Формула скорость резания: Формула скорости резания
alexxlab | 19.10.2019 | 0 | Разное
Режимы резания: способы расчета, необходимые формулы
Режимы резания: описание и основные параметры. Правила расчета и корректировки скорости, подачи, глубины и силы резания. Необходимые формулы. Зависимость от характеристик оборудования и инструмента.
Режимы резания в механообработке — это совокупность рабочих параметров, определяющих, с какой скоростью, силой и на какую глубину происходит погружение резца в деталь в процессе удаления с ее поверхности слоя металла. Их базовые значения определяются расчетным путем на основании геометрии режущей кромки инструмента и обрабатываемого изделия, а также скорости их сближения. На реальные процессы обработки металла оказывает влияние множество факторов, связанных с особенностями применяемого инструмента, станочного оборудования и обрабатываемого материала. Поэтому для расчета технологических режимов резания применяются эмпирические формулы. А базовые значения входят в их состав вместе с такими справочными величинами, как группы поправочных коэффициентов, величина стойкости, параметры условий обработки и пр.
Режимы резания влияют не только на заданную точность и класс обработки изделия. От них зависит сила, с которой кромка инструмента воздействует на металл, что напрямую влияет на потребляемую мощность, уровень выделения тепла и скорость износа инструмента. Поэтому расчет их параметров является одной из основных задач технологических служб предприятий. Несмотря на множество разновидностей металлорежущего оборудования и инструмента, в основе всей механообработки лежат единые закономерности.
Поэтому методики вычисления режимов резания унифицированы и систематизированы в три основные группы: для токарных работ, для сверления и для фрезерования. Все остальные виды расчетов являются производными.

Параметры при расчете режима резания
Основной расчет режимов механообработки ведется на основании трех параметров: скорости резания (V), подачи (S) и глубины резания (t). Для получения практических значений этих параметров, которые можно будет использовать в производстве, на первом этапе определяют их расчетные величины. После чего по ним с помощью эмпирических формул, справочных таблиц и данных из паспортов оборудования выполняют подбор технологических режимов резания, которые будут наилучшим образом соответствовать виду обрабатываемого материала, возможностям станка, а также типу и характеристикам инструмента.
От правильного расчета и выбора данных параметров зависит не только качество обработки, но и такие показатели, как производительность, себестоимость продукции и эксплуатационные расходы. Кроме того, сила воздействия на инструмент в процессе обработки влияет не только на скорость его износа, но и на состояние оснастки и приспособлений. Следствием работы на слишком больших скоростях и подачах является недопустимая вибрация и повышенная нагрузка на узлы и механизмы оборудования. А это может привести не только к потере точности, но и к выходу станка из строя.
Как правило, режимы резания проверяют и корректируют при пробной обработке детали. Поэтому их выбор зависит не только от правильности расчетов, но и от опыта технолога и станочника.
Скорость
Временно́й цикл обработки детали состоит из трех базовых компонентов: подготовительно-заключительного, вспомогательного и основного времени. Последнее включает в себя все операции резания металла на заданных режимах. В силу особенностей механообработки основное время — это самая затратная составляющая цикла обработки детали. При этом его величина, а следовательно, и себестоимость изделия напрямую зависят от скорости резания. Поэтому правильный подбор данного параметра важен не только с технологической, но и с экономической точки зрения.
В общем виде формула расчетной скорости резания выглядит так:

В указанной формуле значение параметра D зависит от вида обработки. Для токарной обработки это диаметр детали, для прочих видов — диаметр режущего инструмента (сверла, фрезы). Параметр n — это скорость вращения шпинделя в оборотах за минуту. Таким образом происходит определение теоретической величины скорости резания, которая является исходной для последующих вычислений. В частности, она используется для расчета теоретической глубины резания, которая обозначается t. По причине того что реальная скорость резания зависит от множества факторов, ее вычисление осуществляется по эмпирической формуле, в которой единственной расчетной величиной является t:

Здесь Cv — это безразмерная константа, зависящая от различных аспектов обработки; T — нормативное время стойкости инструмента; t — глубина резания; Sо — подача; Кv — сводный коэффициент, являющийся произведением восьми поправочных коэффициентов.
Подача
Подача (обозначается S) — это путь, который проходит режущая кромка за условную единицу. В зависимости от вида механообработки подача может иметь разную размерность. Длина пройденного пути всегда измеряется в миллиметрах, но соотноситься она может либо с одним оборотом (в токарной обработке), либо с одной минутой (при сверлении и фрезеровании). Таким образом, при сверлении — это величина перемещения кончика сверла в глубь поверхности за одну минуту (мм/мин.), а при токарных операциях — продольное или поперечное перемещение резца за один оборот детали (мм/об.). В силу специфики отдельных чистовых операций для них используется такой параметр, как «подача на зуб», которая измеряется в мм/зуб. Ее применяют при работе с инструментом, имеющим несколько лезвий, а ее значение показывает, какой путь кромка (зуб) одного лезвия прошла за один оборот шпинделя. Величину этого параметра также можно вычислить, разделив подачу инструмента за один оборот на количество режущих лезвий.
Поскольку подача напрямую зависит от паспортных параметров конкретного оборудования, ее значение, как правило, не рассчитывают, а выбирают из таблиц в соответствующих технологических справочниках. Производительность металлорежущего оборудования напрямую зависит от величины подачи. Кроме того, она является базовым параметром для расчета основного времени обработки. Теоретически при мехобработке необходимо задавать предельно возможное значение подачи. Но в этом случае вступают в силу ограничения по возможностям станочного оборудования и требования к классу чистоты.
Максимальные значения подачи применяют при обдирке и черновой обработке, а минимальные — при выполнении чистовых операций.
Глубина
Глубина резания — это толщина металла, снимаемого на единичный рабочий ход режущей кромки. Его величина зависит от конструкции режущей части инструмента и его прочностных параметров (в том числе предельной тангенциальной силы), а также мощности станка, твердости обрабатываемого материала и требований к чистоте поверхности. Этот параметр является определяющим при расчете количества рабочих ходов лезвия для полного удаления припуска. Глубина резания обозначается латинской буквой t и измеряется в миллиметрах. При обточке она равна разности радиусов детали до и после рабочего хода, а при сверлении — половине диаметра режущей части инструмента.
Сила
Процесс обработки детали режущим инструментом сопровождается возникновением пары сил. С первой силой, которая обозначается R, инструмент воздействует на поверхность детали, а вторая сила возникает в результате встречного сопротивления обрабатываемого материала. Сила R является векторной суммой трех сил: осевой, тангенциальной и радиальной. Их векторы являются проекциями вектора силы R на оси X, Y, Z. На рисунке ниже представлено изображение векторов сил, возникающих при токарном точении.

При технологических расчетах используют не саму силу R, а ее составляющие. Из них самая значимая и большая по величине — эта тангенциальная сила Rz. На практике она носит название сила резания, т. к. именно от нее зависит расход мощности и крутящий момент шпинделя. Силу резания вычисляют по эмпирическим формулам, данные для которых берут из справочных технологических таблиц. Расчет для токарной обработки производится по следующей формуле:

Кроме константы Ср, степенных показателей подачи, глубины и скорости резания, в формулу расчета силы резания входит корректирующий коэффициент Кр. Он представляет собой произведение пяти поправочных коэффициентов, учитывающих особенности обработки различных материалов.
Для измерения сил резания в режиме реального времени применяют емкостные, индуктивные и тензометрические датчики. Последние являются самыми компактными и наиболее точными. При их использовании на станках с ЧПУ сила резания может адаптивно увеличиваться или уменьшаться путем автоматической корректировки величины подачи и числа оборотов. Это позволяет вести непрерывную обработку без вмешательства оператора, а также предотвращает поломку инструмента и уменьшает его износ.
Как правильно рассчитать режим резания при сверлении
При работе сверла на него воздействует та же совокупность сил, что и на токарный резец. Поэтому для расчета режимов резания при сверлении используется аналогичная методика, но со своей геометрией и соответствующими значениями параметров. Силы Рz направлены в противоход главному движению и находятся в прямой зависимости от скорости резания (см. рис. ниже). Силы Рх, Рn и Рл воздействуют на конструктивные элементы сверла и определяют значение осевой силы (Ро), соответствующей силе привода станка.

Главные технологические параметры сверла — осевая сила и крутящий момент. Их определяют расчетным путем с помощью эмпирических формул:

Здесь Ср и См — это константы, значение которых зависит от вида сверления, а также свойств материалов и обрабатываемой детали; D — диаметр сверла и S — подача. Корректирующий коэффициент Кр в данной формуле связан только с характеристиками материала детали.
Условия резания при сверлении гораздо сложнее, чем при токарной обработке, т. к. в этом случае значительно затруднен отвод стружки и тепла. Применение СОЖ дает намного меньший эффект в связи со сложностью подвода жидкости к зоне резания. К тому же все факторы, которые оказывают влияние на процесс сверления, при подборе режимов по таблицам и формулам учесть невозможно.
Поэтому для проверки и корректировки технологических режимов, как правило, используют пробную обработку детали.
Правильный расчет режимов резания при сверлении производится по сложным формулам с использованием таблиц из технологических справочников. А есть ли какой-нибудь упрощенный способ, основанный на количестве оборотов и виде материала сверла, который можно применять в повседневной практике? Если кто-нибудь может посоветовать такой расчет, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Скорость резания формула автоматизированного расчета
Скорость резания и формула автоматизированного ее расчета поможет определить допустимые скорости резания для различных пар, таких как коррозионно-стойкая и сталь – быстрорежущий инструмент. Если необходимо увеличить скорость резания при токарной обработке, то инструмент из быстрорежущей стали несмотря на его невысокий скоростной диапазон находит широкое применение при работе с коррозионно-стойкими сталями. Он широко используется когда необходимо изготовить токарный резец, концевую фрезу, сверло и другой специализированный инструмент из-за его повышенных прочностных свойств по сравнению с твердым сплавом. На стадии проектирования технологического процесса металлообработки в ручном режиме или в режиме САПР ТП, технолог пользуется рекомендациями справочно-нормативной литературы для того что бы выполнить расчет скорости резания, выбирая аналитический или табличный способ расчета. Следует обратить внимание на тот факт, что определяя скорость резания при токарной обработке для одинаковых условий резания по разным справочникам (см. таблицу) приводит к двух-, трехкратному расхождению ее расчетной величины.
Чаще всего это связано с тем, что различные справочники, используют аналитический расчет скорости резания и приводят в них различное значение скоростного коэффициента Cv в формуле расчета скорости резания (1), в которой учитываются значения принятой стойкости Т, глубины резания t, подачи S и поправочных коэффициентов, определяемых свойствами инструмента Кu и свойствами обрабатываемого металла Кm.
V = (Cv / (Tm * tx * Sy)) * Ku*Km (1)
Следует отметить то обстоятельство, что поправочный коэффициент Кu в формуле (1) для всей гаммы быстрорежущих инструментов Р18, Р12, Р9, Р6М5 и их модификаций принят одинаковым, равным 0,3. Практикой металлообработки отмечено, что режущие свойства различных марок и различных партий поставки быстрорежущих инструментов различаются между собой и это отличие составляет 25-45 % и более.
В ряде справочников определять скорость резания при точении рекомендуется с помощью таблиц и поправочных коэффициентов. Внешне эта формула более удобна для работы в диалоговом режиме с системой ЧПУ, которая способна содержать в памяти (ПЗУ) массивы данных о величинах поправочных коэффициентов. В табличном способе для того чтобы определить допустимую скорость резания есть формула (2):
Vд = Vт · Кv, (2)
где Vт – табличное (матричное) значение скорости резания, м/мин; Кv – коэффициент.
Проблема применения этой формулы для автоматизированного расчета заключается в том, что скорость резания при точении будет определена с использованием коэффициентов невысокой надежности. Как и в случае со скоростным коэффициентом Сv, значения начальной (табличной) скорости Vт в разных источниках различно, различны и значения поправочных коэффициентов, входящих в нее.
Используя табличный и аналитический способы, сложно выполнить точно расчет скорости резания, так как они не в полной мере учитывают допускаемые ГОСТом колебания свойств быстрорежущего инструмента как между марками, так и внутри его марочного состава и колебания физико-механических свойств стальных заготовок в партиях поставки. Это приводит к ошибкам в попытках правильно назначить скорость резания при токарной обработке и как следствие к значительному отклонению действительного периода стойкости от задаваемого.
Недостатком существующих методик определения допустимой скорости резания (при заданной стойкости Т, глубине t, подаче S и постоянных геометрических параметрах режущего инструмента) является то, что в них априорно принимается постоянство режущих свойств быстрорежущего инструмента в партиях поставки внутри их марочного состава и постоянство физико-механических свойств партии поставки стали определенной марки.
В таблице 1 приведен расчет скорости резания, в качестве примера, стали 12Х2Н4А быстрорежущим инструментом с использованием различных справочно-нормативных источников для выбранных условий: стойкость резца Т = 60 мин, глубина резания t = 1 мм, подача S = 0,2 мм/об с применением СОЖ. Геометрия резца: главный угол в плане φ = 45°; вспомогательный угол в плане φ1 = 45°; передний угол γ= 5°; угол наклона режущей кромки γ= 0°; задний угол α = 10°; радиус закругления вершины резца r= 1 мм.
Содержание элементов в стали 12Х2Н4А С=0,12% Cr=2% Ni=4%. Буква А указывает на высокое качество материала.
Химический состав: С – 0,09ч-0,15%; Мп – 0,3-0,6%; Si – 0,17-5-0,37; Сг- 1,25-5-1,65%; Ni – 3,25-3,65; Р – 0,025%; S – 0,025%; Си – 0,3%.
Обладающая физическими свойствами Т0,2 = 1080 Мпа; Тв – 1270
Мпа; 85 = 13%; \|/= 60%; КСИ – 105 Дж/см2; HRС- 39.
Анализируя скорость резания при токарной обработке для одних и тех же условий точения с использованием различных справочников показывает, что расхождения в величине допустимой скорости резания на стадии проектирования технологического процесса токарной обработки коррозионностойкой стали могут достигать двукратной величины и более.
Особенности режимов резания, формулы скорости и глубины резания
 Одной из операций, сопровождающих изготовление деталей на токарных станках, является фрезерование. Важное значение в этом процессе имеют такие параметры, как глубина и скорость резания. Необходимые значения ищутся с помощью формул и подбираемых под каждую деталь или изделие режимов. Далее, подробно разберем, что представляют собой режимы резания при фрезеровании.
Одной из операций, сопровождающих изготовление деталей на токарных станках, является фрезерование. Важное значение в этом процессе имеют такие параметры, как глубина и скорость резания. Необходимые значения ищутся с помощью формул и подбираемых под каждую деталь или изделие режимов. Далее, подробно разберем, что представляют собой режимы резания при фрезеровании.
Этапы обработки
Детали изготавливаются из прутков, имеющих разное сечение и форму: квадратные, шестигранные, круглые и другие. Если необходимо снять слой материала, который превышает по объему саму деталь, то стараются использовать заготовки в виде отливок или поковок.
Обработка деталей на станках производится в несколько этапов:
- Первой стадией является черновая обдирка будущей детали;
- Снимается значительный по объему слой материала;
- Далее, следует сделать чистовую обработку материала.
Важный момент при обработке деталей: в зависимости от того, насколько высокая точность требуется для изготовления детали, черновую обработку можно произвести на очень мощном и не самом точном станке, а вот уже чистовую обдирку можно делать на прецизионном станке, хоть и менее мощном.
Глубина резания
 При черновой обдирке материалов производят снятие значительного объема с поверхности заготовки. Толщина снимаемого слоя при обработке цилиндрических поверхностей есть глубина резания. Вычислить же ее можно по формуле вида t=(D-d)/2. Когда идет подрезание торцевых поверхностей, то значение глубины резания такая же, как и толщина материала, снимаемого с поверхности заготовки.
При черновой обдирке материалов производят снятие значительного объема с поверхности заготовки. Толщина снимаемого слоя при обработке цилиндрических поверхностей есть глубина резания. Вычислить же ее можно по формуле вида t=(D-d)/2. Когда идет подрезание торцевых поверхностей, то значение глубины резания такая же, как и толщина материала, снимаемого с поверхности заготовки.
При этом глубина отрезки мало влияет на скорость. Выбирается она в соответствии с износостойкостью резца, мощностью резцового механизма и при условии отсутствия паразитных вибраций. Если же они возникают, то следует уменьшить скорость подачи режущего инструмента до полного успокоения конструкции.
Скорость резания
Черновая обдирка заготовки предполагает вычисление скорости отрезки. Для этого применяют формулу скорости резания: Vc=(pi*Dm*n)/1000. В этой формуле следующие обозначения:
- Vc — скорость отрезки, измеряется как метры в минуту;
- Pi — постоянная, равняется 3,14;
- Dm — максимальный диаметр заготовки, рассчитываемый в миллиметрах;
- n — число оборотов шпинделя в оборотах за одну минуту.
В этой формуле является очевидным, что с ростом диаметра заготовки растет и скорость резания при условии постоянного числа оборотов шпинделя. При токарной обработке также важно учитывать твердость материала обработки и самого резца. Пример: имеется углеродистая сталь с твердостью порядка 200 H. B. Резцы твердого сплава требуют скорости резания 200 метров в минуту.
Согласно формуле для оборотов шпинделя n=(1000*Vc)/pi*Dm, при заготовке в 40 миллиметров и скорости отрезания порядка 100 метров в минуту число оборотов должно составлять 790 оборотов в минуту. В реальных же условиях данный показатель равняется 700 оборотам. Если же заготовка обладает диаметром в два раза больше, то число оборотов уменьшается до 160 в минуту.
Правила черновой обработки
Как и любая технологическая операция, черновая обработка материалов требует соблюдения определенных правил. Перечислим основные правила чернового точения:
- При выборе глубины резания следует помнить, что ее значение не превышает 2/3 ширины режущей кромки;
- Черновая обдирка производится в несколько этапов;
- Обдирочным должен быть проходной резец;
- Первый проход по длине должен составлять размер поверхности детали без учета одного миллиметра;
- Как только произвели обдирку проходным резцом, необходимо с помощью подрезного резца поработать с торцом.
Соблюдая эти несложные правила, вы сможете произвести качественную первую обработку деталей и быть уверенными в качестве производства.
Контроль размеров
 Токарная обработка сопровождается контролем линейных и диаметральных размеров детали. При обоих видах обработки чаще всего используют штангенциркуль. Также для диаметральных размеров при чистовой обработке необходимо воспользоваться микрометром и мерными скобами. В зависимости от того, насколько сложное производство, могут применяться и другие инструменты, уровни, специальные линейки, динамометры и другие. Производить контроль размеров необходимо несколько раз, чтобы определить отклонения и на этом основании решить вопрос о дальнейшей судьбе изделия.
Токарная обработка сопровождается контролем линейных и диаметральных размеров детали. При обоих видах обработки чаще всего используют штангенциркуль. Также для диаметральных размеров при чистовой обработке необходимо воспользоваться микрометром и мерными скобами. В зависимости от того, насколько сложное производство, могут применяться и другие инструменты, уровни, специальные линейки, динамометры и другие. Производить контроль размеров необходимо несколько раз, чтобы определить отклонения и на этом основании решить вопрос о дальнейшей судьбе изделия.
Обработка детали является очень важным моментом в производстве изделия. Данная операция должна производиться со всей тщательностью и согласно нормам. При черновой и чистовой обработке важно учитывать формулы для скорости и глубины резания. Это позволит изготовить качественную и надежную деталь, которая обработана по всем правилам и нормам.
Скорость резания и подача при токарной обработке
И снова здравствуйте! Сегодня тема моего поста главные движения при токарной обработке такие как скорость резания и подача. Эти две составляющие режимов резания являются основополагающие при токарной обработке металла и других материалов.
Скорость резания и подача при токарной обработке.
Главное движение или скорость резания.
Если мы посмотрим на рисунок который приведен выше то увидим, что главное движение при токарной обработке тел вращения на токарном станке совершает именно заготовка. Она может вращаться как по часовой стрелке так и против. В основном как видим вращение направленно на резец, так как это обеспечивает срезание поверхностного слоя с заготовки и образования стружки.
Вращение заготовке придает шпиндель токарного станка и диапазон оборотов шпинделя (n) достаточно большой и может регулироваться в зависимости от диаметра детали ее материала и применяемого режущего инструмента. При точении в основном это токарные резцы различных видов и назначения.
Скорость резания при токарной обработке рассчитывается по формуле:
где
V — это само главное движение именуемое скорость резани.
П — это постоянная константа которая равняется 3,14
D — диаметр обрабатываемой детали (заготовки).
n — число оборотов шпинделя станка и зажатой в нем детали.
Движение подачи при токарной обработке.
Про движение подачи вы наверное уже поняли. ДА это перемещение режущего инструмента который закреплен в резцедержателе (для данного эскиза). Крепление резцов может быть и другим, но об этом позже 🙂 . Для осуществления подачи на токарном станке используется специальная кинематическая схема шестерен. Если это простое точение то тут не важна синхронизация вращения обрабатываемой заготовки и режущего инструмента, но если вы решите нарезать резьбу то тут все будет по другому. Об этом поговорим в следующих статьях. Если не хотите пропустить их то подписывайтесь на обновления моего блога.
Формулы для расчета движения подачи на токарном станке выглядит по разному,ведь это может быть как подача на оборот так и минутная подача.
Подача на оборот — это расстояние которое проходит режущий инструмент в нашем случае резец за один оборот обрабатываемой детали. В зависимости от вида обработки определение может быть другим. Например при фрезеровании — это расстояние на которое перемещается заготовка относительно фрезы за один ее оборот.
Минутная подача — это расстояние которое проходит резец за одну минуту (что и логично из названия).
Скорость резания и подача. Заключение.
И так можно подвести итог. Сегодня мы с вами узнали про главные движения при токарной обработке такие как скорость резания и подача. Я не ставлю своей целью загрузить вас массой формул и тягомотных определений их вы можете найти в различных книгах про машиностроение и резание металлов, я хочу вам разъяснить основные понятия человеческим и понятным языком. Думаю у нас все получится 🙂 .
На сегодня все. До скорой встречи друзья!
С вами был Андрей!
Режимы резания при токарной обработке – таблица расчета скорости
Обработка металлических и иных поверхностей с помощью токарного станка стала неотъемлемой частью повседневной жизни в индустрии. Многие технологии видоизменились, некоторые упростились, но суть осталась прежняя – правильно подобранные режимы резания при токарной обработке обеспечивают необходимый результат. Процесс включает в себя несколько составляющих:
- мощность;
- частота вращения;
- скорость;
- глубина обработки.
Ключевые моменты изготовления
Существует ряд хитростей, которых необходимо придерживаться во время работы на токарном станке:
- фиксация заготовки в шпиндель;
- точение с помощью резца необходимой формы и размера. Материалом для металлорежущих основ служит сталь или иные твердосплавные кромки;
- снятие ненужных шаров происходит за счет разных оборотов вращения резцов суппорта и непосредственно самой заготовки. Иными словами, создается дисбаланс скоростей между режущими поверхностями. Второстепенную роль играет твердость поверхности;
- применение одной из нескольких технологий: продольная, поперечная, совмещение обеих, применение одной из них.

Виды токарных станков
Под каждую конкретную деталь используется тот или иной агрегат:
- винторезно-токарные: группа станков, пользующихся наибольшей востребованностью при изготовлении цилиндрических деталей из черных и цветных металлов;
- карусельно-токарные: виды агрегатов, применяемых для вытачивания деталей. Особенно больших диаметров из металлических заготовок;
- лоботокарный станок: позволяет вытачивать детали цилиндрической и конической форм при нестандартных габаритах заготовки;
- револьверно-токарная группа: изготовление детали, заготовка которой представлена в виде калиброванного прудка;
- ЧПУ – числовое программное управление: новый вид оборудования, позволяющий с максимальной точностью обрабатывать различные материалы. Достичь подобного специалисты могут с помощью компьютерной регулировки технических параметров. Точение происходит с точностью до микронных долей миллиметра, что невозможно увидеть или проверить невооруженным глазом.
Подбор режимов резания
Режимы работы
Заготовка из каждого конкретного материала требует соответствия режима резки при токарной обработке. От правильности подборки зависит качество конечного изделия. Каждый профильный специалист в своей работе руководствуется следующими показателями:
- Скорость, с которой вращается шпиндель. Главный акцент делается на вид материала: черновой или чистовой. Скорость первого несколько меньше, нежели второго. Чем выше обороты шпинделя, тем ниже подача резца. В противном случае плавление металла неизбежно. В технической терминологии это называется «возгорание» обработанной поверхности.
- Подача – выбирается в пропорциональном соотношении со скоростью шпинделя.
Резцы подбираются исходя из вида заготовки. Выточка с помощью токарной группы самый распространенный вариант, несмотря на наличие иных видов более совершенного оборудования.
Это обосновывается невысокой стоимостью, высокой надежностью, длительным сроком эксплуатации.
Как вычисляется скорость
В инженерной среде расчет режимов резания исчисляют с помощью следующей формулы:
V = π * D * n / 1000,
где:
V – скорость резки, исчисляемая в метрах за минуту;
D – диаметру детали или заготовки. Показатели следует преобразовать в миллиметры;
n – величина оборотов за минуту времени обрабатываемого материала;
π – константе 3,141526 (табличное число).
Иными словами, скорость резания это тот отрезок пути, который проходит заготовка за минуту времени.

Например, при диаметре 30 мм скорость резки будет равна 94 метра за минуту.
При возникновении необходимости вычислить величину оборотов, при условии определенной скорости, применяется следующая формула:
N = V *1000/ π * D
Эти величины и их расшифровка уже известны по предыдущим операциям.
Дополнительные материалы
Во время изготовления, большинство специалистов руководствуются в качестве дополнительного пособия, приведенными ниже показателями. Таблица коэффициента прочности:
| Материал заготовки | Граница прочности | Шкала твердости по Бринеллю | Коэффициент, МПа |
| легированная и углеродистая сталь | варьируется от 400–1100 единиц | – | 1500–2600 |
| чугун, а также серый | – | 1400–2200 | 1000–1200 |
| бронза | – | – | 600 |
| силумин | – | – | 450 |
| дуралюмин | предел прочности от 250 до 350, но часто встречается и выше в зависимости от качества заготовки | – | 600–1100 |
Коэффициент прочности материала:
| Сталь, кг/мм | Значение показателя |
| 50,1–60,1 | 1,61 |
| 60,1–70,3 | 1,27 |
| 70,3–80,1 | 1,1 |
| 80,3–90,1 | 0,87 |
| 90,3–100,1 | 0,73 |
| Чугун, кг/мм | Значение показателя |
| 140,1–160,3 | 1,50 |
| 160,1–180,1 | 1,21 |
| 180,1–200,3 | 1,1 |
| 200,3–220,3 | 0,83 |
Коэффициент стойкости резца:
| Значение стойкости, минуты | Показатель |
| 27–30 | 1,27 |
| 43–46 | 1,11 |
| 57–60 | 1,09 |
| 83–90 | 1,03 |
Третий способ вычисления скорости
- V фактическое = L * K*60/T резания;
- где L – длина полотна, преображенная в метры;
- K – количество оборотов за время резания, исчисляемое в секундах.
Например, длина равна 4,4 метра, 10 оборотов, время 36 секунд, итого.
Скорость равна 74 оборота в минуту.
Видео: Понятие о процессе резания
определение способа по таблице для токарной обработки, типовые примеры и задачи как рассчитать параметры, справочники и формулы
25ФевЗначительная часть промышленности – изготовление деталей при помощи металлорежущих агрегатов. За несколько десятилетий технологии сильно видоизменились, но суть остается прежней: снимаются лишние слои до получения элемента с заданными параметрами. Давайте вместе рассмотрим, как рассчитать режимы оптимального резания при грамотной токарной обработке на станке по таблицам.
Содержание статьи:
- Ключевые моменты процесса
- Какие бывают станки
- Основные параметры
- Проверка корректности рабочих параметров
- Способы выбора действия
- Выбор резца
- Как вычислить скорость
Ключевые моменты процесса
 Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Кратко опишем процесс:
Деталь закрепляется в патроне или на двух центрах;
В зависимости от необходимых манипуляций выбираются параметры режима резания при токарной обработке;
Предмет устанавливается в правильное положение и проверяется надежность всех фиксаций;
Находим первую точку касания;
Начинаем снимать металл или другой материал;
Контролируем габариты штангенциркулем и микро́метром;
Следует четко понимать, что приемы достаточно разнообразны, и невозможно коротко описать все нюансы. Заготовка может быть величиной от доли миллиметра до нескольких десятков метров. Характеристики изделия кардинально отличаются по твердости и вязкости. Уровень первичной отделки болванки может быть самым разным и иметь внешний слой с другими качествами. Часто нужно сделать сферическую поверхность на маленьком участке. Это накладывает определенные ограничения, так как часть приспособлений не рассчитана на циклические нагрузки.
Какие бывают станки
В зависимости от технологических потребностей применяют разное оборудование. Принято деление на следующие подвиды:
Токарно-винторезный. Это наиболее распространенный агрегат, позволяющий выполнять внушительный спектр работ. Пожалуй, любимым у токарей является К 62 в различных модификациях. Вся группа включает в себя универсальные устройства, отличающиеся степенью автоматизации и габаритами обрабатываемой детали. Большемерные заготовки точатся на ДИП 500. Для обучения специалистов используют модели ТВ-4 или ТВ-16.
 Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Лобовой. Можно сказать, что это такой же станок, только положенный набок. Это продиктовано технологической целесообразностью при некоторых производствах. Конструкции этой группы не имеют задней бабки и фиксация происходит только благодаря губкам. Основное преимущество – возможность придания изделию конической формы.
 Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.
Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.
 Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.
Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.
 ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.
ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.

Способы и правила определения режимов приемлемого резания при точении: формулы
Для разных материалов и необходимой чистоты существуют свои оптимальные системы, включающие в себя скорость подачи, глубину захода и вид заточки.
Многие универсальные токари определяют эти параметры «на глазок». Тем более, они сильно зависят от технических характеристик самого́ станка. При создании программ для ЧПУ и полуавтоматики применяются конкретные математические варианты расчета. За основу берутся качества заготовки (твердость, вязкость, хрупкость, абразивность, подверженность температурным изменениям). Под это разрабатываются инструменты (как правило, несколько для различных технологических приемов). Затем происходит определение режимов идеального резания при умелой токарной обработке на основе жестких правил. Это дает приблизительные показатели, по которым можно назначить оптимальные значения. Более точные данные получаются эмпирическим путем (в процессе стендовых испытаний).
После этого возможно задать для каждой конкретной цели темп вращения шпинделя, интенсивность движения стержня для рассечения и его заглубление.
Название | Формула | Расшифровка |
Частота вращения | n=Vc1000Dc (min/1) | n – оборот в минуту. |
Скорость рассекания | Vc=Dcn1000 (m/min) | V – линейная скорость D – диаметр. |
Подача | Vf=nf(mm/min) | V – подача. f – шаг за 1 оборот. |
Удельный съем материала | Q=Vcapf (см3/min) | Q – объем среза в мин. ар – заглубление. |
Поперечное сечение стружки | A=hb=apf(mm2) | А – площадь сечения |
Основная сила | Fc=Ak01.1h-mo(N) | F – сила резания h – толщина стружки. |
Мощность привода | Pmot=FcVc60000(kW) | Р – минимально необходимая мощность. |
Время | Th=Imfn(min) | Т – конечный результат |
Наиболее распространенное сырьё – сталь и чугун. Вот таблица рекомендованных режимов резания при их токарной обработке:
Обрабатываемый материал в кг/мм2 | Сечение от 0,4 мм c x y | 0,4 – 0,2 c x y | 0,2 – 0,1 c x y |
С 35 45 55 65 75 85 Ч 155 170 190 210 | 88,5 0,28 0,6 61 0,28 0,6 45 0,28 0,6 35 0,28 0,6 28,3 0,28 0,6 23,4 0,28 0,6 32,7 0,2 0,4 28 0,2 0,4 23,2 0,2 0,4 19,5 0,2 0,4 | 106,3 0,28 0,4 73,3 0,28 0,4 54 0,28 0,4 42 0,28 0,4 34 0,28 0,4 28,1 0,28 0,4 35,8 0,2 0,3 30,7 0,2 0,3 25,4 0,2 0,3 21,4 0,2 0,3 | 124,7 0,28 0,3 86 0,28 0,3 63,4 0,28 0,3 49,3 0,28 0,3 39,9 0,28 0,3 33 0,28 0.3 42,1 0,2 0,2 36,1 0,2 0,2 29,9 0,2 0,2 25,2 0,2 0,2 |
Основные параметры
Время изготовления детали зависит от трех значений. Они определяют, какое количество металла будет сниматься за определенный период.
На практике предпочтительные величины можно узнать по справочнику режимов оптимального резания для грамотной токарной обработки. Они дают габариты, на которые можно опираться, как на базовые.
В дальнейшем придется учитывать как особенности оборудования (биение, дребезг, мощность, износ), так и отклонения в свойствах материала. Различные партии могут отличаться достаточно сильно, особенно это актуально для рядовых сортов черных металлов. Если в производстве использовать сырье с жестко заданными значениями, то такой процесс может стать экономически невыгодным из-за высокой цены.
Глубина
Это толщина слоя, удаляемая за один проход. На этот параметр влияет свойство поверхности, технические характеристики, качество резца (твердость и угол заточки) и скорость.
 Подача
Подача
Показывает, на какое расстояние перемещается точка контакта за единицу времени. В универсальных станках рассматриваются её продольный и поперечный виды. Свои особенности есть при изготовлении конусов. Засчет увеличения радиуса заготовки при работе с внешней стороной, нагрузка на инструмент увеличивается, и это необходимо учитывать. У большинства аппаратов предусмотрены разнообразные программы движения от минимальных до резьбовых. На передней панели управления рычагом выставляется одна из функций, обеспечивающая смещение режущей кромки при каждом вращении вала. Это достигается усилием с коробки передач на суппорт (синхронно с вращением переднего шпинделя).
Скорость
 По этой формуле понятно, как рассчитать и сделать определение режимов идеального резания при наружном и внутреннем точении.
По этой формуле понятно, как рассчитать и сделать определение режимов идеального резания при наружном и внутреннем точении.
Величины количества оборотов и диаметра заготовки поставлены, как пример. Соответственно, на показатель V влияет расстояние от центра и угловой темп патрона.
Теперь, зная ширину прохода резца и его заглубление, легко понять, какой объем сырья снимается за промежуток времени.
Проверка корректности рабочих параметров
Теоретические данные, полученные с помощью вычислений, способны дать результаты с довольно большими допусками. Чтобы окончательно выбрать оптимальный порядок, необходимо проверить эти выкладки на практике на наличие погрешностей. Отличаться могут как физические свойства материала, так и технические характеристики станка. В жизни не бывает абсолютно одинаковых агрегатов.
Корректировка режима обязательна каждый раз при:
запуске новой серии;
смене оборудования;
замене партии заготовок.
При этом производится пробная обработка с плавным изменением всех рекомендуемых габаритов и выбираются значения, наиболее подходящие для этого случая. Похожие действия нужно повторить и при смене инструмента. Для бесперебойной эксплуатации рекомендуется подобрать норматив с достаточным запасом. Это позволит избежать брака и сэкономить время на переналадку.
Способы выбора действия
Имея на руках марку стали обрабатываемой детали и необходимую степень точности, можно получить предварительные цифры и осуществить расчет режимов для токарных операций.
Приняв первичное решение, нужно произвести пробную точку в рекомендуемых границах. По характеру стружки принимается решение снизить или увеличить вышеназванные основные параметры. В массовых производствах используются инструменты с фиксированной установкой.
После пробного прогона и принятия решения данные заносятся в технологическую карту. Существуют процессы, когда резец испытывает разные нагрузки на одном проходе. Если обрабатывать торцевую поверхность или конус, то порядок обтачивания будет отличаться в зависимости от расстояния до центра. Достаточно сильная разница может быть между черновой и чистовой точкой. Поэтому и приемы тоже различны. В карте обязательно отображаются такие особенности.
Выбор резца
От правильного определения режущего предмета напрямую зависит и скорость, и качество. Иногда для снятия слоя применяются фрезы или абразивные камни.
Расчет режимов для стали 45 или бронзы кардинально отличается. Если обработка сплава меди – задача посильная для начинающего токаря, то высокоуглеродистое железо повышенной прочности требует профильных инструментов и оборудования большого класса точности. К таким изделиям в большинстве случаев предъявляются высокие требования по уровню отделки. Если медный сплав засчет своей пластичности и скользкости прощает небольшую небрежность, то микроскопические отклонения при производстве коленчатого или распределительного вала, деталей коробки скоростей резко снижают срок службы готового продукта и все эксплуатационные характеристики.
Принципиально существует несколько видов режущего механизма, подходящего для разнообразных операций. Они могут быть цельными из твердого сплава, сборными и комбинированными.
По возможностям подразделяются на следующие виды:
Проходной – позволяет эффективно формировать цилиндрическую поверхность по внешнему радиусу;
Расточной – с помощью него точатся внутренние диаметры после сверления;
Отрезной – за счет конструкции способен углубляться в массив на пару сантиметров. Предназначен для отделения и заготовки канавок;
Резьбовой – обладает заниженным профилем.
Дальнейшие модификации применяются для решения нестандартных задач (например, создание профиля с заданным углом).
Острие изготавливается из высокопрочных сплавов с содержанием вольфрама, титана, тантала и т. д. Широкое распространение получили инструменты на основе карбидов. В особо сложных случаях лучше использовать абразивные материалы, где присутствуют корунд, алмаз.
Намного проще обстоит дело с мягким сырьем (бронза, алюминий). Здесь достаточно стали марки Р5М6 или аналогов.
Как вычислить скорость
Насколько быстро резец движется вдоль цилиндрической поверхности, можно легко узнать по количеству оборотов и расстоянию от центра до точки соприкосновения. Интенсивность подачи влияет на это минимально.
Металлообработка — это многогранный процесс, требующий постоянного совершенствования технологий. На рынке периодически появляются новинки, существенно снижающие издержки и уменьшающие сроки изготовления. Например, ленточнопильные станки от производителя «Роста» позволяют снизить себестоимость выпускаемой продукции.
В заключение мы предоставляем вам два видео, из которых будет понятно, как определить типовые режимы резания, как произвести расчет, назначение операций, и как назначить задачи при автоматизированной точке.
Режимы резания при токарной обработке: таблицы, формула
На протяжении многих лет токарная обработка металлических и иных деталей остается одной из основных операций в металлургическом производстве. Со временем меняются технологии, на заводах внедряются современные станки с ЧПУ, однако суть остается неизменной – только грамотно выбранные параметры резания на агрегатах позволяют достичь нужного результата.
Оглавление:
- Что важно знать о режимах
- Расчет скорости
Виды и режимы работы токарных станков
Токарная работа на станках остается наиболее востребованным способом получения большинства изделий. Применение в этих целях более современных методов оправдано далеко не всегда ввиду их высокой стоимости.
Для получения различных деталей применяются те или иные токарные станки:
- с ЧПУ (числовым программным управлением), благодаря которым удается достичь наивысшего качества и высокой скорости обработки поверхностей заготовок. Точение на данных агрегатах осуществляется с точностью до микронных долей, что обеспечивается за счет тонкой компьютерной настройки необходимых параметров;
- лоботокарные, позволяющие вытачивать конические и цилиндрические детали нестандартных размеров;
- револьверно-токарные, служащие для точения элементов из калиброванных прутков;
- карусельно-токарные, используемые для создания заготовок больших диаметров;
- токарно-винторезные, которые служат по большей части для обработки деталей цилиндрической формы.
В зависимости от материала подбирается тот или иной режим резки при токарной обработке, включающий в себя совокупность таких важных параметров, как:
- вес изделия;
- глубина воздействия;
- допустимая скорость.
Все эти величины определяются специалистами с использованием нормативных документов и специализированных справочников. Прежде всего, следует внимательно изучить рекомендуемые в таблицах значения, чтобы выбрать оптимальные.
Режимы резания как при расточке внутренних диаметров, так и при обработке наружных поверхностей заготовок, должны назначаться с обязательным учетом возможностей агрегата и режущего инструмента. От правильности их выбора непосредственно зависит качество и скорость изготовления деталей.
При подборе характеристик операции резания важно определиться с выбором резака. Подбор осуществляется в зависимости от типа и материала исходной заготовки. Подачу резца назначают, исходя из необходимой скорости вращения шпинделя. Чем выше обороты, тем меньше должна быть ее величина. В противном случае металлическая деталь может перегреться и расплавиться.
Скорость резания при чистовой и черновой обработке различна. В последнем случае она несколько ниже, а подача, соответственно, выше. Чистовые проходы при резании осуществляются в режимах, обеспечивающих максимальную степень точности. Наиболее качественно эту операцию позволяют выполнить станки, оснащенные ЧПУ, имеющие бесчисленное множество эксплуатационных преимуществ.
Каждый раз затрачивать много времени на тщательное изучение немалого количества справочных таблиц, особенно в производственных условиях, когда необходимо успеть вовремя выполнить заказ, нецелесообразно. Какой бы токарный станок ни использовался при работе, все параметры резания взаимозависимы. При смене величины одного все остальные характеристики режимов резания, включая подачу и скорость, обязательно станут другими.
В связи с этим любая обработка осуществляется по специально разрабатываемым аналитическим и расчетным методикам. Все прописанные в нормативах параметры вычисляются посредством различных эмпирических формул. Точность обеспечивается благодаря известным характеристикам:
- величины подачи;
- частоты вращения шпинделя;
- мощности агрегата.
В отдельных случаях необходимо также учитывать ряд других величин, оказывающих влияние на обработку поверхностей изделий.
Современные предприятия для проведения данных вычислений применяют специальные программы. Работнику достаточно только ввести вручную известные характеристики, и на экране компьютера сразу отобразятся все искомые параметры. Использование программного обеспечения значительно экономит время и упрощает работу, как и оснащение производств станками с ЧПУ.
Скорость резания и ее расчет
Одним из наиболее важных показателей является скорость. Ее величина непосредственно зависит от выполняемых работ. На максимальных оборотах осуществляется обрезка торцов заготовок. Точение или сверление имеют другие требования к этому параметру.
Чтобы выбрать оптимальное значение скорости и сделать качественную обработку детали, следует учитывать:
- тип токарного инструмента;
- вид операции;
- материал заготовки.
Скорость резания для традиционных методов воздействия на детали можно определить, руководствуясь соответствующими таблицами из справочников. Но в условиях производства далеко не всегда целесообразно прибегать к такому варианту. Гораздо быстрее величину этого параметра вычислить по несложной формуле:
V = π*n*D / 1000,
где:
V – искомая скорость, м/мин;
D – максимальная величина диаметра используемой заготовки, мм;
n – количество оборотов детали за одну минуту, соответствующее частоте вращения шпинделя станка;
π – константа, равная 3,141526.
Отсюда видно, что скорость обработки прямо пропорциональна диаметру исходной заготовки. А чем он меньше, тем больше должна быть частота вращения.
При выборе и назначении того или иного режима работы токарного станка следует обязательно учитывать твердость резцов и материала детали. Например, при обработке твердосплавными резцами рекомендованное значение должно находиться в диапазоне 100–200 м/мин.
При известной величине из вышеуказанной формулы легко можно вычислить необходимую частоту резания.
Глубина обработки подбирается с учетом мощности привода и материала режущего инструмента. При появлении в процессе работы паразитных вибраций следует снизить скорость подачи резака.
формул скорости резки и их 11 подводных камней
Примечание : Это урок 6 нашего мастер-класса по бесплатной подаче и скорости.
В первых 5 уроках вы изучили основную терминологию и поведение Feeds & Speeds. К настоящему моменту вы, вероятно, уже далеко не готовы приступить к подсчету каналов и скорости.
Как машинисты рассчитывают подачу и скорость?
Мы подумали, что стоит спросить: «Как машинисты определяют подачу и скорость?», Поэтому мы опросили наших читателей и вот что они сказали:

Вот как читатели CNCCookbook рассчитывают фиды и скорости…
Есть несколько подходов:
– Вы можете создать или позаимствовать электронную таблицу.Это наименее популярный вариант по причинам, о которых я расскажу. По сути, это большая работа с множеством ограничений.
– Примерно столько же используют Справочник машиниста. Он довольно устаревший, особенно для приложений с ЧПУ.
– Удивительно немногие используют свое программное обеспечение CAM, хотя в большинстве CAM оно предусмотрено. Причина проста. Как мы обнаружили в наших обзорах программного обеспечения CAM, большинство программ CAM действительно плохо справляются с подачей и скоростью. Вам довольно легко добиться большего успеха.
– Вы можете полагаться на звук или ощущение. Для этого требуется довольно много опыта, и, хотя у этого есть свои преданные, в принципе это не работает. Если бы это было так, вы могли бы купить компакт-диски «Тренировка слуха» для машинистов, и компания Boeing потребовала бы, чтобы вы прошли тест на аудиосигнал с передачей и скоростью на слух, прежде чем вас наняли бы. Ничего из этого не происходит, потому что вы можете слышать только очень плохую подачу и скорость. Вы не можете слышать что-то плохое, и вы точно не можете отличить нормальную и действительно отличную подачу и скорость.
– Вы можете положиться на стандартные разрезы, которые работали в прошлом, или на практические правила. Этот метод довольно популярен, но он явно ограничивает. В конце концов, все ли карманы вы прорезаете одинаковой глубины? В каждой работе есть различия, и если вы ограничены лишь несколькими стандартными сокращениями, вы упускаете возможности. Кстати, одна из причин, по которой CAM делает такую паршивую работу, заключается в том, что он использует подход стандартных сокращений в базе данных. Каждая работа индивидуальна.
– Вы можете полагаться на данные из таблицы подачи и скорости в Каталоге инструментов.Эти данные важны, но они используются сами по себе и имеют ограничения. Например, диаграмма подачи и скорости представляет собой двухмерную таблицу. Он может охватывать только 2 переменные. Наш калькулятор подачи и скорости G-Wizard охватывает 60 переменных! Когда вы в последний раз просматривали 30 графиков, чтобы определить подачу и скорость? Вы в принципе не можете этого сделать, поэтому:
– Безусловно, наиболее популярным вариантом является использование калькулятора каналов и скорости, такого как G-Wizard. Если вы готовы принять калькулятор каналов и скорости и хотите двигаться дальше и изучать другие вещи, нажмите здесь.
Если вы хотите узнать больше о том, как рассчитываются подачи и скорости, продолжайте читать.
Формулы скорости резания
Переменные
AFPT: отрегулированная подача на зуб (истончение стружки)
AT: Площадь поперечного сечения отверстия
D: Диаметр инструмента
DOC: Глубина резания
FPR: Подача на оборот
FPT: Подача на зуб (загрузка чипа)
IPM: скорость подачи (дюймы в минуту)
mf: коэффициент обрабатываемости
MRR: скорость удаления материала (кубические дюймы в минуту)
SFM: Наземная скорость (футов в минуту)
WOC: Ширина пропила
Z: количество зубьев резца
Формулы скорости фрезерования
Формула скорости резания:
 Формула скорости подачи:
Формула скорости подачи:
 Другие формулы скорости фрезерования:
Другие формулы скорости фрезерования:





Формулы скорости сверления и резания



Это все очень просто, правда? И многие механики считают, что это все, что им нужно, чтобы рассчитать подачу и скорость для своих фрез.Но, как и во многих других случаях, существует множество исключений, когда простая математика может доставить нам неприятности.
Ловушка №1: радиальное утонение стружки
Знаете ли вы, что стружка, которую производят ваши концевые фрезы, становится тоньше, если вы уменьшаете ширину реза менее половины диаметра инструмента? Вот графическое изображение этого странного явления, которое называется «радиальным утонением стружки»:
Радиальное утонение стружки делает ее тоньше, если ширина реза меньше половины диаметра фрезы…
На схеме вы посмотрите прямо вниз по оси концевой фрезы и сравните два пропила.Синий цвет показывает, насколько тоньше мелкая стружка по сравнению с полной шириной (красный сегмент). Это может показаться довольно безобидным. В худшем случае кажется, что использование этих более тонких разрезов может оставить деньги на столе. Это действительно так, и вам нужно увеличить скорость подачи, чтобы компенсировать истончение стружки, если вы хотите сохранить свою производительность. Однако чрезмерное утонение стружки может очень сильно снизить стойкость инструмента. Причина? Представим себе нового машиниста. У них есть легкий станок с ЧПУ, они только начинают свою работу и действительно хотят расслабиться.Таким образом, они сохраняют очень легкую ширину среза. Допустим, всего 10% ширины фрезы. Вот как выглядят подача и скорость без регулировки утонения стружки:

Я вручную уменьшил нагрузку на стружку по сравнению со значением, которое G-Wizard обычно дает с поправкой на истончение стружки. А теперь давайте предположим, что я решил работать еще более консервативно, поэтому я уменьшил скорость подачи до 1/10 от того, что было. Я собираюсь двигаться только со скоростью 4 дюйма в минуту. Теперь G-Wizard дает мне предупреждение:

Утончение стружки может снизить нагрузку на стружку до такой степени, что инструмент начнет тереться вместо резания.Если вы хотите узнать больше об истончении и истирании радиальной стружки, ознакомьтесь с моей статьей по этой теме, которая является частью нашего курса «Бесплатная подача и скорость». Я даже снял видео по утонению стружки для компании Cutting Tool Engineering.
Ловушка №2 – Без регулировки условий резания
Формула скорости резания может быть простой, если у вас есть все параметры, но найти правильные значения для параметров намного сложнее, чем кажется. Я знаю, что многие из вас сейчас наклоняются вперед и думают что-то вроде: «Теперь, Боб, просто не так сложно найти рекомендации производителя для резака.На самом деле это не так, но эти рекомендации не так полезны, потому что во многих случаях они дают вам широкий диапазон значений. Возьмите эту таблицу скоростей и подач с сайта Niagara Cutter:

Обратите внимание, что диапазон SFM составляет от 800 до 2000 для алюминия «Soft Grade». Это более чем в 2 раза! Если вы догадываетесь, что бежите и обнаруживаете, что бежите в 2 раза быстрее, чем должен запускаться инструмент, угадайте, что это будет значить для вашего срока службы? Не хорошо, правда? Теперь внизу есть несколько правил, которые призывают вас изменить как поверхностную скорость, так и подачу на основе:
- Тип пропила: Полный паз или профиль.Другими словами, задействован резак на всю ширину или что-то меньше?
- Диаметр инструмента: они хотят, чтобы вы были более консервативны с инструментами диаметром менее 1/8 дюйма.
Там проводится изрядное количество дополнительных вычислений, но, кстати, этого все еще недостаточно, потому что значения не интерполируются.
Ловушка №3 – Отсутствие интерполяции данных производителя
Одно из правил Niagara для регулировки скорости и подачи – когда осевая глубина находится между 0.От 25 до 0,5 диаметров инструмента используйте 80% самого низкого диапазона SFM. Но когда осевая глубина равна или больше диаметра инструмента, используйте 80% самого высокого диапазона скорости. Теперь для начала, мне кажется, что у них все наоборот. Меньшая глубина резания означает, что вы можете позволить себе быть более агрессивным. Но, даже с поправкой на это, что мы должны делать, если осевая глубина составляет 0,75 диаметра инструмента? Они не говорят. Вот какова реальность: каталоги инструментов производителя ограничены форматом того, что они могут представить. Таблицы подходят только для отображения двух измерений. Они добавляют правила, подобные описанным, чтобы попытаться сделать вещи более гибкими и лучше соответствовать физике резки. Но на самом деле физика резки довольно сложна. Вам необходимо плавно отрегулировать скорость резания и нагрузку на стружку для каждой возможной точки в двух измерениях, которые составляют глубину реза и ширину реза. Невозможно отобразить это даже на бумажных диаграммах. Это должен быть расчет. Многие производители понимают это и в конечном итоге говорят машинисту, что значения по каталогу являются всего лишь рекомендацией, и что машинист должен будет использовать свое суждение, чтобы решить, где именно в диапазоне значений они должны быть для конкретной резки.
Ловушка №4 – Отсутствие корректировки в соответствии со спецификациями или ограничениями станка с ЧПУ

Может ли маленькое увлечение ЧПУ резать так же быстро, как промышленный станок с ЧПУ? Нет!
Одно из величайших чудес, если задуматься, для любителей – это то, что они могут покупать и использовать те же ножницы, что и профессионалы. Это довольно круто, потому что увлечению становится намного легче добиться успеха. Но, такой же резак или нет, если вы поместите резак в крошечный маленький станок с ЧПУ для хобби по сравнению с дорогим и тяжелым промышленным станком с ЧПУ, он не будет работать так же.Фактически, вам может потребоваться настройка даже при сравнении подачи и скорости на двух разных промышленных машинах. Это верно по разным причинам, например:
- Машина для хобби намного менее жесткая. он больше вибрирует и прогибается в разрезе.
- Шпиндель Hobby Machine, вероятно, имеет намного большее биение.
- Два станка могут иметь разные диапазоны максимальной и минимальной скорости вращения шпинделя.
- Они могут иметь разные максимальные скорости подачи.
- Шпиндели любого станка могут иметь другие кривые мощности (максимальная мощность в зависимости от частоты вращения), чем другие шпиндели.
- и т. Д.
Вот еще одна чесалка для головы. Предположим, ваше промышленное ЧПУ имеет ярко выраженную кривую крутящего момента на шпинделе. Если вы запустите подачу и скорость, простые формулы предсказывают, что вы выйдете из пика мощности. Вы знаете, что вам будет лучше, если вы будете бегать там, где есть сила, при условии, что подача и скорость для этой области все еще достаточно высокие. Но как это понять? Ответ – хороший калькулятор подачи и скорости автоматически определит «зону наилучшего восприятия», где мощность, допустимая подача и скорость максимизируют скорость удаления материала.
Вы уловили идею. Формулы скорости резания ничего не говорят о том, что делать, чтобы компенсировать эти различия, или что делать при обнаружении ограничения. Что нам делать, если минимальная частота вращения машины намного больше, чем частота вращения, рекомендованная формулами скорости резания? Как можно компенсировать недостаток жесткости на легкой машине? Вы уловили идею.
Ловушка №5 – Обратного решения нет

Обратное решение может быть очень важным там, где встречаются ограничения машины.Иногда нам нужно работать в обратном направлении от предела, чтобы увидеть, как он влияет на все другие значения в расчете. Но заставить формулы работать наоборот, особенно когда у нас есть большая и сложная сеть взаимосвязанных формул, непросто. Чтобы все это получилось, требуется очень сложная математика. Фактически, даже электронные таблицы, какими бы мощными они ни были, не могут найти обратное решение. Если вы собираетесь справляться с проблемами подачи и скорости, требующими обратного решения, вы не сможете использовать простые формулы скорости резки или даже электронную таблицу.Вам понадобится программа, которая сможет делать это напрямую.
Ловушка № 6 – Без регулировки охлаждающей жидкости

Высокое давление через охлаждающую жидкость шпинделя действительно может изменять скорость и подачу…
Охлаждающая жидкость. С ним знаком каждый специалист по ЧПУ. Но знаете ли вы, что охлаждение – это не две самые важные цели? Это правильно. Две наиболее важные цели – это очистка от стружки и смазка. Если мы не сможем достаточно хорошо очистить стружку от пореза, в конечном итоге они скапливаются в канавках нашего резака.Они заклинивают, и вскоре резак сломается. Ой! Мы все ненавидим, когда это происходит. Но не все охлаждающие жидкости равны. Например, необходимо правильно направить охлаждающую жидкость. Они производят технологию в виде программируемых форсунок для охлаждающей жидкости, чтобы облегчить правильное прицеливание. Более того, есть технология, позволяющая заливать охлаждающую жидкость прямо в нижнюю часть разреза, где она может принести наибольшую пользу. Это называется охлаждающей жидкостью через шпиндель, потому что она использует каналы для направления охлаждающей жидкости через шпиндель в инструмент и наружу в самом низу пропила.Вы можете сделать это лучше, даже если поднять давление охлаждающей жидкости. Все это может существенно повлиять на резку, если ваш станок оборудован такими опциями, но формулы нормальной скорости резания абсолютно ничего не говорят о влиянии охлаждающей жидкости.
Ловушка № 7 – Недостаточно информации о разрезаемых материалах
Напомним, что Niagara Speeds & Feeds Chart. Он определяет мягкие и твердые сорта материалов, и поверхностные скорости довольно сильно различаются между ними.Но это еще одно чрезмерное упрощение из-за недостатков попытки представить такого рода информацию на бумаге. Правда в том, что нужно рассмотреть тысячи и тысячи различных материалов. И это не просто два диапазона. В идеале для каждого сплава и условий (термообработка или другое упрочнение) должна быть своя собственная таблица скоростей и подач. Это единственный способ получить точную информацию. Мы смотрим на базу данных материалов, а не на простую брошюру с инструментами.Наличие хорошего имеет огромное значение.
Ловушка № 8 – без регулировки для высокоскоростной обработки

Высокоскоростная обработка (HSM) – это не что иное, как волшебство, когда речь идет об ускорении работы и даже, во многих случаях, одновременном повышении стойкости инструмента. Но не существует простой формулы скорости резания, которая бы обеспечивала правильные подачи и скорости для HSM. До появления хороших калькуляторов HSM Feeds и Speeds, таких как G-Wizard, вам нужно было просто посмотреть на кучу сценариев, опубликованных другими, и попытаться выбрать один, близкий к вашей ситуации.Сегодня трудно быть конкурентоспособным без HSM. Даже любители имеют свободный доступ к этой ценной технике с Fusion 360. Но не используйте обычные подачи и скорости с HSM. Это меняет вещи на многих уровнях, как объясняется в моей статье и видео по HSM.
Ловушка №9 – Без регулировки геометрии резца
Как геометрия круглой пластины этого пуговичного ножа влияет на подачу и скорость?
Помните диаграмму утонения стружки в верхней части статьи? Как я уже упоминал, он изображает концевую фрезу, смотрящую прямо вниз по оси вращения.Но геометрия имеет значение и для других случаев. Например, предположим, что на рисунке изображена круглая вставка, если смотреть сбоку, возможно, для резака для пуговиц. Или наконечник концевой фрезы с шаровой головкой. Да, вы начинаете видеть. Здесь вы можете получить аналогичный эффект утонения стружки. А как насчет скорости шарикового носа, который режет менее половины диаметра? Это интересный случай, потому что он означает, что эффективный диаметр инструмента потенциально намного меньше инструмента. Возьмите шариковую головку 1/2 дюйма и прорежьте 1/8 дюйма глубиной, и эффективный диаметр шариковой головки теперь равен 0.433 ″, а не 0,5 ″. Вот еще один. Предположим, у вас есть торцевая фреза с ромбовидной вставкой. Он представляет собой кромку под углом 45 градусов вместо квадратного плеча 90 градусов. Эти 45 градусов называются углом опережения , и они очень сильно влияют на ваши подачи и скорости. Все простые формулы скорости резания предполагают использование квадратных концевых фрез, но существует множество фрез, которые совсем не квадратные. Расчеты должны быть скорректированы, часто довольно сложными способами, чтобы учесть различия.
Ловушка № 10 – Отсутствие корректировок для улучшения шероховатости поверхности или стойкости инструмента

Люди хотят, чтобы все было по-своему. Это просто человеческая природа. А когда вы говорите о каналах и скоростях, есть много корректировок. На самом деле нет одного ответа, пока вы не рассмотрите эти корректировки. Это особенно верно, когда мы думаем о черновой и чистовой обработке и о компромиссе между интенсивным съемом материала, чистотой поверхности и стойкостью инструмента. Опять же, простые формулы скорости резания бесполезны.На самом деле они умалчивают об этих вещах. Но это вещи, которые хорошо понятны и могут быть учтены.
Ловушка № 11 – никаких советов и предупреждений
Задайте любому хорошему эксперту ответ на вопрос, особенно что-нибудь вроде сценария точной подачи и скорости, и он даст вам хороший ответ. Но они, скорее всего, дадут вам больше, чем просто ответ. Например, они могут назвать вам числа, а затем сообщить, что есть способ получше.Они могут напомнить вам о некоторых других соображениях, например, о том, что рез может тереться, или что эти параметры могут привести к отклонению инструмента, или о множестве других вещей. Вы когда-нибудь просматривали каталоги инструментов и читали Техническую информацию на обороте? Они полны отличных советов и техник. Кроме того, кто их всех может вспомнить? Что ж, эксперт будет. Формулы – нет. Но где-то посередине отличное программное обеспечение может запомнить все это и попытаться предложить вам это в нужный момент.Взгляните на снимок экрана выше, где G-Wizard дает нам три совета. Он хочет, чтобы мы использовали Climb Milling, он напоминает нам о необходимости использовать охлаждающую жидкость или туман для смазки при резке алюминия (в противном случае стружка может привариться к фрезу) и предупреждает нас, что мы можем потереться. Попробуйте получить любую из этих формул с помощью простых формул скорости резания.
Заключение: простые формулы, электронные таблицы и даже CAM не дают очень хороших скоростей и потоков.
Если вы еще не догадались, простые формулы не так уж и хороши, когда дело касается подачи и скорости.Даже электронные таблицы, какими бы сложными они ни были, очень ограничены. И даже не заставляйте меня работать с программным обеспечением CAM. Так много пакетов CAM теперь претендуют на выполнение подачи и скорости, но под покровом они просто запускают простые формулы скорости резки. Вы можете сделать намного лучше. И вы должны. Резаки недешевы, да и ваше время тоже. Стоит иметь возможность не только повысить производительность, но и увеличить срок службы резаков. Возможность сделать это дешево и за гораздо меньшее время, чем вам понадобится, чтобы набрать цифры в своей электронной таблице, почти бесценна.Если вы еще этого не сделали, воспользуйтесь нашим калькулятором каналов и скоростей G-Wizard для бесплатного 30-дневного вращения. Он устраняет все подводные камни, которые мы обсуждали, и делает многое другое. Обещаю, вы не разочаруетесь!
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге бесплатно раз в неделю прямо на ваш почтовый ящик. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
.MITSUBISHI MATERIALS CORPORATION Формулы для резки
СКОРОСТЬ РЕЗКИ (vc)
- vc (SFM)
- : Скорость резания
- Дм (дюйм)
- : Диаметр заготовки
- π (3,14)
- : Пи
- н (мин -1 )
- : Скорость шпинделя главной оси
(Проблема):
Какова скорость резания, когда скорость вращения шпинделя главной оси составляет 700 мин. -1 , а внешний диаметр составляет Ø2 “?
(Ответ):
Заменить π = 3.14, Dm = 2, n = 700 в формулы.
vc = π × Dm × n ÷ 12 = 3,14 × 2 × 700 ÷ 12 = 366,33SFM
Скорость резания составляет 366,33SFM.
КОРМ (ж)
- ф (ИПР)
- : Подача на оборот
- I (дюйм / мин)
- : длина резки в минуту.
- н (мин -1 )
- : Скорость шпинделя главной оси
(Проблема):
Какова подача на оборот, когда скорость шпинделя главной оси составляет 500 мин. -1 , а длина резки в минуту составляет 120 мм / мин?
(ответ):
Заменить n = 500, I = 4.72 в формулы.
f = I ÷ n = 4,72 ÷ 500 = 0,009IPR
Ответ: 0,009IPR.
ВРЕМЯ РЕЗКИ (Tc)
- Tc (мин)
- : Время резки
- Im (дюйм)
- : длина заготовки
- I (дюйм / мин)
- : длина резки в минуту.
Какое время резания при обработке 4-дюймовой заготовки при 1000 мин -1 с подачей = 0,008IPR?
(ответ):
Сначала рассчитайте длину реза в минуту.от скорости подачи и шпинделя.
I = f × n = 0,008 × 1000 = 8 дюймов / мин
Подставьте полученный выше ответ в формулы.
Tc = Im ÷ I = 4 ÷ 8 = 0,5 мин
0,5×60 = 30 (сек) Ответ 30 сек.
ТЕОРЕТИЧЕСКАЯ ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ (ч)
- ч (мкдюйм)
- : Шероховатость готовой поверхности
- ф (ИПР)
- : Подача на оборот
- Re (дюйм)
- : Угловой радиус вставки
Какова теоретическая шероховатость поверхности при угловом радиусе пластины.031 дюйм и корма .008 IPR?
(Ответ):
Подставить в формулы f = .008IPR, Re = .031.
h = (. 008) 2 ÷ (8 × 0,031) × 1000 2 = 258 микродюймов
Теоретическая шероховатость готовой поверхности составляет 258 микродюймов.
СКОРОСТЬ РЕЗКИ (шт.)
* Разделите на 1000, чтобы изменить м с мм.
- vc (м / мин)
- Скорость резания
- Дм (мм)
- Диаметр детали
- π (3.14)
- Пи
- н (мин -1 )
- Скорость вращения шпинделя главной оси
(Проблема)
Какова скорость резания при скорости вращения шпинделя главной оси 700 мин -1 и наружном диаметре Ø50? Подставляем в формулу π = 3,14, Dm = 50, n = 700.
(Ответ)
Подставляем в формулу π = 3,14, Dm = 50, n = 700.
vc = (π × Dm × n) ÷ 1000 = (3,14 × 50 × 700) ÷ 1000 = 110 (м / мин)
Скорость резания 110 м / мин.
КОРМ (ж)
- f (мм / об.)
- Подача на оборот
- л (мм / мин)
- Мин. Длина реза
- н (мин -1 )
- Скорость вращения шпинделя главной оси
(Проблема)
Какова подача на оборот, когда скорость шпинделя главной оси составляет 500 мин. -1 , а длина резки в минуту составляет 120 мм / мин?
(Ответ)
Подставляем в формулу n = 500, I = 120.
f = l ÷ n = 120 ÷ 500 = 0,24 (мм / об)
Ответ: 0,24 мм / об.
ВРЕМЯ РЕЗКИ (Tc)
- Tc (мин.)
- Время резки
- пм (мм)
- Длина детали
- л (мм / мин)
- Мин. Длина реза
(Проблема)
Какое время резания при обработке 100-миллиметровой заготовки за 1000 мин -1 , с подачей = 0,2 мм / об?
(Ответ)
Сначала рассчитайте длину реза в минуту. от скорости подачи и шпинделя. l = f × n = 0.2 × 1000 = 200 (мм / мин)
Подставьте приведенный выше ответ в формулы.
Tc = lm ÷ l = 100 ÷ 200 = 0,5 (мин)
0,5 × 60 = 30 (сек.) Ответ – 30 секунд.
ТЕОРЕТИЧЕСКАЯ ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ (ч)
- h (мкм)
- Шероховатость готовой поверхности
- f (мм / об)
- Подача на оборот
- Re (мм)
- Радиус при вершине пластины
(Проблема)
Какова теоретическая шероховатость готовой поверхности при радиусе закругления пластины 0.8 мм и подача 0,2 мм / об?
(Ответ)
Подставьте в формулы f = 0,2 мм / об, R = 0,8.
h = f 2 ÷ (8 × Re) × 1000 = 0,2 2 ÷ (8 × 0,8) × 1000 = 6,25 мкм
Теоретическая шероховатость готовой поверхности составляет 6 мкм.
.
формул скорости резки | Коллекция формул обработки | Введение в обработку
На этой странице представлены формулы для расчета скорости резания. Цифры, полученные в результате расчетов, приведены только для справки. Условия обработки зависят от используемого станка. Используйте оптимальные условия в соответствии с вашими фактическими условиями обработки.
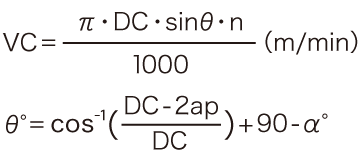
- π (3,14): Круговая постоянная
- DC (мм): Диаметр инструмента
- н (мин -1 ): скорость вращения инструмента
- ap (мм): Глубина резания
- α (°): угол резания
- записка
-
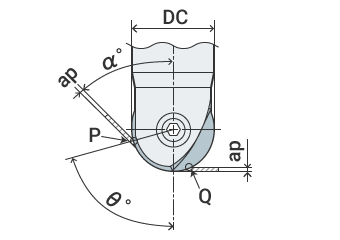
Эта формула используется для расчета скорости резания в точке P (скорость резания на границе глубины резания для наклонной обработки).
Пример:
Глубина резания (ap) = 0,5 мм
Диаметр фрезы (DC) = 20 мм
Угол резания (α) = 30 °
Скорость вращения инструмента (n) = 127 мин. -1
В этом случае, скорость резания (vc) составляет примерно 8 м / мин.
- π (3,14): Круговая постоянная
- н (мин -1 ): скорость вращения инструмента
- ap (мм): Глубина резания
- DC (мм): Диаметр инструмента
- записка
-
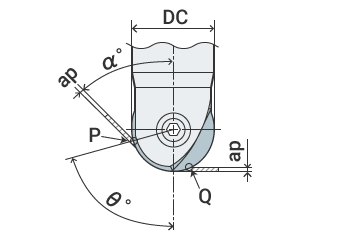
Эта формула используется для расчета скорости резания в точке Q (скорость резания на границе глубины резания).
Пример:
Глубина резания (ap) = 0,5 мм
Диаметр фрезы (DC) = 20 мм
Скорость вращения инструмента (n) = 127 мин. -1
В этом случае скорость резания (vc) составляет приблизительно 2 м / мин.
Дом
.Фрезерование
Определения фрезерных пластин
Геометрия пластины
Более пристальное изучение геометрии режущей кромки позволяет выявить два важных угла на пластине:
передний угол (γ)
Угол режущей кромки (β)
Макро-геометрия разработана для работы в легких, средних и тяжелых условиях.
Геометрия L (Light) имеет более положительный, но более слабый край (большой γ, маленький β)
Геометрия H (тяжелая) имеет более сильный, но менее положительный край (малый γ, большой β)
Макрогеометрия влияет на многие параметры в процессе резки.Пластина с прочной режущей кромкой может работать при более высоких нагрузках, но также создает более высокие силы резания, потребляет больше энергии и выделяет больше тепла. Геометрия, оптимизированная для материалов, обозначается буквой классификации ISO. Например, геометрия чугуна: -KL, -KM и -KH.

Пластина угловая конструкция
Самая важная часть режущей кромки для создания поверхности – это параллельная кромка b s 1 или, если применимо, выпуклая грязесъемная кромка b s 2 или угловой радиус, r ε .

Радиус угла, r Параллельная фаска ( b s 1) Грязесъемник ( b s 2)
Определения фрезы
Угол въезда, ( k r ) (градусы)
Главный угол режущей кромки ( k r ) фрезы является доминирующим фактором, поскольку он влияет на направление силы резания и толщину стружки.
Диаметр фрезы, D c (мм)
Диаметр фрезы ( D c ) измеряется над точкой (PK), где основная режущая кромка встречается с параллельной фаской.
Самый важный диаметр, который следует учитывать, – это ( D cap ) – эффективный диаметр резания при фактической глубине резания ( a p ) – используемый для расчета истинной скорости резания. D 3 – наибольший диаметр пластины, для некоторых фрез он равен D c .
Глубина резания, a p (мм)
Глубина резания ( a p ) – это разница между неотрезанной поверхностью и поверхностью резания в осевом направлении.Максимум a p в первую очередь ограничен размером пластины и мощностью станка.
Другим критическим фактором при черновой обработке является крутящий момент, а при чистовой обработке – вибрация.
Ширина пропила, a e (мм)
Радиальная ширина фрезы ( a e ), задействованной в резке. Особенно важно при врезании и вибрации при фрезеровании углов, где максимальное значение , , и особенно важно.
Радиальное погружение, a e / D c
Радиальное погружение ( a e / D c ) – это ширина пропила по отношению к диаметру фрезы.
Количество эффективных режущих кромок на инструменте, z c
Для определения подачи стола ( v f ) и производительности. Это часто имеет решающее влияние на удаление стружки и стабильность работы.
Общее количество режущих кромок на инструменте, z n
Расстояние между рабочими режущими кромками, u
Для определенного диаметра фрезы вы можете выбирать между различными шагами: крупный (-L), близкий (-M), сверхмалый (-H). Знак X, добавленный к коду, обозначает версию фрезы, шаг которой немного ближе, чем ее базовая конструкция.
Дифференциальный шаг
Обозначает неравное расстояние между зубьями фрезы.Это очень эффективный способ минимизировать склонность к вибрации.
.