Формы для литья алюминия в домашних условиях: Проектирование и изготовление пресс-форм для литья алюминия под давлением
alexxlab | 20.02.2023 | 0 | Разное
Литьё металла по выплавляемым моделям на кухне
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.
Изготовление мастер-модели
Модели я печатал из PLA – самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные “кораблик” и “кубик”, к которым прилепил литники из воска от сыра.
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании – правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй – проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования – но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав – смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Их рекомендуемый состав – смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию “менее 0.25 мм” (облепливал ею модель) и “0.25-0.5 мм” (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С – так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь – но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.
Вот так выглядят формы после выплавления:
Металл
Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия – около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Плавка
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля – примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия – даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:
Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса – после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял – но решил, что это знак свыше, и больше бронзу плавить не пытался.
Я их, конечно, поменял – но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.
Вот так выглядят формы, в которые уже залит металл:
Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:
В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:
Кораблик спереди. Видны непроливы:
Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):
Выводы:
0. Всё нижеперечисленное – мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция “менее 0.5 мм” достаточна, хотя для более тонкого литья можно попытаться взять фракцию “менее 0.25 мм”.
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Как создать форму для отливки из гипса. Необходимое оборудование и материалы
Содержание
- Как создать форму для отливки из гипса. Необходимое оборудование и материалы
- Силиконовые формы для гипса на заказ. Формы и изделия на заказ
- Как сделать форму из гипса для отливки силикона. Дополнительные выпоры.
- Как сделать форму для отливки металла. Создание металлических отливок с помощью напечатанных на 3D-принтере форм из PLA
- Шаг 2: Использование метода фотограмметрии для преобразования изображений в объекты для 3D-печати
- Шаг 3: 3D-печать двух статуй из PLA для литья металла
- Шаг 4: 3D-отпечатки из PLA для литья металла
- Шаг 5: Использование песка с масляной связкой для песчаного литья по технологии Lost PLA
- Шаг 6: Литье алюминия по методу в форму, успехи и неудачи
- Шаг 7: Очистка и легкая полировка алюминиевой отливки
- Шаг 8: Сравнение статуй взятых за основу и получившихся отливок из алюминия
- Как сделать форму для отливки в домашних условиях.
 Какие еще бывают формы?
Какие еще бывают формы? - Как сделать форму для отливки свинца. Формы для выплавки свинца
 Какие еще бывают формы?
Какие еще бывают формы?Как создать форму для отливки из гипса. Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.
Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.
Опока из жесткого картона для литья из гипса
Понадобятся также:
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.
Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Силиконовые формы для гипса на заказ. Формы и изделия на заказ
Компания «ОМА» специализируется на производстве форм и изделий из силиконовых, полиуретановых систем и заливочного пластика любой формы и сложности. Преимущества литья – при маленьких временных затратах можно создать форму и изделие любой сложности.
Компания “ОМА” специализируется на изготовлении форм и готовых изделий:
- в единичном экземпляре, маленькими партиями и целыми сериями;
- различной твердости по Шору А от 10 и до 90 единиц;
- различного цвета и даже прозрачные формы и изделия.
Компания “ОМА” готова Вам предложить:
- Формы из технического силикона — для литья свечей, мыла, лепнины, которые благодаря свойствам силикона при правильном использовании позволят Вам снять до 1500 копий.
- Формы из пищевого силикона для кондитерского производства. Пищевой силикон не имеет запаха и вредных примесей, что подтверждено соответствующим сертификатом. Такие формы применяются для изготовления декора и различных элементов украшения тортов, производства шоколада и леденцов, а также отлично подходят для льда. Будь то шоколад или конфеты с собственным логотипом — это не только эстетический подарок, но и отличное решение для кондитерских, кафе, ресторана.
- Формы из силикона и полиуретана для изделий из гипса. Такие формы подходят для изготовления декоративного бетона, камня, плитки, гипса, штампов, 3D панелей и потолков.
- Из жестких полиуретанов — втулки, валики, обрезинивание колес на тележки.
- Из жидкого пластика – любые сувениры, брелоки, кораллы, макеты, игрушки, магнитики, элементы мебельного декора, ручки на ножи, всевозможные театральные декорации и бутафории – мечи, рога, шлемы и пр. Изделия из заливочного пластика очень легкий и довольно прочный, он неприхотлив в эксплуатации и весьма долговечен. Готовому изделию из жидкого пластика можно придать широкий спектр цветов и оттенков, а также покрыть под золото, бронзу, серебро или другие материалы. Такие сувениры станут неповторимой деталью любого интерьера, и будут радовать взгляд своей красотой.
- Из гипса – декоративный камень, плитку, садовые фигуры, статуэтки, магнитики для Вашего интерьера и экстерьера.
 Такие формы применяются для изготовления декора и различных элементов украшения тортов, производства шоколада и леденцов, а также отлично подходят для льда. Будь то шоколад или конфеты с собственным логотипом — это не только эстетический подарок, но и отличное решение для кондитерских, кафе, ресторана.
Такие формы применяются для изготовления декора и различных элементов украшения тортов, производства шоколада и леденцов, а также отлично подходят для льда. Будь то шоколад или конфеты с собственным логотипом — это не только эстетический подарок, но и отличное решение для кондитерских, кафе, ресторана. Такие сувениры станут неповторимой деталью любого интерьера, и будут радовать взгляд своей красотой.
Такие сувениры станут неповторимой деталью любого интерьера, и будут радовать взгляд своей красотой.Как сделать форму из гипса для отливки силикона. Дополнительные выпоры.
Кроме основного к прототипу нужно прикрепить еще и дополнительные выпоры, которые обеспечат отток воздуха из выступавших деталей и различных пазух. Проще всего их делать из толстой капроновой нити, диаметром 0,5-0,7 мм, пропитанной растворенном в бутилацетате полистиролом. После высыхания получается гибкая «проволочка», которую легко приклеить к полистироловым деталям и невозможно сломать. Ее можно рекомендовать и для изготовления выпоров для фигурок из иных материалов (только клеить трудней). Кусочки такой нити клеятся в местах возможного скопления пузырьков воздуха.
В принципе, дополнительные выпоры можно сделать и потом, прожигая раскаленной проволочкой дыры в уже готовой силиконовой форме. Но часто попасть в нужное место бывает трудно.
Но часто попасть в нужное место бывает трудно.
Дополнительные выпоры обязательно следует делать во всех сильно выступающих частях модели. Клеются дополнительные выпоры так, чтобы обеспечить отток воздуха (т.е. в сторону ног прототипа). Иногда они необходимы и на не сильно выступающих деталях (бинокль на груди, фляжка, кобура, козырек фуражки). Если фигурка с оружием – нужны несколько выпоров от выступающих частей оружия.
Обязательно нужно делать выпоры от предметов в руках прототипа (бинокль, перчатки, сигарета и т.п.). Стоит обратить внимание на подставку. Она плоская и здесь повышенная вероятность образования пузырей и непроливов. Поэтому подставка может потребовать изготовления нескольких выпоров (их можно сделать уже потом, на готовой форме по результатам пробного литья). В принципе, выпоров много не бывает. И поскольку они тонкие, то качество поверхности отливки они не портят.
Как сделать форму для отливки металла. Создание металлических отливок с помощью напечатанных на 3D-принтере форм из PLA
Я впервые экспериментировал с литьем металла в PLA формы, для этого проекта я использовал, переработанный алюминиевый лом. В прошлом я создал две формы с помощью 3D-принтера методом фотограмметрии двух статуй, с тех пор я создавал 3D-печати статуй разных размеров, но всегда хотел, чтобы они были сделаны из более прочного материала, такого как металл. Ниже приведено краткое описание этапов создания, но чтобы ознакомиться с этим методом подробнее посмотрите прикрепленное
В прошлом я создал две формы с помощью 3D-принтера методом фотограмметрии двух статуй, с тех пор я создавал 3D-печати статуй разных размеров, но всегда хотел, чтобы они были сделаны из более прочного материала, такого как металл. Ниже приведено краткое описание этапов создания, но чтобы ознакомиться с этим методом подробнее посмотрите прикрепленное
Примечание: данная статья является переводом.
Шаг 2: Использование метода фотограмметрии для преобразования изображений в объекты для 3D-печати
Я начал с использования метода фотограмметрии, сделав около 80 снимков каждого из объектов, которые я планировал отлить в металле.
Основным программным обеспечением, с которым я работал, было Autodesk ReCap Photo. После завершения этапа создания сетки и текстурирования я сделал последние штрихи, удалив дополнительные фоны и косметические исправления на поверхности объекта. Следующим шагом было загрузить файлы в программное обеспечение для 3D-печати Ultimaker Cura и протестировать несколько реальных 3D-отпечатков.
На изображениях вы можете видеть этапы подготовки фотограмметрии, как для статуи совы, так и для плачущей статуи (она же – Легенда о человеке-йоге – “Orang Malu”).
Следующим шагом было загрузить файлы в программное обеспечение для 3D-печати Ultimaker Cura и протестировать несколько реальных 3D-отпечатков.
На изображениях вы можете видеть этапы подготовки фотограмметрии, как для статуи совы, так и для плачущей статуи (она же – Легенда о человеке-йоге – “Orang Malu”).
Шаг 3: 3D-печать двух статуй из PLA для литья металла
Я решил провести эксперимент с четырьмя полыми 3D-печатными шаблонами, 2 с толщиной оболочки 2 мм и 2 с толщиной оболочки 1 мм. Я хотел поэкспериментировать, будет ли разница в алюминиевых отливках и мое предположение оказалось верным: две 2-миллиметровых алюминиевых отливки не получились, а две других с толщиной стенки в 1 мм получились гораздо более удачными, обе не идеальны, но выглядят отлично для теста с PLA. Я также узнал, что при литье в формы из PLA важно расширить 3D-печать и добавить еще 1 см основания объекта, так как PLA поднимается вверх после заливки расплавленного алюминия, и в моей отливке я потерял 1 см высоты по сравнению с оригинальной 3D-печатью.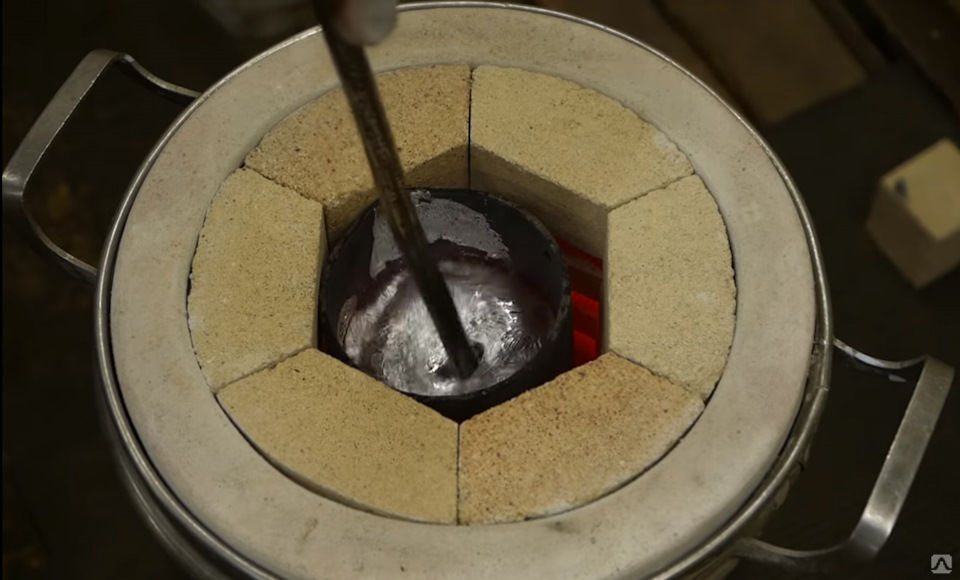
Шаг 4: 3D-отпечатки из PLA для литья металла
Я не был уверен, что печать толщиной 1 мм получится без внутренней поддержки, но, к моему удивлению, все получилось очень хорошо, я изменил настройки в Cura для толщины внешней оболочки и 0% заполнения для всех четырех форм.
Шаг 5: Использование песка с масляной связкой для песчаного литья по технологии Lost PLA
Я использовал свой очень старый, но все еще пригодный для использования Petrobond (песок пропитанный маслом) и закопал четыре 3D-фоормы в песок, затем я использовал свою мини-паяльную горелку, чтобы сделать отверстие в основании, куда должен был быть залит расплавленный алюминий, идея состояла в том, чтобы попытаться удалить часть PLA в надежде, что это уменьшит некоторые дефекты литья, поскольку PLA всплывает, при заливке расплавленного алюминия в форму.
Шаг 6: Литье алюминия по методу в форму, успехи и неудачи
Я использовал свою старую добрую печь и расплавил немного переработанного алюминиевого лома, после
дегазации и удаления примесей я залил расплавленный алюминий в четыре полости песчаной формы. После того как алюминий немного остыл, я извлек свежие отливки из песка и удивлся, что мое предположение оказалось верным, и 3D-формы толщиной 1 мм получились удачными, в то время как формы толщиной 2 мм оказалась неудачными. На изображениях вы можете увидеть разницу до того, как я немного почистил металл и слегка отполировал.
После того как алюминий немного остыл, я извлек свежие отливки из песка и удивлся, что мое предположение оказалось верным, и 3D-формы толщиной 1 мм получились удачными, в то время как формы толщиной 2 мм оказалась неудачными. На изображениях вы можете увидеть разницу до того, как я немного почистил металл и слегка отполировал.
Шаг 7: Очистка и легкая полировка алюминиевой отливки
Я использовал сабельную пилу, чтобы отрезать лишнее алюминиевое основание, и угловую шлифовальную машинку, чтобы очистить и выровнять его. После этого я слегка почистил и отполировал алюминиевую отливку.
Шаг 8: Сравнение статуй взятых за основу и получившихся отливок из алюминия
Надеюсь, вам понравилась эта инструкция, на мой взгляд итоговый результат выглядит здорово, а универсальность применения такого метода благодаря печати форм для заливки на 3D-принтере позволяет разгуляться фантазии .
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: « Подвижная фигурка штурмовика из звездных войн на 3D принтере — файлы для печати прилагаются! » и « Полное руководство по 3D-печати ».
Источник: https://interior.ru-best.com/interer-dlya-doma/iz-chego-sdelat-formu-dlya-zalivki-gipsa-kak-sdelat-silikonovuyu-formu-dlya-gipsa
Как сделать форму для отливки в домашних условиях. Какие еще бывают формы?
- Силиконовые. Контейнер делается из жесткого материала, например, ДСП или стеклопластика. Щели в контейнере исключаются, все части обечайки соединены на клей. Далее потребуется пластилин для скульптур, равномерно уложить до половины контейнера. Пластилиновая поверхность должна получиться гладкой. И вот в пластилин вдавливается модель, вокруг с помощью карандаша делаются дырочки, чтобы далее части формы не смещались. Потом измеряется объем материала – в контейнер насыпается что-то сыпучее, а далее оно же отправляется в мерную емкость. А поверхность модели нужно будет смазать разделительным составом.
- Пластиковые (формопласт). Преимущество таких форм в том, что жесткость матрицы сочетается с тонкостью стенок, они же повторяют очертания фрагментов. Эти формы не капризны в уходе, не боятся воздействия химических реагентов. Пластмассовые формы для литья изготавливаются по технологии именно горячего литья и прессовки, делается это на профессиональном оборудовании. В домашних условиях это практически невозможно.
- Резиновые. Их делают методом горячей полимеризации, строго под давлением. Формы эти изготовлены автоматизировано, то есть потребуется профессиональное оборудование. Эти формы демонстрируют высокую абразивную устойчивость, они долговечны и способны передать фактуру натурального камня фактически идеально.
- Полиуретановые. Эти формы для лепки отличает эластичность, износостойкость, они также не требуют какого-то особенного ухода, демонстрируют устойчивость к щелочам. Чтобы получить полиуретановую форму, смешивают модифицированный полимер и отвердитель. Полиуретан считается самым востребованным видом форм, который годится для литья не только из гипса, но и из бетона, цемента.
 Эти формы не капризны в уходе, не боятся воздействия химических реагентов. Пластмассовые формы для литья изготавливаются по технологии именно горячего литья и прессовки, делается это на профессиональном оборудовании. В домашних условиях это практически невозможно.
Эти формы не капризны в уходе, не боятся воздействия химических реагентов. Пластмассовые формы для литья изготавливаются по технологии именно горячего литья и прессовки, делается это на профессиональном оборудовании. В домашних условиях это практически невозможно.Источник: https://interior. ru-best.com/interer-dlya-doma/gipsovaya-forma-svoimi-rukami-process-izgotovleniya-silikonovoy-formy-i-otlivki
ru-best.com/interer-dlya-doma/gipsovaya-forma-svoimi-rukami-process-izgotovleniya-silikonovoy-formy-i-otlivki
Как сделать форму для отливки свинца. Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы.
В домашних условиях используют песок, гипс, силикон и другие материалы.
Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование.
Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:1. Собственно форма, как правило, включающая в свой состав две части.2. Плавкие или неплавкие стержни, направляющие и замки.
Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку.
После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы.
После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.
Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.
Детали можно получать, применяя различные виды материалов для изготовления форм.
Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда.
Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.
Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени.
Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут.
Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:1. Высокая точность отливок.2. Высокое качество поверхности.3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий. 4.
4.
Возможность изготовления заготовок со сложной конфигурацией.5. Высокая производительность комплекса литья под давлением.6. Низкое количество некондиционных изделий.
7.
Экономия средств и ресурсов при изготовлении крупных партий отливок.
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей.
Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.
Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца.
Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.
Область применения литья из свинца
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.
Многоразовые формы для литья алюминия – Mira Alloy Steels
Какие типы литейных форм можно использовать для алюминия?Когда дело доходит до алюминиевых форм для литья, существует довольно много доступных вариантов, однако некоторые из этих вариантов могут быть не так осуществимы для некоторых, особенно если они работают над этими проектами из дома без специального цеха или литейного цеха.
Некоторые из наиболее распространенных форм для литья алюминия включают:
Формы для литья в песчаные формы: Формы для литья в песчаные формы создаются в процессе использования песка в качестве материала формы, обычно смешанного с каким-либо связующим веществом, например, с глиной. Эта смесь остается влажной, что позволяет ей развить прочность и пластичность, что делает ее пригодной для использования в качестве формы. Коробка или «опока» удерживает песок на месте, затем в песке создается полость, и в нее заливается расплавленный металл (в нашем случае алюминий). тип формы для литья в песчаные формы, но для связывания песка используется смола. Этот процесс обеспечивает лучшую точность размеров, чем традиционное литье в песчаные формы, и отлично подходит для деталей, требующих высокой точности. Эта отливка имеет очень тонкие стенки (толщиной от 10 до 20 мм), что помогает придать ей точность.
Эта смесь остается влажной, что позволяет ей развить прочность и пластичность, что делает ее пригодной для использования в качестве формы. Коробка или «опока» удерживает песок на месте, затем в песке создается полость, и в нее заливается расплавленный металл (в нашем случае алюминий). тип формы для литья в песчаные формы, но для связывания песка используется смола. Этот процесс обеспечивает лучшую точность размеров, чем традиционное литье в песчаные формы, и отлично подходит для деталей, требующих высокой точности. Эта отливка имеет очень тонкие стенки (толщиной от 10 до 20 мм), что помогает придать ей точность.
Формы для литья под давлением : Формы для литья под давлением изготовлены из стали и отлично подходят, когда вам нужно несколько одинаковых деталей. Это универсальная форма, которая позволяет производить большое количество мелких и средних алюминиевых отливок.
Керамические формы для литья: Керамические формы для литья создаются на основе воска, который плавится при обжиге формы. Воск тает и «теряется» (процесс, известный как литье по выплавляемым моделям ). С помощью этой формы можно делать очень точные отливки.
Воск тает и «теряется» (процесс, известный как литье по выплавляемым моделям ). С помощью этой формы можно делать очень точные отливки.
Формы для литья гипса: Формы для литья гипса очень похожи на формы для литья в песчаные формы, однако их можно использовать только с цветными металлами, такими как алюминий. В гипсовых формах также используется процесс «литья по выплавляемым моделям», как и в керамических литейных формах.
Формы для литья графита: Формы для литья графита иногда классифицируют как постоянные, в зависимости от качества и производства графита. Процесс литья графита проталкивает расплавленный металл, такой как алюминий, через форму. Форма и отливка быстро охлаждаются, и получается высококачественная отливка.
Силиконовые формы для литья: Силиконовые формы для литья — это уникальный способ создания формы для литья металлов. Это очень простой способ создать форму из объекта. Силиконовые формы лучше всего использовать для металлов с низкой температурой плавления, однако для небольших отливок, таких как ювелирные изделия, можно использовать металлы с более высокой температурой плавления.
Не все формы для литья являются многоразовыми, а некоторые из них могут быть недоступны для обычного домашнего энтузиаста литья, но вот несколько вариантов, которые вы можете использовать при попытке сделать многоразовую форму для литья алюминия.
Постоянные формы для литья: Постоянные формы для литья обычно изготавливаются из таких металлов, как сталь и железо. Самое большое их преимущество в том, что они многоразовые. Недостатком является то, что создание пресс-формы будет стоить денег, потому что, вероятно, вам придется получить пресс-форму, созданную литейным цехом, механическим цехом, или иметь / создать свой собственный литейный цех (что может быть довольно сложной задачей).
Формы для литья графита: Еще одна хорошая форма для литья алюминия в домашних условиях — это формы для литья графита. По мере роста популярности домашнего литья растут и решения для дорогих и труднодоступных форм. Есть много поставщиков предметов искусства и ремесел, продающих готовые графитовые формы, а также графитовые блоки, чтобы вы могли вырезать свои собственные рисунки.
Силиконовые формы для литья: Силиконовые формы для литья алюминия могут быть чем-то вроде эксперимента. Поскольку температура плавления алюминия выше, чем у силикона, довольно часто силиконовые формы могут сгореть или разрушиться. Если вы хотите попробовать использовать силиконовую форму для алюминия, мы бы посоветовали начать с небольших форм, таких как украшения или монеты. Качество силикона, который вы используете, может играть определенную роль в определении качества отливки, которую вы будете производить.
В заключение
Литье алюминиевых металлов в домашних условиях может быть довольно захватывающим занятием. Это отличное занятие для тех, у кого в прошлом был опыт литья металлов. Если у вас нет опыта и вы хотели бы заниматься этим видом деятельности, мы рекомендуем вам учиться у кого-то, кто имеет опыт литья металлов, читать различные книги о процессе и смотреть многочисленные видео в Интернете. Расплавленный металл может быть очень опасен и может привести к серьезным несчастным случаям, поэтому важно проявить должную осмотрительность, прежде чем пытаться залить самостоятельно.
Ведущее литье из латуни, бронзы и алюминия
Ведущее литье из латуни, бронзы и алюминия | Литейные технологииОтрасли, которые обслуживают наши литейные и механические цеха
Латунное, бронзовое и алюминиевое литье с традицией качества
Если вам нужны высококачественные металлические отливки, обратитесь в компанию, доказавшую свою способность выполнять как внутреннюю механическую обработку, так и литье из латуни, бронзы и алюминия. Вертикальная интеграция наших литейных и обрабатывающих групп позволяет мгновенно реагировать в режиме реального времени на постоянно меняющуюся производственную среду. Это стратегическое преимущество позволяет Cast Technologies мгновенно реагировать на изменения требований клиентов литейного производства, сохраняя при этом высочайшие стандарты качества. Как крупнейший алюминиевый литейный завод и крупнейший латунный и бронзовый литейный завод в Иллинойсе, мы обладаем опытом и знаниями в области литья алюминия и латуни для производства отливок размером от менее одного фунта до сотен фунтов.
Литье алюминия
Мы специализируемся на методе литья алюминия в песчаные формы. Наше алюминиевое литье позволяет нам обрабатывать широкий спектр отливок. Мы предлагаем как зеленый песок, так и литье в песчаные формы без обжига. Мы проводим анализ конструкции отливки и моделируем ее собственными силами с помощью Solidworks и можем поставлять отливку в виде отливки или полностью для печати. Мы также можем обработать и испытать давление на месте.
узнать больше
Green Sand Molding Aluminium Casting
- Две автоматические формовочные машины Sinto FBO размером 20 x 24 дюйма, питающие две автоматические линии поддонов
- 14″ x 19″ Автоматическая формовочная машина Hunter HMP10, загружающая автоматическую линию поддонов
- Ручные формовочные машины Osborne 30″ x 32″ Cope & Drag, питающие ручную линию поддонов
- Три системы кранов-ковшей с дистанционным управлением ко всем четырем литейным линиям для алюминия и латуни
узнать больше
Пневматическое формование
- Всего восемь печей с двумя плавильными/разливочными печами
- Кран с дистанционным управлением и подогревом ковша
- Смеситель Kloster производительностью 300 фунтов/мин, питающий роликовый конвейер
- Смеситель Kloster производительностью 1000 фунтов/мин, питающий линию формования пола
узнать больше
Литье латуни и бронзы в песчаные формы
У нас есть возможность отливать более 30 различных свинцовых и бессвинцовых сплавов, и мы были одними из первых, кто начал лить бессвинцовую и малосвинцовую латунь. Мы вложили средства в экологическое оборудование для безопасной и ответственной заливки свинцовых материалов. Введен строгий контроль для обеспечения физического разделения ковшей и вкладышей, используемых для производства бессвинцовой латуни, и тех, которые используются для других сплавов.
Мы вложили средства в экологическое оборудование для безопасной и ответственной заливки свинцовых материалов. Введен строгий контроль для обеспечения физического разделения ковшей и вкладышей, используемых для производства бессвинцовой латуни, и тех, которые используются для других сплавов.
узнать больше
Изделия на основе меди
Почти все наши изделия на основе меди производятся в нашем литейном цехе. Заливка на всех линиях осуществляется закрытым ковшом на подвесной системе. Варианты формовки включают:
- Формовочная машина Hunter 14″ x 19″ HMP 10: это рабочая лошадка отрасли. Как и Sinto, он отличается быстрой сменой шаблонов и подачей на автоматизированную линию поддонов.
- Формовочные машины Sinto 20″ x 24″ FBO: пластины большего размера подходят для более крупных деталей, чем Hunter. Однако, как и в случае с Hunter, изменения шаблона можно выполнить быстро. У нас есть две машины Sinto, которые питают автоматизированные линии поддонов.
- Osborne 30″ x 32″ Формовочная линия Cope and Drag: Эти ручные формовочные машины с толчком/сжатием изготавливают большие формы из зеленого песка, которые подаются на ручную линию поддонов.

узнать больше
Обязательство Качества Cast Technologies:
Компания Cast Technologies стремится развивать и поддерживать компанию, уделяя особое внимание постоянному совершенствованию и инновациям, чтобы обеспечить максимально достижимый уровень качества и ценности для клиента. Показатели производительности будут задокументированы и проверены в соответствии с целями через определенные промежутки времени с целью предотвращения дефектов, уменьшения вариаций и общей выгоды для клиента, конечного пользователя и нас самих. Cast Technologies будет постоянно анализировать и понимать потребности и ожидания клиентов, а также улучшать процессы и системы для обслуживания клиентов. Будет использоваться междисциплинарный подход для удовлетворения меняющихся потребностей клиентов и оказания им помощи в установлении и достижении более высоких стандартов.