Футеровка трубопроводов ту или гост – Трубы стальные, футерованные трубами из полиэтилена. Технические условия
alexxlab | 09.04.2020 | 0 | Разное
Футеровка трубопроводов: ту, гост
Футеровка трубопровода требуется для того, чтобы гарантировать бесперебойное функционирование системы. За счет этого обеспечивается защита от износа самих труб, а также их восстановление при появлении повреждений. Вне зависимости от причин утечек эти явления ежегодно приводят к необходимости проведения дорогостоящего ремонта. Для ограничения ущерба требуется применять безопасные и быстрые средства. Технологии восстановления должны быть такими, чтобы доступ к ним можно было получить в любое время суток.
Процесс транспортировки жидкостей по трубопроводам требует высокоэффективной защиты от коррозии и износа. Из-за попадания посторонних веществ и частиц оборудование будет находиться под угрозой разрушения и преждевременного износа. По причине нарушения герметичности происходят сильные локальные повреждения. При антикоррозийном покрытии трубопроводов проводится не только наружная обработка в соответствии с ГОСТ, но и внутренняя, если в ней есть необходимость.
Заказать футеровку трубопровода по телефону:
Футеровка трубопроводов: ТУ, ГОСТ
Футеровка трубопроводов (ТУ или ГОСТ) силами наших специалистов предполагает применение облицовочных панелей-вкладышей «Эковел», которые изготавливаются из листов полимерного материала. Такой способ позволяет обеспечить надежный барьер от проникновения влаги и дает поверхности максимально надежную защиту от коррозии. Панели активно используются для футеровки, а таблица размеров позволяет подобрать оптимальную толщину. При необходимости проведения ремонтных работ футеровка легко восстанавливается, а отдельные листы, которые утратили свои свойства, можно заменить.
В каждом отдельном случае специалисты нашей компании определяют, какой материал использовать для футеровки, а также выбирают способ его крепления к трубам и соединения листов между собой. Это наиболее надежный вариант защиты трубопроводов от агрессивных внешних воздействий, а также оптимальный способ гарантировать длительную эксплуатацию трубопроводов без риска преждевременного износа.
undercom.ru
Футерованние стальных труб полиэтиленом
Футерование труб полиэтиленом производится по ТУ1390-005-96883932-2013, и представляют собой стальные трубы или плети сваренных стальных труб диаметром от 76 до 325мм и толщиной стенки от 4 до 22 мм, футерованные внутри полиэтиленовой оболочкой, закрепленной наконечниками. Для защиты наконечников и сварных швов от коррозии внутрь труб или плетей устанавливаются элементы электрохимической защиты (протекторы). МПТ поставляются в готовом для монтажа виде. МПТ предназначена для сооружения:
– напорных трубопроводов для транспортировки пластовой, подтоварной и пресной воды в системах поддержания пластового давления;
– напорных трубопроводов для транспортировки нефти и нефтесодержащих жидкостей в системе нефтесбора;
– трубопроводов для транспортировки агрессивных сред химической, нефтехимической, нефтеперерабатывающей отраслей промышленности, к которым полиэтилен химически стоек.
Температура транспортируемой среды от 0 до плюс 40 ºС.
Внутренняя футеровка и наружное антикоррозионное покрытие труб и трубных плетей должно сохранять физико-механические и защитные свойства при воздействии эксплуатационных и климатических факторов (температура от минус 50°С до плюс 60°С; относительная влажность 100%). МПТ должны соответствовать исполнению УХЛ, категория размещения – 1 по ГОСТ 15150.
Допустимое рабочее давление в трубопроводах из МПТ определяется проектной организацией, исходя из конкретных размеров и материалов стальной трубы, категории трубопроводов в соответствии со СНиП 2.05.06-85.
Технические требования
Основные параметры и характеристики
Основные размеры футерованных труб должны соответствовать размерам, указанным на рисунке 1.
Применение труб футерованных полиэтиленом позволит:– сократить гидравлические потери;
– исключить отложения продуктов коррозии и солей;
– увеличить надежность трубопроводной системы;
Изоляцию сварного стыка в полевых условиях производят согласно ВСН 008-88 и РД 153-39.0-303-03
Характеристика составных частей футерованных труб
Для футерования используются трубы диаметром от 76 до 325 мм.
Для изготовления Футерованных труб должны быть использованы трубы из стали марок 20, 10 по ГОСТ 8731 или ГОСТ 10705, ГОСТ 20295, ГОСТ 3262. Допускается по согласованию с заказчиком использовать трубы того же сортамента, соответствующих требованиям других технических условий, или стандартов трубы с наружной изоляцией, согласованных с Заказчиком. Конструкция труб должна соответствовать требованиям конструкторской документации. Размеры труб должны соответствовать ГОСТ 8732 или ГОСТ 10704.
Основные размеры футерованных труб
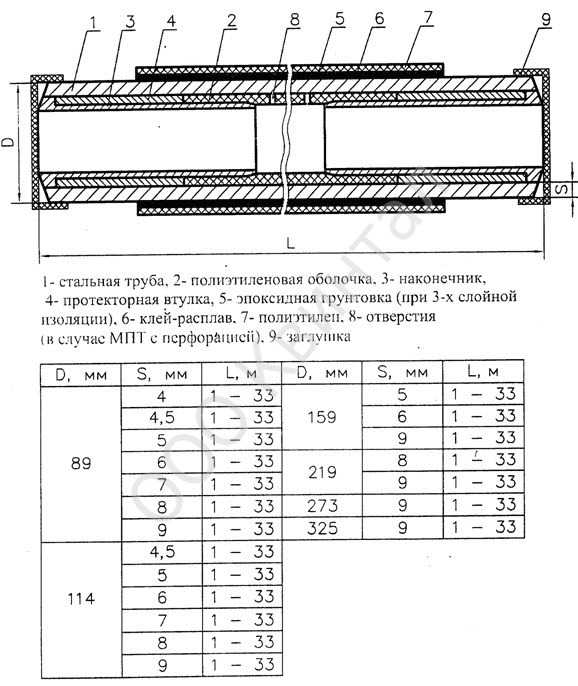
Рисунок.1
С внутренним покрытием данного типа, также может быть выполнено наружное антикоррозионное покрытие следующих типов:
> Наружная двухслойная изоляция весьмаусиленного типа из экструдированного полиэтилена
> Наружная двухслойная изоляция усиленного типа из экструдированного полиэтилена
> Наружная трехслойная изоляция весьмаусиленного типа из экструдированного полиэтилена
> Наружная трехслойная изоляция усиленного типа из экструдированного полиэтилена
> Теплоизоляция труб в пенополиуретановой изоляции
Также выполняем работы по внутреннему или наружному антикоррозионному покрытию деталей трубопроводов всех видов и диаметров.
Всю продукцию Вы можете получить в готовом виде, это облегчит Вам задачу по перевозке давальческого сырья для изоляции, и Вы получите уже готовые Трубы и трубопроводную арматуру в антикоррозионом исполнении. Трубы стальные и трубопроводная арматура закупается только у заводов-производителей.
Вся продукция ООО Квинтал сертифицирована и проходит лабораторные испытания.
Сертификаты соответствия и разрешительные документы
Телефон/факс: +7 (85595) 64-64-9, 97-888, (917) 916-80-55
E-Mail: [email protected], [email protected], [email protected]
Фактический адрес: 423250, Республика Татарстан, г. Лениногорск, ул. Промышленная, д. 2
Почтовый адрес: 423258, Республика Татарстан, г. Лениногорск, п/о №8, а/я №8
quintal.ru
Трубы футерованные полиэтиленом
Трубы футерованные полиэтиленом изготавливаются по ТУ1390-005-96883932-2013, и представляют собой стальные трубы или плети сваренных стальных труб диаметром от 76 до 325мм и толщиной стенки от 4 до 22 мм с наружным полиэтиленовым антикоррозионным покрытием, футерованные внутри полиэтиленовой оболочкой, закрепленной наконечниками. Для защиты наконечников и сварных швов от коррозии внутрь труб или плетей устанавливаются элементы электрохимической защиты (протекторы). МПТ поставляются в готовом для монтажа виде. МПТ предназначена для сооружения:
– напорных трубопроводов для транспортировки пластовой, подтоварной и пресной воды в системах поддержания пластового давления;
– напорных трубопроводов для транспортировки нефти и нефтесодержащих жидкостей в системе нефтесбора;
– трубопроводов для транспортировки агрессивных сред химической, нефтехимической, нефтеперерабатывающей отраслей промышленности, к которым полиэтилен химически стоек.
Температура транспортируемой среды от 0 до плюс 70 ºС.
Внутренняя футеровка и наружное антикоррозионное покрытие труб и трубных плетей должно сохранять физико-механические и защитные свойства при воздействии эксплуатационных и климатических факторов (температура от минус 40°С до плюс 90°С; относительная влажность 100%). МПТ должны соответствовать исполнению УХЛ, категория размещения – 1 по ГОСТ 15150.
Допустимое рабочее давление в трубопроводах из МПТ определяется проектной организацией, исходя из конкретных размеров и материалов стальной трубы, категории трубопроводов в соответствии со СНиП 2.05.06-85.
Технические требования
Основные параметры и характеристики
Основные размеры футерованных труб должны соответствовать размерам, указанным на рисунке 1.
Применение труб футерованных полиэтиленом позволит:
– сократить гидравлические потери;
– исключить отложения продуктов коррозии и солей;
– увеличить надежность трубопроводной системы;
Изоляцию сварного стыка в полевых условиях производят согласно ВСН 008-88 и РД 153-39.0-303-03
Характеристика составных частей футерованных труб
Для футерования используются трубы диаметром от 76 до 325 мм.
Для изготовления Футерованных труб должны быть использованы трубы из стали марок 20, 10 по ГОСТ 8731 или ГОСТ 10705, ГОСТ 20295, ГОСТ 3262. Допускается по согласованию с заказчиком использовать трубы того же сортамента, соответствующих требованиям других технических условий, или стандартов трубы с наружной изоляцией, согласованных с Заказчиком. Конструкция труб должна соответствовать требованиям конструкторской документации. Размеры труб должны соответствовать ГОСТ 8732 или ГОСТ 10704.
Основные размеры футерованных труб
Рисунок.1
Таблица.1
Стальная труба | Полиэтиленовая оболочка | |||||
Номинальные размеры: | Внутренний диаметр, мм | Номинальные размеры: диаметр и толщина, мм | Предельные отклонения по | |||
диаметр, мм | толщина, мм | min | max | диаметру, мм | толщине, мм | |
4 | 79,1 | 83,1 | 81х4 | +0,8 | +0,5 | |
4,5 | 78,0 | 82,2 | 81х4 | +0,8 | +0,5 | |
5 | 76,9 | 81,4 | 79×4 | +0,7 | +0,5 | |
6 | 74,6 | 79,7 | 77×4 | +0,7 | +0,5 | |
7 | 72,4 | 78,0 | 75х4,0 | +0,7 | +0,5 | |
8 | 70,1 | 76,3 | 73х4,0 | +0,7 | +0,5 | |
9 | 67,9 | 74,6 | 71х4,0 | +0,7 | +0,5 | |
114 | 4,5 | 103,2 | 106,8 | 105х4,5 | +0,9 | +0,8 |
5 | 102,1 | 105,9 | 105х4,5 | +0,9 | +0,8 | |
6 | 99,4 | 104,9 | 102×4,5 | +0,9 | +0,8 | |
7 | 97,1 | 103,2 | 100×4,5 | +0,9 | +0,8 | |
8 | 94,9 | 101,5 | 98х4,3 | +0,9 | +0,7 | |
9 | 92,6 | 99,8 | 96х4,3 | +0,9 | +0,7 | |
159 | 5 | 146,8 | 151,3 | 148×5 | +1,3 | +0,8 |
6 | 144,8 | 149,5 | 148×5 | +1,3 | +0,8 | |
9 | 137,2 | 145,3 | 141х5 | +1,3 | +0,8 | |
219 | 8 | 198,8 | 207,6 | 202х6,0 | +1,8 | +0,9 |
9 | 196,6 | 205,9 | 202х6,0 | +1,8 | +0,9 | |
273 | 9 | 249,3 | 261,1 | 254×6,1 | +2,3 | +0,9 |
325 | 9 | 300,7 | 313,8 | 309×7 | +2,8 | +1,0 |
Вся продукция ООО Квинтал сертифицирована и проходит лабораторные испытания.
Сертификаты соответствия и разрешительные документы
Телефон/факс: +7 (85595) 64-64-9, 97-888, (917) 916-80-55
E-Mail: [email protected], [email protected], [email protected]
Фактический адрес: 423250, Республика Татарстан, г. Лениногорск, ул. Промышленная, д. 2
Почтовый адрес: 423258, Республика Татарстан, г. Лениногорск, п/о №8, а/я №8
quintal.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Сравнение ГОСТ и ТУ
В настоящее время повсеместно множество различных изделий изготовлено по ГОСТ или ТУ. В трубной отрасли, по большей части, к трубе, изготовленной по ТУ, предъявляется больше требований, чем изготовленной по ГОСТ.
Если брать во внимание стальную трубу, изготовленную по разным ГОСТ, то можно сделать вывод, что, чем выше требование по ГОСТ, тем лучше для потребителя. Новая стальная труба, изготовленная по ГОСТ 20295-85, будет намного дороже и лучше трубы, которую изготовили по ГОСТ 8696-74 или ГОСТ 10706-76. В случае же с трубой бывшей в употреблении различие еще существеннее. Магистральная труба ГОСТ 20295-85 изготовлена из хорошей стали, имеет невысокую агрессивность транспортируемого по трубе продукта, высокую наружную коррозийную стойкость, в результате этого труба после долгих лет эксплуатации остается в хорошем состоянии.
А, например, трубы ГОСТ 10706-76, которые зачастую используются под воду, теряют свои первоначальные качества, из-за слабого антикоррозийного покрытия.
При выборе труб, изготовленных по различным ГОСТам или ТУ, стоит обращать особое внимание, на то, из какой марки стали они сделаны.
Вся магистральная труба, диаметр которой выше 820 мм, в настоящее время изготавливается по ТУ. Определенные ТУ существуют для множества различных магистральных труб, даже тех труб, диаметр которых охватывает ГОСТ 20295-85.
По особым техническим условиям изготавливаются, например, трубы, предназначенные для эксплуатации в холодных условиях. Некоторые трубы производят для применения в условиях повышенного давления, или с более высокой коррозийной стойкостью, предусмотренной ГОСТом. Для производства такой трубы используют соответствующие ТУ (технические условия).
Прямшовные, бесшовные трубы равноценны по способу изготовления, спирально шовные трубы немногим ниже в цене. Но согласно техническим условиям спирально шовной трубы, ее испольование разрешено при более низких температурах чем использование прямошовных труб, хотя оба вида трубы изготавливаются по одному и тому же ГОСТ 20295-85.
По способу изготовления, п/ш и б/ш трубы равноценны, а с/ш ценятся несколько ниже. Так, согласно «Правилам устройства и безопасной эксплуатации трубопроводов пара и горячей воды» ПБ 10-573-03 спирально шовные трубы разрешается использовать, но при меньших температурах и давлении чем прямошовные трубы, изготовленные по тому же ГОСТ 20295-85.
В объявлениях о купле и продаже бывшей в употреблении трубы очень часто упоминают основные ГОСТЫ, намного реже используются в обозначении ТУ. Все из-за того, что отличить трубу, изготовленную по ГОСТ или ТУ, почти невозможно. На трубе очень редко сохраняется маркировка стали, или ГОСТ, по которому эта труба была изготовлена. В результате чего идентифицировать ГОСТ или ТУ, по которому трубу сделали, практически невозможно. Единственное, что можно в данном случае предпринять — это выяснить марку стали с помощью без дополнительного химического анализа.
А по первоначальному применению и по марке стали возможно определить ГОСТ и группу возможных ТУ, а также завод-изготовитель. Часто этой информации более чем достаточно для потребителя, поскольку требования трубных ТУ превышают требования ГОСТ. С этой точки зрения, много предлагается б/у трубы по ГОСТ 20295-85, хотя для строительства газонефтепроводов в основном применялась и применяется труба, изготовленная по ТУ. Есть еще одно объяснение этому феномену: если ГОСТ 20295-85 более или менее знаком многим, то ссылка на ТУ скорее всего отпугнет потенциального покупателя (в качестве примера: для газонефтепроводной трубы диаметром 530 мм существует один ГОСТ 20295-85 или более полусотни ТУ, которые вряд ли кто-нибудь читал).
И все же, не следует забывать, что вся трубная некондиция по ГОСТ реализуется по ТУ. Поэтому не следует, пугаться ТУ но удостовериться, что означают ТУ все же желательно. Можно поискать информацию на сайте завода изготовителя, или позвонить на завод.
Похожие статьи
ntz-holding.ru
ТУ 14-3Р-63-2002 Трубы стальные, футерованные трубами из полиэтилена
Технические условия распространяются на трубы стальные, футерованные трубами из полиэтилена низкого давления, предназначенные для нефтепромысловых и технологических трубопроводов, транспортирующих обводненную нефть, высокоминерализированные сточные воды, содержащие сероводород, кислород, углекислый газ, а также другие жидкие и газообразные среды, к которым полиэтилен химически стоек, при температуре эксплуатации до 70°С и давлении до 25 МПа.
Условный проход: 50, 70, 80, 100, 125, 150, 200 мм
Толщина стенки: стальной 3 – 20 мм, футерованной 2 – 5 мм
Предельные отклонения:
по толщине футерующего слоя ± 10%
Примечания:
- Трубы изготовляются с внутренней, наружной или двойной футеровкой.
- В качестве стальной оболочки используются бесшовные трубы по ГОСТ 8732-78 из стали марок 20 и 09Г2С группы поставки В.
- В качестве футерующего слоя применяются полиэтиленовые трубы, изготовляемые из полиэтилена марки 273-79 по ГОСТ 16338-85.
- Длина труб мерная 6; 8 м.
- Концы футерующего слоя после футерования должны выступать за пределы стальной трубы на величину 100 – 200 мм.
- Сплошность и толщина футерующего слоя гарантируется технологией производства, проверяется приборами неразрушающего контроля. При необходимости трубы испытываются на ударную вязкость при температуре до -60°С
- Трубы выдерживают испытательное гидравличекое давление в соответствии с ГОСТ 3845-75.
- Трубы должны выдерживать испытание на сплющивание по ГОСТ 8695-75.
- Футерованные трубы при температуре эксплуатации пожаробезопасны, взрывобезопасны, электробезопасны, не токсичны, не представляют радиационной опасности.
| Сортамент | ||
Условный проход, Dy,мм | Размер стальной трубы | Толщина футерующего слоя,мм |
50 | 57×3,5; 57×5,0; 57×6,0 | внутреннего – 2, наружного – 3 |
70 | 76×3; 76×3,5; 76×4; 76×5; 76×6; 76×7; 76×8 | внутреннего – 3, наружного – 3 |
80 | 89×3,5; 89×4; 89×5; 89×6; 89×7; 89×8; 89×9 | внутреннего – 3, наружного – 3 |
100 | 108×5; 108×6; 108×8; 108×10; 114×4; 114×5; 114×6; 114×7; 114×8; 114×9; 114×10; 114×11; 114×12 | внутреннего – 3, наружного – 3 |
125 | 133×5; 133×7; 133×8; 133×9; 133×12 | внутреннего – 4, наружного – 4 |
150 | 159×6; 159×8; 159×10; 159×11; 159×12; 159×14; 168×6; 168×8; 168×10; 168×12; 168×14 | внутреннего – 4, наружного – 4 |
200 | 219×8; 219×10; 219×12; 219×16; 219×20 | внутреннего – 5 |
| Механические свойства | |||
Марка стали | Временное сопротивление, Н/мм2(min) | Предел текучести, Н/мм2 (min) | Относительное удлинение, % (min) |
стальная оболочка из бесшовных труб | |||
20 | 412 | 245 | 21 |
09Г2С | 470 | 265 | 22 |
футерующий полиэтиленовый слой | – | 18 | 200 |
| Химический состав (%, максимум) | |||||||||
марка стали | C | Si | Mn | Cr | Ni | Mo | S | P | Cu |
20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,25 | 0,25 | – | 0,03 | 0,025 | 0,3 |
09Г2С | 0,12 | 0,5-0,8 | 1,3-1,7 | 0,3 | 0,3 | – | 0,04 | 0,035 | 0,3 |
mtskspb.ru
Технологическая карта на футеровку деревянными рейками трубопроводов диаметрами 1020-1420 мм при строительстве подводных переходов
Министерство строительства
предприятий нефтяной и газовой промышленности
Главное техническое управление
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
НИПИоргнефтегазстрой
ТЕХНОЛОГИЧЕСКАЯ
КАРТА
НА ФУТЕРОВКУ ДЕРЕВЯННЫМИ РЕЙКАМИ
ТРУБОПРОВОДОВ ДИАМЕТРАМИ 1020 – 1420 мм
ПРИ СТРОИТЕЛЬСТВЕ ПОДВОДНЫХ ПЕРЕХОДОВ
Москва 1983
Технологическая карта устанавливает технологию и организацию работ по футеровке деревянными рейками трубопроводов диаметрами 1020 – 1420 мм при строительстве подводных переходов.
В технологической карте рассмотрены вопросы организации и технологии строительного процесса; приведены технико-экономические показатели, график выполнения работ, калькуляция трудовых затрат, материально-технические ресурсы, требования по технике безопасности, схема производства работ.
Карта предназначена для производителей работ, мастеров, рабочих, а также организаций, разрабатывающих проекты производства работ.
Работа выполнена сотрудниками отдела магистральных трубопроводов – нач. группы Т.И. Третьяковой, нач. группы С.И. Филатовой, ст. инж. Т.Ф. Мельниковой, ст. инж. Е.М. Юдиной под руководством гл. специалиста Ю.В. Кадетова.
Адрес: 109172, Москва, ул. Народная, д. 4. Научно-исследовательский и проектно-технологический институт НИПИоргнефтегазстрой.
Технологическая карта на футеровку трубопроводов деревянными рейками входит в комплекс технологических карт на строительство подводных переходов.
Карта разработана в соответствии с требованиями СН 47-74 и Руководством по разработке типовых технологических карт в строительстве.
Квалификация исполнителей и тарификация выполняемых ими работ приняты в соответствии с Тарифно-квалификационным справочником, утвержденным Государственным Комитетом Совета Министров СССР по делам строительства и Государственным Комитетом Совета Министра СССР по вопросам труда и заработной платы от 28 января 1969 г. № 8/34.
Калькуляция трудовых затрат составлена в соответствии с Едиными и ведомственными нормами и расценками на строительные, монтажные и ремонтно-строительные работы [ 10 – 13].
При разработке карты использована основная нормативная и техническая литература [ 1 – 13].
1.1. Технологическая карта разработана на комплекс работ по сплошной футеровке готовыми деревянными рейками трубопроводов диаметрами 1020 – 1420 мм при строительстве подводных переходов.
1.2. Сплошная футеровка применяется при укладке трубопроводов через водные преграды в скальных грунтах, содержащих щебень и другие твердые включения, способом протаскивания. Производится с целью защиты изоляционных покрытий трубопроводов.
1.3. При разработке технологической карты приняты следующие исходные положения:
диаметры трубопроводов – 1020 – 1420 мм;
длина плети трубопровода – 100 м;
трубопровод изолирован и подготовлен к футеровке;
футеровочная рейка сечением 32 ´ 60 мм и длиной 2 – 4 м (условно принята по ТУ 102-14-75).
1.4. Работы выполняются в летний период и ведутся в одну дневную смену продолжительностью 6,82 ч.
1.5. При изменении одного из условий области применения технологическую карту необходимо привязать к местным условиям.
При привязке уточняются и корректируются объемы работ, средства механизации, потребность в материально-технических ресурсах, сменность.
2.1. До начала работ по футеровке необходимо:
выложить плеть трубопровода на лежки;
проверить качество изоляционного покрытия;
доставить на стройплощадку футеровочную рейку, необходимые материалы, приспособления и инструменты;
подготовить площадку для изготовления проволочных скруток и поясов;
подготовить к работе машины, оборудование, приспособления и инструменты.
2.2. В состав работ, рассматриваемых картой, входит:
развозка и раскладка пакетов футеровочной рейки вдоль трубопровода;
раскладка реек по длине трубопровода;
футеровка трубопровода рейками с помощью двух поясов.
Схема футеровки приведена на рисунке.
2.3. Работы по футеровке выполняются в следующей технологической последовательности:
пакеты реек развозятся от приобъектного склада и раскладываются трубоукладчиком вдоль трубопровода с интервалом 20 м;
из пакетов рейки раскладываются вручную по длине трубопровода через 2 – 4 м;
одновременно с этими работами производится заготовка проволочных скруток на специально подготовленной площадке;
футеровка трубопровода выполняется с помощью двух поясов из технической резины, на которые раскладываются рейки с учетом покрытия 3/4 окружности трубопровода;
рейки на поясах подводятся под трубопровод, прижимаются к его поверхности и после укладки под пояса остальной части раек, закрепляются проволочными скрутками через 1 м;
после установки скруток пояса снимаются и футеровка выполняется далее в аналогичной последовательности;
в процессе работ плеть трубопровода поддерживается трубоукладчиком Т 15-30.
2.4. Работы по футеровке выполняются комплексной бригадой в количестве семи человек.

Рисунок. Схема футеровки трубопровода деревянными рейками
а – производство работ по футеровке одной плети; б – футеровка трубопровода рейками с помощью двух поясов; в – футеровка нескольких плетей; г – футерованный участок трубопровода
1 - футерованный участок трубопровода; 2 – трубоукладчик Т 15-30; 3 – заизолированный участок трубопровода; 4 – лежки; 5 – пакет футеровочной рейки; 6 – футеровочная рейка; 7 – переносные пояса; 8 – проволочная скрутка.
2.5. Состав комплексной бригады и график выполнения работ приведены в табл. 1.
2.6. Калькуляция трудовых затрат приведена в табл. 2.
2.7. Методы и приемы труда рабочих при выполнении работ по футеровке трубопровода в технологической карте не представлены и разрабатываются отдельными картами трудовых процессов.
Таблица 1
График выполнения работ на 100 м трубопровода
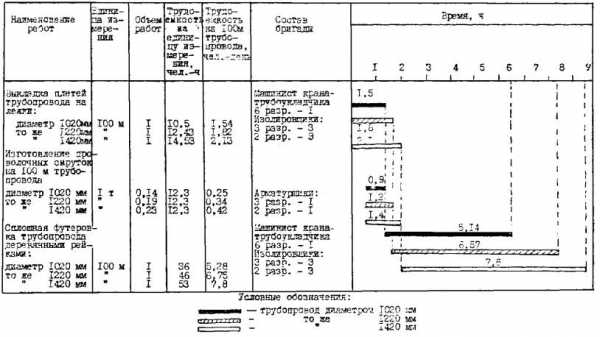
Таблица 2
Калькуляция трудовых затрат (на 100 м трубопровода)
|
Обоснование |
Наименование работ |
Единица измерения |
Объем работ |
Норма времени на единицу измерения, чел.-ч |
Затраты труда на общий объем работ, чел.-день |
|
ЕНиР § 39-16 |
Выкладка плети трубопровода на лежки |
||||
|
п. 16 «а», «б» |
диаметр 1020 мм |
100 м |
1 |
10,5 |
1,54 |
|
п. 17 «а», «б» |
то же 1220 мм |
” |
1 |
12,43 |
1,82 |
|
п. 18 «а», «б» |
” 1420 мм |
” |
1 |
14,53 |
2,13 |
|
ЕНиР |
Заготовка проволочных скруток |
||||
|
§ 38-1-13 табл. 2 п. 4 «б» |
диаметр 1020 мм |
1 т |
0,14 |
12,3 |
0,25 |
|
§ 38-1-11 табл. 1 п. 1, 2 «б» |
то же 1220 мм |
” |
0,19 |
” |
0,34 |
|
” 1420 мм |
” |
0,23 |
” |
0,42 |
|
|
ВНиР § 31-42 |
Сплошная футеровка трубопровода деревянными рейками |
||||
|
диаметр 1020 мм |
100 м |
1 |
36 |
5,28 |
|
|
то же 1220 мм |
” |
1 |
46 |
6,75 |
|
|
” 1420 мм |
” |
1 |
53 |
7,8 |
Таблица 3
|
Наименование |
Единица измерения |
Диаметр трубопровода, мм |
||
|
1020 |
1220 |
1420 |
||
|
Производительность бригады в смену |
м |
102,7 |
81,48 |
70,31 |
|
Трудоемкость на 100 м футеровки трубопровода |
чел.-день |
6,82 |
8,57 |
9,93 |
|
Затраты машино-смен при футеровке трубопровода |
маш.-см. |
0,97 |
1,22 |
1,42 |
|
Выработка на одного человека в смену |
м |
14,7 |
11,64 |
10,0 |
|
Численность бригады |
чел. |
7 |
7 |
7 |
Примечание. Продолжительность работ по футеровке 100 м трубопровода составляет:
для диаметра 1020 мм – 6,64 ч
то же 1220 мм – 8,37 ч
” 1420 мм – 9,7 ч.
4.1. Потребность в машинах, механизмах, оборудовании, инструменте и инвентаре приведена в табл. 4
Таблица 4
|
Наименование |
Марка, тип |
Количество, штук |
Краткая техническая характеристика, ГОСТ или ТУ |
|
Трубоукладчик |
Т1530В |
1 |
Грузоподъемность 15 т Наибольший вылет крюка при подъеме максимального груза 2 м Высота подъема крюка 5 м Скорость подъема груза 7 + 16 м/мин Скорость передвижения: вперед – 5,46 км/ч назад – 4,43 км/ч Габаритные размеры: длина – 4380 мм ширина – 4310 мм высота – 6560 мм Масса 24,95 т |
|
Механические ножницы |
1 |
||
|
Ключ для проволочных скруток |
2 |
||
|
Кувалда |
1 |
||
|
Топоры |
2 |
ГОСТ 2358-43 |
|
|
Ножовка ручная по дереву |
2 |
||
|
Ломы строительные, стальные |
2 |
ГОСТ 1405 -65 |
|
|
Метр металлический, складной |
1 |
ГОСТ 7253-54 |
4.2. Потребность в основных материалах приведена в табл. 5
Таблица 5
Расход материалов на 100 м трубопровода
|
Диаметр трубопровода, мм |
Количество реек, шт. (по окружности трубопровода) |
Объем реек (сечением 32 ´ 60 мм), м3 |
Проволока вязальная диаметром 6 мм |
|
|
м |
т |
|||
|
1020 |
54 |
10,4 |
640 |
0,142 |
|
1220 |
64 |
12,3 |
850 |
0,189 |
|
1420 |
74 |
14,2 |
1250 |
0,235 |
5.1. Общие положения
5.1.1. При выполнении работ по футеровке трубопровода необходимо руководствоваться действующими нормативными документами:
Строительными нормами и правилами [ 4] или их последующим изданием.
Правилами техники безопасности при строительстве магистральных стальных трубопроводов [ 5].
Каталогом спецодежды, спецобуви и предохранительных приспособлений для рабочих, строительных организаций и предприятий Миннефтегазстроя [ 7].
5.1.2. К выполнению работ по футеровке трубопровода могут быть допущены рабочие:
достигшие восемнадцатилетнего возраста;
прошедшие медицинское освидетельствование на основании приказа Минздрава СССР № 400;
сдавшие экзамены квалификационной комиссии по профессии;
имеющие удостоверения установленного образца;
прошедшие вводный инструктаж по технике безопасности и охране труда;
прошедшие инструктаж по технике безопасности непосредственно на рабочем месте (рабочие комплексных бригад должны быть проинструктированы по всем видам работ, выполняемым бригадой).
Примечание: Повторный инструктаж должен проводиться для всех рабочих на реже одного раза в три месяца. Проведение инструктажа регистрируется в специальном журнале.
5.2. Работы по футеровке трубопровода
5.2.1. Перед началом работ необходимо:
привести в порядок рабочее место и проходы, освободив их от мусора и посторонних предметов;
проверить исправность полученного инструмента, инвентаря и других приспособлений.
5.2.2. На поверхности рукояток строительных инструментов не допускаются выбоины и сколы. Рукоятки должны быть гладко обработаны и надежно закреплены. Рабочие части инструмента не должны иметь трещин, заусенцев и посечек.
5.2.3. При работе клиньями или зубилами с помощью кувалд надлежит применять клинодержатели с деревянной рукояткой длиной не менее 0,7 м.
5.2.4. При рубке проволоки во время изготовления хомутов следует пользоваться защитными очками с металлической сеткой и рукавицами.
5.2.5. Механизированные операции по заготовке и обработке арматуры (выпрямление, резка, гнутье и др.) следует выполнять в отдельном помещении или на специально отведенном участке,
5.3. Работа на самоходных грузоподъемных машинах и механизмах
5.3.1. При работе на самоходных грузоподъемных машинах и механизмах (трубоукладчики, автокраны и др.) обязательно соблюдать следующие правила:
машинист грузоподъемной машины не должен отлучаться от нее в течение всего времени работы;
во время подъема трубопровод должен быть надежно охвачен стальным стропом или полотенцем;
необходимо строго следить, чтобы вес груза не превышал нормы для данного вылета стрелы;
стрела грузоподъемного механизма должна устанавливаться так, чтобы подъем груза производился вертикально.
5.3.2. Во время производства работ запрещается:
работать грузовыми устройствами, имеющими неисправности;
находиться под стрелой с поднятым и перемещаемым грузом, а также поправлять строп, полотенце и тросы, на которых поднят груз;
перемещать груз без предварительного сигнала.
5.3.3. При перемещении грузов вручную по ровной поверхности необходимо, чтобы вес их не превышал:
для мужчин старше 18 лет – 50 кг
для женщин старше 18 лет – 20 кг.
5.3.4. Для перемещения грузов весом более 50 кг, а также для подъема грузов на высоту более 3 м, необходимо использовать средства малой механизации.
1. Магистральные трубопроводы. Нормы проектирования. СНиП II -45-75. М., Стройиздат, 1979.
2. Магистральные трубопроводы. Правила производства и приемки работ. СНиП III-42-80. М., Стройиздат, 1981.
3. Инструкция по разработке проектов организации строительства и проектов производства работ. СН 47-74. М., Стройиздат, 1975.
4. Техника безопасности в строительстве. СНиП III-4-80 . М., Стройиздат, 1981 г.
5. Правила техники безопасности при строительстве магистральных стальных трубопроводов. М., Недра, 1982.
6. Тарифно-квалификационный справочник работ и профессий рабочих, занятых в строительстве и на ремонтно-строительных работах. М., Стройиздат, 1969.
7. Спецодежда, спецобувь и предохранительные приспособления для рабочих, строительных организаций и предприятий Миннефтегазстроя. Каталог. М., Недра, 1977.
8. Указания по производству работ при сооружении магистральных стальных трубопроводов. ВСН 1-24-73. М., 1973 (ВНИИСТ).
9. Единые нормы и расценки. Сб. 39. Подводно-технические работы. Л., Судостроение, 1969.
10. Ведомственные нормы и расценки на строительные, монтажные и ремонтно-строительные работы. В-31. М., 1979 (Нефтегазстройтруд).
11. Единые нормы и расценки. Изготовление полуфабрикатов и деталей для железобетонных и бетонных конструкций. Сб. 38. М., 1974.
12. Дополнения и изменения к Единым нормам и расценкам. ДИЗ. Вып. 5. М., 1975.
СОДЕРЖАНИЕ
|
Введение . 1 1. Область применения . 1 2. Организация и технология строительного процесса . 2 3. Технико-экономические показатели . 5 4. Материально-технические ресурсы .. 5 5. Техника безопасности . 6 Литература . 7 |
Похожие документы
znaytovar.ru