Форматно раскроечный станок видео: Видео форматно-раскроечных станков KDT Machinery
alexxlab | 17.04.1988 | 0 | Разное
Обучающие видео | Felder Group
Наши обучающие видео предоставляют пошаговые инструкции оптимальной наладки вашего станка для достижения превосходных результатов обработки.
Видео руководства для форматно-раскроечных станков
FELDER Форматно-раскроечные станки Настройка станка:
FELDER Форматно-раскроечные станки
Пильный диск: Как правильно установить пильный диск
FELDER Форматно-раскроечные станки
Подрезной агрегат: Как правильно установить подрезной агрегат
FELDER Форматно-раскроечные станки
Расширительный стол: Как выполнить выравнивание расширительного стола
FELDER Форматно-раскроечные станки
Параллельный упор: Как выполнять свободный рез на параллельном упоре
FELDER Форматно-раскроечные станки
Форматно-подвижной стол: Как выполнять свободный рез на форматно-подвижном столе
FELDER Форматно-раскроечные станки
Форматно-подвижной стол: Настройки на форматно-подвижном столе
FELDER Форматно-раскроечные станки
Регулировка угла: Правильная регулировка угла на поперечном упоре
Hammer Форматно-раскроечные станки
Поперечный упор: Как выполнить переустановку поперечного упора
Hammer Форматно-раскроечные станки
Настройка станка: Настройка циркулярной пилы K3 winner
Видео руководства для фуговальных станков
Hammer Фуговальный станок Фугование:
Hammer Фуговальный станок Устранение Ошибка при наладке:
Hammer Фуговальный станок Техника работы:
Hammer Фуговальный станок Устранение ошибки при наладке: Не допускать биения в начале фугования
Hammer Фуговальный станок Устранение ошибки при наладке:
Hammer Фуговальный станок Рабочий стол:
Hammer Фуговальный станок Рейсмусовый станок:
Hammer Фуговальный станок Устранение ошибки при наладке:
Hammer Фуговальный станок Техника работы:
Hammer Фуговальный станок Рейсмусовый станок:
Hammer Фуговальный станок Рейсмусовый станок:
Hammer Фуговальный станок Рейсмусовый станок:
Видео руководства для ленточнопильных станков
Hammer Ленточнопильный станок Настройка станка:
Hammer Ленточнопильный станок
Настройка станка: Как выполнить настройку ленточнопильного станка N2-35
Hammer Ленточнопильный станок
Техническое обслуживание: Как отрегулировать ход пильного полотна на нижнем колесе
Hammer Ленточнопильный станок
Техническое обслуживание: Как выполнить смазку верхнего ролика ленты
Hammer Ленточнопильный станок
Maintenance: Как отрегулировать натяжение и заменить приводной ремень
Видео руководства для кромкооблицовочных станков
FELDER Кромкооблицовочный станок
Клеевая ванна: Как выполнить чистку клеевой ванны на кромкооблицовочном станке Felder G-серии
Видео руководства для станков с ЧПУ
Портальный станок с ЧПУ Hammer Настройка станка:
Другие видео руководства
Принадлежности Роликовая тележка:
Принадлежности
Цифровой (стрелочный) индикатор: Как выполнить установку и калибровку цифрового (стрелочного) индикатора
Более того, просьба обращать внимание на инструкции и объяснения в руководстве по эксплуатации.
Отдел продаж
Наши сотрудники отдела продаж будут рады
ответить на любые Ваши вопросы
Тел. +7 (495) 602-02-85
Контакты офисов и шоурумов
Сервисная линия
Мы обслуживаем все станки брендов
Hammer®, Felder®, Format-4®, Mayer®
вне зависимости от года выпуска и места приобретения.
Тел. +7 (495) 215-14-70
Заявка онлайн
Гарантия
Ниже представлены основные положения Felder Group по гарантийным обязательствам.
рекомендации по гарантийным обязательствам
Регистрация на сайте
Получите доступ к ценам на продукцию,
полезным материалам, а также актуальным новостям
в мире деревообработки!
Сервис и обслуживание
Специально обученные сервисные инженеры находятся в Вашем распоряжении для проведения обслуживания Вашего оборудования на месте эксплуатации. Если вопрос требует безотлагательного решения, с нами можно связаться по телефону Единой сервисной службы. Свяжитесь со специалистами нашей компании или в любое время суток отправьте нам заявку в режиме онлайн.
Ваш прямая линия с нами
Настройка форматно раскроечного станка видео
Содержание
- 1 Настройка форматно-раскроечного станка
- 2 Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
- 3 Особенности ремонта форматно-раскроечных станков
- 4 Ремонт кромкооблицовочных станков
- 5 Настройка форматного станка
- 6 Ремонт сверлильно-присадочных станков
- 7 Обеспечение безопасности работ на деревообрабатывающих станках
- 8 Новое видео
- 8.0.0.1 Просмотров: 60 038
- 8.0.1 Игорь Ситарский
- 8.0.2 Siro Ziro
- 8.0.3 Вадим Огрызков
- 8.0.4 Вячеслав Ларин
- 8.0.5 Денис Хайрутдинов
- 8.0.6 Маргарита Некрасова
- 8.0.7 Михаил Сидякин
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по деревуГравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.
Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т.п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным. Оглавление: Базовые понятия о работе форматно раскроечных станков. Установка и первый запуск форматно раскроечного станка. Обзор и характеристика пильных дисков для форматно раскроечных станков. Наладка форматно раскроечного станка. Ремонт форматно раскроечных станков. Полезные советы по работе с форматно раскроечным станком. Базовые понятия о работе форматно раскроечных станков. Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие. как настроить форматно-раскроичный станок. Автор sason, 20 февраля 5 сообщений в этой теме. Я не буду объяснять как двигать линейку (вернее конец линейки) так как у всех станков разные принципы фиксации и настройки положения. У Альтендорфа я знаю два, у тальянцев видел пять.Но это не суть, я думаю вы все поймете когда детально посмотрите на свою конструкцию. Единственное не делаейте изменение положения линейки на много и резко. Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти. Подскажите как настроить форм-раскр. Станок? По каретки пил ровный а по линейки дугой получается! Где проблема может быть? Кто знает – подскажите пож. Miha 13, 29 авг #8. Miha 13 Member.
Я не буду объяснять как двигать линейку (вернее конец линейки) так как у всех станков разные принципы фиксации и настройки положения. У Альтендорфа я знаю два, у тальянцев видел пять.Но это не суть, я думаю вы все поймете когда детально посмотрите на свою конструкцию. Единственное не делаейте изменение положения линейки на много и резко. Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти. Подскажите как настроить форм-раскр. Станок? По каретки пил ровный а по линейки дугой получается! Где проблема может быть? Кто знает – подскажите пож. Miha 13, 29 авг #8. Miha 13 Member.
Новое видео
Регулировка реле давления воды для насоса как настроить правильно видео
Как настроить оптический прицел на воздушке видео
Как работает фрезерный станок по металлу видео
Как настроить зажигание на ваз 2107 карбюратор видео
Настройка оверлока своими руками видео
Самодельный токарный станок по металлу своими руками видео
Как сделать токарный станок по дереву самостоятельно видео
Станок для холодной ковки своими руками видео как сделать
Просмотров: 60 038
Игорь Ситарский
Да спасибо за толковые объяснения
Siro Ziro
зачем я это посмотрел? Я даже не это искал)) Я искал как в торцы длсп дома сверлить идеально вертикально)))
Вадим Огрызков
“Начало” больше, угол тупой, надо уменьшать.
Вячеслав Ларин
Здравствуйте . Мой опыт пиления показывает , что пила тупится неодинаково с разных сторон диска . Поэтому пилу уводит в сторону более острой кромки . И как её ни поднимай , лучше пилить не станет . Особенно это касается ДСП . При подъёме пилы уменьшается площадь соприкосновения зубьев пилы с материалом , поэтому кажется , что пилить легче . А сколы только увеличиваются . Но это только мой личный опыт , может у кого-то по другому .
Денис Хайрутдинов
есть какой нибудь сайт? где можно приобрести станок такого формата? спасибо за ранее
Маргарита Некрасова
метод научного тыка самое главное в станке это пила (пильный узел) вместо пилы не запуская станка прикручиваем какую нибудь длинную неприкасаемую линейку при повороте вала в одну сторону потом в другую вот и будут точки отчета вот по ним и надо выставлять каретку ( пример- если перекинуть на автомобиль то это как сделать схождение колес -отмерил перекатил отмерил) че изобретать велосипед не усложняйте сами себе жизнь
Михаил Сидякин
Классно рассказано, приятно смотреть, слушать и учиться. Спасибо огромное.
Спасибо огромное.
Выбор форматно-раскроечного станка: профессиональные советы, фото, видео.
Теги:
Другое оборудование
Категория:
Другое оборудование
Из чего же складывается качество станка? В первую очередь – это точность реза. Немаловажными являются максимальная производительность станка, возможность использования дополнительных инструментов, облегчающих управление станком, а также предельный срок его исправной службы. Только проанализировав отмеченные составляющие, можно произвести оценку: «дорого» или «дёшево». Поэтому рассмотрим основные характеристики подробнее.
Из чего же складывается качество станка? В первую очередь – это точность реза. Немаловажными являются максимальная производительность станка, возможность использования дополнительных инструментов, облегчающих управление станком, а также предельный срок его исправной службы. Только проанализировав отмеченные составляющие, можно произвести оценку: «дорого» или «дёшево».

 Если на станине, она будет гасить колебания от двигателя пилы. Если же с нижней стороны неподвижного стола, то необходимо убедиться в том, что вибрации от двигателя не мешают работе: уточнить, достаточно ли массивен стол, а также дополнительно проверить надёжность крепления пильного узла. Качество реза зависит и от точности настройки подрезного узла. Самое ВАЖНОЕ в такой настройке – избежать появления так называемой ступеньки при распиле. При настройке узла механическим способом, обратите особое внимание на расположение необходимых регулировок. Желательно, чтобы все они находились на доступной части станины, так как, например, под рабочим столом доступ к ним достаточно затруднён Особенно это важно, если учесть, что подрезную пилу необходимо затачивать чаще, чем основную. Точность базирования заготовки Чтобы размеры распиленной детали точно соответствовали необходимым, важно, кроме правильного крепления узлов, надёжное базирование и плавная подача самой плиты. Плавность хода подвижного стола можно оценить непосредственно при осмотре станка.
Если на станине, она будет гасить колебания от двигателя пилы. Если же с нижней стороны неподвижного стола, то необходимо убедиться в том, что вибрации от двигателя не мешают работе: уточнить, достаточно ли массивен стол, а также дополнительно проверить надёжность крепления пильного узла. Качество реза зависит и от точности настройки подрезного узла. Самое ВАЖНОЕ в такой настройке – избежать появления так называемой ступеньки при распиле. При настройке узла механическим способом, обратите особое внимание на расположение необходимых регулировок. Желательно, чтобы все они находились на доступной части станины, так как, например, под рабочим столом доступ к ним достаточно затруднён Особенно это важно, если учесть, что подрезную пилу необходимо затачивать чаще, чем основную. Точность базирования заготовки Чтобы размеры распиленной детали точно соответствовали необходимым, важно, кроме правильного крепления узлов, надёжное базирование и плавная подача самой плиты. Плавность хода подвижного стола можно оценить непосредственно при осмотре станка.
 В этом случае удобно, когда шкала линейки наклонена в сторону оператора, что позволяет легче устанавливать и проверять размер и уменьшает риск ошибки. Линейки с увеличительными стеклами (линзами) дают оператору возможность лучше разглядеть значение шкалы и точнее совместить положение упора с заданным размером на шкале. Сами шкалы должны быть гравированные, чтобы они не стирались со временем. В комплектацию станка входит также специальная угловая линейка. Она позволяет раскраивать детали под углом без применения линейки поперечного упора, которая устанавливается под прямым углом к линии реза для получения правильной геометрии детали. Производительность форматно-раскроечного станка Оборудование для серийных и более крупных производств рассчитано для работы в две смены, Если в документации к станку рекомендовано его использование не более чем в одну смену, то такой станок подойдёт лишь для индивидуальных и мелкосерийных производств – его использование при больших нагрузках является нарушением норм эксплуатации.
В этом случае удобно, когда шкала линейки наклонена в сторону оператора, что позволяет легче устанавливать и проверять размер и уменьшает риск ошибки. Линейки с увеличительными стеклами (линзами) дают оператору возможность лучше разглядеть значение шкалы и точнее совместить положение упора с заданным размером на шкале. Сами шкалы должны быть гравированные, чтобы они не стирались со временем. В комплектацию станка входит также специальная угловая линейка. Она позволяет раскраивать детали под углом без применения линейки поперечного упора, которая устанавливается под прямым углом к линии реза для получения правильной геометрии детали. Производительность форматно-раскроечного станка Оборудование для серийных и более крупных производств рассчитано для работы в две смены, Если в документации к станку рекомендовано его использование не более чем в одну смену, то такой станок подойдёт лишь для индивидуальных и мелкосерийных производств – его использование при больших нагрузках является нарушением норм эксплуатации.

 Соответственно, чем больше общая площадь поверхности всех этих элементов, тем более крупные и тяжёлые детали можно распиливать на станке. Используются и другие, дополнительные столы, которые помогают избежать – провисания плит большого формата, если площади основных рабочих столов все же не хватает. Например, правый дополнительный (расширительный) стол позволит обрабатывать более широкие детали (продольный упор можно будет перемещать на большее расстояние) Также полезно наличие так называемого приёмного стола «на выходе» заготовки, предотвращающего падение деталей на пол. Если же форматно-раскроечный станок интегрирован в автоматизированную производственную линию, то роль такого стола может играть приёмное устройство транспортёра, доставляющего деталь к следующему станку для дальнейшей обработки. Выбираемая мощность двигателя основной пилы форматно-раскроечного станка обязательно должна быть согласована с другой характеристикой станка – максимально возможной толщиной пропила, а также с предполагаемой средней плотностью обрабатываемых материалов.
Соответственно, чем больше общая площадь поверхности всех этих элементов, тем более крупные и тяжёлые детали можно распиливать на станке. Используются и другие, дополнительные столы, которые помогают избежать – провисания плит большого формата, если площади основных рабочих столов все же не хватает. Например, правый дополнительный (расширительный) стол позволит обрабатывать более широкие детали (продольный упор можно будет перемещать на большее расстояние) Также полезно наличие так называемого приёмного стола «на выходе» заготовки, предотвращающего падение деталей на пол. Если же форматно-раскроечный станок интегрирован в автоматизированную производственную линию, то роль такого стола может играть приёмное устройство транспортёра, доставляющего деталь к следующему станку для дальнейшей обработки. Выбираемая мощность двигателя основной пилы форматно-раскроечного станка обязательно должна быть согласована с другой характеристикой станка – максимально возможной толщиной пропила, а также с предполагаемой средней плотностью обрабатываемых материалов.
 В значительно меньшей степени это актуально для пиления плитных материалов из ДСП, MDF и т. п. Кроме основной пилы, на станке устанавливается узел с подрезной пилой. Она необходима при работе с облицованными плитными материалами. Имея большую частоту вращения и направление, сопутствующее направлению поступательного перемещения материала, подрезная пила выбирает в заготовке паз небольшой глубины и ширины. После этого основная пила может сделать пропил, не допуская сколов материала при выходе зуба пилы из заготовки. Кстати, при раскрое облицованных плит важным фактором является качество поверхности неподвижного стола. Чтобы при перемещении по нему облицованных заготовок исключить повреждение их пластей, стол полируют. Срок службы форматно-раскроечного станка Срок исправной службы форматно-раскроечного станка во многом зависит от срока службы его каретки. Каретки различают по тому, какой элемент обеспечивает их перемещение – ролики или шарики. Функционально оба варианта не отличаются друг от друга, и разница между ними может проявиться только при длительной эксплуатации.
В значительно меньшей степени это актуально для пиления плитных материалов из ДСП, MDF и т. п. Кроме основной пилы, на станке устанавливается узел с подрезной пилой. Она необходима при работе с облицованными плитными материалами. Имея большую частоту вращения и направление, сопутствующее направлению поступательного перемещения материала, подрезная пила выбирает в заготовке паз небольшой глубины и ширины. После этого основная пила может сделать пропил, не допуская сколов материала при выходе зуба пилы из заготовки. Кстати, при раскрое облицованных плит важным фактором является качество поверхности неподвижного стола. Чтобы при перемещении по нему облицованных заготовок исключить повреждение их пластей, стол полируют. Срок службы форматно-раскроечного станка Срок исправной службы форматно-раскроечного станка во многом зависит от срока службы его каретки. Каретки различают по тому, какой элемент обеспечивает их перемещение – ролики или шарики. Функционально оба варианта не отличаются друг от друга, и разница между ними может проявиться только при длительной эксплуатации. Каретки на шариковых подшипниках потенциально более точны, так как шар обладает большим числом степеней свободы и потому позиционирование каретки осуществляется лучше. В свою очередь, конструкции с роликовыми подшипниками потенциально более долговечны при больших нагрузках. Контакт ролика с направляющей происходит не в точке (как в случае с шаром), а по линии, что равномерно распределяет нагрузку и продлевает срок службы механизма. Поэтому каретки на роликовых опорах чаще используют для более тяжёлых станков, в которых подвижной стол значительно массивнее. Отметим также, что каретки на роликовых подшипниках, как правило, стоят дороже. Однако более важным оказывается не роликовая или шариковая основа, а качество исполнения самой каретки и надёжность направляющих на станине. Сервисное обслуживание Ни один станок не застрахован от поломок. При этом долговечность не является определяющим параметром, что связано с особенностью современного мира высоких технологий: оборудование быстрее стареет морально, чем физически.
Каретки на шариковых подшипниках потенциально более точны, так как шар обладает большим числом степеней свободы и потому позиционирование каретки осуществляется лучше. В свою очередь, конструкции с роликовыми подшипниками потенциально более долговечны при больших нагрузках. Контакт ролика с направляющей происходит не в точке (как в случае с шаром), а по линии, что равномерно распределяет нагрузку и продлевает срок службы механизма. Поэтому каретки на роликовых опорах чаще используют для более тяжёлых станков, в которых подвижной стол значительно массивнее. Отметим также, что каретки на роликовых подшипниках, как правило, стоят дороже. Однако более важным оказывается не роликовая или шариковая основа, а качество исполнения самой каретки и надёжность направляющих на станине. Сервисное обслуживание Ни один станок не застрахован от поломок. При этом долговечность не является определяющим параметром, что связано с особенностью современного мира высоких технологий: оборудование быстрее стареет морально, чем физически. В такой ситуации куда важнее гарантийный срок эксплуатации, устанавливаемый производителем, который в течение этого срока отвечает за исправную работу станка. При покупке станка необходимо заключить Договор. Грамотно составленный Договор поможет избежать большинства возможных проблем. Одним из показателей того, что в случае необходимости все исправления будут сделаны своевременно, может служить наличие у фирмы большого склада. Важным параметром при выборе станка, конечно же, является и его цена.
В такой ситуации куда важнее гарантийный срок эксплуатации, устанавливаемый производителем, который в течение этого срока отвечает за исправную работу станка. При покупке станка необходимо заключить Договор. Грамотно составленный Договор поможет избежать большинства возможных проблем. Одним из показателей того, что в случае необходимости все исправления будут сделаны своевременно, может служить наличие у фирмы большого склада. Важным параметром при выборе станка, конечно же, является и его цена.
| Изображение | |
|---|---|
| Различные форматно-раскроечные станки: принцип работы, сфера применения, цена, фото, видео. Форматно-раскроечные станки необходимы на любом мебельном производстве, особенно при изготовлении корпусной мебели.  Эти станки предназначены как для пакетного, так и поштучного раскроя заготовок в заданный размер. Материалы, обрабатываемые на форматно-раскроечных станках: Форматно-раскроечные станки используются для продольного, поперечного раскроя, а также распиловки под углом различных… Эти станки предназначены как для пакетного, так и поштучного раскроя заготовок в заданный размер. Материалы, обрабатываемые на форматно-раскроечных станках: Форматно-раскроечные станки используются для продольного, поперечного раскроя, а также распиловки под углом различных… | Отзывы :0шт. |
| Уникальная технология бесшовной стыковой-контактной сварки. При производстве ленточных пил используются современные технологии, которые обеспечивают высокое качество продукции. Сварка для ленточных пил производится при помощи стыковой-контактной сварки методом оплавления на германском оборудовании компании IDEAL. При производстве ленточных пил используются современные технологии, которые обеспечивают высокое качество продукции. Сварка для ленточных… | Отзывы :0шт. |
| Станок сверлильный Sturm: описание, технические характеристики, фото, видео. Сверлильные станки предназначаются для обработки отверстий в сплошном материале, зенкерования, рассверливания и развертывания отверстий, уже существующих в заготовке.  Так же при помощи таких станков осуществляют нарезание внутренних резьб, вырезание дисков из листового материала, и выполнение подобных операций сверлами, развертакми, зенкерами, метчиками и другими инструментами. Так же при помощи таких станков осуществляют нарезание внутренних резьб, вырезание дисков из листового материала, и выполнение подобных операций сверлами, развертакми, зенкерами, метчиками и другими инструментами. | Отзывы :0шт. |
| Как выбирать ножовку по древесине. Не отживает ли свой век ручной инструмент сегодня, когда космические корабли бороздят просторы Вселенной? Как показывает динамика продаж и конкурентная борьба производителей – отнюдь нет. Он по-прежнему незаменим во многих случаях. Стоит ли тянуть электросеть туда, куда можно сходить с ножовкой и молотком. А если электричества вообще пока нет? В строительном деле отношения между ручным и… | Отзывы :0шт. |
| Ленточная пилорама «Тайга Т-3Б» Ленточные пилорамы «ТАЙГА» выпускаемые Производственным Объединением «Группой Компаний Тайга» полностью соответствуют всем нормам и правилам законодательства РФ, обладают невысокой стоимостью, прочной конструкцией рассчитанной на круглосуточную работу во всех климатических поясах России и Зарубежья.  Пилорама ленточная Тайга 3: Древесина — конструкционный материал и поэтому переработке… | Отзывы :0шт. |
Настройка форматно раскроечного станка видео
Видео
Форматно-раскроечный станок Jet JTSS-3200X2
Опубликовано: 1 месяц назад
Jet JTSS-3200X2 – форматно-раскроечный станок с удачной и хорошо продуманной конструкцией для интенсивной работы.
Форматно-раскроечный станок Jet JTSS-1600X2 / Как настраивать форматно раскроечный станок
Опубликовано: 1 месяц назад
Сегодня Александр Геннадьевич расскажет, как подготовить форматно-раскроечную циркулярную пилу к работе.
Как настроить подрезку на пиле
Опубликовано: 5 месяцев назад
Расположение подрезных дисков относительно основного. Суть настройки.
Настройка форматно-раскроечного станка | JET JTSS-1600X2
Опубликовано: 5 месяцев назад
Подробнее о станке JET JTSS-1600X2 – https://jetrus. ru/catalog/formatno-raskroechnye-stanki/jet-jtss-1600×2-formatno-raskroechnyy-stanok-/ Сегодня я .
ru/catalog/formatno-raskroechnye-stanki/jet-jtss-1600×2-formatno-raskroechnyy-stanok-/ Сегодня я .
Настройка и экспорт карт раскроя на форматно раскроечный станок с ЧПУ Altendorf F45 Elmo
Опубликовано: 6 месяцев назад
Быстрая и простая настройка экспорта карт раскроя на форматно раскроечный станок с ЧПУ Altendorf F45 Elmo.
JET JTSS-3200X2 ФОРМАТНО-РАСКРОЕЧНЫЙ СТАНОК
Опубликовано: 11 месяцев назад
Подробнее о станке здесь: https://jetrus.ru/catalog/formatno-raskroechnye-stanki/jet-jtss-3200×2-formatno-raskroechnyy-stanok/ И тут .
Как настроить ленточнопильный станок? Александр Брюкнер показывает на примере JET JWBS-15T
Опубликовано: 1 год назад
Видеообзор JWBS-15T . https://youtu.be/jI9zbXTHFjA Подробнее о станке здесь: .
Настройка и обслуживание кромкооблицовочных станков KDT.
Опубликовано: 1 год назад
Пособие по настройке и обслуживанию кромкооблицовочных станков KDT позволит вам максимально эффективно.
Настройка форматно-раскроечного станка
Опубликовано: 1 год назад
Настройка форматно-раскроечного станка Ссылка на товар: http://www.vseinstrumenti.ru/stanki/formatno-raskroechnye/jet/formatnaya_tsirkulyarnaya_pila_.
Настройка форматно-раскроечного станка
Опубликовано: 1 год назад
Стараемся выжать максимум из имеющегося оборудования.
Работа Форматно раскроечного станка ALTENDORF F45
Опубликовано: 1 год назад
Форматно раскроечный станок в работе , точность и ровность распила без сколов, автоматическое выставление.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Опубликовано: 1 год назад
Сегодня Александр Геннадьевич расскажет, как подготовить форматно-раскроечную циркулярную пилу к работе.
Наладка форматно-раскроечного станка Holztechnik (видео обзор)
Опубликовано: 1 год назад
Наладка форматно-розкрійного верстату Holztechnik на виробництві – http://tekhno. pro/
Настройка форматно – раскроечный станок JIB MJ12II-1600
Опубликовано: 2 года назад
Лучший выбор круглопильных станков на www.harvey-rus.ru.
Настройка диагонали форматно-раскроечного станка.
Опубликовано: 2 года назад
Основной способ тестирования и настройки диагонали любого форматно-раскроечного станка. Подходит практич.
You are using an outdated browser. Please upgrade your browser to improve your experience.
Настройка форматно раскроечного станка – Video
Подборка видео на тему: Настройка форматно раскроечного станка – видео. Смотрите онлайн, комментируйте, ставьте оценки и делитесь с друзьями.
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.
Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.
требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т.п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Работа на форматно раскроечном станке видео
Содержание
- Устройство и принцип работы
- Оглавление:
- Базовые понятия о работе форматно раскроечных станков
- Обзор и характеристика пильных дисков для форматно раскроечных станков
- Наладка форматно раскроечного станка
- Ремонт форматно раскроечных станков
- Полезные советы по работе с форматно раскроечным станком
Форматно-раскроечные станки – это один из основных видов необходимого оборудования для изготовления мебели. Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Одно из основных свойств форматников – точность распила, так как этот параметр оказывает большое влияние на качество изготовляемой мебели.
Без форматно-раскроечного станка в мебельном производстве делать нечего, но не у всех есть возможность начать бизнес с покупки хорошего оборудования. И тут на помощь приходит бесценный опыт товарищей-мебельщиков, которые с удовольствием делятся своими наработками на форуме мебельщиков.
Рассмотрим изобретение пользователя DokaLe, это НЕ первый его форматник, потому в данном варианте учтен опыт предыдущей работы над станком. Станок обеспечивает достаточно высокую точность раскроя, 0.1 мм при прямолинейной обработке по длине 2750мм, что является отличным показателем для самодельного оборудования. Сам станок занимает места меньше чем «заводские» образцы, длина станка составляет 4,5 метра и умещается в гараже размерами от стены до стены 6м, в то время когда для размещения «заводского» станка необходимо порядка 7 м. что является причиной поиска помещений с более высокой арендной платой.
что является причиной поиска помещений с более высокой арендной платой.
Пильный узел с коробом для сбора опилок. Обратите внимание, что диски крутятся «друг на друга».
Линейка, с ограничительным прижимом.
Посмотрите видео ролик о работе данного станка:
Перед тем как продолжить расссказ про данный станок, хочу показать, как выглядел предыдущий вариант. Он был очень прост в изготовлении и имеет низкую себестоимость. Проработал 10 лет.На станке стоят дешевые китайские диски АТАКА, но пилят они почти без сколов. Каретка перемещается с помощью 12 подшипниковых колес от болгарского накопителя на магнитных носителях. На каждый пильный диск был установлен отдельный двигатель.
Вал с ременной передачей.
Итак, вернемся к новой модели. Станок позволяет обрабатывать детали с длиной пропила 2770мм, при длине стандартного листа 2750мм. Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.
На станке предусмотрен расклинивающий нож, и это не случайно.
При обкатке нового станка отлетел обрезок (100х100мм) по ходу основной пилы. После экспериментов стало понятно, что обрезок подкидывает задним фронтом основной пилы и выкидывает вперед на подающего материал. (на видео есть момент без расклинивающего ножа и корпуса), после чего поставили нож. Это единственная его функция при данной конструкции станка.
Дело в том, что листы ЛДСП имеют внутреннее напряжение. Особенно это заметно на залежалых деталях или отсыревшем материале. Такой материал после пропила основным диском, начинает сжимать пропиленную щель. Если лист большой, то обратным ходом диска может поколоть лицевую сторону матераила. Если деталька маленькая, то ее может подбросить вверх. Поэтому расклинивающий нож необходим. Толщина ножа должна быть не меньше ширины диска, тоесть примерно 4 мм.
Рассмотрим более подробно из чего состоит станок и основные характеристики:
— двигатель основного вала – АИРЕ 80, 220В, 2800 об/мин, 2,2 кВт;
— двигатель подрезного узла – АИРЕ 71, 220В, 2800 об/мин, 1,1 кВт;
— ступенчатая скорость каретки обеспечивается двигателем постоянного напряжения 36В;
— редуктор червячный самый маленький из серии, 28-й, итальянского производства, оказался дешевле российского аналога почему-то.
На редукторе два шкива с двух сторон, каретка передвигается при помощи двух трехмиллиметровых тросиков в оплетке. На основном валу получаем скорость вращения 3500 об/мин, установлен клиновой ремень. Для подрезки получается более скоростной выход — 5800 об/мин, установлен поликлиновой ремень на 8 ручьев.
Основная пила имеет подъем 0-52мм, подрезная 0-4мм. Наклона пилы под углом нет. В качестве направляющих выступает калиброванный прут 25мм длиной 4,2 метра.
Каретка сделана из 30мм текстолита, размер 750х500мм. Все 8 роликов каретки каленые, по два подшипника в каждом. Стоят они парами под различными углами наклона, потому касание роликов с направляющей происходит в разных точках, это уменьшает износ направляющих, не дает накатывать канавку. С обеих сторон направляющей установлены конечные выключатели. На обратном ходу установлен дублирующий резервный конечник, на случай выхода из строя основного, а для индикации неисправности основного конечника установлена световая сигнализация.
Для цепи управления станком в силовой шкаф установили стабилизатор Ресанта 500Вт.
Столы изготовлены из МДФ толщиной 21мм и 32 (16+16)мм.
В качестве прижимов используются обычные мебельные газ-лифты на 5 килограмм.
Джойстик используется самодельный, трещетку взяли из автомобильного набора головок.
Везде использовались закрытые с обеих сторон малошумящие немецкие подшипники.
Габаритные размеры станка – 4500х2800мм.
Настройка станка производилась прибором (в быту называют цешкой) на замыкание с помощью двух натянутых струн. Настройка подрезки под основную пилу производилась с помощью прокладочных колец.
Процесс настройки происходит следующим образом.
Натягиваем два тросика 1мм сбоку и сверху. На направляющей устанавливается специальное приспособление с двумя пластинками, которые стоят в вертикальной и горизонтальной плоскости. Ее поверхности касаются с тросиком (на фото видно намеченные места касания). К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
Ниже представлены рисунки каретки и валов, а также чертежи роликов и шарниров.
Также интерес представляет и оригинальная конструкция кабель-каналов из фанеры, за работой которых можно понаблюдать в видеоролике. Как видно, уложенные в них провода и шланги нигде не перегибаются и не придавливаются, что увеличивает износостойкость и продляет жизнь станку.
Направляющие, сделанные из стали повышенной прочности 40Х, калибруются в специальных цехах методом волочения (разг. Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Регулировка плоскости стола относительно направляющей осуществляется следующим образом:
К столу под углом 90° клеится упор.
Выравниваем стол параллельно ходу каретки (на глаз). Стол прикручиваем одним саморезом к основанию станка. Берем прямоугольный кусок ЛДСП 600х600 мм. Поочередно срезаем с каждого края по 3мм (при этом деталь вращается строго по часовой стрелке 4 раза). После этого пятый раз поворачиваем деталь по часовой стрелке и делаем срез 15мм, берем этот отрезок, ставим на ребро и ломаем посередине. Полученные две части складываем вместе.
Если куски не совпали – начинаем двигать столешню в нужную сторону и повторяем процедуру с пилением ламината до получения идеального результата – точного совпадения высоты двух частей. Когда нужный результат достигнут – прикручиваем намертво столешню.
При работе со станком следует учесть следующие моменты:
Если не отвести каретку назад и положить деталь на стол – каретка будет возвращаться в автоматическом режиме не зависимо от того держит ли рабочий джойстик или нет.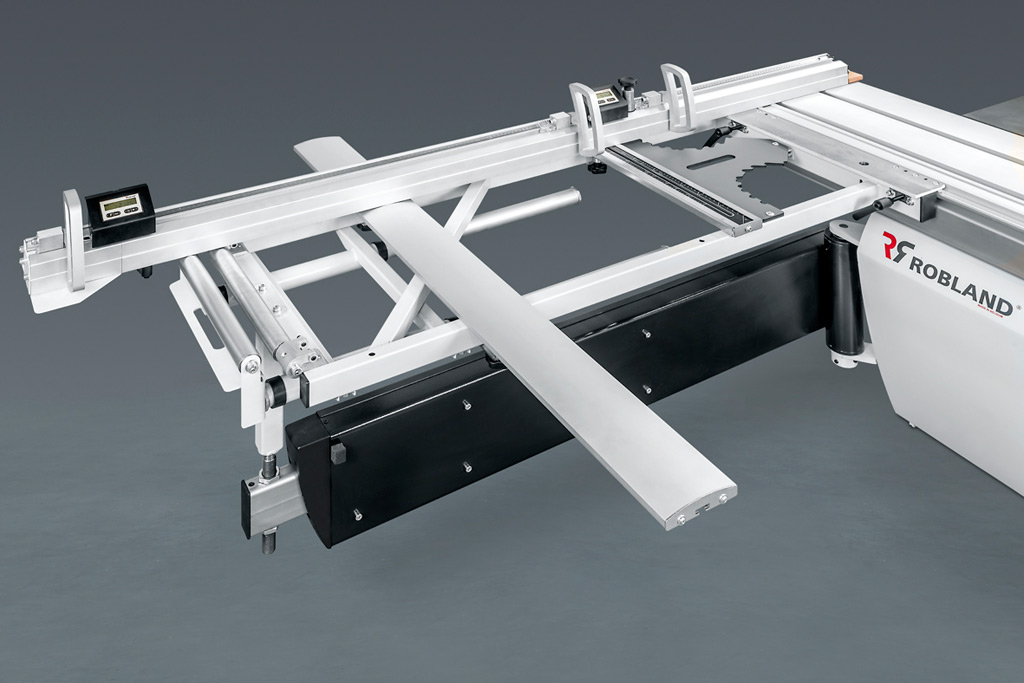 При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
Если нужно отпилить угол с детали немного неудобно целиться, но это легко решается установкой лазерной полосы там где движется пила.
Максимальная длина детали которую можно прогнать 2800мм, это следует учитывать.
А так получается очень надежный, удобный и компактный форматный станок для небольшого производства. Сейчас один из пользователей, dabasov, успешно повторяет опыт автора и собирает такой же аппарат для своего строящегося цеха.
Наблюдать за темой можно на форуме.
Не забудьте поблагадарить автора концепта, за предоставленную информацию. Отдельное спасибо пользователю DokaLe от «Блога интересных идей».
С помощью форматно-раскроечных станков можно быстро и точно подрезать в размер, распиливать прямо или под углом длинные паркетины, листы фанеры, ДСП, МДФ, пластика, композита и даже алюминия. При этом благодаря большой глубине пропила (до 210 мм) возможно обрабатывать одновременно несколько плит пакетом по одному шаблону. Чтобы добиться такого результата с помощью других инструментов, нужно приложить куда больше сил и потратить много времени, что недопустимо на производстве. В данной статье мы расскажем, что собой представляет форматно-раскроечный станок и какие имеет особенности.
При этом благодаря большой глубине пропила (до 210 мм) возможно обрабатывать одновременно несколько плит пакетом по одному шаблону. Чтобы добиться такого результата с помощью других инструментов, нужно приложить куда больше сил и потратить много времени, что недопустимо на производстве. В данной статье мы расскажем, что собой представляет форматно-раскроечный станок и какие имеет особенности.
От конструкции станка зависит общая его функциональность — насколько эффективно он сможет выполнить распилы разных материалов. Основными частями являются:
Станина — основание, на котором закрепляются все основные элементы и механизмы. По мнению специалистов, чем устойчивее и «жестче» она будет, тем более высокой будет точность реза. Жесткость зависит от веса, более массивные станины поглощают вибрации, исключая даже малейшие колебания. Это в свою очередь будет залогом ровного хода движущихся частей станка и точного распила.
Пильный узел, состоящий из двух пильных дисков. Первый — подрезной, располагается спереди узла, имеет небольшой диаметр и служит для предварительного подпиливания заготовки (прорезания облицовочного слоя). Второй — основной, распиливает материал полностью, от его размера зависит максимальная глубина пропила. Такая система пиления обеспечивает рез без сколов и неровных краев. В большинстве станков пильный угол является наклонным, что необходимо для выполнения резов под углом от 0 до 45°.
Второй — основной, распиливает материал полностью, от его размера зависит максимальная глубина пропила. Такая система пиления обеспечивает рез без сколов и неровных краев. В большинстве станков пильный угол является наклонным, что необходимо для выполнения резов под углом от 0 до 45°.
Рабочие столы. Первый (основной) неподвижный, на нем располагается пильный узел. Второй, левый поперечный стол (форматный), является подвижным и используется для подачи материала на диск во время обработки. Он является основной опорой для заготовки, поэтому, чем больше он будет, тем удобнее будет обрабатывать длинные детали, к примеру, полноформатные листы ДСП (HighPoint SS 3000). Третий, правый стол, служит для поддерживания отрезанных частей, а также является дополнительной опорой для детали. Наиболее эффективен он при распиливании пакета заготовок и больших листов материала.
Каретка — механизм, с помощью которого по направляющим передвигается левый стол. Лучше, если он будет из алюминия (Proma PKS-315F 25022001).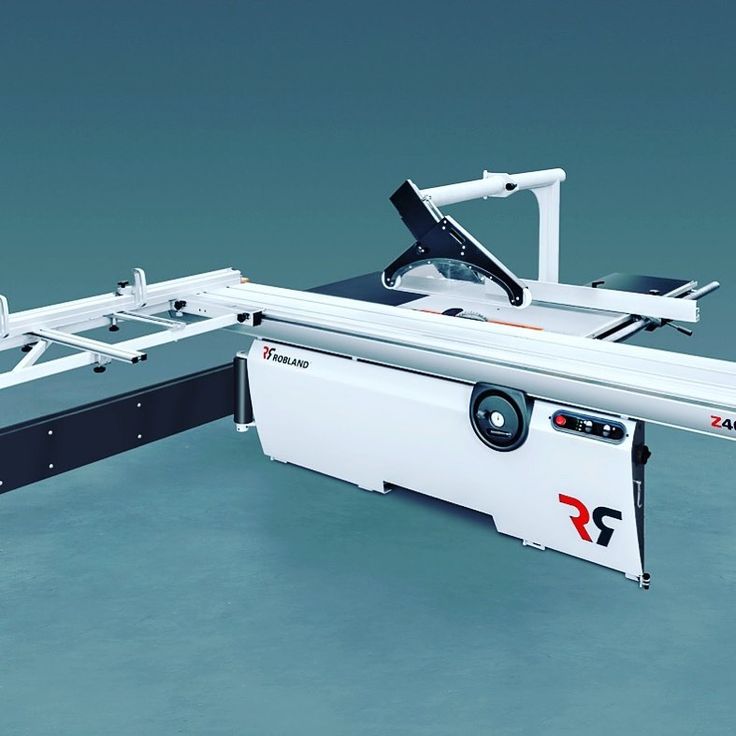 Это обеспечит небольшой вес каретки. Поэтому не придется прикладывать лишних усилий для передвижения стола.
Это обеспечит небольшой вес каретки. Поэтому не придется прикладывать лишних усилий для передвижения стола.
Упоры и линейки — располагаются на столах и служат для размещения заготовки в необходимом положении. Обратите внимание, чтобы в наборе были требующиеся Вам приспособления. Особенно если будут выполняться распилы под углом или косые резы.
Принцип работы техники: чтобы разрезать заготовку, её устанавливают на левый подвижный стол к регулируемому упору, отмеряя необходимую длину. После этого запускают пильный узел. Когда диск разовьет необходимые обороты, стол двигают вперед, подавая заготовку на диск и отпиливая нужный кусок. Основными настройками станка являются положение заготовки, глубина реза и угол распила — большего не требуется.
Даже самая дорогая и высококачественная техника нуждается в настройке и калибровке. Иначе на хороший результат рассчитывать не приходится. Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным.
Оглавление:
Базовые понятия о работе форматно раскроечных станков
Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие элементы:
- корпус, который состоит из ножек и связующих переборок,
- станина, раскладная либо цельная,
- каретка для распиловки,
- фиксирующая боковая планка,
- основной пильный диск,
- дополнительный пильный диск,
- система электропитания,
- система управления.
Настройка форматно раскроечного станка предполагает точную регулировку всех этих элементов. Кроме того, к каждому материалу выдвигаются особые технические требования по распиловке.
Не меньшее значение имеет и помещение, в котором выполняются деревообрабатывающие работы. Оно должно соответствовать установленным нормативам:
- площадь в два раза больше, чем площадь форматно раскроечного станка в полностью разложенном виде,
- качественная вентиляция, обязательно механическая,
- идеально ровный пол,
- высота не менее 3 м,
- отсутствие острых углов, колонн и других архитектурных форм.

Далее детально рассмотрим настройку элементов форматно раскроечного станка.
Установка и первый запуск форматно раскроечного станка
Принцип работы форматно раскроечного станка предполагает протягивание заготовки по станине с последующей распиловкой:
- Основной пильный диск всегда установлен под углом 90 градусов. К сожалению, тоже самое нельзя сказать про ножки и корпус форматно раскроечного станка.
- Если какая — то из ножек гуляет, образовывается люфт от 1-2 мм до ощутимых 2-3 см. При этом между станиной и заготовкой образуется свободное пространство.
- В результате происходит искривление реза. В лучшем случае края детали получатся не ровными, в худшем — диск перегнет и он лопнет, что неминуемо приведет к тяжелым травмам.
- Дополнительный пильный диск еще более чувствителен к неровности пола, так как он используется для пропила угловых резов. Чем больше люфт, тем кривее получатся края.
Для того, чтобы правильно установить станок, необходимо выполнить следующие действия:
- взять двухметровый уровень и правило,
- уровнем проверить угол наклона пола, он должен быть строго 90 градусов,
- правилом проверить, чтобы не было перепадов и мелких неровностей, поверхность должна быть не только ровной, но и гладкой.

- если обнаружены перепады высоты или уклон, пол следует залить стяжкой.
Категорически не допускается местное выравнивание, по типу подпила ножек или установки под них подкладок. Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Как только форматно раскроечный станок установлен, переходим к первому запуску. Речь тут идет о правильном подключении двигателя. Хотя в большинстве инструкций холостой запуск советуют проводить только для бензомоторов, он актуален и для электрооборудования.
Распределительные индукционные катушки не нуждаются в отладке, зато все трущиеся детали должны стать на место и хорошо обкататься в масле. Если сразу начать работу, первые несколько деталей будут испорчены. Холостая прогонка осуществляется по следующему принципу:
- включить станок в сеть,
- дать мотору прогреться 5-10 минут,
- запустить первую скорость и дать агрегату поработать 10-15 минут,
- запустить вторую скорость на 5-10 минут,
- запустить 3 скорость на 5-10 минут, если есть,
- дополнительный пильный диск всегда работает на повышенных оборотах, поэтому его запускают сразу, и выключают после полной холостой прогонки.

После холостой прогонки в начале дают не полную нагрузку, а проверяют систему. Для этого берут не нужные обрезки и проганяют их через пильный диск, если шов ровный, значит все настроено верно и оборудование готово к работе. Если видны сколы или кривизна пропила, значит причины нужно искать уже в других элементах форматно раскроечного станка. И дело скорее всего в неправильно подобранном пильном диске.
Обзор и характеристика пильных дисков для форматно раскроечных станков
Диски делятся на:
- крупные зубья 10-12 штук,
- средние зубья 20-24 штуки,
- мелкие зубья 40 и более,
- специализированные 40 и более зубьев имеющих специальную заточку.
1. Так как форматно раскроечные станки подходят не только для распиловки ДСП, МДФ и других материалов на основе древесной стружки, использование крупных зубьев уместно при работе с деревом толщиной до 5 см. Более толстые заготовки нужно обрабатывать уже на специализированном оборудовании.
2. Средние зубья также применяются для дерева, они обеспечивают более качественный рез, и применяются к заготовкам до 2 см.
3. Пилы с мелкими зубьями позволяют получать идеально ровный рез и прочную, красивую кромку. Их недостаток — это повышенное усилие. Хотя на форматно раскроечных станках доводка заготовки осуществляется при помощи каретки, нагрузка на мотор заметно возрастает. Поэтому нужно следить за перегревом.
4. Специализированные пилы имеют заточку прямой — трапеция, что подразумевает — первый зуб делает ровный рез, второй его расширяет. Эта технология применяется специально для обработки материалов на основе опилок, так как позволяет сохранить целостность структуры. После распиловки кромка сразу же готова к ламинированию.
Именно диски четвертой категории идут в комплекте запчастей для форматно раскроечных станков. Но так бывает не всегда. Большинство китайских и некоторые европейские производители экономят и заменяют диски по ДСП более дешевыми обычными дисками с мелким зубом.
Дополнительный диск всегда идет со средним зубом. Пилить под углом сложнее, поэтому более крупный зуб компенсирует нагрузку на слабый мотор подрезной пилы.
Следующий важный момент — способ изготовления. Бывают:
- монолитные диски,
- твердосплавные диски.
1. Монолитный диск изготавливается из цельного стального бруска. Эта технология наиболее дешевая, но диски не отличаются высоким качеством, быстро стираются и легко колятся.
2. Более дорогие твердосплавные диски не только обеспечивают более точный рез, но и служат значительно дольше. Основа таких дисков, как и в предыдущем случае, монолитная, но на зубья напаяны твердосплавные режущие пластины. Они практически не нуждаются в заточке, не стираются и по времени эксплуатации в 4-5 раз превосходят монолитные диски.
Наладка форматно раскроечного станка
Ровное основание и правильный диск — это еще не гарантия того, что деталь будет распилена ровно. Речь идет о регулировке скорости и выборе правильного режима.
Большинство форматно раскроечных станков имеет 3 скорости основного распилочного диска и одну — подрезного, с нее и начнем.
Чем выше скорость вращения — тем точнее рез. Но при этом важно понимать, что большие обороты дают большую нагрузку на двигатель. Стандартный двигатель подрезной пилы имеет мощность 750 Вт. Это достаточно мало, так как даже большинство ручных лобзиков рассчитаны на 1-1,5 кВт. Следовательно чем выше обороты подрезного диска, тем тоньше должна быть заготовка. Для примера возьмем скорость вращения в 9000 оборотов в минуту. При этих показателях максимальная толщина заготовки не должна привышать 1,5 см, иначе на резе образуются сколы, а кромка будет плохого качества.
Совет: тихоходные подрезные диски, до 7500 об/минуту, устанавливаются только на дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8см.
Основной диск вращается медленнее:
- первая скорость 3000-4500 об/мин,
- вторая скорость 4500-6000 об/мин,
- третья скорость 6000-8000 об/мин.

Показатели условны, и зависят от модели и производителя.
Регулировка форматно раскроечного станка происходит опытным путем. Связанно это не столько с техникой, сколько с материалом. Будь то ДСП, OSB, МДФ или любой другой продукт на основе опилок, в его состав входят клей, смолы, древесная стружка, присадки, прокладки, и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно кроится на оборотах в 7000, лист другого крошится даже при 4000.
Указанная деталь часто становится причиной по которой потребитель недоволен техникой и сервисным центром, который отказывается ремонтировать полностью исправный аппарат.
Далее следует поговорить об электрической части оборудования. Форматно раскроечные станки, схемы и соединения в которых крайне подвержены атмосферному воздействию, часто хранятся в плохопроветриваемых, сырых помещениях. В низкокачественных моделях это приводит к образованию коррозии, в более дорогих — к отложению солей.
Соль хорошо проводит электричество. Следовательно, когда ток подается на микросхему и соприкасается с соляным отложением, часть тока расходуется впустую. В результате, напряжение и сила тока падают, а в некоторых случаях, наоборот, возрастают в разы. Это приводит к неправильной работе всей системы целиком. В скором времени контакты начинают коротить, оплавляться и перегорать.
Решить проблему достаточно просто. Перед началом эксплуатации необходимо проверить всю электроразводку и очистить схемы. Иногда, при транспортировке, кабеля пережимаются или перетираются, осмотр выявит и этот дефект.
Устройство форматно раскроечного станка предполагает наличие еще одного весьма капризного элемента — каретки — доводчика. В качественных агрегатах она изготовляется из алюминия. Металл не подвержен коррозии и не нагружает роликовый механизм, так как значительно легче стали. Все необходимые действия перед началом работы — проверить на прочность болты направляющей планки.
В более дешевых моделях используется как раз сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Ремонт форматно раскроечных станков
Неправильная эксплуатация прибора рано или поздно приводит к его поломке. В большинстве случаев неисправности обнаруживаются еще в период срока действия гарантии и устраняются непосредственно мастерами сервисного центра.
Послегарантийное обслуживание стоит достаточно дорого, поэтому необгодимо разобраться в узлах форматно раскроечного станка и научиться локализировать причину. Для удобства разделим их на две группы:
К механическим причинам поломки относят:
- износ деталей,
- попадание мусора,
- разбалтывание крепежей,
- механические или химические повреждения,
- нерегулярное техобслуживание.
Старые детали легко заменить, крепления поджать, а забившийся узел разобрать и прочистить. Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.
Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.
К электрическим причинам поломки относят:
- перетирание кабелей,
- замыкание микросхем,
- перегорание проводки,
- перегорание мотора.
Без специальных знаний и аппаратуры выявить электрические причины поломки достаточно сложно. Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.
Полезные советы по работе с форматно раскроечным станком
Достаточно популярный вопрос о том, как сделать форматно раскроечный станок более производительным.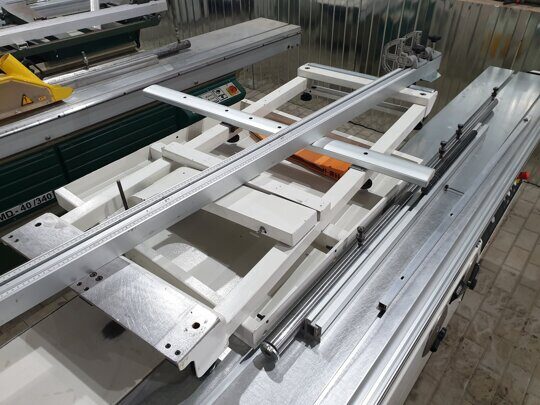 Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
- Понадобится электрик, который не только составит схему подключения прибора, но и рассчитает все технические данные.
- Механизм крепления пильных дисков придется сделать более надежным. Для этого понадобится оборудовать зажим дополнительными разъемами.
- Легкие столы, до 1500 кг, необходимо дополнительно закрепить к полу. Обычно для этих целей к ножкам прикручивают металлические уголки, которые фиксируются в полу дюбелями.
- Чем мощнее мотор, тем лучше должна быть система охлаждения. И эта проблема является наиболее сложной. Высокотехнологичные решения стоят дорого, а обычные вентиляторы не слишком помогают.
- Если модернизация происходит еще в момент действия гарантийного обслуживания, то самовольное изменение системы предполагает расторжение договора о бесплатном ремонте.

Таким образом, целесообразность весьма спорна. Если нужен форматно раскроечный станок большой мощности, проще подобрать соответствующую требованиям модель. Если на практике тех. характеристики оказались завышенными, по закону есть две недели обменять товар на другой или забрать деньги.
Настройка форматно раскроечного станка видео представлено ниже:
Регулировка форматно раскроечного станка видео
Инструменты
Даже самая дорогая и высококачественная техника нуждается в настройке и калибровке. Иначе на хороший результат рассчитывать не приходится. Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным.
Оглавление:
Базовые понятия о работе форматно раскроечных станков
Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие элементы:
- корпус, который состоит из ножек и связующих переборок,
- станина, раскладная либо цельная,
- каретка для распиловки,
- фиксирующая боковая планка,
- основной пильный диск,
- дополнительный пильный диск,
- система электропитания,
- система управления.

Настройка форматно раскроечного станка предполагает точную регулировку всех этих элементов. Кроме того, к каждому материалу выдвигаются особые технические требования по распиловке.
Не меньшее значение имеет и помещение, в котором выполняются деревообрабатывающие работы. Оно должно соответствовать установленным нормативам:
- площадь в два раза больше, чем площадь форматно раскроечного станка в полностью разложенном виде,
- качественная вентиляция, обязательно механическая,
- идеально ровный пол,
- высота не менее 3 м,
- отсутствие острых углов, колонн и других архитектурных форм.
Далее детально рассмотрим настройку элементов форматно раскроечного станка.
Установка и первый запуск форматно раскроечного станка
Принцип работы форматно раскроечного станка предполагает протягивание заготовки по станине с последующей распиловкой:
- Основной пильный диск всегда установлен под углом 90 градусов. К сожалению, тоже самое нельзя сказать про ножки и корпус форматно раскроечного станка.

- Если какая — то из ножек гуляет, образовывается люфт от 1-2 мм до ощутимых 2-3 см. При этом между станиной и заготовкой образуется свободное пространство.
- В результате происходит искривление реза. В лучшем случае края детали получатся не ровными, в худшем — диск перегнет и он лопнет, что неминуемо приведет к тяжелым травмам.
- Дополнительный пильный диск еще более чувствителен к неровности пола, так как он используется для пропила угловых резов. Чем больше люфт, тем кривее получатся края.
Для того, чтобы правильно установить станок, необходимо выполнить следующие действия:
- взять двухметровый уровень и правило,
- уровнем проверить угол наклона пола, он должен быть строго 90 градусов,
- правилом проверить, чтобы не было перепадов и мелких неровностей, поверхность должна быть не только ровной, но и гладкой.
- если обнаружены перепады высоты или уклон, пол следует залить стяжкой.
Категорически не допускается местное выравнивание, по типу подпила ножек или установки под них подкладок. Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Как только форматно раскроечный станок установлен, переходим к первому запуску. Речь тут идет о правильном подключении двигателя. Хотя в большинстве инструкций холостой запуск советуют проводить только для бензомоторов, он актуален и для электрооборудования.
Распределительные индукционные катушки не нуждаются в отладке, зато все трущиеся детали должны стать на место и хорошо обкататься в масле. Если сразу начать работу, первые несколько деталей будут испорчены. Холостая прогонка осуществляется по следующему принципу:
- включить станок в сеть,
- дать мотору прогреться 5-10 минут,
- запустить первую скорость и дать агрегату поработать 10-15 минут,
- запустить вторую скорость на 5-10 минут,
- запустить 3 скорость на 5-10 минут, если есть,
- дополнительный пильный диск всегда работает на повышенных оборотах, поэтому его запускают сразу, и выключают после полной холостой прогонки.

После холостой прогонки в начале дают не полную нагрузку, а проверяют систему. Для этого берут не нужные обрезки и проганяют их через пильный диск, если шов ровный, значит все настроено верно и оборудование готово к работе. Если видны сколы или кривизна пропила, значит причины нужно искать уже в других элементах форматно раскроечного станка. И дело скорее всего в неправильно подобранном пильном диске.
Обзор и характеристика пильных дисков для форматно раскроечных станков
Диски делятся на:
- крупные зубья 10-12 штук,
- средние зубья 20-24 штуки,
- мелкие зубья 40 и более,
- специализированные 40 и более зубьев имеющих специальную заточку.
1. Так как форматно раскроечные станки подходят не только для распиловки ДСП, МДФ и других материалов на основе древесной стружки, использование крупных зубьев уместно при работе с деревом толщиной до 5 см. Более толстые заготовки нужно обрабатывать уже на специализированном оборудовании.
2. Средние зубья также применяются для дерева, они обеспечивают более качественный рез, и применяются к заготовкам до 2 см.
3. Пилы с мелкими зубьями позволяют получать идеально ровный рез и прочную, красивую кромку. Их недостаток — это повышенное усилие. Хотя на форматно раскроечных станках доводка заготовки осуществляется при помощи каретки, нагрузка на мотор заметно возрастает. Поэтому нужно следить за перегревом.
4. Специализированные пилы имеют заточку прямой — трапеция, что подразумевает — первый зуб делает ровный рез, второй его расширяет. Эта технология применяется специально для обработки материалов на основе опилок, так как позволяет сохранить целостность структуры. После распиловки кромка сразу же готова к ламинированию.
Именно диски четвертой категории идут в комплекте запчастей для форматно раскроечных станков. Но так бывает не всегда. Большинство китайских и некоторые европейские производители экономят и заменяют диски по ДСП более дешевыми обычными дисками с мелким зубом.
Дополнительный диск всегда идет со средним зубом. Пилить под углом сложнее, поэтому более крупный зуб компенсирует нагрузку на слабый мотор подрезной пилы.
Следующий важный момент — способ изготовления. Бывают:
- монолитные диски,
- твердосплавные диски.
1. Монолитный диск изготавливается из цельного стального бруска. Эта технология наиболее дешевая, но диски не отличаются высоким качеством, быстро стираются и легко колятся.
2. Более дорогие твердосплавные диски не только обеспечивают более точный рез, но и служат значительно дольше. Основа таких дисков, как и в предыдущем случае, монолитная, но на зубья напаяны твердосплавные режущие пластины. Они практически не нуждаются в заточке, не стираются и по времени эксплуатации в 4-5 раз превосходят монолитные диски.
Наладка форматно раскроечного станка
Ровное основание и правильный диск — это еще не гарантия того, что деталь будет распилена ровно. Речь идет о регулировке скорости и выборе правильного режима.
Большинство форматно раскроечных станков имеет 3 скорости основного распилочного диска и одну — подрезного, с нее и начнем.
Чем выше скорость вращения — тем точнее рез. Но при этом важно понимать, что большие обороты дают большую нагрузку на двигатель. Стандартный двигатель подрезной пилы имеет мощность 750 Вт. Это достаточно мало, так как даже большинство ручных лобзиков рассчитаны на 1-1,5 кВт. Следовательно чем выше обороты подрезного диска, тем тоньше должна быть заготовка. Для примера возьмем скорость вращения в 9000 оборотов в минуту. При этих показателях максимальная толщина заготовки не должна привышать 1,5 см, иначе на резе образуются сколы, а кромка будет плохого качества.
Совет: тихоходные подрезные диски, до 7500 об/минуту, устанавливаются только на дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8см.
Основной диск вращается медленнее:
- первая скорость 3000-4500 об/мин,
- вторая скорость 4500-6000 об/мин,
- третья скорость 6000-8000 об/мин.

Показатели условны, и зависят от модели и производителя.
Регулировка форматно раскроечного станка происходит опытным путем. Связанно это не столько с техникой, сколько с материалом. Будь то ДСП, OSB, МДФ или любой другой продукт на основе опилок, в его состав входят клей, смолы, древесная стружка, присадки, прокладки, и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно кроится на оборотах в 7000, лист другого крошится даже при 4000.
Указанная деталь часто становится причиной по которой потребитель недоволен техникой и сервисным центром, который отказывается ремонтировать полностью исправный аппарат.
Далее следует поговорить об электрической части оборудования. Форматно раскроечные станки, схемы и соединения в которых крайне подвержены атмосферному воздействию, часто хранятся в плохопроветриваемых, сырых помещениях. В низкокачественных моделях это приводит к образованию коррозии, в более дорогих — к отложению солей.
Соль хорошо проводит электричество. Следовательно, когда ток подается на микросхему и соприкасается с соляным отложением, часть тока расходуется впустую. В результате, напряжение и сила тока падают, а в некоторых случаях, наоборот, возрастают в разы. Это приводит к неправильной работе всей системы целиком. В скором времени контакты начинают коротить, оплавляться и перегорать.
Решить проблему достаточно просто. Перед началом эксплуатации необходимо проверить всю электроразводку и очистить схемы. Иногда, при транспортировке, кабеля пережимаются или перетираются, осмотр выявит и этот дефект.
Устройство форматно раскроечного станка предполагает наличие еще одного весьма капризного элемента — каретки — доводчика. В качественных агрегатах она изготовляется из алюминия. Металл не подвержен коррозии и не нагружает роликовый механизм, так как значительно легче стали. Все необходимые действия перед началом работы — проверить на прочность болты направляющей планки.
В более дешевых моделях используется как раз сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Ремонт форматно раскроечных станков
Неправильная эксплуатация прибора рано или поздно приводит к его поломке. В большинстве случаев неисправности обнаруживаются еще в период срока действия гарантии и устраняются непосредственно мастерами сервисного центра.
Послегарантийное обслуживание стоит достаточно дорого, поэтому необгодимо разобраться в узлах форматно раскроечного станка и научиться локализировать причину. Для удобства разделим их на две группы:
К механическим причинам поломки относят:
- износ деталей,
- попадание мусора,
- разбалтывание крепежей,
- механические или химические повреждения,
- нерегулярное техобслуживание.
Старые детали легко заменить, крепления поджать, а забившийся узел разобрать и прочистить. Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.
Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.
К электрическим причинам поломки относят:
- перетирание кабелей,
- замыкание микросхем,
- перегорание проводки,
- перегорание мотора.
Без специальных знаний и аппаратуры выявить электрические причины поломки достаточно сложно. Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.
Полезные советы по работе с форматно раскроечным станком
Достаточно популярный вопрос о том, как сделать форматно раскроечный станок более производительным. Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
- Понадобится электрик, который не только составит схему подключения прибора, но и рассчитает все технические данные.
- Механизм крепления пильных дисков придется сделать более надежным. Для этого понадобится оборудовать зажим дополнительными разъемами.
- Легкие столы, до 1500 кг, необходимо дополнительно закрепить к полу. Обычно для этих целей к ножкам прикручивают металлические уголки, которые фиксируются в полу дюбелями.
- Чем мощнее мотор, тем лучше должна быть система охлаждения. И эта проблема является наиболее сложной. Высокотехнологичные решения стоят дорого, а обычные вентиляторы не слишком помогают.
- Если модернизация происходит еще в момент действия гарантийного обслуживания, то самовольное изменение системы предполагает расторжение договора о бесплатном ремонте.

Таким образом, целесообразность весьма спорна. Если нужен форматно раскроечный станок большой мощности, проще подобрать соответствующую требованиям модель. Если на практике тех. характеристики оказались завышенными, по закону есть две недели обменять товар на другой или забрать деньги.
Настройка форматно раскроечного станка видео представлено ниже:
ДОМОСТРОЙ
Сантехника и строительство- Четверг, 12 декабря 2019 1:08
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- http://firmmy.ru/
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.
Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.
требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т. п.
п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным. Оглавление: Базовые понятия о работе форматно раскроечных станков. Установка и первый запуск форматно раскроечного станка. Обзор и характеристика пильных дисков для форматно раскроечных станков. Наладка форматно раскроечного станка. Ремонт форматно раскроечных станков. Полезные советы по работе с форматно раскроечным станком. Базовые понятия о работе форматно раскроечных станков. Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие. как настроить форматно-раскроичный станок. Автор sason, 20 февраля 5 сообщений в этой теме. Я не буду объяснять как двигать линейку (вернее конец линейки) так как у всех станков разные принципы фиксации и настройки положения. У Альтендорфа я знаю два, у тальянцев видел пять.Но это не суть, я думаю вы все поймете когда детально посмотрите на свою конструкцию. Единственное не делаейте изменение положения линейки на много и резко. Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти. Подскажите как настроить форм-раскр. Станок? По каретки пил ровный а по линейки дугой получается! Где проблема может быть? Кто знает – подскажите пож.
Обзор и характеристика пильных дисков для форматно раскроечных станков. Наладка форматно раскроечного станка. Ремонт форматно раскроечных станков. Полезные советы по работе с форматно раскроечным станком. Базовые понятия о работе форматно раскроечных станков. Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие. как настроить форматно-раскроичный станок. Автор sason, 20 февраля 5 сообщений в этой теме. Я не буду объяснять как двигать линейку (вернее конец линейки) так как у всех станков разные принципы фиксации и настройки положения. У Альтендорфа я знаю два, у тальянцев видел пять.Но это не суть, я думаю вы все поймете когда детально посмотрите на свою конструкцию. Единственное не делаейте изменение положения линейки на много и резко. Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти. Подскажите как настроить форм-раскр. Станок? По каретки пил ровный а по линейки дугой получается! Где проблема может быть? Кто знает – подскажите пож. Miha 13, 29 авг #8. Miha 13 Member.
Miha 13, 29 авг #8. Miha 13 Member.
Настройка форматно раскроечного станка видео
Видео
Форматно-раскроечный станок Jet JTSS-3200X2
Опубликовано: 1 месяц назад
Jet JTSS-3200X2 — форматно-раскроечный станок с удачной и хорошо продуманной конструкцией для интенсивной работы.
Форматно-раскроечный станок Jet JTSS-1600X2 / Как настраивать форматно раскроечный станок
Опубликовано: 1 месяц назад
Сегодня Александр Геннадьевич расскажет, как подготовить форматно-раскроечную циркулярную пилу к работе.
Как настроить подрезку на пиле
Опубликовано: 5 месяцев назад
Расположение подрезных дисков относительно основного. Суть настройки.
Настройка форматно-раскроечного станка | JET JTSS-1600X2
Опубликовано: 5 месяцев назад
Подробнее о станке JET JTSS-1600X2 — https://jetrus.ru/catalog/formatno-raskroechnye-stanki/jet-jtss-1600×2-formatno-raskroechnyy-stanok-/ Сегодня я .
Настройка и экспорт карт раскроя на форматно раскроечный станок с ЧПУ Altendorf F45 Elmo
Опубликовано: 6 месяцев назад
Быстрая и простая настройка экспорта карт раскроя на форматно раскроечный станок с ЧПУ Altendorf F45 Elmo.
JET JTSS-3200X2 ФОРМАТНО-РАСКРОЕЧНЫЙ СТАНОК
Опубликовано: 11 месяцев назад
Подробнее о станке здесь: https://jetrus.ru/catalog/formatno-raskroechnye-stanki/jet-jtss-3200×2-formatno-raskroechnyy-stanok/ И тут .
Как настроить ленточнопильный станок? Александр Брюкнер показывает на примере JET JWBS-15T
Опубликовано: 1 год назад
Видеообзор JWBS-15T . https://youtu.be/jI9zbXTHFjA Подробнее о станке здесь: .
Настройка и обслуживание кромкооблицовочных станков KDT.
Опубликовано: 1 год назад
Пособие по настройке и обслуживанию кромкооблицовочных станков KDT позволит вам максимально эффективно.
Настройка форматно-раскроечного станка
Опубликовано: 1 год назад
Настройка форматно-раскроечного станка Ссылка на товар: http://www.vseinstrumenti.ru/stanki/formatno-raskroechnye/jet/formatnaya_tsirkulyarnaya_pila_.
Настройка форматно-раскроечного станка
Опубликовано: 1 год назад
Стараемся выжать максимум из имеющегося оборудования.
Работа Форматно раскроечного станка ALTENDORF F45
Опубликовано: 1 год назад
Форматно раскроечный станок в работе , точность и ровность распила без сколов, автоматическое выставление.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Опубликовано: 1 год назад
Сегодня Александр Геннадьевич расскажет, как подготовить форматно-раскроечную циркулярную пилу к работе.
Наладка форматно-раскроечного станка Holztechnik (видео обзор)
Опубликовано: 1 год назад
Наладка форматно-розкрійного верстату Holztechnik на виробництві — http://tekhno.pro/
Настройка форматно — раскроечный станок JIB MJ12II-1600
Опубликовано: 2 года назад
Лучший выбор круглопильных станков на www.harvey-rus.ru.
Настройка диагонали форматно-раскроечного станка.
Опубликовано: 2 года назад
Основной способ тестирования и настройки диагонали любого форматно-раскроечного станка. Подходит практич.
You are using an outdated browser. Please upgrade your browser to improve your experience.
Please upgrade your browser to improve your experience.
Настройка форматно раскроечного станка — Video
Подборка видео на тему: Настройка форматно раскроечного станка — видео. Смотрите онлайн, комментируйте, ставьте оценки и делитесь с друзьями.
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.
Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.
требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т. п.
п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Настройка форматно раскроечного станка
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.
Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.
требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т.п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Видео
Видео
как настроить форматно раскроечный станок
Тест и настройка форматника
Опубликовано: 4 месяца назад
Станок после доводки механизма регулировки переднего упора, легко настраивается и точно пилит.
Китайский форматно-раскроечный станок продолжение истории
Опубликовано: 4 месяца назад
Форматно-раскроечный станок JET JTSS-1600X2 / Как настраивать форматно раскроечный станок
Опубликовано: 5 месяцев назад
Купить форматно-раскроечный станок Jet JTSS-1600X2: https://www.imperiatools.ru/product/jet-jtss-1600×2-formatno-raskroechnyj-stanok .
Пуско-наладка форматно-раскроечного станка HOLZTECHNIK.
 Часть 5
Часть 5Опубликовано: 8 месяцев назад
Пуско-наладка форматно-раскроечного станка HOLZTECHNIK. Часть 5 https://tekhno.pro/
Настройка форматно-раскроечного станка | JET JTSS-1600X2
Опубликовано: 10 месяцев назад
Подробнее о станке JET JTSS-1600X2 — https://jetrus.ru/catalog/formatno-raskroechnye-stanki/jet-jtss-1600×2-formatno-raskroechnyy-stanok-/ Сегодня я .
Настройка и экспорт карт раскроя на форматно раскроечный станок с ЧПУ Altendorf F45 Elmo
Опубликовано: 10 месяцев назад
Быстрая и простая настройка экспорта карт раскроя на форматно раскроечный станок с ЧПУ Altendorf F45 Elmo.
Форматно-раскроечный станок Jet JTSS-1600
Опубликовано: 11 месяцев назад
Подробнее о станке Jet JTSS-1600: https://sterbrust.com/catalog/formatno-raskroechnye-stanki-jet/formatno-raskroechnyy-stanok-jet-jtss-1600/ Jet JTSS-1600 .
Настройка форматно-раскроечного станка
Опубликовано: 1 год назад
Настройка форматно-раскроечного станка Ссылка на товар: http://www. vseinstrumenti.ru/stanki/formatno-raskroechnye/jet/formatnaya_tsirkulyarnaya_pila_.
vseinstrumenti.ru/stanki/formatno-raskroechnye/jet/formatnaya_tsirkulyarnaya_pila_.
Настройка форматно-раскроечного станка
Опубликовано: 1 год назад
Стараемся выжать максимум из имеющегося оборудования.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Опубликовано: 1 год назад
Сегодня Александр Геннадьевич расскажет, как подготовить форматно-раскроечную циркулярную пилу к работе.
Наладка форматно-раскроечного станка Holztechnik (видео обзор)
Опубликовано: 1 год назад
Наладка форматно-розкрійного верстату Holztechnik на виробництві — http://tekhno.pro/
Настройка форматно — раскроечный станок JIB MJ12II-1600
Опубликовано: 2 года назад
Лучший выбор круглопильных станков на www.harvey-rus.ru.
Как настроить каретку и торцовку на 90° без угольника.
Опубликовано: 2 года назад
Настройка диагонали форматно-раскроечного станка.
Опубликовано: 2 года назад
Основной способ тестирования и настройки диагонали любого форматно-раскроечного станка. Подходит практич.
Подходит практич.
Настройка форматно раскроечного станка
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.
Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т. п.
п.
требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т.п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
обучающих видео | Felder Group
В наших видео вы найдете пошаговые инструкции по оптимальной настройке машины для получения отличных результатов.
Видеоучебные пособия для раздвижных настольных панелей пилы
Циркулярные пилы . Циркулярная пила FELDER Блок отчета: Как правильно установить бомбардир Циркулярная пила Felder Tootrigger Table: Как выровнять Tootrigger Table Кругли на направляющей планке Циркулярная пила FELDER Подвижный стол: Как выполнять свободный рез на форматном подвижном столе Циркулярная пила FELDER Сдвижная таблица: Настройки на раздвижной таблице формата Кругласная пила Felder Регулировка угла: Правильная регулировка угла на ограждении Crosscut Circular. Молотковая циркулярная пила Настройка станка: Настройка циркулярной пилы K3 Winner поперечный упор
поперечный упор Видеоуроки для строгальных станков
Gammer Planer ПЛАНИЗАЦИЯ:
Молотковый строгальный станок Ошибка настройки коррекции:
Молотковый строгальный станок Ошибка настройки коррекции:
РАЗОР МАНТЕРМА Рабочая таблица:
Грандинг молотка Толщина:
Молотковый рубанок Техника работы:
Грандинг молотков. Как исправить неисправную поперечную подачу на рейсмусовом станке
Как исправить неисправную поперечную подачу на рейсмусовом станке
Видеоуроки для ленточных пил
Молотковая ленточная пила Настройка станка:
Hammer Bandsaw
Установка машины: Как настроить N2-35 Bandsaw
Hammer Bandsaw
Hearnity: Как выровнять пояс на нижнем колесе
.
Техническое обслуживание: Как смазать верхний барабан
Молотковая ленточная пила
Техническое обслуживание: Как натянуть и заменить приводной ремень
Видеоруководства по кромкооблицовочным станкам
Felder EdgeBander
GluePot: Как очистить GluePot на Felder G-Series EdgeBander
Видеоучебные учебники для Machines
Hammer CNCH MACHINE Машина. Станок HNC
Станок HNC Другие видеоуроки
Принадлежности Тележка на колесиках:
Принадлежности
Цифровой циферблатный индикатор: Как установить и откалибровать цифровой циферблатный индикатор
Кроме того, обратите внимание на инструкции и пояснения в руководстве пользователя.
Общие вопросы
Наш отдел продаж будет рад помочь вам с любыми вопросами.
Обратитесь в службу технической поддержки
Ваша прямая линия связи с сервисным техником – подайте заявку онлайн в любое время суток.
Возвраты
Здесь вы можете просто и безопасно зарегистрировать товары, приобретенные в FELDER, для возврата.
Горячая линия продаж
Наш отдел продаж будет рад помочь с любыми вопросами, которые могут у вас возникнуть.
Тел. 866-792-5288
866-792-5288
Обслуживание клиентов и техническое обслуживание
Специально обученный обслуживающий персонал всегда готов предоставить вам специализированное обслуживание на месте. Если вопрос срочный, вы можете позвонить в наш центр горячей линии и получить немедленную помощь. Свяжитесь с нашими консультантами или сообщите о своем запросе удобно онлайн круглосуточно.
Ваш прямой контакт с нами
Панельная пила MJK1138F1 3,8 м с электрическим подъемом/опусканием и наклоном
MJK1338F1 ВИДЕО
Посмотрите видео панельной пилы MJK1138F1 в действии!
SERVO RIP FENCE
Перемещение направляющей планки происходит автоматически, достаточно ввести номер на сенсорной панели управления.
ЦИФРОВЫЕ СТОПОРЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ
Поперечная направляющая может легко перемещаться спереди назад для различных требований резки, обеспечивая точность резки. Двойные линейки в сочетании с увеличительным узлом помогают оператору читать настройки.
Двойные линейки в сочетании с увеличительным узлом помогают оператору читать настройки.
Защитный кожух
Для дополнительной безопасности MJK1138F1 в стандартной комплектации поставляется с защитным кожухом пильного диска, соответствующим требованиям CE, с функцией быстрого отключения.
Описание и характеристики
| Параллельный упор | Автоматический | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Длина реза | 3700 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 100 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| . СКОРОСТЬ СКОВАЯ СКОРОСТЬ | 9000 об / мин | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оценка пила мотор | 1,1 кВт | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| SAW Blade Tilting | 0 – 45 ° |
 Согласно австралийскому закону о защите прав потребителей, периоды времени могут варьироваться в зависимости от продуктов в зависимости от характера товаров, уплаченной цены или заявлений, сделанных в отношении товаров.
Согласно австралийскому закону о защите прав потребителей, периоды времени могут варьироваться в зависимости от продуктов в зависимости от характера товаров, уплаченной цены или заявлений, сделанных в отношении товаров. com.au
com.au
 Эта годовая гарантия не распространяется на продукты, используемые в коммерческих, промышленных или образовательных целях. Гарантийный срок для этих требований будет ограничен двухлетним периодом.
Эта годовая гарантия не распространяется на продукты, используемые в коммерческих, промышленных или образовательных целях. Гарантийный срок для этих требований будет ограничен двухлетним периодом. 
 Кроме того, благодаря одному из крупнейших в Австралии складских запасов запасных частей (хранящихся в каждом штате), вы можете быть на 100 % спокойны за срок службы своей машины.
Кроме того, благодаря одному из крупнейших в Австралии складских запасов запасных частей (хранящихся в каждом штате), вы можете быть на 100 % спокойны за срок службы своей машины.


 Ширина вмятины по отношению к основному лезвию создает предварительную резку и позволяет резать материал более точно и быстро.
Ширина вмятины по отношению к основному лезвию создает предварительную резку и позволяет резать материал более точно и быстро. Рама может быть оснащена системой пылеудаления TRK для горизонтальной резки и системой пылеудаления ECO с пылеудалением TRK для каждой вертикальной точки рамы.
Рама может быть оснащена системой пылеудаления TRK для горизонтальной резки и системой пылеудаления ECO с пылеудалением TRK для каждой вертикальной точки рамы. Таким образом, SVP 320 MANUAL Putsch ® Панельная пила Meniconi может выполнять резку деревянных панелей, сэндвич-панелей, панелей Reynobond®, панелей Alucobond®, поликарбонатных панелей, полипропиленовых панелей, резку метакрилата и очень глубокую резку панелей из плексигласа.
Таким образом, SVP 320 MANUAL Putsch ® Панельная пила Meniconi может выполнять резку деревянных панелей, сэндвич-панелей, панелей Reynobond®, панелей Alucobond®, поликарбонатных панелей, полипропиленовых панелей, резку метакрилата и очень глубокую резку панелей из плексигласа.
 Панельная пила SVP 320 MANUAL в стандартной комплектации оснащена выдвижными колесами для быстрой резки панелей. SVP 320 Manual имеет сварную стальную раму и алюминиевые нижние опоры с полизеновыми накладками.
Панельная пила SVP 320 MANUAL в стандартной комплектации оснащена выдвижными колесами для быстрой резки панелей. SVP 320 Manual имеет сварную стальную раму и алюминиевые нижние опоры с полизеновыми накладками. 3200.IR – Maksiwa USA
3200.IR – Maksiwa USA НАПРАВЛЯЮЩАЯ ЗАДНЕГО УДЛИНИТЕЛЬНОГО СТОЛА
НАПРАВЛЯЮЩАЯ ЗАДНЕГО УДЛИНИТЕЛЬНОГО СТОЛА Ход подвижного стола: 138″
Ход подвижного стола: 138″| Главный диаметр лезвия | 305 мм |
| Основной лоп.0304 Scoring blade arbor size | 20m |
| Minimum CFM needed | 1000 CFM |
| Port 1 diameter | 4” |
| Port 2 diameter | 3” |
| Минимальный CFM необходим | 600 CFM |
| Основной мотор | 10 AMPS – 5 HP | 20 AMP – 5 HP | 20 20 20 AMP – 5 HP – 5 HP – 5 HP | 20 20 20 AMP – 5 HP – 5 HP | |
| 35 Amps – 5 HP | |||||
| Main motor – Non-loaded blade speed | 4,000 RPM | 4,000 RPM | 4,000 RPM | 3,400 RPM | |
| Scoring motor | 1.5 Amps – 3/4 HP | 2,5 ампер-3/4 л. с. с. | 2,5 ампер-3/4 л.с. | 5 ампер-3/4 л.с. 3400 об/мин | 8000 об/мин |
| Гарантия | 2 года | 2 года | 2 года | 2 Годы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Power | 220V 24 AMP 24. | 9033PH 220V 20 AMPS | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Основной мотор | 5HP 4000 об / мин | 5HP 4000 об / мин | 5HP 4000 об / млн | 7.5HP 4000 RPM 905 908 908 | 7.5HP 4 000 RPM 905 908 908 908 | 7.5HP 4000 RPM 905 908 908 908 | 7,5 л.с.0303 | Мотор. Yes | Yes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Control Panel Location | Hip Level | Hip Level | Hip Level | Overhead | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rip Fence Readout | Tape | Tape | Digital/Tape | Digital/лента | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Длина рипания. 1 | 2 | 2 | 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Показание забора | дюйма/метрика | дюйма/метрика | дюйма/метрический. | 77″ | 77″ | 77″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Crosscut Fence Max Extended | 85″ | 140″ | 140″ | 140″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hold Down Clamp | Included | Included | Included | Включено | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Деревянная панель Stopper | Включен | Включен | Включен | Включен | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Push Rading | Включен | Включен | .0305 | Included | Included | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Heavy Duty Crosscut Fence | Yes | Yes | Yes | Yes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Extendible Crosscut Fence | Yes | Yes | Yes | Yes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Dust Коллекторные порты одинакового размера | Верх 2 дюйма Нижний 4 дюйма | Да (2) с 4 дюйма (101,6 мм) | Да (2) с 4 дюйма (101,6 мм) | Да (2) с 4 дюйма (101,6 мм) мм) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Макс. 63 мм (2,4 “) 63 мм (2,4 “) | 63 мм / 12″ 305 мм лезвия | 63 мм / 12 “305 мм лезвия | 63 мм / 12″ 305mm Blade | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Столы пило | 120 мм (4,7 дюйма) | 120 мм (4,7 дюйма) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стоимость пилочной лезвии | 20 мм | 20 мм | 20 мм | 20mm 903 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Yes | Yes | Yes | Yes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sliding Table | 63″ | 126″ | 126″ | 126″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sliding Table Width | 14 3 /8 “ | 14 3/8″ | 14 3/8 “ | 14 3/8″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Бригада, которая приехала для установки машины, была очень профессиональной. Отличная машина! Спасибо Максива.
Бригада, которая приехала для установки машины, была очень профессиональной. Отличная машина! Спасибо Максива. РЕГУЛИРУЕМАЯ УГЛОВАЯ НАПРАВЛЯЮЩАЯ
РЕГУЛИРУЕМАЯ УГЛОВАЯ НАПРАВЛЯЮЩАЯ Поперечный упор выдвинут: B + C + 59 = 130″
Поперечный упор выдвинут: B + C + 59 = 130″| Main blade diameter | 305mm |
| Main blade arbor size | 30mm |
| Scoring blade diameter | 120mm |
| Scoring blade arbor size | 20m |
| Minimum CFM needed | 1000 CFM |
| Диаметр отверстия 1 | 4 дюйма | |
| Диаметр отверстия 2 | 5 | 50305 |
| Минимальный CFM необходим | 600 CFM |
| . HP | ||||
| Основной мотор-не нагруженная скорость лезвия | 4000 об/мин | 4000 об/мин | 4000 об/мин | 3,400 Ортинга |
| 2,5 ампер-3/4 л.с. | 5 ампер-3/4 л.с. | |||
| Мотор с зачетом-не нагруженная скорость. |
 с.
с.| Гарантия | 2 года | 2 года | 2 года | 2 года | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Power | 1PH 220V 24 AMP | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1PH 220V 30 Amps | 3PH 220V 20 Amps | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Main Motor | 5HP 4,000 RPM | 5HP 4,000 RPM | 5HP 4,000 RPM | 7.5HP 4,000 RPM | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Scoring Motor | 1HP 6 Amps 0.55Kw | 3/4 HP 8,000 RPM | 3/4 HP 8,000 RPM | 3/4 HP 8,000 RPM | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Digital Angle Display | No | Yes | Yes | Yes | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Control Panel Location | Hip Level | Hip Level | Hip Level | Overhead | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rip Fence Readout | Tape | Tape | Digital/Tape | Digital/Tape | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rip Fence Length | 47 1/2 “ | 47 1/2″ | 39 1/2 “ | 39 1/2″ | |||||||||||||||||||||||||||||||||||||||||||||||||||||
Крестный забор Flip. 0308 0308 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Crosscut Fence Readout | Inch/Metric | Inch/Metric | Inch/Metric | Inch/Metric | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Crosscut Fence Max Collapsed | 50″ | 77″ | 77″ | 77″ | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| . Крестный забор Max Extended | 85 “ | 140″ | 140 “ | 140″ | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hold Down | В комплекте | 43030305 | Included | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wood Panel Stopper | Included | Included | Included | Included | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Push Handle | Included | Included | Included | Included | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Heavy Duty Crosscut Fence | Да | Да | Да | Да | Да | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Отверстия для сбора пыли одинакового размера | Верх 2 дюйма Нижний 4 дюйма | Да (2) с 4 дюйма (101,6 мм) | Да (2) с 4 дюйма (101,6 мм) 4 Да (2) с 4 “(101,6 мм) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
Макс. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Макс. высота среза 45° | 63 мм (2,4 дюйма) | 63 мм / 12 дюймов Лезвие 305 мм | 63 мм / 12 “305 мм лезвия | 63 мм / 12″ 305 мм лезвия | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| . Оценка пило ) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стоимость пилочной лезвии | 20 мм | 20mm | 20mm | 20mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Тену лезвия | 0 – 45 ° | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 040303030303030303030303030303030303030303030303. ° | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оправка основной пилы | 30mm | 30mm | 30mm | 30mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Max Main Blade Diameter | 305mm | 305mm | 305mm | 305mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Dual Blade Cover Protector | Yes | Yes | Yes | Да | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стреляющая таблица | 63 “ | 126″ | 126 “ | 126″ | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ширина Стол.0305 | 14 3/8 “ | 14 3/8″ | 14 3/8 “ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Вы можете отказаться от подписки в любое время. См. обновленную Политику конфиденциальности или свяжитесь с нами по адресу
Вы можете отказаться от подписки в любое время. См. обновленную Политику конфиденциальности или свяжитесь с нами по адресу 
 DPM-KS, ВЕРТИКАЛЬНЫЙ СТАНОК – согласно Правилам ЕС
DPM-KS, ВЕРТИКАЛЬНЫЙ СТАНОК – согласно Правилам ЕС 


 6000 x 2980 x 1750
6000 x 2980 x 1750 

 .. *
.. * ..
..
 точная регулировка
точная регулировка с.)
с.)| Вес пилы | около 1300 кг |
| Глубина резания | 80 мм |
| Мощность двигателя пилы | 5,5 кВт (7,5 л. с.) с.) |
| Диаметр пильного диска | 300 мм |
| Отверстие пильного диска | 30 мм * 1 |
| Уровень звукового давления излучения на рабочем месте L pA | 83 дБ * 2 |
| Скорость пилы | 4800 об/мин |
| Устройство опускания панели (PAV) | 2 блока PA (опция 3 rd PA блок) |
| Макс. вес панели на единицу мощности | 80 кг |
| Макс. толщина панели в зажимном узле | 60 мм |
| Скорость подачи PAV под нагрузкой | 5 м/мин |
| Скорость подачи PAV без нагрузки | 10 м/мин |
| 1 вытяжной патрубок | ø 140 мм |
| Подключение сжатого воздуха | 6-10 бар |
| Мощность | 7,5 кВт |
| Подключение к сети | 3 x 400 В / 50 Гц |
*1 с двумя боковыми отверстиями ∅ 9 мм, радиус 30 мм
*2 Стандарты измерения и значения излучения согласно EN 1870-14, допуск на погрешность измерения K = 4 дБ (A).
(Все данные относятся к EDITION 60 Тип 6224.)
Для всех машин:
Мощное пылеудаление TRK значительно ниже 2 мг/м 3 . Используемая система должна иметь производительность всасывания 20 м/с, чтобы соответствовать спецификациям TRK. (вакуум прибл. 1400 Па / COMPACT прибл. 1470 Па) на разъеме, чтобы соответствовать спецификациям TRK.
Техническое примечание:
Допустимая температура окружающей среды мин.: + 5 °C / макс. + 40 °C
Относительная влажность: 19 – 95 % без конденсации
В случае колебаний сетевого напряжения более +/- 10 % от номинального напряжения на месте использования должен быть установлен стабилизатор напряжения.
Технические характеристики являются приблизительными значениями.
Мы оставляем за собой право вносить изменения в связи с дальнейшим развитием.
Размеры в мм
| Тип | л | Х | T1 бесплатно | T2 настенный |
|---|---|---|---|---|
| 6224 | 6689 | 3055 | 1766 | 1383 |
Диапазон резания в мм
| Тип | ЛС | HS вертикальный | HS горизонтальный |
|---|---|---|---|
| 6224 | 5300 | 2150 | 2100 |
с 2 усилителями мощности | 3000 | 2150 | 2100 |
| с 3 усилителями мощности | 5000 | 2150 | 2100 |
Технические характеристики STRIEBIG EDITION 60 pdf, 215 кб
Спецификация STRIEBIG EDITION 60 pdf, 429 кб
Настройте STRIEBIG EDITION 60
Просто, онлайн и с учетом ваших потребностей: настройте свою собственную STRIEBIG EDITION 60.