Фрезерование пазов: Технология фрезерования пазов, канавок, уступов, и разрезания заготовок фрезой
alexxlab | 07.01.2023 | 0 | Разное
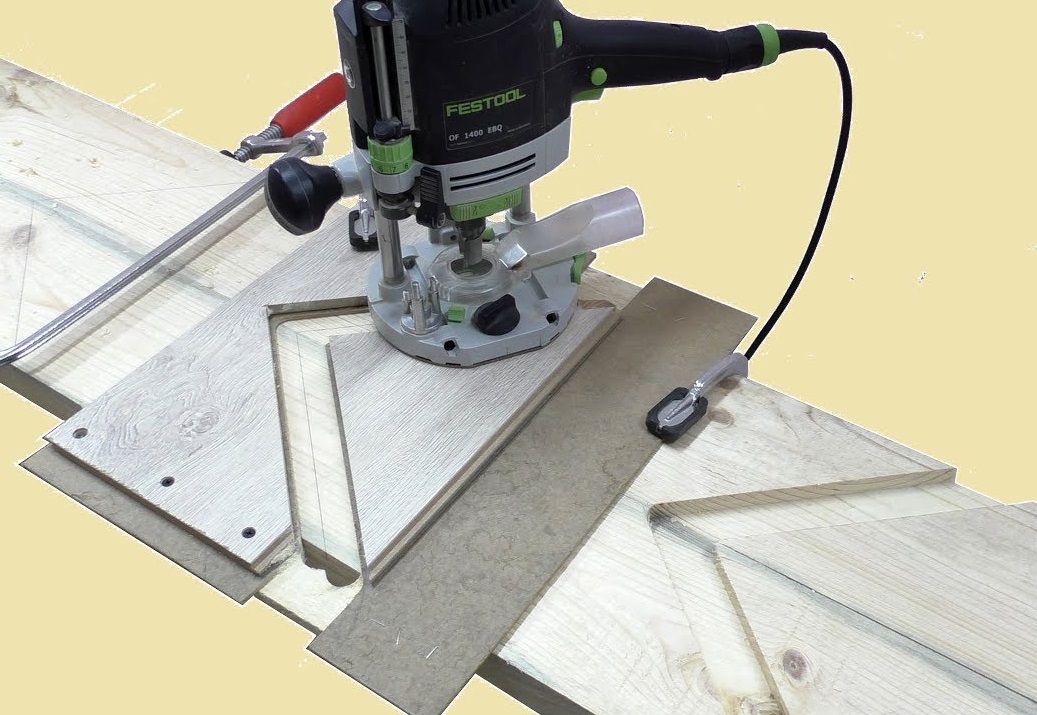
выборка пазов с помощью вертикального фрезера FESTOOL
Главная Фрезерование пазов
Выборка пазов является одним из основных видов работ, выполняемых вертикальным фрезером.
Как их сделать описано в данной статье, по операциям и с указанием инструмента и расходных материалов.
Проблема
Пазы используются преимущественно в качестве направляющих для подвижных деталей мебели или для соединения заготовок из древесины. Поэтому пазы должны быть абсолютно прямыми.
Решение
Прямые пазы можно легко и быстро выполнить с помощью вертикального фрезера (моделей FESTOOL OF 1010 или OF 1400 или OF 2200) и шин-направляющих в сочетании с многофункциональным столом MFT/3. Пазы могут иметь самую различную ширину. Для этого предлагаются пазовые фрезы разного диаметра. Самые ходовые размеры от 3 до 30 мм.
В данном примере описывается процесс выполнения сквозных, несквозных и врезных пазов.
Подготовка / настройка
а) MFT/3
б) Заготовка
Нанесите ограничительные линии для паза перпендикулярно средней линии.
Расстояние x от размеченной линии до края шины-направляющей зависит от диаметра фрезы и рассчитывается следующим образом:
В целях безопасности следует прибавить 2 мм.
Таким образом, для пазовой фрезы 12 мм расстояние до шины направляющей должно составлять 8 мм.
Для центрирования инструмента используется отметка на опорной пластине.
в) Регулировка вертикального фрезера:
-
Вставьте фрезер в зажимную цангу до минимальной глубины зажима (отметка на хвостовике) и затяните.
-
Установите направляющий упор FS на фрезер.
-
Опустите фрезер на направляющую шину.
-
Установите нужную глубину фрезерования. Благодаря револьверному упору можно предварительно задать до трёх различных вариантов глубины фрезерования (см.
 руководство по эксплуатации).
руководство по эксплуатации). -
Отрегулируйте боковое расстояние от фрезера до шины направляющей (см. расчёт, в данном примере x= 8 мм при пазовой фрезе 12 мм).
-
Выровняйте отметку на опорной пластине по средней линии паза
-
Проверка: отметка должна совпадать со средней линией в начале и в конце паза.
-
Приложите дополнительную опору на фрезере к поверхности заготовки.
 руководство по эксплуатации).
руководство по эксплуатации).
Для изготовления несквозных или врезных пазов необходимо использовать ограничители отдачи для шины-направляющей
-
Переместите фрезер в точки ограничения длины паза и закрепите там по одному из указанных ограничителей отдачи.
-
Установите частоту вращения в соответствии с таблицей в руководстве по эксплуатации.
-
Подсоедините всасывающий шланг.
Порядок действий
-
Точно отрегулируйте упор, после чего приложите заготовку к упорной планке, зафиксируйте.
-
Опустите шину-направляющую на заготовку.
-
Опустите фрезер на шину.
-
Включите фрезер и переместите его до предварительно установленного упора перед заготовкой. При выполнении сквозных пазов переместите его на заданную глубину, а при выполнении врезных пазов – погрузите в заготовку.
Внимание – При включении фрезера фреза не должна соприкасаться с заготовкой.
Во избежание скалывания древесины на конце заготовки следует использовать деревянную подкладку.
Повторяйте эту операцию до тех пор, пока не будет достигнута требуемая глубина паза. При этом изготавливать паз за несколько проходов, предварительно выставленные на револьверном упоре.
Можно установить точную глубину паза при последнем проходе с помощью системы точной регулировки фрезера.
Инструменты / оснастка
В этом практическом примере используются следующие инструменты, оснастка и расходные материалы,
Вертикальный фрезер OF 1010
или
Вертикальный фрезер OF 1400
или
Вертикальный фрезер OF 2200
Пазовая фреза с диаметром хвостовика 8 мм
Стол рабочий многофункциональный Festool MFT/3
Зажимные элементы MFT-SP
Ограничитель отдачи
491582 Упор FESTOOL обратный FS-RSP
Варианты пылеудаления рабочего места
FESTOOL CTL MINI
FESTOOL CTL MIDI
FESTOOL CTL 26
FESTOOL CTL 36
Назад во Все статьи.
|
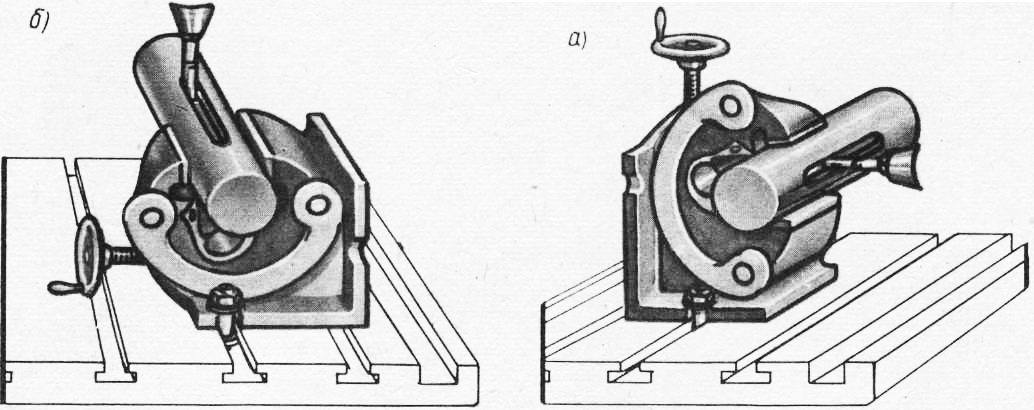
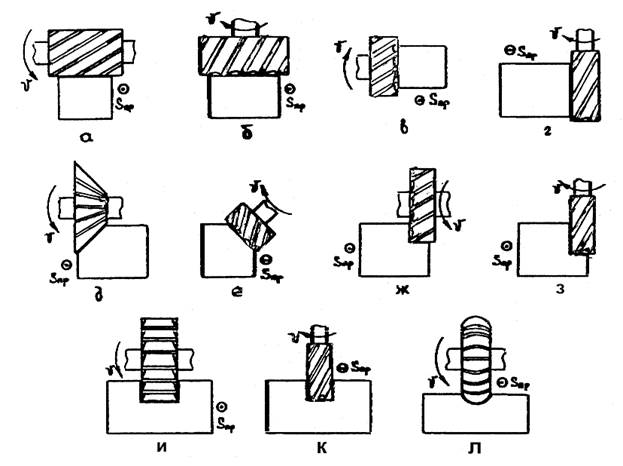
Фрезерование уступов и пазов Категория: Фрезерные работы Фрезерование уступов и пазов Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два и более уступов. Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, Т-образные и фасонные. Пазы любого профиля могут быть сквозными, открытыми или с выходом и закрытыми. Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках. К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Фрезерование уступов и пазов осуществляют дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами. Фрезерование уступов и пазов дисковыми фрезами. Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов. Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (СТ СЭВ 573—77), пазовые затылованные (ГОСТ 8543—71), трехсторонние с прямыми зубьями (ГОСТ 3755—78), трехсторонние с разнонаправленными мелкими и нормальными зубьями. Фрезы со вставными зубьями выполняются трехсторонними (ГОСТ 1669—78). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Они имеют зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс шероховатости боковых стенок паза или уступа. Рис. 1. Уступы Рис. 2. Типы пазов по форме Рис. 3. Лазы: сквозные, с выходом и закрытые Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние (ГОСТ 5348—69) и двусторонние. Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производительность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая. Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра возрастает ее стойкость. Рис. 4. Выбор диаметра дисковых фрез На рис. 5, а, б показана схема фрезерования двух уступов на детали. Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно осуществляют дисковой двусторонней фрезой. Однако в нашем случае следует выбрать дисковую трехстороннюю фрезу, так как надо обработать поочередно по одному уступу с каждой стороны детали. Рис. 5. Фрезерование уступа дисковой фрезой Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3—5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, когда биение торцовых зубьев равно нулю. При наличии биения зубьев фрезы размер профрезеро-ванного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду,’ особенно при обработке точных по ширине пазов. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмаса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением. Точную установку фрез на заданную глубину производят специальными установками или габаритами, предусмотренными в приспособлении. На рис. 6 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 6, а) или угольник (рис. 6, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп толщиной 3—5 мм во избежание соприкосновения зуба фрезы с закаленной поверхностью установа. Если обработку одной и той же поверхности осуществляют за два прохода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины. Фрезерование уступов и пазов набором дисковых фрез. При обработке партии одинаковых деталей одновременное фрезерование двух уступов, двух и более пазов может осуществляться набором фрез. Для получения требуемого расстояния между уступами и пазами на оправку между фрезами помещают соответствующий набор установочных колец. При обработке заготовок набором фрез по габариту устанавливается одна фреза, так как взаимное расположение набора на оправке достигается подбором установочных колец. При установке фрез на заданный размер прибегают к использованию специальных установочных шаблонов. Для точной установки фрез применяют плоскопараллельные концевые меры и индикаторные упоры. На рис. 7 показана схема расположения индикаторных упоров на горизонтально-фрезерном станке для точной установки фрез при поперечных и вертикальных перемещениях стола. Поднимать и опускать стол на заданную величину с помощью такого приспособления можно при ускоренном перемещении, не боясь ошибиться в отсчете. Целесообразность обработки уступов и пазов набором фрез можно установить, исходя из суммарных затрат времени (калькуляционное время), приходящихся на одну деталь для сопоставляемых вариантов обработки пазов. Фрезерование уступов и пазов концевыми фрезами. Уступы и пазы могут быть обработаны концевыми фрезами на вертикально- и горизонтально-фрезерных станках. Концевые фрезы (ГОСТ 17026—71*) предназначены для обработки плоскостей, уступов и пазов. Их изготовляют с цилиндрическим и коническим хвостовиком. Концевые фрезы изготовляют с нормальными и крупными зубьями. Фрезы с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Фрезы с крупными зубьями используют для черновой обработки. Концевые фрезы обдирочные с затылованными зубьями (ГОСТ 4675—71) предназначены для черновой обработки заготовок, полученных литьем, ковкой. Концевые твердосплавные фрезы (ГОСТ 20533—75—20539—75) изготовляют двух типов: оснащенные коронками твердых сплавов для диаметров 10—20 мм и винтовыми пластинками (для диаметров 16—50 мм). Рис. 6. Применение установок для фрез В настоящее время инструментальные заводы выпускают цельные твердосплавные концевые фрезы диаметром 3—10 мм и концевые фрезы с целой твердосплавной рабочей частью, впаянной в стальной конический хвостовик. Диаметр фрез 14—18 мм, число зубьев три. Применение твердосплавных фрез особенно эффективно при обработке пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей. Точность пазов по ширине при обработке их мерным инструментом, каким являются дисковые и концевые фрезы, в значительной степени зависит от точности применяемых фрез, а также от точности, жесткости фрезерных станков и от биения фрезы после закрепления в шпинделе. Недостаток мерного инструмента — потеря его номинального размера при износе и после переточек. У концевых фрез после первой же переточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются непригодными для получения точных размеров паза по ширине. Получить точный размер по ширине паза можно его обработкой за два прохода: черновой и чистовой. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом, т. е. регулируемым биением. На рис. 8 показан цанговый патрон, применяемый на Ленинградском станкостроительном объединении им. Я. М. Свердлова. В корпусе патрона расточено отверстие эксцентрично на 0,3 мм относительно его хвостовика. В это отверстие вставляется втулка под цанги с таким же эксцентриситетом относительно внутреннего диаметра. Втулка крепится к корпусу двумя болтами. При повороте втулки гайкой при слегка отпущенных болтах происходит условное увеличение диаметра фрезы (одно деление на лимбг соответствует увеличению диаметра фрезы на 0,04 мм). При обработке пазов концевой фрезой стружку необходимо отводить вверх по винтовой канавке, чтобы она не портила обработанной поверхности и не вызывала поломки зуба фрезы. Рис. 8. Патрон для фрезерования мерных пазов стандартными фрезами Рис. 9. Фрезерование наклонной плоскости в тисках Рис. 10. Фрезерование выемки корпусной детали Другие виды работ, выполняемые концевыми фрезами. Помимо обработки уступов и пазов концевые фрезы применяются для выполнения других работ на вертикально- и горизонтально-фрезерных станках. Концевые фрезы применяются для обработки открытых плоскостей: вертикальных, горизонтальных и наклонных. На рис. 9 показано фрезерование наклонной плоскости в универсальных тисках. Приемы обработки плоскостей концевыми фрезами ничем не отличаются от приемов обработки уступов и пазов. Концевыми фрезами можно обрабатывать различные выемки (гнезда). На рис. 10 показано фрезерование выемки концевой фрезой. Фрезерование выемок в заготовке производится по разметке. Удобнее сначала произвести предварительное фрезерование контура выемки (не доходя до линий разметки), а затем — окончательное фрезерование контура. В тех случаях, когда требуется выфрезеровать окно, а не выемку, необходимо под заготовку подложить соответствующую подкладку, чтобы не повредить тиски в момент выхода концевой фрезы. Фрезерование уступов торцовой фрезой. Уступы можно фрезеровать как на вертикально-, так и на горизонтально-фрезерных станках. Обработку деталей с симметрично расположенными уступами можно осуществлять при закреплении заготовок в двухпозиционных поворотных столах. — В машиностроении часто встречаются плоские детали, имеющие уступы с одной, двух, трех и даже четырех сторон. В качестве примера на рис. 1, а показана призма для установки цилиндрических деталей при фрезеровании, имеющая два уступа. Рис. 1. Детали с уступами и пазами: а — призма, б — шарнир, в — вилка Уступ, замкнутый с обоих боков, называют пазом. Пазы могут быть прямоугольные и фасонные. На рис. 1,6 показана деталь с прямоугольным пазом, а на рис. 1, в — вилка с фасонным пазом. Фрезы для обработки уступов и пазов Неширокие цилиндрические фрезы называют дисковыми. Дисковые фрезы можно изготовлять с остроконечными и затылованными зубьями. Дисковые фрезы, имеющие зубья на цилиндрической № на одной торцовой поверхностях, называют двухсторонними, а дисковые фрезы, имеющие зубья также и на обеих торцовых поверхностях. Рис. 2. Дисковые фрезы: а — с остроконечными зубьями, б — с затылованными зубьями, в — двухсторонняя, г — трехсторонняя, д — трехсторонняя с разнонаправленными зубьями, е — составная Двухсторонние и трехсторонние дисковые фрезы изготовляют с остроконечными зубьями. Для повышения производительности трехсторонние дисковые фрезы изготовляют с крупными разнонаправленными зубьями. На рис. 2, д показана такая фреза, у которой зубья, попеременно разнонаправленные, образуют торцовые режущие кромки через зуб. Рис. 3. Концевые фрезы по ГОСТ 8237—57: а — с цилиндрическим хвостовиком и нормальными зубьями, б — с цилиндрическим хвостовиком и крупными зубьями, в — с коническим хвостовиком и нормальными зубьями, г — с коническим хвостовиком и крупными зубьями Такая форма зубьев, подобно разведенным зубьям циркульных и продольных пил по дереву, позволяет снимать большее количество стружки и лучше ее отводить. Концевые фрезы изготовляют двух типов: с цилиндрическим и с коническим хвостовиком. Каждый из этих типов изготовляется в двух исполнениях: с нормальным и с крупным, зубом. Режущая часть концевых фрез изготовляется из быстрорежущей стали и приваривается к хвостовику, выполняемому из углеродистой стали. Концевые фрезы с крупным зубом применяются для работ с большими подачами при больших глубинах фрезерования; фрезы с нормальным зубом — для обычных работ. Фрезы с цилиндрическим хвостовиком изготовляют диаметром от 3 до 20 мм, с коническим хвостовиком — диаметром от 16 до 50 мм. На концевые фрезы в 1957 г. по предложению новаторов ленинградского Кировского завода Е. Ф. Савича, И. Д. Леонова и В. Я. Карасева выпущен государственный стандарт (ГОСТ 8237—57). По сравнению с ранее изготовлявшимися концевыми фрезами в новых фрезах уменьшено количество зубьев, увеличен угол наклона винтовой канавки до 30—45°, увеличена высота зуба и введен неравномерный окружной шаг зубьев. Фрезы новой конструкции дают повышенную производительность, хорошую чистоту обработанной поверхности и устраняют вибрацию при снятии больших стружек. Фрезерование уступов дисковой фрезой Рассмотрим пример фрезерования на горизонтально-фрезерном станке двух уступов в бруске для получения ступенчатой шпонки. Выбор фрезы. Фрезерование уступов на горизонтальнофрезерном станке производят обычно двухсторонней дисковой фрезой, но в данном случае следует работать трехсторонней фрезой, так как надо поочередно обработать по одному уступу с каждой стороны бруска. Выберем для фрезерования уступа трехстороннюю фрезу с мелкими разнонаправленными зубьями диаметром 80 мм, шириной 10 мм, с диаметром отверстия под оправку 27 мм, с числом зубьев. Обработку будем вести на горизонтально-фрезерном станке с закреплением заготовки в машинных тисках. Подготовка к работе. Установку, выверку и закрепление тисков на столе станка производим по известному нам способу, после чего устанавливаем заготовку в тиски на требуемой высоте. Рис. 4. Чертеж ступенчатой шпонки Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической фрезы, соблюдая чистоту оправки, фрезы и колец. Настройка станка на режим фрезерования. По заданному режиму резания настраиваем станок. Дано: диаметр фрезы D = 80 мм, ширина фрезерования В = 5 мм, глубина резания t= 12 мм, чистота поверхности V 5, подача s3y6 = 0,05 мм/зуб, скорость резания и = 25 м/мин. Рис. 5. Установка бруска в тисках Таким образом, фрезерование уступа будем производить трехсторонней дисковой фрезой 80X10X27 мм с разнонаправленными зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 12 мм, ширине фрезерования 5 мм, продольной подаче 80 мм/мин, или 0,05 мм/зуб, и скорости резания 25 м/мин применяем охлаждение — эмульсию. Фрезерование уступов. Фрезерование каждого уступа состоит из следующих основных приемов: Рис. 6. Фрезерование уступов дисковой фрезой: а — правого, б — левого Фрезерование уступов концевой фрезой Фрезерование уступов можно выполнять на вертикальнофрезерном станке, применяя для этой цели концевую фрезу по ГОСТ 8237—57. Выберем для обработки вертикально-фрезерный станок 6М12П. Рассмотрим пример фрезерования концевой фрезой двух уступов в бруске для получения ступенчатой шпонки. Выбор фрезы. Подготовка к работе. Заготовка закрепляется в тисках так же, как было изложено при обработке дисковой фрезой. Закрепляем концевую фрезу в патроне, протерев тщательно хвостовик фрезы, разжимную втулку и гайку патрона. Рис. 7. Фрезерование уступов концевой фрезой: а — цравого, б — левого Ставим лимб коробки скоростей на 500 об/мин и лимб коробки подач на 80 мм/мин. Таким образом, фрезерование уступа концевой фрезой будет производиться с такой же скоростью резания и минутной подачей, как фрезерование дисковой фрезой. Фрезерование уступов. Фрезерование каждого уступа выполняется так, как изложено было при обработке дисковой фрезой. На рис. 7 показано фрезерование уступов. Фрезерование сквозных прямоугольных пазов При фрезеровании сквозных прямоугольных пазов применяют трехсторонние дисковые фрезы или концевые фрезы. Поэтому трехстороннюю фрезу выбирают по ширине несколько меньше ширины фрезеруемого паза. Так как трехсторонние дисковые фрезы изготовляют с остроконечными зубьями, то после последующей переточки торцовых зубьев ширина фрезы уменьшится. Следовательно, данная фреза после заточки уже будет непригодной для фрезерования прямоугольного паза в следующей партии деталей. Для сохранения необходимой ширины трехсторонних дисковых фрез после переточки их изготовляют составными с перекрывающими друг друга зубьями, что позволяет регулировать их размер. Концевые фрезы не позволяют регулировать их диаметр, поэтому обработка точных пазов возможна только новой фрезой. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентрицитетом по отношению к шпинделю, т. е. с некоторым регулируемым биением, что позволяет фрезеровать точные пазы концевой фрезой, потерявшей размер после переточки. Процесс фрезерования прямоугольных пазов, т. е. уставовка фрезы, закрепление заготовки, а также приемы фрезерования не отличаются от описанных выше примеров фрезерования уступа. Фрезерование замкнутых пазов В планке толщиной 15 мм требуется профрезеро-вать замкнутый паз шириной 16 мм и длиной 32 мм. Такая обработка должна вертикально – фрезерном или горизонтально-фрезерном станке с накладной вертикальной фрезерной головкой. Выбор фрезы. Выберем для обработки вертикально – фрезерный станок 6М12П и концевую фрезу диаметром 16 мм с цилиндрическим хвостовиком и нормальными зубьями (число зубьев z = 5). Подготовка к работе. Заготовка поступает на фрезерный станок с размеченным пазом. Так как нужно обработать паз в середине заготовки, ее можно закрепить на уровне губок тисков, но параллельные подкладки надо расположить так, чтобы концевая фреза могла иметь выход между ними. Рис. 8. Чертеж планки Рис. 9. Закрепление планки в тисках Рис. 19. Фрезерование паза в планке Таким образом, фрезерование паза будем производить концевой фрезой D = 16 мм из быстрорежущей стали Р18 при скорости резания 25 м/мин, или 500 об/мин, и при подаче 31,5 мм/мин, или 0,013 мм/зуб. Применяем охлаждение — эмульсию. Фрезерование паза. На рис. 10 показано, как фрезеруется паз в планке. Обычно после установки фрезы в исходное положение сначала дают небольшую ручную вертикальную подачу, чтобы фреза врезалась на глубину 4—5 мм. После этого включают механическую продольную подачу, давая, как указано стрелкой, движение столу с закрепленной заготовкой вперед и назад, поднимая после каждого двойного хода вручную стол на 4—5 мм, пока паз не будет профрезерован по всей длине. Скоростное фрезерование уступов и пазов Скоростники-фрезеровщики широко применяют скоростное фрезерование уступов и пазов дисковыми фрезами с пластинками из твердых сплавов. При скоростной обработке уступов и пазов надо фрезеровать по подаче. На рис. 11 и 12 показаны конструкции дисковых фрез для скоростного резания, применяемые на ленинградском Кировском заводе. На рис. 11 показана фреза с припаянными пластинками твердого сплава к стальному корпусу. Такие фрезы применяют при небольшой ширине фрезерования. Одно из преимуществ фрез с припаянными пластинками — возможность частого расположения зубьев, что важно для плавности работы. Другим преимуществом является возможность использовать пластинку в работе почти на весь ее размер. Основными недостатками этих фрез являются невозможность регулировать ширину и диаметр, сложность замены зубьев в случае их поломки и трудность напайки. Для фрезерования уступов и широких пазов более целесообразно применять дисковые фрезы с вставными твердосплавными ножами. Возможные методы фрезерования уступов На рис. 13 даны три варианта фрезерования уступов на бруске. На рис. 13, а каждый уступ фрезеруется одной трехсторонней дисковой фрезой. Такой метод обычно применяют при обработке малого количества заготовок. На рис. 13, б оба уступа одновременно фрезеруются набором из двух дисковых двухсторонних фрез одинакового диаметра. Рис. 11. Дисковая трехсторонняя фреза с припаянными к корпусу пластинками твердого сплава Рис. 12. Дисковая трехсторонняя фреза со вставными рифлеными ножами На рис. 13, в последовательно обрабатываются оба уступа одной двухсторонней дисковой фрезой на двухпозиционном приспособлении. После фрезерования первого уступа (первая позиция) приспособление поворачивают и ставят во вторую позицию для фрезерования второго уступа. Такой метод обработки требует специального приспособления и применяется при изготовлении партии одинаковых деталей. По сравнению с обработкой по первому методу он дает большую точность и сокращает время на перестановку детали для фрезерования второго уступа, но он менее производителен, чем второй метод. В зависимости от количества пускаемых одновременно в обработку заготовок (размер партии) каждый из трех изложенных вариантов фрезерования уступов может оказаться наиболее рациональным. Рис. 13. Варианты обработки уступов: а — одной дисковой фрезой, б — набором двух дисковых фрез, в — в поворотном двухпозиционном приспособлении Реклама:Читать далее:Фрезерование шпоночных канавок в валах
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние— для фрезерования уступов и плоскостей. Крепление вставных ножей в корпус у обоих типов фрез осуществляется при помощи осевых рифлений и клина с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежу-щих фрез).
Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние— для фрезерования уступов и плоскостей. Крепление вставных ножей в корпус у обоих типов фрез осуществляется при помощи осевых рифлений и клина с углом 5°. Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежу-щих фрез). Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — В, D, d и z. Для фрезерования легкообрабаты-ваемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным крупным зубом. При обработке труднообрабатываемых материалов и фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.
Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — В, D, d и z. Для фрезерования легкообрабаты-ваемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным крупным зубом. При обработке труднообрабатываемых материалов и фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.
 При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера.
При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера.


 При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер.
При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер. Это возможно в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы, т. е. при их одноименном направлении. Однако осевая составляющая силы резания Рх при этом будет направлена вниз для выталкивания фрезы из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы приходится выполнять более надежно, чем при обработке концевой фрезой открытой плоскости. Направление вращения фрезы и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая силы резания будет направлена в сторону гнезда шпинделя и стремиться затянуть оправку с фрезой в гнездо шпинделя.
Это возможно в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы, т. е. при их одноименном направлении. Однако осевая составляющая силы резания Рх при этом будет направлена вниз для выталкивания фрезы из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы приходится выполнять более надежно, чем при обработке концевой фрезой открытой плоскости. Направление вращения фрезы и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая силы резания будет направлена в сторону гнезда шпинделя и стремиться затянуть оправку с фрезой в гнездо шпинделя.
 После фрезерования первого уступа приспособление поворачивают на 180° и ставят во вторую позицию для фрезерования второго уступа.
После фрезерования первого уступа приспособление поворачивают на 180° и ставят во вторую позицию для фрезерования второго уступа.

 Спинка зубьев выполнена криволинейной по рис. 36, в.
Спинка зубьев выполнена криволинейной по рис. 36, в. Правильность положения (горизонтальность) выверяем рейсмасом по разметочным рискам, после чего накрепко зажимаем тиски. На губки тисков надо надеть накладки из мягкого металла (латунь, медь, алюминий), чтобы не испортить обработанных граней бруска.
Правильность положения (горизонтальность) выверяем рейсмасом по разметочным рискам, после чего накрепко зажимаем тиски. На губки тисков надо надеть накладки из мягкого металла (латунь, медь, алюминий), чтобы не испортить обработанных граней бруска.
 После обработки первого уступа передвинуть стол на расстояние, равное ширине выступа (17 мм), плюс ширина фрезы (10 мм), т. е. на 27 мм, и профрезеровать с другой стороны, соблюдая все изложенные приемы работы.
После обработки первого уступа передвинуть стол на расстояние, равное ширине выступа (17 мм), плюс ширина фрезы (10 мм), т. е. на 27 мм, и профрезеровать с другой стороны, соблюдая все изложенные приемы работы. Выберем концевую фрезу диаметром 16 лш с цилиндрическим хвостовиком и с нормальными зубьями. Такая фреза имеет пять зубьев. Чтобы стружка при обработке транспортировалась вверх, направление винтовых канавок должно быть правым при правом вращении шпинделя.
Выберем концевую фрезу диаметром 16 лш с цилиндрическим хвостовиком и с нормальными зубьями. Такая фреза имеет пять зубьев. Чтобы стружка при обработке транспортировалась вверх, направление винтовых канавок должно быть правым при правом вращении шпинделя. При фрезеровании прямоугольных пазов ширина дисковой фрезы или диаметр концевой фрезы должны соответствовать чертежному размеру фрезеруемого паза с допускаемыми отклонениями, что справедливо только в тех случаях, когда установленная дисковая фреза не имеет торцового биения, а концевая фреза — радиального биения. Если фреза будет бить, то ширина отфрезерованного паза окажется больше ширины фрезы, или, как говорят, фреза разобьет паз, что может привести к браку.
При фрезеровании прямоугольных пазов ширина дисковой фрезы или диаметр концевой фрезы должны соответствовать чертежному размеру фрезеруемого паза с допускаемыми отклонениями, что справедливо только в тех случаях, когда установленная дисковая фреза не имеет торцового биения, а концевая фреза — радиального биения. Если фреза будет бить, то ширина отфрезерованного паза окажется больше ширины фрезы, или, как говорят, фреза разобьет паз, что может привести к браку. Для этой цели в разъем такой составной фрезы вставляют прокладки из стальной или медной фольги.
Для этой цели в разъем такой составной фрезы вставляют прокладки из стальной или медной фольги.

Фрезерование пазов: обработка сложных деталей стала проще
Создание внутренних и внешних профилей на традиционных фрезерных станках затруднено, поскольку шпиндель должен постоянно перемещаться, чтобы достичь различных областей заготовки. Хотя этот процесс может занять много времени и привести к неточностям, протяжка и прорезка являются двумя наиболее распространенными методами. В этой статье мы рассмотрим все тонкости фрезерования пазов и инструменты, используемые для этих операций.
Хотя этот процесс может занять много времени и привести к неточностям, протяжка и прорезка являются двумя наиболее распространенными методами. В этой статье мы рассмотрим все тонкости фрезерования пазов и инструменты, используемые для этих операций.
Содержание
Введение в фрезерование пазов и фрезы для пазов
Фрезерование пазов — это тип фрезерной операции, при которой вращающийся режущий инструмент используется для удаления материала с заготовки путем его перемещения в паз и из него. Этот тип фрезерования обычно используется для создания шпоночных пазов, пазов или карманов.
По сравнению с другими операциями фрезерования, фрезерование пазов обычно используется для прорезания более глубоких пазов или карманов, чем можно получить, например, с помощью концевого фрезерования. Кроме того, он часто дает очиститель и превосходную отделку поверхности.
Фрезы для пазов — чрезвычайно универсальные инструменты с несколькими зубьями, установленными по кругу на шпинделе. Они используются для обработки цельнокулачковых оправок, направляющих и плоских деталей из металлической заготовки.
Они используются для обработки цельнокулачковых оправок, направляющих и плоских деталей из металлической заготовки.
Различные типы фрез для пазов
Фрезы для пазов — это режущие инструменты, используемые для обработки пазов (канавок) в заготовке. Существуют различные типы фрез для фрезерования пазов, которые выбираются в зависимости от формы, размера и ширины пазов, которые они могут производить. С этой задачей справятся как торцевая фреза, так и концевые фрезы. Однако у каждого есть свои преимущества и недостатки.
Торцевая фреза
Торцевая фреза обычно более точная, потому что она использует фиксированную режущую кромку, которая всегда находится в той же горизонтальной плоскости движения, что и заготовка. Однако одним из его наиболее заметных преимуществ является то, что он имеет регулируемую ширину и глубину, что позволяет обрабатывать более широкий спектр продуктов.
С другой стороны, он имеет ограничения и может использоваться только для линейной обработки канавок. Кроме того, торцевые фрезы плохо подходят для чистовой обработки, поскольку они могут вибрировать и вибрировать, что приводит к ухудшению качества поверхности и снижению точности
Кроме того, торцевые фрезы плохо подходят для чистовой обработки, поскольку они могут вибрировать и вибрировать, что приводит к ухудшению качества поверхности и снижению точности
Концевые фрезы
Концевую фрезу можно установить под любым углом к заготовке. Это более универсальный инструмент, который позволяет выполнять дополнительные операции, такие как получистовая обработка. Концевые фрезы особенно полезны для обработки неглубоких и закрытых пазов.
Основным недостатком использования концевой фрезы для фрезерования пазов является то, что она может оставить на материале шероховатую поверхность. Кроме того, концевые фрезы не подходят для резки очень твердых материалов или материалов с высокой прочностью на растяжение.
A Основные компоненты пазореза
пазорез — это мощный инструмент, который можно использовать для вырезания пазов в различных материалах. Существует несколько различных типов канцелярских станков, каждый из которых имеет свой уникальный набор функций и преимуществ.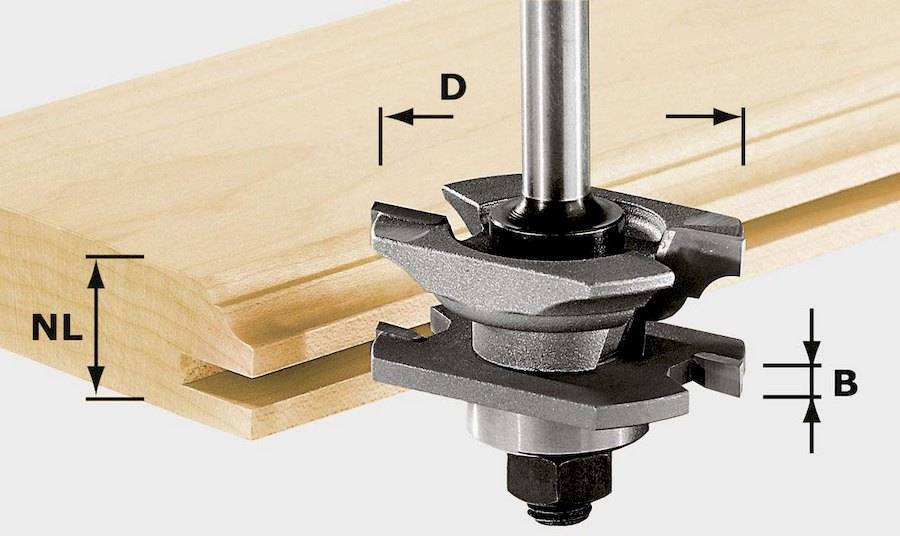 Давайте посмотрим на основные компоненты шлифовального станка.
Давайте посмотрим на основные компоненты шлифовального станка.
- Стол: На стол вы будете класть заготовку. Там же будет установлено лезвие.
- Основание: основание машины — это место, где монтируются все остальные компоненты. Он также содержит лоток для монет и купюроприемник.
- Направляющая: Направляющая используется для удержания фрезы на месте и обеспечения того, чтобы она вырезала пазы в правильном месте.
- Поперечные салазки: Поперечные салазки — это горизонтальная платформа, на которой устанавливается заготовка.
- Поршень: Поршень — это вертикальная платформа, на которой установлен инструмент.
- Маховик: Маховик используется для перемещения инструмента вверх и вниз.
Применение фрезерования пазов
Прорезной станок можно использовать для выполнения широкого спектра операций, из которых мы можем найти:
- Обработка деталей специальной и сложной формы с внутренним и внешним профилем. Он предназначен для длительных и особенно тяжелых процессов обработки. Это достигается за счет использования прочной конструкции, которая также идеально подходит для обработки металлических пластин.
- Хотя прорезание пазов является эффективным методом удаления металла, его также можно использовать для удаления дерева или других материалов. Этот тип станка полезен для создания сложных деталей и форм из различных материалов.
- Придание формы поверхностям различной формы (вогнутые, выпуклые, круглые, полукруглые и т.д.). Его также можно использовать для фрезерованных деталей с ЧПУ.
- Обработка вертикальных поверхностей.
- Обработка наклонных или наклонных поверхностей.
 Он предназначен для длительных и особенно тяжелых процессов обработки. Это достигается за счет использования прочной конструкции, которая также идеально подходит для обработки металлических пластин.
Он предназначен для длительных и особенно тяжелых процессов обработки. Это достигается за счет использования прочной конструкции, которая также идеально подходит для обработки металлических пластин.Насадки для обработки сложных деталей с помощью инструмента для нарезки пазов
Фрезы для пазов являются одним из самых универсальных инструментов в наборе инструментов слесаря. Их можно использовать для создания самых разных форм и размеров, и они идеально подходят для обработки сложных деталей. Вот несколько советов, которые помогут вам получить максимальную отдачу от фрезы для пазов.
Вот несколько советов, которые помогут вам получить максимальную отдачу от фрезы для пазов.
Используйте пазовую фрезу меньшего диаметра.
Лезвия фрезы для пазов могут быть любых форм и размеров, включая круглые и прямые. Однако в большинстве случаев вы захотите использовать меньший размер, чтобы у вас было меньше материала для резки за один раз. Чтобы добиться этого эффекта, убедитесь, что вы используете режущий инструмент меньшего диаметра.
Размер лезвия должен соответствовать материалу.
Не все материалы одинаковы. Убедитесь, что размер лезвия соответствует материалу, который вы обрабатываете, чтобы у вас был надлежащий зазор.
Используйте пазовую фрезу в сочетании с другими инструментами.
Одним из лучших способов повысить производительность с помощью фрезы для пазов является использование ее с другими типами обрабатывающих инструментов.
Используйте большую глубину резания.
Фрезы для пазов могут работать с различной глубиной резания в зависимости от типа инструмента и материала. Большую часть времени вы захотите использовать большую глубину резания для более быстрого производства и более частой смены инструмента.
Большую часть времени вы захотите использовать большую глубину резания для более быстрого производства и более частой смены инструмента.
Долбление можно выполнять на обрабатывающем центре. Если вы ищете высококачественную отделку поверхности, обратите внимание на Xin Tian Jian. Мы предоставляем первоклассные услуги по чистовой обработке поверхности для всех компонентов, независимо от метода их обработки. Несколько наших квалифицированных специалистов выполняют только отделочные работы, поэтому качество работы, которое мы выполняем с вашей продукцией, не имеет себе равных. Если вам нужна безупречная отделка ваших прототипов и других изготовленных компонентов, свяжитесь с нашей службой поддержки клиентов, чтобы получить быстрое и точное предложение.
Milling Operations – ToolNotes
- Introduction
- Face Milling
- Peripheral Milling
- Slab Milling
- Profile Milling
- Slotting
- Straddle Milling
- Slitting
- End Milling
- Shoulder Milling
- Slotting
- Торцевание
- Обработка карманов
- Профилирование
- Контурирование
Введение
Фрезерные станки могут использоваться для выполнения самых разнообразных операций механической обработки. Хотя фрезерные станки могут использоваться для выполнения отверстий и специализированных операций механической обработки, они обычно выполняют задачи, подпадающие под одну из этих трех категорий: торцевое фрезерование, периферийное фрезерование и концевое фрезерование. Давайте рассмотрим каждый из них немного подробнее.
Хотя фрезерные станки могут использоваться для выполнения отверстий и специализированных операций механической обработки, они обычно выполняют задачи, подпадающие под одну из этих трех категорий: торцевое фрезерование, периферийное фрезерование и концевое фрезерование. Давайте рассмотрим каждый из них немного подробнее.
Торцевое фрезерование
При торцевом фрезеровании фреза ориентируется перпендикулярно обрабатываемой поверхности. Торцевое фрезерование используется для создания широкой плоской поверхности на заготовке. Торцевые фрезы часто имеют большой диаметр и множество режущих зубьев, однако торцевое фрезерование можно выполнять с помощью инструмента, называемого «летучей фрезой», который имеет одну режущую поверхность.
Периферийное фрезерование
Периферийное фрезерование выполняется по окружности круглого инструмента. Периферийное фрезерование можно использовать при операциях по заготовке плит, профильном фрезеровании, прорезании пазов, фрезеровании с двух сторон и при продольной резке.
Фрезерование слябов похоже на торцевое фрезерование в том смысле, что при этом удаляется материал, чтобы сделать поверхность заготовки плоской и/или уменьшить общую толщину детали.
Фрезерование плитФрезерование профиля создает внешний контур желаемой формы.
Фрезерование профиляФрезерование пазов или прорезание пазов позволяет получить прямоугольные или закругленные каналы в заготовке.
Фрезерование пазовФрезерование с разветвлением может использовать две или более фрезы на одной и той же оправке для создания прямоугольной площадки желаемой ширины. Одновременное использование двух или более фрез таким образом известно как групповое фрезерование. Групповое фрезерование можно использовать для создания более сложных форм, таких как V-образные направляющие и охлаждающие ребра.
Фрезерование с двух сторонПрорезка аналогична прорезке пазов, но полностью проходит через заготовку.
Продольная резкаФрезерование торцов
Фрезерование торцов, вероятно, является наиболее распространенным видом операций, выполняемых на фрезерных станках. Концевые фрезы представляют собой цилиндрические фрезы, которые обычно имеют две или более режущие кромки как на периферии, так и на конце инструмента.
Концевые фрезы представляют собой цилиндрические фрезы, которые обычно имеют две или более режущие кромки как на периферии, так и на конце инструмента.
Операции торцевого фрезерования включают боковое фрезерование, прорезание пазов, торцовку или частичную торцовку, карманы, профилирование и контурную обработку.
Фрезерование уступов
Фрезерование боковых сторон, вероятно, является наиболее распространенной операцией концевого фрезерования. При боковом фрезеровании инструмент взаимодействует как в осевом, так и в радиальном направлении. Величина осевого зацепления известна как «шаг» и часто указывается в процентах от диаметра инструмента.
Боковое фрезерованиеПрорезание пазов
Прорезание пазов полностью входит в зацепление концевой фрезы с заготовкой и создает паз с прямоугольным или закругленным профилем в зависимости от формы концевой фрезы.
Фрезерование пазов Торцовка или частичная торцовка выполняется более эффективно с помощью других типов инструментов, таких как летучие фрезы или торцевые фрезы, но это можно сделать и с помощью концевой фрезы.
Обработка карманов позволяет создавать круглые отверстия, а также карманы прямоугольной или другой формы. Обратите внимание, что всякий раз, когда внутренние углы создаются с помощью концевой фрезы, они будут иметь радиус, по крайней мере, равный половине диаметра концевой фрезы.
Профилирование выполняется по периметру заготовки и позволяет получить почти любую форму с внутренним радиусом не меньше радиуса фрезы.
Окончательное контурное фрезерование. Контурное фрезерование, которое часто выполняется с помощью закругленного инструмента, называемого концевой фрезой, может создавать формы с трехмерным контуром. Контурирование можно использовать для изготовления инструментов, таких как пресс-формы для литья под давлением и формовочные штампы.
Поскольку профильное фрезерование и контурное фрезерование требуют контроля более чем по одной оси одновременно, сегодня они обычно выполняются на фрезерных станках с ЧПУ, но исторически они выполнялись с помощью фрезерных станков, которые воспроизводили контуры и профили из эталонного образца.