Фрезерное приспособление для токарного станка: Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
alexxlab | 28.01.2023 | 0 | Разное
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
Фрезерное приспособление значительно расширяет возможности токарного станка. Оно дает возможность выполнять фрезерование граней, делать выборки, вырезать пазы и производить шлифовку. Дополнительные устройства превращают узкоспециализированное оборудование в универсальное.
Содержание:
- 1 Какие есть фрезерные приспособления?
- 2 Разновидности и назначение
- 3 Приспособления для фрезерования и шлифовки
- 4 Дополнительные детали
- 5 Как использовать кулачковый патрон?
- 6 Советы и рекомендации
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка. Читайте также: какие бывают фрезы для фрезерного станка по металлу.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно!
При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Читайте также: токарный станок ОТ-5 описание технические характеристики
Как использовать кулачковый патрон?
Использование кулачкового патрона зависит от конструкции фрезерного устройства. В головке и приставке вращается инструмент. Патроном фиксируется деталь и проворачивается по мере обработки.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Поделиться в социальных сетях
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю.
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Инструмент, применяемый при работе на фрезерных станках
Режущий инструмент, применяемый при работе на фрезерных станках, весьма разнообразен.
1Цилиндрические фрезы используются для обработки открытых поверхностей. Зубцы располагаются на цилиндрической основе и наклонены к оси под углом 30-40%. Эти фрезы используются для комплексной обработки многоступенчатой поверхности и различных пластиков.
2Торцевые фрезы предназначены для обработки открытых поверхностей. Ось фрезы размещена под прямым углом к обрабатываемой поверхности. Зубцы расположены на цилиндрической и торцевой поверхностях фрезы. Преимуществом торцевых фрез перед цилиндрическими является большое число зубцов, что снижает вибрации и улучшает качество обработки.
Ось фрезы размещена под прямым углом к обрабатываемой поверхности. Зубцы расположены на цилиндрической и торцевой поверхностях фрезы. Преимуществом торцевых фрез перед цилиндрическими является большое число зубцов, что снижает вибрации и улучшает качество обработки.
3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.
4Дисковые фрезы используются для резки пазов, канавок, раскроя металла. Исходя из конструктивных особенностей, их можно разделить на две категории цельные и сборные.
5Угловые фрезы, по сути, это одна из разновидностей дисковых фрез. Они применяются для прорезки канавок с угловым профилем. Однако наиболее часто, угловые фрезы используют для прорезки стружечных канавок у фрез, разверток и зенкеров. Сейчас на рынке представлены четыре вида угловых фрез :правые и левые фрезы двухсторонние, симметричные и несимметричные двух угловые фрезы.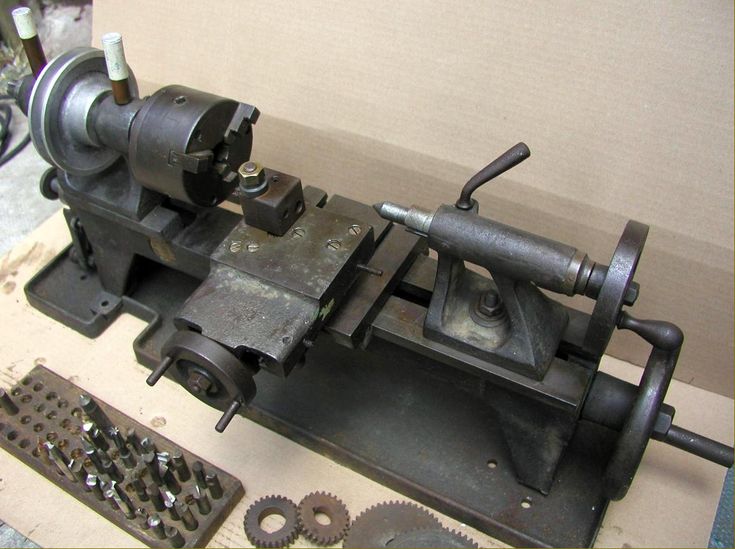 Производятся они цельнометаллическими из быстрорежущей стали.
Производятся они цельнометаллическими из быстрорежущей стали.
6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.
Его можно классифицировать следующим образом: 1. Фрезы насадные цельные. 2. Фрезы насадные составные. 3. Фрезы насадные сборные со вставными ножами. 4. Фрезы концевые (цельные).
Рис. 8. Обозначение угловой фрезы
Плоские ножи, применяемые для насадных сборных фрез, бывают односторонние или двухсторонние и имеют прямолинейные режущие кромки для плоского фрезерования или криволинейные режущие кромки для выборки профилей.
Преимущества сборных фрез заключаются в простоте, дешевизне и быстроте изготовления резцов, а также возможности сохранения постоянного диаметра окружности резания. Отрицательными качествами являются трудность заточки профильных ножей с подгонкой по шаблону, необходимость балансировки головок и менее выгодные углы резания.
Цельные фрезы по сравнению со сборными имеют ряд преимуществ. Они, как правило, обладают большим числом резцов (четыре, шесть и более), исключают необходимость балансировки, более безопасны, так как не имеют частей, которые могут вылететь из крепления во время работы, обеспечивают большую производительность и легко сменяются.
Основным недостатком цельных фрез является изменение диаметра по мере стачивания. Для заточки насадочных и концевых фрез имеются специальные заточные станки.
Улучшенные конструкции фрез
Безопасная фланцевая ножевая головка с плоскими ножами (рис. 9). Основной особенностью конструкции новой фланцевой ножевой головки в отличие от ранее применявшихся является безопасность ее эксплуатации, так как вылет ножей во время работы исключается. Одновременно обеспечивается возможность регулирования положения режущих кромок ножей во время их установки с высокой степенью точности при минимальной затрате времени.
На шпинделе фланцевая ножевая головка, состоящая из верхнего и нижнего фланцев и двух плоских ножей, крепится гайкой. Между гайкой и верхним фланцем рекомендуется устанавливать прокладочное кольцо. При затягивании гайки не следует применять большое усилие, так как в этом нет необходимости и, кроме того, усилие может привести к искривлению шпинделя станка и ненормальной его работе.
Между гайкой и верхним фланцем рекомендуется устанавливать прокладочное кольцо. При затягивании гайки не следует применять большое усилие, так как в этом нет необходимости и, кроме того, усилие может привести к искривлению шпинделя станка и ненормальной его работе.
Рис. 9. Безопасная фланцевая ножевая головка с плоскими ножами: 1 — нож, 2 — верхний фланец, 3 — прокладочное кольцо, 4, — гайка, 5 — шпиндель, 6 — стопорный винт, 7 — вилки, 8 — предохранительный винт, 9 — нижний фланец
Верхняя боковая кромка ножей выполнена в виде рейки, зубцы которой входят во впадины между витками предохранительного винта 8, препятствуют вылету их во время работы.
Между зубцами рейки и впадинами винтовой нарезки предохранительного винта необходим небольшой зазор, обеспечивающий зажим ножа в пазу верхнего фланца.
Предохранительные винты удерживаются в отверстиях верхнего фланца с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами. Нижней боковой кромкой оба ножа входят в соответствующие пазы нижнего фланца, который предохранительных винтов не имеет. Регулирование положения режущих кромок ножей при их установке достигается вращением предохранительных винтов, имеющих внутренние шестигранные отверстия под торцовый ключ. При регулировании ножи лишь слабо зажимаются между фланцами.
Регулирование положения режущих кромок ножей при их установке достигается вращением предохранительных винтов, имеющих внутренние шестигранные отверстия под торцовый ключ. При регулировании ножи лишь слабо зажимаются между фланцами.
Рис. 10. Безопасная сборная фреза
Режущая кромка ножей всегда должна выступать со стороны глухого конца отверстия для предохранительных винтов в верхнем фланце.
В зависимости от сложности профиля обрабатываемой детали применяется одно или несколько предохранительных колец с распорными втулками соответствующих размеров и формы.
Насадная цельная пазовая фреза (рис. 11) имеет шесть зубьев, из них три зуба подрезающих и три зуба зачищающих. Подрезающие зубья выступают над окружностью резания зачищающих зубьев на 0,2 мм.
Подрезатели делаются с положительным или отрицательным передним углом. Подрезающие зубья такой фрезы формируют боковые поверхности паза с двух сторон.
Работа на фрезерных станках
При фрезеровании прямолинейных кромок деталей различают три случая: 1) фрезерование прямолинейных гладких кромок под линейку; 2) отборка профиля на всю длину детали (сквозное фрезерование) ; 3) отборка профиля на определенной части длины детали (несквозное фрезерование).
Во всех трех случаях фрезерование производится по направляющей линейке. При фрезеровании гладких кромок выходную половину линейки (вторую от станочника) устанавливают в одной плоскости с режущими кромками резцов, а переднюю заглубляют от линии резания на толщину стружки.
Рис. 11. Насадная цельная пазовая фреза
При сквозном фрезеровании, когда часть ширины обрабатываемой кромки не фрезеруют, обе половинки линейки устанавливают в одной плоскости. В этом случае режущие кромки резцов выступают за линейку на глубину фрезерования. В таких случаях к направляющей линейке прикрепляют сплошную планку с прорезью для режущей части инструмента.
При несквозном фрезеровании пользуются двумя упорами. Сначала деталь, уложенную на столе под некоторым углом к направляющей линейке, упирают торцом в передний упор (перед резцами) и прижимают к ней. Затем в таком положении деталь продвигают под резцами до противоположного упора (рис. 8).
Для обеспечения безопасности работы при прямолинейном фрезеровании, особенно при фрезеровании узких деталей, обязательно следует пользоваться верхними и боковыми прижимами.
При массовой работе удобно применять подающие устройства, пристраиваемые к любому фрезерному станку. Подача в этом случае осуществляется валиками или цепью. Аппараты эти применимы только для сквозного фрезерования.
Фрезерование внешних криволинейных кромок деталей производится с (помощью шаблонов (цулаг). Шаблон-цулага служит для прочного закрепления обрабатываемой детали во время фрезерования и обеспечивает точность обработки и соответствие контуру шаблона. Для направления шаблона применяется упорное кольцо (рис. 9), надеваемое на шпиндель станка и вращающееся на нем.
При обработке шаблон с закрепленной деталью продвигается под резцами так, что кромка его все время плотно прижимается к упорному кольцу, что обеспечивает обработку детали точно по шаблону.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.

Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Лучшие производители фрез
- Набор Fit 6 штук. Отлично упакован и подойдёт для молодого мастера.
- Бита Fit 36692 аыбр мастеров при точечной обработке. Плюсом является штучное приобретение.
- Комплект КАЛИБР 0504 работа для дерева.
- Total TACSR 1121 большая функциональность.
- Комплект STAYER 2992-Н12 для мягких видов дерева.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Самодельное фрезерное приспособление для токарного станка.
aametalmaster
Зарегистрировано
- #1
Мне скучно, и на улице холодно, и я начал этот проект 2 года назад, и пришло время его закончить. Я приварил пластину толщиной 1 дюйм, а затем сделал ее квадратной с помощью моего формирователя SBL. Я сделал это, чтобы упростить роликовые подшипники для люнетов SBL, так как у меня нет фрезера или не было в то время. Основание имеет тот же конический круглый диск, что и у компаунда, и он крепится болтами точно так же. Я могу фрезеровать рычаг всего за несколько минут без каких-либо догадок, потому что все уже отцентрировано. Просто добавьте стальной блок концевой фрезы в мою цангу ER40. Зажим и начните резать. Я использовал это приспособление, чтобы вырезать несколько сложных форм из квасцов для сборщика велосипедов на улице. Я просто прикрепил квасцы к приспособлению и начал резать. Итак, вот несколько фотографий. Наслаждайтесь… Боб
Я могу фрезеровать рычаг всего за несколько минут без каких-либо догадок, потому что все уже отцентрировано. Просто добавьте стальной блок концевой фрезы в мою цангу ER40. Зажим и начните резать. Я использовал это приспособление, чтобы вырезать несколько сложных форм из квасцов для сборщика велосипедов на улице. Я просто прикрепил квасцы к приспособлению и начал резать. Итак, вот несколько фотографий. Наслаждайтесь… Боб
Посмотреть вложение 102902
Последнее редактирование модератором:
aametalmaster
Зарегистрировано
- #2
Спасибо, Дэйв. Мэр моего города сказал то же самое, когда увидел, как я этим утром использую снегоуборщик на снегу. Я взорвал все это на газон соседей, как и листья LOL … Боб
aametalmaster
Зарегистрировано
- #3
Вот еще одна картинка, это слот 3/8 дюйма. Я врезаюсь в дальний конец, затем возвращаюсь обратно… Боб
Последнее редактирование модератором:
MarkBall2
Зарегистрировано
- #4
Как насчет зуборезного приспособления, которое идет с фрезерным приспособлением?
Последнее редактирование модератором:
Джимбо
Гость форума
- #5
Mark,
Это приспособление для нарезки зубчатых колес.
Мне нравится.
Я еще не нарезал шестеренки, но это в моем списке вещей, которые нужно изучить.
Насколько точно нужно нарезать шестерни, чтобы они работали без нагрузки на другие шестерни?
А какой фрезой пользуетесь?
Джим
MarkBall2
Зарегистрировано
- #6
Я нашел эту идею после поиска в Google по запросу «нарезание зубчатого колеса на токарном станке». Я использовал одноточечный резак, чтобы нарезать шестерни после того, как понял, что не могу сделать «червячную плиту», которая будет работать.
Я использовал одноточечный резак, чтобы нарезать шестерни после того, как понял, что не могу сделать «червячную плиту», которая будет работать.
Я использовал 1/4-дюймовую круглую насадку для токарного станка из быстрорежущей стали, отшлифовал ее до формы хорошего зуба шестерни, а затем вырезал каждый отдельный зуб с помощью насадки. Показанная круговая диаграмма была создана с помощью Excel и круговой диаграммы. I просто немного взорвал, потом распечатал и приклеил на картон.Проделал дырку в центре, в качестве указки использовал кусок электрического провода 12-го калибра с заземленной точкой на нем.
много шума, потому что я не смог установить угол «отпускания» на фрезе. После того, как токарный станок проработал несколько часов, он значительно успокоился, и я вижу очень небольшой износ на других шестернях. сначала заготовку до нужного диаметра, просверлил отверстие 1/2 дюйма, затем потратил время на резку.
Самое сложное — это выровнять однолезвийную фрезу по центру просверленного отверстия. Затем, когда фреза вращалась в держателе концевой фрезы с заготовкой ниже режущего действия, я поднял фрезерную насадку, чтобы вырезать зуб. Я не продвигал поперечный салазок, он был зафиксирован на месте & таким был фартук.
Затем, когда фреза вращалась в держателе концевой фрезы с заготовкой ниже режущего действия, я поднял фрезерную насадку, чтобы вырезать зуб. Я не продвигал поперечный салазок, он был зафиксирован на месте & таким был фартук.
На другом веб-сайте у меня есть учебник о том, как я это сделал. Ссылка: http://www.shopfloortalk.com/forums/showthread.php?t=27277
Полное руководство по использованию приспособлений с ЧПУ
Обработка с ЧПУ включает множество инструментов, используемых с различными возможностями. Без надлежащего понимания может быть трудно понять, как пользоваться инструментами. Примером таких инструментов является приспособление с ЧПУ, также известное как зажимное приспособление с ЧПУ.
В этой статье в три шага будут раскрыты тайны станков с ЧПУ. Он покажет их функции и приложения. Это даст достоверную информацию о типах зажимных приспособлений с ЧПУ. Наконец, он предоставит вам дополнительную информацию о том, что нужно сделать, чтобы получить лучший дизайн приспособления с ЧПУ или использовать специальное приспособление с ЧПУ.
Лучшее определение приспособления с ЧПУ состоит в том, что оно является фактором стабильности и позиционирования. Это удерживающее устройство с широким применением, направленное на фиксацию, поддержку или правильную установку заготовки на станке с ЧПУ.
Приспособление с ЧПУ — важный инструмент, обеспечивающий соответствие и взаимозаменяемость в процессе производства. Другими словами, это способствует бесперебойной работе производства.
Вы также можете сказать, что зажимные приспособления с ЧПУ уменьшают количество усилий, прилагаемых человеком в производственном процессе. При этом многие сравнят их с джигами. Однако они разные. Кондуктор работает, чтобы направлять движение резака. Однако зажимные приспособления с ЧПУ не направляют фрезы. Они только закрепляют, поддерживают и стабилизируют заготовку в процессе производства.
Кроме того, с зажимными приспособлениями с ЧПУ инструмент перемещается вместе с заготовкой. При использовании приспособлений инструмент всегда неподвижен.
При использовании приспособлений инструмент всегда неподвижен.
Приспособление с ЧПУ имеет широкое применение в обрабатывающей промышленности везде, где применяется обработка с ЧПУ. Его функции интегрированы с типами операций ЧПУ, используемых в производственном процессе.
Используется при фрезеровании с ЧПУ, точении с ЧПУ, планировании с ЧПУ, фрезеровании пазов с ЧПУ и шлифовании с ЧПУ. Это также приведет к типам приспособлений с ЧПУ, которые мы демистифицируем ниже.
Как правило, конструкция приспособления ЧПУ отвечает за его применение:
- Позиционирование
Зажимы ЧПУ обеспечивают правильную фиксацию заготовки на станке относительно станков. Это также необходимо для того, чтобы убедиться, что поверхности машины соответствуют требованиям.
- Зажим
После позиционирования приспособление с ЧПУ прикладывает усилие к заготовке, чтобы прочно зажать ее во время любого производственного процесса.
Зажимные приспособления с ЧПУ используют эти два свойства в своих функциях. Например, позиционирование и фиксация играют важную роль в производстве в автомобильной промышленности. Там они закрепляют и направляют транспортные средства в процессе сварки и сборки.
Типы приспособлений с ЧПУКлассификация зажимных приспособлений с ЧПУ — это то, что большинство людей, знакомых с этим инструментом, не понимают. Да, это не так просто. Поскольку это не просто, новичкам сложно понять идею инструмента. Однако с этим окончательным руководством вам нечего бояться. Этот раздел познакомит вас с типами приспособлений для ЧПУ с другой точки зрения.
На основе операции обработки с ЧПУ sПри классификации на основе операций с ЧПУ существует пять типов приспособлений с ЧПУ. Ниже приведено небольшое введение в приспособления для ЧПУ.
- Токарные приспособления
Токарная обработка с ЧПУ — это операция обработки с ЧПУ, при которой части заготовки удаляются при вращении вокруг одной оси. Токарные приспособления – это приспособления с ЧПУ, которые используются во время этого процесса.
Токарные приспособления – это приспособления с ЧПУ, которые используются во время этого процесса.
- Фрезерные приспособления
Фрезерование с ЧПУ — это просто процесс резки с ЧПУ. В этом процессе компьютер направляет резак, чтобы отрезать необходимую часть заготовки. Фрезерные приспособления – это приспособления с ЧПУ, используемые в этом процессе.
- Приспособления для сверления
Сверление является популярным процессом в производственном процессе, и он более популярен при обработке с ЧПУ. Это просто означает сделать отверстие в заготовке. Приспособления с ЧПУ, используемые при сверлении с ЧПУ, называются приспособлениями для сверления с ЧПУ.
- Расточные приспособления
Растачивание с ЧПУ — это процесс обработки с ЧПУ, в котором инструмент используется для увеличения отверстий, уже просверленных с помощью сверления с ЧПУ. Приспособления, используемые в этом процессе, представляют собой расточные приспособления с ЧПУ.
- Шлифовальные приспособления
Шлифовка с ЧПУ включает удаление части заготовки с помощью шлифовального станка. Это еще один популярный процесс обработки с ЧПУ, используемый при фрезеровании с ЧПУ. Шлифовальные приспособления – это приспособления, применимые в процессах шлифования с ЧПУ.
Как правило, вы можете сделать ценный вывод о приспособлениях с ЧПУ на основе операций обработки с ЧПУ. Каждая операция обработки с ЧПУ, для которой требуется приспособление, имеет название операции. Поэтому у вас могут быть другие приспособления, такие как приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ.
В зависимости от их использованияВы можете классифицировать зажимные приспособления с ЧПУ в зависимости от их использования. Приспособления с ЧПУ в этой категории бывают пяти типов. Ниже небольшое введение в пятёрку.
- Универсальные приспособления
Универсальные приспособления с ЧПУ можно использовать на любой заготовке, легко регулируя их. Каждая часть приспособления регулируется и заменяется, чтобы соответствовать любой заготовке. Как и его название, универсальные светильники имеют очень широкую область применения.
Каждая часть приспособления регулируется и заменяется, чтобы соответствовать любой заготовке. Как и его название, универсальные светильники имеют очень широкую область применения.
- Специальные приспособления
Специальное приспособление — это приспособление с ЧПУ, идеально подходящее для конкретной заготовки. При использовании с этой конкретной заготовкой они дают массу преимуществ с точки зрения стабильности. Также есть более быстрая работа и удобство во время использования.
- Приспособления в сборе
Приспособления с ЧПУ в сборе могут возникнуть только после рассмотрения заготовки. Приспособления согласно требованию такой workpiece. Сборка осуществляется специальным методом. В зависимости от необходимости вы можете удалить или повторно использовать их, когда это необходимо.
- Модульные приспособления
Модульное приспособление легко реконструируется и реконфигурируется для соответствия любой заготовке. Они состоят из взаимозаменяемых компонентов и идеально подходят для работы со многими заготовками. Вы также можете демонтировать приспособление после завершения процесса. Модульные приспособления обеспечивают лучший и более гибкий производственный процесс.
Они состоят из взаимозаменяемых компонентов и идеально подходят для работы со многими заготовками. Вы также можете демонтировать приспособление после завершения процесса. Модульные приспособления обеспечивают лучший и более гибкий производственный процесс.
- Комбинированные светильники
Комбинированные светильники бывают разных размеров и форм. Они идеально подходят для обработки множества заготовок разного размера и формы на станках.
На основе источника питанияЭто последний процесс классификации, основанный на источнике питания приспособления с ЧПУ. Ниже приведены шесть типов приспособлений с ЧПУ в зависимости от источника питания.
- Ручной фиксатор.
- Пневматическое приспособление.
- Гидравлическое приспособление.
- Светильник электрический.
- Магнитный фиксатор.
- Вакуумное приспособление.
Использование приспособления с ЧПУ или знакомство с правильной конструкцией приспособления с ЧПУ требует понимания многих вещей. Ниже приведены некоторые вещи, которые нужно знать, если у вас уже есть приспособление с ЧПУ или вам нужно специальное приспособление с ЧПУ.
Ниже приведены некоторые вещи, которые нужно знать, если у вас уже есть приспособление с ЧПУ или вам нужно специальное приспособление с ЧПУ.
- Повышает уровень допуска
Зажимные приспособления с ЧПУ повышают точность производственных операций. Поэтому важно убедиться, что его настройка повышает точность.
- Знайте, когда следует зажимать
Способ зажима оказывает огромное влияние на качество продукции. Хотя вы можете подумать, что лучше всего хорошо зажать заготовку, не делайте этого.
- Справочник по важным поверхностям
Вам может понадобиться указать важную заготовку на инструменте, если вы цените меньшее время работы. Однако не следует ссылаться на множество поверхностей, чтобы избежать путаницы.
- Будьте экономичны
Еще один важный момент, на который следует обратить внимание при разработке специального приспособления с ЧПУ, — это экономичность. Вам нужно знать количество деталей, которые вы делаете, и количество необходимых приспособлений.
Вам нужно знать количество деталей, которые вы делаете, и количество необходимых приспособлений.
Использование станков с ЧПУ требует понимания операций и используемых инструментов. С точки зрения получения конструкции приспособления с ЧПУ или простого приспособления с ЧПУ по индивидуальному заказу, в Rapid Direct вам гарантировано лучшее.
Мы являемся производственной компанией с правильным опытом, видением и способностью создавать лучшее. Именно на это мы ориентируемся при изготовлении или проектировании приспособлений с ЧПУ для наших клиентов.
У нас есть сертификат (ISO 9001:2015), который показывает, насколько мы заботимся о желаниях наших клиентов. В нашем учреждении работают квалифицированные инженеры с авторитетным образованием и опытом, которые ответят и дадут вам предложения. Короче говоря, с нами вы можете наслаждаться лучшим дизайном приспособлений с ЧПУ или всем, что связано с обработкой с ЧПУ, по низкой цене.
Получить мгновенное предложение
ЗаключениеПриспособления с ЧПУ — важный инструмент, окруженный пеленой тайны. Однако эта статья демистифицирует этот инструмент с точки зрения его типов и функций. Пройдя его, вы поймете процесс и мелочи, необходимые для более бесперебойной работы, между тем, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Что такое приспособление с ЧПУ?
Приспособление с ЧПУ – это удерживающее устройство, широко используемое для закрепления, поддержки или правильной установки заготовки на станке с ЧПУ. Это важный инструмент, поскольку он обеспечивает соответствие и взаимозаменяемость в процессе производства.
В чем разница между зажимным приспособлением и приспособлением
Их основное различие заключается в их основных функциях, когда зажимное приспособление служит для направления движения фрезы.