Футеровка трубопроводов это: Футеровка трубопроводов: ту, гост
alexxlab | 16.04.2023 | 0 | Разное
Футеровка фторопластом PTFE
Футеровка – нанесение внутреннего или внешнего защитного покрытия на теплообменное оборудование, трубопроводы, ёмкости, резервуары, колонны и другие сооружения. Наносимый слой защищает основную конструкцию от теплового и химического воздействия со стороны агрессивных сред. Благодаря футеровке существенно продлевается эксплуатационный срок действующих систем и снижаются расходы на замену изношенных частей сооружений. Наиболее востребованной и эффективной является футеровка трубопроводов фторопластом. Широкое применение такого способа защиты объясняется тем, что материал имеет высокую химическую стойкость и способность выдерживать высокие температуры.
Особенности футеровки фторопластом
Зачастую фторопласт применяют при антикоррозийной обработке трубопроводов совместно с нанесением электростатических порошковых покрытий. Также существует новая методика защиты труб фторуглеродными полимерами, которая получила называние ротационная облицовка. Данная технология заключается в нанесении бесшовного покрытия одинаковой толщины. Получаемый слой обладает прекрасными защитными свойствами и непревзойдённой прочностью. Порошковую смолу наносят непосредственно на поверхность трубопровода, поэтому грунтовать его не нужно.
Данная технология заключается в нанесении бесшовного покрытия одинаковой толщины. Получаемый слой обладает прекрасными защитными свойствами и непревзойдённой прочностью. Порошковую смолу наносят непосредственно на поверхность трубопровода, поэтому грунтовать его не нужно.
Благодаря ротационной облицовке с фторопластом сокращается число технологических этапов и временные затраты. Также данный способ обработки трубопроводов имеет такие преимущества:
- Утолщение покрытия. Традиционные методы защиты труб позволяют наносить покрытие толщиной до 1 мм. Благодаря ротационной облицовке фторопластом можно наносить защитный слой толщиной до 5 мм (зависит от количества подаваемого порошка).
- Получение бесшовной облицовки. Даже если трубопровод и его элементы отличаются сложной формой, наносимый слой порошковой смолы проникает в любые, даже самые труднодоступные места. Благодаря этому на поверхности труб образуется однородное бесшовное покрытие.
- Обеспечение меньшей остаточной деформации.
 В процессе облицовки отсутствует повышенное давление, поэтому величина остаточной деформации трубопроводов и других изделий практически сведены к нулю.
В процессе облицовки отсутствует повышенное давление, поэтому величина остаточной деформации трубопроводов и других изделий практически сведены к нулю. - Прекрасные связывающие свойства. При плавлении порошковая смола прекрасно сцепляется с поверхностью труб, поэтому нет необходимости заранее грунтовать металлическую основу. Степень прочности на отрыв является настолько высокой, что отставание защитного покрытия является практически невозможным даже при механическом воздействии высокого давления.
- Лёгкость и универсальность обработки. Технологию ротационной футеровки фторопластом можно использовать для выполнения любых объёмов облицовочных работ. Так, можно наносить защитное покрытие только на мелкие элементы трубопроводов (отводы, переходы, компенсаторы), что очень удобно при ремонте магистралей.
Главные свойства защитного покрытия
Защитный слой на магистральных и проточных частях трубопроводов, который получен благодаря ротационной футеровке фторопластом, обладает такими высокими эксплуатационными качествами и свойствами:
- широким диапазоном выдерживаемых механических воздействий;
- хорошими диэлектрическими свойствами;
- высокой электрической прочностью;
- низким коэффициентом трения;
- низким износом;
- повышенной стойкостью к негативным воздействиям агрессивных сред;
- оптимальной атмосферной, коррозионной и радиационной стойкостью;
- слабой газопроницаемостью;
- негорючестью или самозатухаемостью (в случае возгорания).
Технология футеровки фторопластом обычно применяется в химической, пищевой, полупроводниковой промышленности.
Футеровка. Балластировка.
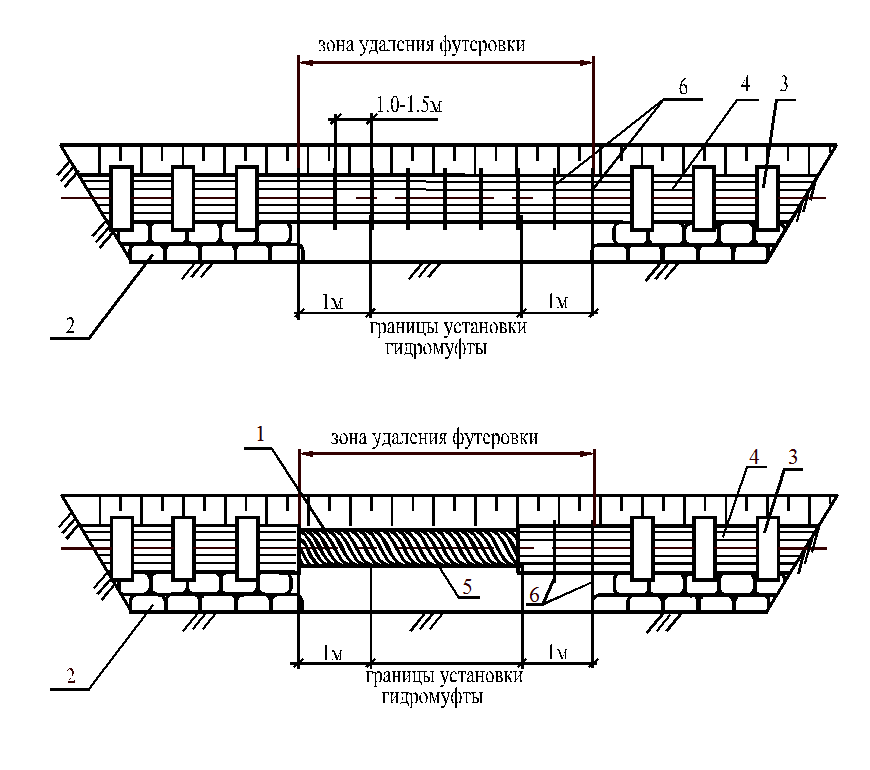
Футеровка трубопроводов производится с целью предохранения изоляционного покрытия при укладке трубопроводов.
При укладке подводного трубопровода путем протаскивания по дну траншеи необходимо применять сплошное офутерование по всей длине дюкера. Футеровка осуществляется рейками сечением 40х60 мм. Длина реек должна быть не менее 2 м.
Схема проведения работ по футеровке трубопровода приведена на рисунке 1.5.
Необходимая
устойчивость подводного трубопровода
достигается различными способами его
пригрузки: сплошным утяжеляющим покрытием
или отдельными грузами. При балластировке
одиночными грузами применяются чугунные
и железобетонные грузы. Использование
железобетонных грузов приводит к
значительным транспортным расходам.
В состав работ по балластировке кольцевыми чугунными грузами входят:
развозка грузов вдоль плети трубопровода;
раскладка грузов по меткам;
установка грузов на трубопровод;
закрепление грузов на трубопроводе болтовыми соединениями.
До начала балластировки чугунными грузами необходимо:
закончить футеровку плети трубопровода;
отметить на трубопроводе места установки грузов маркерами или краской яркого цвета;
проверить комплектность грузов на приобъектном складе;
подготовить к работе машины и механизмы.
Для обеспечения
достаточной надежности подводного
перехода и правильного выбора трубы,
расчитаем необходимую толщину стенки
трубопровода.
Толщина стенки трубопровода определяется по формуле
, (1.1)
где np–коэффициент надежности по нагрузке от внутреннего давления,np=1,1 [10];
Р – расчетное внутреннее давление, Р = 6,4 МПа;
Dн – наружный диаметр трубопровода;
1 – коэффициент, учитывающий двухосное напряженное состояние металла труб, определяемый при сжимающих продольных осевых напряжениях прN – по формуле
; (1.2)
где R1 – расчетное сопротивление материала,
, (1.3)
где R1н – нормативное сопротивление материала принимается равным значению временного сопротивления в;
m – коэффициент условий работы нефтепродуктопровода, равный 0,75 для участка I категории [10];
k1 – коэффициент, характеризующий свойство стали;
kн – коэффициент надежности по назначению
трубопровода, для нефтепродуктопровода
диаметром 530 мм равен 1 [10].
Для подводного
перехода возьмем трубы Челябинского
трубопрокатного завода диаметром 530 мм
из стали 17Г1С (ТУ 14-3-1270-84). Это прямошовные
трубы из низколегированной стали.
Временное сопротивление разрыва стали
равно 510 МПа, предел текучести – 353 МПа
[2], k
Согласно формуле (1.3) определим расчетное сопротивление металла трубы:
.
Определяем толщину стенки по формуле (1.1) при 1 равном 1:
.
Принимаем трубу 530х9 мм.
Продольные осевые напряжения определяются по формуле
, (1.4)
где t – коэффициент линейного расширения металла равный 1,210-5 1/С [10];
Е – модуль Юнга, для стали равный 2,06105 МПа [10];
t – расчетный перепад температур, положительный и отрицательный перепады температур определяются по формулам
; (1.
; (1.6)
где – коэффициент Пуассона, = 0,3 [10];
Dвн – внутренний диаметр трубопровода, Dвн = Dн – 28 = 530 – 29 = 512 мм.
Рассчитываем температурные перепады:
;
.
Определяем продольные осевые напряжения от расчетных нагрузок и воздействий по формуле (1.4):
Определяем 1 для сжимающих продольных напряжений (прN< 0) по формуле (1.2):
Уточняем значение по формуле (1.1):
Принятая толщина стенки равная 9 мм, превышает расчетную величину, поэтому удовлетворяет условию надежности подводного перехода.
РАЗНИЦА МЕЖДУ ТРУБОПРОВОДОМ И ПОКРЫТИЕМ
Ваши трубы
изнашиваются? Или неконтролируемая точечная утечкаshref= “http://phoenix. thesunnyplumber.com/blog/what-are-pinhole-leaks/#:~:text=A%20pinhole%20leak%20is%20the,%20occasional%20drip%20of% 20вода”>. Это либо внутренняя, либо внешняя проблема в вашем здании; есть приятные способы решить эту головоломку без традиционного повторного конвейера. Покрытие трубыhref= “https://www.nuflowtech.com/internal-pipe-coating/#:~:text=If%20you%20have%20never%20heeled,pipes%20with%20an%20epoxy%20coating.&text=It% 20экономит%20а%20отлично%20заменяет%20вашу%20всю%20сантехнику%20систему”> и облицовку может защитить трубу от коррозии. Когда вы наблюдаете трещины на своих трубах, не задумывайтесь, пришло время для неструктурного покрытия труб href= “https://restorepipe.com/services/non-structural-pipe-coating/”>.
thesunnyplumber.com/blog/what-are-pinhole-leaks/#:~:text=A%20pinhole%20leak%20is%20the,%20occasional%20drip%20of% 20вода”>. Это либо внутренняя, либо внешняя проблема в вашем здании; есть приятные способы решить эту головоломку без традиционного повторного конвейера. Покрытие трубыhref= “https://www.nuflowtech.com/internal-pipe-coating/#:~:text=If%20you%20have%20never%20heeled,pipes%20with%20an%20epoxy%20coating.&text=It% 20экономит%20а%20отлично%20заменяет%20вашу%20всю%20сантехнику%20систему”> и облицовку может защитить трубу от коррозии. Когда вы наблюдаете трещины на своих трубах, не задумывайтесь, пришло время для неструктурного покрытия труб href= “https://restorepipe.com/services/non-structural-pipe-coating/”>.Неструктурное покрытие труб — это метод реконструкции, используемый для труб с трещинами, питтингом и шероховатостью. Во многих случаях нанесение эпоксидного покрытия является лучшим решением в зависимости от длины и типа трубы.
Что такое конвейерная обработка?
Подкладка – внутреннее покрытие. Футеровка – это способ восстановить старую линию, чтобы продлить срок ее службы после значительного удаления загрязнений. Pipelininghref=”https://restorepipe.com/services/sewer-line-repair-options-alternatives/”> преобразует гладкость внутренней поверхности в новую и менее склонна к накоплению отложений или бугорков. Трубопровод решает проблему с помощью цемента, ПВХ. Но используются для конкретных услуг:
Футеровка – это способ восстановить старую линию, чтобы продлить срок ее службы после значительного удаления загрязнений. Pipelininghref=”https://restorepipe.com/services/sewer-line-repair-options-alternatives/”> преобразует гладкость внутренней поверхности в новую и менее склонна к накоплению отложений или бугорков. Трубопровод решает проблему с помощью цемента, ПВХ. Но используются для конкретных услуг:
Труба — это способ восстановить старую линию, чтобы продлить срок ее службы после значительного удаления загрязнений.
Процесс конвейерной обработки
- Перед началом стандартного проекта конвейерной обработки необходимо сопоставить систему сантехники href= “https://ocmcdonald.com/what-are-the-types-of-plumbing-systems/”> и установить реалистичный график работы.

- Восстановить исходный диаметр трубы; путем очистки и удаления корней и мусора.
- На поврежденную трубу нанесите фетровую прокладку, пропитанную эпоксидной смолой, с помощью нажатия или вытягивания. Избавьтесь от необходимости выравнивания всей длины трубы за счет раскладки уголков и отдельных участков трубы.
- Проведите окончательную проверку. Бесшовная эпоксидная труба переименовала внутреннюю линию.
Покрытие труб
Покрытие труб — это процесс защиты наружной поверхности от атмосферных воздействий и коррозии путем нанесения на трубы тонкого битумного лака, напыляемого или окунаемого, придающего трубопроводу стандартный цвет и защищающего трубопровод в процессе строительства. . Некоторые окружающие факторы могут в основном вызывать коррозию наружного трубопровода.
Фактор, влияющий на коррозию
Факторы, вызывающие внутреннюю коррозию:

Процесс нанесения неконструкционного покрытия на трубы
- Чтобы сделать качественное эпоксидное покрытие, сначала необходимо настроить трубу, осмотреть изношенные соединения, фитинги и отремонтировать их.
- После того, как трубы проверены на герметичность, очистите их от ржавчины и побочных продуктов коррозии, скопившихся в сборном блоке.
- Равномерно покройте трубы подходящими слоями.
- Когда слой высохнет, клапаны и муфты следует переустановить, чтобы убедиться в целостности линии.
Несомненно, трубопроводы и неструктурное покрытие труб обеспечивают бесперебойное, экономичное и экономичное решение по сравнению с традиционной заменой труб. Они используются как для труб без давления, таких как канализационные и вентиляционные трубы, так и для систем труб под давлением.
Для эффективного неструктурного покрытия трубы или надлежащей облицовки, получить предложение здесьhref=”https://restorepipe. com/contact-us/”>!
com/contact-us/”>!
Restore Pipe Systems предлагает лучшее оборудование для бестраншейного разрыва труб href= “https://restorepipe.com/services/trenchless-sewer-repair/”> в Юте! Свяжитесь с нами!href=”https://restorepipe.com/”>, и мы будем готовы решить вашу проблему с помощью нашего Pipe Burstinghref=”https://restorepipe.com/services/pipe-bursting/”>.
Футеровка труб – Rooter360.com
Футеровка труб – это процесс, используемый для ремонта и замены треснувших, протекающих, забитых и поврежденных канализационных линий. Используя бестраншейный процесс, чтобы избежать раскопок во дворе, разрушения тротуаров или выкапывания деревьев, прокладка канализационных труб включает в себя вставку новых труб, пропитанных эпоксидной смолой, в существующие трубы, надувание труб и отверждение на месте горячим воздухом, паром. или технология Bluelight LED. Это приводит к новому уплотнению стенок существующих труб, заменяющему сломанные трубы, способные прослужить десятилетиями.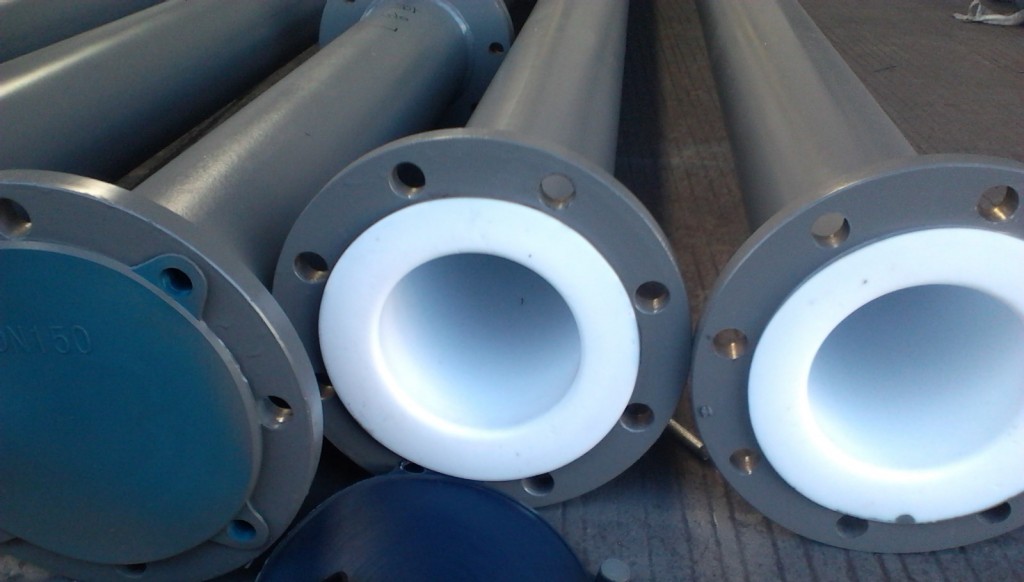
Как устроена облицовка канализационных труб?
Процесс бестраншейной прокладки трубопроводов, чаще всего направленный на замену глиняных, чугунных, бетонных, пластиковых и ПВХ труб, включает следующие этапы:
 Используя популярные технологии — традиционное отверждение горячим воздухом или паром (время высыхания 4-12 часов) или отверждение с помощью светодиодов Bluelight (до 5 раз быстрее), вся влага вытягивается, и трубы могут затвердевать на месте
Используя популярные технологии — традиционное отверждение горячим воздухом или паром (время высыхания 4-12 часов) или отверждение с помощью светодиодов Bluelight (до 5 раз быстрее), вся влага вытягивается, и трубы могут затвердевать на местеЭТАП 1: ОСМОТР И ДИАГНОСТИКА С помощью дренажной камеры мы проверим существующие трубы на наличие коррозии, корней или трещин. На основании этих результатов мы порекомендуем план очистки и футеровки, если это необходимо.
ЭТАП 2: ОЧИСТКА Мусор, корни и коррозия удаляются из труб с помощью запатентованных инструментов, восстанавливая трубе ее первоначальный диаметр.
ЭТАП 3: ФУТЕРОВКА Пропитанная эпоксидной смолой футеровка с внутренней камерой протягивается через трубу с использованием существующих точек доступа.