Фуговальные станки – Фуговальный станок по дереву: виды и цены
alexxlab | 19.10.2019 | 0 | Разное
Фуговальный станок по дереву
Фуговальный станок по дереву: принцип работы, вал, направляющие, ножи
Бытовые и промышленные фуганочные станки широко используются для обработки древесины. Так же как и токарные, циркулярные и фрезерные, фуговальные относятся к обязательному оснащению столярных цехов. Они просты в использовании и надежны. Работа с самодельными фуганками требует аккуратности и некоторых навыков.
Сфера применения и назначение
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Устройство фуговального станка
станина с прикрепленным валом ножейКонструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой столаПеред началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке
i-perf.ru
ФУГОВАЛЬНЫЙ СТАНОК – это… Что такое ФУГОВАЛЬНЫЙ СТАНОК?
- ФУГОВАЛЬНЫЙ СТАНОК
(от нем. Fuge – стык, шов; fugen – фуговать) – дереворежущий станок для создания у заготовки продольным фрезерованием одной или двух смежных плоских чистовых базовых поверхностей, по к-рым заготовка ориентируется при последующей обработке. Односторонний Ф. с. (см. рис.) имеет два паралл. стола, между к-рыми расположен ножевой вал. Задний стол расположен в плоскости, касательной к ножевому валу, передний – смещён на глубину фрезерования. На нач. стадии обработки заготовка базируется по переднему столу, на заключительной – по заднему. Для одноврем. формирования двух базовых поверхностей (по пласти и по кромке заготовки) используют двусторонние Ф, с.
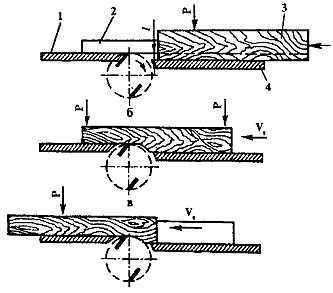
Схема работы на фуговальном станке: а, б, в – стадии формирования базовой поверхности заготовки; 1 – ножевой вал; 2 – задний стол; 3 – заготовка: 4 – передний стол
Большой энциклопедический политехнический словарь. 2004.
- ФУГАНОК
- ФУКО ТОКИ
Смотреть что такое “ФУГОВАЛЬНЫЙ СТАНОК” в других словарях:
ФУГОВАЛЬНЫЙ СТАНОК — деревообрабатывающий станок для строгания прямолинейных деталей. Режущий инструмент ножевой вал, расположенный между двумя плитами горизонтального рабочего стола … Большой Энциклопедический словарь
фуговальный станок — Станок, предназначенный для прямолинейного строгания деталей с целью получения у них базовых поверхностей и заданного класса шероховатостей. [ГОСТ 20767 75] Тематики тара, стеллажи Обобщающие термины термины деревообрабатывающего оборудования … Справочник технического переводчика
фуговальный станок — деревообрабатывающий станок для строгания прямолинейных деталей. Режущий инструмент ножевой вал, расположенный между двумя плитами горизонтального рабочего стола. * * * ФУГОВАЛЬНЫЙ СТАНОК ФУГОВАЛЬНЫЙ СТАНОК, деревообрабатывающий станок для… … Энциклопедический словарь
Фуговальный станок — 4. Фуговальный станок Станок, предназначенный для прямолинейного строгания деталей с целью получения у них базовых поверхностей и заданного класса шероховатостей Источник: ГОСТ 20767 75: Ящики из древесины и древесных материалов. Термины и… … Словарь-справочник терминов нормативно-технической документации
Фуговальный станок — Деревообрабатывающий станок для прямолинейного строгания (фрезерования, фугования) заготовок по пласти или кромкам. Ф. с. имеет станину, на которой смонтированы круглый ножевой вал (обычно имеет 2 4 ножа), рабочий стол, вертикальная… … Большая советская энциклопедия
ФУГОВАЛЬНЫЙ — ФУГОВАЛЬНЫЙ, фуговальная, фуговальное (спец.). Служащий для фуговки. Фуговальный станок. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
фуговальный – рейсмусовый узел — 3.8 фуговальный рейсмусовый узел (surface planer/thicknesser element): Узел комбинированного станка, предназначенный для срезания слоя с нижней плоской поверхности заготовки в режиме фугования и затем, при передаче ее на следующую операцию, для… … Словарь-справочник терминов нормативно-технической документации
станок — технологическая машина, предназначенная для обработки материалов с целью получения заготовок или готовых изделий либо для получения новых материалов из сырья. Станки являются основным видом оборудования механических цехов машиностроительных и… … Энциклопедия техники
- фуговальный узел — 3.2 фуговальный узел (surfacing planning element): Узел комбинированного станка, предназначенный для срезания слоя с нижней поверхности обрабатываемой заготовки, вращающимся вокруг горизонтальной оси ножевым валом, установленным под прямым углом… … Словарь-справочник терминов нормативно-технической документации
фуговальный — ая, ое. Предназначенный, служащий для фугования, фуговки. Ф. станок … Энциклопедический словарь
dic.academic.ru
Для чего нужны рейсмусовые и фуговальные станки?
Среди деревообрабатывающих станков выделяется категория продольно-фрезерных, к которым относятся фуговальные и рейсмусовые.
С их помощью можно осуществлять обработку пиломатериалов на чистовую. Станки убирают все виды дефектов, если они возникли при обработке дерева. Для них нужно брать только ту древесину, что была хорошо высушена. Чем отличаются друг от друга данные виды инструментов, и для каких целей лучше всего использовать фуговальные, а для каких рейсмусовые станки?
Для досок, щитов и брусков необходимо использовать рейсмусовые станки. Они позволяют выстругивать материалы определённого размера, ориентируясь на нужную толщину изделия и разделывая его на две полоски, параллельные друг другу. Они очень похожи на фрезерные станки с ЧПУ. Ножевой вал находится над столом. Эта группа инструментов нужна для серийного или мелкосерийного создания различных столярных изделий, когда нужно точно соблюдать сохранение параметров. Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Фуговальные станки для обработки дерева необходимы для создания ровной поверхности без единой шероховатости. На них установлен ножевой вал, который оборачивается внутри стола. Инструмент может обстругивать материал по углам или по плоскости. Станки этого типа, как и рейсмусовые, могут быть односторонними и двусторонними. Последние примечательны тем, что позволяют обстругивать одновременно кромку и пласт изделия. В функции фуговальных станков входит предварительная обработка материала, которые имеют значительные покоробленности. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
Существует смешанная разновидность станков, фуговально-рейсмусовые, которые объединяют в себе преимущества обоих видов инструментов.
Автоматическая подача заготовок на оба вида станков осуществляется благодаря трём типам механизмов: конвейерного, каретного или вальцового. Возможно и подавание заготовок вручную.
Уход за станками нужно осуществлять регулярно. Перед тем как начать работу на станке, необходимо проверить состояние фрезов и ножей, насколько они правильно установлены. Если они затупились, то их нужно заточить. В противном случае на изделии появится неприятная мшистость, сколы и вырывы.
seniga.ru
Станок фуговально рейсмусовый
Какой рейсмусовый фуговальный станок по дереву лучше?
Фуговальный станок, в обиходе известный как циркулярная пила, является одной из наиболее распространенных разновидностей деревообрабатывающего оборудования. Данные агрегаты применяются для строгания кромок и плоскостей заготовок с целью получения деталей требуемой конфигурации.
Фуговальный станок
В статье мы рассмотрим конструктивное устройство фуговального оборудования, сделаем обзор наиболее популярных моделей и их технических характеристик, а также приведем рекомендации по выбору и эксплуатации строгально-фуговальных станков.
Читайте также о видах и особенностях заточных станков Энергомаш.
Назначение и устройство
Оборудование фуговальной группы предназначено для прямолинейного строгания деревянных деталей, которое может выполняться по плоскости либо под углом. Такие агрегаты применяются в сфере деревообрабатывающей промышленности, мебельного производства, в строительных предприятиях и в быту.
В зависимости от особенностей конструкции все станки классифицируются на две группы:
- односторонние;
- двухсторонние.
Односторонний фуговальный станок используются для выравнивания одной из плоскостей детали (как правило, ее пласта), также они в два захода могут строгать оба пласта заготовки поочередно. Оборудование одностороннего типа выпускается с рабочей шириной строгания до 600 мм.
Основным рабочим узлом любого строгально-фуговального станка является резальный вал, на который монтируются 2-4 ножа. Бытовое оборудование средней ценовой категории оснащается 2-мя ножами. На нижеприведенном изображении представлена схема конструкции одностороннего фуганка.
Читайте также: принцип работы зубофрезерного станка с ЧПУ и его модификации.

Односторонний фуговальный станок в работе
Базовой частью конструкции данного агрегата является станина коробчатого типа, выполненная из литого чугуна (в компактном оборудовании для дома — из листового металла). На станине зафиксированы все конструктивные узлы станка и рабочие столы — передний и задний. На столе посредством кронштейнов крепится направляющая линейка, обеспечивающая точность обработки.
Ножевой вал установлен в центральной части стола, он смонтирован в станину на 2-ух шариковых подшипниках. Сам вал закрыт веерным ограждением, зафиксированным на столе с помощью шарниров. Ограждение установлено на пружине, прижимающей экран к валу. В продвинутых моделях фуганков на ножевом валу может присутствовать специальное устройство для заточки ножей.
Каждый из рабочих столов монтируется на станину через салазки, укомплектованные эксцентриковыми валами. Благодаря валам рабочий стол можно регулировать по высоте и в горизонтальной плоскости — приближая либо удаляя его от строгального вала. Фиксация столов в требуемом положении обеспечивается за счет ограничительных винтов.
В станину агрегата встроен электродвигатель и вспомогательная пусковая аппаратура. Фуговальное оборудование промышленного класса комплектуется движками асинхронного типа, бытовые станки — коллекторными моторами. Асинхронные приводы отличаются способностью непрерывной работы — они устойчивы к перегрузкам и перегреву, тогда как коллекторный мотор является дешевым аналогом, не предназначенным для непрерывной работы. В оборудовании обеих типов электропривод соединяется с шпинделем посредством клиноременной передачи. Выбор требуемой частоты оборотов происходит посредством изменения положения ремня на шестеренках коробки передач
Двухсторонний фуговальный станок
Фуговальный станок двухстороннего типа представлен на схеме. Данный агрегат оснащен вторым ножевым валом (установлен над нижним резцом), что значительно повышает производительность станка, так как позволяет строгать заготовку с 2-ух сторон одновременно.
Двухсторонние фуговальные станки также имеют встроенный автоподатчик, который отвечает за перемещение установленной в прижим заготовки (автоподатчик может отводиться в сторону, что позволяет выполнить быструю замену режущего инструмента). Также двухсторонние станки оснащены электромеханическим тормозом для моментальной остановки вращения ножевого вала.
Читайте также все о циркулярных станках по дереву.
к меню ↑
Фуговальный станок своими руками (видео)
к меню ↑
Популярные модели фуганков
Одной из наиболее распространенных моделей строгально-деревообрабатывающих агрегатов промышленного класса является фуговальный станок СФ 6-1. Данный агрегат способен выполнять такие операции как прямолинейное строгание и продо
i-perf.ru
Фуговальные станки для фрезерования древесины
Фуговальные станки с ручной подачей находят широкое применение в модельных цехах. Они предназначены для строгания одной плоскости или двух, расположенных друг к другу под углом (пласть и кромки).
Фуговальный станок (рис. 65, а) имеет станину, на которой укреплены две чугунные, хорошо отшлифованные плиты стола (передняя и задняя). Плиты при помощи винтов можно опускать и поднимать, регулируя толщину срезаемой стружки. Вдоль стола имеется съемная чугунная направляющая линейка, которую можно передвигать по ширине стола и придавать нужный наклон к столу.
Передняя плита обычно длиннее задней на 30—50%, ее устанавливают ниже задней на толщину h снимаемой стружки, заднюю плиту располагают на одном уровне с лезвием ножа.
Между плитами стола находится ножевой вал цилиндрической формы с пластинчатыми ножами. Ножи изготовляют из углеродистой инструментальной стали. Угол резания ножей на валу 50—65°; угол наклона а=10—15°; угол заточки р = 40—50°. На валу может быть установлено два, четыре и больше ножей, в зависимости от скорости подачи материала. У станков со скоростью подачи до 20 м/мин на ножевых валах закрепляют два или четыре ножа. Ножевой вал, приводимый в движение от электродвигателя, вращается в подшипниках, вмонтированных в боковые стенки станины. Концы плит ножевого вала имеют накладные планки-губки для уменьшения зазора (не более 3 мм) между лезвиями ножей и краем накладки, что необходимо для поддержания волокон при срезании стружки, а также предохранения концов плит от истирания и выкрашивания.
Над ножевым валом устанавливают предохранительный щиток или предохранительную штору, которые во время работы самой обрабатываемой деталью отодвигаются в сторону, а затем после прохода ее под действием пружины вновь закрывают весь нож. На ножевом валу винтами закрепляется ножевая головка с ножами. Тонкие ножи крепят на валу при помощи накладок (рис. 65, б), а толстые при помощи горбушек ножевой головки. Первым способом крепят ножи без пазов толщиной 3—5 мм и шириной 25—30 мм. Их вставляют обушком в небольшое углубление вала и закрепляют винтами зажимных накладок. При этом винты не ввинчивают, а вывинчивают из отверстия накладки до упора в стенку паза. Ножи и накладки с винтами должны л меть одинаковую массу, чтобы во время работы не было биения ножевого вала.
Для обеспечения точной и чистой обработки поверхности древесины необходимо произвести тщательную наладку ножей на валу станка. При наладке фуговальных станков сначала надо отбалансировать вал с ножами, которые должны быть установлены так, чтобы лезвия их располагались на одинаковом расстоянии от центра вала и равномерно выступали за кромки стружколомателя на 1—2 мм, а также на одинаковой высоте выступали над столом. При отбалансировке вал несколько раз приводят во вращение вокруг оси и останавливают. Если вал после остановки сохранит полную неподвижность и не делает дополнительного вращательного движения, его считают отбалансированным. Затем проверяют крепление вала и общую прямолинейность передней и задней плит стола. После этого производят проверку правильности установки ножей по высоте при помощи контрольного бруска, выстроганного из твердой древесины, который кладут на заднюю плиту и подводят к лезвию одного из ножей. Если при проворачивании вала лезвия всех ножей одинаково касаются поверхности линейки, то ножи по высоте установлены правильно, если же неодинаково, то надо ослабить винты и добиться точной установки их. После тщательной выверки и установки ножи наглухо затягивают сначала средними болтами, затем остальными.
Некоторые станки имеют специальное приспособление для установки и правки ножей, например, станок СФ-6.
При работе на фуговальном станке подают вручную пиломатериал на вращающиеся ножи, и когда передний конец пройдет за ножи, обрабатываемую деталь (доску, брусок) прижимают левой рукой к поверхности задней плиты. При строгании усилие прижатия досок и щитов к плите должно составлять примерно 6—8 кгс. Ровные доски строгают с одного-двух приемов. Если доска покоробленная, то рекомендуется сначала за два-три прохода снять стружку с выступов, а затем строгать ее пб всей длине. На фуговальном станке СФ-6 можно строгать доски шириной до 600 мм. Наибольший угол наклона направляющей линейки 45°.
Применение приставных автоподатчиков для механической подачи заготовок позволяет облегчить труд рабочего, повысить производительность работы на станке и сделать работу на нем безопасной.
Скорость резания на фуговальных станках составляет около 26 м/с, а скорость подачи 0,2 м/с.
При ручной подаче заготовки, а также при строгании заготовок малой длины нужно пользоваться ручной деревянной прижимной колодкой — толкателем или ручным металлическим толкателем (рис. 66, а, б).
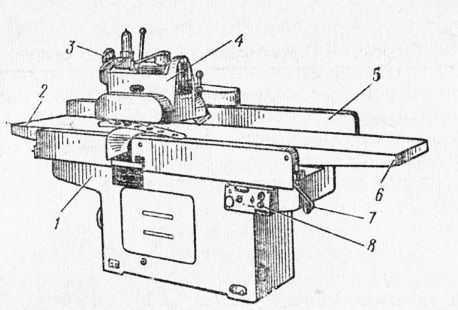
Рис. 65. Фуговальный станок СФ4-4:
а — общий вид, б — схема крепления ножей в головке накладками; 1 — станина, 2 — ножевой вал, 3 —задняя плита стола, 4 — штора, ограждающая ножевой вал, 5 — направляющая линейка, 6 — ручка эксцентрикового механизма настройки переднего стола по высоте, 7 — передняя плита стола, 8 — кнопочный переключатель, 9 — нижи, 10 — зажимные накладки с винтами, 11 — стальные накладки на плитах, 12 — задняя плита стола, 13 — передняя плита стола
Рис. 66. Приспособления для ручной подачи коротких заготовок при строгании на фуговальных станках:
а — деревянная прижимная колодка-толкатель, б — металлический толкатель; 1 — паз направляющей линейки, 2 — прижим толкателя, 3 — рукоятка, 4 — упор толкателя, 5 — заготовка
www.stroitelstvo-new.ru
Рейсмусовый фуговальный станок – обзор, назначение и виды фуговально-рейсмусовых станков
Для промышленной обработки материалов используется самое разное оборудование. Другими словами, прежде чем обрести законченный товарный вид, материал проходит несколько стадий.
Фуговально-рейсмусовый станок
После того, как доски прошли начальную обработку, они поступают для раскроя на фуговально рейсмусовый станок. Его задача состоит в том, чтобы убрать с заготовки все неровности. Станок представляет собой станину и рабочий стол. На одну часть заготовку подаются, другая выступает в роли принимающей.
Между двумя частями находится ножевой вал. Процес выглядит следующим образом:
- Заготовка попадает на станок и двигается вперед
- Подача может осуществляться автоматически либо при помощи работника
- Ножи вращаются за счет двигателя, за счет чего и происходит очищение поверхности заготовки. Ножей в станке фуговальном как минимум три. Чем больше ножей, тем выше тщательность обработки.
Фуговально рейсмусовый станок отличается от обычного строгального тем, что позволяет срезать материал на заданную глубину. Как правило, нож у рейсмусового станка расположен над столом. Есть также разновидности станков с расположением ножевого вала вверху и внизу.
На корпусе станка находится линейка, которая дает возможность выставлять нож по высоте.
Важно: Рейсмусовый фуговальный станок позволяет осуществлять две операции сразу, поэтому в условиях промышленной обработки (да и бытовой иногда) выгоднее приобретать именно такой тип оборудования.
Фуговально рейсмусовый станок может быть выгоден как на строительстве многоэтажного дома, так и при возведении небольшого сооружения. Как известно, во всех случаях требуется в определенных объемах пиломатериал. Последний, при наличии фуговального станка, может быть и не самого лучшего качества (зато намного дешевле). Все имеющиеся дефекты можно будет исправить на месте.
Как правило, в комплект входят подставка или верстак, чтобы оборудование можно было хорошо закрепить.
Виды станков
Фуговально рейсмусовый станок корвет представляет собой единую систему для строгания и рейсмусовой обработки. У него мощный двигатель асинхронного типа, который защищен от перегрузок посредством ременной передачи. К тому же имеет низкий уровень шума.
Если произошло временное отключение от сети питания, самопроизвольное начало работы исключено за счет наличия магнитного пускателя. Уменьшению трения с заготовкой способствуют литые чугунные столы со шлифованной поверхностью.
Базовую поверхность заготовок удобно выравнивать, потому что рабочие и приемные столы имеют достаточно комфортную длину. Обеспечен быстрый переход от одного режима к другому (рейсмус/строгание и наоборот). Для каждого из них существуют два рабочих положения у патрубка.
Вибрации во время работы не происходит.
Фуговально рейсмусовый станок metabo также имеет ряд неоспоримых достоинств:
- Выключатель с поворотным блоком
- Стационарная надежная конструкция с покрытием порошкового типа
- Столы из чугуна повышенной износостойкости
- Механизм подачи с возможностью отключения
- Простой способ переоборудовать рейсмусовый станок для фуговальных работ, инструмент при этом не нужен
- Высокий уровень безопасности, в том числе и по древесной пыли
- Наличие приводной рукоятки для комфортной установки высоты
- Специальный нож с двойным клинком
- Улучшенное качество обработки
- Разнообразие комплектаций
- Прочный корпус, устойчивый, отсутствие вибрации
- Валики оптимальной конструкции
- Гальваническое оцинкование надежно защищает валы и винтовые соединения от ржавчины
wood-prom.ru
СФ-4 Станок фуговальный односторонний. Паспорт, схемы, описание, характеристики
Производителем фуговального станка СФ-4 является Курганский завод деревообрабатывающих станков, основанный в 1941 году.
Завод производит оборудование для мебельных и строительно-столярных производств.
Производителем фуговального станка СФ-4(К) является Кировский станкостроительный завод, основанный в 1880 году. Завод был переименован в Кировский завод заточного и деревообрабатывающего оборудования.
Основная специализация завода – производство станков для заточки и подготовки дереворежущего инструмента к работе.
Продукция завода:
- Фрезерный станок с шипорезной кареткой модели СФ-4К
- Станки заточки круглых рамных и ленточных пил модели ТчПА-7
- Плющильно-формовочные станки модели ПХФ-1М
- Вальцовочные станки модели ПВ-20М
- Станки для заточки и подготовки дереворежущего инструмента
- Запасные части к Р63-46
Станки, выпускаемые Курганским заводом деревообрабатывающих станков
Условное обозначение деревообрабатывающих станков
Деревообрабатывающие станки и оборудование имеют условное обозначение (индексацию) буквами и цифрами. Буквенная индексация состоит из начальных букв наименования типа или вида станка. Первая буква означает тип, вторая и третья— основной признак станка.
- Ц — круглопильный (циркулярный, циркульный)
- С — строгальный
- Ф — фрезерный
- Ш — шипорезный
- Тч — точильный
- Кп — круглопалочный
- У — универсальный
- ПР — круглопильный ребровый
- ЦК — круглопильный концеравнитель
- СФ — строгально-фуговальный
- СР — строгально-рейсмусовый
- ФШ — фрезерный с шипорезной кареткой
- ФК — фрезерный с карусельным столом
- ШО — шипорезный односторонний
- ШД — шипорезный двусторонний
- ШП — шипорезный для прямого шипа
- ШЛ — шипорезный для шипа ласточкин хвост
- ШлД — шлифовально-дисковый
- ШлПС — шлифовальный с подвижным столом
- ТчП — точильный для пил
- ТчН — точильный для ножей
- ТчПН — точильный для пил и ножей
Буква А обозначает наличие элементов автоматизации.
Например: СвПА—сверлильно-пазовальный с автоподачей. Цифра, стоящая сразу после букв или между ними, обозначает основные параметры станков (число режущих инструментов или ширину строгания в мм, см, дм). Например:
- Ц2К12 — двухшпиндельный концеравнитель для брусков длиной 12 дм
- СФ-4 — строгально-фуговальный с шириной строгания 4 дм
- Ф2К — фрезерный двухшпиндельный с карусельным столом
- ШО10 — шипорезный односторонний для шипов длиной до 10 см
Цифра, стоящая после дефиса, обозначает номер модели станка, например:
- СФ4-4 – четвертая модель
- СР6-6 – шестая модель
- СР6-7 – соответственно седьмая модель
Продольное строгание (продольное фрезерование, фугование) на фуговальных станках
Фуговальные станки предназначены для продольного строгания заготовок из древесины с целью получения одной или двух базовой поверхности за один проход для дальнейшей обработки деталей. Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового или конвейерного типа.
На станине станка имеются передний и задний столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний – ниже на толщину снимаемой стружки.
Обрабатывают заготовки с вогнутой стороны. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены непараллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола.
Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение, открывающееся лишь при проходе заготовки и автоматически закрывающееся после ее обработки.
Этапы фугования заготовок на станке
- задний стол
- направляющая линейка
- заготовка
- передний стол

Одношпиндельный фуговальный станок СФ-6
- станина
- задний стол
- подвижное ограждение
- направляющая линейка
- ножевой вал
- фиксаторы крепления направляющей линейки
- кронштейн
- передний стол
- шкала
- рукоятка настройки стола по высоте
На фуговальных станках с ручной подачей работает один рабочий (станочник), а с механической — два (станочник и подсобный рабочий). При ручной подаче заготовку осматривают, укладывают на передний стол станка и, прижимая левой рукой передний конец заготовки, а правой задний, плавно надвигают заготовку на ножи.
Когда передний конец заготовки пройдет через ножи, левую руку переносят, прижимая заготовку к заднему столу.
Покоробленные заготовки укладывают на стол вогнутой стороной вниз, плотно прижимая их к столу станка.
Сильно покоробленные заготовки фуговать не следует, так как при этом снимется большой слой древесины, они станут меньше номинальных размеров и не смогут быть использованы по назначению.
При работе на станках с механической подачей заготовки подают торец в торец.
Толщина снимаемого слоя не должна превышать 6 мм, а толщина стружки — 1,5..2 мм.
СФ-4 Станок фуговальный односторонний. Назначение, область применения
Станок фуговальный односторонний СФ-4 предназначен для фугования (прямолинейного строгания, продольного фрезерования) заготовок из древесины различных пород по плоскости и под углом.
Станок применяется на предприятиях мебельной и деревообрабатывающей промышленности (мебельной, домостроительной, авто- и вагоностроения и т.д.), модельных цехах машиностроительных заводов, строительных организациях.
Станина выполнена чугунной, цельнолитой, коробчатой формы, внутри которой установлен электродвигатель привода ножевого вала.
Вращение ножевому валу передается клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Опоры ножевого вала смонтированы в цельном блоке с отъемными крышками, что позволяет снизить механические шумы и вибрацию от вращения ножевого вала. Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Подача заготовок на станке осуществляется вручную или механически с применением автоподатчика. Передний и задний столы представляют собой чугунные литые шлифованные плиты с ребрами жесткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола.
С боковых сторон стола установлены щитки. Указатель глубины строжки – лимб помещен в окне щитка. Перемещение направляющей линейки осуществляется вручную. Линейка может перемешаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемый угол в вертикальной плоскости (до 45°).
На станке имеется круглый двухножевой вал с клиновым креплением ножей.
Ширина строгания на станке 400 мм, толщина снимаемого слоя 6 мм, диаметр ножевого вала 125 мм, диаметр резания 128 мм, число ножей на валу 2, мощность электродвигателя ножевого вала 2,8 кВт, число оборотов ножевого вала в минуту 5000, вес станка 620 кг.
Общий вид фуговального одностороннего станка СФ-4

Перечень составных частей фуговального станка СФ4-1:
- Станина с приводом – 041.10.01А
- Столы – 041.11.01A
- Линейка – 4.14.01
- Ножевой вал – 041.31.01А
- Ограждение ножевого вала – 4.32.01
- Электрооборудование – 041.80.01А
Схема кинематическая одностороннего фуговального станка СФ-4
Ножевая головка приводится во вращении от индивидуального электродвигателя через шкивы 1, 2 посредством клиновых ремней.
Регулирование переднего и заднего столов станка по высоте осуществляется эксцентриковыми механизмами 3 при помощи рукоятки 4 и гайки 5.
Перемещение направляющей линейки осуществляется вручную.
Подача заготовок на станке осуществляется вручную.
Устройство и описание составных частей станка
Станина с приводом
Станина выполнена цельнолитой коробчатой формы, внутри станины установлен электродвигатель привода ножевого вала.
Вращение ножевого вала осуществляется от электродвигателя клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Столы передний и задний
Столы представляют собой плиты с ребрами жесткости по нижней плоскости. Столы перемещаются в вертикальном направлении посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и и винта с гайкой для заднего стола.
Наибольшая величина вертикального перемещения переднего стола – 6 мм, заднего – 2 мм. С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка.
Линейка
Направляющая линейка может перемещаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемым угол в вертикальной плоскости до 45°.
Ножевой вал
Опоры ножевого вала смонтированы в цельном блоке с съемными крышками. Принятая конструкция позволяет снять механические шумы и вибрацию от вращения ножевого вала.
Торможение ножевого вала электромеханическое. Смазка подшипников опор периодическая через пресс-масленки.
Схема электрическая принципиальная фуговального одностороннего станка СФ-4
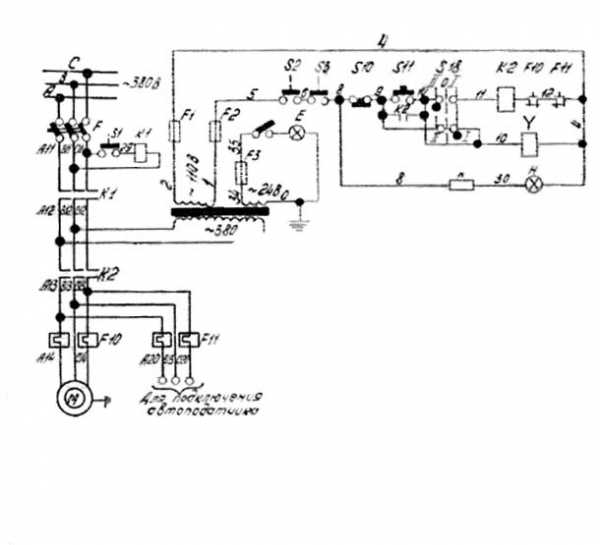
Электрооборудование станка фуговального одностороннего СФ-4
Общие сведения
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель
Станки изготовляются с электрооборудованием, рассчитан ным для работы при напряжении 380 В 50Гц, в силовых цепях, в цепях управления на напряжение 110 В 50 Гц, цепь освещения 24 В 50 Гц. Станки могут быть изготовлены с рабочим напряжением согласно заказ-наряду.
В электросхемах используется провод марки ПГВ сечением 1 мм2 красного и 1,5 мм2 черного цветов, 2,5 мм2 2-х цветный зелено-желтого или зеленого цвета.
В электросхемах имеются блокировки, осуществляющие невозможность включения электродвигателя главного привода при снятых кожухах ременной передачи, при снятом веере ножевого вала.
Во время эксплуатации электродвигателей систематически производить их технический осмотр и профилактические ремонты.
При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная очистка и замена смазки подшипников.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином.
Технические характеристики фуговального станка СФ4-1
| Наименование параметра | СФ4-1 | СФ6-1 |
|---|---|---|
| Основные параметры станка | ||
| Наибольшая ширина обрабатываемого материала, мм | 400 | 630 |
| Наибольшая глубина снимаемого слоя, мм: | 6 | 6 |
| Размер, мм | 1504 х 412 | 1504 х 650 |
| Размер заднего стола, мм | 1004 х 412 | 1004 х 650 |
| Скорость резания, м/с | 34 | 34 |
| Наименьшая длина обрабатываемого материала, мм | 400 | 400 |
| Высота подъема переднего стола, мм | 6 | 6 |
| Высота подъема заднего стола, мм | 2 | 2 |
| Цена деления лимба подъема заднего-переднего стола, мм | 1 | 1 |
| Количество ножевых валов | 1 | 1 |
| Диаметр корпуса ножевого вала, мм | 125 | 125 |
| Диаметр окружности резания ножевого вала, мм | 128 | 128 |
| Количество ножей ножевого вала, мм | 2/ 4 | 2/ 4 |
| Число оборотов ножевого вала, об/мин | 5100 | 5100 |
| Способ торможения | электромех | электромех |
| Время торможения ножевого вала, с, не более | 6 | 6 |
| Количество стружкоприемников | 1 | 1 |
| Диаметр стружкоприемника, мм | 175 | 175 |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель – номинальная мощность, кВт | 3 | 5,5 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 2564 х 1385 х 1250 | 2564 х 1715 х 1250 |
| Масса станка, кг | 705 | 950 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru