Газ сварка: Какой защитный газ использовать при сварке и резке: выбор и особенности
alexxlab | 06.10.1991 | 0 | Разное
Выбираем сварочный защитный газ
Газ активно используется при сварке. В одних случаях он выступает топливом, за счет которого происходит горение факела и расплавление металла. В других случаях он предотвращает взаимодействие уже расплавленного металла с внешней средой. Тогда его роль защитная. Какие бывают виды защитных газов и для сварки каких металлов они подходят, рассмотрим в этой статье.
В этой статье:
- Как действует защитный газ
- В каких видах сварки применяются защитные газы
- Отличия по свойствам защитного газа
- Какой конкретно газ выбирать для сварки и резки
Как действует защитный газ
Защитный газ при сварке изолирует расплавленный металл от взаимодействия с внешней средой. В результате:

Дополнительная роль защитного газа — охлаждение шва после сварки. Если прекратить подачу смеси сразу при затухании электрической дуги, не до конца застывший металл успеет вступить в реакцию с кислородом и появится кратер. Такая точка на замке кольцевого шва водопроводной трубы станет причиной протечки. Пост подача газа позволяет быстрее остудить стык, продолжая при этом его защиту, и скорее перейти сварщику на следующую задачу.
В каких видах сварки применяются защитные газы
Защитные газы применяются в двух видах сварки:

Отличия по свойствам защитного газа
Защитные газы при сварке бывают инертными и активными. Еще практикуется смешивание их между собой или соединение нескольких инертных газов. Возможны тройные объединения.
Инертные
Инертные — относятся к VIII группе периодической системы Д. Менделеева. Они нейтральны к большинству других химических веществ, поэтому при соприкосновении с расплавленным металлом проявляют пассивность. Газ никак не реагирует на водород, а значит сварочная ванна не бурлит. Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Газ никак не реагирует на водород, а значит сварочная ванна не бурлит. Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Обозначаются инертные газы в названии сварки буквой “I”, что означает Inert. Встречаются в аббревиатурах MIG (Metal Inert Gas) и TIG (Tungsten Inert Gas). Примеры инертных газов — аргон и гелий.
Активные
Активные — способны взаимодействовать с расплавленным металлом, изолируя его при этом от внешней среды. Могут растворяться в сварочной ванне. По свойствам активные газы подразделяются на окислительные (углекислый газ), восстановительные (водород) и газы с выборочной активностью. Последние вступают в реакцию только с определенными металлами, оставаясь к другим нейтральными. Например, азот активен только для алюминия и черных сталей.
Смешанные
Некоторые виды активных и пассивных газов смешиваются, что позволяет улучшать защиту сварочной ванны и облегчать наложение шва. Такие смеси обозначаются как MIX и содействуют:
Такие смеси обозначаются как MIX и содействуют:
Один из самых распространенных примеров смеси — 80% аргона и 20% углекислоты. Иногда бывает 75/25%. Его используют для полуавтоматической сварки черных металлов.
Другие миксы состоят только из инертных газов. Смешиванию подвергаются аргон и гелий (40/60% или 35/65%), благодаря чему сварочная ванна защищена еще лучше. Такой микс содействует выделению тепла в зоне сварки, повышая глубину провара.
Какой конкретно газ выбирать для сварки и резки
Рассмотрим распространенные сварочные защитные газы, их свойства и применение, что упростит выбор для конкретной задачи.
Аргон (Ar)
Углекислый газ (СО2)
Гелий (Не)
Азот
Кислород
Водород
Ответы на вопросы: о правильном выборе сварочного защитного газа
Чем лучше варить малоуглеродистую сталь миксом или углекислотой?
СкрытьПодробнее
При сварке чистой углекислотой дуга может немного гулять, повышается разбрызгивание металла. Аналогичный процесс в среде аргона и углекислоты проходит гораздо спокойнее, но стоит микс дороже. Для ответственных швов рекомендуем использовать защитный газ Ar+CO₂, а приварить пороги авто можно и дешевой углекислотой.
Аналогичный процесс в среде аргона и углекислоты проходит гораздо спокойнее, но стоит микс дороже. Для ответственных швов рекомендуем использовать защитный газ Ar+CO₂, а приварить пороги авто можно и дешевой углекислотой.
Какие бывают сварочные баллоны по объему?
СкрытьПодробнее
Баллоны с защитным газом бывают емкостью от 10 до 40 литров. Чем больше емкость, тем реже придется менять баллон при активной сварке. Но с увеличением вместимости, возрастает и вес. Например, баллон аргона 40 литров весит более 80 кг. Часто переставлять его неудобно, поэтому большие баллоны подходят только для стационарного рабочего места. Для выездной деятельности лучше купить баллон 10 л.
Где заправлять газовые баллоны?
СкрытьПодробнее
Заправить пустой баллон защитным газом для сварки можно в пункте заправки или непосредственно на предприятии, которое производит нужный газ (у них есть заправочные пункты на территории). Важно обращаться к сертифицированным компаниям, которые проводят вакуумизацию перед заправкой, удаляя воздух и другие газы из баллона, иначе новый газ может плохо повлиять на качество сварки.
Важно обращаться к сертифицированным компаниям, которые проводят вакуумизацию перед заправкой, удаляя воздух и другие газы из баллона, иначе новый газ может плохо повлиять на качество сварки.
На что смотреть при покупке/обмене газового баллона для сварки?
СкрытьПодробнее
Покупая сварочный баллон, проверьте дату следующего технического освидетельствования. Она не должна быть просрочена. При обмене пустого баллона на полный в специализированном пункте, смотрите тоже на дату ТО, но дополнительно оцените латунный вентиль. Он не должен быть погнут (иногда такое бывает от падения). Посмотрите на резьбу, куда будете прикручивать редуктор. Она не должна быть побита, иначе гайка не накрутится. Транспортировку баллона (пустого или полного) осуществляйте в защитном колпаке на вентиле.
Какое время пред и пост продувки выставлять при TIG сварке?
СкрытьПодробнее
Для каждого металла эти показатели разные. Для сварки черных или нержавеющих сталей настройте 0.5 с предпродувку и 5 с постродувку.
Для сварки черных или нержавеющих сталей настройте 0.5 с предпродувку и 5 с постродувку.
Как близко можно ставить баллоны с газом к месту сварки?
СкрытьПодробнее
Если речь идет о защитных газах при сварке, которые не горят (углекислота, аргон, микс, гелий), то обязательного расстояния, на которое должны быть удалены баллоны нет. Но падающие искры на редуктор, манометр, газовый шланг вряд ли пойдут на пользу оборудованию, поэтому располагайте баллон на дистанции 2-3 м. Это поможет не толкнуть его случайно при перемещении сварщика по рабочему месту.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Газ для полуавтоматической сварки – группы компаний «Партнер» в Липецке
Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Для сваривания металлов используются защитные газы, такие как: аргон, углекислый газ, гелий и прочие. Их основная цель, защищать сварочный шов металла от окисления, за счет так называемой сварочной ванны, что обеспечивает прочность, надежность и долговечность сварки. Для достижения необходимого результата рекомендуется подготовить металл и очистить его от возможной ржавчины и загрязнений щеткой по металлу или наждачной бумагой. После настройки оборудования и подготовки поверхности приступают к процессу сварки. Дуга зажигается после открытия вентиля подачи газа. Для запуска процесса используется проволока, которая подается при нажатии на кнопку Пуск. Проволока должна находиться в перпендикулярном положении к свариваемому металлу, что обеспечит качественную сварку. В процессе работ рекомендуется выдерживать зазор, показатель которого зависит от толщины свариваемого металла.
Дальнейший сварочный процесс с применением защитного газа может осуществляться в двух формах:
- Точечное нанесение. Заключается в соединении металлов сварочными точками, которые ставят равномерно определенными промежутками. Такой подход позволяет ускорить процесс и нести ощутимую экономию сварочных материалов, при снижении прочности соединения.
- Цельный сварочный шов. Его наносят по всей длине свариваемой поверхности, по сути получается монолитное соединение металла.
При использовании определенного газа в полуавтоматической сварке, достигается улучшение качества шва. Так каждый вид газа позволяет по-своему получить дополнительную механическую надежность, высокую плотностью или необходимую пластичность. Применение газа обеспечивает ускоренный процесс расплавления металла, благодаря использованию газа получают стабильную дугу, а также снижают уровень задымления.
Технология сварки
|
Диаметр проволоки, мм |
Толщина детали, мм |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход газа, л/мин |
|
0,8 |
1…2,5 |
70…150 |
17…21 |
20…35 |
7…9 |
6…7 |
|
1,0 |
1…3 |
100…180 |
18…23 |
25…40 |
8…10 |
6…8 |
|
1,2 |
2. ..4 ..4 |
140…300 |
20…28 |
30…45 |
9…24 |
7…9 |
ПРАВИЛЬНЫЙ ПОДБОР ГАЗА
Для обеспечения качественной сварки рекомендуется научиться подбирать горелки для полуавтоматической сварки, а также газ, исходя из знаний об его свойствах. Специалисты советуют отдавать предпочтение природным вариантам газа:
- Углекислый газ. С его применением проводится полуавтоматическая сварка с короткой дугой и сварка с порошковой проволокой. Газ используется в чистом виде, без смесей, поэтому металл глубоко проплавливается. В ходе работ, возможно, осуществлять выбор режима полуавтомата, в зависимости от толщины металла. Недостаток его применения – нестабильность дуги, поэтому в процессе работы могут появляться брызги.
- Аргон. С применением газа проводится аргонодуговая сварка разнообразных металлов.
 Благодаря химической инертности газа свариваются тугоплавкие и химически активные металлы. Материал обладает низкой теплопроводностью, что обеспечивает получение глубокого и тонкого сварочного шва.
Благодаря химической инертности газа свариваются тугоплавкие и химически активные металлы. Материал обладает низкой теплопроводностью, что обеспечивает получение глубокого и тонкого сварочного шва. - Гелий. Это одноатомный инертный газ, с применением которого осуществляется аргонодуговая сварка. Благодаря высокой теплопроводности и потенциалу ионизации получается широкий сварочный шов.
Для получения сварочной смеси газов используется кислород, водород, азот, коксовыеили пиролизные газы. Кислород является двухатомным защитным газом, который обеспечивает широкий сварочный шов и неглубокое проплавление металла. Кислород, как правило, смешивают с аргоном или углекислым газом, что гарантирует высокий уровень «смачиваемости» и струйный перенос.
Азот применяется в сварке для повышения коррозийной стойкости дуплексных сталей. Водород относится к категории двухатомных защитных компонентов, с помощью которых удаляется оксид и повышается тепловложение. При его использовании на поверхности появляется широкий сварочный шов и увеличивается проплавление металла.
При его использовании на поверхности появляется широкий сварочный шов и увеличивается проплавление металла.
Коксовый газ – это бесцветное вещество, которое имеет ярко выраженный сероводородный запах. Это безопасный состав, который применяется редко для сварки, так как имеет специфические характеристики. Пиролизный газ нуждается в постоянной генерации. С его применением свариваются тонкие стали. При использовании в генерации газа элементов нефтепродукта на горелке появляется коррозия.
Так же в сварочных работах возможно применение газов метана, бутана, пропана. Самым распространенным сварочным газом является ацетилен, который имеет высокую температуру горения. С его применением проводится резка и сваривание металлов. Ацетилен – это прозрачный состав, который имеет специфический запах.
Газ | Сварка и сварщик
- Азот
- химический элемент, атомный номер 7, атомная масса 14,0067.
 В воздухе свободный азот (в виде молекул N2) составляет 78,09%. Немного легче воздуха, плотность 1,2506 кг/м3 при нулевой температуре и нормальном давлении. Температура кипения -195,8°C. Критическая температура -147°C и критическое давление 3,39 МПа. Бесцветный, без запаха и вкуса, нетоксичен, невоспламеняемый, невзрывоопасен и не поддерживающий горение газ в газообразном состоянии при обычной температуре обладает высокой инертностью. Химическая формула – N. В обычных условиях молекула азота двухатомная – N2.
В воздухе свободный азот (в виде молекул N2) составляет 78,09%. Немного легче воздуха, плотность 1,2506 кг/м3 при нулевой температуре и нормальном давлении. Температура кипения -195,8°C. Критическая температура -147°C и критическое давление 3,39 МПа. Бесцветный, без запаха и вкуса, нетоксичен, невоспламеняемый, невзрывоопасен и не поддерживающий горение газ в газообразном состоянии при обычной температуре обладает высокой инертностью. Химическая формула – N. В обычных условиях молекула азота двухатомная – N2.
- Аргон
- химический элемент периодической системы Д. И. Менделеева, инертный газ, атомный номер 18, атомная масса 39,948. Объемная концентрация аргона в воздухе 0,9325% об. или 1,2862% вес. Аргон тяжелее воздуха, плотность 1,78 кг/м3 при нулевой температуре и нормальном давлении. Температура кипения -185,85°C. Обладает низким потенциалом ионизации 15,7 В. С большинством элементов аргон не образует химических соединений, кроме некоторых гидридов.
 В металлах аргон, как в жидком, так и в твердом состоянии нерастворим. При обычных условиях – бесцветный, негорючий, неядовитый газ, без запаха и вкуса. Химическая формула – Ar.
В металлах аргон, как в жидком, так и в твердом состоянии нерастворим. При обычных условиях – бесцветный, негорючий, неядовитый газ, без запаха и вкуса. Химическая формула – Ar.
- Ацетилен
- химическое соединение углерода и водорода. Ацетилен легче воздуха, 1 м3 при 20°С и 760 мм рт. ст. имеет массу 1,091 кг/м3. Плотность по отношению к воздуху 0,9. Критическая температура 35,9°С и критическое давление 61,6 кгс/см2. При сгорании с кислородом он дает пламя с наиболее высокой температурой, которая достигает 3200°С, что объясняется его эндотермичностью (другие углеводороды экзотермичны, т. е. при распаде поглощают тепло). Химическая формула – C2H2, структурная формула Н-С=С-Н.
Карбид кальция имеет резкий чесночный запах и сильно поглощает воду. Его плотность повышается с увеличением количества примесей и изменяется в пределах 2,22-2,8 г/см3. Молекулярная масса – 64,102. Технический карбид кальция выпускают по ГОСТ 1460.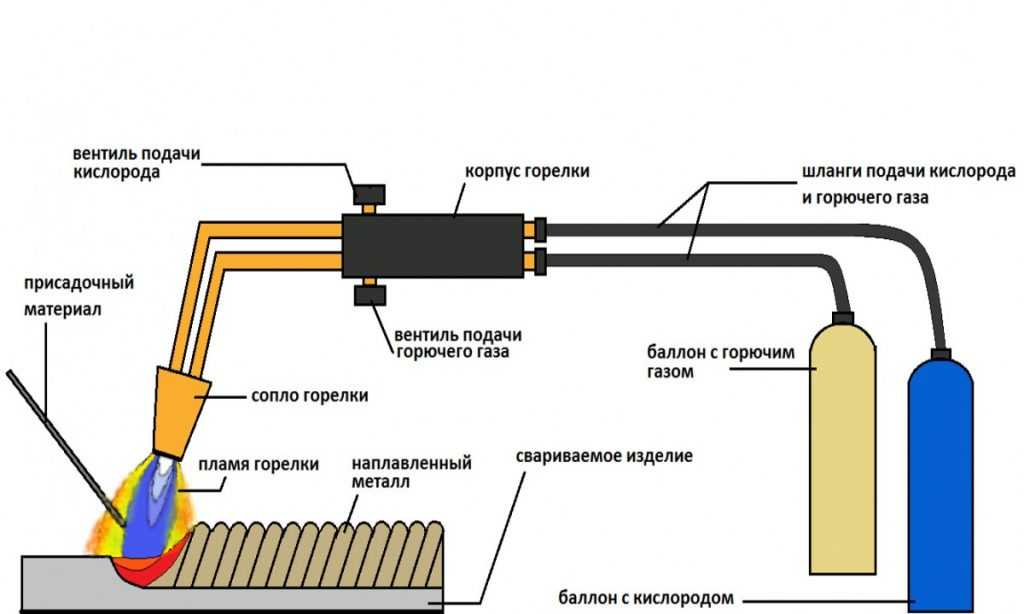
- Водород
- химический элемент, первый по порядковому номеру в периодической системе Д. И. Менделеева. Атомная масса 1,00792. При обычных условиях водород – газ без цвета, запаха и вкуса, в 14,38 раза легче воздуха. Плотность 0,089870 г/л при нулевой температуре и нормальном давлении. Критическая температура -240°С. Химическая формула – H. В обычных условиях молекула водорода двухатомная – H2.
- Гелий
- химический элемент, атомный номер 2, атомная масса 4,0026, относится к инертным газам, без цвета и запаха. Объемное содержание гелия в воздухе 0,00052%. Гелий значительно легче воздуха, плотность 0,1785 кг/м3 при нулевой температуре и нормальном давлении. Температура кипения -268,9°С. Потенциал ионизации 25,4 В. Бесцветный, неядовитый, негорючий и невзрывоопасный газ, хорошо диффундирует через твердые тела. Химическая формула – He.
- Кислород
- химический элемент, атомный номер 8, атомная масса 15,9994.
 Обычно концентрация кислорода (в виде молекул O2) в атмосфере на уровне моря составляет по объему 21%. Кислород немного тяжелее воздуха, вес 1 м3 при 0° и 760 мм рт. ст. равен 1,43 кг. Плотность по отношению к воздуху 1,1. При температуре -182,97°C и давлении 760 мм рт. ст. кислород превращается в голубоватую легко подвижную жидкость, энергично испаряющуюся при нормальной температуре. При этом занимаемый газом объем уменьшается примерно в 850 раз. При нагревании жидкий кислород снова превращается в газ. Вес 1 л жидкого кислорода при температуре -183°C равен 1,14 кг. Жидкий кислород при атмосферном давлении затвердевает при температуре -218,4°C и образует кристаллы голубоватого цвета. Химическая формула – O. В обычных условиях молекула кислорода двухатомная – O2.
Обычно концентрация кислорода (в виде молекул O2) в атмосфере на уровне моря составляет по объему 21%. Кислород немного тяжелее воздуха, вес 1 м3 при 0° и 760 мм рт. ст. равен 1,43 кг. Плотность по отношению к воздуху 1,1. При температуре -182,97°C и давлении 760 мм рт. ст. кислород превращается в голубоватую легко подвижную жидкость, энергично испаряющуюся при нормальной температуре. При этом занимаемый газом объем уменьшается примерно в 850 раз. При нагревании жидкий кислород снова превращается в газ. Вес 1 л жидкого кислорода при температуре -183°C равен 1,14 кг. Жидкий кислород при атмосферном давлении затвердевает при температуре -218,4°C и образует кристаллы голубоватого цвета. Химическая формула – O. В обычных условиях молекула кислорода двухатомная – O2.
- Углекислый газ
- бесцветный газ с едва ощутимым запахом не ядовит, тяжелее воздуха. Углекислый газ широко распространен в природе. Растворяется в воде, образуя угольную кислоту Н2CO3, придает ей кислый вкус.
 В воздухе содержится около 0,03% углекислого газа. Плотность в 1,524 раза больше плотности воздуха и равна 0,001976 г/см3 (при нулевой температуре и давлении 101,3 кПа). Потенциал ионизации 14,3В. Химическая формула – CO2.
В воздухе содержится около 0,03% углекислого газа. Плотность в 1,524 раза больше плотности воздуха и равна 0,001976 г/см3 (при нулевой температуре и давлении 101,3 кПа). Потенциал ионизации 14,3В. Химическая формула – CO2.
Сварочные смеси применяются в сварочном производстве относительно недавно и связано это в первую очередь с высокой стоимостью отдельных компонентов: аргона и гелия. До середины 90-х годов повсеместно в странах СНГ для сварки полуавтоматом углеродистых сталей применяли углекислый газ, поскольку он тяжелее воздуха и хорошо обеспечивает защиту сварочной ванны, а для сварки алюминия и нержавеющих сталей — аргон, так как он, являясь инертным газом препятствует окислению и выгоранию легирующих элементов. Но по ряду отрицательных характеристик, однокомпонентные газы заменяются двух-, трех- и даже четырехкомпонентными сварочными смесями, чтобы полностью использовать все положительные качества каждого отдельно взятого газа.
Горючие газы в смеси с кислородом предназначены для газопламенной обработки металлов. Наиболее часто для газовой сварки применяют ацетилен. Для газовой резки сталей, когда температура подогревающего пламени не оказывает решающего влияния на протекание процесса, а лишь увеличивает продолжительность начального подогрева металла перед резкой, рекомендуется использовать газы-заменители ацетилена, у которых температура пламени не менее 1800-2000°C.
Наиболее часто для газовой сварки применяют ацетилен. Для газовой резки сталей, когда температура подогревающего пламени не оказывает решающего влияния на протекание процесса, а лишь увеличивает продолжительность начального подогрева металла перед резкой, рекомендуется использовать газы-заменители ацетилена, у которых температура пламени не менее 1800-2000°C.
В качестве газов-заменителей ацетилена используют:
- природный газ
- коксовый газ
- пропан
- бутан
- пропан-бутановую смесь
- пары бензина
- пары керосина
- городской газ
- МАФ
Страницы
- 1
- 2
- 3
- следующая ›
- последняя »
Руководство по газовой сварке для начинающих
Если вы серьезно относитесь к сварке, я уверен, что вы уже знаете все тонкости газовой сварки. Для тех, кто этого не делает, газовая сварка — не только одна из самых крутых форм сварки, но и одна из самых полезных.
Это дешевая, переносимая и гибкая форма сварки, не требующая электрического оборудования и позволяющая резать, сваривать и паять большинство металлов. В этой статье мы дадим вам полное руководство для понимания основ газовой сварки.
Безопасность
Как мы обсуждали в нашей статье Основы: сварка для начинающих , безопасность на вашем рабочем месте не может быть недостаточно подчеркнута. Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
Это дает вам все, что вам нужно знать о стандартах безопасности, гарантируя, что вы получите идеальный сварной шов, а не кучу пепла, которая, возможно, была вашей мастерской.
Если вы уже читали это, вот несколько советов, прежде чем приступить к газовой сварке:
- Для газовой сварки требуется оборудование, безопасное для работы с кислородом и ацетиленом
- Никогда не используйте газообразный ацетилен при давлении выше 100 кПа
- Всегда сначала открывайте кислородные или топливные баллоны
- При работе всегда имейте под рукой огнетушитель
- Открывайте вентиль баллона с ацетиленом только на 1 1/2 оборота и держите на нем гаечный ключ
Оборудование и принцип его работы
Газосварочные работы с тремя важными частями: сварочными наконечниками, мешалками и паяльной трубкой.
При использовании кислород и топливный газ подаются через нагнетательную трубку и смешиваются, выходя через сварочные наконечники. Регуляторы используются для контроля давления, при котором каждый газ прокачивается через паяльную трубку и производит пламя при встрече с кремнем.
При газовой сварке существует множество различных газов для разных случаев. Для большинства применений кислород-ацетилен (C2h3) — это все, что вам действительно нужно, и он отлично подходит для сварки, резки и пайки металлов. Он также легко воспламеняется и является самым горячим коммерчески доступным горючим газом, достигая температуры 480°C, что также соответствует температуре поверхности Венеры.
Подготовка к газовой сварке
После того, как все поля отмечены галочками, следующим шагом будет удаление любых загрязнений, которые могут повредить или вызвать воспламенение. Это делается путем осторожного открывания и закрывания клапана баллона, обязательно вдали от любого источника воспламенения. Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Теперь присоедините другой конец шланга к паяльной трубке, рядом с ручкой должен быть штамп и наклейка, чтобы указать, какой шланг куда идет. Как только это будет сделано, важно сделать еще одну проверку на наличие утечек, прежде чем зажигать.
Закройте клапаны нагнетательных трубок и убедитесь в отсутствии утечек в кислородном и топливном газовых клапанах. Медленно открывайте каждый клапан, оставляя открытым только один, и установите регулятор на значение примерно 100 кПа. Если есть утечки, манометр изменится, и вам нужно будет применить раствор для проверки герметичности клапана, чтобы закрыть утечку. Проверьте это еще раз, и вы готовы зажечь.
Освещение
Изображение предоставлено: amazonaws.com Чтобы зажечь паяльную трубку, откройте кислородный клапан и отрегулируйте его регулятор, пока не будет достигнуто необходимое давление. После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
Теперь пришло время для части, которую мы все ждали, (безопасно) зажечь паяльную лампу. Слегка приоткройте клапан топливного газа и подожгите газ кремневой зажигалкой, этого нельзя делать при манометрическом давлении выше 100 кПа.
Затем медленно откройте кислородный клапан горелки, пока не появится нейтральное пламя. Для большинства сварочных работ достаточно нейтрального пламени.
Техника газовой сварки
Время от времени ваша паяльная лампа будет пытаться заговорить с вами обратным ударом (небольшой взрыв на конце паяльной трубки). Если это произойдет, ваш поток газа может быть недостаточным для наконечника, наконечник может быть слишком горячим и нуждается в поломке, или внутри наконечника могут застрять частицы углерода или металла (требующие очистки).
Удерживая духовую трубку в положении передней руки, вы, как правило, чувствуете себя более естественно, и ее лучше всего использовать под углом 60-76 градусов к работе. При этом это может варьироваться в зависимости от размера наконечника и толщины металла, например, для металлов, отличных от мягких сталей, требуется 30-45 градусов.
Круговые движения горелки также являются обычной практикой, но ни в коем случае не выходите за пределы сварочной ванны, а кончик трубки должен быть на 2-3 мм выше металла.
Когда сварочная ванна движется вдоль шва, следите за диаметром ванны. Больший диаметр будет означать большее проникновение и, следовательно, лучший сварной шов. Лужа также подскажет вам, нужно ли вам отрегулировать скорость движения или размер пламени и может ли потребоваться наполнительный стержень.
Большую часть времени вы будете выполнять сварку с присадочным материалом или прутком, чтобы укрепить и придать форму сварному шву. При использовании присадочной проволоки начните с создания лужи в том месте, где вы хотите начать сварку. Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл.
Хороший сварной шов трудно освоить, и он получится, когда вы привыкнете обращаться как с паяльной трубкой, так и с присадочным стержнем. Убедитесь, что сварной шов не заходит ни на одну из плоских поверхностей, и сварной шов должен быть равномерным по всей длине шва.
Завершение работы
Работа выполнена? Время безопасно отключить паяльную лампу. Начните с закрытия ацетиленового клапана паяльной трубки, а затем кислородного клапана. Повторите этот шаг на клапане баллона. После того, как все клапаны закрыты, откройте кислородный клапан паяльной трубки, чтобы дать возможность стечь оставшемуся газу — вы узнаете, когда это будет сделано, когда манометр регулятора упадет до нуля. Повторите этот шаг для соответствующих ацетиленовых клапанов.
Отсюда необходимо немного больше узнать о таких вещах, как понимание толщины металла, размера наконечника, давления кислорода и ацетилена и расхода газа. Все эти темы являются подробными и являются еще одним шагом к пониманию газовой сварки и газосварочного оборудования.
Мы рекомендуем прочитать это подробное руководство, предоставленное BOC Gas & Gear, чтобы получить полное представление о газовой сварке. Он даже охватывает более продвинутые способы газовой сварки, такие как пайка, газокислородная резка и нагрев пламенем.
Нужно новое сварочное оборудование? Просмотрите наше новое и подержанное сварочное оборудование здесь.
Резюме
5 Основные преимущества дуговой сварки по сравнению с газовой сваркой >> Факты для рассмотрения
Сварка представляет собой соединение двух одинаковых металлов в процессе нагревания металлов до такой степени, что они могут сплавиться друг с другом. Существует много типов сварочных процессов. Некоторые из них являются узкоспециализированными и используются только в определенных ситуациях и с конкретными металлами. Двумя наиболее известными методами сварки являются дуговая сварка и газовая сварка.
Основное преимущество дуговой сварки по сравнению с газовой сваркой заключается в том, как выделяется тепло для сплавления металлов. Дуговая сварка использует электричество для выработки тепла, чтобы сформировать связь между двумя кусками металла. Дуговая сварка имеет ряд существенных преимуществ перед газовой сваркой.
- Более высокая эффективность
- Более быстрая производство
- Лучшее качество
- .0002 Процессы дуговой сварки и газовой сварки дают одни и те же результаты по-разному. Понимание того, чем дуговая сварка отличается от газовой сварки, делает очевидными преимущества дуговой сварки.
Получение знаний и понимания основных вопросов сварки облегчит принятие решения о выборе метода сварки.
 Ниже приведены отличия и преимущества дуговой сварки и газовой сварки.
Ниже приведены отличия и преимущества дуговой сварки и газовой сварки.Содержание
В чем разница между дуговой сваркой и газовой сваркой?
Все процессы дуговой сварки имеют 3 основных общих фактора: источник тепла, присадочный металл и экранирование.
Сварка требует, чтобы металлы были нагреты до температуры, при которой два куска металла сплавятся в один кусок вдоль линии стыка.
Горючий газ
Газовая сварка производит тепло для повышения температуры металлов за счет сжигания газов. Двумя наиболее популярными газами, используемыми при газовой сварке, являются кислород и ацетилен. При смешивании в надлежащих пропорциях эта газовая смесь может выделять тепло в диапазоне от 5800 до 6300 градусов по Фаренгейту. Этого тепла более чем достаточно для плавления большинства металлов.
Можно использовать другие газовые смеси, особенно для газовой сварки специальных металлических сплавов.
Процесс кислородно-газовой сварки (OFW) Однако наиболее распространенной в сварочных цехах является кислородно-ацетиленовая смесь.Подключение
Дуговая сварка не требует газа. Дуговой сварщик производит необходимое тепло, создавая электрическую дугу между сварочным стержнем и свариваемым металлом. Эта электрическая дуга генерирует до 15000 градусов по Фаренгейту. Тепло, генерируемое электрической дугой, выделяется почти мгновенно, когда дуга зажигается.
Дуговая сварка может выполняться как постоянным, так и переменным током, который может производиться переносными системами или с использованием электроэнергии, подаваемой из сети в стационарный цех . Существует несколько вариантов процесса дуговой сварки, но в большинстве мастерских предпочтение отдается сварке на постоянном токе.
Дуговая сварка металлическим электродом в среде защитного газа (SHAW)Почему дуговая сварка лучше газовой?
Газовая сварка с использованием ацетилена была впервые применена в начале 1900-х годов, когда была изобретена первая практичная горелка.
Газовая сварка стала первой жизнеспособной альтернативой традиционной кузнечной сварке, применявшейся на протяжении тысячелетий.Только в середине 1900-х годов электродуговая сварка стала жизнеспособной. Внедрение первых мощных генераторов постоянного тока обеспечило необходимую мощность для создания дуги достаточной мощности для плавления металла.
Постепенно дуговая сварка вытеснила газовую сварку как преобладающий метод соединения металлов в мастерских и на строительных площадках по всей стране. Есть несколько причин для выбора электродуговой сварки по сравнению с газовой сваркой.
Более эффективная сварка
Дуговая сварка более эффективна, чем газовая. И методы, и технологии работают в пользу дуговой сварки в этом отношении.
- Более высокие рабочие температуры – Электродуговые сварщики производят более высокие температуры, чем газовая сварка. Эти более высокие температуры более эффективны при плавлении металла.
 Более быстрое время нагрева приводит к меньшей деформации металлов. Более быстрый нагрев также позволяет быстрее запускать сварочные валики, что сокращает время производства.
Более быстрое время нагрева приводит к меньшей деформации металлов. Более быстрый нагрев также позволяет быстрее запускать сварочные валики, что сокращает время производства. - Более высокая рентабельность – Первоначальные затраты выше при электродуговой сварке, особенно для портативного оборудования. Однако в долгосрочной перспективе эти расходы, как правило, меньше, чем постоянные расходы на покупку сварочных газов и техническое обслуживание баллонов для газовой сварки и горелок.
- Обеспечивает более качественные сварные швы на стабильной основе – Дуговые сварщики в целом обеспечивают более стабильные и прочные сварные швы, чем газовая сварка. Это снижает затраты и повышает эффективность за счет предотвращения необходимости шлифовки и повторной сварки.
Дуговая сварка быстрее
Как правило, производительность при дуговой сварке выше, чем при газовой. Есть несколько факторов, которые создают это неравенство.

- Аппараты для дуговой сварки не требуют предварительного нагрева – Во многих случаях для получения надлежащего сварного шва с помощью системы газовой сварки металлы необходимо предварительно нагревать для получения однородного сварного шва без деформации. Предварительный нагрев требует времени и газа, что снижает производительность.
- Чем больше температура, тем быстрее сварка – Более высокие температуры, создаваемые электрической дугой, позволяют выполнять сварку быстрее.
- Сокращение времени наладки – Время наладки для дуговой сварки намного меньше, чем для газовой сварки. Регулировка газовых горелок и регуляторов может занять много времени. В большинстве случаев щелчок переключателя готовит сварочный аппарат к работе.
Более качественные сварные швы
Электродуговые сварщики, как правило, производят более качественные сварные швы, чем газовая сварка. В значительной степени качество сварных швов зависит от двух факторов: навыков сварщика и температуры, которая может создаваться в месте сварки.

- Электродуговые сварочные аппараты создают более высокие температуры в месте сварки, что приводит к более глубокому проплавлению, лучшему плавлению металлов и меньшей деформации свариваемых материалов.
- Газовая сварка в большинстве случаев требует более высокого уровня навыков, чем дуговая сварка. Начинающий дуговой сварщик может легко произвести удовлетворительный сварной шов после некоторого обучения. Для освоения газовой сварки, особенно когда для добавления металла в сварной шов используется сварочный стержень, могут потребоваться годы практики.
Мобильность
Современные портативные аппараты для дуговой сварки на бензине или дизельном топливе позволяют быстро и легко доставить сварочный цех на место проведения работ. Сварочные установки на грузовиках или прицепах используются в самых труднодоступных местах, которые только можно себе представить, от отдаленных районов до вершин строительных площадок небоскребов.
 Есть несколько причин, по которым портативные дуговые сварочные аппараты предпочтительнее газовых сварочных аппаратов из-за их портативности.
Есть несколько причин, по которым портативные дуговые сварочные аппараты предпочтительнее газовых сварочных аппаратов из-за их портативности. - Транспортировка – Переносной сварочный аппарат на грузовике или прицепе устраняет проблемы, связанные с транспортировкой тяжелых газовых баллонов на строительную площадку и обратно.
- Безопасность – Транспортировка баллонов со сварочным газом может представлять серьезную угрозу безопасности. Перемещение газовых баллонов высокого давления опасно. Повреждение бутылок и клапанов во время транспортировки является обычным явлением и может иметь катастрофические последствия. В некоторых юрисдикциях для перевозки больших газовых баллонов требуются специальные разрешения или лицензии.
- Время работы – Переносные установки для дуговой сварки могут работать в течение нескольких часов на одном баке, полном топлива. Газовые баллоны требуют регулярной заправки и замены, что означает увеличение времени простоя и дополнительные расходы на транспортировку баллонов для заправки.

Опасные газы не нужны
Газы, используемые при газовой сварке, поступают в сварочный цех в резервуарах высокого давления с клапанами и регуляторами. Шланги необходимы для подачи газов к горелке. Дуговая сварка не требует опасных газов, шлангов и резервуаров. Это исключает возможность взрыва или возгорания в рабочей зоне из-за протечек или других повреждений сварочного оборудования.
Дуговая сварка представляет некоторые опасности, например, наличие электричества высокого напряжения. Положительным моментом является то, что современное оборудование включает в себя функции безопасности, которые защищают оператора в случае неисправности или короткого замыкания в системах.
Доказательство в промышленности
Взгляд на строительную и сварочную промышленность говорит о том, какой метод сварки является предпочтительным. По большому счету, производственные цеха и крупные строительные площадки зависят от дуговой сварки. Промышленность почти всегда находит наиболее рентабельные способы выполнения работы, и в данном случае неопровержимым доказательством является то, что дуговая сварка является решением, на котором остановилась промышленность.

Рекомендуемое чтение
Различные типы пламени для газовой сварки и их применение | Полное руководство
9 Различные типы сварочных процессов и их преимущества
Дуговая сварка >> Посмотрите видео ниже
Сварочные газы: различные типы и их применение
Если вы новичок в сварке, вам может быть интересно, для чего используются различные сварочные газы.
Сварочные газы являются критически важными элементами для гладкого и стабильного сварного шва.
Мы используем их для защиты сварного шва от нежелательных химических реакций, а также для улучшения внешнего вида и прочности изделия.
В этой статье мы рассмотрим различные типы сварочного газа и их применение.

Инертные и химически активные газы при сварке. Объяснение
Прежде чем мы углубимся в типы сварочных газов и их использование, давайте совершим быстрый, но важный отход от инертных и реактивных газов.
Оба могут использоваться при сварке для получения одинаковых или очень разных эффектов.
Основное различие между инертными и химически активными газами заключается в названиях:
- Инертные газы – это стабильные газы, химические реакции которых с окружающей средой очень низкие или нулевые. Они действуют строго как защитное средство и не влияют на полученный сварной шов. Гелий и аргон обычно используются в качестве инертных газов для сварки.
- Реактивные газы – хорошо реагируют. Реактивные газы химически соединяются с элементами в сварочной ванне и могут влиять на свойства металлов в сварном шве или изменять их. Вы можете использовать эти газы для изменения характера сварного шва. Активные газы включают азот, кислород, водород и углекислый газ.

Возможно, вы помните термин «благородные газы» из школьного курса химии. Эти шесть элементов в периодической таблице стабильны, с точным балансом электронов, которого хотят атомы. Эти элементы не пытаются соединиться с другими атомами, чтобы получить или потерять электроны, поэтому они, как правило, не реагируют с окружающей средой. Таким образом, инертные газы обычно инертны, хотя некоторые из них могут реагировать при определенных условиях.
Помимо благородных газов, некоторые другие соединения более чем одного элемента также могут стабилизироваться и становиться инертными.
При сварке мы часто комбинируем инертный газ с одним или двумя реактивными газами в очень низкой концентрации. Инертный газ обеспечивает контроль сварного шва и защищает ваши металлы от нежелательных химических процессов. Реактивные газы будут вносить небольшие изменения, например, добавлять больше тепла или изменять консистенцию наполняющих металлов.
В целом, хотя важно понимать разницу между инертными и реактивными газами, важно знать, когда и как их использовать.

Почему при сварке используется газ?
Мы используем газы при сварке по четырем основным причинам:
- Экранирование
- Продувка
- Одеяло
- Отопление
Конечно, при сварке выделяются газы и дым, но речь идет о газах, которые мы активно используем для воздействия на процесс сварки.
По сути, эти газы имеют решающее значение для обеспечения прочного и надежного сварного шва. Вы не можете просто расплавить два металла вместе и на этом закончить.
Чрезвычайно высокая температура, приложенная к сварному шву, вызывает всевозможные потенциальные химические реакции в сварочной ванне и с воздухом вокруг сварного шва.
Если вы не будете точно контролировать окружающую среду, вы можете получить плохой сварной шов или серьезную реакцию.
Давайте рассмотрим различные способы использования газа при сварке, зачем они нам нужны.
Защитный газ
Защитный газ на сегодняшний день является наиболее распространенным применением газов при сварке.
 Защитные газы делают именно то, на что они похожи — защищают сварной шов от нежелательных загрязнений.
Защитные газы делают именно то, на что они похожи — защищают сварной шов от нежелательных загрязнений.Думайте об этом как о куполообразном газовом щите над сварочной ванной, где металлы сплавляются вместе. Хотя это не происходит физически, это полезная мысленная картина.
Можно подавать защитные газы от внешнего источника или сжигая электрод. Электроды в определенных сварочных процессах имеют покрытие, которое выделяет газ при нагревании. Электрод является проводником.
Зачем сварному шву нужна защита? Для защиты от загрязнений.
Под «загрязняющими веществами» мы подразумеваем свойства, которые будут взаимодействовать с химическими процессами или металлами в сварном шве. В зависимости от типа свариваемых металлов загрязняющие вещества могут включать кислород, азот, водяной пар или другие химические вещества и элементы в окружающей среде.
Каждый из них может ослабить или разрушить хороший сварной шов. Например, если вы свариваете сталь, любой избыток кислорода может образовать угарный газ, когда он смешивается с углеродом.
 Угарный газ будет создавать медленные пузыри в конечном сварном шве, что сделает его слабым и пористым. Кислород также может взаимодействовать с некоторыми металлами и вызывать окисление или оксиды в виде частиц или пленок, попавших в сварной шов.
Угарный газ будет создавать медленные пузыри в конечном сварном шве, что сделает его слабым и пористым. Кислород также может взаимодействовать с некоторыми металлами и вызывать окисление или оксиды в виде частиц или пленок, попавших в сварной шов.Присутствие любых загрязняющих веществ может привести к ослаблению сварного шва, что приведет к опасным последствиям в дальнейшем.
Защитные газы вытесняют воздух вокруг сварного шва, успешно удерживая загрязняющие вещества. Кроме того, химически активные газы могут выполнять двойную функцию и влиять на окончательные свойства сварного шва.
См. также : Стоимость сварочных газов
Продувочный газ
Продувочный газ аналогичен защитному газу, но используется под сварным швом, а не над ним. Вместо защитного экрана продувочный газ отталкивает нежелательные загрязнения от сварного шва.
Продувочный газ в основном используется для нового сварного шва, когда вы впервые соединяете две отдельные детали.
 Как только вы получите стабильный первый сварной шов, вам, вероятно, больше не понадобится использовать продувочный газ под ним.
Как только вы получите стабильный первый сварной шов, вам, вероятно, больше не понадобится использовать продувочный газ под ним.Продувка обычно применяется при сварке нержавеющей стали. Для этого вы герметизируете основание соединения, а затем буквально продуваете его продувочным газом, чтобы очистить область от загрязняющих элементов.
Продувочные газы могут быть такими же, как и защитные газы.
Защитный газ
Защитный газ защищает металлы после завершения сварки и во время ее остывания. Подумайте об этом — вы вложили всю эту работу в защиту сварного шва от загрязнений, но когда вы заканчиваете сварку, он все еще очень горячий и все еще подвержен нежелательным реакциям с окружающим воздухом.
Защитный газ может быть добавлен в резервуар или пространство, где ваш сварной шов охлаждается. Газ обеспечивает чистоту области вокруг сварного шва и препятствует возникновению нежелательных газов или реакций.
Нагревающий газ
Нагревающий газ предварительно нагревает металлы перед сваркой.
 Обычно это наблюдается при газовой сварке или пайке, например,
Обычно это наблюдается при газовой сварке или пайке, например,В зависимости от металла в процессе охлаждения могут образоваться трещины, если он охлаждается слишком быстро. Применение тепла перед сваркой обеспечивает более медленное охлаждение металла и сохранение его структуры.
Греющий газ чаще всего применяют при газовой сварке стали, наиболее подверженной образованию холодных трещин.

Прочтите также:
Различные типы сварочных газов
Итак, теперь, когда у нас есть представление об основных способах использования газа при сварке, пришло время узнать, какие именно существуют типы газов и как они используются.

Чистые газы
Типы сварочных газов можно разделить на две отдельные категории: чистые газы и смеси. Вы можете использовать чистые газы отдельно или в смесях.
Аргон (Ar)
Аргон является одним из шести благородных газов в периодической таблице элементов. Как обсуждалось ранее, аргон как благородный газ химически инертен, то есть не вступает в реакцию с окружающей средой. Эта стабильность делает аргон идеальным для сварки более активных металлов.
Еще одним преимуществом аргона является его низкая теплопроводность. Низкая теплопроводность означает, что он плохо пропускает тепло. При сварке с использованием аргона тепло концентрируется прямо в столбе дуги, где генерируется энергия, что обеспечивает узкое и глубокое проплавление сварного шва.
Аргон поддерживает аэрозольный перенос при использовании в качестве защитного газа. Перенос распылением — это когда проволока распыляет тонкий туман из крошечных капель поперек сварочной дуги.
 Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!
Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!Недостатком низкотемпературного нагрева является то, что сварной шов может привести к перекосу или подрезанию валика. Накатывание валика происходит, когда расплавленный металл остывает слишком быстро, не полностью сплавляясь с основным металлом. Подрезка почти противоположна – выемка у основания сварного шва, где металл остыл, прежде чем он смог полностью заполниться. .
Гелий (He)
Гелий — еще один благородный газ. Хотя он инертен, как аргон, он оказывает противоположное воздействие на сварной шов из-за его высоких свойств теплопроводности. По сути, гелий переносит тепло через гораздо большую площадь, чем аргон.
Благодаря более широкому тепловому профилю края валика остаются более влажными и легче сплавляются. Вместо аэрозольного переноса гелий способствует глобулярному переносу. Большие «капли» расплавленного электрода падают под действием силы тяжести в сварочную ванну.

Шаровидный перенос обеспечивает более высокую скорость наплавки, то есть количество фунтов присадочного металла, добавляемого к основному металлу в час. Чем выше скорость наплавки, тем эффективнее (и обычно дешевле) сварка. Однако вы можете использовать этот тип сварки только на плоском или горизонтальном основании, и вы также получите больше брызг.
При использовании гелия вам, скорее всего, потребуется более высокая скорость потока, потому что, как мы все знаем, гелий поднимается вверх. Вам нужно будет продолжать подавать больше газа с более высокой скоростью.
Двуокись углерода (CO2)
Как вы помните из уроков химии, двуокись углерода представляет собой молекулу, состоящую из одного атома углерода и двух атомов кислорода, связанных вместе. Хотя углекислый газ обычно инертен, он может стать очень реактивным при воздействии высокой температуры. При сварке можно использовать углекислый газ для создания различных взаимодействий.

Большинство реактивных газов работает в сочетании с инертным газом. Однако мы можем использовать углекислый газ в чистом виде для получения интересных эффектов. Газ производит очень глубокий сварной шов сравнимой ширины. Хотя он не обеспечивает такой точной сварки, как аргон, углекислый газ полезен для очень толстых материалов. Однако он также способствует шаровидному переносу и создает большое количество брызг.
Углекислый газ является самым дешевым из наиболее распространенных защитных газов. Три других наиболее распространенных – это аргон, гелий и кислород.
Газы, используемые в смесях
Некоторые газы необходимо смешивать с другими, прежде чем их можно будет использовать при сварке. Вот три газа, которые мы используем в смесях.
Кислород (O2)
Как обсуждалось ранее, слишком много кислорода в сварном шве может вызвать окисление и ухудшить конечный результат. Однако вы можете использовать кислород в сочетании с другими газами в качестве активного защитного газа, если его концентрация не превышает 10%.

Кислород придает шву высокую энергию и тепло, но создает достаточно широкий, но не глубокий шов. Наибольшее тепло остается на поверхности.
Кислород помогает любому процессу горения, увеличивая температуру и скорость горения, поэтому он используется вместе с газами, описанными на этой странице, в отдельном баллоне.
Азот (N)
Сварщики редко используют азот в качестве защитного газа.
На самом деле, это часто один из газов, от которых мы защищаем сварной шов.
Однако в сочетании с аргоном азот может способствовать повышению коррозионной стойкости при сварке стали.
Водород (H)
Как и кислород, водород работает в защитных смесях при концентрации ниже 10 %.
Кроме того, как и кислород, водород способствует образованию горячего и широкого валика, хотя он обеспечивает лучшее проникновение, чем кислород.
Водород обычно используется для сварки аустенитной нержавеющей стали.

Мы также можем использовать водород в более высоких концентрациях для плазменной резки.
Обычные газовые смеси
Различные газовые смеси по-разному влияют на сварной шов. В зависимости от материалов, которые вы используете, вам нужно будет правильно выбрать смесь.
Давайте рассмотрим наиболее распространенные газовые смеси при сварке, какие процессы использовать для каждого из них и на каком металле их использовать.
Аргон/CO2
Аргон и двуокись углерода могут смешиваться в различных концентрациях, от 5 до 25% двуокиси углерода, для различных уровней контроля и воздействия на сварной шов. Мы используем эти смеси чаще всего для сварки низколегированных или углеродистых сталей, и это популярная газовая смесь для сварки MIG.
Комбинации аргона и CO2 помогают сбалансировать самые экстремальные эффекты каждого газа. Высокое содержание аргона помогает уменьшить разбрызгивание и дым, создаваемые CO2, в то время как высокое содержание CO2 способствует передаче при коротком замыкании и лучшему проникновению более тяжелых металлов.
 Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.
Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.Сварщики используют эти газовые смеси в:
- Дуговая сварка металлическим газом (GMAW) на углеродистой стали
- Дуговая сварка флюсовой проволокой (FCAW) углеродистой стали
- Дуговая сварка порошковой проволокой (FCAW) нержавеющей стали
Аргон/O2
Введение минимальной концентрации кислорода в аргон в защитном газе значительно уменьшит недостатки чистого аргона. Способствуя передаче тепла, кислород увеличивает скорость образования капель и удерживает сварочную ванну в расплавленном состоянии в течение более длительного периода времени. Это дополнительное время позволяет металлу более равномерно течь и сплавляться по сварному шву и выравнивает валик.
Используйте смеси аргон/O2 для следующих процессов сварки и металлов:
- Дуговая сварка металлическим газом (GMAW) на нержавеющих сталях
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на углеродистой стали
Аргон/CO2/O2
Эта тройная смесь невероятно универсальна и может успешно использоваться для обработки металлов различной толщины.
 CO2 увеличивает глубину проникновения, а кислород повышает эффективность, обеспечивая хороший перенос распыла при более низком напряжении.
CO2 увеличивает глубину проникновения, а кислород повышает эффективность, обеспечивая хороший перенос распыла при более низком напряжении.Некоторые люди называют это «универсальной смесью», потому что вы можете использовать ее для распыления, короткого замыкания и шарикового переноса. Мы используем его в следующих процессах:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на углеродистой стали
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали в некоторых случаях
Аргон/гелий/CO2
Эта тройная смесь помогает увеличить теплопередачу по сравнению с чистым аргоном, что дает лучший результат сварки и плавления. Добавление гелия работает аналогично аргону и кислороду, но, поскольку гелий инертен, вы не рискуете окислением.
Смеси с большим содержанием гелия (до 90%) способствуют передаче короткого замыкания. Аргон и углекислый газ помогают стабилизировать дугу и увеличить проплавление.

Смеси с большим содержанием аргона (до 80%) способствуют переносу распыления, а гелий обеспечивает более гладкий профиль валика и смачивание.
Аргон/гелий/CO2 лучше всего подходит для следующих процессов:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали
- Дуговая сварка флюсовой проволокой (FCAW) углеродистой стали
- Дуговая сварка нержавеющей стали порошковой проволокой (FCAW)
Аргон/гелий
Вы увидите смеси аргона/гелия, используемые для обработки химически активных металлов и цветных металлов, таких как медь, никелевые сплавы или алюминий. Обычно вы можете использовать чистый аргон, но более высокие концентрации гелия работают с более тяжелыми материалами, уменьшая проникновение.
Гелий увеличивает нагрев поверхности, делая сварочную ванну более жидкой. Текучесть позволяет пузырькам воздуха или примесям подниматься на поверхность и улетучиваться, уменьшая пористость конечного продукта.

Мы чаще всего используем эту смесь в:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на алюминии
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) нержавеющей стали или алюминия
Аргон/азот
Аргон и азот работают вместе, если поддерживать очень низкую концентрацию азота. Добавленный азот помогает получить полностью аустенитный (низкокоррозионный, немагнитный) сварной шов из нержавеющей стали.
Более высокие уровни азота увеличивают дымообразование и пористость.
Смеси аргона и азота можно использовать с:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали 347
Аргон/гелий/O2
Смесь аргона, гелия и кислорода может увеличить энергию дуги и поверхностный нагрев при сварке черных металлов. Обычно для этой цели на цветных материалах используется только гелий и аргон.

Эта тройная смесь повышает текучесть сварочной ванны, обеспечивая равномерный профиль сварного шва и меньшую пористость.
- Дуговая сварка металлическим газом (GMAW) черных металлов
Аргон/водород
Аргон и водород — менее распространенная смесь, но ее можно использовать для сварки аустенитной стали с использованием дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), также известной как метод TIG.
Водород добавляется в аргон для увеличения скорости и профиля валика окончательного сварного шва. Это помогает поддерживать узкую и точную дугу, увеличивая теплопередачу.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) аустенитной стали
Аргон/CO2/водород
В аргон можно добавлять небольшое количество двуокиси углерода и водорода для поддержания стабильности дуги, минимизации нагара и увеличения смачивания при сварке нержавеющей стали.
 Вы не должны использовать эту смесь на низколегированных сталях, так как это вызовет серьезные проблемы с растрескиванием.
Вы не должны использовать эту смесь на низколегированных сталях, так как это вызовет серьезные проблемы с растрескиванием.- Сварка нержавеющей стали в среде инертного газа (MIG)
Читайте также : Какого размера бывают баллоны со сварочным газом?
Газы при кислородно-топливной сварке
Газокислородная сварка сейчас не так популярна, как раньше, благодаря развитию и широкой доступности дуговой сварки. Этот тип сварки был изобретен в 1903 году и использует простую газовую горелку для сварки металлов.
Электроды для дуговой сварки были разработаны в 1920-х годах и обеспечили более точный и быстрый метод сварки, который также можно было использовать для сварки высокореактивных металлов.
Тем не менее, многие люди по-прежнему используют газокислородную сварку для создания произведений искусства или сварки в небольших или домашних мастерских. При кислородно-топливной сварке используется газ или горючая жидкость для подпитки горения.

Давайте рассмотрим основные виды топлива, используемые в этом типе сварки. Каждый из них в сочетании с кислородом создает пламя.
- Ацетилен – это основное топливо, используемое для кислородно-топливной сварки. Преимуществами являются высокая температура горения, что делает его идеальным для сварки высокопрочных сталей, и зона восстановления вокруг зоны сварки, которая помогает очистить металл.
- Пропан – Пропан имеет гораздо более низкую температуру пламени, чем ацетилен, и не имеет восстановительной зоны. Из-за этого пропан не идеален для сварки, но лучше ацетилена для резки, нагрева или гибки. Для достижения наилучших результатов следует использовать инжекторную горелку.
- Пропилен – Пропилен больше всего похож на пропан и лучше подходит для резки, чем для сварки. Использование пропилена для сварки обычно приводит к хрупкому сварному шву. Пропилен также лучше всего работает с инжекторной горелкой и поддерживает чистоту наконечника.

- Более высокие рабочие температуры – Электродуговые сварщики производят более высокие температуры, чем газовая сварка. Эти более высокие температуры более эффективны при плавлении металла.