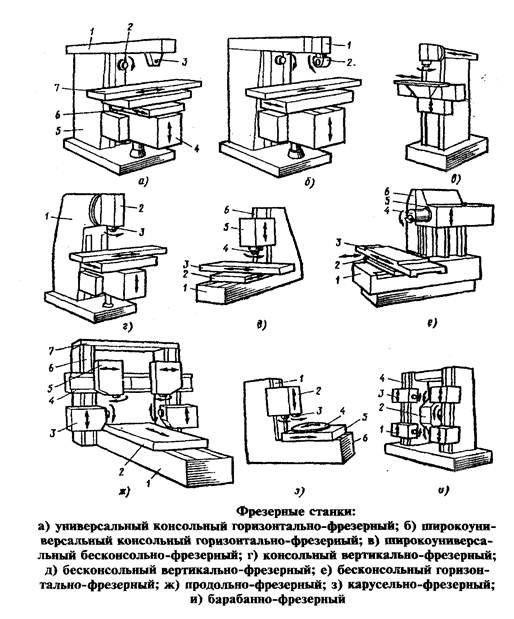
Фрезерные станки и устройства: Фрезерные станки: устройство, принцип работы, виды
alexxlab | 29.03.2018 | 0 | Разное
Фрезерные станки: устройство, принцип работы, виды
Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).

Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.

Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.

Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.

Рисунок 8. Зубофрезерный станок.
22.11.2018
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.Основные виды фрезерных станков
 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
виды и чертежи вертикально и горизонтально настроенного устройства по обработке
19.03.2020

- Что такое фрезерный станок с ЧПУ
- Особенности конструкции и устройства фрезерного станка с ЧПУ
- Принцип работы фрезерного станка с ЧПУ
- Виды фрезерных станков с ЧПУ
- Обрабатывающие центры консольного типа
- Оборудование бесконсольной конструкции
- Наладка фрезерного станка с ЧПУ
Передовое оборудование для комплексной обработки металлов, полимеров, древесины заслуживает пристального внимания. Поэтому всесторонне рассмотрим варианты конфигурации и возможности фрезерного станка с ЧПУ российского производства, а также проанализируем его виды и общие принципы наладки. Предлагаем практически полезную информацию для понимания, чем одна модель отличается от другой и для каких задач использовать ту или иную из них, а также для совершения правильного выбора и введения в эксплуатацию.
Отдельно отметим востребованность: сегодня МЕ650, МЕ850, GQ600 от ижевской компании Сармат (и их аналоги от отечественных и зарубежных брендов) находят широкое применение на передовых промышленных предприятиях. Причем они активно используются даже в связке с 3D-принтерами, что позволяет выпускать детали и составные элементы самых сложных форм.
Это устройство, также применяемое для обработки и создания заготовок путем резания, но с числовым программным управлением (в англоязычных странах распространена аббревиатура CNC). Все команды задаются заранее, выполняются и контролируются с помощью электронных устройств – оператору ничего не нужно делать вручную.
Данное решение позволяет:
- повысить производительность труда;
- исключить ошибки, вызываемые человеческим фактором.
В результате упрощается эксплуатация и улучшается точность, а значит и общее качество исполнения деталей и составных элементов.
Каждая современная модель (вроде уже упомянутых GQ600 или ME650) представляет собой обрабатывающий центр, причем мультифункциональный – токарный, гравировальный и так далее.

- Все механизмы и функциональные узлы закреплены на станине (1).
- Перемещение рабочего стола (2), где с помощью Т-образных пазов фиксируются заготовки и вспомогательные приспособления, осуществляется как вперед-назад (поперечно), так и влево-вправо (продольно) – векторы задаются направляющими (3).
- Шпиндель (4) зажимает фрезу (режущий инструмент) и обеспечивает ее вращение, причем от его виброустойчивости и жесткости напрямую зависит качество обработки. Он, в свою очередь, расположен на колонне (5), способной двигаться вверх-вниз.
- Дверца (6) открывает-закрывает доступ к зоне для выполнения запланированных операций.
- Защитные кожухи (7) оберегают оператора от подаваемой под давлением СОЖ (смазывающе-охлаждающей жидкости) и от стружки.
- Все режущие инструменты находятся в магазине барабанного типа (8), причем нужный выбирается и устанавливается в шпинделе автоматически – специальным устройством, в соответствии с заданной программой.
- Монтируемую на кронштейн стойку/пульт управления (9) можно расположить с удобством для себя.

|

|
В системах автоматизированного проектирования (AutoCAD, SolidWorks, Компас-3D и тд.)графическом редакторе (Corel Draw, AutoCAD или другом подобном) выстраивается точное векторное изображение заготовки. Затем оно с помощью CAM или CAD/CAM систем (HSMWorks,Inventor HSM, Creo Parametric и тд.) преобразуется в G-код управляющей программы и затем загружается в оперативную память оборудования., где обрабатывается программным обеспечением и переводится в G-коды, которые управляют сервомоторами или в более дешевых станках шаговыми моторами. микрошаговыми двигателями.
Есть и другой современный подход разрабатывать управляющие программы для ЧПУ. Например в Siemens возможно непосредственно на станке без CAM-системы. Это обусловлено наличием специального программного обеспечения ShopTurn, ShopMill, в котором можно легко задавать элементы детали и их обрабатывать. Точно также такая возможность есть и у других систем, например, Fanuс, Heidenhain и тд.
Далее программное обеспечение станка и УП управляют работой сервомотрами или шаговыми двигателями.
Последние, по заданному алгоритму, перемещают рабочий стол с деталью и/или шпиндель по трем осям координат, формируя траекторию движения инструмента или детали. Закрепленный в цанге режущий инструмент – конической, цилиндрической, торцевой, концевой или другой формы, цельный, сварной или сборный – раскраивает, высверливает, снимает, гравирует материал. Он сделан из гораздо более плотного металла, чем сама заготовка, поэтому фрезерная обработка на станках с ЧПУ отличается эффективностью. Производительности также способствует высокая скорость вращения механической части оборудования. Точность обеспечивается электроникой, действующей автоматически.
Все, что нужно сделать оператору – ввести с пульта соответствующую программу, а после – визуально контролировать правильность ее выполнения, глядя на панель. В том случае, если технологическая операция пойдет не по плану или возникнет аварийная ситуация, останется только произвести отключение.
Современные модели предлагают своим пользователям целую систему решений, повышающую безопасность и качество производства, но не требуют от обслуживающего персонала выдающихся знаний и умений – научиться эксплуатировать любую из них сравнительно просто.
Их классификация достаточно обширна и ведется по целому ряду ключевых параметров, но в самом общем случае они подразделяются на:
- Консольные – заготовка закрепляется на движущейся части (портале). При этом шпиндель в процессе функционирования оборудования находится в одном и том же положении.
- Бесконсольные – у них могут перемещаться оба из упомянутых выше элементов, причем стол – по двум направлениям, держатель инструмента – по разным.
По типу используемых программ выделяют:
- позиционные – координаты конечных точек четко фиксируются;
- контурные – задается уже траектория проводимой обработки;
- комбинированные – сочетают особенности двух предыдущих вариантов;
- многоконтурные – максимально широки по своему набору функций.
По решаемым задачам их классифицируют на:
- сверлильно-фрезерные станки с ЧПУ – используются для создания технологических отверстий;
- расточные – применяются для расширения посадочных мест до нужных диаметров;
- токарные – предназначены для чернового и чистового точения конических, цилиндрических, фасонных поверхностей, подрезки торцов и так далее;
- широкоуниверсальные – могут выполнять все вышеперечисленное, в том числе за счет наличия дополнительной шпиндельной головки, способной функционировать как одновременно с основной, так и раздельно.
Любой из подвидов данного оборудования бывает как настольным, так и устанавливаемым на индивидуальное основание. Кроме того, существует классификация по обрабатываемому материалу, и каждый тип здесь заслуживает более подробного рассмотрения.
Портальные и мини фрезерные станки с ЧПУ по металлу
Одни из наиболее востребованных в современной промышленности (в частности, в приборо- и машиностроении). На них сверлят, растачивают, зенкеруют детали из стали, чугуна, сплавов.
Главная их особенность – повышенная прочность режущего инструмента, ведь он обязан быть гораздо прочнее той поверхности, на которую воздействует.
Способны поддерживать все 4 варианта программ. По конструкции могут быть как с консолью (со столом, движущимся и параллельно, и перпендикулярно шпиндельной оси), так и без нее. Поддерживают высокую скорость вращения, с их использованием вполне реально добиться оптимальной точности обработки.
Существует достаточно важное подразделение по размерам. Так, настольный маленький фрезерный станок с ЧПУ по металлу может быть установлен в небольшом цеху, в частной мастерской или даже дома. Основное его преимущество в компактности – он востребован тогда, когда малая площадь не позволяет эксплуатировать оборудование помощнее. Хотя и его производительности хватит для выпуска мелкосерийных партий.
Другое дело широкоуниверсальные центры: они габаритны, поэтому обычно предназначены для крупных заводов и фабрик. Стоят они дороже, места занимают больше, но выбор в их пользу полностью оправдан. К двум шпиндельным головкам (первая – основная, вторая – дополнительная, смонтированная на хоботе, выдвижном и поворачиваемым под любым углом) можно добавить еще одну, накладную. Такое решение позволит параллельно осуществлять сразу несколько технологических операций, допустим, одновременно проводить и зенкерование, и растачивание. Производительность возрастает в 2-3 раза, оборудование быстро окупает себя.

Модели фрезерных станков с ЧПУ для заготовок из древесины
С их помощью:
- выполняют контурную раскройку;
- наносят пазы;
- проводят выборку фальцев;
- вырезают криволинейные поверхности;
- создают крупногабаритные и тонкие формы;
- добиваются отличного качества поперечного строгания.
На сравнительно высоких скоростях вращения точно обрабатывают как твердые породы (ясень, дуб, тополь, акация, бук), так и мягкие, причем деликатно – без задиров, ворсистости, выдирания волокон. Поэтому нашли самое широкое применение на мебельных комбинатах и в мастерских по производству узорных рам, резных дверных наличников, сувениров, декоративных элементов.
Фрезерно-гравировальная группа
Такое оборудование предназначено для нанесения сколь угодно сложных рельефных надписей, рисунков, изображений на поверхности различных материалов: не только металла или камня, но и древесины, пластика, стекла и даже слоновой кости.
Конструкция вполне стандартна: в механической части подвижным может быть либо стол, либо портал, деталь фиксируется или жестко, или автоматически, пневматическими прижимами, в электронной тоже нет ничего принципиально нового – микропроцессор контролирует точность хода. Ключевое отличие – в форме режущей головки, а также в твердости инструмента.
Если называть наиболее часто проводимые фрезерные работы на станках с ЧПУ, примером может выступить нанесение гравировок на мебель, на корпусы автомобилей и транспорта вообще, на ювелирные изделия. Оборудование удобное и простое в эксплуатации, отличается функциональностью, производительностью, надежностью, высоким качеством конечного результата, что и обуславливает широту его современного применения.
Главная особенность их конструкции – движущаяся несущая часть (портал, станина) при зафиксированном в одном положении шпинделе. За счет такого строения отличаются сравнительно высокой жесткостью, способствующей точности выполнения технологических операций. Наиболее популярны, разделяются на несколько подвидов, каждый из которых заслуживает рассмотрения.

Обладающие широкой универсальностью
Это и сверлильные, и токарные, и фрезерно-расточные станки с ЧПУ – сразу несколько моделей в одной, способной осуществлять все виды обработки металлов, сплавов, пластиков, древесины и других материалов. Они особенно востребованы в массовом и крупносерийном производстве, так как могут похвастать многозадачностью. У них сразу две шпиндельные головки (вторая – на выдвижном хоботе, так что ее не проблема разместить под любым углом), плюс еще одна накладная. Такое конструктивное решение позволяет быстро выпускать и/или подготавливать детали самой сложной формы – по принципу «один инструмент снимает лишний материал, другой в это же время – растачивает отверстие».
В качестве примеров такого оборудования можно привести:
- JET JMD-939GH;
- НГФ-110-Ш4+ВГФ;
- СФ-676 (675).
Отдельного внимания заслуживает просто универсальный фрезерный станок с ЧПУ, который относится немного к другой категории. В отличие от моделей с широкой функциональностью (их важно не путать), он востребован в мелкосерийном и единичном производстве, часто устанавливается в небольших мастерских и цехах. Позволяет подготавливать все поверхности, углы и пазы нетяжелых заготовок – спиралей, моделей штампов и тому подобное. Все его элементы расположены на станине, оправку с режущим инструментом поддерживает хобот с подвесками. Консоль у него перемещается вверх-вниз, стол на салазках – влево-вправо (в соответствии со шпиндельной осью), что обеспечивает высокую скорость решения задач.
В числе популярных примеров:
- XN6336C;
- Optimum MF1 Vario;
- PROMA FVV-30.
Горизонтального типа
По сфере применения, принципу функционирования и конструкции похож на универсальный: все основные узлы фрезерного станка с ЧПУ размещены на направляющей, а коробка подачи и магазин для инструментов – на портале. Ключевая разница в том, что нет поворотного устройства. Поэтому стол таких моделей может перемещаться либо только перпендикулярно шпинделю, либо только параллельно. Поэтому для выполнения операций, подразумевающих деление или винтовое движение, требуется применять дополнительные приспособления.
Остаются востребованными при подготовке фасонных и винтовых поверхностей, пазов и углов – с помощью цилиндрических и дисковых, концевых и торцевых, угловых режущих головок.
В списке востребованного сегодня оборудования:
- 6П80Г;
- НГФ-110-Ш4;
- 6М82ГБ (на базе 6М82Г).
Вертикального типа
Это может быть координатно-фрезерный станок с ЧПУ, точность программ которого сочетается с широкими возможностями. Технологичность достигается в том числе благодаря расположению шпинделя, допускающему некоторое смещение вдоль оси и небольшой поворот по горизонтали.
Еще одна особенность – оправка в виде конуса Морзе (если следовать советскому стандарту) или ISO-40 (у зарубежных брендов) для установки концевого режущего инструмента.
Принципиальное различие в том, что в данном случае могут перемещаться и стол, и шпиндельная головка, причем независимо друг от друга. Это позволяет быстрее и проще подготавливать заготовки нестандартных размеров, крупных габаритов, большой массы. Подразделяется на два подвида.

Вертикально-фрезерный станок с ЧПУ
На нем проводится резка и точение зубчатых колес, рамок, углов, пазов и подобных им деталей, выполненных из стали, чугуна, цветмета, сплавов. Так как консоль у такой модели отсутствует, стол со всеми функциональными узлами движется прямо по направляющим станины, и это при шпинделе с установочным перемещением по вертикали (который, вместе с гильзой, допустимо немного сдвигать по оси).
Преимущество такой конструкции заключается в предельной жесткости, улучшающей точность проведения технологических операций.
Классически популярными продолжают считаться следующие модели:
- 6Р12П;
- Кратон WMM-2,55;
- 6Р13.
Горизонтально-фрезерный станок с ЧПУ
По своей конфигурации похож на предыдущий тип, с той разницей, что шпиндельная головка у него расположена по горизонтали. Такое решение дает столу возможность передвигаться в трех направлениях, перпендикулярных по отношению друг к другу (по направляющим станины и стойки), но без изменения угла наклона.
На практике имеет смысл предназначать их для подготовки крупногабаритных деталей, так как, за счет жесткости, точность технологических операций сохраняется даже на высоких скоростях вращения вала. Удобны тем, что можно дополнительно оснастить их тисками, делительной головкой и другими приспособлениями для расширения спектра решаемых задач. Выпускаются многими брендами, в том числе швейцарским JET и немецкими Optimum Maschinen GmbH и Heinbohr.
Это собой целая систему действий, обязательных к выполнению и подразумевающих ручное включение механизмов и ПО, проверку их взаимодействия, использование кнопок, переключателей и тумблеров пульта управления. Проводится в 8 шагов – рассмотрим их по порядку.

Комплектование (получение) инструментов и другой технологической оснастки
Осуществляется согласно распечатке программы (карте ЕСТД ГОСТ 3 1404 74, если руководствоваться не зарубежными стандартами). Так, все задействованные режущие головки должны быть до начала проведения технологических операций оснащены вспомогательными приспособлениями (если последние вообще предусмотрены). Тогда они будут полностью готовы к монтажу в конусное шпиндельное отверстие, что позволит определить, нужна ли коррекция, еще перед стартом работы – экономия времени налицо.
Сравнение радиусов (диаметров) и длин инструментов с их расчетными значениями
Этап настройки фрезерного станка с ЧПУ, от правильности выполнения которого зависит точность размеров конечной заготовки. Необходимо измерить 2 параметра:
- Радиус фрезы (с учетом радиального биения) – прибором БВ-2013. Следует установить его хвостовик в шпиндель, зафиксировать и приступить к медленному перемещению горизонтальной каретки. Как только она коснется инструмента в крайней (наибольшей) точке, вы нашли искомую величину.
- Длина вылета – маховиком постепенно и не торопясь передвигаете другую каретку, вертикальную. Когда торец режущей кромки начнет контактировать со штифтом, получите нужную характеристику.
Дальше останется только сравнить и, если реальные цифры не совпадут со стандартными, перейти к следующему шагу (если же они будут равными, просто пропустить его).
Определение значений коррекций, связанных с размерами инструментов, запись их по видам и номерам корректоров
Каждое расхождение следует зафиксировать в документации, после чего исправить, подобрав точно подходящие параметры. Для убыстрения можно использовать оптические, а не механические приборы для сравнения – они более чувствительные.

Зарядка считывающего устройства
Нужно разместить его под технологическим пультом, а после реализовать один из двух способов:
- Бобины – длинная перфолента будет идти с первой на вторую, а затем, по окончании программы, перематываться в исходное положение специальным механизмом.
- Бесконечная лента – она склеивается концами, закладывается между ведущими барабанами, поступает в направляющий лоток, а потом – на головку считывания, и в результате прокручивается столько раз, сколько необходимо.
Ориентирование и установка приспособлений и заготовки согласно координатам исходной точки (ИТ)
Располагаете поверхности детали в правильном положении относительно нуля (начала отсчета) и осей перемещения режущей кромки.
Установка инструментов
Если их несколько и смена проводится вручную, фиксируете в шпинделе первый до старта технологической операции, а каждый последующий монтируете во время специально предназначенных для этого пауз. Если работает автоматика, достаточно обращать внимание на табло и заменять головки сразу при высвечивании соответствующей цифры.
Ввод коррекции
В случае обнаружения отклонений реальных размеров от расчетных проводится повторное программирование фрезерного станка с ЧПУ. Перфолента переписывается с поправками – другим количеством импульсов, – обеспечивающими изменения по:
- геометрии – длина вылета, диаметр, радиус;
- режиму эксплуатации – частота вращения вала, скорость подачи.
Корректировки вносятся до старта технологической операции, в исходной точке отсчета, на пульте вручную, с записью соответствующего кода, в котором указываются все подготовительные функции.
Опытная автоматическая обработка детали (нескольких заготовок при многопозиционной обработке)
Проводится для проверки правильности заданной программы. Если полученные в ее ходе размеры будут отличаться от расчетных, придется заново выполнять правки, сбрасывая в нуль предыдущую коррекцию и вводя новые уточненные значения.
Чертежи и схемы управления фрезерными станками с ЧПУ вы можете запросить у их производителей. Например, компания Сармат, выпускающая такое многофункциональное оборудование, открыта для клиентов, а ее менеджеры всегда рады развернуто проконсультировать по всем вопросам выбора моделей под нужды конкретного предприятия.
Устройство фрезерного станка
Выбор профессионального высокотехнологичного оборудования всегда сопряжён с немалыми затруднениями, так как для грамотного выполнения этой задачи необходимо хорошо представлять себе функциональные возможности конкретной модели. Для того чтобы выбрать фрезерный станок по металлу, нужно знать общее устройство оборудования этого типа, что позволит правильно определить точки внимания и приобрести наиболее подходящий для своих задач вариант.
Разновидности фрезерных станков
Исходя из конструкционных особенностей и специфики выполняемых задач, распространённые модели станков по металлу можно разделить на несколько основных категорий:
- Вертикальные фрезерные станки – характерной особенностью является шпиндель, расположенный в вертикальной плоскости. В зависимости от модели элемент может обладать некоторой свободой положения, что расширяет функциональные возможности станка.
- Горизонтальные фрезерные станки – установки этого типа предусматривают горизонтальное расположение шпинделя по отношению к обрабатываемому изделию, что накладывает ряд ограничений на сферу применения.
- Комбинированные фрезерные станки – наиболее универсальные с точки зрения спектра выполняемых задач варианты изготовления фрезерных станков. Превосходство по сравнению с аналогами достигается за счёт наличия подвижной фрезерной головки, которая может размещаться в рабочем положении вертикально или горизонтально.
Кроме того, конструкция фрезерного станка будет отличаться исходя из способа управления оборудованием, которое может осуществляться полностью вручную, в полуавтоматическом или полностью программно-управляемом режиме.

Общее устройство фрезерных станков
В зависимости от назначения, типа и конструкции фрезерного станка оборудование этого типа может включать в себя следующие элементы и модули:
- Основание – технологически простая в изготовлении, но важная деталь любой установки, предназначенная для установки станины. Элемент включает в себя резервуар для охлаждающей жидкости.
- Станина – важный элемент, на который крепится большинство других модулей и элементов станка.
- Ползун (хобот) – элемент присутствует в конструкции универсальных и горизонтальных станков. Предназначен для установки оправки.
- Консоль – монтируется на вертикальных направляющих.
- Стол – один из ключевых элементов фрезерной установки, обладающий некоторой свободой перемещения и выступающий в качестве основы для монтажа других узлов.
- Шпиндель – служит для передачи вращения от мотора к непосредственно режущему инструменту.
- Электродвигатель – преобразует электрическую энергию во вращательное движение, благодаря чему и производится обработка заготовки.
Более подробно ознакомиться с вопросом и выбрать фрезерный станок высокого качества от европейского производителя можно на сайте компании Булстан, которая является официальным дилером завода Arsenal и других предприятий производящих высококачественное металлообрабатывающее оборудования.
Назначение и классификация фрезерных станков

Назначение фрезерных станков и основные типы фрез
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.

Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Табл. 1.
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение – коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
|
Поколение (буквенное обозначение) |
Типоразмер | Год | Модель |
|---|---|---|---|
| – | 2 | 1932 | 682 |
| Б | 0 | ||
| 1 | |||
| 2 | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | |||
| К | 0 | ||
| 1 | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| Н | 0 | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| М | 0 | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| Р | 0 | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | 1973 | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | |
| 2 | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| Т | 0 | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | 1973 | 6Т11, 6Т11П | |
| 2 | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| Д | 0 | 1987 | 6Д10, 6ДМ80Ш |
| 1 | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | 1987 | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | |
| 3 | 6ДМ83Ш |
Табл. 2.
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Источник: Фрезерные станки А. Г. Ничков
Фрезерные станки по металлу: классификация, типы, видео Фрезерный станок по металлу
Процесс обработки металлических заготовок, при котором режущий инструмент выполняет вращательное движение, а заготовка, закрепленная на столе, возвратно-поступательное, получил название фрезерование. Станки, которые могут использоваться с учетом приведенных условий обработки, называют фрезерными. Официально принято считать, что первый фрезерный станок по металлу был изобретен в 1818 году. Эли Уитни первый получил патент на изобретение, которое стало основой для создания целой группы в сфере металлообработки.
 Фрезерный станок по металлу
Фрезерный станок по металлуОсобенности фрезерной группы станков
Одной из классификаций металлорежущих станков стал вид обработки. Процесс фрезерования существенно отличается от проводимых операций на токарном станке. К особенностям группы относится следующее:
- Основной режущий инструмент – фреза. Она может быть различных видов, что оказывает влияние на возможность фрезерования определенных поверхностей.
- Обработке могут придаваться заготовки, которые имеют плоские и фасонные поверхности или являются телом вращения.
- К основной отличительной черте группы можно отнести то, что заготовка закреплена на столе и выполняет возвратно-поступательное движение, а фреза закреплена в шпинделе и вращается.
Рассматриваемая группа получила большое распространение не только в машиностроении, как токарные, но и в других областях промышленности.
Классификация
Учитывая особенности фрезерования, существует довольно большое количество разновидностей фрезерных станков по металлу. При этом классификация проведена по различным конструкционным особенностям: расположению шпинделя и стола, их особенностям и так далее.

Классификация станков
Первый тип – консольно-фрезерные. Представители этой группы отличаются от других наличием консоли, которая является основанием для стола. На консоли крепятся салазки, по которым и движется стол при фрезеровании. К первому типу относятся:
- Горизонтально-фрезерные консольные с неповоротным столом – эта группа была наиболее распространенной на момент существования СССР. К ее особенностям можно отнести простоту конструкции, горизонтальное расположение шпинделя и возможность фрезерования одной поверхности без перестановки заготовки или смены режущего инструмента.
- Горизонтально-фрезерные консольные с поворотным столом или универсальные. Перебазирование заготовки или смена инструмента занимает довольно много времени, также усложняет процесс с технологической точки зрения. Именно поэтому был придуман поворотный стол, который позволяет с одного базирования проводить обработку сразу нескольких поверхностей.
- Вертикально-фрезерные коносльные – также получили большое распространение благодаря простоте конструкции. Они схожи со сверлильными станками и многие представители этой группы могут проводить сверление, растачивание, зенкирование.
- Широкоуниверсальный фрезерный станок. Представители этой группы несколько отличаются от вертикально-фрезерных вариантов исполнения. Главное отличие – наличие еще дополнительной шпиндельной головки, которая расположена на хоботе. Этот выдвижной хобот крепится таким образом, чтобы можно было проводить съем материала под различным углом в двух выбранных плоскостях. При этом возможно использовать два шпинделя одновременно или поочередно. Широкоуниверсальный фрезерный станок может использоваться для фрезерования, сверления, растачивания и зенкирования.
Следующий тип – вертикально-фрезерные с крестовым столом или бесконсольные. Название группы говорит о том, что у станков, входящих в нее, отсутствует консоль. В качестве основания может служить бетонная плита или пол. Особенности конструкции позволяют обрабатывать громоздкие, тяжелые заготовки.
Продольно-фрезерные используются для фрезерования базовых, корпусных заготовок. При использовании определенного режущего инструмента возможно фрезерование вертикальных, горизонтальных или наклонных поверхностей. Продольный тип получил широкое применение в сферах, где фрезерованию подвергаются заготовки большой длины. Это связано с продольно расположенным вытянутым столом. Тип продольно-фрезерных станков делится на следующие классы:
- одностоечные;
- двухстоечные;
Фрезерные станки непрерывного действия отличаются от остальных тем, что установка и перебазирование детали проводится без остановки станка. Используются при производстве большой партии деталей. Группа подразделяется на следующие классы:
- Карусельно-фрезерные оборудованы столом, который напоминает карусель. Его особенностью можно назвать возможность непрерывной черновой и чистовой обработки.
- Барабанно-фрезерные позволяют обрабатывать деталь с двух сторон черновым и чистовым фрезерованием. Используются в массовом производстве и весь процесс обработки автоматизирован.
Копировально-фрезерные станки используются для образования пазов на деталях. Предназначение – фрезерование профилей или рельефов. Для автоматизации работы используют специальные шаблоны, которые определяют форму поверхности детали после металлообработки.

Копировально-фрезерный станок
Шпоночно-фрезерные станки применяются для создания шпоночных канавок на заготовках цилиндрической и другой формы. По принципу работы подразделяются на следующие классы:
- Обработка ведется вертикальным фрезерованием, глубина врезания соответствует нужной глубине канавки с учетом чистовой фрезерования, после врезания происходит продольная подача на длину канавки.
- Использование многократного возвратно-поступательного движения в вертикальном положении с постоянным перемещением фрезы по длине канавки.
- Использование эксцентрично установленной фрезы или использование метода осциллирующего движения режущего инструмента.

Шпоночно-фрезерный станок
Торцефрезерные станки используются для подрезания торцов и их чистовой обработки при условиях крупносерийного производства.

Торцефрезерный станок
Специализированные фрезерные станки по металлу включают в себя все разновидности металлообрабатывающего оборудования, в котором в качестве режущего инструмента используется фреза. Изготавливаются для создания определенных деталей в крупносерийном производстве. К ним относятся резьбофрезерные, зубо-фрезерные и другие разновидности станков.
Кроме этого, рассматриваемая группа также подразделяется на варианты с Числовым Программным Управлением (ЧПУ) и с механическо-электрическим приводом.
Как определить группу станка и его назначение?
Определить тип фрезерного станка можно обратив внимание на расположение шпинделя, тип стола и принцип его крепления, наличие вспомогательных элементов. Однако в некоторых случаях довольно сложно определить его класс и в этом случае нужно ознакомиться со спецификацией, которую часто наносят в виде таблички на станину. Популярными моделями ранее считались 682, 6Н82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.
вертикальный станок, горизонтальный и прочие разновидности
 Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Все возможности фрезерного станка расширяются при помощи этих дополнений:
- универсальной, долбежной или вертикальной головки;
- круглого разделительного стола;
- универсального делительного аппарата;
- устройство для нарезки гребенок.
Теперь остановимся подробней на определенном виде фрезерных станков.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
 В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Сверлильные агрегаты
 Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Универсально-фрезерные
В малосерийном производстве для изготовления деталей методом фрезерования применяют этот вид. В ремонтно-механических небольших мастерских, а также в инструментальных цехах.
Вместе с основными узлами, шпиндельный узел и коробка скоростей, находятся внутри станины. Консоль двигается по вертикальным направляющим, а по консольным направляющим двигаются салазки с поворотным механизмом, на котором размещается особый стол, который двигается в горизонтальной плоскости с разнообразными углами относительно шпиндельной оси. С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки. С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
 сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Обрабатывающие центры с ЧПУ
 В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
Детали фрезерного станка и их функции
Основные детали фрезерования Машина дана:
Основа машины серый чугунное литье точно обрабатывается на его верхней и нижней поверхностях и служит член фонда для всех остальных частей, которые опираются на него. Он несет колонна на одном конце. В некоторых машинах бейдж выдолблен и работает как резервуар для смазочно-охлаждающей жидкости.
Колонна основная поддерживающая рамка установлена вертикально на баж.Колонна коробчатой формы. Сильно ребристый внутри и дома все приводные механизмы для подачи шпинделя и стола. Передняя вертикальная поверхность колонны точно обработана и имеет с ласточкиным хвостом направляющими способами поддержки колена. Вершина колонны закончена держать за руку, которая простирается наружу в передней части машины.
Колено жесткое серого утюга литье, которое скользит вверх и вниз по вертикальному пути грани колонны. регулировка высоты осуществляется с помощью подъемного винта на основании, которое также поддерживает колено.В колене находится механизм подачи стола, а в различные элементы управления, чтобы управлять им. Верхняя поверхность колена образует скользящий путь для седло для обеспечения поперечного перемещения стола.
Седло расположено сверху колена, которое скользит по направляющим, установленным точно под углом 90 к лицевой стороне колонны. Винт поперечной подачи в верхней части колена входит в зацепление с гайкой нижней части Седло, чтобы переместить его горизонтально, рукой или силой, чтобы применить поперечную подачу. Вершина Седло аккуратно обработано для обеспечения направляющих путей к столу.
Стол отдыха на путях на седло и продольно продвигается. Вершина стола точно закончена и Т-образные пазы предназначены для закрепления работы и других приспособлений на ней. Свинец винт под столом зацепляет гайку на седле для перемещения стола горизонтально рукой или силой. Продольное перемещение стола может быть ограничивается фиксацией поездки собаки на стороне стола. В универсальных машинах, стол также может быть повернут горизонтально. Для этого таблица установлен на круглом каркасе, который в свою очередь установлен на седле. круговая пластинка градуируется по степени.
Свисающий рычаг установлен на верх колонны выходит за границу колонны и служит опорой подшипника может быть предоставлен ближе к резцу. Может быть более одной опоры подшипника предусмотрено для беседки.
Передняя распорка – это дополнительная опора, которая устанавливается между колено и плечо для обеспечения дополнительной жесткости к оправке и колену. передняя скоба имеет прорези для регулировки высоты колена по отношению к над рукой.
шпиндель
шпинделя станка находится в верхней части колонны и получает питание от двигателя через ремни, шестерни и сцепления и передать его в беседку переднего конца шпиндель просто проецируется с лицевой стороны колонны, и он снабжен коническое отверстие, в которое могут быть вставлены различные режущие инструменты и оправки. Точность обработки металла резцом зависит, прежде всего, от точности, прочность и жесткость шпинделя.
Беседка
Беседка считается продолжением шпинделя станка, на котором резцы надежно установлены и вращаются. Беседки изготавливаются с коническими хвостовиками для правильного выравнивания со шпинделями станка, имеющими конус дыра в носу. Конический хвостовик беседки соответствует конусу Морзе или Самовосстанавливающийся конус, значение которого составляет 7:24. Беседка может поддерживаться на самом дальнем конце от нависающей руки или может быть консольного типа, который называется заглушка.
станок | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формовки или формирования деталей из металла или других материалов. Формирование осуществляется четырьмя основными способами: (1) путем вырезания из детали лишнего материала в виде стружки; (2) срезая материал; (3) путем сжатия металлических частей до желаемой формы; и (4) применяя к материалу электричество, ультразвук или едкие химические вещества. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не обрабатываемых старыми методами.
сверлильный станок сверлильный станок. PlbcrСтанки, которые формируют детали путем удаления металлической стружки из заготовки, включают токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодное формование металлических деталей, таких как кухонная утварь, автомобильные кузова и аналогичные предметы, выполняется на штамповочных прессах, в то время как горячее формование каленых заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формируют детали с допуском плюс или минус одна десятитысячная дюйма (0.0025 мм). В особых случаях прецизионные притирочные станки могут производить детали с точностью до плюс-минус двух миллионных долей (0,00005 миллиметра). Из-за точных требований к размерам деталей и значительных сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18-го века для резки и придания формы материалам для производства таких товаров, как кухонные принадлежности, вагоны, корабли, мебель и другие изделия, использовались ручные инструменты.После появления парового двигателя материальные товары производились на механических машинах, которые могли изготавливаться только станками. Станки (способные производить точные детали в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской.Подпишитесь сегодняСамые ранние паровые двигатели страдали от неточности ранних станков, и большие литые цилиндры двигателей часто были неточно утомлены машинами, приводимыми в движение водяными колесами, и первоначально предназначались для обработки пушек. В течение 50 лет с момента появления первых паровых двигателей были разработаны и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки тяжелых металлических деталей. Некоторые из них были приспособлениями более ранних деревообрабатывающих станков; металлический токарный станок, полученный из токарных станков, которые использовались во Франции еще в 16 веке.В 1775 году Джон Уилкинсон из Англии построил высокоточный станок для расточки цилиндров двигателя. В 1797 году Генри Модсли, тоже из Англии и один из величайших изобретательных гениев своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Maudslay был ходовой винт для привода каретки. Приспособленный к шпинделю токарного станка, ведущий винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил его токарным станком 28 сменными шестернями, которые нарезали резьбу с различными шагами, контролируя отношение скорости ходового винта к скорости шпинделя.
Формирователь был изобретен Джеймсом Насмитом, который работал в магазине Генри Модсли в Лондоне. В станке Насмита заготовка может быть прикреплена горизонтально к столу и обработана резцом с помощью возвратно-поступательного движения, чтобы выровнять небольшие поверхности, прорезать пазы или обработать другие прямые поверхности. Несколько лет спустя, в 1839 году, Насмит изобрел паровой молот для ковки тяжелых деталей. Другой ученик Модсли, Джозеф Витворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всего пространства, посвященного станкам.
Великобритания пыталась удержать лидерство в развитии станкостроения, запретив экспорт, но эта попытка была обречена на промышленное развитие в других местах. Британские инструменты экспортировались в континентальную Европу и в Соединенные Штаты, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них следует отметить фрезерный станок, изобретенный Эли Уитни, который был произведен в Соединенных Штатах в 1818 году и использовался Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж.Р. Браун из США и был использован для резки спиральных канавок в спиральных сверлах. Станок с револьверной головкой, также разработанный в Соединенных Штатах в середине 19-го века, был полностью автоматическим в некоторых операциях, таких как изготовление винтов, и он предвосхитил важные события 20-го века. Различные зуборезные машины достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз разработал формирователь зубчатых колес, который мог быстро крутить практически любой тип зубчатых колес.
Производство искусственных абразивов в конце 19 века открыло новую область станков – шлифовальных станков.C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовальной машины, создав такую, которая могла бы размолоть коленчатый вал автомобиля за 15 минут – процесс, который раньше занимал пять часов.
К концу 19-го века произошла полная революция в обработке и обработке металлов, которая создала основу для массового производства и индустриального общества. В 20-м веке были представлены многочисленные усовершенствования станков, такие как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционные методы, такие как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.
Характеристики станка
Все станки должны иметь приспособления для удержания и крепления инструмента и средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и работой называется скоростью резания; Скорость, с которой необработанный материал входит в контакт с инструментом, называется движением подачи. Средства должны быть предоставлены для того и другого.
Поскольку перегретый инструмент может потерять свою режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига изменяется в зависимости от материала, подлежащего резке, и материал инструмента изменяется с учетом его устойчивости к высоким температурам, оптимальная скорость резки зависит как от материала, который режется, так и от материала режущего инструмента. На это также влияет жесткость станка, форма заготовки и глубина резания.
Металлорежущий инструмент классифицируется как одна точка или несколько точек. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или расточки. Токарные и расточные работы выполняются на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромок и включают в себя фрезы, сверла и протяжки.
Существует два типа операций; либо инструмент движется по прямому пути к неподвижной заготовке, как на формирователе, либо заготовка движется к неподвижному инструменту, как на строгальном станке.Необходимо предусмотреть разгрузочные или зазорные углы, чтобы поверхность инструмента ниже режущей кромки не терлась о заготовку. На режущих инструментах часто предусмотрены углы граблей, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.