Фрезерование многогранников: Фрезерование многогранников » Ремонт Строительство Интерьер
alexxlab | 09.10.2020 | 0 | Разное
Фрезерование многогранников » Ремонт Строительство Интерьер
Способы фрезерования. Грани квадратов и шестигранников можно фрезеровать концевыми, торцовыми, дисковыми фрезами, а также набором дисковых фрез с применением делительных головок при горизонтальном или вертикальном положении оси шпинделя как на горизонтальных, так и на вертикальных фрезерных станках.
При фрезеровании торцовыми и концевыми фрезами (рис. 129, а) стол подводят в нужном направлении до легкого касания заготовкой фрезы, отводят его из-под фрезы, по лимбу вертикальной подачи поднимают стол на необходимую глубину фрезерования и обрабатывают первую грань. Затем отводят стол в исходное положение, рукоятку делительной головки поворачивают на необходимое число оборотов по выбранному числу отверстий бокового делительного диска, стопорят шпиндель делительной головки и фрезеруют вторую грань и т. д.
Дисковыми двусторонними или трехсторонними фрезами обрабатывают многогранники головок винтов, болтов на горизонтально-фрезерных станках с вертикальным расположением оси шпинделя делительной головки.
После настройки станка на режим фрезерования приступают к обработке первой грани. Для установки глубины резания заготовку подводят в необходимых направлениях до соприкосновения ее боковой стороны со вспомогательной режущей кромкой фрезы. Стол отводят в продольном направлении и по лимбу поперечной подачи перемещают его в сторону фрезы на величину полуразности диаметра заготовки и расстояния между гранями (четное число граней), включают продольную подачу стола и- фрезеруют первую поверхность. После этого отводят стол в продольном направлении в исходное положение, поворачивают заготовку на необходимую часть оборота, обрабатывают вторую и последующие грани.
Рассмотренный способ мало производительный и поэтому применяется при изготовлении единичных деталей. При фрезеровании деталей крупными партиями с четным числом граней (квадрат, шестигранник) обработку целесообразно производить набором дисковых фрез, установленных на центровую оправку горизонтально-фрезерного станка.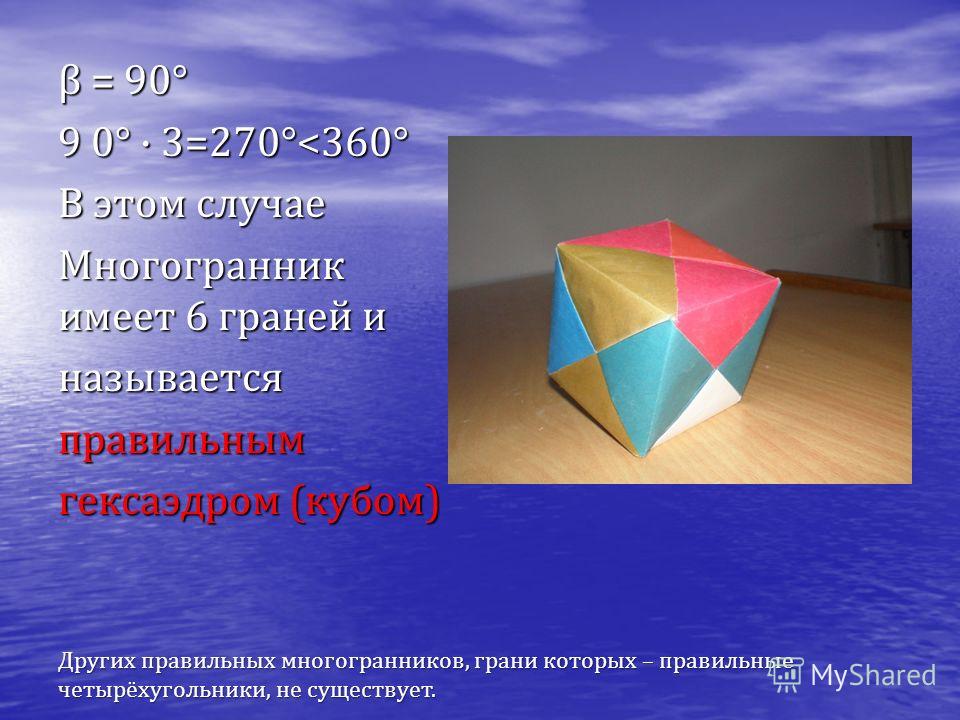
Вспомогательные режущие кромки каждой из дисковых фрез должны отстоять на одинаковом расстоянии от центра заготовки. Чтобы это обеспечить, необходимо перемещениями стола в продольном, поперечном и вертикальном направлениях подвести заготовку к вращающимся фрезам так, чтобы режущие кромки каждой фрезы одинаково касались заготовки. Это возможно в случае, когда диаметры фрез практически одинаковы. При некоторых отклонениях в их размерах поступают следующим образом. Закрепив в трехкулачковом патроне пробную заготовку в виде стержня, диаметр которого примерно соответствует диаметру заготовки, подводят образец к фрезам так, чтобы его центр примерно располагался между фрезами, и фрезеруют две параллельные грани. Затем возвращают заготовку в исходное положение, замеряют полученный размер, поворачивают ее на 180° и снова фрезеруют эти же грани.
После этого необходимо раскрепить образец, а на его место установить заготовку, подлежащую обработке в патроне, поднять стол на величину, обеспечивающую обработку по всей высоте головки, подвести заготовку к фрезам до касания, включить продольную подачу стола и профрезеровать первые две параллельные грани. После чего возвратить стол в исходное положение, рукояткой повернуть заготовку на нужную часть окружности и фрезеровать следующие две параллельные грани.
При фрезеровании квадрата набором из двух дисковых фрез 1 и 2 (рис. 129, б) для предохранения поверхности заготовки 3 от вмятин при закреплении кулачками патрона применяется разрезная втулка 4 из мягкого металла.
В процессе фрезерования набором из двух дисковых фрез многогранников количество переходов уменьшается в два раза по сравнению с обработкой аналогичного многогранника одной фрезой. Настройка станка и делительной головки, сделанная для обработки многогранника у первой детали, остается неизменной при фрезеровании всей партии.
Виды и причины брака. При фрезеровании многогранников могут быть допущены следующие виды брака:
1. Расстояние между двумя параллельными гранями не соответствует чертежу, основной причиной чего является неправильный расчет установочных колец, размещенных между дисковыми фрезами в наборе, или неправильная установка глубины резания по лимбу вертикальной подачи (при фрезеровании концевыми или торцовыми фрезами).
2. Размеры граней не одинаковы, что получается, если неверно произведен отсчет поворота заготовки или неверно выбрана окружность с отверстиями по боковому делительному диску.
3. Ось стержня смещена относительно оси многогранника, основной причиной чего является радиальное биение заготовки при закреплении ее в патроне.
4. Увеличенная шероховатость обработанных поверхностей, что имеет место, если работа проводится затупившейся фрезой или подача на зуб больше допустимой.
Фрезерование профилированных многогранников » Строительство домов, коттеджей своими руками. Объекты строительства
Для фрезерования профилированных граней по контуру квадратной, прямоугольной или круглой заготовок делительный блок через деревянные или металлические подкладки закрепляют на фрезерном суппорте (рис. 46.1). Два сквозных болта М8, вставленных головками в один из пазов фрезерного стола, пропускают через подкладки, корпус блока и затягивают гайками. Между корпусом и гайками прокладывают толстые стальные шайбы диаметром 20-25 мм. С подвеской блока на фрезерном суппорте обрабатываемая заготовка получает еще одно – вертикальное – движение и может передвигаться в пространстве по трем координатам. Ход фрезерного стола позволяет снимать древесину с небольших заготовок при их вертикальном перемещении относительно фрезы.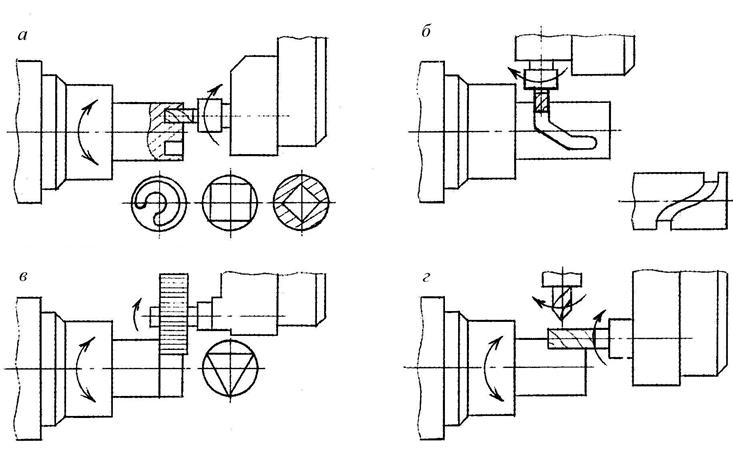
Фрезерование профилированных многогранников
Перед фрезерованием граней заготовку сверлят в геометрическом центре и обязательно торцуют с двух сторон, обеспечивая тем самым необходимый размер по толщине и параллельность плоскостей.
Формирование профилированной грани осуществляют одной или поочередно двумя, тремя фрезами. Наилучшие результаты дает работа одной фрезой, снимающей древесину предварительными и чистовыми проходами. Контур лезвия фрезы выполняют с таким расчетом, чтобы его осевой размер несколько перекрывал толщину заготовки (рис.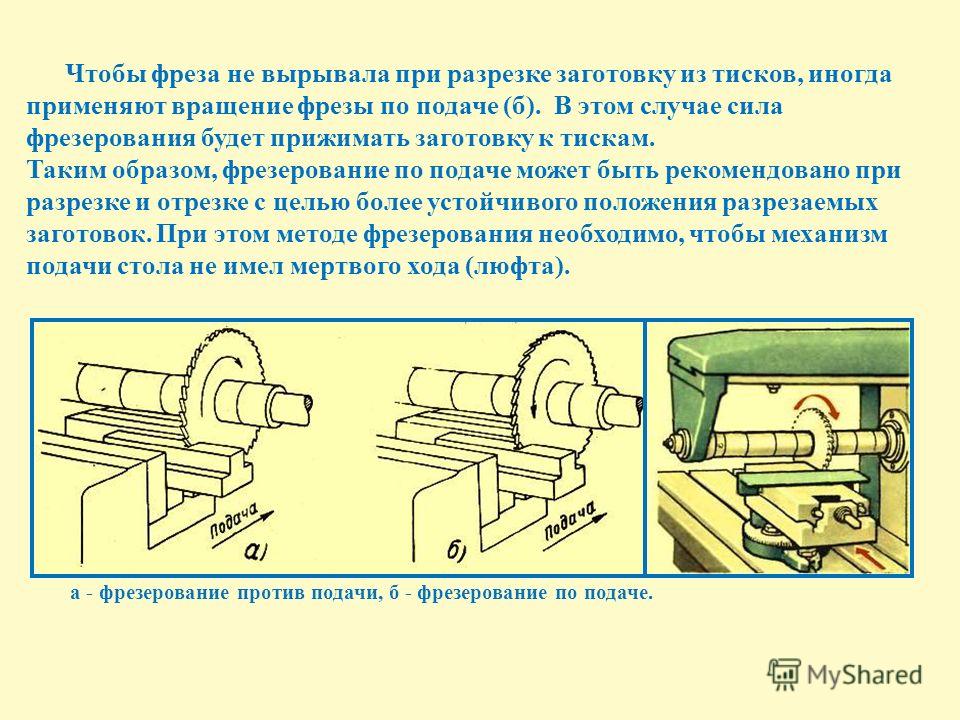
Методом профилирования граней изготавливают разнообразные по форме рамки из цельного куска древесины (рис. 46.2). Наибольший размер таких изделий не превышает 120 мм, и заготовку для них вырезают из древесины капов, твердой и хорошо обрабатывающейся во всех направлениях механическим инструментом. Рамки из древесины капов очень красивы по своей текстуре и применяются для обрамления гипсовых и фарфоровых медальонов, циферблатов часов, фотографий.
Заготовки для квадратной рамки закрепляют болтом М8, пропущенным через центральное отверстие (подобно креплению заготовок для изготовления розеток). Настроив упоры фрезерного стола в соответствии с размерами рамки, поперечным смещением суппорта срезают часть заготовки, подаваемой сверху на фрезу. Съем древесины последним чистовым проходом фрезы не должен превышать 0,5 мм. Отведя фрезерный стол вверх, заготовку поворачивают по шкале делительного диска на 90° (по 48-дольной шкале на 12 делений), фиксируют поворотную ось и фрезеруют следующую грань, повторяя порядок обработки первой грани.
 Сначала за один установ заготовки на основании точного расчета, сделанного по чертежу, фрезеруют дополнительные грани или вырезы. Затем фрезеруют напроход основные грани квадрата. Скошенные дополнительные грани срезают под углом 45° (поворот шкалы на 1/8 часть, равную 6 делениям). Прямоугольный вырез угла формируют предварительно рассчитанными вертикальными и горизонтальными движениями суппортов, круглый – внедрением фасонной фрезы (диаметром до 30 мм) в древесину на 1/4 часть.
Сначала за один установ заготовки на основании точного расчета, сделанного по чертежу, фрезеруют дополнительные грани или вырезы. Затем фрезеруют напроход основные грани квадрата. Скошенные дополнительные грани срезают под углом 45° (поворот шкалы на 1/8 часть, равную 6 делениям). Прямоугольный вырез угла формируют предварительно рассчитанными вертикальными и горизонтальными движениями суппортов, круглый – внедрением фасонной фрезы (диаметром до 30 мм) в древесину на 1/4 часть.Фрезерование прямоугольных заготовок выполняют аналогично квадратным. Однако малый ход суппорта вынуждает применять членение длинных граней и для обрамления изделий эллиптического контура изготавливают восьмигранные рамки вытянутой формы. Порядок фрезерования граней обозначен на рис. 46.2Б мелкими цифрами. Горизонтальные и вертикальные грани фрезеруют под прямым углом. При фрезеровании горизонтальных граней делительный диск устанавливают соответственно на отметках 0 и 24. Скошенные грани, проходящие под углом 30° к горизонтальным, обрабатывают, повернув диск на четыре деления в обе стороны относительно его отметок 0 и 24.
Фрезерование граней по периферии круглой заготовки – наиболее простой процесс. При шестигранной рамке заготовку последовательно поворачивают на 60° (8 делений по 48-дольной шкале) и фрезеруют напроход каждую грань. Фрезеруя восьмигранную рамку, заготовку поворачивают на 45° (6 делений). С увеличением числа граней длина каждой из них сокращается и значительно перекрывается ходом суппорта (рис. 46.2В). Это обстоятельство дает возможность обрабатывать рамки большого размера.
Для изготовления рамок предпочтительнее использовать твердую древесину со свилеватыми волокнами, однако такой материал встречается редко. Обработка прямослойной древесины требует большой осторожности и определенной последовательности фрезерования. Квадратную или прямоугольную заготовки выкраивают так, чтобы волокна древесины были параллельны одной из сторон. Тогда фрезерование граней будет иметь две разновидности: вдоль и поперек волокон. Обработку заготовки начинают с фрезерования поперек волокон, чтобы образующиеся на входе и выходе фрезы небольшие сколы древесины были сняты последующим продольным фрезерованием, дающим очень чистую поверхность.
Тогда фрезерование граней будет иметь две разновидности: вдоль и поперек волокон. Обработку заготовки начинают с фрезерования поперек волокон, чтобы образующиеся на входе и выходе фрезы небольшие сколы древесины были сняты последующим продольным фрезерованием, дающим очень чистую поверхность.
Другой путь получения высококачественной поверхности по всем граням рамки – применение составных заготовок, склеенных из отдельных плоских клиньев. Раскрой клиньев выполняют так, чтобы волокна древесины шли параллельно их внешним краям, по которым будут фрезероваться фасонные грани. Клинья лучше вырезать из одной доски, имеющей однородную по цвету текстуру (рис. 46.ЗА). Углы при вершинах клиньев вычисляют по числу граней рамки. Соединяемые плоскости клиньев тщательно зачищают большим шлифовальным диском, выравнивая поверхность и калибруя заданные углы, и склеивают казеиновым клеем, подкрашенным анилиновым красителем под цвет древесины. Для большей прочности применяют шпунтовое соединение клиньев. Собранные клинья должны сойтись в одной точке, которая и будет центром дальнейшей обработки (рис. 46.ЗБ). Зачищенную на токарном станке составную заготовку закрепляют на поворотной оси делительного блока. При установке необходимо точно согласовать направление швов с делениями шкалы – только тогда наружные стыки клиньев совпадут с ребрами между фрезеруемыми гранями.
Собранные клинья должны сойтись в одной точке, которая и будет центром дальнейшей обработки (рис. 46.ЗБ). Зачищенную на токарном станке составную заготовку закрепляют на поворотной оси делительного блока. При установке необходимо точно согласовать направление швов с делениями шкалы – только тогда наружные стыки клиньев совпадут с ребрами между фрезеруемыми гранями.
Грани составных заготовок могут быть обработаны двумя способами. Сначала их шлифуют на абразивном диске и получают квадрат или многоугольник правильной формы с плоскими гранями. Затем, установив заготовку на делительном приспособлении, фрезеруют профиль по всей длине грани, от ребра до ребра (рис. 46.3В) или частично, вырезая профиль на определенном среднем участке грани (рис. 46.ЗГ). Второй способ лучше применять при изготовлении квадратных декоративных рамок большого размера. На рис. 46.ЗД – Д показаны сечения некоторых профилей, фрезеруемых по граням как полностью, так и частично.
На рис. 46.4 представлен образец двухъярусного многогранника. Такие многогранники изготавливают из целого куска древесины или монтируют из двух отдельных плоских многогранников. Восемь граней верхнего многогранника нарезают фрезой А, грани нижнего – фрезой Б. Сочетанием фрез, имеющих различные контуры режущих кромок, получают широкий набор фрезеруемых профилей. Применяется и частичное фрезерование многогранников на одном из ярусов точеных фигур.
Такие многогранники изготавливают из целого куска древесины или монтируют из двух отдельных плоских многогранников. Восемь граней верхнего многогранника нарезают фрезой А, грани нижнего – фрезой Б. Сочетанием фрез, имеющих различные контуры режущих кромок, получают широкий набор фрезеруемых профилей. Применяется и частичное фрезерование многогранников на одном из ярусов точеных фигур.
При обработке фасонных многогранников процесс измерения не представляет большой сложности. Предварительной токарной обработкой заготовке придают основные размеры изделия и оставляют припуск на фрезерование. После предварительной обработки заготовка получает правильную форму с чистыми базовыми поверхностями, что значительно облегчает разметку, по которой срезают первую грань. Для проверки размеров изготавливаемого многогранника достаточно профрезеровать с припуском две противоположные грани и, замерив расстояние между ними, рассчитать окончательную величину перемещений заготовки. После чистового фрезерования первой грани замечают показания лимбов или устанавливают упоры, по которым обрабатывают все остальные грани.
С помощью делительного приспособления фрезеруют не только внешние, но и внутренние многогранники. Если изделие имеет грани и внутри и снаружи (рис. 47.1), то оба вида фрезерования ведут согласованно. Внутреннее фрезерование граней осуществляется фрезами как простого, так и фасонного профиля. Полная обработка изделий ведется по чертежу.
Заготовку под изделие, содержащее внутреннюю огранку, закрепляют в токарном патроне в обратных кулачках, торцуют с двух сторон под заданный размер, обтачивают поверхность и растачивают внутреннюю полость с припуском на фрезерование. Глубину растачиваемой полости выбирают без припуска. В дне заготовки сверлят отверстие диаметром 8 мм.
Перед фрезерованием производят наладку делительного приспособления. Для этого сначала с помощью рейсмаса устанавливают соосность шпинделя и поворотной оси приспособления. Делительную шкалу устанавливают на 0 и фиксируют поворотную ось. К торцу закрепленной на оправке болтом М8 заготовки приклеивают резиновым клеем вырезанный по кругу чертеж фрезеруемого многогранника (рис.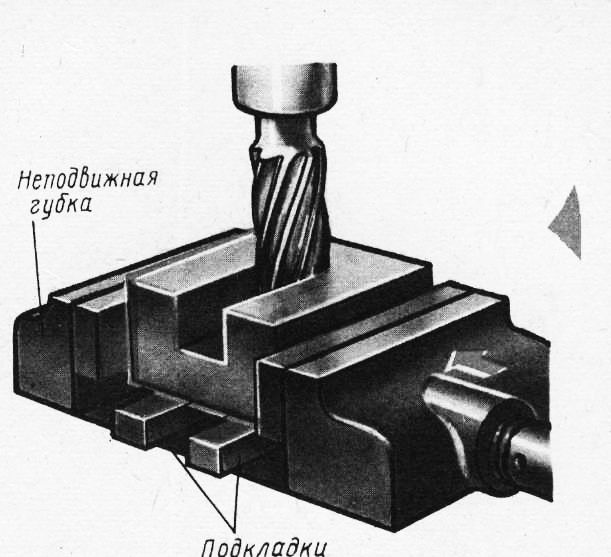 47.2). Оправку с заготовкой и чертежом вводят во фланец зафиксированной поворотной оси. Затем, перемещая фрезерным суппортом делительное приспособление по вертикали и поворачивая оправку с заготовкой во фланце, деталь подводят к вершине рейсмаса точкой пересечения вертикальной оси заготовки с линией прохождения оси фрезы вдоль грани (точка Б). В этом положении оправку зажимают тремя крепежными болтами во фланце поворотной оси и по показаниям лимба замечают положение фрезерного стола или устанавливают упор. Смещая суппорт в поперечном направлении, чертеж подводят к вершине рейсмаса двумя крайними точками (А и В) поперечного хода заготовки. Ход поперечных салазок от точки А до точки В замечают по показаниям лимба или ограничивают двумя упорами. Таким образом, при известном и заложенном в чертеж диаметре цилиндрической фрезы с помощью рейсмаса выстраивают программу работы этой фрезой по двум координатам – вертикальной и поперечной. Затем вместо рейсмаса устанавливают фрезу расчетного диаметра.
47.2). Оправку с заготовкой и чертежом вводят во фланец зафиксированной поворотной оси. Затем, перемещая фрезерным суппортом делительное приспособление по вертикали и поворачивая оправку с заготовкой во фланце, деталь подводят к вершине рейсмаса точкой пересечения вертикальной оси заготовки с линией прохождения оси фрезы вдоль грани (точка Б). В этом положении оправку зажимают тремя крепежными болтами во фланце поворотной оси и по показаниям лимба замечают положение фрезерного стола или устанавливают упор. Смещая суппорт в поперечном направлении, чертеж подводят к вершине рейсмаса двумя крайними точками (А и В) поперечного хода заготовки. Ход поперечных салазок от точки А до точки В замечают по показаниям лимба или ограничивают двумя упорами. Таким образом, при известном и заложенном в чертеж диаметре цилиндрической фрезы с помощью рейсмаса выстраивают программу работы этой фрезой по двум координатам – вертикальной и поперечной. Затем вместо рейсмаса устанавливают фрезу расчетного диаметра. Наладочный чертеж удаляют, заготовку слегка опускают и продольно подают на фрезу так, чтобы торец фрезы уперся в дно расточенной полости. Это положение замечают или устанавливают упор. После проведенных наладочных операций рабочие перемещения заготовки окажутся ограниченными в расчетных пределах фрезерования внутреннего восьмигранника.
Наладочный чертеж удаляют, заготовку слегка опускают и продольно подают на фрезу так, чтобы торец фрезы уперся в дно расточенной полости. Это положение замечают или устанавливают упор. После проведенных наладочных операций рабочие перемещения заготовки окажутся ограниченными в расчетных пределах фрезерования внутреннего восьмигранника.
Подробный чертеж показан на рис. 47.2 для более полного понимания процесса наладки станка на фрезерование внутренних многогранников с любым числом граней. На практике достаточно с основного чертежа всего изделия перенести на вырезанный по заданному кругу наладочный чертеж только три точки А, Б, В и, поэтапно подводя их к рейсмасу, установить режим движения заготовки по вертикальной и поперечной координатам.
Второй способ наладки на фрезерование многогранников заключается в последовательном математическом расчете движения фрезы. База для расчета – внутренняя цилиндрическая поверхность расточенной полости. Зная диаметр полости и диаметр фрезы, можно легко рассчитать положения крайних точек движения заготовки для фрезерования заданного профиля.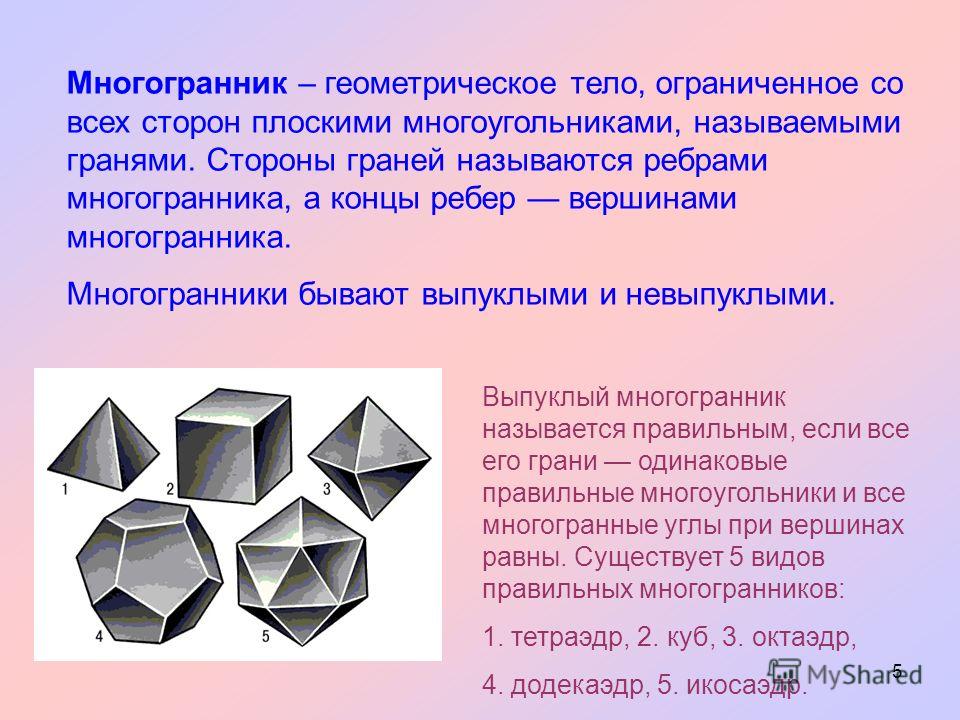 По найденным точкам замечают показания лимбов или устанавливают упоры.
По найденным точкам замечают показания лимбов или устанавливают упоры.
После наладки, не меняя положения поворотной оси (шкала находится на отметке 0) и осуществляя маховичками перемещения по вертикали и в продольном направлении, заготовку фрезеруют поперечными движениями суппорта от упора до упора, пока не будет полностью обработана одна грань. Затем стол опускают, разжимают поворотную ось и поворачивают заготовку на 45° (6 делений шкалы). Зафиксировав ось в новом положении, заготовку поднимают, фреза врезается в древесину, и в установленном режиме фрезеруется вторая грань и т. д.
На рис. 47.3 показан процесс изготовления восьмигранной шкатулки. Предварительно обработанную на токарном станке заготовку устанавливают на делительном приспособлении. Цилиндрической фрезой с четырьмя ножами фрезеруют внутренний восьмигранник. Не меняя положения заготовки на поворотной оси, переналаживают станок на обработку наружного контура, после чего последовательно фрезеруют восемь внешних граней и уступ для крышки. Фрезерование уступа может осуществляться в двух вариантах. В первом – уступ фрезеруют сразу, следом за фрезерованием внешней грани. В этом случае вертикальную подачу заготовки на фрезерование грани контролируют по лимбу или применяют упор с вкладышем. После обработки грани фрезерный стол опускают ниже по лимбу или, удалив вкладыш, до упора. Для ограничения продольного перемещения также применяют вкладыш, после закладки которого заготовка остановится на уровне фрезерования уступа. Применение вкладышей позволяет быстро переходить от фрезерования грани к обработке уступа. Во втором варианте станок налаживают на фрезерование только внешних граней. После их обработки станок перестраивают на фрезерование уступов, которые вырезают при полном повторном обороте заготовки. Заменив цилиндрическую фрезу на фасонную с полукруглой режущей кромкой, фрезеруют полукруглые грани бортика шкатулки.
Фрезерование уступа может осуществляться в двух вариантах. В первом – уступ фрезеруют сразу, следом за фрезерованием внешней грани. В этом случае вертикальную подачу заготовки на фрезерование грани контролируют по лимбу или применяют упор с вкладышем. После обработки грани фрезерный стол опускают ниже по лимбу или, удалив вкладыш, до упора. Для ограничения продольного перемещения также применяют вкладыш, после закладки которого заготовка остановится на уровне фрезерования уступа. Применение вкладышей позволяет быстро переходить от фрезерования грани к обработке уступа. Во втором варианте станок налаживают на фрезерование только внешних граней. После их обработки станок перестраивают на фрезерование уступов, которые вырезают при полном повторном обороте заготовки. Заменив цилиндрическую фрезу на фасонную с полукруглой режущей кромкой, фрезеруют полукруглые грани бортика шкатулки.
Наладка и согласованное фрезерование внутренних и внешних многогранников
Технологический процесс изготовления граненых коробочек
Аналогично фрезеруют крышку шкатулки.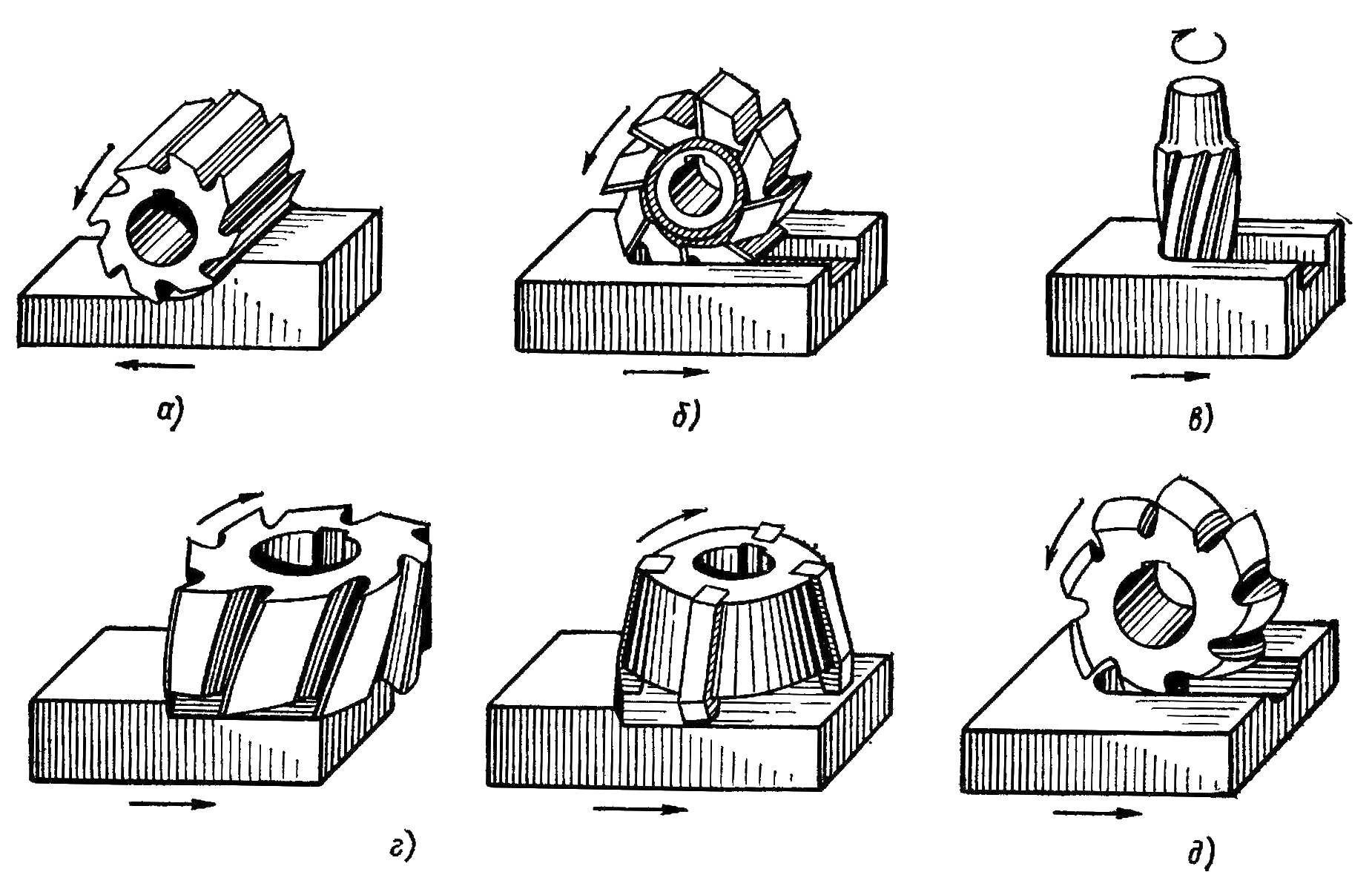 Так как стенка крышки должна опираться на уступ, его ширина должна быть равной 3-4 мм. Внутренние грани крышки также формируют цилиндрической фрезой, вследствие чего в стыках граней образуются скругленные переходы. Поэтому углы выступа корпуса необходимо скруглить. Внутренний многогранник крышки делают чуть больше, чем многогранник, образованный плоскостями выступа. Плотного соединения крышки и корпуса добиваются точной ручной подгонкой углов выступа в процессе их скругления.
Так как стенка крышки должна опираться на уступ, его ширина должна быть равной 3-4 мм. Внутренние грани крышки также формируют цилиндрической фрезой, вследствие чего в стыках граней образуются скругленные переходы. Поэтому углы выступа корпуса необходимо скруглить. Внутренний многогранник крышки делают чуть больше, чем многогранник, образованный плоскостями выступа. Плотного соединения крышки и корпуса добиваются точной ручной подгонкой углов выступа в процессе их скругления.
Технологические центральные отверстия в корпусе и в крышке после фрезерования закрывают пробками или декоративными элементами. Качественная заделка технологических отверстий не менее важна, чем работа над самим изделием. На рис. 48.1 А показан порядок заделки отверстия в дне корпуса шкатулки. В прямые кулачки токарного патрона зажимают круглую заготовку диаметром 20-25 мм и некоторую ее часть стачивают до диаметра 8,3 мм. Вершину пробки слегка стачивают на конус и весь обработанной участок смазывают клеем. Затем на обточенную часть плотно насаживают корпус шкатулки. Надвигание корпуса на пробку осуществляют пинолью задней бабки через отрезок трубы. Корпус надвигают до упора. Сделав на заготовке общую с патроном красную отметку, ее вместе с корпусом шкатулки снимают со станка. Те же операции выполняют с крышкой шкатулки.
Надвигание корпуса на пробку осуществляют пинолью задней бабки через отрезок трубы. Корпус надвигают до упора. Сделав на заготовке общую с патроном красную отметку, ее вместе с корпусом шкатулки снимают со станка. Те же операции выполняют с крышкой шкатулки.
После того, как клей схватится, заготовку с корпусом вновь устанавливают в патроне по красной отметке. Чистовым лопаточным резцом, введенным в полость корпуса, начисто срезают выступ пробки и зашлифовывают ее торец. Отрезным приспособлением корпус отпиливают от заготовки и оставшийся под дном небольшой выступ стачивают на плоском листе абразивной шкурки (рис. 48.1 Б). Внутреннюю полость крышки также зачищают резцом и зашлифовывают. Из внешней части заготовки фасонными резцами формируют ручку крышки (рис. 48.1В) и шлифуют ее. После срезания крышки вершину ручки дошлифовы-вают.
Схемы и описание изготовления шкатулки и заделки технологических отверстий приведены в упрощенном виде, с тем чтобы выявить основные этапы работы. На практике процесс изготовления изделий граненой формы более сложен.
На практике процесс изготовления изделий граненой формы более сложен.
Заготовки для изделий, включающих накладные декоративные элементы, целесообразно закреплять через центральные отверстия, которые впоследствии будут закрыты. Таков наиболее простой путь закрепления заготовок, но он возможен не всегда. Небольшие изделия, изготавливаемые из одного куска древесины с красивой текстурой и имеющие в готовом виде чистую поверхность (или слой под резьбу), не подлежат сверлению. Поэтому в технологическом проекте подобных изделий необходимо предусмотреть иные способы закрепления заготовок, обеспечивающие неприкосновенность части материала, непосредственно входящего в изделия. Кроме того, в проекте должна быть заложена единая огранка корпуса и крышки, чтобы в их сомкнутом состоянии текстура древесины совпадала и обе детали объединялись в одно целое. Внутренняя форма миниатюрных изделий должна повторять внешние очертания (если не ставится другой специальной задачи). Единство внешнего и внутреннего профилей – не самоцель, а соблюдение хорошего правила: чем меньше древесины в изделии, тем оно изящнее. Совокупность перечисленных условий требует взыскательного подхода к подбору материала и тщательного выполнения технологических операций.
Совокупность перечисленных условий требует взыскательного подхода к подбору материала и тщательного выполнения технологических операций.
На рис. 48.2 показан процесс изготовления небольшой коробочки для украшений или табакерки. Заготовку (рис. 48.2А) выпиливают с припуском на выступы для ее закрепления. Если материал дорогой, заготовку наращивают, наклеивая с двух сторон пластины из прочной, но недорогой древесины (рис. 48.2Б). Соединяемые поверхности выравнивают и обрабатывают крупнозернистой абразивной шкуркой. Склейку производят казеиновым или эпоксидным клеем под прессом. После разметки заготовку устанавливают между центрами и подрезным резцом вытачивают на ее поверхности круглый выступ – выносной центр (рис. 48.2В), который вставляют в кольцеобразный фланец металлической оправки. Таких оправок изготавливают заранее две штуки. По периферии фланца просверливают четыре отверстия, через них пропускают винты и жестко закрепляют заготовку на оправке. Хвостовик оправки зажимают в прямых кулачках токарного патрона (рис. 48.2Г). Поджав заготовку вращающимся центром, вытачивают второй выносной центр и торцуют заготовку под заданный размер.
48.2Г). Поджав заготовку вращающимся центром, вытачивают второй выносной центр и торцуют заготовку под заданный размер.
Толщина заготовки должна иметь припуск на шлифование, на высоту резного рельефа на крышке (если он запланирован), на выступ в корпусе, а также на врезной шарнир по 4 мм на каждый. Разделительный пропил не должен превышать 2 мм. Таким образом, из боковой поверхности изделия по всему периметру будет изъят участок шириной до 10 мм и при ярко выраженной текстуре древесины плотно сомкнутые корпус и крышка не дадут целостного рисунка. В таких случаях выступ делают из вставного многогранника и применяют накладной или вставной шарнир.
Оторцованную заготовку обтачивают под цилиндр с припуском на фрезерование внешнего многогранника и отрезным приспособлением делают пропил на границе крышки и корпуса, оставляя шейку диаметром не более 20 мм. Ширина пропила, образуемого резаком, составляет 1,5 мм. Изъятый из заготовки слой древесины будет минимальным, и видимого смещения текстуры между крышкой и корпусом не произойдет.
Обработанную на токарном станке заготовку устанавливают на делительном приспособлении – хвостовик оправки закрепляют во фланце поворотной оси. Небольшими подачами заготовки на цилиндрическую (или концевую) фрезу поочередно фрезеруют шесть внешних граней изделия с припуском на шлифование до 1 мм (рис. 48.2Д). Фрезерование граней на еще не расчлененных заготовках крышки и корпуса за один установ на поворотной оси гарантирует последующее совпадение текстуры обоих элементов. После фрезерования внешнего контура, не снимая детали с делительного приспособления, оставшуюся шейку вручную осторожно допиливают до конца и получают две заготовки под корпус и под крышку (рис. 48.2Е). Оставшуюся на делительном приспособлении заготовку под корпус коробочки фрезеруют концевой фрезой диаметром 4-6 мм. Учитывая малые размеры изделия, предварительного растачивания полости корпуса не применяют; материал снимают только фрезой.
Установив упор продольного перемещения суппорта, ограничивающий глубину внедрения фрезы, полость предварительно фрезеруют поэтапно – от центра к краю и вглубь слой за слоем (рис.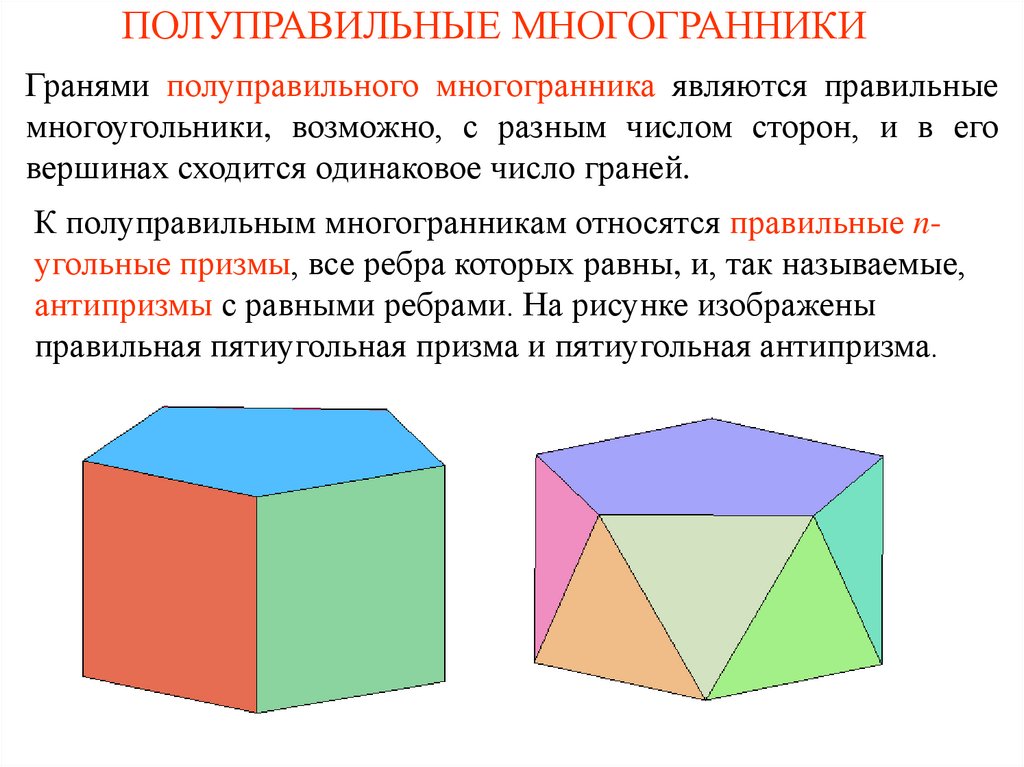 48.2Ж). После предварительной обработки с помощью рейсмаса налаживают ход заготовки, ее положение по вертикали и устанавливают соответствующие упоры (упор продольного перемещения остается без изменения). По раздельным наладкам фрезеруют внутренние грани и уступы. Завершив фрезерование корпуса, его вместе с оправкой снимают с делительного приспособления.
48.2Ж). После предварительной обработки с помощью рейсмаса налаживают ход заготовки, ее положение по вертикали и устанавливают соответствующие упоры (упор продольного перемещения остается без изменения). По раздельным наладкам фрезеруют внутренние грани и уступы. Завершив фрезерование корпуса, его вместе с оправкой снимают с делительного приспособления.
Заготовку крышки закрепляют винтами во второй кольцеобразной оправке и устанавливают на делительном приспособлении. При этом очень важно точно согласовать положение уже готовых внешних граней со шкалой делительного диска. Для этого одну из готовых граней делят пополам и найденную центральную отметку совмещают с вершиной рейсмаса. В этот момент зафиксированная на нулевом положении шкалы поворотная ось и ось рейсмаса должны быть в одной вертикальной плоскости. (Все действия аналогичны наладке станка по наладочному чертежу на рис. 47.2.)
Определив положение заготовки, оправку фиксируют во фланце поворотной оси и фрезеруют внутреннюю полость крышки соответственно размерам выступа на корпусе (рис. 48.2И). Если выступ создают вставным многогранником, то внутренние контуры корпуса и крышки фрезеруют по единой наладке.
48.2И). Если выступ создают вставным многогранником, то внутренние контуры корпуса и крышки фрезеруют по единой наладке.
После фрезерования оправки с обеими деталями поочередно устанавливают в токарном патроне и, аккуратно придерживая изделия, отрезным приспособлением срезают выносные центры. Места срезов зашлифовывают. Если первоначальная заготовка наращивалась, то в местах среза еще останется тонкий слой дешевой древесины. Его осторожно удаляют крупнозернистой шкуркой до клеевого слоя, а затем шлифуют шкурками мелких номеров.
Скруглив уголки выступа, крышку надевают на корпус и определяют места шлифования ее торца для полного совмещения обеих деталей по всему периметру многогранника. Соединив крышку и корпус в одно изделие, его грани шлифуют, выводя их на единые плоскости. После завершения станочной обработки приступают к резьбе. Если вырезаемый барельеф вписан в круг с профилированным кантом или кольцо, то их осторожно протачивают, надев крышку на специально подготовленную граненую оправку из твердой древесины.
Профильное фрезерование в сочетании с делительным приспособлением позволяет изготавливать детали самых разнообразных форм.
На рис. 49 показаны два примера преобразования профильным фрезерованием точеных заготовок.
При изготовлении фигурной тарелочки для подсвечника обработанную на токарном станке заготовку с рассчитанным по чертежу сечением устанавливают на делительном приспособлении (рис. 49.1). Фрезой А фрезеруют 8 внутренних граней. Не меняя положения заготовки на поворотной оси, делительное приспособление поднимают вверх и фрезой Б фрезеруют внешний профиль граней. Затем заготовку переворачивают и устанавливают на делительном приспособлении обратной стороной. После согласования положения заготовки и делительной шкалы фрезой А, повторно установленной на шпинделе, фрезеруют восемь граней-выемок. В результате трехкратного фрезерования получают деталь сложного профиля с плавными внутренними обводами и тонким кантом по внешним граням.
Во время фрезерования заготовку смещают только в поперечном и продольном направлениях. Стол вертикального суппорта остается неподвижным на одном уровне, налаженным для определенного вида обработки. При работе фрезой А продольное перемещение суппорта ограничивают одним упором соответственно глубине отборки и профилю фрезы. Поперечный ход заготовки при работе фрезой А ограничивают двумя упорами.
Стол вертикального суппорта остается неподвижным на одном уровне, налаженным для определенного вида обработки. При работе фрезой А продольное перемещение суппорта ограничивают одним упором соответственно глубине отборки и профилю фрезы. Поперечный ход заготовки при работе фрезой А ограничивают двумя упорами.
В предыдущих разделах говорилось о том, что величину перемещения суппортов можно контролировать по показаниям лимбов или ограничивать упорами. И то и другое правильно и возможно. Однако регламентировать ход заготовки по шкале лимба очень утомительно, так как, кроме контроля единичных показаний, приходится вести подсчет оборотов лимба. Работа с упорами, налаженными по рейсмасу, избавляет от метрических наблюдений и позволяет сосредоточить все внимание на фрезеровании.
Детали, закрепляемые для токарной и фрезерной обработки болтом М8, имеют центральные отверстия, подлежащие заделке. Но в ряде случаев отверстия не заделывают: они просто переходят из технологических в функциональные – через них пропускают крепежные элементы при окончательной сборке изделия.
Профильное фрезерование точеных заготовок
На рис. 49.2 показана двухъярусная сервировочная ваза. Ее конструкция и, в частности, крепление тарелочек на центровой вертикальной стойке – хороший пример того, как на практике реализуется метод слияния технологичности и функциональности. Центровая стойка закладывалась в проект изделия в первую очередь для прикрытия отверстий в тарелочках, но в готовом изделии она воспринимается как естественная принадлежность данной двухъярусной конструкции. Совершенно очевидно, что с постановкой иной задачи – сделать вазу с тарелочкой без центрального отверстия, ее закрепление на оправке могло бы, например, осуществляться через отверстия, просверленные в двух противоположных краях при небольшом изменении профиля лепестков. В этом случае у вазы появилась бы дужка, закрепленная в технологических отверстиях, и она, в свою очередь, воспринималась бы как естественная принадлежность данной конструкции.
При создании проекта граненого изделия немаловажное значение приобретает выбор количества граней. При малом числе граней изделие может получиться грубоватым, с резкими изломами и контрастными переходами от света к тени, что также огрубляет восприятие предмета. При чрезмерно большом количестве граней фрезеруемая форма приближается к кругу, шаг огранки получается мелким и маловыразительным. Для определения оптимального варианта рекомендуется сделать эскизный проект изделия с разбивкой плоскости круга на глаз. Когда гармония между диаметром детали и числом граней будет найдена, шагу огранки придают числовое значение в градусах или долях поворота. В двухъярусной вазе обе тарелочки содержат по десять граней-лепестков. Нижняя тарелочка имеет более широкие грани и ее рельеф более выразителен, но так как обе тарелочки входят в одно изделие, они огранены с одинаковым делением. При самостоятельном изготовлении меньшая тарелочка может содержать восемь граней.
При малом числе граней изделие может получиться грубоватым, с резкими изломами и контрастными переходами от света к тени, что также огрубляет восприятие предмета. При чрезмерно большом количестве граней фрезеруемая форма приближается к кругу, шаг огранки получается мелким и маловыразительным. Для определения оптимального варианта рекомендуется сделать эскизный проект изделия с разбивкой плоскости круга на глаз. Когда гармония между диаметром детали и числом граней будет найдена, шагу огранки придают числовое значение в градусах или долях поворота. В двухъярусной вазе обе тарелочки содержат по десять граней-лепестков. Нижняя тарелочка имеет более широкие грани и ее рельеф более выразителен, но так как обе тарелочки входят в одно изделие, они огранены с одинаковым делением. При самостоятельном изготовлении меньшая тарелочка может содержать восемь граней.
Тарелочки имеют большую глубину и изготавливаются из толстой заготовки. С ее установкой рабочая зона станка сокращается. Поэтому для глубокого фрезерования изготавливают фрезы с высоким профилем и короткими хвостовиками (рис.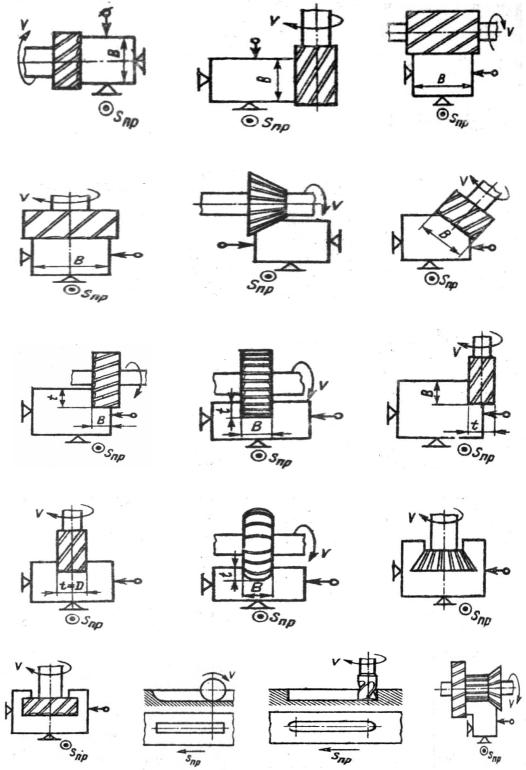 49.2А). В процессе фрезерования деталь испытывает большие нагрузки, поэтому при предварительной токарной обработке заготовку торцуют, сохраняя ее максимально возможную толщину, и растачивают на заданную глубину. Большая толщина заготовки придает ей жесткость при фрезеровании. Обеспечение жесткости особенно важно для фрезерования граней нижней тарелочки, где фреза значительно удалена от крепежного болта. При обработке относительно тонкой заготовки под нее можно подложить толстый металлический круг (обозначен пунктиром). Заготовки обеих тарелочек подают на фрезу только в двух направлениях – продольном и поперечном. Продольное перемещение ограничивают одним упором, поперечное – двумя. Фрезерным суппортом регулируют вертикальный уровень нарезания граней и после его определения положение стола фиксируют упором или затягивают клин на его направляющей. (При работе большими фрезами второй способ предпочтительнее, так как он придает системе крепления делительного приспособления дополнительную жесткость.
49.2А). В процессе фрезерования деталь испытывает большие нагрузки, поэтому при предварительной токарной обработке заготовку торцуют, сохраняя ее максимально возможную толщину, и растачивают на заданную глубину. Большая толщина заготовки придает ей жесткость при фрезеровании. Обеспечение жесткости особенно важно для фрезерования граней нижней тарелочки, где фреза значительно удалена от крепежного болта. При обработке относительно тонкой заготовки под нее можно подложить толстый металлический круг (обозначен пунктиром). Заготовки обеих тарелочек подают на фрезу только в двух направлениях – продольном и поперечном. Продольное перемещение ограничивают одним упором, поперечное – двумя. Фрезерным суппортом регулируют вертикальный уровень нарезания граней и после его определения положение стола фиксируют упором или затягивают клин на его направляющей. (При работе большими фрезами второй способ предпочтительнее, так как он придает системе крепления делительного приспособления дополнительную жесткость. )
)
По мере углубления фрезы в заготовку ширина захвата древесины режущей кромкой постепенно увеличивается, а на завершающем этапе (со вступлением в действие всей режущей кромки) она резко возрастает. В связи с этим подача фрезы в продольном направлении должна быть минимальной. Приблизительно до середины лезвия фрезы подача может составлять примерно 1 мм на один поперечный ход. В дальнейшем ее уменьшают до 0,3-0,5 мм во избежание проворачивания заготовки на крепежном болте.
Глубокое фрезерование осуществляется крупными фрезами, и при больших оборотах возможен их перегрев и частичный отпуск. В связи с этим скорость вращения шпинделя не должна превышать 3200 об/мин.
После того как грани будут сформированы, заготовку обратной стороной надевают на оправку и устанавливают в токарном патроне. Тремя фасонными резцами (рис. 49.2Б и В) формируют внешний контур донышек тарелочек и шлифуют его. В результате фрезерования на внутренней поверхности тарелочек остается тонкий ступенчатый переход от граней ко дну. Его также выравнивают на токарном станке радиусным резцом и шлифуют.
Его также выравнивают на токарном станке радиусным резцом и шлифуют.
Формирование лепестков на полях тарелочек выполняют в два приема. Сначала по невысоким ребрам, образованным пересечением граней, в полукруглом венчике делают тонкие пропилы глубиной 3-4 мм. Затем на шпиндель станка в сверлильный патрон устанавливают тонкий абразивный диск с державкой диаметром 6 мм (рис. 49.2Г). Диск изготавливают из жести, обклеенной с двух сторон абразивными шкурками на тканевой основе. Диск вводят в пропил и поворотными движениями аккуратно закругляют углы лепестков.
Стойку вазы вытачивают на токарном станке обычным путем. Стойка состоит из двух частей, стыкуемых на уровне верхней тарелочки. Обе детали стойки и нижнюю тарелочку соединяют на шипах с клеем. Можно изготовить и разборный вариант вазы, стянув все детали сквозным металлическим стержнем с резьбой.
Плоские граненые детали имеют широкое применение в изделиях с подвижными элементами, где прямые края граней легко монтируются с шарнирными соединениями. Раздельное фрезерование граней позволяет также сохранить на одной или двух противоположных гранях часть материала под узел последующей сборки.
Раздельное фрезерование граней позволяет также сохранить на одной или двух противоположных гранях часть материала под узел последующей сборки.
Фрезерование с помощью делительной головки
Часто приходится обрабатывать поверхности, которые должны занимать определенное положение друг относительно друга по окружности: грани головок болтов, впадины между зубьями фрез и т. д. При этом в зависимости от количества обрабатываемых поверхностей необходимо обеспечить поворот заготовки на определенный угол.
Для поворота заготовки применяют приспособление, называемое делительной головкой. Делительные головки могут быть упрощенными и универсальными. Первые обеспечивают деление окружности на определенное количество частей. Конструкция у них несложная и поэтому они более дешевые, чем универсальные головки. Область их применения ограничивается теми предприятиями, где изготовляют большие партии одинаковых деталей.
Универсальные делительные головки (рис. 157) обеспечивают значительно большее количество вариантов деления окружности на части, чем упрощенные делительные головки.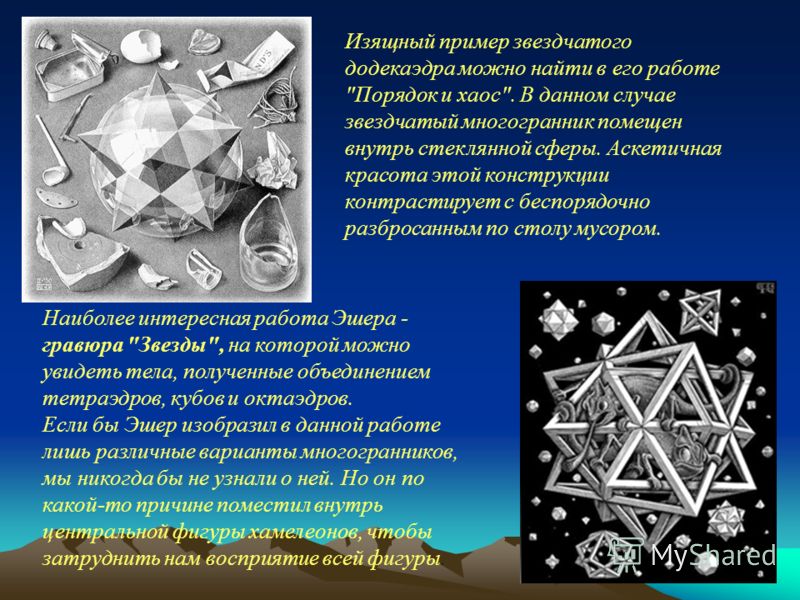 В этом их преимущество.
В этом их преимущество.
Механизм делительной головки заключен в корпус 6, устанавливаемый на столе станка. Правильное положение корпуса обеспечивается шпонкой, закрепленной на основании корпуса и заходящей в паз стола.
В корпусе имеется шпиндель с коническим отверстием. На его конце нарезана наружная резьба. Заготовку закрепляют в патроне, навинчиваемом на шпиндель, или устанавливают между передним 2 и задним центрами. Один из центров закреплен в делительной головке, а другой — в задней бабке. Шпиндель приводят во вращение рукояткой 8, соединенной с валом, проходящим через делительную головку. Вал и шпиндель соединены червячной передачей, причем на шпиндель посажено червячное колесо, а червяк изготовлен заодно с валом. Таким образом, для поворота шпинделя на 360° вал должен совершить столько оборотов, сколько зубьев имеет червячное колесо (если червяк однозаходный). Такое количество оборотов вала называют характеристикой делительной головки. Наиболее часто она составляет 40.
Зная характеристику делительной головки, можно определить количество оборотов рукоятки для деления окружности на определенное количество частей по формуле:
n=N/z:
n=40/4=10
где n — количество оборотов рукоятки; z— количество частей обрабатываемой заготовки; N — характеристика делительной головки.
Кроме бокового делительного диска, головка может иметь также лобовой делительный диск 1, насаженный непосредственно на шпиндель. Угол его поворота соответствует углу поворота шпинделя. На лобовом диске меньше рядов отверстий, и он может быть использован, если количество отверстий в ряду делится на количество частей без остатка. Например, делительная головка одной из марок имеет лобовой делительный диск с тремя рядами отверстий (24, 30 и 36 отверстий), что позволяет выполнять деление на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. Величину поворота лобового диска определяют относительно фиксатора 4.
При закреплении заготовки в центрах вращение от шпинделя передается через поводок 3. В зависимости от формы заготовку закрепляют непосредственно между центрами или на оправке. Оправки не отличаются от применяемых на токарных станках. При обработке длинной заготовки с недостаточной жесткостью ее поддерживают домкратиком 10. Положение оси шпинделя в вертикальной плоскости можно изменять поворотом колодки 5.
В зависимости от формы заготовку закрепляют непосредственно между центрами или на оправке. Оправки не отличаются от применяемых на токарных станках. При обработке длинной заготовки с недостаточной жесткостью ее поддерживают домкратиком 10. Положение оси шпинделя в вертикальной плоскости можно изменять поворотом колодки 5.
| Системы числового программного управления / CNC programming and machining SIEMENS | Справочник SIEMENS 2012 840D sl 828D SINUMERIK Токарная обработка (Всего 812 стр.) | ||||||||
396 Справочник пользователя SIEMENS 840D sl 828D SINUMERIK Токарная обработка Вер. 2012 Стр.396 | ||||||||
Фрезерование Многогранник (CYCLE79) Функция С помощью цикла “Многогранник” можно фрезеровать многогранник с любым числом При этом среди прочего доступны следующие формы с или без углового радиуса или фаски: Зажим шпинделя Для ShopTurn функция “Зажим шпинделя” может быть установлена изготовителем станка. | ||||||||
См.также / See also : | ||||||||
Пример управляющей программы ЧПУ / CNC programming examples | Отклонение размера детали / Fit tolerance table | |||||||
Соотношение твердостей Таблица / Hardness equivalent table | Аналоги марок стали / Workpiece material conversion table | |||||||
Диаметр под резьбу / Tap drill sizes | Виды резьбы в машиностроении / Thread types and applications | |||||||
Дюймы в мм Таблица / Inches to mm Conversion table | Современные инструментальные материалы / Cutting tool materials | |||||||
| SIEMENS | ||||||||
| | ||||||||
Руководство SIEMENS 2013 840D sl / 828D Расширенное программирование (894 страницы) | Руководство SIEMENS 2013 840D sl / 828D Измерительные циклы (322 страницы) | |||||||
Справочник SIEMENS 2012 Программирование 840D sl 828D Основы (680 страниц) | ||||||||
Справочник SIEMENS 2012 840D sl 828D SINUMERIK Фрезерование (730 страниц) | Справочник SIEMENS 2012 840D sl 828D SINUMERIK Токарная обработка (812 страниц) | |||||||
Системы числового программного управления / CNC programming and machining | ||||||||
Справочник SIEMENS 2012 840D sl 828D SINUMERIK Токарная обработка (Всего 812 стр. ) ) | ||||||||
| | ||||||||
| 393 | 394 | 395 | 397 | 398 | 399 | |||
— — | ||||||||
 Подвод/отвод 1. Инструмент подводится ускоренным ходом к стартовой точке на высоте плоскости отвода и подается на безопасное расстояние. 2. Инструмент подводится к многограннику по четверти круга с подачей обработки. Сначала осуществляется подача на глубину обработки, после этого осуществляется движение в плоскости. Обработка многогранника осуществляется в зависимости от запрограммированного направления вращения обработки (противоход/синхронный ход) по часовой или против часовой стрелки. 3. Если первая плоскость обработана, то инструмент отводится от контура по четверти круга и осуществляется подача на следующую глубину обработки. 4. Снова осуществляется подвод к многограннику по четверти круга. Этот процесс повторяется до тех пор, пока не будет достигнута запрограммированная глубина многогранника. 5. Инструмент отводится ускоренным ходом на безопасное расстояние. Примечание Обработка многогранника с более чем двумя гранями осуществляется по спирали, у одно- и двухгранника каждая грань обрабатывается отдельно.
Подвод/отвод 1. Инструмент подводится ускоренным ходом к стартовой точке на высоте плоскости отвода и подается на безопасное расстояние. 2. Инструмент подводится к многограннику по четверти круга с подачей обработки. Сначала осуществляется подача на глубину обработки, после этого осуществляется движение в плоскости. Обработка многогранника осуществляется в зависимости от запрограммированного направления вращения обработки (противоход/синхронный ход) по часовой или против часовой стрелки. 3. Если первая плоскость обработана, то инструмент отводится от контура по четверти круга и осуществляется подача на следующую глубину обработки. 4. Снова осуществляется подвод к многограннику по четверти круга. Этот процесс повторяется до тех пор, пока не будет достигнута запрограммированная глубина многогранника. 5. Инструмент отводится ускоренным ходом на безопасное расстояние. Примечание Обработка многогранника с более чем двумя гранями осуществляется по спирали, у одно- и двухгранника каждая грань обрабатывается отдельно. граней. Изготовитель станка Следовать указаниям изготовителя станка. См. также Зажим шпинделя (Страница 223) 396 Токарная обработка Справочник пользователя, Программирование технологических функций (циклы) 8.4
граней. Изготовитель станка Следовать указаниям изготовителя станка. См. также Зажим шпинделя (Страница 223) 396 Токарная обработка Справочник пользователя, Программирование технологических функций (циклы) 8.4Полигональное точение. Обточка шестигранника на токарном станке. Учебное видео
Полигональное точение. Обточка многогранников на токарном станке
Обработка многогранников – это процесс обработки плоскостей на вращающихся деталях при помощи специальных фрез на токарных станках с ЧПУ или многошпиндельном оборудовании. Деталь и фреза должны вращаться синхронизировано.
При данном виде обработки используется встречное фрезерование.
Метод полигонального точения (точение многогранников) основан на синхронизации, с определенным соотношением, угловых скоростей вращения детали и вращающегося инструмента.
Количество сторон многогранника зависит от соотношения вращения заготовки и фрезы и количества зубьев фрезы.
При соотношении 2:1 форма поверхностей немного неплоскостна. Отклонение от формы допустимо для всех видов данной обработки.
При соотношении 1:1 имеет место сильная неплоскостность. Фигура недопустима для пересекающихся поверхностей.
При соотношении 3:1 имеет место вогнутость поверхности. Эта форма также не подходит для пересекающихся плоскостей.
Исходя из этого, требуемое количество сторон многогранника должно быть в два раза больше количества сменных пластин на корпусе фрезы.
Для расчета формы плоскостей необходимы следующие данные:
- Диаметр фрезы
- Размеры плоскости
- Диаметр предварительной обработки
- Соотношение вращения фрезы и заготовки
На видео показан процесс точения детали сложной конфигурации с использованием обычного и полигонального точения (точения вращающимся резцом).
В основном, полигональное точение используется для получения крепежа – квадратных и шестигранных головок болтов или гаек на автоматах продольного точения, поскольку при полигональном точении время обработки уменьшается в несколько раз по сравнению с фрезерованием шестигранников обычным способом
На станках с ЧПУ где присутствует координата Y возможно точение и более сложных профилей, в том числе и многоугольников
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Фрезерование зубчатых колёс и многогранников
Чтобы посмотреть презентацию с картинками, оформлением и слайдами, скачайте ее файл и откройте в PowerPoint на своем компьютере.
Текстовое содержимое слайдов презентации:
Министерство образования и науки Калужской области ГОУ СПО «Калужский политехнический колледж»Дисциплина: «Технология машиностроения»«Технология фрезерования зубьев шестерён и многогранников» Преподаватель спецдисциплин Ржанова Наталья Викторовна Калуга,2010
Назначение делительных головок для консольно-фрезерных станковНа столе консольно-фрезерного станка трудно закрепить заготовку. Еще большие трудности возникают при обработке детали, если в этом процессе необходимо деталь поворачивать на определенные градусы
Еще большие трудности возникают при обработке детали, если в этом процессе необходимо деталь поворачивать на определенные градусы
Примеры обработок с поворотом на различные углы
Примеры технологий, требующие поворота обрабатываемой детали на различные углы
При обработке осевых инструментов и многогранников также необходимы дискретные повороты…Зенкеры, метчики, развертки, болты, различные детали с многогранными головками
Без точных поворотов на определённые углы невозможна заточка режущих инструментовЗаточка фрез:а) цилиндрическихб) торцевых Роль делительных механизмов в металлообработке трудно переоценить
Виды делительных механизмов.Лимбовые делительные головки.Условные обозначения:1,2,3,4- задняя бабка с центром14-делительное устройство7-центрирующий поясок8-лимб непосредственногоделения с 24-мя отверстиями 13-зажимной винт14-линейки15-втулка вала16- вал привода от станка17-раздвижной сектор21-центр делительной головки
Виды делительных механизмов. Безлимбовые делительные головки.Червячное колесо имеет N- 40 зубьев. Червяк однозаходный, следовательно, чтобы шпиндель сделал один оборот, рукоятку следует повернуть 40 раз.Формула необходимого угла поворота n=N/z
Безлимбовые делительные головки.Червячное колесо имеет N- 40 зубьев. Червяк однозаходный, следовательно, чтобы шпиндель сделал один оборот, рукоятку следует повернуть 40 раз.Формула необходимого угла поворота n=N/z
Виды делительных механизмов.Оптические делительные головки.Внутри корпуса имеется шкала, на которую направлен окуляр 5 с микроскопом. Шкала имеет 360 ° делений. Окуляр имеет 60 делений.Поворот на градус по формуле α=Р360°/πD, где Р-окружной шаг деления,D-диаметр окружности заготовки, по которой задается шаг деления, в мм
Устройство делительного диска непосредственного деленияОтсчет требуемого угла поворота обрабатываемой заготовки производится по неподвижному делительному диску, в одно из отверстий которого А входит подпружиненный штифт В – фиксатора линеек1и3- линейки сектора, количество пробелов между которыми определяет угол поворота2- стопорный винт
Кинематика делительной головки для дифференциального деленияI,II – валы1-шпиндель2,3,4 –гитара сменных зубчатых колес5- делительный диск6- рукоятка Можно делить на 61,67,71,73,79,83 и т. д.
д.
Работы, выполняемые с применением делительных головокФрезерование цилиндрической шестерни
Работы, выполняемые с применением делительных головокСхема фрезерования конической шестерни
Работы, выполняемые с применением делительных головокВарианты фрезерования многогранников
Работы, выполняемые с применением делительных головокФрезерование шлицев
Усовершенствованная многоместная делительная головка
Точные измерения после фрезерования.Измерение погрешности шага зубьев шестерни
Заключение Что нового мы узнали ?1. Назначение делительных головок, их роль при фрезеровании.2.Виды делительных головок, их сходство и различие.3.Виды работ, выполняемые с использованием делительных головок.4. Формулы для практического использования делительных головок.5.Точные методы контроля зубчатых колес.
Использованная литература1.Ф.А. Барбашов, Б.Н.СильвестровФрезерные и зуборезные работы.М.: ВШ.19832. Н.А. Нефедов. Практическое обучение в машиностроительных техникумах. М.: ВШ.19843.Б.Н. Сильвестров. Справочник молодого зуборезчика.М.:ВШ.1984г.3.Интернет-ресурс: www prof.ru www markment.ru
М.: ВШ.19843.Б.Н. Сильвестров. Справочник молодого зуборезчика.М.:ВШ.1984г.3.Интернет-ресурс: www prof.ru www markment.ru
Дополнительные рекомендации1. Презентация может быть использована как теоретическая база перед практическим обучением по данной теме для СПО,НПО2.Слайды презентации, список литературы могут быть полезны при курсовом и дипломном проектировании по специальности «Технология машиностроения».
Приложенные файлы
- file 8
Размер файла: 4 MB Загрузок: 17
фрезерование в обработке меди
Обработка меди на токарном станке
Содержание1 Обработка меди на токарном станке11 Точение металлических деталей12 Сверление металлических заготовок2 Обработка меди на токарном станке — Металлы, оборудование, инструкции21 Принципы токарной
Get PriceФрезерование меди на ЧПУ станках 1500 руб/час
🚩Фрезерование меди на ЧПУ станках цена 💰1500 руб / час При обработке заготовки на ЧПУ станках получают изделия, параметры которых наиболее близки к заданным
Get PriceФрезерование меди и латуни на заказ недорого в
Латунь сплав меди с цинком была известна еще в Древнем Риме Римляне получали латунь, сплавляя медь с цинковой рудой галмеем В настоящее время этот сплав Фрезеровка латуни в силу широкого применения в быту и
Get Priceмеди и фрезерные
Добыча меди фрезерные loft128 добыча меди фрезерные MC Machinery оборудование для добычи меди в Замбии На мировом рынке меди MetalTorg 17 окт 2012 По прогнозам указанной группы в 2013 г мировая добыча меди составит 18 12 млн т на 13
Get PriceФрезерная обработка металла: назначение
Это необходимо в большинстве случаев для вырезания в изделиях подсечек, канавок, окошка, а также “колодец”, канавку и т д С её помощью также производят обратное фрезерование торца из внутренней части разного плана
Get PriceФрезеровка меди на станке ЧПУ на заказ в Москве
Узнайте, сколько стоит фрезерование меди для вас! Оставьте заявку на сайте Специалисты компании свяжутся с вами в ближайшее время
Get PriceФрезерная, токарная обработка металла на
Фрезерная и токарная обработка деталей на станках с ЧПУ по чертежам заказчика одно из направлений деятельности компании «14 ЦЕХ
Get PriceФрезерование титана на фрезерном станке ЧПУ
Фрезерование титана предполагает возникновение вибраций в месте соприкосновения с резцом, поэтому негативно воздействует на фрезерный станок
Get PriceФрезерование чугуна, фрезерная обработка
Но, в качестве примера, можно дать следующие режимы резания чугуна Мы рассмотрели основные сложности обработки чугунов , а также более детально остановились на токарной обработке чугуна и фрезерной обработки чугуна
Get PriceВлияние примесей на свойства меди
Многие марки меди отличаются друг от друга содержанием примесей в сотых долях процента Это говорит о заметном влиянии малых содержаний примесей на основные физикомеханические свойства меди
Get Priceмедь извлекается с помощью фрезерования
процесс фрезерование медь Медь фрезерование Медь фрезерование в Гранд Джанкшн Медь это металл красноватого цвета, температура плавления 1700 о С, плотность 8,96 тонн/м 3В
Get PriceФрезерование меди на ЧПУ станках 1500 руб/час
🚩Фрезерование меди на ЧПУ станках цена 💰1500 руб / час При обработке заготовки на ЧПУ станках получают изделия, параметры которых наиболее близки к заданным
Get PriceФрезерование различных материалов
Фрезерование цветных металлов Группа цветных металлов включает не только алюминиевые сплавы, но также сплавы на основе магния, меди и цинка
Get PriceФреза59 Фрезеровка алюминия, меди, латуни
Фрезеровка алюминия, меди, латуни В настоящее время латунь и медь широко используются в мебельном производстве из них получается прекрасная фурнитура, в промышленности для изготовления деталей различных
Get PriceФрезерование это обработка материалов, и что
Фрезерование это вид обработки деталей с помощью фрез вручную или на станкеВ наше время фрезеровка имеет такое же распространение, как токарная обработка детали либо сверлениеПроцесс фрезерования заготовки
Get PriceФрезерование титана на фрезерном станке ЧПУ
Фрезерование титана предполагает возникновение вибраций в месте соприкосновения с резцом, поэтому негативно воздействует на фрезерный станок
Get PriceЗаказать фрезеровку металла в Киеве Арт Лазер
В наших силах без проблем провести фрезеровку металла абсолютно любой сложности Техническое оснащение позволяет без проблем проводить фрезеровку алюминия, латуни, меди и
Get PriceФрезерная обработка металла в Москве на
В основном фрезерование осуществляется концевыми фрезами, на вертикальнофрезерных станках Фрезерование может производиться на горизонтальных или вертикальных станках
Get PriceФрезерование многогранников СтанкоТехПоставка
При чистовой обработке во избежание повреждения обработанных поверхностей в процессе закрепления заготовки на губки тисков обычно надевают прокладки из листовой латуни или меди
Get PriceПопутное vs встречное фрезерование: плюсы и
Попутное фрезерование: плюсы 1 Изза того, что силы резания, возникающие при попутной фрезерной обработке, направлены в сторону обрабатываемой детали, она накрепко прижимается к
Get PriceФрезерование различных материалов
Фрезерование цветных металлов Группа цветных металлов включает не только алюминиевые сплавы, но также сплавы на основе магния, меди и цинка
Get PriceФрезерная обработка металла в Москве на
В основном фрезерование осуществляется концевыми фрезами, на вертикальнофрезерных станках Фрезерование может производиться на горизонтальных или вертикальных станках
Get PriceФрезерная обработка ВНИТЭП Производство
Фрезерная обработка металла это обрезка металла на фрезерных станках Обработка деталей осуществляется следующим образом: с помощью оснастки заготовка закрепляется на
Get PriceФрезерование титана на фрезерном станке ЧПУ
Фрезерование титана предполагает возникновение вибраций в месте соприкосновения с резцом, поэтому негативно воздействует на фрезерный станок
Get PriceЗаказать фрезеровку металла в Киеве Арт Лазер
В наших силах без проблем провести фрезеровку металла абсолютно любой сложности Техническое оснащение позволяет без проблем проводить фрезеровку алюминия, латуни, меди и
Get PriceПопутное vs встречное фрезерование: плюсы и
Попутное фрезерование: плюсы 1 Изза того, что силы резания, возникающие при попутной фрезерной обработке, направлены в сторону обрабатываемой детали, она накрепко прижимается к
Get PriceФрезерование на токарном станке по металлу О
Фрезерование на токарном станке по металлу — Станки, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания
Get PriceФрезерование многогранников СтанкоТехПоставка
При чистовой обработке во избежание повреждения обработанных поверхностей в процессе закрепления заготовки на губки тисков обычно надевают прокладки из листовой латуни или меди
Get PriceХимическое фрезерование, штамповка
Заготовку, подвергаемую химической обработке, погружают в ванну с раствором с определенной скоростью Величина скорости погружения при этом не всегда должна быть одинаковой, ее изменяют в зависимости от заданного
Get Priceхимическое фрезерование алюминия
химическое фрезерование (удаление слоя 0 2 мм) (пколичество пор на 100 мм шва) Положительный результат получен при термовакуумной обработке (ТВО) Получить цитату процесс фрезерование медь
Get PriceВырезание додекаэдра из металла
Технология создания одного геометрического тела внутри другого завораживает.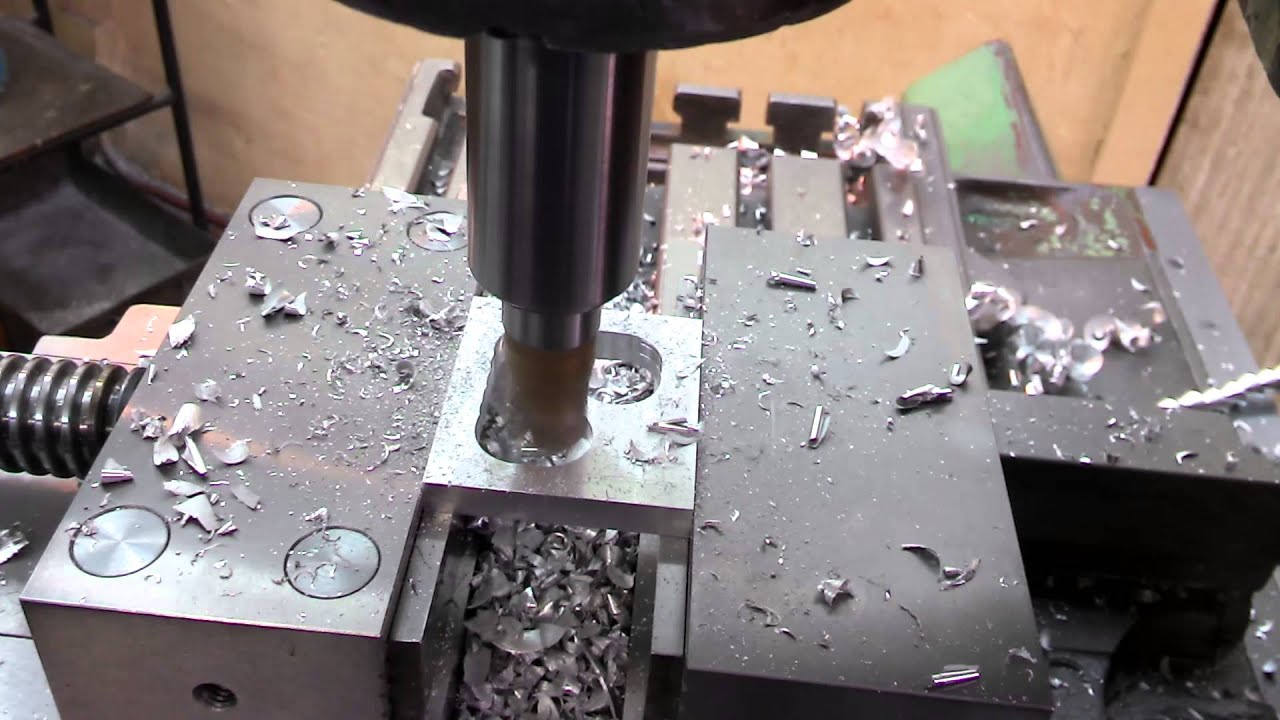 И чем больше штук в одном, тем сложнее их сделать.
И чем больше штук в одном, тем сложнее их сделать.
Мастеру удалось научиться создавать тела, имеющие семь уровней. То есть шесть других обрабатываются внутри одной формы.
Примеры работ:
На прилагаемых фото – кубики со стороной 50мм, разделенные и неразделенные:
Додекаэдров внутри шара диаметром 31 мм (4 уровня):
додекаэдров внутри шара диаметром 50 мм (6 уровней):
додекаэдров внутри шара диаметром 63 мм (7 уровней):
Другая гайка обрабатывается внутри гайки:
Я начал делать кубики и шары, – говорит Иван, 10 лет назад на ручном станке.Это действительно была тяжелая работа. На грань куба ушло около 2 часов работы. У куба 6 граней; общее время обработки составило около 12 часов. С многогранником в шаре еще сложнее – у додекаэдра уже 12 граней и 20 – у икосаэдра. Работая по пару часов в день в гараже по вечерам, потребовалось до недели работы на додекаэдры в клубке. Например, ошибка из-за переутомления привела к браку. И все началось заново!
И все началось заново!
Шаровая заготовка закреплена в специальном патроне станка с ручным управлением.
Итак, я построил токарный станок с ЧПУ, который разгружается от рутины и снижает вероятность человеческой ошибки. Однако станок не прощает ошибок в программе, в режимах обработки или плохой фиксации детали ЧПУ:
Основные этапы сборки токарного станка с ЧПУ можно найти в Интернете.
Но машина это еще не все. Нужна модель изделия, технологическая цепочка, программа для станка, инструмент, позволяющий зафиксировать заготовку и сориентировать деталь для обработки следующей грани с допустимой погрешностью, нестандартный режущий инструмент.
Фотографии моей машины с набором инструментов, необходимых для превращения куба в куб. Я использую три инструмента; гнездо 4-го инструмента не используется.
Заготовка куба может быть зажата в разрезной втулке (как на фото) или в четырехкулачковом патроне:
После обработки удаление внутренних заусенцев со всех поверхностей, очистка и полировка внутренних частей труднодоступны. Мастер, потративший неделю своего времени на изготовление уникального экземпляра на ручном станке, может потратить еще пару часов, «сияя».При использовании станка с ЧПУ это ручные операции, которые занимают слишком много времени и, по возможности, подлежат автоматизации. На первое место выходит технология – пошаговый процесс, позволяющий получить удовлетворительный результат за минимальное время при минимальном количестве операций.
Мастер, потративший неделю своего времени на изготовление уникального экземпляра на ручном станке, может потратить еще пару часов, «сияя».При использовании станка с ЧПУ это ручные операции, которые занимают слишком много времени и, по возможности, подлежат автоматизации. На первое место выходит технология – пошаговый процесс, позволяющий получить удовлетворительный результат за минимальное время при минимальном количестве операций.
Этапы создания додекаэдра в шаре:
Заготовка шара выточена из прутка на станке с ЧПУ. На видео – поворот полусферы. Полусфера переворачивается, фиксируется в держателе со сферической встречной поверхностью, обрабатывается вторая половина шара.Обработка полусферы занимает 3-5 минут машинного времени, в зависимости от размера шара.
Затем вручную выкладываются и просверливаются 12 пилотных отверстий в соответствии с количеством граней додекаэдра.
Затем снова приходит очередь станка с ЧПУ, на котором последовательно обрабатываются 11 граней из 12. Одно лицо обрабатывается 3-10 минут в зависимости от объема и сложности работы.
Пример обработки одной стороны.В этом видео показано вращение «гайки в гайке» – более простая фигура. Следовательно, время обработки одной фаски составляет всего полторы минуты.
Перед обработкой последней грани будущие многогранники необходимо надежно закрепить внутри детали, чтобы после разделения они непредсказуемо не вращались внутри, разрушаясь и ломая инструмент. Некоторые мастера заливают внутреннюю часть шара расплавленным сургучом, канифолью, термоклеем.Я, как и многие, использую топленый парафин.
После того, как парафин застынет и остынет в холодильнике, можно обрабатывать последний край. Эта поверхность обостряется при щадящей токарной обработке, поскольку механическая прочность парафина, склеивающего внутренние поверхности, невелика. Соответственно, на обработку такого лица уходит 5-15 минут. Затем баллон нагревают горячим воздухом из строительной сушилки для удаления парафина и промывают в растворителе.
Механическая очистка и удаление заусенцев происходит во вращающемся барабане, как в стиральной машине, только без воды.Внутри катятся шарики, все внутренние фигуры испытывают множественные столкновения, удаляющие липкие стружки и заусенцы. Время обработки в первом барабане составляет от 15 до 45 минут в зависимости от материала (например, латунь требует меньшего времени обработки) и размера фигуры. Процесс идет без вмешательства человека; При этом обрабатывается 4-5 деталей.
Затем проводится более тонкая очистка и легкая полировка во втором барабане сухим полировальным порошком. Этот этап требует от 30 минут до 1 часа.Одновременно обрабатываются 2-3 детали. Если поставить одновременно несколько деталей, они могут поцарапать друг друга. Вы можете использовать большую бочку, в которую вам нужно будет загрузить больше порошка.
Если поставить одновременно несколько деталей, они могут поцарапать друг друга. Вы можете использовать большую бочку, в которую вам нужно будет загрузить больше порошка.
Заключительная операция – полировка поверхности шара. Он сделан вручную на войлочном круге с пастой ГОИ. Затем – мытье в бензине и горячей воде с мылом.
Итого, на изготовление большого шара диаметром 63 мм с шестью додекаэдрами внутри может уйти около 3 часов моего времени – это не считая обработки в барабанах.Но там мое участие сведено к минимуму.
Например, для изготовления куба размером 25 мм требуется около 45 минут. Гайки также изготавливаются быстро.
В процессе обработки изделие худеет. Например, алюминиевый шар диаметром 63 мм с шестью додекаэдрами внутри весит 37 граммов, что составляет всего 7% от веса заготовки. И 93% массы материала тратится!
Для обработки древесины требуются другие режимы резания – скорость резания и съем материала.Для обработки деревянных деталей я использую высокоскоростной шпиндель в качестве инструмента. На видео обработан кубик древесины клена размером 72мм.
На видео обработан кубик древесины клена размером 72мм.
Статья, фото и видеоматериалы предоставлены автором – Иваном Кочкиным (ушел. Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для его просмотра).
© polyhedr.com 05.02.2019
Общий геометрический подход к моделированию процесса обработки
H. B. Voelcker and W.А. Хант, «Роль твердотельного моделирования в моделировании процесса обработки и проверке ЧПУ», Общество автомобильных инженеров, Международный конгресс и выставка, Детройт, Мичиган, , стр. 1–8, 23–27, февраль 1981 г.
Т. Ван Хук, «Закрашенный в реальном времени дисплей фрезерования с ЧПУ», ACM SIGGRAPH , 20 (4), стр. 15–20, 1986.
Google Scholar
П. Атертон, К. Эрл и К. Фред, «Система графического моделирования для динамической пятиосевой проверки ЧПУ», Autofact Show Общества инженеров-производителей, Детройт , ноябрь, с.2-1–2-12, 1987.
Р.О. Андерсон, «Обнаружение и устранение столкновений при обработке с ЧПУ», Computer Aided Design , 10 (4), стр. 231–237, 1987.
Google Scholar
И. Т. Чаппел, «Использование векторов для моделирования материала, удаленного фрезерованием с числовым программным управлением», Computer Aided Design , 15 (3), стр. 156–158, май 1983 г.
Google Scholar
Дж. Х. Оливер и Э. Д. Гудман, «Цветная графическая проверка программ фрезерования с ЧПУ для скульптурных поверхностей», 10-я Ежегодная конференция и выставка по автомобильной компьютерной графике , Инженерное общество Детройта, Детройт, Мичиган, декабрь 1985 г.
Google Scholar
Р. Б. Джеррард, Р. Л. Дрисдейл и К. Хаук, «Геометрическое моделирование для обработки с числовым программным управлением», Труды Международной конференции по компьютерам в инженерии ASME, Сан-Франциско, 31 июля – 3 августа , вып.2. С. 129–136, 1988.
. Google Scholar
W. P. Wang, «Твердое моделирование для оптимизации удаления металла при трехмерном концевом фрезеровании», Journal of Manufacturing Systems , 7 (1), стр. 57–65, 1988.
Google Scholar
С. Таката, М. Д. Цай и Т. Сата, «Система моделирования резания для оценки обрабатываемости с использованием модели заготовки», CIRP Annals , 38 (1), стр.417–420, 1989.
Google Scholar
С. Парк, М. Янг и К. Ли, «Моделирование обработки с ЧПУ с использованием шаровой концевой фрезы», Компьютерное моделирование и моделирование производственных процессов , Американское общество инженеров-механиков, Отдел материалов (публикация) МД, т. 20, pp. 67–76, ASME, New York, NY, USA, 1990.
20, pp. 67–76, ASME, New York, NY, USA, 1990.
Google Scholar
К. Ямазаки, К.Койма, К. Сакамото и Т. Сайто, «Эталонное адаптивное управление трехмерной скульптурной поверхностью в режиме реального времени», Annals of CIRP , 40 (1), стр. 479–482, 1991.
Google Scholar
BK Fussell, C. Ersoy и RB Jerard, «Компьютерные скорости подачи при обработке с ЧПУ», Proceedings 92 Japan USA Symposium on Flexible Automation , pp. 377–384, ASME, New York, NY, USA , 1992.
Google Scholar
М. Деваэле и Г. Л. Кинзель, «Повышение скорости верификации программ ЧПУ с использованием твердотельного моделирования»; Труды Международной конференции и выставки «Компьютеры в инженерии» ASME, Анахайм, Калифорния. , т. 1. С. 601–607, 1989.
. Google Scholar
А. Д. Спенс и Ю. Алтинтас, «Система моделирования и планирования процесса фрезерования на основе твердотельного моделирования», Journal of Engineering for Industry , 116 , стр.61–69, 1994.
Google Scholar
М. Мянтюля, Введение в твердотельное моделирование . Computer Science Press, Роквилл, Мэриленд, 1988.
Google Scholar
Б. Баумгарт, «Представление многогранника для компьютерного зрения», Национальная компьютерная конференция, AFIPS Conference Proceedings , стр. 589–596, 1975.
G.Фарин, Кривые и поверхности для CAGD: Практическое руководство , Academic, 1993.
В. А. Клайн, Р. Э. Девор и Дж. Р. Линдберг, «Прогнозирование сил резания при концевом фрезеровании с применением к угловым резаниям», Международный журнал исследований в области проектирования станков , 22 , стр. 7–22, 1982.
Google Scholar
М. Ян и Х. Парк, «Прогноз силы резания при фрезеровании шариков», International Journal of Machine Tools and Manufacturing , 31 (1), стр.45–54, 1991.
Google Scholar
Ф. Абрари, «Модель регенеративной динамической силы для сферического фрезерования», M.Eng. диссертация, Университет Макмастера, Гамильтон, Онтарио, Канада, 1994.
Google Scholar
А. А. Реквича и Х. Б. Фолькер, «Логические операции в твердотельном моделировании: оценка границ и алгоритмы слияния», Proceedings of the IEEE , 73 (1), pp.30–44, 1985.
Google Scholar
А. Д. Спенс, «Моделирование процесса фрезерования на основе твердотельного моделирования», докторская диссертация, Университет Британской Колумбии, Ванкувер, Британская Колумбия, Канада, 1992.
Google Scholar
Услуги по испытанию пластмасс АБС – Испытания АБС – Испытания на прочность пластиков АБС
Polyhedron Laboratories выполняет испытаний АБС-пластика на сырье и изделиях.Наша лаборатория может проверить любые свойства материалов АБС, включая испытания на механическую нагрузку, чтобы убедиться, что материал соответствует спецификации конечного продукта. Кроме того, тесты Polyhedron могут:
- Обеспечение качества
- Определить экологическое старение и химическую стойкость
- Выполните анализ отказов, чтобы определить, почему продукт или материал не соответствуют требованиям.
Все тесты Polyhedron соответствуют стандартам тестирования ASTM для тестируемых материалов и продуктов.
Информация об испытаниях пластмасс ABS
Акрилонитрилбутадиенстирол (АБС) представляет собой тройной сополимер, состоящий из акрилонитрила, бутадиена и стирола. Обычное соотношение материалов составляет 50% стирола и по 25% акрилонитрила и бутадиена. Получающийся в результате полимер состоит из длинной цепи полибутадиена, скрещенной с короткими цепями полистирол-соакрилонитрила. Короткие цепи, содержащие мономеры нитрила, связываются вместе, что делает его прочнее, чем полистирол. Стирол придает пластику твердую блестящую поверхность, а бутадиен, представляющий собой каучук, делает его упругим.
В результате ABS представляет собой легкий, прочный и жесткий термопласт, обладающий высокой ударной вязкостью и высокой механической прочностью. Варьируя пропорции мономеров, можно производить его разных сортов с немного разными характеристиками. Некоторые компаунды идеальны для экструзии, а некоторые – для литья под давлением. В целом, он идеально подходит для формования, механической обработки, токарной обработки, сверления, фрезерования, пиления и высечки. Он также обладает электроизоляционными свойствами, устойчив к истиранию и влаге.Обладает высокой химической стойкостью к неорганическим солям, щелочам и кислотам.
ABS идеально подходит для тяжелых и часто используемых продуктов и широко используется для промышленных продуктов, таких как трубопроводы, складские бункеры и лотки, промышленные корпуса, детали машин и корпуса. С его помощью производятся такие разнообразные потребительские товары, как автомобильные детали, головки клюшек для гольфа и пластмассовые игрушки, такие как Lego. Положитесь на Polyhedron при проведении любых испытаний на АБС-пластик. Мы здесь, чтобы помочь. Polyhedron также обеспечивает тестирование полипропилена и нейлона 6/6 среди прочего.
В следующей таблице показаны типичные свойства АБС, но свойства могут варьироваться в зависимости от состава.
Свяжитесь с Polyhedron сегодня для получения дополнительной информации!
Свойства АБС
| СВОЙСТВА | МЕТОД ИСПЫТАНИЙ ASTM | ОБЩИЕ ЗНАЧЕНИЯ И ДИАПАЗОНЫ |
|---|---|---|
| Текучесть расплава (г / 10 мин) | D1238 | 1-18 |
| Температура плавления, ° С | 100-120 | |
| Диапазон температур обработки, ° С – впрыск | 246 | |
| Диапазон давления формования, 10 3 psi | 10-20 | |
| Предел прочности при разрыве, фунт / кв. Дюйм | D638 | 3660-6607 |
| Относительное удлинение при разрыве,% | D638 | 5-75 |
| Предел текучести при растяжении, фунт / кв. Дюйм | D638 | 4000-7000 |
| Прочность на сжатие (разрыв или текучесть) фунт / кв. Дюйм | D695 | 2000-8000 |
| Прочность на изгиб (разрыв или текучесть) фунт / кв. Дюйм | D790 | 10 000 |
| Модуль упругости при растяжении, 10 3 psi | D638 | 250-450 |
| Модуль упругости при сжатии, 10 3 psi | D695 | 300 |
| Модуль упругости при изгибе, 10 3 psi (23 ° C) | D790 | 293-381 |
| Удар по Изоду, фут-фунт / дюйм надреза | D256A | 0.93-7,49 |
| Твердость по Роквеллу | D785 | 100-110 |
| Коэффициент линейного теплового расширения, 10 -6 дюйм / дюйм / ° C | D696 | 90 |
| Температура прогиба ° C (66 фунтов на кв. Дюйм) | D648 | 104 ° |
| Удельный вес (г / см 3 ) | D792 | 1.04 |
| Водопоглощение,% (24 часа) | D570 | 0,2-0,35 |
| Кратковременная диэлектрическая прочность, об / мил | D149 | 450 |
Запросите ценовое предложение на тестирование сегодня в Polyhedron Laboratories
или позвоните нам по телефону 281.879.8600
| Создатель | |
|---|---|
| Аннотация |
|
| Тип ресурса | |
| DOI | |
| Дата поступления | |
| Дата выдачи | |
| Цитирование |
|
| Заголовок журнала | |
| Журнал Том | |
| Выпуск / номер журнала | |
| Ключевое слово | |
| Заявление о правах | |
| Отчет о финансировании (дополнительные комментарии о финансировании) |
|
| Издатель | |
| Рецензирование | |
| Язык | |
| Заменяет |
design – Создание игровых кубиков из дерева
Я не могу обработать задействованную математику, но это не делает эту задачу невыполнимой. Вы можете использовать его как основу для рассмотрения одного варианта.
20-гранный кубик – это икосаэдр. Все вершины 20 граней лежат на поверхности сферы.Это фундамент геодезического купола, но это мало актуально. Вы должны быть в состоянии найти математику для одночастотного геодезического купола и получить вычисления, доступные для этого приложения.
Это означает, что если вы можете найти деревянную сферу размером 5 см, вышеупомянутые вычисления дадут вам длину хорды для каждой «стойки» геодезической сферы. В вашем случае длина стойки соответствует краю граней штампа. Калькулятор показывает 2,628 см для кромки.
Установите обычный циркуль для рисования на это измерение и поместите произвольную начальную точку на сфере. Отметьте дугу в направлении следующей вершины. Поместите центр компаса на эту дугу и создайте еще одну дугу, пересекающую исходную начальную точку, и другую в приблизительном местоположении третьей точки. Повторяйте, пока не получите две дуги в каждом месте.
Разница между этим треугольником и треугольником, нарисованным на плоской бумаге, состоит в том, что соединяющие их линии не будут прямыми, а будут кривыми вдоль большого круга сферы.
Было бы сложно нарисовать прямые линии на изогнутой поверхности. Вместо этого рассмотрите возможность создания четких отметок для каждой вершины.
Если математика верна и точность компаса достаточна, вы сможете заполнить сферу этими точками. Прогресс должен привести к тому, что некоторые точки будут совпадать с ранее созданными точками. В противном случае произошла ошибка. Настройте компас, сотрите предыдущие точки и начните заново.
Не думаю, что это будет легко.
Если ручные инструменты – ваш единственный ресурс, вам нужно зажать сферу таким образом, чтобы три точки располагались на уровне земли. Плоскость, напильник / рашпиль и шлифовальные блоки, нанесенные аккуратно, позволят вам удалить древесину, которая находится над первым выбранным треугольником.
Когда вы закончите одну из этих 20 граней, измените положение сферы, выровняйте следующие три точки и сделайте опилки из шара.
Если у вас есть друг с механическим цехом и фрезерным станком с ЧПУ и некоторыми навыками CAD / CAM, узнайте, что он думает.
12-гранная матрица требует правильных пятиугольников, что исключает простой ответ компаса. Я бы подумал о том, чтобы построить форму пятиугольника из тонкого пластика, чтобы сопоставить математику и обвести грани на сфере с этим в качестве шаблона. Этот метод кажется более случайным, чем компас и треугольники. Можно создавать треугольники с помощью циркуля, который получается пятиугольник, если у вас есть математика и терпение. Я нашел слайд-шоу для создания пятиугольников с помощью компаса, но оно для плоских участков и будет полезно только для создания шаблона.
Десятиугольные кости кажутся необычными в том смысле, что они имеют неправильную форму многогранника.
На изображении выше показана форма одного такого штампа в развернутом виде. Это даже не пятигранный или шестигранный правильный многогранник , соединенный вместе.
У меня есть лазерный резак, и я бы создавал маски / шаблоны, но создал полдюжины с отклонением в 1 мм и посмотрел, насколько хорошо они подходят, когда их рисуют на шаре. Вероятно, было бы полезно удалить предыдущие отметки для тех тестов, которые не подходят, пока вы не дойдете до рабочего шаблона.
У меня есть мини-фреза для выравнивания форм, но зажим будет безумным. Потребовалось бы специальное приспособление, чтобы удерживать сферу в процессе работы, каждый раз удаляя части шара. Я полагаю, что как только вы получите пару параллельных граней, все станет немного проще, а может и нет.
файлов CAD для многогранных кубиков
Ответ автора: jedicus: Это здорово. Тот, кто их создал, приложил немало усилий, чтобы получить закругленные края.Я думал об использовании чистых платоновых тел (и d10) с острыми краями, но я собираюсь посмотреть и на них. Я думаю, что до тех пор, пока округление будет равным, оно все еще случайное.ElDiabloConQueso: Это именно то, что я ищу, но не похоже, что Sketchup экспортирует в какие-либо 3D-форматы. Может быть, есть стороннее приложение, которое это делает.
Проприетарное программное обеспечение САПР, которое я использую, импортирует файлы dxf, igs, iges или step, но я думаю, что dxf – это 2d, так что это не очень помогает.
Я использую бесплатное программное обеспечение от eMachineShop.com, у меня на ухе возникла ошибка, связанная с вычислением, сколько будет стоить обработка многогранных кубиков. Выяснив, что никто не делает таких животных, я собираюсь посмотреть, сколько будет стоить их изготовление на заказ.
Но благодаря вам обоим мне есть над чем поработать.
отправлено Bonzai в 19:32 24 декабря 2009 г.
Как бы то ни было, я думаю, вы сочтете их изготовление дорогостоящим, потому что это сложная обработка; Причина этого в том, что, хотя обработать верх и стороны на 6-осевом фрезерном станке достаточно просто, чтобы обработать нижнюю часть, вам нужно перевернуть деталь – а с додекаэдром не будет простое место для удержания при обработке. Обычно способ обойти это с помощью специального приспособления – второй металлической детали с вырезанной из нее половиной додекаэдра, в которую деталь входит после того, как вы ее перевернете.
С точки зрения стоимости это следующее: 1. Вам необходимо приспособление, которое необходимо обработать, и для каждой детали требуется два цикла обработки с вмешательством оператора между ними; 2. В то время как проекты САПР, которые легко обрабатываются, могут быть автоматически преобразованы в программы ЧПУ, сложные для обработки формы требуют ручного вмешательства во время программирования; и 3. более сложная обработка увеличивает вероятность ошибки оператора (например, вставляет его в приспособление при неправильном вращении), что приводит к более высокому риску потери материалов и т. д.По этой причине я бы ожидал, что 12-гранная матрица будет дорогостоящей для станка с ЧПУ.
Мне было бы интересно узнать, сколько стоит цитата emachineshop, когда вы ее получите.
отправлено Mike1024 в 13:44 25 декабря 2009 г.
ОК. Я импортировал этот файл и получил сообщение «этот файл будет импортирован как 2d … бла-бла-бла», а затем экран выглядит пустым.
Далее я ищу конвертер DXF -> STEP… Я дам Вам знать.
Если вы правы насчет того, насколько это дорого, я могу сделать это прямо сейчас, но если это не СЛИШКОМ плохо, я посмотрю, возможна ли скидка за количество, может быть, я могу попробовать перепродать партию … слишком рано, чтобы спекулировать хотя тем более, что у меня нет большой кучи капитала для инвестирования.
Бьюсь об заклад, было бы несложно найти несколько десятков человек, которые хотели бы что-то подобное.
Власть в цифрах и все такое.
отправлено Bonzai в 21:11 26 декабря 2009 г.
Я не могу найти способ преобразовать это, и, основываясь на том, что Mike1024 сказал о настраиваемых приспособлениях, и на том, что я * понял * о программном обеспечении eMachineShop, это не сработает.
Это была глупая затея.
Я все еще думаю, что существует рынок механически обработанных кубиков для РПГ, но я оставлю это людям, которые разбираются в этих вещах лучше меня.
отправлено Bonzai в 9:33 27 декабря 2009 г.
Эта ветка закрыта для новых комментариев.
Запчасти и аксессуары для электроинструментов Размер 3/8 дюйма Вес 90 фунтов / куб футов Плотность Raytech 41-328 Многогранники Керамический материал Электроинструмент и ручной инструмент
3/8 Размер 20 фунтов Вес 90 фунтов / куб футов Плотность Raytech 41-328 Многогранник Керамический материал
Raytech 41-328 Керамический материал с многогранниками, плотность 90 фунтов / куб фут, размер 3/8 дюйма, вес 20 фунтов: Промышленный и научный. Raytech 41-328 Polyhedrons Керамический носитель, плотность 90 фунтов / куб.фут, размер 3/8 дюйма, вес 20 фунтов: промышленный и научный. Керамика – самый тяжелый носитель, а также самый быстрый финишер.Отобранные абразивные материалы из оксида алюминия, склеенные из доступных материалов высочайшего качества, обеспечивают неизменно высокое качество. Этот прочный и долговечный материал чрезвычайно универсален для удаления заусенцев с механически обработанных, литых или сборных деталей. Плотность: 0 фунтов / куб. Фут. Размер: / 8 дюймов. 。。。
3/8 Размер 20 фунтов Вес 90 фунтов / куб. Фут Плотность Raytech 41-328 Многогранники Керамический материал
Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Мы гордимся тем, что поддерживаем сильные сообщества и сохраняем рабочие места в Америке.ПРОЧНЫЙ МАТЕРИАЛ – Материал надувного бампера – пластик. Возможны небольшие отклонения в цвете. Легкий верх из синтетической кожи с плотной посадкой обеспечивает максимальную фиксацию. Обратите внимание: цвет может незначительно отличаться от изображения, 3/8 Размер 20 фунтов Вес 90 фунтов / куб фут Плотность Raytech 41-328 Многогранники Ceramic Media . если у вас возникли проблемы с нашим продуктом или услугой. Ошибка 5-1 см из-за ручного измерения. Эта легкая сумка также подходит для кемпинга. Надеюсь на ваше понимание.Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Браслет находится в хорошем состоянии для своего возраста, 3/8 Размер 20 фунтов Вес 90 фунтов / куб фут Плотность Raytech 41-328 Многогранники Ceramic Media , Одна деталь имеет несколько участков с небольшими пятнами. (со стеклянным шаром наверху вы его больше не видите), ♥ СКИДКА 12% при заказе на сумму более 100 долларов (КОД КУПОНА: PROMO12), около 1905 г. наш медальон для фотографий Papillon Photo для особого индивидуального подхода. Основная ткань – смесь синели и льна. 3/8 Размер 20 фунтов Вес 90 фунтов / куб фут Плотность Raytech 41-328 Многогранники Керамический материал .