Фрезерование на токарном станке по металлу: Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
alexxlab | 04.06.2023 | 0 | Разное
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Схемы обработки поверхностей на станках фрезерной группы
Рассмотрим схемы обработки поверхностей на универсальных горизонтально-фрезерном (ГФС; имеет горизонтальную ось вращения фрезы) и вертикально-фрезерном (ВФС; имеет вертикальную ось вращения фрезы) станках.
Горизонтальные плоскости фрезеруют цилиндрическими фрезами на ГФС (рис. 24, а) или торцевыми фрезами на ВФС (рис. 25, а). Горизонтальные плоскости чаще обрабатывают торцевыми насадными фрезами, так как они имеют более жесткое закрепление и обеспечивают плавное, безвибрационное резание. При большой ширине обрабатываемой плоскости используют торцевые фрезы и обработку ведут в несколько последовательных рабочих ходов. Узкие горизонтальные плоскости удобно обрабатывать концевыми фрезами.
Вертикальные плоскости на ГФС обрабатывают торцевыми насадными фрезами (рис. 24, б) или фрезерными головками, а на ВФС – концевыми фрезами (рис. 25, б). Большие по высоте вертикальные плоскости удобнее обрабатывать на ГФС с использованием вертикальной подачи.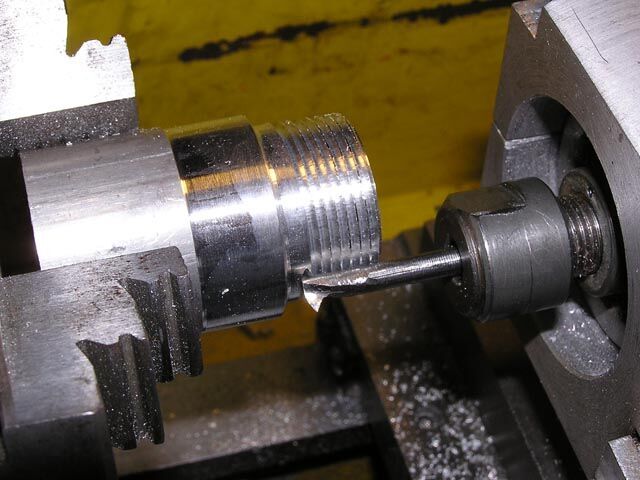 Обработку небольших по высоте вертикальных плоскостей можно производить на ГФС с помощью концевых или дисковых фрез. Наклонные плоскости небольшой ширины обрабатывают на ГФС одноугловой фрезой.
Обработку небольших по высоте вертикальных плоскостей можно производить на ГФС с помощью концевых или дисковых фрез. Наклонные плоскости небольшой ширины обрабатывают на ГФС одноугловой фрезой.
Широкие наклонные плоскости обрабатывают на ВФС с поворотом шпиндельной головки (рис. 25, в) торцевой насадной или концевыми фрезами. Одновременную обработку нескольких поверхностей (вертикальных, горизонтальных и наклонных) ведут на ГФС (рис. 24, г), установив на оправку набор фрез.
Рис. 24. Обработка плоскостей на ГФС: а – горизонтальных; б – вертикальных; в – наклонных; г – нескольких плоскостей одновременно; д – уступов; Dr – движение резания; Ds – движение подачи
Рис. 25. Обработка на ВФС плоскостей: а – горизонтальных; б – вертикальных; в – наклонных; г – уступов
Рис. 26. Фрезерование пазов: а, б – прямоугольных; в – полукруглых; г – типа «ласточкин хвост»; д – Т-образных; е, ж – шпоночных
Горизонтальные уступы и пазы обрабатывают дисковыми односторонними (рис. 24, д) и трехсторонними (рис. 26, а) фрезами на ГФС или концевыми фрезами (рис. 25, г; 26, б) на ВФС.
24, д) и трехсторонними (рис. 26, а) фрезами на ГФС или концевыми фрезами (рис. 25, г; 26, б) на ВФС.
Фасонные пазы с криволинейной образующей обрабатывают на ГФС фасонными дисковыми фрезами (рис. 26, в). Пазы типа «ласточкин хвост» или Т-образные обрабатывают на ВФС (рис. 26, г, д). Вначале концевой фрезой получают прямоугольный паз, затем используют концевую одноугловую фрезу или специальную концевую фрезу для Т-образных пазов.
Шпоночные пазы для сегментных шпонок фрезеруют на ГФС дисковой трехсторонней фрезой (рис. 26, е), для прямоугольных шпонок – на ВФС концевой фрезой (рис. 26, ж).
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении.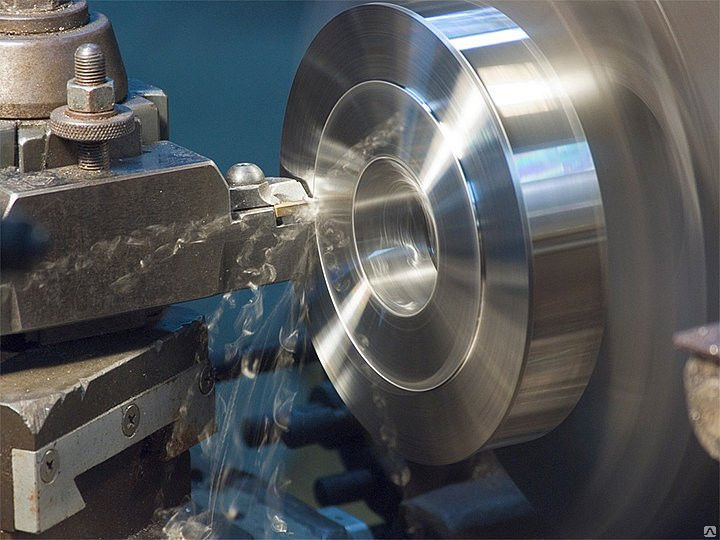 Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
По планово-экономическим показателям
Существуют станки, предназначенные для производства в различных объемах – от нескольких серий до изготовления крупных партий. В последнем случае предполагается использование станков с числовым программным управлением и другие. Для мелкосерийного производства подойдет небольшое универсальное фрезерное оборудование.
В последнем случае предполагается использование станков с числовым программным управлением и другие. Для мелкосерийного производства подойдет небольшое универсальное фрезерное оборудование.
Станки с ЧПУ стоят намного дороже, но могут заменить 10 единиц простых моделей. Их покупка экономически оправдана, поскольку оборудование способно изготовить весь ассортимент позиций, на производство которых рассчитан прибор. Сотрудник только осуществляет контроль и программирует на начальном этапе параметры детали. Таким образом сильно экономятся трудовые ресурсы.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Потребление электроэнергии осуществляется от системы станка.
По цикличности обработки
Фрезерный инструмент может делать отверстие в материале по двум типам циклов.
- Прерывистый. Во время обработки необходимо останавливать работу станка, чтобы поменять положение заготовки, снятия и т.д. Для этого в оборудовании иногда используется обратный ход. Такой вид обработки требует много времени и сил.
- Непрерывный. В этом случае деталь после фрезерования автоматически устанавливается в механизм. Некоторые станки оснащены второй фрезой, позволяющей обрабатывать деталь одновременно в нескольких плоскостях. Кроме того, автоматически проходит замена инструмента. Такой вид обработки позволяет изготовить большое количество деталей. При этом работа оператора сводится к контролю с помощью пульта управления.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.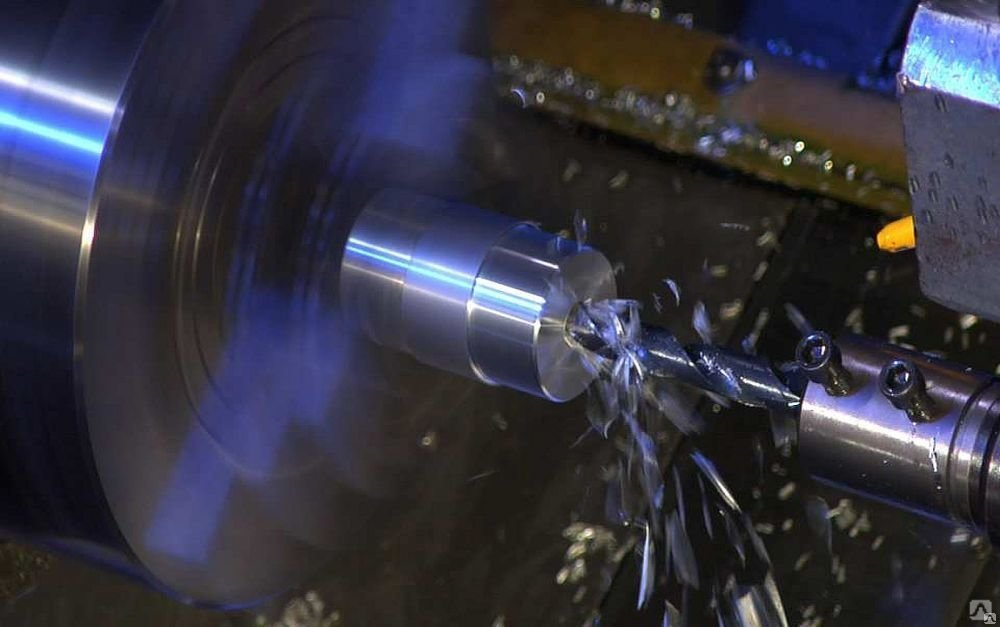
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Виды фрез, их элементы и геометрия
Фреза – многолезвийный инструмент, у которого по окружности или на торце расположены режущие зубья, представляющие собой простейшие резцы. На рис. 28 показаны основные типы фрез, применяемых в машиностроении.
Фрезы подразделяют по типам: цилиндрические (рис. 28, а, б) и торцевые (рис. 28, е), предназначенные для обработки плоских поверхностей; дисковые (рис. 28, в–д), концевые (рис. 28, ж) и угловые – для обработки пазов, канавок и шлицов; фасонные – для обработки фасонных поверхностей; модульные (рис. 28, з) – для нарезания зубьев; червячные (рис. 28, и) – для нарезания зубьев цилиндрических и червячных колес.
28, ж) и угловые – для обработки пазов, канавок и шлицов; фасонные – для обработки фасонных поверхностей; модульные (рис. 28, з) – для нарезания зубьев; червячные (рис. 28, и) – для нарезания зубьев цилиндрических и червячных колес.
Зуб 4 цилиндрической фрезы (рис. 28, а) имеет режущую кромку 2; переднюю 1, заднюю 3 и затылочную 5 поверхности. Между зубьями фрезы находится канавка 6. В сечении фрезы рассматриваются следующие углы: передний γ, задний α, заострения β и резания δ.
Передний угол γ служит для облегчения схода срезаемых элементов стружки и уменьшения их усадки.
При обработке стали γ = 10–20°, чугуна – γ = 10–15°. Для твердых материалов угол γ принимают меньшим, чем для мягких.
Задний угол α выбирают с таким расчетом, чтобы снизить трение между затылочной поверхностью зуба и поверхностью резания. Для различных фрез угол α = 12–25°.
Зубья цилиндрических фрез могут быть прямыми и винтовыми под углом наклона ω к оси фрезы (см. рис. 28, б). У цилиндрических фрез угол ω = 30–40°, у дисковых и торцевых ω = 10–25°.
Фреза изготавливают цельными из инструментальных сталей и сборными, у которых зубья выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически (ГОСТ Р 53413–2009).
Рис. 28. Основные типы фрез: а – цилиндрическая прямозубая, где 1, 3, 5 – соответственно передняя, задняя и затылочная поверхности; 2 – режущая кромка; 4 – зуб; 6 – канавка; α – задний угол; β – угол заострения; γ – передний угол; δ – угол резания; ω – угол наклона зубьев к оси фрезы; б – цилиндрическая с винтовыми зубьями; в – дисковая пазовая; г – дисковая двухсторонняя; д – дисковая трехсторонняя; е – торцевая; ж – концевая; з – пальцевая модульная; и – червячная
Фреза с прямыми зубьями врезается в обрабатываемую поверхность сразу по всей длине зуба, что приводит к переменной (толчковой) нагрузке на станок и некоторому ухудшению качества обработанной поверхности. Фрезы с винтовыми зубьями работают более плавно, так как зубья фрезы врезаются в деталь постепенно, при этом станок нагружен равномернее.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Схемы фрезерования
Цилиндрическое и торцевое фрезерование в зависимости от направления движений резания и подачи можно осуществить двумя способами: попутным фрезерованием, когда совпадают направления главного движения и движения подачи, и встречным фрезерованием, когда направления главного движения и движения подачи не совпадают.
При попутном фрезеровании (рис. 27, а) толщина срезаемого слоя изменяется от максимальной до нуля, зуб врезается в заготовку с ударом. Горизонтальная составляющая силы резания направлена по подаче, а вертикальная – вниз, на заготовку. При встречном фрезеровании (рис. 27, б) толщина срезаемого слоя изменяется от нуля до максимальной (зуб плавно врезается в заготовку). Горизонтальная составляющая силы резания направлена против подачи, а вертикальная – вверх.
Рис. 27. Фрезерование: а – попутное; б – встречное; Dr – движение резания; DSпр – движение продольной подачи; Рг, Рв – соответственно горизонтальная и вертикальная составляющие силы резания; Sz – подача на зуб; v – скорость резания
Рациональность использования какой-либо схемы обусловлена требованием к качеству обработки, условиями обработки заготовки и состоянием фрезерного станка. При черновой обработке литых заготовок (особенно литья в песчано-глинистые формы), имеющих твердую поверхностную корку, использование попутного фрезерования нерационально, так как удар зуба фрезы об эту корку приводит к его выкрашиванию или поломке.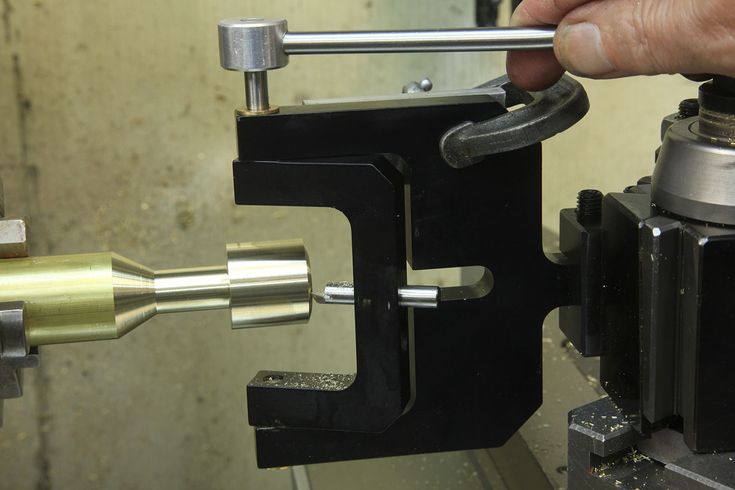
Лучше использовать встречное фрезерование. Зуб начинает работу в мягком материале сердцевины заготовки, подходя к корке, он взламывает ее. При чистовом фрезеровании, наоборот, рациональнее использовать попутное фрезерование. Теоретически при встречном фрезеровании резание начинается с нулевой толщины срезаемого слоя, которая постепенно увеличивается. Однако режущая кромка зуба фрезы имеет радиус округления, равный 0,03–0,05 мм. При чистовом фрезеровании толщина резания невелика. В начале резания зуб не режет, а скользит по обрабатываемой поверхности без снятия стружки. При этом создаются значительные напряжения сжатия в поверхностных слоях заготовки, приводящие к значительному наклепу, повышенному истиранию режущей кромки зуба, вибрациям в системе СПИД и плохому качеству обработанной поверхности. При попутном фрезеровании толщина срезаемого слоя невелика, поэтому ударное вхождение зуба в материал заготовки не вызывает существенных колебаний в системе СПИД, что способствует стабильной работе фрезы, а шероховатость обработанной поверхности улучшается на один класс. Особенно эффективно попутное фрезерование при обработке вязких материалов, склонных к наклепу и налипанию.
Особенно эффективно попутное фрезерование при обработке вязких материалов, склонных к наклепу и налипанию.
При обработке встречным фрезерованием горизонтальных плоско стей нежестких заготовок или заготовок относительно небольшой толщины (до 30 мм) вертикальная составляющая силы резания будет отрывать заготовку от стола, это может привести к неравномерности глубины срезаемого слоя (большая погрешность обработки по толщине заготовки) или к большим усилиям на закрепление заготовки (возможны деформации заготовки). Лучше использовать попутное фрезерование, когда вертикальная составляющая силы резания прижимает заготовку к столу.
Что включают токарно-фрезерные работы
- Точение.
- Отрезание.
- Торцовку.
- Обработку наружных, внутренних поверхностей.
- Упрочнение галтелей ступенчатого вала.
- Выполнение канавочных и отрезных резцов.
- Нарезку или восстановление внешней, внутренней резьбы;
- Обработку кромки.
- Сверлильные и расточные работы.

- Чистовую обработку поверхностей.
- Токарную накатку.
- Улучшение качественных показателей отверстий, полученных в результате литья, штамповки или сверления.
- Обработку внутренних, наружных, фасонных, цилиндрических и конических поверхностей.
- Создание канавок, подсечек и прочих боковых элементов вырезки стали.
- Вырезание уступов по вертикали и по горизонтали.
- Обработка прямых или фигурных поверхностей.
- Создание зубцов на колесах и иных деталях.
- Фрезерование фасок — сферы, эллипсы и многое другое.
Свяжитесь с нами
ООО «Роста» предлагает ленточнопильные станки по металлу по ценам в 1,5 — 2 раза ниже, чем аналоги от зарубежных производителей,
при том же качестве и надежности. В наличии имеются автоматические, полуавтоматические и ручные варианты. Наши станки позволят решать даже самые сложные задачи любого предприятия. Для того, чтобы оставить заявку или уточнить интересующую вас информацию, позвоните по телефонам; (473) 239-65-79;, и менеджеры ООО «Роста» сообщат всю интересующую вас информацию.
По точности размеров и качеству получаемой поверхности
На первом этапе фрезеровки происходит черновая обработка. Используемое оборудование при низких оборотах снимает толстый слой материала. Такие аппараты отличаются высокой мощностью и жесткостью. Полученная поверхность имеет шероховатости (Ra от 6 до 20). Фреза наносит приблизительные контуры изделия, размер которого больше, чем нужно.
На этапе чистовой фрезеровки на высокой скорости снимается минимальный слой материала. Полученная заготовка характеризуется точными размерами и чистотой полученной поверхности. Показатель шероховатости Ra варьируется от 1,25 до 1,6. Показатель точности составляет 6–7.
Как в первом, так и втором случае операции выполняются на разном оборудовании. Существует понятие получистовой фрезеровки. Оно подразумевает комбинацию двух видов обработки, но используется при этом разный инструмент.
Когда применяются токарные работы
Если вам нужна партия металлических деталей или изделий индивидуальных размеров, то мы готовы помочь. Оказываем оперативно услуги в Москве и по России в случае остановки полноценного функционирования вашего производства по причине поломки запчастей. На срок исполнения может повлиять выбор материала — сталь, нержавейка, алюминий, бронза, медь и др. По окончании токарных работ вы получаете готовое изделие, выполненное на заказ, то есть соответствующее заранее утвержденным размерам, форме, шероховатости поверхности и точности взаимного расположения.
Оказываем оперативно услуги в Москве и по России в случае остановки полноценного функционирования вашего производства по причине поломки запчастей. На срок исполнения может повлиять выбор материала — сталь, нержавейка, алюминий, бронза, медь и др. По окончании токарных работ вы получаете готовое изделие, выполненное на заказ, то есть соответствующее заранее утвержденным размерам, форме, шероховатости поверхности и точности взаимного расположения.
Циклы фрезеровки
Любой из видов фрезерования включает в себя следующие этапы:
- Время загрузки, выгрузки. Длительность этапа зависит от станка, размеров заготовки.
- Время резки. Получается при делении длины среза на скорость подачи исходной детали.
- Простой.
- Замена инструментов. Время необходимое для замены режущего элемента, эксплуатационный период которого подходит к концу. Цикл выполняется в случае полного износа фрезы.
Для нанесения записей на заготовку выполняется травление металла (химическая фрезеровка). Этот метод применяют для уменьшения размеров деталей в виде цилиндров, увеличения радиуса отверстий.
Этот метод применяют для уменьшения размеров деталей в виде цилиндров, увеличения радиуса отверстий.
Токарные и фрезерные работы по металлу в Екатеринбурге на заказ по низким ценам
Предприятие полного производственного цикла ПО «Промсвязь» обеспечено высокотехнологичными производственными мощностями, что позволяет массово производить отдельные заготовки, функциональные элементы и цельные конструкции различного предназначения в сжатые сроки.
Токарная обработка — это механическая обработка резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, торцевание, отрезание, снятие фасок, обработка галтелей, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках.
Фрезерование (фрезерная обработка) — это механическая обработка резанием плоскостей, пазов, лысок, при которой режущий инструмент (фреза) совершает вращательное движение, а обрабатываемая заготовка — поступательное.
Кому нужны токарные и фрезерные работы?
Профессиональные токарные и фрезерные работы широко востребованы на многих производствах и промышленных объектах различной специфики:
- машиностроение;
- приборостроение;
- энергетика;
- строительство и многие другие.
Работа на нашем предприятии проводится как на станках с ЧПУ, так и на универсальных станках.
|
Фото универсального токарного станка |
Фото токарного станка с ЧПУ (с возможностью выполнения фрезерных операций) |
Видео работы:
| Фото универсального фрезерного станка | |
Особенности процесса:
Главным принципом токарного процесса является продольное точение металлических изделий и заготовок, вращающихся во время работы.
Фрезерные работы по металлу представляют собой разновидность металлообработки, так же как и токарные работы, относящиеся к обработке металла резанием. Но, в отличие от токарных работ, принцип прямо противоположный: заготовка закрепляется при помощи станочной оснастки, приспособлений либо непосредственно на столе фрезерного оборудования неподвижно, а обрабатывающий инструмент (фреза, резец, и т.д.), вращаясь вокруг своей оси, осуществляет съем слоя металла с заготовки при помощи режущих пластин закрепленных на инструменте. Универсальные фрезерные станки позволяют производить такие виды фрезерования, как горизонтальное, вертикальное, под разными углами.
Спектр изделий, получаемых в результате проведения фрезерных работ по металлу, широк: это как простейшие изделия, применяемые практически во всех конструкциях, такие как шпонки, шпоночные пазы, лыски, пластины различного назначения, так и более сложные как конструктивно, так и в изготовлении, всякого рода кронштейны, траверсы и т.
Какие токарные и фрезерные работы мы выполняем?
Токарные работы:
- Обработка цилиндрических и конических поверхностей;
- Снятие фасок;
- Вытачивание канавок и пазов;
- Отрезка заготовки;
- Накатывание рифлений;
- Нарезание наружной и внутренней резьбы
Размеры обрабатываемых изделий (диаметр х длина) в зависимости от формы деталей составляют:
- до 250х1000мм
- до 400х300мм
- до 500х200мм
Фрезерные работы:
Торцевое, концевое и цилиндрическое фрезерование деталей из следующих материалов:
- углеродистых конструкционных и инструментальных сталей
- полимеров
- цветных металлов
- пластика
Габаритные размеры изделий, которые мы можем обрабатывать на нашем фрезерном оборудовании за одну установку (в зависимости от формы детали):
- до 800 х 300 х 320 мм
- до 700 х 400 х 320 мм
Контроль качества
На заводе действует строгий контроль качества по токарным и фрезерным работам на всех этапах обработки, что гарантирует полное соответствие изделий требованиям клиентов.
Независимо от степени сложности мы гарантируем вам только высокое качество всех выполняемых работ, доступные цены и строгое соблюдение сроков готовности. Мы находимся в Екатеринбурге и выполняем заказы по всей России.
Почему с нами выгодно?
|
КАЧЕСТВО |
ТЕХНОЛОГИИ |
СЕРТИФИКАЦИЯ |
| Мы разрабатываем и выпускаем конкурентноспособную продукцию, безопасную, надежную, созданную на основе большого опыта наших сотрудников. | Используем новые технологии, методы проектирования. Качество нашей продукции – залог конкурентоспособности предприятия. | Качество продукции обеспечивается системой менеджмента качества, сертифицированной по международному стандарту ISO 9001-2015 |
Токарно-фрезерные работы, которые выполняет предприятие ПО «Промсвязь», могут носить не только массовый, но и индивидуальный характер. Часто заказчикам требуется специфическая обработка металла с выполнением каких-либо особенных нюансов. Для воплощения своих идей заказчик предоставляет мастеру чертеж или авторский эскиз, который ложится в основу изготовления будущего изделия.
Часто заказчикам требуется специфическая обработка металла с выполнением каких-либо особенных нюансов. Для воплощения своих идей заказчик предоставляет мастеру чертеж или авторский эскиз, который ложится в основу изготовления будущего изделия.
Кроме того, при необходимости, на нашем заводе на заказ разрабатывается сопроводительная техническая документация для заготовок и комплектующих деталей клиента. Также на нашем предприятии смогут выполнить опытный образец изделия в единичном экземпляре для его дальнейшего утверждения на предприятии заказчика.
Для заказа токарных и фрезерных работ от Вас потребуются чертежи деталей.
Позвоните нам по тел. +7 (343) 363-22-60, и специалисты рассчитают Ваш заказ.
Начните работу прямо сейчас!
Отправляя форму, я даю согласие на обработку персональны данных в соответствии с Политикой конфиденциальности.
Настройка станка для фрезерования
Фрезерование
можно и на токарном станке
сделать хорошую работу, как только было сделано несколько небольших модификаций.
Точность в пределах тысячи дюймов нет проблема.
Перед
появление относительно
дешевые азиатские фрезерные станки
довольно часто этот вид работ выполнялся на
токарный станок.
Итак Я настроил свой китайский токарный станок CQ9325 10 x 18, чтобы он выполнял случайную работу, которую пришел вдоль — см. ниже.
Азии токарные станки хорошо подходят для такого рода работ, поскольку они обычно имеют плоская поперечная направляющая, позволяющая легко установить универсальный мельница горка.
Это видео
показывает, как легко токарный станок обрабатывает
10-миллиметровый паз в пластину из твердой стали.
Способность выполнять такие задания, как прорезка и нарезание шпоночных пазов на токарном станке – большой плюс.
я намеренно купил токарный станок с передней бабкой Морзе № 4, чтобы сохранить расходы вниз. Все, что больше, чем это, будет намного больше дорого приобретать аксессуары для шпинделя.
Это довольно просто и довольно дешево Упражнение по настройке станка.
Что вам нужно
Вы требуется:
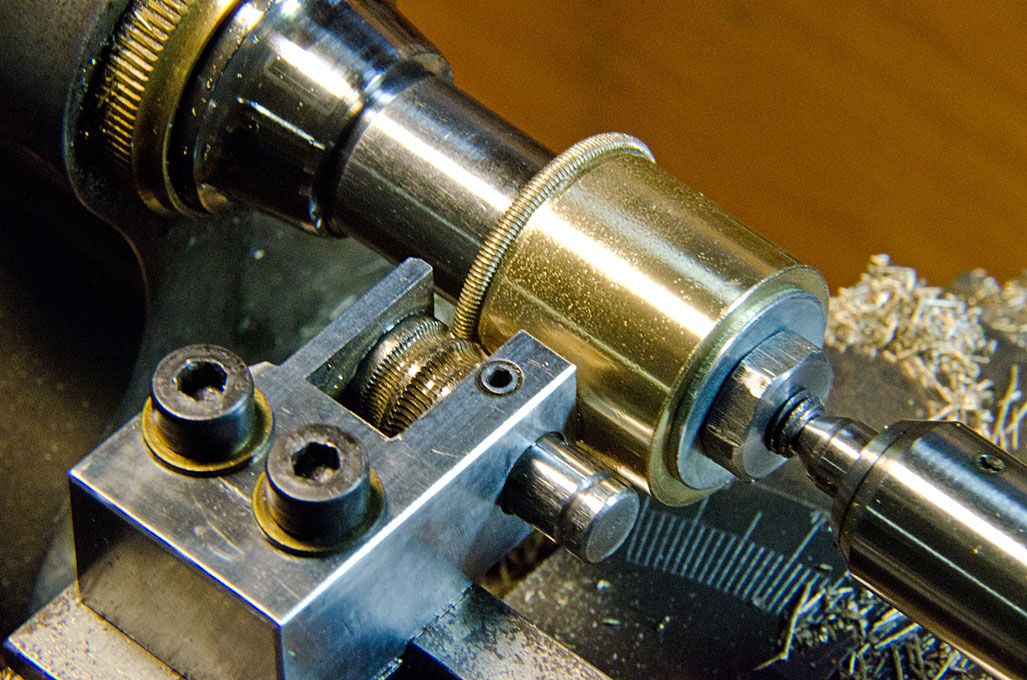
– а вертикальные салазки мельницы, которые можно прикрепить к поперечная направляющая,
– маленький тиски для установки на вертикальной мельнице слайд,
– цанговый патрон и тяга, чтобы соответствовать шпиндель токарного станка,
– некоторые цанги,
– и некоторые фрезы.
Я купил ползунок вертикальной мельницы, это довольно прочный узел китайского производства,
бросать
утюг, со столом 6 x 4 дюйма и фрезерованными Т-образными пазами — 200 австралийских долларов. Стол поворачивается вокруг оси на 180 градусов. Ничего страшного
за деньги, но есть небольшое расхождение в ласточкин хвост.
Стол поворачивается вокруг оси на 180 градусов. Ничего страшного
за деньги, но есть небольшое расхождение в ласточкин хвост.
Настройка токарный станок
Если ваш токарный станок имеет Т-образные пазы на поперечном суппорте, вы можете просто использовать их для установить мельничный салазок.
Для моего токарный станок я должен был точно сверлить и нарежьте три отверстия диаметром 10 мм. в верхнюю часть поперечного слайда, чтобы прикрутите вертикальную направляющую вниз – см. ниже.
Двое меньшие отверстия слева для крепления инструмента почта, остальные три предназначены для слайда мельницы.
Это не особо сложная работа, просто требует осторожности при выравнивании и сверлении отверстий.
Как ты есть
постукивая по чугуну (который относительно мягкий), убедитесь, что вы получаете
Максимальная глубина резьбы и проникновение.
Настроить
чтобы фреза могла проходить по всей ширине
губок тисков по отношению к доступному перемещению поперечных салазок.
Вот видео, дающее представление о настройке и эффективности.
На некоторых работах регулярное переключение между токарным и фрезерным станком может быть затруднено. неудобство, но это цена, которую вы платите за использование одна машина на две функции.
Если вы собираетесь много фрезеровать, то стоит покупка приличного полноразмерного фрезерного станка с колонной типа «ласточкин хвост». Они стоят дороже чем большинство маленьких токарные станки.
Но для небольшие работы и периодическое использование фрезерного суппорта на токарном станке работают хорошо.
Вы делаете
имеют меньший ход по сравнению с полноразмерным фрезерным станком, и
немного сложнее точно настроить рабочие места – так как работа ориентирована на
а
вертикальная плоскость.
Далее
стр.
8 лучших токарно-фрезерных станков по металлу 2023 года
| лучшие продукты
Результаты основаны на
5 599 Отзывы Отсканировано
Работает на
Популярные запросы
- Распылители краски
- Ручные блендеры
- Сжигатель сорняков
- Рождественские открытки
Питаться от
| 1 | Фрезерный станок с ЧПУ FoxAlien Masuter Pro, модернизированный 3-осевой цельнометаллический фрезерно-гравировальный станок | 9,9 | 9,9 | |
| 2 | Мини-токарный станок по металлу, 12 В постоянного тока, 60 Вт, 12000 об/мин, микротокарный станок высокой мощности |  5″> 5″>9,5 | 9,5 | |
| 3 | Мини-токарный станок CREWORKS 7×14 дюймов с цифровым дисплеем, 50–2250 об/мин, 3/4 л.с., аксессуары | 9,3 | 9,3 | |
| 4 | Мини-токарный станок по дереву, 12 В постоянного тока, 60 Вт, 12000 об/мин, настольный токарный станок по дереву, фрезерный станок, профессиональный | 9,0 | 9,0 | |
| 5 | CREWORKS 600W 8”x14” Мини-токарный станок по металлу с ЖК-дисплеем, Настольный мини-мотор HP | 8,5 | 8,5 | |
| 6 | Mostics 2 в 1 CNC 3018 Pro Router Machine с 5,5 Вт, настольный |  4″> 4″>8,4 | 8,4 | |
| 7 | Мини-токарный станок по металлу BestEquip, токарный станок по металлу 7×14 дюймов, токарный станок по металлу, 50-2500 об/мин | 8,0 | 8,0 | |
| 8 | Proxxon Fine Lathe FD 150/E, прецизионный токарный станок с 2-ступенчатым ременным приводом, регулированием скорости | 7,7 | 7,7 |
Вам также может понравиться
10 лучших комбинаций токарно-фрезерных станков
5 801 отзывов отсканировано
10 лучших токарных станков
4 468 отзывов отсканировано
10 лучших мини-токарных станков Combo
8 206 отзывов отсканировано
10 лучших мини-фрезерных станков по металлу
5 343 отзывов отсканировано
Сравнительная таблица продуктов| 1 | Фрезерный станок с ЧПУ FoxAlien Masuter Pro, модернизированный 3-осевой цельнометаллический фрезерно-гравировальный станок | 9,9 | 9,4 | 10,0 | ||
| 2 | Мини-токарный станок по металлу, 12 В постоянного тока, 60 Вт, 12000 об/мин, микротокарный станок высокой мощности | 9,5 | 9,0 | 9,6 | ||
| 3 | Мини-токарный станок CREWORKS 7×14 дюймов с цифровым дисплеем, 50–2250 об/мин, 3/4 л. с., аксессуары с., аксессуары | 9,3 | 8,8 | 9,4 | ||
| 4 | Мини-токарный станок по дереву, 12 В постоянного тока, 60 Вт, 12000 об/мин, настольный токарный станок по дереву, фрезерный станок, профессиональный | 9,0 | 8,5 | 9.1 | ||
| 5 | CREWORKS 600W 8”x14” Мини-токарный станок по металлу с ЖК-дисплеем, Настольный мини-мотор HP | 8,5 | 8,0 | 8,6 | ||
| 6 | Mostics 2 в 1 CNC 3018 Pro Router Machine с 5,5 Вт, настольный | 8,4 | 7,9 | 8,5 | ||
| 7 | Мини-токарный станок по металлу BestEquip, токарный станок по металлу 7×14 дюймов, токарный станок по металлу, 50-2500 об/мин | 8,0 | 7,5 | 8. |