Фрезерование металла: Фрезерование металла: основные методы, типы фрез
alexxlab | 02.05.2023 | 0 | Разное
Фрезерование металла: основные методы, типы фрез
- Главная >
- Блог >
- Фрезерование металла: основные методы, типы фрез
14.09.2022
Механическая обработка
Время чтения: 8 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- История обработки металла фрезерованием
- Сферы применения технологии фрезерования
- Основные способы фрезерования металла
- Основные типы фрез
- Этапы фрезерования металла
- Возможные проблемы при фрезеровании металла и пути их решения
Фрезерование металла – один из наиболее распространенных способов обработки металлических изделий.
Фрезерование классифицируется по типу применяемых фрез, направлению работы резца, виду станков и т. д. Наиболее современными методами считается фрезерование на станках с ЧПУ и обработка металла с помощью лазера. Подробнее о разных видах фрезерования металла вы узнаете из нашего материала.
История обработки металла фрезерованием
Под фрезерованием металла понимается обработка материала с помощью фрезы с целью создания фасонных и плоских изделий. Впервые данная методика появилась в Китае во второй половине XVII века. Конечно же, в то время еще не было никаких механизированных приводов.
Вместо металлической станины использовалась плита из камня, а оборудование приводилось в движение при помощи мулов, точнее, их мускульной силы.
На рубеже XVIII-XIX веков в промышленности стран Европы появился более совершенный вариант.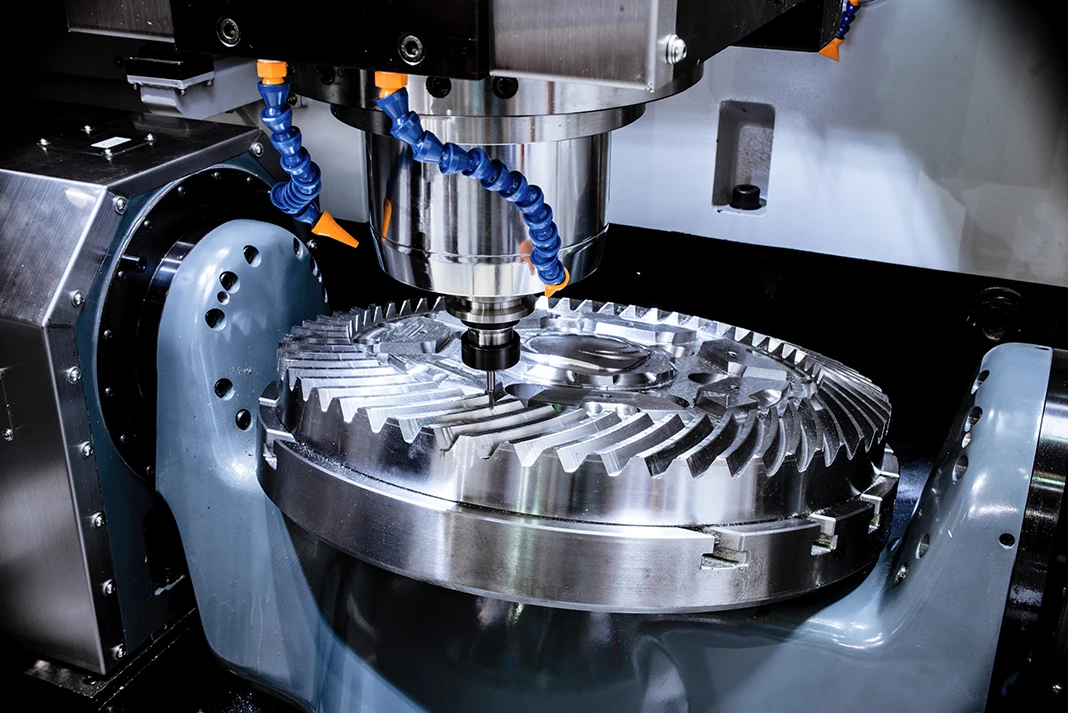
Тогда для передачи основного вращательного движения использовали плоский ремень. Зубчатое колесо, расположенное около шкива, было посажено на оправку, на которой крепился резец. Данный аппарат позволял обрабатывать только плоские детали, фреза в нем двигалась по вертикали.
После того как обработка металлов фрезерованием показала свою эффективность во время изготовления оружия, ее начали использовать и в гражданской промышленности. Первое, что стали производить – это гайки. С помощью станка, который был создан в Америке, делались внутренние отверстия и грани.
Через 20 лет на смену деревянному агрегату пришел стальной, созданный компанией Линкольн. Мало того, что некоторые запчасти удалось сделать более миниатюрными, так еще и долговечность механизма увеличилась. Кроме того, появилась возможность обрабатывать более массивные изделия и прочные сплавы, а в конструкцию встроили ходовой винт с маховиком.
Кроме того, появилась возможность обрабатывать более массивные изделия и прочные сплавы, а в конструкцию встроили ходовой винт с маховиком.
Именно с тех пор и используется ручное фрезерование металла, когда механик вручную осуществляет крепление, выбор сверла, наладку, перемещение и т. д. Однако человеческий фактор никто не отменял, поэтому возможны частые ошибки, сбои, простои, поломки, дефекты и брак. Сложнее всего было обрабатывать криволинейные поверхности, поскольку они требовали особенно тщательного вытачивания.
С автоматизацией процесса начали появляться пульты цифрового и числового управления, что является уже более совершенным. Фрезерование металла с ЧПУ позволяет осуществлять резку с очень высокой точностью, поскольку все параметры, включая скорость, режим, перемещение фрезы во всех возможных плоскостях задаются самим программным обеспечением.
Сферы применения технологии фрезерования
Для того чтобы фрезеровка деталей была выполнена более точно, в каждом случае используются различные виды фрез. Несмотря на то, что обрабатываться могут практически любые материалы, чаще всего это все же металл.
Несмотря на то, что обрабатываться могут практически любые материалы, чаще всего это все же металл.
Благодаря современным станкам, которые оснащены системами с ЧПУ, количество брака значительно сокращается. А числовые программы позволяют значительно упростить управление. Сегодня заготовки делаются с максимальной точностью и минимальным количеством брака, а все потому, что фреза заменена на лезвие.
С помощью фрезерования металла на станках с ЧПУ можно делать следующее: отрезку, шлифование, гравировку, наносить специальные узоры, осуществлять токарные и другие работы, относящиеся к различным видам деятельности. В процессе используется несколько режущих многозубчатых фрез, причем в зависимости от их крепления в станке определяется тип работы (горизонтальный, вертикальный).
Нужно сказать, что фрезерование может производиться и под определенным углом, для чего нож устанавливается в соответствующем направлении.
Способов обработки существует несколько, выбор зависит от вида продукции, которая ей подвергается.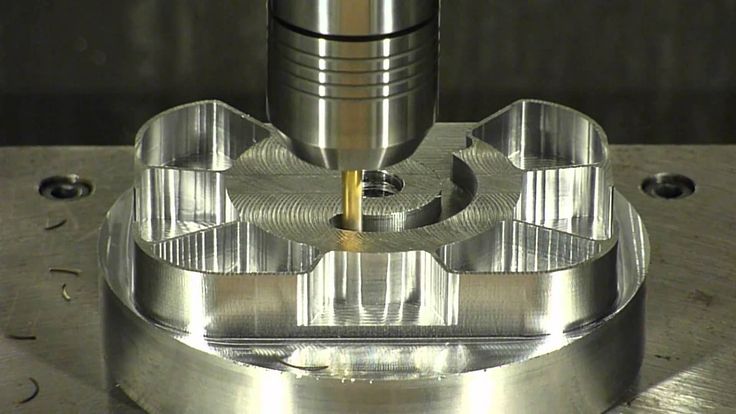 В работе используются различные фрезы, например, торцевые, цилиндрические, зубчатые, концевые, фасонные и более сложные.
В работе используются различные фрезы, например, торцевые, цилиндрические, зубчатые, концевые, фасонные и более сложные.
Фрезерование может быть применено в различных сферах: в машиностроении, металлообработке, деревообработке, ювелирном производстве, а также архитектуре и дизайне.
Данный вид обработки используется в отношении металлов различной плотности. В каждом отдельном случае выбирается своя фреза. Так, для фрезерования листового металла используются цилиндрические типы, а торцевые – для несимметричных схем резания.
То есть если необходимо обработать детали, имеющие правильную форму, то есть прямоугольную, квадратную и т. д., применяются два вышеуказанных способа. Одинаковое профильное изделие может быть сделано цилиндрической фрезой и с торца.
Наиболее популярным сегодня является фрезерование алюминия, а все потому, что данный металл используется во многих областях, например, в интерьере, эксклюзивном дизайне, изготовлении рекламных элементов, операторской техники и т. д.
д.
Его широкое использование обусловлено тем, что он обладает легкостью, прочностью, а также низкой температурой плавления. Кроме того, из него легко можно вырезать любую деталь.
С помощью данного вида фрезерования, которое осуществляется на современных высокотехнологических станках, можно наносить надписи, узоры, рельефность и т. д. на сувенирные изделия, кухонную и маркетинговую продукцию. При этом они отличаются правильной формой, габаритами, идеальными краями и отсутствием заусенцев.
2 вида фрезерования металла
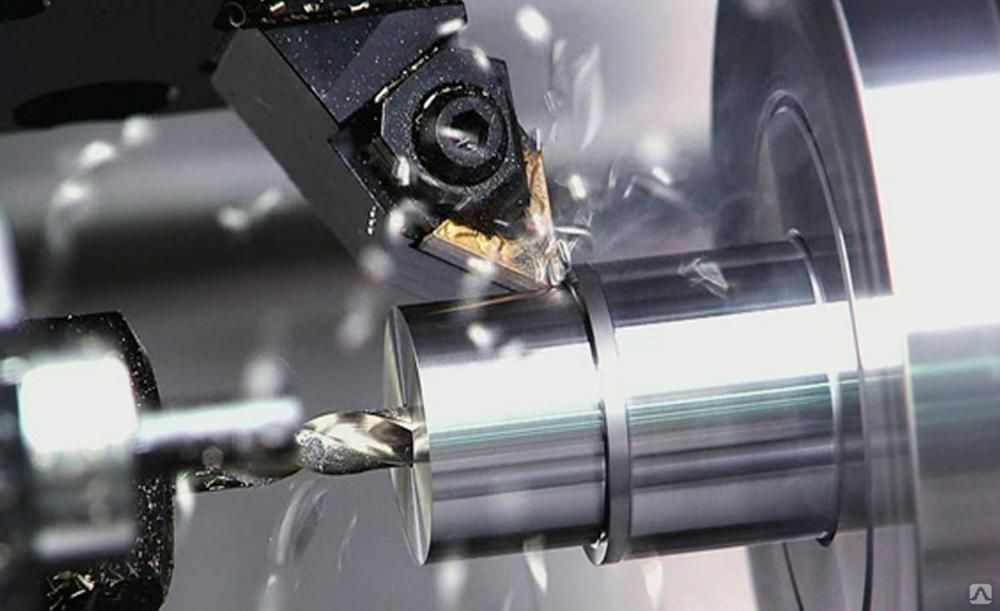
Методы фрезерования металла отличаются направлением подачи материала во время обработки. К примеру, при первичной обдирочной отделке металла либо заготовок, изготовленных из твердых сплавов, используется, как правило, встречная фрезеровка.
Что касается попутной методики, то она применяется в отношении мягких металлов или для чистовой, получистовой обработки. Нужно сказать, что эти способы имеют свои плюсы и минусы, которые и определяют их популярность.
Попутное фрезерование
Данная технология предполагает вращение режущей оснастки в том же направлении, в котором поступает заготовка. Именно поэтому данный способ обладает следующими плюсами:
- деформация детали практически исключается, а все потому, что нет необходимости в ее сильной фиксации к столу, поскольку заготовка прочно удерживается на станине под действием инерционных сил;
- шероховатость на поверхности после обработки минимальная, поскольку снятие припуска происходит очень плавно;
- режущая кромка фрезы затупляется медленнее, а значит, и износ ее незначительный;
- отведение стружки происходит быстрее и не требует использования дополнительных приспособлений и инструментов.
Помимо довольно большого количества преимуществ, данная технология имеет и недостатки. Например, ее нельзя использовать в отношении металлов, которые содержат большое количество твердых включений. Грубую поверхность перед обработкой необходимо подготовить.
Кроме того, во время попутной фрезеровки присутствует довольно сильная вибрация, избавиться от которой можно только путем использования станка с высокой жесткостью.
Встречная технология
Данный тип фрезерования отличается от предыдущего тем, что здесь режущий инструмент движется навстречу заготовке. Это позволяет не только повысить производительность, но обеспечить:
- минимальную нагрузку на механизм, благодаря чему рабочий ресурс значительно увеличивается;
- равномерное и мягкое воздействие на металл во время обработки, что позволяет увеличивать глубину реза постепенно, не отклоняясь от допустимых параметров;
- обработку без вибраций, причем даже металла, обладающего грубой шероховатой поверхностью.
Что касается недостатков, то к ним можно отнести необходимость надежной фиксации заготовки, поскольку сила резки частично направлена на отрыв от станины шаблона. Еще к минусам относится плохое отхождение стружки, в результате чего она может попадать в зону резки, а также быстрый износ фрезы.
Основные типы фрез
По типу режущей оснастки, используемой во время обработки, способы и виды фрезерования классифицируются следующим образом:
- Торцевое – обработка, которая осуществляется с помощью соответствующей фрезы (торцевой), схожей со сверлом небольшой длины и увеличенного диаметра, с расположенными по торцевой окружности резцами (5 и более), закрепленными с разным шагом и одинаковой глубиной посадки.
С помощью данной оснастки производится формирование подсечек, канавок, колодцев, окошек, более точных габаритов заготовки, а также обратная фрезеровка и срезание торцов.
- Цилиндрическое – используется для корректировки высоты граней (длинных и коротких), например, ребер швеллера. Работа осуществляется с помощью винтовой фрезы в виде горизонтального валика, которая имеет универсальное назначение, либо оснасткой с прямыми зубьями, предназначенной для обработки прямых поверхностей.
- Дисковое – используется для формирования продольных канавок при помощи фрезы, которая напоминает режущую часть дисковой пилы.
- Угловое – для фрезерования металла используется инструмент, который состоит из двух соединенных вместе усеченных конусов. В данном случае угол его и наклона канавки на изделии совпадают.
Что касается оснастки, то она либо полностью сделана из быстрорежущей стали, либо дополняется вставными резцами, изготовленными из победитового сплава (применяется для резки очень прочных металлов).
- Концевое – с его помощью делаются уступы необходимого размера в вертикальной или горизонтальной плоскости.
- Фасонное – без данного вида фрезеровки металла невозможно изготовить изделия, имеющие нестандартную форму. Для работы используется оснастка с затылованными зубьями либо остроконечные фрезы со сложным профилем, имеющие по внутренней стороне острый край.
Нужно сказать, что это далеко не все типы фрез, которые используются во время обработки металла. Есть также и корончатые, которые применяются для того, чтобы получать крупные отверстия, червячные – для обработки материала несколькими режущими кромками одновременно и т. д.
Есть также и корончатые, которые применяются для того, чтобы получать крупные отверстия, червячные – для обработки материала несколькими режущими кромками одновременно и т. д.
Кроме того, на оборудовании, оснащенном ЧПУ, есть возможность осуществлять и лазерное фрезерование металла, где вместо режущего инструмента используется лазер.
Этапы фрезерования металла
Для того чтобы получить качественное изделие после фрезерования, независимо от того, из какого материала оно изготавливается, нужно обратить внимание не только на заготовку, но и на соблюдение технологии обработки, которая состоит из определенных этапов:
- Подготовительная стадия, когда происходит установка режущего инструмента на шпинделе и фиксация заготовки на столе станка.
- Следующим шагом является настройка параметров, которая включает установку скорости вращения режущей оснастки, глубину срезания металла за один проход, плавность подачи заготовки и направления ее движения.
- Далее происходит запуск вращения режущей части на небольшой скорости, чтобы соприкосновение фрезы с обрабатываемым материалом было незначительным. Благодаря этому обеспечивается безопасность процесса, а также проверка необходимой глубины реза. После этого шпиндель возвращается в исходное положение и при необходимости производится корректировка параметров.
- Электродвигатель включается второй раз, и в это время происходит подача заготовки и фрезерование, во время которого осуществляется контроль над соблюдением критериев формируемого изделия.
Возможные проблемы при фрезеровании металла и пути их решения
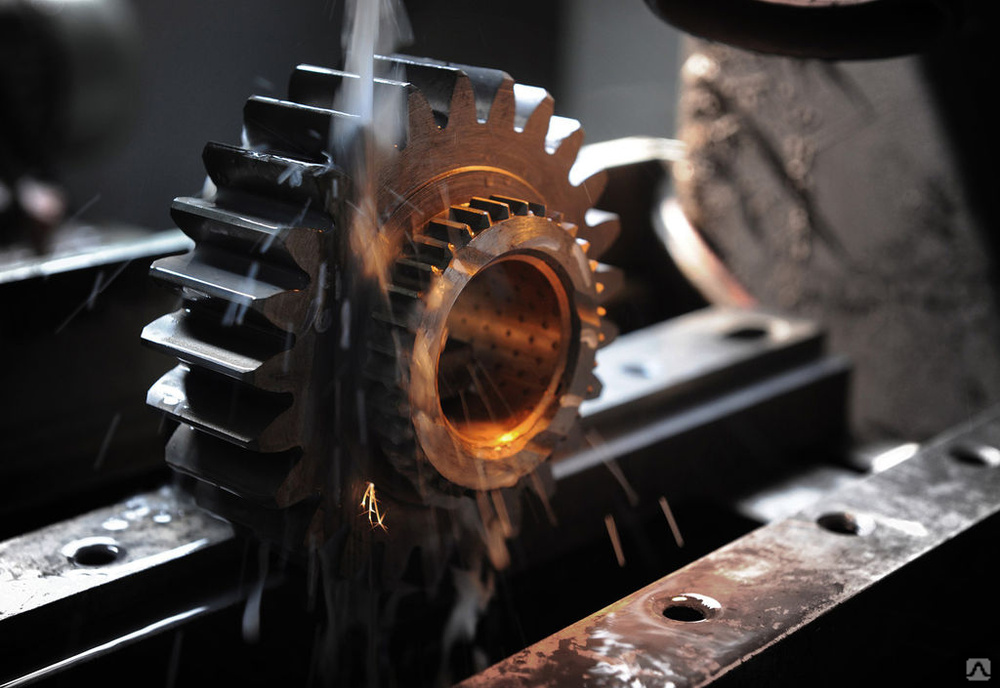
Несмотря на то, что для фрезерования металла используется современное оборудование, во время обработки возникают разного рода проблемы, причины которых и методы решения могут быть различными. Одним из примеров является травмирование оператора станка металлической стружкой, которая отлетает во время обработки материала.
Для того чтобы решить этот вопрос, достаточно правильно организовать систему отвода.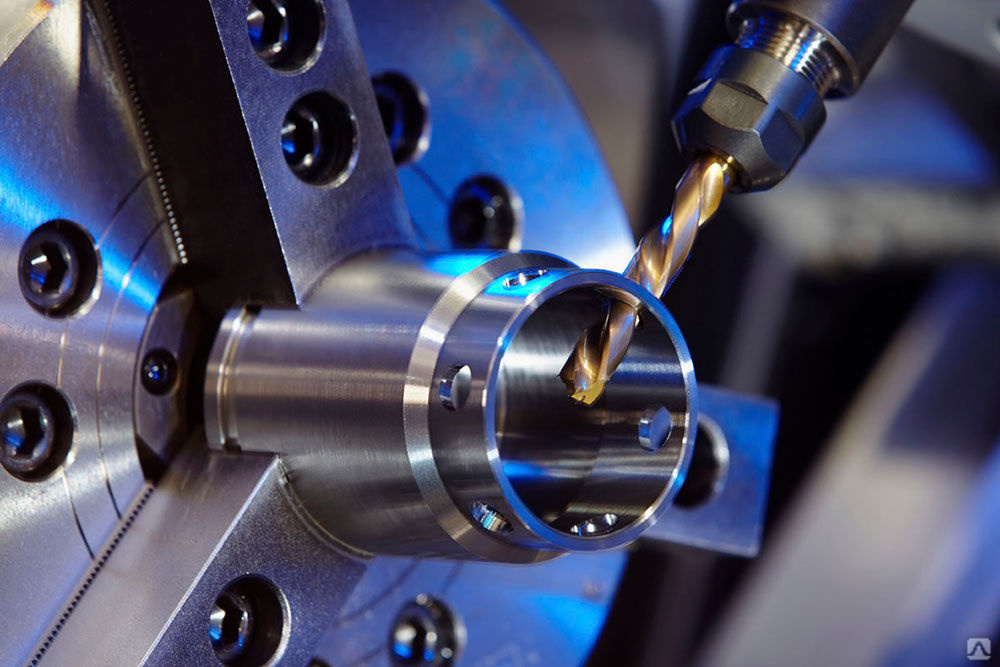 Однако в процессе фрезерования металла есть и более существенные сложности, например, повреждение поверхности заготовки во время обработки и сокращение рабочего ресурса оснастки.
Однако в процессе фрезерования металла есть и более существенные сложности, например, повреждение поверхности заготовки во время обработки и сокращение рабочего ресурса оснастки.
Снижение срока эксплуатации инструмента
К данным технологическим и техническим проблемам, связанным с фрезерованием металла, относится следующее:
- Быстрый износ кромки режущей оснастки. Причины этого могут заключаться в следующем: использование неподходящей оснастки, несоответствие скорости ее вращения либо неправильная подача материала во время обработки.
- Сильное выкрашивание кромки фрезы. Такое может произойти, если неправильно подобрать оснастку, скорость вращения (она слишком высокая), а также неподходящий угол, под которым установлен шпиндель. Кроме того, сюда же стоит отнести неподготовленную поверхность обрабатываемой детали, то есть не была произведена необходимая подготовка, а также слишком сильное давление фрезы.
Рекомендуем статьи
- Производство изделий из металла: технологии, преимущества, поэтапный контроль
- Меднение: принципы и этапы технологии
- Вальцевание: обзор технологий и сфер применения
Повреждение поверхности обрабатываемого изделия
К самым распространенным повреждениям обрабатываемого материала относятся следующие:
- Появление наклепа.
 Происходит подобное из-за повышения температуры в области резания, в результате чего пластичность материала уменьшается, а прочность увеличивается. Для того чтобы этого не допустить, необходимо использовать современные способы охлаждения детали.
Происходит подобное из-за повышения температуры в области резания, в результате чего пластичность материала уменьшается, а прочность увеличивается. Для того чтобы этого не допустить, необходимо использовать современные способы охлаждения детали. - Отклонение от вертикали. Чаще всего причиной этого становится сильный износ кромки режущей оснастки либо неправильно выбран режим резки.
- Несоблюдение размеров. Возникает, как правило, при плохой фиксации детали, использовании инструмента недостаточной жесткости, слишком большой вибрации либо увеличении интервала замены. Для решения данной проблемы следует заменить фрезу, более жестко закрепить заготовку и воспользоваться виброгасителем.
- Неровности и выкрашивание. Чаще всего подобное происходит из-за неравномерной подачи заготовки, а также неправильной установки глубины реза и скорости съема металла при фрезеровании.
Зная, какие проблемы могут сопровождать процесс фрезерования металла, а также причины, по которым они возникают, и способы их решения, вы сможете правильно подобрать режим работы станка и оснастку, улучшив тем самым производительность процесса и качество готового изделия.
Читайте также
31.03.2023
Температура закалки стали: какой должна быть
Подробнее
29.03.2023
Плазмотрон: устройство, виды, задачи
Подробнее
27.03.2023
Как правильно пескоструить: особенности обработки металла
Подробнее
24.03.2023
Анодное покрытие и его особенности
Подробнее
20.03.2023
Развертка по металлу: назначение и принцип действия
Подробнее
17.03.2023
Вальцевание: особенности технологии
Подробнее
16.03.2023
Хромированная сталь: свойства, преимущества, недостатки
Подробнее
15.03.2023
Модуль упругости стали и формулы его расчета
Подробнее
Фрезерование металла на станках: виды обработки, инструмент, приспособления
Фрезеровка – процесс обработки материалов, при котором воздействие на заготовку происходит с помощью фрезы. Каждый из ее зубцов отрезает кусочек металла от исходной детали. Вращение режущего элемента происходит над двигающейся поверхностью, т.е. рабочий стол с заготовкой двигается, а фреза остается неподвижной. Существуют станки, у которых двигается рабочий стол и фреза.
Вращение режущего элемента происходит над двигающейся поверхностью, т.е. рабочий стол с заготовкой двигается, а фреза остается неподвижной. Существуют станки, у которых двигается рабочий стол и фреза.
Фрезеровка – один из распространенных способов металлообработки. Этим методом осуществляется обработка:
- черновая;
- чистовая;
- получистовая.
Фрезерованием обрабатываются поверхности стальных, чугунных, деревянных, пластмассовых и иных изделий. Фрезеровка бывает: вертикальной и горизонтальной. При этом возможно устанавливать фрезу под любым углом наклона. Большинство заводов имеют у себя станки обоих видов. От типа фрезы фрезеровка бывает:
- Торцевая. Обрабатываются большие площади при помощи торцевой фрезы. Также данным методом наносятся канавки, подсечки. Плюс метода: низкий уровень шума при работах.
- Фасонная.
 Фрезеруется профиль.
Фрезеруется профиль. - Цилиндрическая.
- Зубчатая.
- Концевая. Данным методом выполняют канавки, подсечки, карманы, колодцы. Пазы могут выходить на 1 или более поверхностей. Также они могут быть сквозные.
Для получения деталей высокого качества обращают внимание на некоторые нюансы. Сперва должны выполняться черновые работы. Они производятся на станках со станиной высокой жесткости. При использовании оборудования невысокой жесткости во время работ возрастает вибрация, уменьшается точность фрезеровки. В итоге это все может сломать рабочие инструменты и оборудование.
Во время чистовых работ глубина резания должна быть меньше, чем при черновых. По этой причине станок работает не на полную мощность, а на сниженных оборотах.
Циклы фрезеровкиЛюбой из видов фрезерования включает в себя следующие этапы:
- Время загрузки, выгрузки. Длительность этапа зависит от станка, размеров заготовки.
- Время резки. Получается при делении длины среза на скорость подачи исходной детали.
- Простой.
- Замена инструментов. Время необходимое для замены режущего элемента, эксплуатационный период которого подходит к концу. Цикл выполняется в случае полного износа фрезы.
Для нанесения записей на заготовку выполняется травление металла (химическая фрезеровка). Этот метод применяют для уменьшения размеров деталей в виде цилиндров, увеличения радиуса отверстий.
Фрезерные станкиОни предназначены для фрезеровки различных заготовок от простых, до сложных конфигураций. Фрезеровка на подобном оборудовании выделяется высокой производительностью и дает возможность получить различные геометрические фигуры.
Используя фрезы, которые оснащены современными режущими металлами или иными материалами, происходит обработка закаленных сталей.
Самыми популярными типами станков является универсальное оборудование. Чуть реже встречаются горизонтальные, вертикальные и широкоуниверсальные.
Чуть реже встречаются горизонтальные, вертикальные и широкоуниверсальные.
Наиболее простыми являются горизонтальные (шпиндель установлен горизонтально) и вертикальные (шпиндель установлен вертикально) станки. Обрабатывая на них, получаются простые изделия: рамки, уголки и т.д. Более сложное оборудование имеет поворотный рабочий стол, который применяют для обработки и получения разнообразных винтовых поверхностей. Расширить функционал оборудования можно, добавив различные приспособления.
Универсальные станки могут вращать рабочий стол в обеих плоскостях. В широкоуниверсальных станках установлена специальная конструкция. На ней установлено дополнительное оборудование и иные конструкции.
Большая часть фрезерования выполняется на станках с вертикальной конфигурацией. На них выполняют такие виды работ как:
- сверление;
- вытачивание;
- зенкерование.
Также на них можно обрабатывать не только металл, но и иные материалы. Возможно единичное и массовое производство. Такие станки имеют как ручное управление (работы и процессы выполняет оператор) либо система управления ЧПУ. В данном оборудовании движение задается режущим элементом, заготовка вращается при необходимости.
Возможно единичное и массовое производство. Такие станки имеют как ручное управление (работы и процессы выполняет оператор) либо система управления ЧПУ. В данном оборудовании движение задается режущим элементом, заготовка вращается при необходимости.
Для металлообработки деталей больших размеров применяют безконсольные станки. Также этот вид оборудования позволяет выполнить срезы на наклонных поверхностях. Поскольку на нем нет консоли, станок передвигается на салазках и станине, установленной на фундамент. Это позволяет получить большую прочность и устойчивость.
Сегодня применяют следующие станки:
- Продольно-фрезерные. Обрабатывают большие заготовки.
- Копировально-фрезерные. Применяют при сложном профиле.
- Гравировальные. Выполняется гравировка надписей, узоров.
- Резьбофрезерные. Выполняют обработку резьбы.
- С ЧПУ. Современный вид оборудования. Выполняет обработку сложных заготовок и позволяет получать разнообразные формы.
 Визуально и конструктивно ничем не отличаются от «стандартных» станков. Главное отличие – полная автоматизация работы благодаря встроенным программам.
Визуально и конструктивно ничем не отличаются от «стандартных» станков. Главное отличие – полная автоматизация работы благодаря встроенным программам.
Такие станки, и комбинирование их в промышленности позволяет сэкономить время обработки и подготовки. Поскольку не нужно изготавливать шаблоны, и исключается ручной труд.
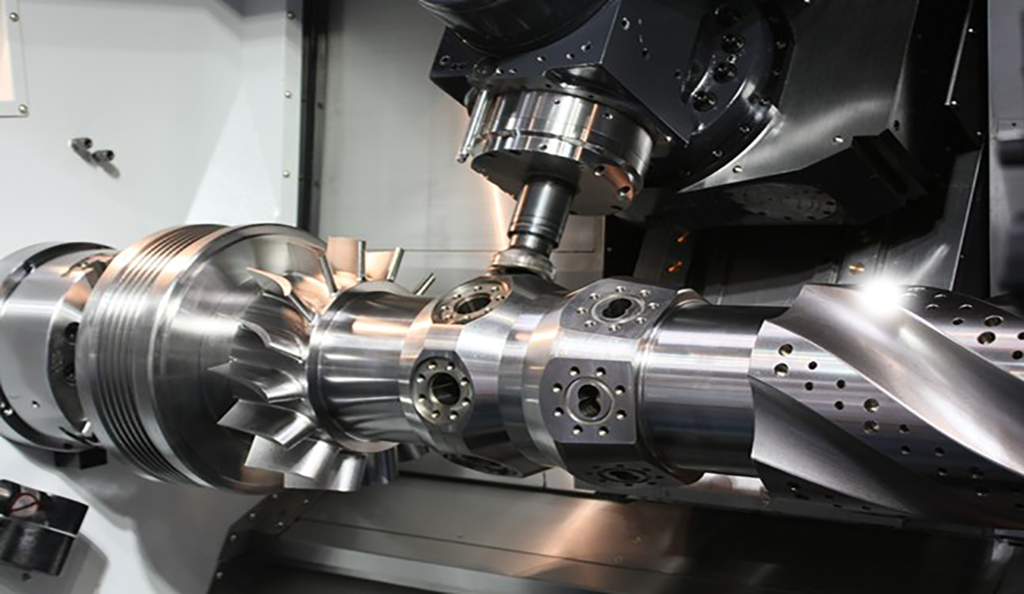
Особенности обработки заготовок из титанаТитан часто используется в промышленности. Больше всего деталей из него применяется в самолетостроении и космонавтике. Титан трудно обрабатывать, поэтому во время фрезеровки площадь контакта фрезы и детали должна быть минимальной. Режущий инструмент должен быть острым и высокоскоростным. Первоначальный этап обработки титана выполняется по дуге, а в конце под углом.
Стоимость работ зависит от сложности форм, особенностей станка, на котором выполняются работы.
Этапы фрезеровки на станкахФрезерование состоит из нескольких этапов:
- заготовка аккуратно подводится (той стороной, с какой будет выполняться обработка) к фрезеру;
- отводится рабочий стол и отключается шпиндель;
- задается глубина резки;
- запускается шпиндель;
- заготовку подводят к фрезе.

Цилиндрические элементы обрабатываются фрезой на 1,5 см больше, чем сама заготовка.
Благодаря новым технологиям фрезеровка популярна среди отраслей производства. На станках обрабатывают любые металлы от алюминия до титана. Независимо от материалов, фрезеровка позволяет получить детали любого типа, вида, назначения. На станках с ЧПУ выполняется лазерное фрезерование. Это дорого, однако, детали получаются высококачественными, а заготовки не нуждаются в шлифовке на первом этапе обработки.
Фрезерование металла – V1 Техническая документация
- Кларк Стивенс (@clarkspeed на форумах) Обсуждение на форуме
Резюме
Если вы сохраните машину небольшой и будете следовать рекомендациям, изложенным ниже, MPCNC сможет ящик для легкой резки металлов. Жесткость конструкции достаточная и низкая мощность маршрутизаторы и шпиндели работают нормально.
На самом деле ничего дополнительного для резки металлов не требуется, но лучшим обновлением действительно будет переменная
скоростной маршрутизатор, чтобы обеспечить большее окно для набора каналов и скоростей и, возможно, систему подачи воздуха
для охлаждения и очистки стружки.
Не бойтесь экспериментировать! Эта статья предназначена только для того, чтобы другие начали работу и поняли как устранить неполадки. Думайте о фишках и смотрите на них при внесении изменений. Если вы хотите углубиться в тему, используйте хороший калькулятор каналов и скоростей и читайте статьи в Интернете. зависит от каждого числа или настройки в калькуляторе.
Чипсы – цель
Фрезерование зависит от способности инструмента образовывать стружку при вращении.
Допустим, вы режете относительно твердый материал, например, сталь, концевой фрезой ½ дюйма, и вам нужно сделать слот. Мельница будет окружена материалом на 180 градусов по мере продвижения вперед. Это имеет щедрый ½ оборота, чтобы сделать стружку, и вы, вероятно, не подали бы инструмент в материал очень быстро.
Для этого сценария вам не потребуется очень много оборотов в минуту на вашем шпинделе (скорость), скорость подачи будет
довольно медленно, а MRR (скорость удаления материала) может быть довольно высокой в зависимости от глубины. Это было бы
требуют приличного количества л.с. и крутящего момента вместе с охлаждающей жидкостью. Вам понадобится очень жесткий и
тяжелая машина для этого.
Это было бы
требуют приличного количества л.с. и крутящего момента вместе с охлаждающей жидкостью. Вам понадобится очень жесткий и
тяжелая машина для этого.
Итак, как нам адаптировать этот процесс к легкому самодельному станку с высокими оборотами и низкой мощностью? Каждая резка параметр должен быть настроен для машины.
Скорости (об/мин)
Первая корректировка при переходе от обычной тяжелой мельницы к портальной мельнице на основе маршрутизатора — RPM.
Предположим, что в худшем случае используется DeWalt DW660 или аналогичный без регулятора скорости. По сути, часть скорости скоростей и подач MPCNC уже установлена. Когда роутер крутится на 30000 RPM очень мало времени, чтобы сделать стружку, когда режущее лезвие входит и выходит материал.
Чтобы приспособиться к этому, достаточно просто настроить фрезерный станок для производства щепы меньшего размера.
Делайте чипсы меньшего размера
По сути, есть 3 способа уменьшить размер чипа до точки, в которой он находится в зоне скорости
маршрутизатор.
Уменьшить диаметр инструмента
SFM (футов поверхности в минуту)(футов поверхности в минуту) — это скорость фрезы по отношению к детали. SFM напрямую связано с числом оборотов шпинделя уравнением SFM=RPM X Окружность фрезы. Инструмент производители предоставляют рекомендуемую геометрию инструмента на основе SFM и тип разрезаемого материала.
Чем тверже разрезаемый материал, тем медленнее требуется SFM. Для мягкой стали требуется примерно половина SFM как алюминий. Это важный момент, потому что переход от дерева к алюминию и мягкой стали требуется либо все меньшая и меньшая скорость шпинделя, либо все меньшие и меньшие фрезы. К счастью, ⅛” диаметр концевых фрез может приблизиться к правильному SFM для многих металлов.
Уменьшить количество канавок
При вырезании паза концевая фреза будет окружена материалом на 180 градусов по мере движения вперед.
С 2-мя канавками вам нужно всего ½ времени, что и для одной канавки, для создания такой же стружки и так далее. Следовательно, чем больше у вас канавок, тем быстрее должны быть ваши обороты и подача, чтобы сделать одинаковый размер.
полный чип. Больше канавок = требуется более высокая частота вращения, большая жесткость станка и более высокая скорость резания.
Следовательно, чем больше у вас канавок, тем быстрее должны быть ваши обороты и подача, чтобы сделать одинаковый размер.
полный чип. Больше канавок = требуется более высокая частота вращения, большая жесткость станка и более высокая скорость резания.
Звучит как отличный способ повысить производительность, пока вы не поймете практическую ограничения, жесткость станка, удаление стружки и скорость подачи.
Для каждой канавки на фрезе станок будет заниматься материалом. Две флейты почти равны в два раза больше нагрузки на станок одноканальной фрезы.
Для каждой канавки на фрезе одинакового размера существует меньший путь для выброса стружки.
Практический предел скорости перемещения для стандартной конструкции MPCNC составляет около 1800 мм/мин. Если мы не можем подавайте быстрее, очищайте канавки или сопротивляйтесь режущей нагрузке, чем больше канавок не поможет нас.
Ограничение ширины реза
Нагрузка на стружку относится к толщине стружки, удаляемой каждой режущей кромкой. Это параметр
зависит от используемого инструмента и материала. У вас может быть как маленькая, так и слишком большая стружка.
Это параметр
зависит от используемого инструмента и материала. У вас может быть как маленькая, так и слишком большая стружка.
За каждый оборот концевой фрезы с одной канавкой необходимо срезать и удалить одну стружку. я сослался наихудший случай при резке полной канавки со 100% шириной пропила, но если мы избежим создания канавки и только использовать 15 % диаметра инструмента для резания, тогда у нас будет еще меньше времени для создания этой полной стружки и нужно больше оборотов.
Поэтому с помощью режущего инструмента малого диаметра с небольшим количеством канавок и ограничением резания ширина, мы можем резать металл на скорости вращения, достижимой для фрезера с фиксированной скоростью вращения, и в пределах рабочих параметров из МПКНК. Это “золотая середина”.
Ограничение количества материала, с которым взаимодействует резак, имеет несколько преимуществ. Ты не
только может соответствовать RPM маршрутизатора, чтобы получить этот полный чип, но это также снижает нагрузку на инструмент
и машина. Еще одним преимуществом является относительно высокая скорость подачи, более глубокие резы и лучшее охлаждение.
Еще одним преимуществом является относительно высокая скорость подачи, более глубокие резы и лучшее охлаждение.
Даже для больших промышленных станков существуют оптимальные число оборотов, ширина реза и скорость подачи, которые позволяют самый большой MRR, что действительно важно.
При использовании этой стратегии попутное фрезерование предпочтительнее обычного.
Скорость подачи
После выбора подходящей концевой фрезы с точки зрения количества канавок и определения ширины резания Следующей большой проблемой является скорость подачи.
Высокие обороты обычно означают высокую подачу. Ограничив ширину резания на концевой фрезе ⅛ дюйма, вы можете добиться невероятно высокая скорость подачи 3000 мм/мин и более! Это основа для высокоскоростной обработки (HSM).
Однако скорость подачи MPCNC ограничена примерно до 1800 мм/мин и имеет определенное количество
прогиб в рельсах. Итак, задача состоит в том, чтобы резать материалы с подходящей скоростью подачи. для станка и выше точки утончения стружки.
для станка и выше точки утончения стружки.
Истончение стружки, как это звучит, — это состояние, при котором вы больше не производите полную стружку. Как стружка становится тоньше, меньше тепла отводится от реза и происходит перегрев, потому что инструмент тереть материал, а не резать его. Это ограничит срок службы инструмента.
Суть в том, что мы хотим, чтобы скорость подачи была максимально возможной, не перегружая инструмент, машина, при этом получая чип надлежащего размера. Идти очень медленно, чтобы облегчить себе путь, не получится. работа.
Подводя итог, можно запрограммировать концевые фрезы для работы с ограниченной шириной резания на высоких оборотах.
маршрутизатор, чтобы сделать стружку нужного размера и правильно резать металлы. Есть и другие факторы, которые мы все еще должны
иметь дело с. Следующей проблемой является отклонение, и оно не только ограничивает скорость подачи, которую мы можем перемещать, но и
глубина реза. Я разделю это на 2 отдельные темы: отклонение инструмента и отклонение станка.
Отклонение инструмента
Отклонение инструмента — инструмент, выступающий из шпинделя, изгибается и изгибается при контакте со стеной. Это может и сломает инструменты. Обычно самым простым способом компенсации является использование фреза большего диаметра. Если у вас есть маршрутизатор с переменной скоростью, у вас есть несколько вариантов, но если вы у вас только 25-30 000 оборотов в минуту, вы, вероятно, застряли с фрезой диаметром ⅛ дюйма. Если вы думаете, что вы ломаете инструменты из-за отклонения инструмента, есть несколько вещей, которые вы можете изменить, чтобы решить проблему этот вопрос, и они не слишком сложны.
Инструмент из твердого сплава – гораздо более жесткий материал, это минимум того, что вам нужно сделать для резки металл.
Меньшая длина резания – приобретайте инструменты с более короткими канавками, а не с более длинными.
Уменьшите вылет – вставьте инструмент как можно глубже в цангу, чтобы работать на нужной глубине
нуждаться.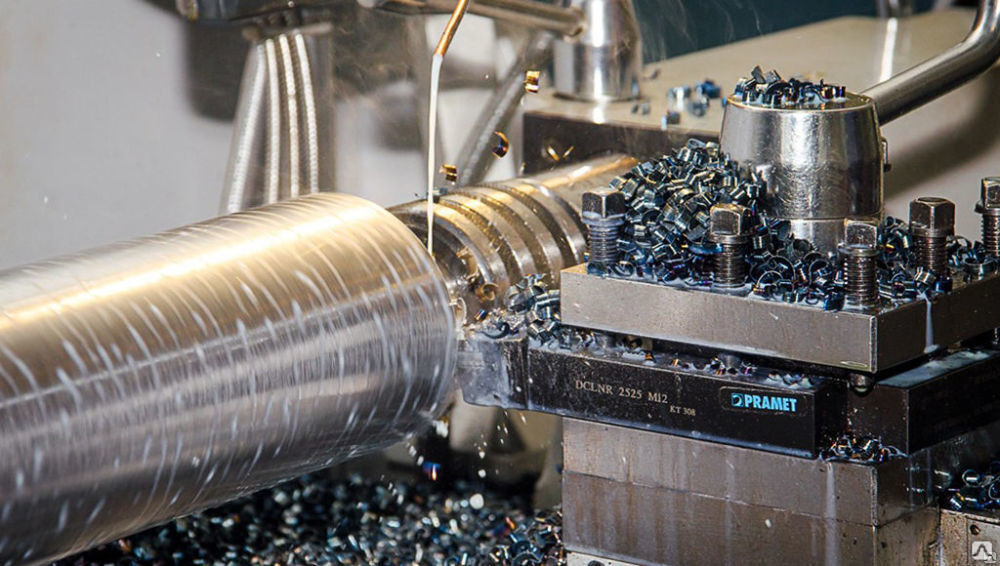 Установите инструмент так, чтобы торчали только канавки и очень небольшое количество выступающего стержня.
цанги. Избегайте концевых фрез с большим вылетом.
Установите инструмент так, чтобы торчали только канавки и очень небольшое количество выступающего стержня.
цанги. Избегайте концевых фрез с большим вылетом.
Покрытия для инструментов – Покрытия инструментов имеют множество преимуществ, включая повышение жесткости и продление жизни.
- AlTin – Высочайшая термостойкость, подходит для сухой обработки твердых сплавов, таких как титан, Инконель и нержавеющая сталь.
- TiCN – Лучше, чем TiN, часто используется для нержавеющей стали, чугуна и более твердых сталей
- TiN – общего назначения для низкоуглеродистой стали, нержавеющей стали и инконеля
- ZrN – Противостоит склеиванию липких материалов. Лучший выбор для цветных металлов, таких как алюминия и пластика.
Отклонение машины
Далее идет отклонение машины. Это самая сложная переменная для количественной оценки. Меньшие машины будут
быть более жесткими, чем более крупные машины. Если вы собираетесь резать металл, вам следует ограничить размер станины.
как можно меньше и увеличивайте его только по мере приобретения опыта.
Прежде всего, прежде чем запускать какую-либо программу в металле, убедитесь, что ваш фрезерный станок с ЧПУ затянут. Для МПКНК, проверьте все подшипники, чтобы убедиться, что они касаются металлической трубы. Нет бесплатного вращения подшипники, которые не касаются рельсов. Без исключений. Затем заблокируйте двигатели, возьмите ядро и попробуйте чтобы переместить его. Ищите любое движение и пытайтесь определить, откуда оно исходит. Если ваш машина не герметична, резка металла будет очень неприятным занятием. Смотрите внимательно, как это бежит. Если вы видите, что срез начинает портиться, это, скорее всего, связано с ослаблением станка или инструмента. это скучно. К сожалению, ослабление станка приведет к затуплению инструмента.
Если со временем что-то начинает ослабевать, лучше всего переустановить крепеж с помощью Loctite. но не затягивайте.
но не затягивайте.
Следуйте оригинальным инструкциям по сборке. Увеличение крутящего момента на винты создают больше напряжения в PLA, что, в свою очередь, вызывает большую ползучесть или ослабление материала, и это ускоряется окружающей температурой в окружающей среде. Правильный крутящий момент на болты и шурупы лучше потуже.
Глубина резания
Если у вас есть правильный инструмент, правильная ширина резания и приемлемая скорость подачи, которые подходят для фрезера RPM, то единственным ограничением для погружения все глубже и глубже является жесткость машины. На самом деле более глубокие порезы лучше для процесса. Чем больше материала соприкасается с канавками, тем больше распределяется сила резания. в больше инструмента. Это увеличивает срок службы инструмента.
Если вы будете резать только на глубину ½ мм, сам кончик инструмента должен выполнять всю работу и через некоторое время затупится.
гораздо более короткое время, пока остальная часть инструмента все еще острая.
Наоборот, чем глубже рез, тем больше силы передается на инструмент и на станок вызывая отклонение.
Это можно набрать только с помощью испытаний и экспериментов. Если вы придерживаетесь консервативного подхода с размером 1 или 2 мм резов, вы будете проходить через инструменты быстрее, а если вы будете резать на глубину 6, 7 или даже 8 мм, вы можете превысить отклонение станка и, возможно, инструмента.
Как только ЧПУ достигает максимальной скорости подачи, увеличение глубины становится лучшей возможностью для увеличение вашего MRR при сохранении надлежащего размера фишки.
Пример Рекомендации производителя инструмента для двухзубой концевой фрезы диаметром ⅛ дюйма
Кованый алюминий Большинство марок SFM=1000
| Прорези | Черновая обработка | Отделка | |
|---|---|---|---|
| Загрузка стружки | 0,00151 в | 0,00198 в | 0,00217 в |
| Радиальная глубина резания | 1 х диам. = 3,18 мм = 3,18 мм | 0,6 x диам. = 0,19 мм | 0,25 x диам. = 0,79 мм |
| Осевая глубина резания | 0,5 x диам. = 1,59 мм | 1,0 x диам. = 3,18 мм | 1,0 x диам. = 3,18 мм |
Углеродистая сталь Низкоуглеродистая SFM=600
| Прорези | Черновая обработка | Отделка | |
|---|---|---|---|
| Загрузка стружки | 0,00052 в | 0,00061 в | 0,00068 в |
| Радиальная глубина резания | 1 х диам. = 3,18 мм | 0,6 x диам. = 0,19 мм | 0,25 x диам. = 0,79 мм |
| Осевая глубина резания | 0,5 x диам. = 1,59 мм | 1,0 x диам. = 3,18 мм | 1,0 x диам. = 3,18 мм |
Все вместе
Если вы до сих пор следили за этим, вы, возможно, поняли, что все эти вещи взаимодействуют.
Возможно, вы сможете резать немного глубже, если уменьшите скорость подачи. Конечно, пока вы не идете
слишком медленно.
Конечно, пока вы не идете
слишком медленно.
Вы можете увеличить скорость подачи, выбрав инструмент с большим количеством канавок. Конечно, если вы не превышать скорость подачи или жесткость станка.
И так далее. Калькуляторы скорости и подачи — отличный способ поэкспериментировать с различными настройками. посмотреть что изменится.
Вот диаграмма, показывающая некоторые смешанные отношения.
Конечно, есть над чем подумать. Это были некоторые из основных настроек, влияющих на ваш MRR.
Дополнительные темы
Биение
Биение — это то, насколько далеко от центра находится режущая кромка вашего инструмента. Ничто не идеально, поэтому любое и как правило, все вращающиеся компоненты добавляют к общему биению, подшипникам двигателя, валу, цанге и инструмент.
Низкое биение имеет решающее значение для высокоскоростного фрезерования маленькими фрезами. Инструмент будет загружаться сильнее
в области биения, что повлияет на загрузку стружки. Представьте себе концевую фрезу с 2 зубьями и небольшой стружкой.
сделано на 1 канавке, а большая стружка сделана на другой, в то время как вы пытаетесь настроить свою машину на
Номинальная стоимость.
Для фрезера может быть биение в шпинделе и в цанге. Проверьте оба. Используйте циферблатный индикатор с базой. Ослабленный инструмент может деформировать цангу, поэтому проверяйте ее каждые 10 часов работы или в любое время. инструмент выпадает. Если цанга имеет избыточное биение, замените ее. Проверьте наличие мусора, который может быть причиной проблема.
Плохие или изношенные подшипники могут вызвать биение шпинделя. Возможно, вам нужно заменить подшипники или выбрать другой роутер.
Вы должны попытаться ограничить общее комбинированное биение ниже 0,001”. Это действительно мало и
трудно измерить без датчика качества. Как только вы больше не сможете уменьшить биение, знайте, что вы
возможно, потребуется еще уменьшить ширину реза, чтобы компенсировать максимальное значение биения.
Качество инструмента
Покупайте лучшие инструменты, которые можете себе позволить. Каждый шаг вверх дает увеличение преимущества. На самом низком уровне находятся концевые фрезы из быстрорежущей стали. Для быстрой разовой работы по алюминию вам может это сойти с рук, но вы нужно будет очень легко. Как минимум, вы должны перейти на твердосплавный инструмент. Это продлится дольше и гораздо лучше сопротивляться прогибу. Твердосплавные инструменты необходимы для обработки мягкой углеродистой стали.
Следующим шагом является покрытие. Используйте TiN или лучше для стали и алюминия. повышает твердость и срок службы инструмента. Еще лучше для алюминия подходит ZrN. Это покрытие не только обладает повышенной твердостью, но и противостоит склеивание. Это позволит вам использовать концевую фрезу с 2 или 3 зубьями и работать с более высокими скоростями подачи.
Очистка от стружки
Это очень важно, особенно для алюминия. Вы должны держать стружку подальше от режущего инструмента. Это достаточно просто при фрезеровании карманов или торцевом фрезеровании, но становится намного сложнее при выполнении
трохоидальная щель.
Это достаточно просто при фрезеровании карманов или торцевом фрезеровании, но становится намного сложнее при выполнении
трохоидальная щель.
Чем глубже вы режете, тем сложнее их очистить. Существуют различные способы борьбы с этот. Наиболее распространенным является струйный сжатый воздух с ручным или непрерывным потоком. Другие методы включать вакуумные насадки или, если прорезать деталь насквозь, оставляя зазор сзади сторона для фишек падать.
Если ничего другого, то можно просто ограничить глубину резания, но это снижает MRR и увеличивает время на процесс.
Охлаждение
Система охлаждения с полной промывкой немного непрактична для MPCNC, но ее можно реализовать. Если ты действительно запускайте много металла в своей машине, это может что-то рассмотреть.
Можно смазывать алюминий аэрозолем. Это уменьшит склонность алюминия к склеиванию. запотевание
система может быть легко построена менее чем за 50 долларов плюс стоимость небольшого воздушного компрессора. пульверизатор
также работает, если вы следите за резкой.
пульверизатор
также работает, если вы следите за резкой.
Можно использовать различные жидкости, в том числе смазочные материалы на водной основе или легкие масла. Смазка туман помогает, но не требуется для стали, и он режет всухую.
Вот простая схема системы туманообразования. Он заливает область крошечными каплями, но не распылить жидкость в туман, которым можно дышать. Вы можете найти более подробную информацию и конкретные инструкции с помощью поиска Google.
Поверхность
Если вам нужна более качественная обработка поверхности, это обычно означает последний тонкий проход 0,2-0,3 мм и замедление скорости подачи, «чистовой проход» или «пружинный проход». Вы также можете уменьшить ширину реза. Если качество поверхности ухудшается во время резки, необходимо устранить причину.
Программирование (CAM) для металлов
Последняя часть головоломки — это программирование g-кода вашего станка таким образом, чтобы свести к минимуму
нагрузки и мощность. Здесь необходимо учитывать все многочисленные факторы, описанные ранее.
Некоторые программные пакеты CAM делают это намного лучше, чем другие. Возможно, вам не нужно включать все
эти стратегии зависят от надежности вашей машины, но, используя их, вы гарантируете низкую
постоянная загрузка инструмента и никаких сюрпризов. Они становятся гораздо более важными при резке черных металлов.
как сталь.
Здесь необходимо учитывать все многочисленные факторы, описанные ранее.
Некоторые программные пакеты CAM делают это намного лучше, чем другие. Возможно, вам не нужно включать все
эти стратегии зависят от надежности вашей машины, но, используя их, вы гарантируете низкую
постоянная загрузка инструмента и никаких сюрпризов. Они становятся гораздо более важными при резке черных металлов.
как сталь.
- Избегайте погружения MPCNC в металл. Всегда используйте винтовую спираль при входе в металл из
вершина. Концевые фрезы не очень хорошо сверлят для начала, но если вам нужно сверлить металл с
концевая мельница, вы должны идти медленно. Еще одна идея для отверстий меньшего диаметра — просто отметить центр.
расположение отверстия с помощью программы CAM и завершите сверление на сверлильном станке. Для стартов
и упоры, возможно, вам придется просверлить отверстия для доступа с помощью сверлильного станка. Если вы должны погрузиться, ограничьте z
максимальная скорость и глубина погружения.
 Вы можете отклонить рельсы достаточно, чтобы поднять маршрутизатор
погружаясь слишком быстро.
Вы можете отклонить рельсы достаточно, чтобы поднять маршрутизатор
погружаясь слишком быстро. - Используйте только стратегии фрезерования, которые не допускают нагрузки на инструмент за пределами желаемой ширины резания. А Для этого отлично подходит трохоидальная (или адаптивная) траектория . Он позволяет избежать избыточных нагрузок на инструмент, ограничивая ширину реза и, удаляясь от реза на каждом крошечном круге, еще больше охлаждает инструмент. Это лучшая стратегия программирования для создания слотов, но она может быть медленной из-за большого процента движение машины не продуктивно. Концевая фреза диаметром ⅛ дюйма с трохоидальной шириной 50 % и 8 % шаг будет продвигаться только на 5% от скорости подачи. По этой причине вы должны иметь возможность запускать большинство трохоидальных резов при максимальной скорости подачи MPCNC.
- Отслаивание — еще одна хорошая стратегия, которую можно использовать для сведения к минимуму использования инструмента.
 Просто будь осторожен
где вы входите и выходите из материала и углов.
Просто будь осторожен
где вы входите и выходите из материала и углов. - При изменении направления в углу некоторые программы толкают инструмент на 180-градусный рез. ширина. Возможно, вам придется вырезать зону зазора или увеличить траекторию движения инструмента, чтобы избежать поворота стенки.
- Эксперимент с разными стратегиями. Трохоидальный контур для зазора, отшелушивание кармана, и трохоидальные карманы можно комбинировать.
- Проверьте свои стратегии с помощью дерева или другого мягкого материала. Это очень важно, если вы не уверен, как инструмент будет двигаться.
Базовые настройки
Теперь о хорошем. Даже если вы не полностью понимаете эту статью, вы можете использовать следующие
график в качестве отправной точки. Он основан на использовании цельных твердосплавных фрез с покрытием диаметром ⅛” и 1-¼”
длинный, длина реза ¼ дюйма, скорость вращения 30 000 об/мин. Для низкоуглеродистой стали траектории должны ограничивать инструмент. зацепление не более рекомендуемой ширины пропила. Всегда экспериментируйте с древесиной, если не уверены
траектории.
зацепление не более рекомендуемой ширины пропила. Всегда экспериментируйте с древесиной, если не уверены
траектории.
При пробном запуске начните с нижней части диапазона ширины реза и увеличьте скорость подачи, как вы идете. Затем поэкспериментируйте с шириной и глубиной пропила, чтобы найти свой вариант.
| Материал | Диаметр инструмента\n(дюйм) | Флейты | об/мин | Диапазон скорости подачи\n(мм/мин) | Диапазон ширины реза % от диаметра | Начальная глубина | Примечание |
|---|---|---|---|---|---|---|---|
| Алюминий | 0,125 | 1 | 30000 | 300-800 | 8,9-14% | 3 | Туманное охлаждение |
| Алюминий | 0,125 | 2 | 30000 | 850-Макс. | 8,9-14% | 3 | Туманное охлаждение |
| Низкоуглеродистая сталь | 0,125 | 2 | 30000 | 900-Макс. | 4,7-5,7% | 1,5 | |
| Низкоуглеродистая сталь | 0,125 | 3 | 30000 | 1300-Макс. | 4,7-5,7% | 1,5 |
Калькуляторы скорости и подачи доступны для набора других опций, таких как маршрутизаторы с переменной скоростью, инструменты большего диаметра, разные материалы и т. д. Я настоятельно рекомендую использовать один, чтобы вы могли видеть, как каждый параметр может взаимодействовать с другими. Я не знаю, как далеко вы можете зайти со своим MPCNC, но другие фрезерные станки работают с нержавеющей сталью, инконелем и титаном при правильной настройке и качественная оснастка.
Фрезерный станок по металлу My Evolution
Фрезерный станок по металлу
DGSHAPE представляет новейшие решения для фрезерования металла от Santa Barbara Dental.
Компактный 5-осевой фрезерный станок по металлу, изготовленный в соответствии с
и самыми высокими стандартами стоматологического рынка.

MY EVOLUTION PLUS
Фрезерный станок по металлу
Простой и интуитивно понятный, он был разработан с использованием самых инновационных технологий для удовлетворения потребностей стоматологической промышленности для фрезерования металла, дополняя пользующиеся большим спросом фрезерные станки DGSHAPE серии DWX.
My Evolution Plus имеет международную сертификацию ISO и совместим с любым программным обеспечением CAM, доступным на рынке. Это позволяет легко приступить к работе сразу же, исключая начальное обучение и позволяя заводу получать выгоду от постоянных инноваций в программном обеспечении.
MY EVOLUTION FAST
Фрезерный станок по металлу
Простой и интуитивно понятный, он был разработан с использованием самых инновационных технологий для удовлетворения потребностей стоматологической промышленности для фрезерования металла, дополняя пользующиеся большим успехом фрезерные станки DGSHAPE серии DWX.
My Evolution Fast имеет международную сертификацию ISO и совместим с любым программным обеспечением CAM, доступным на рынке. Это позволяет легко приступить к работе сразу же, исключая начальное обучение и позволяя заводу получать выгоду от постоянных инноваций в программном обеспечении.
Отличная
производительность
идеальная
механика.
НОВЫЕ ФРЕЗЕРНЫЕ СТАНКИ ПО МЕТАЛЛУ
Применения
Сколько применений вы можете фрезеровать? Попросите бесплатную демо-версию и узнайте о быстрой окупаемости инвестиций.
Запросить бесплатную демоверсию
Plus _ Fast
Обзор продукции: сравнение двух моделей
Шпиндель | Мощность 1,8 кВт | Мощность 3,6 кВт |
Ход машины (мм) | X160мм, Y106мм, Z75мм | X163мм, Y116мм, Z80мм |
Устройство автоматической смены инструмента | 14 инструментов | 20 инструментов |
Размер инструмента | Диаметр стержня инструмента = 6 мм | Диаметр стержня инструмента = 6 мм |
Требования к компрессору | Безмасляный – осушитель | Безмасляный – Осушитель |
Вес | 200 кг (без принадлежностей) | 300 кг (без принадлежностей) |
Прочитайте, почему ваши коллеги решили разместить жемчужину MyEvolution в лаборатории
Меня зовут Луиджи Де Стефано. Моя лаборатория активно работает с 1985 года, стремясь к совершенству в своей области.
Моя лаборатория активно работает с 1985 года, стремясь к совершенству в своей области.
Я познакомился с DGSHAPE много лет назад, и это была любовь с первого взгляда, я получил свой первый 5-осевой фрезерный станок
Потребности тогда, когда мы выросли в цифровой среде в моей лаборатории, увеличились и так Я внедрил в свое оборудование также фрезерный станок по металлу серии My Evolution . (Santa Barbara Dental) еще одна превосходная компания с большими производственными возможностями в области точной механики. Я хочу дать этот совет своим коллегам, это два типа станков, которые имеют свои характеристики: фрезерные станки DWX DGSHAPE просты, комплектны и обладают исключительным качеством производства, отлично подходят для циркония и других материалов, а также Мои Evolution Xplus и XFast для фрезерования металла, потенциальная освещенность.
Я считаю, что эта комбинация что-то очень взрывоопасное!
Стоматологическая лаборатория Luigi De Stefano & C snc
Сотрудничество
DGSHAPE EMEA, работая с Santa Barbara Dental, будет распространять и поддерживать две модели — My Evolution PLUS и My Evolution FAST, разработанные специально для производства конструкций из хрома кобальта и титана.