.”
В той или иной степени все поставщики FMS предлагают программное обеспечение для планирования мощности, которое позволяет максимально увеличить пропускную способность системы. Гензель описал типичный сценарий: «Допустим, у вас есть несколько станков, 180 инструментов в каждом магазине, 24 приспособления и определенные задания, которые необходимо выполнить, чтобы выполнить ваши контракты.Вы устанавливаете такие параметры, как приоритет заданий и числа, которые вам нужны в определенное время. Или скажите, что строите машину. Невозможно произвести две оси и три колеса. Вам понадобятся четыре колеса. Таким образом, вы можете указать программе производить размер партии. В любом случае программа автоматически рассчитывает, как правильно использовать ваши ресурсы, чтобы получить нужную продукцию. Если вы правильно спланируете и подготовите приспособления и инструменты, а затем позволите программному обеспечению сделать работу за вас, скорость выполнения 90–95% станет полностью достижимой.”
Хорошо подходит для рабочих мест… и многое другое
Кому выгодна ФМС? Кто угодно, от небольшой мастерской до предприятия, производящего 100000 или более деталей в некоторых ситуациях. Джон Эйнбергер, менеджер по линейке продуктов Makino Inc. (Мейсон, Огайо), сказал: «Лучшее место для этой технологии – это тот, у кого есть несколько продуктов, которые нужно запускать в произвольном порядке и относительно короткими партиями. Выполняя наладку на обрабатывающем центре, вы увеличиваете коэффициент использования шпинделя.
«Но есть также заявки на увеличение объемов производства среди людей, которые занимаются сезонным производством», – продолжил он.«Например, предположим, что они производят 80 000 чего-то в год, но делают это только в течение трех месяцев, а затем используют вариант или что-то другое в течение следующих четырех месяцев. Промышленность силовых агрегатов для прогулочных транспортных средств подходит для такой производственной схемы. В межсезонье они делают то, что им нужно в течение сезона, например лодочные моторы, когда продают снегоходы, и моторы для снегоходов, когда продают лодки. Наша FMS оказалась очень полезным инструментом для клиентов в таких крупных ситуациях.”
Эта гибкая производственная система от Makino (которую они называют MMC2) иллюстрирует основные компоненты любой FMS.Гензель добавил, что «люди, которые используют всего пять или шесть деталей с разными номерами, довольно часто помещают их на линейную систему поддонов. Это потому, что в такой системе много избыточности. На горизонтальных станциях обычно есть большие инструментальные магазины, которые позволяют размещать в магазине избыточные инструменты для более продолжительных смен. Если инструмент сломается или изнашивается, можно просто перейти к следующему.«С другой стороны, сотрудники Liebherr (Салин, Мичиган) отметили, что ячейки для обработки поддонов являются наиболее экономически эффективными, когда время цикла для всех деталей на данном поддоне составляет более пяти минут. В противном случае вы потратите время на то, чтобы ждать, пока транспортное средство заменит поддон.
Чтобы дать вам некоторое представление о том, насколько популярны эти системы, Эйнбергер сказал, что Makino установила 575 своих линейных систем поддонов только в Северной Америке за последние 20 лет.
Не только для горизонтали
Традиционно линейные системы поддонов обычно соединяли горизонтальные обрабатывающие центры, потому что «горизонтальный станок почти всегда поставляется с устройством смены поддонов», – объясняет Балдицци из Doosan.«У вас всегда есть второй поддон в зоне погрузочной станции, который – в автономном режиме – оператор использует для загрузки и разгрузки деталей во время работы машины. Это преимущество FMS, поскольку кран может загружать и выгружать грузовую станцию без прерывания цикла обработки. Типичный вертикальный обрабатывающий центр не имеет этого, как и большинство пятиосевых станков, хотя такие производители, как Doosan, теперь оснащают пятиосевые станки устройствами смены паллет, которые можно подключить к FMS.”
Помимо различных типов обрабатывающих центров, в FMS также можно интегрировать другие функции. Вы также можете интегрировать станки от разных производителей, хотя в этом случае вам может быть лучше работать с «независимой» компанией по автоматизации, такой как Fastems: «У нас могут быть станки марки X для черновой обработки, станки марки Y для жестких допусков. “Золлер” с автоматической записью коррекции инструмента на чип, КИМ, промывочная станция и система удаления заусенцев – все это полностью интегрировано », – сказал Суика.«Наше программное обеспечение даже автоматически управляет смещениями инструмента и данными контроля».
Для некоторых из этих опций требуется робот на одной или нескольких станциях или замена традиционного автомобиля FMS роботом на рельсах. По словам Эйнбергера, последний гибрид Makino предлагает «в качестве ответа на некоторые требования, в первую очередь в области аэрокосмических конструкций. Некоторые из этих клиентов хотят автоматически загружать детали в станок с помощью робота на рельсе, потому что они хотят иметь возможность начать с загрузки детали на плоскую поверхность, а затем взять вспомогательное приспособление и загрузить его в горизонтальный обрабатывающий центр.
«Этот подход также очень выгоден для многооперационных деталей, где первая операция может быть четырехосевой операцией, а вторая операция – пятиосевой операцией в одном обрабатывающем центре», – продолжил он. «Таким образом, поддон один на обрабатывающем центре будет четыре оси надгробие а, которая принимает участие на плите, в то время как второй поддон на тот же обрабатывающем центре будет на столе пятой оси, которая принимает ту же часть на то же стыковой для последующая пятиосевая операция.Робот на рельсовых системах преодолевает разрыв между FMS для обработки поддонов и роботом для обработки отдельных деталей »
С другой стороны, Балдицци предупреждал, что получение одного вида гибкости приводит к потере другого. «Мы начинаем видеть потребность в адаптации к различным поддонам, например, к выполнению одних функций на горизонтальном и других на пятиосевом станке с возможностью токарной обработки, для чего требуется другой поддон. Плюс в том, что все эти машины, необходимые для выполнения операции, можно поставить на FMS.Минус в том, что вы теряете некоторую гибкость FMS, потому что программное обеспечение должно гарантировать, что этот поддон идет только на этой конкретной машине в это конкретное время. В то время как у вас есть несколько машин в FMS, которые все одинаковы, работа, прикрепленная болтами к поддону, может быть отправлена куда угодно, в любое время и в любом случае ».
Затраты и проблемы
Согласно Эйнбергеру, стоимость первоначальной FMS, включая рельсовую систему, транспортное средство, рабочую станцию и стеллажи для хранения поддонов, составляет примерно две трети стоимости данного обрабатывающего центра без учета приспособлений.Так что, учитывая обещание удвоить производительность, это хорошая расплата. Но Гензель сказал, что «хотя людям действительно нравится идея иметь много поддонов, они иногда недооценивают стоимость крепления. Поэтому, когда они принимают решение о том, какие машины покупать, реальная стоимость ремонта иногда не включается, что может помешать им полностью использовать систему. Например, вы получаете выгоду от работы без отключения света или отказа от третьей смены, только если вы можете загрузить достаточно работы, чтобы машина работала в течение восьми или более часов.”
Makino FMS с несколькими горизонтальными обрабатывающими центрами. Ключевым преимуществом любой FMS является возможность настраивать как рабочие места, так и программы для всех заданий на центральной станции (на переднем плане), а затем позволять программному обеспечению определять, как направлять их между машинами, чтобы максимизировать пропускную способность.Однако все согласны с тем, что самая большая проблема с FMS – это эксплуатация. Как говорит Суйка: «Это то же самое, что и ваш компьютер: мусор на входе равен мусору на выходе. Если у вас есть хорошие программы, коррекции инструмента известны; если у вас есть график, он работает очень хорошо.Самым важным для большинства компаний является дисциплина, необходимая для того, чтобы быть уверенными в том, что они готовы. Это не отличается от дисциплины, которую каждая компания применяет в своем бухгалтерском отделе. Вы сопоставляете счета, убедитесь, что они верны, убедитесь, что вы платите налог. Это непросто, но точно выстроено и выполнено. Вы можете сделать то же самое в производственном цехе и интегрировать его, и вы можете удалить человеческий фактор, который вызывает ошибку ».
Suica также предупредила, что «большинство линейных поддонов и роботизированных систем, как правило, представляют собой островки автоматизации.Они знают то, что знают, и не связаны ни с чем другим в вашей деятельности. У вас может быть пакет ERP [планирование ресурсов предприятия], который отслеживает ваши заказы, поступление сырья и т. Д. Вы потратили много денег на инструменты, определение коррекций на инструмент и системы измерения. Но поток информации между всеми этими системами по-прежнему осуществляется вручную ». Это относительное отсутствие интеграции не позволяет компаниям добиться значительной экономии рабочей силы.
Suica заявила, что нередки случаи, когда восемь или девять компьютеров работают всего с несколькими людьми, если вы полностью интегрируете эти системы.«Мы сейчас работаем над системой, состоящей из восьми машин, которыми будут управлять три человека, один из которых просто выполняет проверку, потому что не хотел автоматизировать это. Он будет работать в две смены, то есть на этой линии будет шесть человек, а сейчас 14 человек. Но для этого вам нужен высокий уровень системной интеграции, иначе вам все равно понадобится группа людей, которые укажут автоматизации, что делать. Интеграция и программное обеспечение – ключ к успеху ». То же самое и с обучением и поддержкой, поэтому DMG Mori, Makino и другие имеют специальные группы и средства автоматизации.
Однако программное обеспечениене решает всех проблем. Балдицци отметил, что механическая надежность имеет первостепенное значение: «Если вы подключаете станок – или, что более важно, несколько станков – к FMS, и он выходит из строя, коэффициент использования шпинделя этих станков снижается до нуля. Помните, что место, где раньше стоял оператор для загрузки горизонтального обрабатывающего центра, теперь находится внутри FMS. Кнопки больше нет. У вас очень мало шансов, что вы сможете эффективно загружать и выгружать детали в эту машину вручную.Так что загляните под капот, чтобы убедиться, что FMS механически способна обеспечить 90% времени безотказной работы ».
Для высококлассных строителей, что включает в себя подачу трехфазного питания высокого напряжения через шину над транспортным средством, например, третий рельс метро, без каких-либо движущихся частей, кроме точки контакта. «Менее надежные системы привязывают автомобиль к серии кабелей на кабельной трассе, которая следует за транспортным средством, когда оно движется вперед и назад. Это вызывает точки усталости, поскольку кабели постоянно изгибаются », – сказал Балдицци.«Во-вторых, мы используем оптические глаза, заключенные в туннель, для передачи данных, которая должна происходить между сервоприводами, двигателями, системой управления и т. Д., Исключая необходимость в этих кабелях.
«Я бы также посмотрел, есть ли в FMS каналы, воздуховоды и трубопроводы для охлаждающей жидкости, чтобы убедиться, что охлаждающая жидкость, которая остается на поддонах после того, как они отправляются на хранение, восстанавливается и возвращается либо в резервуары охлаждающей жидкости машины, либо в центральное хранилище, а не беспорядок у вас на полу, – заключил Балдици.
Подержанные OKUMA – MachineTools.com
Подержанные (332)
Подержанные OKUMA (332)
ФильтрыФильтры- На аукционе (3)
- По стране По стране
- Назад Модель По Модель 9041 9000
- Тип
- Токарные станки, ЧПУ186
- Вертикальные обрабатывающие центры43
- Токарные станки, ЧПУ (5-осевые и более) 35
- Обрабатывающие центры, горизонтальные33
- Обрабатывающие центры, портальные (включая мостовую и двухколонную) 15
- Шлифовальные станки, Цилиндрические (включая плоскую и угловую головку) 7
- Шлифовальные машины, внутренние4
- Шлифовальные машины, цилиндрические, универсальные3
- Сверлильные фрезы, вертикальные (включая VTL) 1
- Конвейеры1
- Сверла, радиальные1
- Токарные станки, двигатель1 Многозадачность1
- Вертикальные обрабатывающие центры (5-осевые и более) 1
- Токарные станки с ЧПУ (186)
- Обрабатывающие центры, вертикальные (43)
- Токарные станки с ЧПУ (5 и более осей) (35)
- Обрабатывающие центры, горизонтальные (33)
- Обрабатывающие центры, портальные (вкл.Мостовой и двухколонный) (15)
- Шлифовальные машины, цилиндрические (включая плоскую и угловую головку) (7)
- Шлифовальные машины, внутренние (4)
- Шлифовальные машины, цилиндрические, универсальные (3)
- Расточные фрезы, вертикальные (включая VTL) ) (1)
- Конвейеры (1)
- Подробнее…
10 на страницу 25 на страницу 50 на страницу 100 на страницу 200 на страницу
1 – 50 из 332 машин
© 1999 – 2021 MachineWeb, Inc. Все права защищены.
- На аукционе (3)
- По стране По стране
- По модели По модели
- По типу
Назад
- Токарные станки, CNC186
- Обрабатывающие центры, вертикальные43
- Токарные станки, ЧПУ (5 или более) 35
- Обрабатывающие центры, горизонтальные33
- Обрабатывающие центры, портальные (вкл.Мостовой и двухколонный) 15
- Шлифовальные машины, цилиндрические (включая плоскую и угловую головку) 7
- Шлифовальные машины, внутренние4
- Шлифовальные машины, цилиндрические, универсальные3
- Расточные фрезы, вертикальные (включая VTL) 1
- Конвейеры1
- Конвейеры1
- Токарные станки, двигатель1
- Обрабатывающие центры, многозадачные1
- Обрабатывающие центры, вертикальные (5-осевые и более) 1
- Токарные станки, ЧПУ (186)
- Обрабатывающие центры, вертикальные (43)
- Токарные станки , ЧПУ (5 или более осей) (35)
- Обрабатывающие центры, горизонтальные (33)
- Обрабатывающие центры, портальные (вкл.Мостовой и двухколонный) (15)
- Шлифовальные машины, цилиндрические (включая плоскую и угловую головку) (7)
- Шлифовальные машины, внутренние (4)
- Шлифовальные машины, цилиндрические, универсальные (3)
- Расточные фрезы, вертикальные (включая VTL) ) (1)
- Конвейеры (1)
- Подробнее…