Фрезерование многогранников: Фрезерование многогранников на станках с ЧПУ
alexxlab | 29.12.2019 | 0 | Разное
Фрезерование многогранников на станках с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем фрезерование многогранников на обрабатывающих станках.
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т.д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез.
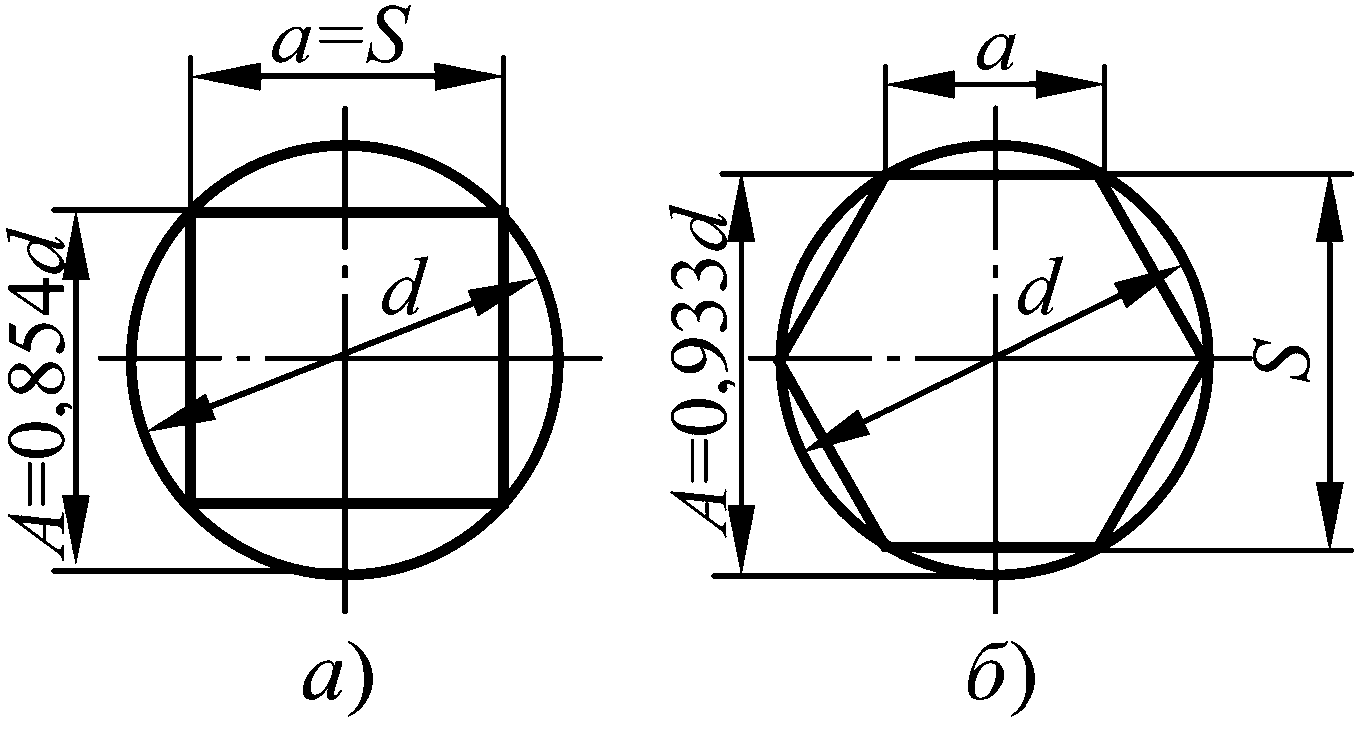
Рис. 6.1. К расчету параметров заготовки при фрезеровании четырех- и шестигранников
При обработке многогранников заготовки обычно имеют цилиндрическую форму. Размер а (рис. 6.1) грани при диаметре d описанной окружности заготовки может быть определен по формуле:
где п – число граней. Для четырехгранника а = 0,707 d, а для шестигранника
При обработке необходимо знать размер А (рис. 6.1), определяющий положение грани относительно образующей заготовки.
Последовательность работ. Для установки на столе фрезерного станка делительной головки и задней бабки необходимо:
- Очистить стол и пазы от стружки, смазать тонким слоем смазки плоскости стола и основания делительной головки. Установить делительную головку и заднюю бабку фиксирующими сухарями в средний паз стола.
- Ввести в паз стола крепежные болты делительной головки и задней бабки и затянуть их.
- Проверить совпадение центров делительной головки и задней бабки с помощью контрольного валика и индикатора (рис. 6.2, а). Если при перемещении стойки индикатора параллельно оси валика отклонение стрелки не будет превышать заданное, то установка центров произведена правильно. В случае его превышения следует отрегулировать положение заднего центра установочным винтом в колодке. Снять контрольный валик с центром.
- Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами.
- Надеть на заготовку хомутик, закрепив его болтом. Установить заготовку в центрах, вставить загнутый конец (рог) хомутика в вырез подвода и закрепить его. На рис. 6.2, б показана установка заготовки для фрезерования квадрата концевой фрезой.
- Установить фрезу на размер. Фрезеровать грань. После того как профрезерована одна грань, шпиндель делительной головки поворачивают вместе с обрабатываемой заготовкой на 90° и производят фрезерование второй грани и т.д.

Рис. 6.2. Фрезерование четырехгранника на горизонтально-фрезерном станке концевой фрезой:
а – схема выверки делительной головки и задней бабки; б – схема фрезерования;
в – определение угла поворота делительной головки
Если в многограннике угол между плоскостями АВ и ВС детали равен β, то при последовательной обработке этих граней заготовка должна быть повернута на угол α (рис. 6.2, в), который определяют по формуле:
Поворот на угол α можно осуществить методом непосредственного деления. Определим частоту вращения n рукоятки, соответствующую повороту шпинделя на угол α. Если рукоятка сделает 40 оборотов, то шпиндель повернется на один оборот, т. е. на 360°. Искомую частоту вращения легко получить из пропорции:

откуда
Фрезерование граней многогранника можно производить не одной фрезой, а набором дисковых фрез. Этот метод при обработке большой партии заготовок является более производительным и точным, чем фрезерование одной фрезой.
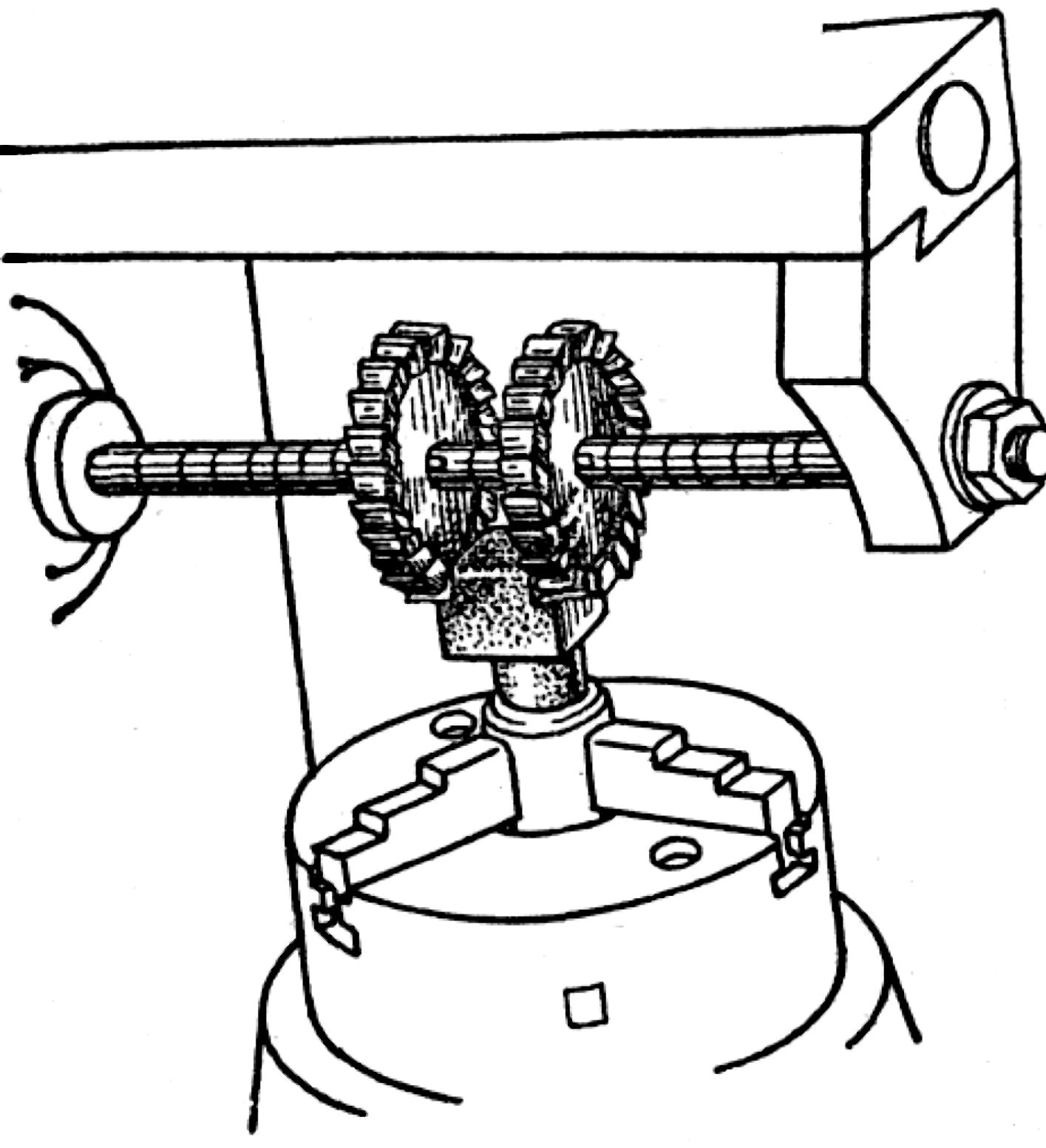
Рис. 6.3. Схема фрезерования граней головки винта набором фрез
На рис. 6.3 показана схема фрезерования граней головки винта набором из двух фрез. Расстояние между внутренними боковыми поверхностями фрез должно быть равно расстоянию между противоположными боковыми гранями детали. Это достигается подбором установочных колец, как и при обработке уступов и пазов набором фрез. Заготовка должна быть установлена так, чтобы ее ось была перпендикулярна оси оправки фрезы.
Для фрезерования многогранников в крупносерийном и массовом производстве применяет многоместные делительные приспособления для одновременной обработки партии заготовок.
Виды брака при обработке многогранников:
- Размер граней меньше требуемого из-за неправильно установленной глубины фрезерования. Причина – невнимательность при отсчете глубины фрезерования по шкале лимба.
- Размер граней меньше требуемого из-за неправильно установленного расстояния между двумя дисковыми фрезами набора. Причина – неправильный подбор установочных колец.
- Неверное расположение граней. Причина – неправильный отсчет делений по делительному диску.
- Значительная шероховатость обработанной поверхности. Причины – большая подача на зуб, биение фрезы, вибрации, работа изношенной фрезой, большой люфт шпинделя делительной головки, неправильный подбор СОТС и др.
Фрезерование прямых канавок и шлицев на цилиндрических и конических поверхностях пазов на торцах заготовок ведется различным инструментом на вертикально- и горизонтально-фрезерных станках. Общая схема последовательности выполнения отдельных переходов по наладке станка и выполнению операций схожа с рассмотренной выше. Отметим, что при настройке станка на выполнение указанных работ особое внимание следует уделять правильности установки фрезы относительно заготовки.
Фрезерование многогранников
Фрезерование — один из наиболее популярных способов производства деталей из заготовок методом резания. Часто детали, особенно втулки и пробки, имеют форму многогранников, нарезка которых предполагает особую последовательность действий и настройку конфигурации фрезерного станка.
Как происходит нарезка граней многогранников на фрезерном станке
В зависимости от требований, предъявляемых к готовой детали, ее резка может осуществляться при помощи концевых, торцевых, цилиндрических и дисковых фрез. При производстве объемных партий типовых изделий удобно также пользоваться возможностью нарезки контура набором дисковых врез, закрепленных на оси на определенном расстоянии друг от друга. Для обработки единичных заказов такой подход, как правило, нецелесообразен.
Заготовки для нарезки многогранников, независимо от количества углов в готовом изделии, обычно имеют цилиндрическую форму среза. Соответственно, размер грани, при известном радиусе среза, можно определить по формуле:
Размер грани (a) = диаметр окружности (d) * синус 180/необходимое число граней
Соответственно, размер грани условного четырехгранника всегда равен произведению диаметра и числа 0,707 (синус четвертой части от 180 градусов), а шестигранника — диаметра и числа 0,5 (синус шестой части от 180 градусов). Соответственно, правила верны только для изделий с прямыми гранями, занимающими весь радиус заготовки.
Последовательность подготовительных работ
-
Установка делительной головки в средний паз стенда.
-
Установка задней бабки фиксирующими сухарями в нужное положение.
-
Контрольным валиком и индикатором отцентрировать совпадение головки и бабки на стенде, после чего затянуть крепежные болты.
-
Закрепить заготовку на стенде при помощи хомута.
-
Установить режущую фрезу на нужный размер.
-
Выполнить фрезеровку одной грани.
-
Повернуть шпиндель и заготовку на 90 градусов.
-
Повторить пункты 5-7.
-
По завершении нарезки проконтролировать совпадение геометрии граней перед снятием заготовки со стенда.
Фрезерование многогранников – Фрезерные работы
Фрезерование многогранников
Категория:
Фрезерные работы
Фрезерование многогранников
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т. д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез.
Пусть требуется профрезеровать грани квадрата, например грани хвостовика метчика или развертки. Фрезерование производится с помощью универсальной делительной головки на горизонтально-фрезерном станке концевой фрезой.
Подготовка к работе.
Для установки на столе фрезерного станка делительной головки и задней бабки необходимо:
1. Очистить стол и пазы от стружки, смазать тонким слоем смазки плоскости стола и основания делительной головки. Установить делительную головку и заднюю бабку фиксирующими сухарями в средний паз стола.
2. Ввести в паз стола крепежные болты делительной головки и задней бабки и затянуть их.
4. Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами.
5. Надеть на заготовку хомутик, закрепив его болтом. Установить заготовку в центрах, вставить загнутый конец (рог) хомутика в вырез подвода и закрепить его.
После того как профрезеровали одну грань, поворачивают шпиндель делительной головки вместе с обрабатываемой заготовкой на 90° и производят фрезерование второй грани и т. д.
Поворот на угол а можно осуществить методом непосредственного деления.
Фрезерование граней многогранника можно производить не одной фрезой, а набором дисковых фрез. Этот метод при обработке большой партии заготовок является более производительным и точным, чем фрезерование одной фрезой.
Расстояние между внутренними боковыми поверхностями фрез должно быть равно расстоянию между противоположными боковыми гранями детали. Оно достигается подбором установочных колец, как и при обработке уступов и пазов набором фрез. Заготовка должна быть установлена так, чтобы ее ось была перпендикулярна оси оправки фрезы.
Для фрезерования многогранников в крупносерийном и массовом производстве применяют многоместные делительные приспособления для одновременной обработки партии заготовок.
Вида брака при фрезеровании многогранников
1. Размер граней получился меньше требуемого из-за неправильно установленной глубины фрезерования. Причина — невнимательность при отсчете глубины фрезерования по шкале лимба.
2. Размер граней получился меньше требуемого из-за неправильно установленного расстояния между двумя дисковыми фрезами набора. Причина — неправильный подбор установочных колец.
3. Неверное расположение граней. Причина — неправильный отсчет делений по делительному диску.
4. Недостаточный класс шероховатости обработанной поверхности. Причина — большая подача на зуб, биение фрезы, вибрации, работа изношенной фрезой, большой люфт шпинделя делительной головки, неправильный выбор смазочно-охлаждающей жидкости и условий охлаждения и др.
Реклама:
Читать далее:
Фрезерование прямых канавок и шлицев на цилиндрических и конических поверхностях
Статьи по теме:
Технология фрезерования деталей, имеющих сопряженные плоскости, и многогранников
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сопряженные поверхности одной детали, т.е. поверхности, расположенные в разных плоскостях, могут быть параллельными, перпендикулярными или располагаться под любым углом. К таким плоскостям относятся смежные грани прямоугольной и квадратной призмы, куба, шестигранника, пирамиды и т.д.
Обработку заготовок, имеющих сопряженные плоскости, осуществляют на вертикально- и горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами, а также наборами фрез. На столе станка заготовки закрепляют в универсальных или в специальных приспособлениях.
Фрезерование прямоугольного бруска. Фрезеровщику в процессе работы приходится часто обрабатывать заготовки в виде прямоугольной призмы — бруска (рис. 5.22). В этом случае необходимо правильно выбрать базу и последовательность обработки поверхностей.
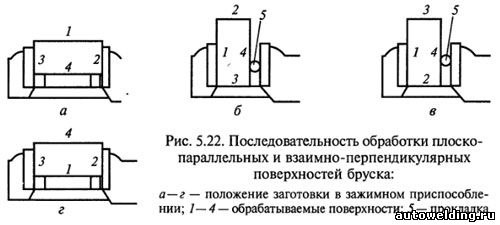
При закреплении заготовки в машинных тисках вначале должна быть обработана поверхность 7, имеющая наибольшую площадь (рис. 5.22, а). Заготовку при этом устанавливают в тисках так, чтобы противоположная ее поверхность 4 опиралась на направляющую поверхность тисков или на две параллельные подкладки равной высоты.
Во втором переходе (рис. 5.22, б) заготовку устанавливают обработанной поверхностью 1 к неподвижной губке тисков и прижимают к ней либо непосредственно подвижной губкой, либо, как показано на рисунке, используя в качестве прокладки кусок металла круглого сечения 5, расположенный в центре губок. Это исключает возможный перекос заготовки при закреплении. В такой позиции фрезеруют поверхность 2, смежную с базовой поверхностью 7. Второй и третий переходы (рис. 5.22, в) обеспечивают получение прямого угла между поверхностями 1 и 2 и 1 и 3. В последнем переходе (рис. 5.22, г) базой служит все та же поверхность 7. Брусок устанавливают поверхностью 7 на парные (имеющие равную высоту) параллельные подкладки и перед окончательным закреплением в тисках проверяют параллельность базовой поверхности 7 и стола. После этого заготовку окончательно закрепляют. Если все проведено правильно, то поверхности 7 и 4 должны быть параллельны и вместе с тем перпендикулярны к поверхностям 2 и 5.
Приведенная последовательность обработки бруска является рациональной как при черновом, так и при чистовом фрезеровании. При чистовой обработке во избежание повреждения обработанных поверхностей в процессе закрепления заготовки на губки тисков обычно надевают прокладки из листовой латуни или меди.
Обработка многогранников. Фрезерование квадратов. При фрезеровании квадрата из прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих способов:
- в трехкулачковом патроне;
- в трехкулачковом патроне и центре задней бабки;
- в центрах универсальной делительной головки и задней бабки.
Фрезерование граней квадратов производят концевыми, торцовыми, дисковыми фрезами, а также набором дисковых фрез с закреплением заготовки в делительной головке на горизонтально- и вертикально-фрезерных станках.
Фрезерование шестигранников. При обработке шестигранников можно достичь высокой производительности применением набора дисковых фрез.
Обработку плоскостей, сопряженных под острым и тупым углами, производят так же, как и наклонных плоскостей.
Взаимное расположение сопряженных плоскостей (параллельных и перпендикулярных), обработанных с переустановкой заготовок в тисках универсального горизонтально-фрезерного станка, контролируют штангенциркулями, угольниками, лекальными линейками, рейсмасами. Плоскости, расположенные под тупыми и острыми углами, контролируют шаблонами и рейсмасами, независимо от того, какими фрезами производят эту обработку: цилиндрическими или торцовыми.
Фрезерование многогранников – Энциклопедия по машиностроению XXL
Виды брака при фрезеровании многогранников. При этих простейших фрезерных операциях возможны следующие случаи брака [c.283]ФРЕЗЕРОВАНИЕ МНОГОГРАННИКОВ Фрезерование граней набором фрез [c.250]
Виды брака при фрезеровании многогранников [c.259]
С помощью делительных головок выполняют следующие виды фрезерных работ фрезерование многогранников фрезерование прямых канавок на цилиндрических поверхностях фрезерование пазов на торцовых поверхностях деление заготовки по окружности на неравные части фрезерование зубьев прямозубых цилиндрических и конических зубчатых колес фрезерование торцовых зубьев кулачковых муфт и торцовых зубьев режущего инструмента [c.115]
Для фрезерования многогранников в крупносерийном и массовом производстве применяют многоместные делительные приспособления для одновременной обработки партии заготовок. [c.116]
Дефекты при фрезеровании многогранников [c.116]
Как произвести фрезерование многогранников [c.126]
При выполнении некоторых работ на фрезерных станках необходимо осуществлять поворот обрабатываемой детали на требуемый угол, например при нарезании зубчатых колес, фрезеровании многогранников, фрезеровании канавок, расположенных под определенным углом, и другие работы. Для выполнения этих операций применяются специальные устройства, называемые делительными головками. Делительные головки разделяются на универсальные и специальные. К универсальным, используемым главным образом [c.194]
Делительная головка является важной принадлежностью фрезерных станков. Она применяется для периодического поворота заготовок на равные или неравные углы (например, при фрезеровании многогранников, зубьев колес) и для непрерывного вращения заготовок, согласованного с продольной подачей (например, при нарезании спиральных канавок у сверл, зенкеров и др. или при фрезеровании косозубых зубчатых колес). Делительные головки находят применение также и на долбежных станках. [c.173]
Недостаточный класс чистоты обработанной поверхности. Причина та же, что и при фрезеровании многогранников. [c.185]
Фрезерование многогранников 49. Фрезерование прямых канавок и шлицев на цилиндрических поверхностях 50. Фрезерование пазов и шлицев [c.279]
Карты составлены на основе многолетнего опыта обучения фрезеровщиков в профессионально-технических училищах г. Москвы и включают разработку следующих тем учебной программы упражнения в управлении станком и его наладке, фрезерование плоских поверхностей, фрезерование прямоугольных пазов, канавок и уступов, разрезание металла, фрезерование специальных пазов и канавок, фрезерование фасонных и криволинейных поверхностей, фрезерование многогранников, фрезерование канавок на цилиндре и конусе, сложные виды фрезерования. [c.3]
ИНСТРУКЦИОННАЯ КАРТА 45 ТЕМА. ФРЕЗЕРОВАНИЕ МНОГОГРАННИКОВ [c.162]
ТЕМА. ФРЕЗЕРОВАНИЕ МНОГОГРАННИКОВ [c.165]
Дисковые фрезы применяют для фрезерования уступов, пазов, лысок, многогранников и других плоскостей. [c.456]
Дисковые фрезы применяют для фрезерования уступов, пазов, квадратов, многогранников, лысок и других боковых плоскостей на прямоугольных и круглых заготовках, а также для прорезных и отрезных работ. [c.275]
Обработка многогранников. Фрезерование квадратов. При фрезеровании квадрата из прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих способов [c.201]
При фрезеровании пазов, канавок метчиков, впадин зубчатых колес, канавок фрез, разверток, зенкеров и многогранников окружности необходимо делить на части (рис. 208) с помощью специальных делительных механизмов. Имеется два вида делительных механизмов делительные приспособления и делительные головки. [c.378]
Делительные головки применяют для закрепления заготовок и поворота их на требуемый угол относительно оси при фрезеровании канавок или плоскостей, расположенных под опреде-ленным углом, а также для непрерывного вращения заготовок при фрезеровании на заготовках винтовых канавок. Их используют при фрезеровании зубчатых колес, канавок прямых и винтовых у режущих инструментов (фрез, разверток, сверл и т. д.), плоскостей многогранников и т. д. В практике пользуются делительными головками для непосредственного деления и универсальными делительными головками. [c.527]
Фрезерование граней многогранников [c.115]
Фрезерование граней многогранника можно производить не одной фрезой, а набором дисковых фрез. Этот метод при обработке большой партии заготовок является более производительным и точным, чем фрезерование одной фрезой. На рис. 128 показана схема фрезерования граней головки винта набором из двух фрез. Расстояние между внутренними боковыми поверхностями фрез должно быть равно расстоянию между противоположными боковыми гранями детали. Оно достигается подбором установленных колец, как и при обработке уступов и пазов набором фрез. Заготовка должна быть установлена так, чтобы ее ось была перпендикулярна оси оправки фрезы. [c.116]
По первому признаку (конфигурация обрабатываемой детали) можно классифицировать детали с наиболее распространенными сочетаниями поверхностей (открытые плоскости, многогранники, плоскости с пазами, шпоночные пазы, сочетание вертикальных или горизонтальных плоскостей с наклонными, поверхности с винтовыми канавками, типовые фасонные поверхности и др.). По второму признаку (тип инструмента) можно классифицировать детали, которые экономически выгодно обрабатывать различными типами фрез или набором фрез торцовыми твердосплавными (головками), цилиндрическими, торцовыми, дисковыми, концевыми, угловыми и др. — в зависимости от размера партии или размеров обрабатываемых поверхностей деталей в условиях фрезерования единичной детали или группы одновременно обрабатываемых деталей. При этом в обоих случаях должны быть учтены размеры обрабатываемых поверхностей (масштабный фактор), требуемая точность размеров и параметр шероховатости обработанной поверхности. [c.148]
Дисковые фрезы (табл. 9) применяются для фрезерования неглубоких пазов (дисковые пазовые), уступов и граней многогранников (дисковые двусторонние), глубоких пазов (дисковые трехсторонние). [c.63]
Дисковые фрезы применяются для фрезерования пазов, уступов, квадратов, многогранников, лысок и пр. Имеются дисковые фрезы пазовые (рис. 74, а), которые имеют зуб только на цилиндрической части. Они используются для фрезерования неглубоких пазов. Для уменьшения трения на торцах этих фрез предусмотрено поднутрение под углом ф = 2°. Тонкие дисковые фрезы (шириной от 0,2 до 5 мм) называют прорезными или отрезными. [c.135]
Фрезы дисковые двусторонние (рис. 74, б) имеют зубья на цилиндрической поверхности и на одном из торцов. Они применяются для фрезерования уступов и граней многогранников. [c.135]
С помощью делительной головки выполняются многие фрезерные работы фрезерование граней многогранников фрезерование шлицевых валов нарезание зубьев зубчатых колес, червяков и реек фрезерование винтовых канавок, зубьев кулачковых муфт и кривых поверхностей. кулачков. [c.318]
Дисковые фрезы применяют для фрезерования уступов, пазов, лысок, многогранников и других боковых плоскостей на прямоугольных и круглых заготовках, а также для прорезных и отрезных работ. Дисковые фрезы, имеющие зубья только на цилиндрической поверхности, так называемые пазовые фрезы, применяют для фрезерования точных по ширине шпоночных канавок и пазов. Затылованные пазовые фрезы имеют передний угол у = а задний а — в соответствии с величиной затылования пазовые фрезы с остроконечными зубьями — передний угол у = 15°, задний угол а = 20°, боковые стенки их сошлифованы к центру на угол ф, = 1-ь2° для уменьшения трения о стенки паза. [c.720]
Фрезерование плоских поверхностей, пазов, канавок, уступов, фасонных поверхностей, многогранников, прямозубых зубчатых колес, разверток, муфт [c.129]
Фрезерование плоских поверхностей, пазов, канавок, уступов, фасонных поверхностей, многогранников, муфт [c.129]
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т. д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез. [c.181]
Фрезерование пазов на валах или многогранниках выполняют концевыми или дисковыми трехсторонними фрезами на консольных горизонтально- или вертикально-фрезерных станках. Заготовку устанавливают в центрах делительной головки и задней бабки. Если паз имеет размер с допуском, обработку выполняют за две операции с припуском на чистовую обработку. Чистовое фрезерование двух боковых сторон паза в заданный размер осуществляют набором из двух дисковых фрез на оправке (инструмент настраивают на размер паза с заданным допуском и проверяют биение торцов), а при небольшой ширине паза — концевой фрезой, установленной в регулируемой оправке. [c.150]
Фрезерование многогранников выполняют на консольном вертикально-фрезерном станке торцовой фрезой или на горизонталь-но-фрезерном станке цилиндрической фрезой со спиральными зубьями. Многогранники в зависимости от требований к их точности фрезеруют за одну или две операции (черновая и чистовая) с припуском 0,5 мм на сторону под чистовую обработку. Фрезу подводят до точки касания к наружному диаметру заготовки, затем поднимают стол на размер А = D/2 — Н, где D — диаметр заготовки, Н — размер от гранй до центра многогранника. [c.150]
На рис. 1.12.37 показаны дополнительные технологические операции, которые выполняются на токарных обрабатывающих центрах (а – сверление несоосных оси шпинделя отверстий б – нарезание резьбы в несоосньк отверстиях в – фрезерование круговых пазов г – фрезерование шпоночных пазов д – фрезерование многогранников). [c.408]
Технология фрезерования деталей, имеющих сопр51женные плоскости, и многогранников [c.200]
Ддя фрезерования граней многогранников, лысок, прямых канавок, шпоночных и шлицевых пазов, прямозубых цилиндрических и конических зубчатых колес, торцовых зубьев муфт, винтовых канавок, деления заготов- [c.650]
В делительных головках закрепляют и поворачивают на нужный угол заготовки для фрезерования на них канавок или плоскостей при их взаимном расположении под тем или иным углом это необходимо при изготовлении зубчатых колес, фрез, зёнкеров, разверток, многогранников. Существуют делительные головки для непосредственного, простого деления, а также универсальные и оптические головки. [c.340]
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т. д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез.
α = 180° – β (32) Поворот на угол а можно осуществить методом непосредственного деления. n – α°,
|
|
Фрезерование методом непосредственного деления ФРЕЗЕРОВАНИЕ МНОГОГРАННИКОВ Фрезерование граней набором фрез Надо отфрезеровать грани квадратной головки винта (рис. 205) из точеной круглой заготовки. Фрезерование произведем на горизонтально-фрезерном станке в упрощенной делительной головке.
Заготовку закрепляют в трехкулачковом патроне (рис. 206), причем для предохранения резьбы от смятия на нее надевают втулку из листовой латуни или меди толщиной 1—1,5 мм.
Выбор фрезы. Грани фрезеруем набором двух дисковых фрез, для чего на оправку диаметром 27 мм установим две одинаковые дисковые двухсторонние или трехсторонние фрезы диаметром 80 мм, шириной 12 мм, с отверстием диаметром 27 мм. Материал фрез — быстрорежущая сталь Р18, число зубьев — 18.
Имея комплект разрезных установочных колец разной толщины, можно производить установку набора фрез без съема их с оправки.
Установка набора фрез по способу В. А. Горяинова занимает всего 2—3 мин.
Зажимное устройство устанавливают на делительное приспособление, позволяющее поворачивать заготовку на 30, 45, 60, 90, 120 или 180°, т. е. производить деления на 2, 3, 4, 6, 8 и 12 частей. В данном случае после каждого прохода набором фрез делительное приспособление поворачивают на 60°. Читайте также: Рекомендуемые страницы: Поиск по сайту |
Поиск по сайту: |
Многогранники
Многогранник – это твердое тело с плоскими гранями
(от греческого многоугольника – «много» и -эдр – «грань»).
Каждая грань представляет собой многоугольник (плоскую форму с прямыми сторонами).
Примеры многогранников:
КубЕго лица все квадраты Треугольная призма
Его грани – треугольники
и прямоугольники Додекаэдр
Какие у него лица?
Итак, без изогнутых поверхностей : конусы, сферы и цилиндры – это , а не многогранники.
Простые многогранники
Примечание: многогранника во множественном числе означает многогранников или многогранников
Многие другие
Подсчет граней, вершин и ребер
Когда мы подсчитываем количество граней (плоских поверхностей), вершин (угловых точек) и ребер многогранника, мы обнаруживаем интересную вещь:
Количество граней
плюс количество вершин
минус количество ребер равно 2
Это можно записать в виде небольшого уравнения:
F + V – E = 2
Она известна как формула Эйлера (или «многогранная формула») и очень полезна, чтобы убедиться, что мы правильно посчитали!
Пример: Куб
В кубе:
- 6 граней
- 8 вершин (угловые точки)
- 12 кромок
F + V – E = 6 + 8 – 12 = 2
Пример: треугольная призма
У этой призмы:
- 5 граней
- 6 вершин (угловые точки)
- 9 кромок
F + V – E = 5 + 6 – 9 = 2
Но бывают случаи, когда не работает! Прочтите формулу Эйлера, чтобы узнать больше.
Диагонали
Диагональ – это прямая линия внутри фигуры, идущая от одного угла к другому (но не края).
У многогранника может быть много диагоналей. Вы можете придумать один без диагоналей?
.| Тетраэдр |
| Куб |
| Октаэдр |
| Додекаэдр |
| Икосаэдр |
| Малый звездчатый додекаэдр |
| Усеченный тетраэдр |
| Кубооктаэдр |
| Усеченный куб |
| Усеченный октаэдр |
| Ромбокубооктаэдр |
| Большой ромбокубооктаэдр |
| Snub Cube (Лаево) |
| Икосододекаэдр |
| Усеченный додекаэдр |
| Усеченный икосаэдр |
| Ромбикосододекаэдр |
| Большой ромбоикосододекаэдр |
| Курносый додекаэдр (Лаево) |
| Треугольная призма |
| Пятиугольная призма |
| Шестиугольная призма |
| Восьмиугольная призма |
| Десятиугольная призма |
| Квадратная антипризма |
| Пятиугольная антипризма |
| Шестиугольная антипризма |
| Восьмиугольная антипризма |
| Десятиугольная антипризма |
| Тетраэдр Триаки |
| Ромбический додекаэдр |
| Октаэдр Триаки |
| Шестигранник Тетракис |
| Трапециевидный икоситетраэдр |
| Октаэдр Hexakis |
| Пятиугольный икоситетраэдр (декстро) |
| Ромбический триаконтаэдр |
| Икосаэдр Триаки |
| Додекаэдр Пентакиса |
| Шестигранник трапециевидной формы |
| Гексакис Икосаэдр |
| Пятиугольный шестигранник (декстро) |
| Квадратная пирамида (J1) |
| Пятиугольная пирамида (J2) |
| Треугольный купол (J3) |
| Квадратный купол (J4) |
| Пятиугольный купол (J5) |
| Пятиугольная ротонда (J6) |
| Удлиненная треугольная пирамида (J7) |
| Удлиненная квадратная пирамида (J8) |
| Удлиненная пятиугольная пирамида (J9) |
| Гиро-удлиненная квадратная пирамида (J10) |
| Гиро-удлиненная пятиугольная пирамида (J11) |
| Треугольная дипирамида (J12) |
| Пятиугольная дипирамида (J13) |
| Удлиненная треугольная дипирамида (J14) |
| Удлиненная квадратная дипирамида (J15) |
| Удлиненная пятиугольная дипирамида (J16) |
| Гиро-удлиненная квадратная дипирамида (J17) |
| Удлиненный треугольный купол (J18) |
| Удлиненный квадратный купол (J19) |
| Удлиненный пятиугольный купол (J20) |
| Удлиненные пятиугольные поворотные концы (J21) |
| Гиро-удлиненный треугольный купол (J22) |
| Гиро-удлиненный квадратный купол (J23) |
| Гиро-удлиненный пятиугольный купол (J24) |
| Гиро-удлиненная пятиугольная ротонда (J25) |
| Gyrobifastigium (J26) |
| Ортобикупола треугольная (J27) |
| Квадрат Ортобикупола (J28) |
| Гиробикупола квадратная (J29) |
| Пятиугольная ортобикупола (J30) |
| Пятиугольная гиробикупола (J31) |
| Пятиугольная ортокуполяронда (J32) |
| Пятиугольная гирокуполаротонда (J33) |
| Пятиугольная ортобиротонда (J34) |
| Ортобикупола удлиненно-треугольной формы (J35) |
| Гиробикупола удлиненно-треугольной формы (J36) |
| Гиробикупола продолговатой формы (J37) |
| Ортобикупола удлиненная пятиугольная (J38) |
| Удлиненная пятиугольная гиробикупола (J39) |
| Пятиугольная удлиненная ортокуполаротонда (J40) |
| Гирокуполаротонда удлиненная пятиугольная (J41) |
| Ортобиротонда удлиненная пятиугольная (J42) |
| Удлиненная пятиугольная гиробиротонда (J43) |
| Гиро-удлиненная треугольная двуполость (J44) |
| Гиро-удлиненный квадрат Бикупола (J45) |
| Гиро-удлиненная пятиугольная двуполая (J46) |
| Гиро-удлиненная пятиугольная куполаротонда (J47) |
| Гиро-удлиненная пятиугольная биротонда (J48) |
| Расширенная треугольная призма (J49) |
| Двуугольная треугольная призма (J50) |
| Трехгранная треугольная призма (J51) |
| Расширенная пятиугольная призма (J52) |
| Двуугольная пятиугольная призма (J53) |
| Увеличенная шестиугольная призма (J54) |
| Парабиаугментированная шестиугольная призма (J55) |
| Шестиугольная призма с метабиауглеродом (J56) |
| Шестиугольная призма с тройным расширением (J57) |
| Расширенный додекаэдр (J58) |
| Парабиаугментированный додекаэдр (J59) |
| Метабиаугментированный додекаэдр (J60) |
| Трехразмерный додекаэдр (J61) |
| Икосаэдр с метабидуменьшением (J62) |
| Трехуменьшенный икосаэдр (J63) |
| Увеличенный трехуменьшенный икосаэдр (J64) |
| Увеличенный усеченный тетраэдр (J65) |
| Расширенный усеченный куб (J66) |
| Усеченный двуугловой куб (J67) |
| Увеличенный усеченный додекаэдр (J68) |
| Парабиаугментированный усеченный додекаэдр (J69) |
| Метабиаугментированный усеченный додекаэдр (J70) |
| Триаугментированный усеченный додекаэдр (J71) |
| Круговидный ромбикосододекаэдр (J72) |
| Парабигиратный ромбикосододекаэдр (J73) |
| Метабигиратный ромбикосододекаэдр (J74) |
| Тригиратный ромбикосододекаэдр (J75) |
| Ромбикосододекаэдр уменьшенный (J76) |
| Парагиратный уменьшенный ромбикосододекаэдр (J77) |
| Метагират Уменьшенный ромбикосододекаэдр (J78) |
| Бигират Уменьшенный ромбикосододекаэдр (J79) |
| Парабидоусиленный ромбикосододекаэдр (J80) |
| Метабидимулированный ромбикосододекаэдр (J81) |
| Гиратный двумерный ромбикосододекаэдр (J82) |
| Треугольник ромбикосододекаэдр (J83) |
| Курносый дисфеноид (J84) |
| Плоская антипризма (J85) |
| Sphenocorona (J86) |
| Увеличенная сфенокорона (J87) |
| Сфеномегакорона (J88) |
| Hebesphenomegacorona (J89) |
| Disphenocingulum (J90) |
| Билунабиротунда (J91) |
| Гебешфеноротунда треугольная (J92) |
| Тетрагемигексаэдр |
| Октагемиоктаэдр |
| Малый дитригональный икосододекаэдр |
| Додекадодекаэдр |
| Ехиднаэдр |