Газорезное оборудование: Газорежущее оборудование – Афалина ГК
alexxlab | 21.08.1993 | 0 | Разное
Газоварне,газорізне,газобалоне обладнання і комплектуючі часів СРСР нове і б/у
Продавець Интернет-магазин Ассорти Инструмент розвиває свій бізнес на Prom.ua 7 років.
Знак PRO означає, що продавець користується одним з платних пакетів послуг Prom.ua з розширеними функціональними можливостями.
Порівняти можливості діючих пакетів
146 відгуків
ГАЗВАРОЧНЕ ОБОРУДАННЯ СРСР
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Купити
-
Купити
 eyJwcm9kdWN0SWQiOjE2NjI0MDM4NTEsImNhdGVnb3J5SWQiOjE0MjcxMiwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4yOTY0MTI1LCJwYWdlSWQiOiI5OWZlZjk4Zi1mNWZkLTRhMGQtYTY4Ny01YWUxZjcyMTMxZmIiLCJwb3ciOiJ2MiJ9.pwstlsnTgga5ih_6p1MPokwKahagiNy74Mr6LxHdef8″ data-advtracking-product-id=”1662403851″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjE2NjI0MDM4NTEsImNhdGVnb3J5SWQiOjE0MjcxMiwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4yOTY0MTI1LCJwYWdlSWQiOiI5OWZlZjk4Zi1mNWZkLTRhMGQtYTY4Ny01YWUxZjcyMTMxZmIiLCJwb3ciOiJ2MiJ9.pwstlsnTgga5ih_6p1MPokwKahagiNy74Mr6LxHdef8″ data-advtracking-product-id=”1662403851″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
 eyJwcm9kdWN0SWQiOjk2NjcyNTMzLCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4yOTgyMTUyLCJwYWdlSWQiOiI0YjNmNTc1Ny1kNjg1LTRjMjgtYmI2MS01MjQ3MzQ3OTY4MjUiLCJwb3ciOiJ2MiJ9.s2t8Zqymg-DfRSWRceH8dCuZ8jFGISKlHFkE50VbCQU” data-advtracking-product-id=”96672533″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjk2NjcyNTMzLCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4yOTgyMTUyLCJwYWdlSWQiOiI0YjNmNTc1Ny1kNjg1LTRjMjgtYmI2MS01MjQ3MzQ3OTY4MjUiLCJwb3ciOiJ2MiJ9.s2t8Zqymg-DfRSWRceH8dCuZ8jFGISKlHFkE50VbCQU” data-advtracking-product-id=”96672533″ data-tg-chain=”{"view_type": "preview"}”>Купити
-
Купити
 eyJwcm9kdWN0SWQiOjcyMjAzNzU2LCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4yOTk3ODksInBhZ2VJZCI6IjZlYjNjMzBhLTNmY2MtNGVmMy1iNTkzLTRhMmMzOWZhMDRiNyIsInBvdyI6InYyIn0.TQN11TJrrtqkoe4FX8FOS3CJWg1Cw5SnC59sjrVBI-s” data-advtracking-product-id=”72203756″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjcyMjAzNzU2LCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4yOTk3ODksInBhZ2VJZCI6IjZlYjNjMzBhLTNmY2MtNGVmMy1iNTkzLTRhMmMzOWZhMDRiNyIsInBvdyI6InYyIn0.TQN11TJrrtqkoe4FX8FOS3CJWg1Cw5SnC59sjrVBI-s” data-advtracking-product-id=”72203756″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
 eyJwcm9kdWN0SWQiOjY4NTQ2NDQwLCJjYXRlZ29yeUlkIjoxNDE2MDQwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDExNTgsInBhZ2VJZCI6ImM1ZGI3NjAzLWY3YTEtNDQ1MC1iMDQ2LThlN2ZkZmU2YjEyNiIsInBvdyI6InYyIn0.QHtaEaSAgmGBGaOYYii9VvAZZY9sh_coyRF80XcbXGg” data-advtracking-product-id=”68546440″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjY4NTQ2NDQwLCJjYXRlZ29yeUlkIjoxNDE2MDQwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDExNTgsInBhZ2VJZCI6ImM1ZGI3NjAzLWY3YTEtNDQ1MC1iMDQ2LThlN2ZkZmU2YjEyNiIsInBvdyI6InYyIn0.QHtaEaSAgmGBGaOYYii9VvAZZY9sh_coyRF80XcbXGg” data-advtracking-product-id=”68546440″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
 eyJwcm9kdWN0SWQiOjgwMDc0NjA0LCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDMzMzMzLCJwYWdlSWQiOiIzYzc4ODY5OS0xZjFkLTQzMmYtOGFkNC0xYjlhM2Q5ZmU5ZWUiLCJwb3ciOiJ2MiJ9.yHmPaooUllOTBsvrgBi56vrkJNnB4hb0arjrQcq0Wt8″ data-advtracking-product-id=”80074604″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjgwMDc0NjA0LCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDMzMzMzLCJwYWdlSWQiOiIzYzc4ODY5OS0xZjFkLTQzMmYtOGFkNC0xYjlhM2Q5ZmU5ZWUiLCJwb3ciOiJ2MiJ9.yHmPaooUllOTBsvrgBi56vrkJNnB4hb0arjrQcq0Wt8″ data-advtracking-product-id=”80074604″ data-tg-chain=”{"view_type": "preview"}”>Купити
 eyJwcm9kdWN0SWQiOjY5NzIxOTE0LCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDQ5MjI4LCJwYWdlSWQiOiI1NmM1MWZhOC1iZmYzLTQwMDItYTQ5Ni0yNzgzZWNjMjU3YjciLCJwb3ciOiJ2MiJ9.86yuCxKWiArzht78_cD1SYlLyl0cq994EWJQir76OlU” data-advtracking-product-id=”69721914″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjY5NzIxOTE0LCJjYXRlZ29yeUlkIjoxNDQwMDMwMSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDQ5MjI4LCJwYWdlSWQiOiI1NmM1MWZhOC1iZmYzLTQwMDItYTQ5Ni0yNzgzZWNjMjU3YjciLCJwb3ciOiJ2MiJ9.86yuCxKWiArzht78_cD1SYlLyl0cq994EWJQir76OlU” data-advtracking-product-id=”69721914″ data-tg-chain=”{"view_type": "preview"}”>Купити
-
Купити
 eyJwcm9kdWN0SWQiOjE2MjU5MjU3OTEsImNhdGVnb3J5SWQiOjE0NDA5OSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDY0MTcsInBhZ2VJZCI6IjQzNWRlZWVkLTY1NDUtNDUwZC04MjM5LTY4YzhkNGZkNzk0MSIsInBvdyI6InYyIn0.nGSL3NlMj7vUHO06Qy_GIdILb87j5ZfQ7cphzVN5n1c” data-advtracking-product-id=”1625925791″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjE2MjU5MjU3OTEsImNhdGVnb3J5SWQiOjE0NDA5OSwiY29tcGFueUlkIjoyMDg0OTQ0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2Njc4NTk1MC4zMDY0MTcsInBhZ2VJZCI6IjQzNWRlZWVkLTY1NDUtNDUwZC04MjM5LTY4YzhkNGZkNzk0MSIsInBvdyI6InYyIn0.nGSL3NlMj7vUHO06Qy_GIdILb87j5ZfQ7cphzVN5n1c” data-advtracking-product-id=”1625925791″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
 eyJwcm9kdWN0SWQiOjEwOTkxNzY4MywiY2F0ZWdvcnlJZCI6MTQxNjExLCJjb21wYW55SWQiOjIwODQ5NDQsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2Nzg1OTUwLjMwNzY2MSwicGFnZUlkIjoiMzMwM2NhNDYtOTM4NC00OTM2LWE4NmQtMWQxOTEzZDY2ZmY0IiwicG93IjoidjIifQ.iLT3rtTuc0OXSM0UCE9QW79RB0n7wK4Wrtpg9_sJBE8″ data-advtracking-product-id=”109917683″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjEwOTkxNzY4MywiY2F0ZWdvcnlJZCI6MTQxNjExLCJjb21wYW55SWQiOjIwODQ5NDQsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2Nzg1OTUwLjMwNzY2MSwicGFnZUlkIjoiMzMwM2NhNDYtOTM4NC00OTM2LWE4NmQtMWQxOTEzZDY2ZmY0IiwicG93IjoidjIifQ.iLT3rtTuc0OXSM0UCE9QW79RB0n7wK4Wrtpg9_sJBE8″ data-advtracking-product-id=”109917683″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
 eyJwcm9kdWN0SWQiOjEwOTkxNzk0NiwiY2F0ZWdvcnlJZCI6MTQ0MDAzMDEsImNvbXBhbnlJZCI6MjA4NDk0NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjY3ODU5NTAuMzA5MTEzMywicGFnZUlkIjoiMzY3N2ZmM2YtZmMzMy00NTg3LWEzZWEtNmNhOGI3ZDczYWNkIiwicG93IjoidjIifQ.AASVZ2WYj6drNgK7-hkTp_pv5iPvaJu_zOww3cFSvHg” data-advtracking-product-id=”109917946″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjEwOTkxNzk0NiwiY2F0ZWdvcnlJZCI6MTQ0MDAzMDEsImNvbXBhbnlJZCI6MjA4NDk0NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjY3ODU5NTAuMzA5MTEzMywicGFnZUlkIjoiMzY3N2ZmM2YtZmMzMy00NTg3LWEzZWEtNmNhOGI3ZDczYWNkIiwicG93IjoidjIifQ.AASVZ2WYj6drNgK7-hkTp_pv5iPvaJu_zOww3cFSvHg” data-advtracking-product-id=”109917946″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
 eyJwcm9kdWN0SWQiOjEwOTkxODQ5MywiY2F0ZWdvcnlJZCI6MTQyNzEyLCJjb21wYW55SWQiOjIwODQ5NDQsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2Nzg1OTUwLjMxMDY0NjMsInBhZ2VJZCI6IjI4Njk4ODk0LWI1N2ItNGRmOC1iZTRkLTAyMzg4ZDM2NGIzNCIsInBvdyI6InYyIn0.cS1IVQeb33nkabEzb2zt8BoToUmI8_ITpT3qUanBCYg” data-advtracking-product-id=”109918493″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjEwOTkxODQ5MywiY2F0ZWdvcnlJZCI6MTQyNzEyLCJjb21wYW55SWQiOjIwODQ5NDQsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2Nzg1OTUwLjMxMDY0NjMsInBhZ2VJZCI6IjI4Njk4ODk0LWI1N2ItNGRmOC1iZTRkLTAyMzg4ZDM2NGIzNCIsInBvdyI6InYyIn0.cS1IVQeb33nkabEzb2zt8BoToUmI8_ITpT3qUanBCYg” data-advtracking-product-id=”109918493″ data-tg-chain=”{"view_type": "preview"}”>Купити
Купити
Автомобиль: три в одном. «Ангарский Водоканал» принимает на вооружение тяжёлую технику
Новости
Цыганский табор – так теперь уже с полушутливой ностальгией специалисты муниципального предприятия «Ангарский Водоканал» называют ситуации, когда приходилось направлять ремонтные бригады на отдалённые территории.
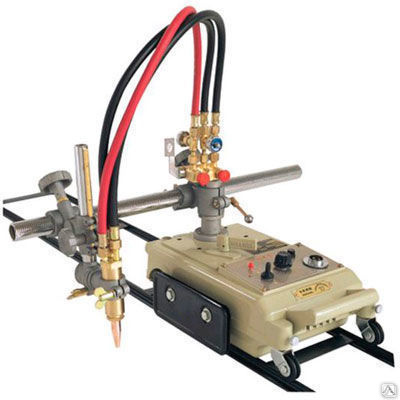
Визуально, и правда, очень похоже: на каждый подобный выезд к месту устранения неполадок неизменно выдвигалась вереница из трёх единиц спецтехники. В первой машине добирались рабочие, следом в прицепе доставлялось газорезное оборудование, а замыкал колонну трактор с бытовкой. Но сегодня такие караваны уходят в прошлое. Сейчас три транспортных средства способна заменить всего одна современная машина.
Но сегодня такие караваны уходят в прошлое. Сейчас три транспортных средства способна заменить всего одна современная машина.
Успели по прежним ценам
На днях в распоряжение «Ангарского Водоканала» поступили передвижные мастерские на базе российского среднетоннажного грузового автомобиля ГАЗон-Next. Эти внушительных габаритов аппараты предназначены для проведения аварийных и плановых ремонтных работ, в особенности на удалённых участках сетей.
Цеха на колёсах оборудованы отдельными бытовыми помещениями для комфортного отдыха и приёма пищи. Вместе с этим основную часть салона занимают непосредственно мастерские со слесарными верстаками для оперативного ремонта в полевых условиях и многообразием инструментов. Вся спецтехника питается не от электрики, а от гидравлической станции, что крайне важно при обеспечении безопасности, когда речь идёт о работе в колодцах.
Передвижные мастерские укомплектованы газорезным оборудованием, отбойными молотками, воздуходувками, помпами для откачки воды, агрегатами для врезки в сеть под давлением (без отключения коммуникаций) и дополнительным переносным освещением для выполнения работ в ночное время. Весь этот арсенал также произведён отечественной фирмой, специализирующейся на гидравлических инструментах. Оборудование для мастерских «Ангарский Водоканал» закупал отдельно. На комплектацию автомобилей ушло три месяца.
Весь этот арсенал также произведён отечественной фирмой, специализирующейся на гидравлических инструментах. Оборудование для мастерских «Ангарский Водоканал» закупал отдельно. На комплектацию автомобилей ушло три месяца.
– Полгода назад мы приобрели первую машину, проверили её в деле и решили, что нужно немедленно брать ещё две такие же, – рассказывает директор МУП «Ангарский Водоканал» Александр АЛЕКСЕЕВ. – В декабре в рамках производственной программы мы разыграли конкурс и оплатили технику. Таким образом автомобили к нам пришли ещё по ценам 2021 года. Сейчас эти затраты выросли бы вдвое. На данный момент все три передвижные мастерские уже допущены к работе.
Юркий экскаватор на джойстике
Кроме этого, автопарк муниципального предприятия пополнился и новым самоходным экскаватором, способным выполнять задачи на любом виде грунта. Землеройная машина прибыла в Ангарск из Челябинска, в то же время водители не без доли юмора отмечают, что удобство рабочего места в салоне больше напоминает «Мерседес». Управляется современная техника и вовсе с помощью джойстика. При всей своей мощи экскаватор довольно юркий и может передвигаться со скоростью 35 километров в час. Это позволяет оранжевой громадине с ковшом в короткие сроки добираться даже до отдалённых районов Ангарского округа.
Управляется современная техника и вовсе с помощью джойстика. При всей своей мощи экскаватор довольно юркий и может передвигаться со скоростью 35 километров в час. Это позволяет оранжевой громадине с ковшом в короткие сроки добираться даже до отдалённых районов Ангарского округа.
С работой новой техники познакомился и мэр Сергей ПЕТРОВ.
– В ведении «Ангарского Водоканала» находится значительное по масштабам коммунальное хозяйство, и его бесперебойная работа волнует каждого жителя. Специализированная техника, которую мы сегодня увидели, повышает мобильность и эффективность ремонта, а кроме того, что немаловажно, снижает себестоимость затрат. Я убеждён в том, что обновление автопарка предприятия – правильная тенденция, поскольку сети не молодеют. Оперативность их обслуживания – важная составляющая работы «Водоканала» на благо всех ангарчан, – осмотрев технику, резюмировал Сергей Петров.
Стоит добавить, что за шесть лет «Ангарский Водоканал» обновил уже более половины своего автопарка. За это время было приобретено 42 единицы транспорта. Сегодня коллектив муниципального предприятия насчитывает 637 человек. Между тем в разных цехах «Ангарского Водоканала» всё ещё имеется почти 40 вакантных мест.
За это время было приобретено 42 единицы транспорта. Сегодня коллектив муниципального предприятия насчитывает 637 человек. Между тем в разных цехах «Ангарского Водоканала» всё ещё имеется почти 40 вакантных мест.
Максим ГОРБАЧЁВ
Оборудование для газовой сварки и резки
Сварочные газы
Ацетилен
Это основное топливо для кислородно-топливной сварки и резки. Он химически очень нестабилен и хранится в специальных баллонах, предназначенных для растворения газа. Цилиндры заполняются пористым материалом, а затем пропитываются ацетоном. Когда в цилиндр добавляют ацетилен, он растворяется; в этом растворе он становится устойчивым. Чистый ацетилен, хранящийся в свободном состоянии, взрывается от легкого удара при 290,4 фунта на квадратный дюйм (psi). Манометр ацетилена никогда не должен быть установлен выше 15 фунтов на квадратный дюйм при сварке или резке.
Аргон
Аргон — бесцветный, не имеющий запаха и вкуса нетоксичный инертный газ. Инертный газ не может сочетаться с другими элементами. Он имеет очень низкую химическую активность и низкую теплопроводность. Он используется в качестве газовой защиты электрода в сварочном оборудовании MIG, TIG и плазменной сварке.
Инертный газ не может сочетаться с другими элементами. Он имеет очень низкую химическую активность и низкую теплопроводность. Он используется в качестве газовой защиты электрода в сварочном оборудовании MIG, TIG и плазменной сварке.
Гелий
Гелий — бесцветный, не имеющий запаха и вкуса нетоксичный инертный газ. Его температуры кипения и плавления являются самыми низкими среди элементов, и обычно он существует только в виде газа. Он используется в качестве защитного газового щита для многих промышленных применений, включая электродуговую сварку.
Водород
Водород представляет собой бесцветный, не имеющий запаха и вкуса легковоспламеняющийся газ. Он может использоваться при более высоком давлении, чем ацетилен, и используется для подводной сварки и резки. Его также можно использовать для сварки алюминия с использованием кислородно-водородного процесса.
Кислород
Кислород — это бесцветный, негорючий газ без запаха. Он используется в процессе сварки для увеличения скорости горения, что увеличивает температуру пламени горючего газа.
Регуляторы давления
Регулятор давления крепится к газовому баллону и используется для снижения давления в баллоне до желаемого рабочего давления. Регуляторы имеют два манометра, один показывает давление в цилиндре, а второй показывает рабочее давление. При повороте регулировочной ручки внутрь или наружу пружина, приводящая в действие гибкую диафрагму, открывает или закрывает клапан в регуляторе. Поворот ручки приводит к увеличению расхода и давления; его резервное копирование снижает поток и давление.
Существует два типа регуляторов: одноступенчатый и двухступенчатый. Они выполняют ту же функцию, но двухступенчатый регулятор поддерживает более постоянное давление на выходе и расход при снижении объема и давления в цилиндре. Двухступенчатые регуляторы можно узнать по большей второй камере давления под ручкой регулятора. [Рисунки 1 и 2]
Рисунок 1. Одноступенчатый ацетиленовый регулятор. Обратите внимание на максимальное рабочее давление 15 фунтов на квадратный дюйм. Соединительная гайка цилиндра с насечной канавкой указывает на левую резьбу Одноступенчатый ацетиленовый регулятор. Обратите внимание на максимальное рабочее давление 15 фунтов на квадратный дюйм. Соединительная гайка цилиндра с насечной канавкой указывает на левую резьбу |
| Рисунок 2. Двухступенчатый кислородный регулятор. Отсутствие канавки на соединительной гайке цилиндра указывает на правую резьбу |
Сварочный шланг
Сварочный шланг соединяет регуляторы с горелкой. Обычно это двойной шланг, соединенный вместе во время производства. Ацетиленовый шланг красного цвета и имеет левую резьбу, обозначенную канавкой, прорезанной в соединительной гайке. Кислородный шланг зеленого цвета и имеет правую резьбу, на что указывает отсутствие канавки на соединительной гайке.
Сварочные шланги производятся различных размеров от ¼ дюйма до ½ дюйма с внутренним диаметром (ID). Шланг должен иметь маркировку для легких, стандартных и тяжелых условий эксплуатации, а также класс, указывающий, имеет ли он маслостойкое и/или огнестойкое покрытие. На шланге должна быть дата изготовления, максимальное рабочее давление 200 фунтов на квадратный дюйм и указание на то, что он соответствует спецификации IP-90 Ассоциации производителей резины и Ассоциации сжатого газа для резиновых сварочных шлангов. Шланг класса R следует использовать только с ацетиленом. Шланг класса T должен использоваться с пропаном, MAPP® и всеми другими топливными газами.
Шланг должен иметь маркировку для легких, стандартных и тяжелых условий эксплуатации, а также класс, указывающий, имеет ли он маслостойкое и/или огнестойкое покрытие. На шланге должна быть дата изготовления, максимальное рабочее давление 200 фунтов на квадратный дюйм и указание на то, что он соответствует спецификации IP-90 Ассоциации производителей резины и Ассоциации сжатого газа для резиновых сварочных шлангов. Шланг класса R следует использовать только с ацетиленом. Шланг класса T должен использоваться с пропаном, MAPP® и всеми другими топливными газами.
Обратные клапаны и устройства обратного воспламенения
Обратный клапан останавливает обратный поток газа и может быть установлен либо между регулятором и шлангом, либо между шлангом и горелкой. [Рис. 3] Чрезмерный перегрев режущих, сварочных и нагревательных наконечников может привести к обратному воспламенению. Вспышка может быть вызвана перегревом наконечника и воспламенением газа до того, как он выйдет из наконечника. В этом случае пламя горит внутри, а не снаружи наконечника, и обычно его можно узнать по пронзительному шипению или визгу.
В этом случае пламя горит внутри, а не снаружи наконечника, и обычно его можно узнать по пронзительному шипению или визгу.
| Рис. 3. Обратные клапаны |
Пламегаситель, установленный на каждом шланге, предотвращает попадание пламени или кислородно-топливной смеси обратно в любой из цилиндров, что может привести к взрыву. Пламегасители включают в себя обратный клапан, который останавливает обратный поток газа и распространение обратного возгорания. [Рис. 4]
| Рис. 4. Пламегасители |
Горелки
Горелка равного давления
Горелка равного давления чаще всего используется для кислородно-ацетиленовой сварки. Он имеет смесительную камеру и использует ацетиленовое топливо при давлении 1–15 фунтов на квадратный дюйм. Пламя легко регулировать, и с этой горелкой меньше шансов обратного воспламенения. Существует несколько небольших легких горелок этого типа, которые идеально подходят для сварки в авиации. Горелки Smith Airline™ и Meco Midget™ достаточно малы, чтобы их можно было использовать в тесных замкнутых пространствах, достаточно легки, чтобы снизить утомляемость во время длительных сварочных сеансов, но с соответствующими наконечниками способны сваривать сталь толщиной 0,250 дюйма.
Существует несколько небольших легких горелок этого типа, которые идеально подходят для сварки в авиации. Горелки Smith Airline™ и Meco Midget™ достаточно малы, чтобы их можно было использовать в тесных замкнутых пространствах, достаточно легки, чтобы снизить утомляемость во время длительных сварочных сеансов, но с соответствующими наконечниками способны сваривать сталь толщиной 0,250 дюйма.
Инжекторная горелка
Инжекторная горелка использует топливный газ под давлением от 0 до 2 фунтов на квадратный дюйм. Эта горелка обычно используется с пропаном и пропиленом. Кислород под высоким давлением поступает через небольшое сопло внутри головки горелки и увлекает за собой топливный газ посредством эффекта Вентури. Горелка форсунки низкого давления более склонна к воспламенению.
Резак
Резак — это приспособление, добавляемое к рукоятке резака и позволяющее резать металл. Процесс резки – это, по сути, быстрое сжигание или окисление металла в локализованной области. Металл нагревается до ярко-красного цвета (от 1400 ° F до 1600 ° F), что является температурой воспламенения, с использованием только форсунок предварительного нагрева. Затем на нагретый металл направляется струя кислорода под высоким давлением, выпускаемая рычагом на режущем приспособлении. Этот взрыв кислорода соединяется с горячим металлом и образует сильно раскаленный оксид. Расплавленный оксид выдувается по сторонам разреза, нагревая металл на своем пути до температуры воспламенения, когда горелка перемещается по линии желаемого разреза. Нагретый металл также сгорает до оксида, который сдувается с нижней стороны изделия. [Рисунок 5]
Металл нагревается до ярко-красного цвета (от 1400 ° F до 1600 ° F), что является температурой воспламенения, с использованием только форсунок предварительного нагрева. Затем на нагретый металл направляется струя кислорода под высоким давлением, выпускаемая рычагом на режущем приспособлении. Этот взрыв кислорода соединяется с горячим металлом и образует сильно раскаленный оксид. Расплавленный оксид выдувается по сторонам разреза, нагревая металл на своем пути до температуры воспламенения, когда горелка перемещается по линии желаемого разреза. Нагретый металл также сгорает до оксида, который сдувается с нижней стороны изделия. [Рисунок 5]
| Рис. 5. Рукоятка горелки с режущими, нагревательными и сварочными наконечниками |
Наконечники горелки
Наконечник горелки подает и регулирует последний поток газов. Важно, чтобы вы использовали правильный наконечник с правильным давлением газа для удовлетворительной сварки.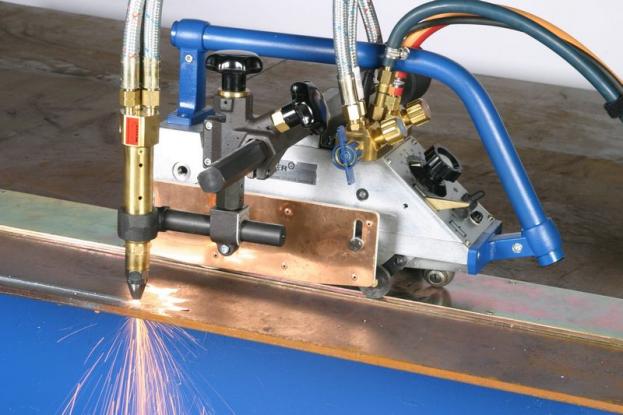 Размер отверстия наконечника, а не температура, определяет количество тепла, подаваемого на работу. Если используется слишком маленький наконечник, выделяемого тепла недостаточно для проникновения на нужную глубину. Если наконечник слишком большой, жар слишком велик, и в металле прожигаются дыры.
Размер отверстия наконечника, а не температура, определяет количество тепла, подаваемого на работу. Если используется слишком маленький наконечник, выделяемого тепла недостаточно для проникновения на нужную глубину. Если наконечник слишком большой, жар слишком велик, и в металле прожигаются дыры.
Размеры наконечника горелки обозначены цифрами. Производитель может предоставить таблицу с рекомендуемыми размерами для сварки металла определенной толщины. При использовании наконечник горелки забивается нагаром. Если допустить контакт с расплавленной ванной, частицы шлака могут засорить наконечник. Это может вызвать обратное пламя, которое представляет собой мгновенный обратный поток газов на кончике горелки. Обратный огонь редко бывает опасен, но расплавленный металл может разбрызгаться, когда пламя взорвется. Наконечники следует очищать с помощью средства для чистки наконечников подходящего размера, чтобы избежать увеличения отверстия наконечника.
Сварочные очки
Защитные очки для использования с оборудованием для кислородно-топливной сварки доступны в нескольких стилях и должны использоваться для защиты глаз сварщика от яркого пламени и летящих искр. Эти очки не предназначены для использования с оборудованием для дуговой сварки.
Эти очки не предназначены для использования с оборудованием для дуговой сварки.
Некоторые модели имеют индивидуальные линзы и очки с головным убором и/или эластичным ремешком для головы, которые плотно прилегают к глазам и защищают от случайной искры в душе. [Рис. 6] Еще один популярный стиль — это прямоугольный щиток для глаз со стандартным объективом размером 2 дюйма на 4,25 дюйма. Этот стиль доступен с эластичным ремешком, но гораздо более удобен и лучше подходит, когда прикреплен к подходящему регулируемому головному убору. Его можно носить поверх очков, отпускаемых по рецепту, он обеспечивает защиту от летящих искр и подходит для линз различных стандартных оттенков и цветов. Перед затемненной линзой добавлена прозрачная линза из безопасного стекла, чтобы защитить ее от повреждений. [Рисунок 7]
| Рисунок 6. Сварные очки |
Рисунок 7. GASD WELD GEALD GEIL GEAL SHIED ATRACTABLABLABLABLABLABLABLABLABLABLABLABLABLABLABLE ARTACTABLABLABLABLE GASD WELD GEALD GEIL GEAL SHIED ATRACTABLABLABLABLABLABLABLABLABLABLABLABLABLABLABLE ARTACTABLABLABLABLE | ||||||
| Рисунок 7. GASD WELD GEALD GEIF выбрать оттенок линзы для газовой сварки в зависимости от яркости пламени горелки. Самый темный оттенок линзы, показывающий четкое определение работы, обычно был наиболее желательным. Однако, когда для пайки и сварки использовался флюс, тепло горелки приводило к тому, что натрий в флюсе испускал блестящую желто-оранжевую вспышку, скрывая четкий обзор зоны сварки и вызывая множество проблем со зрением. Различные типы линз и цветов без особого успеха пробовались в течение определенного периода времени. Только в конце 1980-х годов компания TM Technologies разработала и запатентовала новое зеленое стекло, предназначенное специально для кислородно-топливной сварки алюминия. Он не только полностью устранил натриево-оранжевые блики, но и обеспечил необходимую защиту от ультрафиолетового, инфракрасного и синего света, а также ударопрочность в соответствии с требованиями стандартов безопасности Американского национального института стандартов (ANSI) Z87-1989 для объективов специального назначения. Зажигалки для фонарейЗажигалки для фонарей называются фрикционными зажигалками или кремневыми бойками. Зажигалка состоит из куска стали в форме напильника, обычно утопленного в чашеобразном устройстве, и сменного кремня, который при протягивании по стали производит град искр для зажигания горючего газа. Ни в коем случае нельзя использовать открытый огонь или спички для зажигания факела, так как скопившийся газ может окутать руку и при воспламенении вызвать сильный ожог. [Рис. 8]
Присадочный стержень Использование соответствующего типа присадочного стержня очень важно для кислородно-ацетиленовой сварки. Этот материал не только упрочняет зону сварки, но и придает желаемые свойства готовому сварному шву. Сварочные прутки могут быть из черных и цветных металлов. К железным стержням относятся стержни из углеродистой и легированной стали, а также стержни из чугуна. К цветным стержням относятся латунь, алюминий, магний, медь, серебро и их различные сплавы. Сварочные прутки производятся стандартной длины 36 дюймов и диаметром от 1/16 до 3/8 дюймов. Диаметр используемого стержня зависит от толщины соединяемых металлов. Если стержень слишком мал, он не может достаточно быстро отводить тепло от ванны, и в результате образуется прожженное отверстие. Стержень слишком большого диаметра отводит тепло и охлаждает ванну, что приводит к плохому проникновению в соединяемый металл. Настройка оборудованияНастройка оборудования для ацетиленовой сварки при подготовке к сварке должна выполняться в систематическом и определенном порядке, чтобы избежать дорогостоящего повреждения оборудования и угрозы безопасности персонала. Газовые баллоны Все баллоны следует хранить и транспортировать в вертикальном положении, особенно баллоны с ацетиленом, поскольку они содержат абсорбирующий материал, пропитанный жидким ацетоном. Если бы цилиндр был положен на бок, позволяя ацетону попасть и загрязнить регулятор, шланг и горелку, это может привести к нехватке топлива и, как следствие, к обратному воспламенению в системе. Если баллон с ацетиленом необходимо положить на бок на какое-то время, перед использованием он должен храниться в вертикальном положении как минимум в два раза дольше. Газовые баллоны должны быть закреплены, как правило, цепью, на постоянном месте или в подходящей передвижной тележке. РегуляторыПеред установкой регулятора на газовый баллон откройте на мгновение запорный клапан баллона, чтобы выдуть любой посторонний материал, который может застрять в выпускном отверстии. Закройте клапан и протрите соединение чистой обезжиренной тканью. Подсоедините регулятор давления ацетилена к ацетиленовому баллону и затяните левую гайку. Подсоедините регулятор давления кислорода к кислородному баллону и затяните правую гайку. Соединительные фитинги изготовлены из латуни и не требуют большого крутящего момента, чтобы предотвратить их утечку. В это время убедитесь, что регулировочный винт на каждом регуляторе давления вывинчен, повернув его против часовой стрелки до свободного вращения. Шланги Подсоедините красный шланг с левой резьбой к регулятору давления ацетилена, а зеленый шланг с правой резьбой к регулятору давления кислорода. Отойдите в сторону от лицевой стороны манометров. Теперь очень медленно откройте вентиль кислородного баллона и снимите показания манометра баллона, чтобы проверить содержимое баллона. Запорный клапан кислородного баллона имеет двухседельный клапан и должен полностью открываться до упора, чтобы закрыть клапан и предотвратить утечку. Запорный вентиль баллона с ацетиленом следует медленно открыть ровно настолько, чтобы получить показания давления в баллоне на регуляторе, а затем еще на пол-оборота. Это позволяет быстро отключиться, если это необходимо. ПРИМЕЧАНИЕ. В качестве рекомендуемой меры безопасности содержимое баллонов не должно опускаться ниже 20 фунтов на квадратный дюйм. Это предотвращает возможный обратный поток газа из противоположного резервуара. Оба шланга следует продуть перед подсоединением к резаку. Это достигается для каждого цилиндра путем поворота винта регулировки давления (по часовой стрелке) до выхода газа, а затем быстрого отвинчивания винта (против часовой стрелки), чтобы перекрыть поток. Это следует делать в хорошо проветриваемом открытом помещении, вдали от искр, пламени или других источников воспламенения. Подключение резакаПодсоедините красный шланг с гайкой соединителя с левой резьбой к фитингу с левой резьбой на резаке. Подсоедините зеленый шланг с гайкой соединителя с правой резьбой к фитингу с правой резьбой на горелке. Закройте клапаны на рукоятке горелки и проверьте все соединения на наличие утечек следующим образом:
Выберите размер наконечникаНаконечники для сварки и резки доступны в различных размерах практически для любой работы и идентифицируются по номеру. Чем выше число, тем больше отверстие в наконечнике, что позволяет направить больше тепла на металл и позволяет сваривать или резать более толстый металл. Сварочные наконечники имеют одно отверстие, а режущие наконечники имеют несколько отверстий. Голодание возникает, если наконечники резака работают с меньшим объемом газа, чем требуется, что приводит к перегреву наконечников и возможным обратным вспышкам. Неправильный размер наконечника и закупоренные отверстия наконечника также могут вызвать перегрев и/или обратное воспламенение. Все топливные баллоны имеют ограниченную емкость для подачи газа к наконечнику. Эта емкость дополнительно ограничивается содержанием газа, оставшимся в баллоне, и температурой баллона. Ниже приведены некоторые рекомендуемые процедуры для защиты от перегрева и обратных воспламенений:
ПРИМЕЧАНИЕ. Максимальная непрерывная скорость отбора ацетилена ограничена одной седьмой номинальной емкости заполненного баллона. Например, ацетиленовый баллон емкостью 330 кубических футов имеет максимальный расход 47 кубических футов в час. Это определяется путем деления 330 (объем цилиндра) на 7 (одна седьмая объема цилиндра). В качестве меры предосторожности рекомендуется установить пламегасители между регуляторами и шлангами подачи газа всех сварочных аппаратов. На рис. 9 показаны рекомендуемые размеры наконечников разных производителей для сварки металлов различной толщины.
Регулировка рабочего давления регулятораРабочее давление должно быть установлено для размера наконечника в соответствии с рекомендациями производителя который используется для сварки или резки. Это рекомендуемый метод, который подходит для большинства операций сварки и резки. В хорошо проветриваемом помещении откройте ацетиленовый клапан на горелке и поверните регулировочный винт на регуляторе давления ацетилена по часовой стрелке, пока не будет установлено нужное давление. Закройте ацетиленовый клапан на горелке. Затем таким же образом установите давление кислорода, открыв кислородный клапан на горелке и поворачивая регулировочный винт по часовой стрелке на кислородном регуляторе, пока не будет установлено желаемое давление. Зажигание и регулировка горелкиПри правильном рабочем давлении ацетилена и кислорода откройте ацетиленовый клапан горелки на четверть или пол-оборота. Направьте горелку в сторону от тела и подожгите ацетилен кремневым бойком. Открывайте ацетиленовый вентиль до тех пор, пока из пламени не исчезнет черный сажистый дым. Пламя чистого ацетилена длинное, кустистое, желтоватого цвета. Медленно откройте кислородный клапан горелки, и пламя уменьшится и приобретет голубовато-белый цвет, который образует яркий внутренний светящийся конус, окруженный внешней оболочкой пламени. Это нейтральное пламя, которое должно устанавливаться до установки науглероживающего или окислительного пламени. Различное пламя Для сварки обычно используются три типа пламени: нейтральное, науглероживающее и окислительное. Каждый служит определенной цели.
Нейтральный пламяГОРЯДОВ ГОРГОВОЙ ПЛОНА примерно на 5 850 ° F на кончике на коне сбалансированная смесь ацетилена и кислорода, подаваемая горелкой. Нейтральное пламя используется для большинства видов сварки, поскольку оно не изменяет состав основного металла. При использовании этого пламени на стали лужа расплавленного металла тихая и прозрачная, и металл течет, образуя полностью проплавленный сварной шов без горения или искрения. Науглероживающее пламя Науглероживающее пламя горит при температуре около 5700 °F на кончике внутреннего ядра. Его также называют восстановительным пламенем, потому что оно имеет тенденцию уменьшать количество кислорода в оксидах железа. Пламя горит с грубым звуком и имеет голубовато-белый внутренний конус, белый центральный конус и светло-голубой внешний конус. Пламя образуется за счет сжигания большего количества ацетилена, чем кислорода, и его можно узнать по зеленоватому оперению на конце конуса. Чем длиннее перо, тем больше ацетилена в смеси. Для большинства сварочных операций длина пера должна примерно в два раза превышать длину внутреннего конуса. Науглероживающее пламя лучше всего использовать для сварки высокоуглеродистых сталей, для наплавки твердым сплавом и для сварки таких сплавов цветных металлов, как алюминий, никель и монель. Окислительное пламя Окислительное пламя горит примерно при 6300 °F и возникает при сжигании избытка кислорода. Для образования этого пламени требуется примерно две части кислорода на одну часть ацетилена. Его можно узнать по более короткому внешнему пламени и маленькому белому внутреннему конусу. Чтобы получить это пламя, начните с нейтрального пламени, а затем откройте кислородный клапан, пока внутренний конус не станет примерно на одну десятую своей первоначальной длины. Окислительное пламя имеет некоторые специфические применения. Слабоокислительное пламя применяют для бронзовой сварки (пайки) стали и чугуна. Более сильное окислительное пламя используется для сварки плавлением латуни и бронзы. Если на сталь подается окислительное пламя, расплавленный металл вспенивается, искрит и горит. Мягкое или жесткое пламяС каждым размером наконечника можно получить нейтральное, науглероживающее или окислительное пламя. Также можно получить мягкое или жесткое пламя, уменьшив или увеличив рабочее давление обоих газов (соблюдая максимальное рабочее давление 15 фунтов на квадратный дюйм для газообразного ацетилена). Для некоторых работ может потребоваться мягкое пламя или низкоскоростное пламя без снижения тепловой мощности. Этого можно добиться, уменьшив рабочее давление с помощью наконечника большего размера и закрыв клапаны горелки до тех пор, пока нейтральное пламя не станет тихим и устойчивым. Обращение с горелкойСледует предостеречь, что неправильная регулировка или обращение с горелкой может привести к обратному воспламенению пламени или, в редких случаях, к обратному воспламенению. Обратный огонь – это мгновенный обратный поток газов на кончике горелки, который заставляет пламя гаснуть. Обратный огонь может быть вызван прикосновением наконечника к заготовке, перегревом наконечника, работой горелки с давлением, отличным от рекомендуемого, незакрепленным наконечником или головкой, грязью или шлаком на конце наконечника, что может привести к расплавлению металл, который будет разбрызгиваться, когда пламя трещит. Воспоминание опасно, потому что это горение газов внутри факела. Обычно это вызвано неплотными соединениями, неправильным давлением или перегревом резака. Пронзительное шипение или визг сопровождаются воспламенением, и, если газы не будут немедленно отключены, пламя может снова прожечь шланг и регуляторы, что приведет к серьезным повреждениям и травмам. RELATED POSTS
Процесс, типы газов и преимущества Газокислородная резка (также называемая газокислородной резкой или газовой резкой) является довольно популярным вариантом процесса термической резки, применяемым на промышленном уровне. Существует несколько различных вариантов газа, которые можно использовать для выполнения этого процесса, с заметными различиями в конечных результатах. Одной из главных причин его популярности является диапазон материалов, которые он может резать: толщина материала, с которым может работать газовая резка, варьируется от 0,5 мм до 250 мм. Затраты на оборудование для газовой резки также относительно дешевы по отраслевым меркам, а весь процесс можно выполнять механически, а не только вручную. Процесс газовой резкиПринципиально говоря, процесс газовой резки относительно прост – в своей простейшей форме газорезка представляет собой сопло, которое направляет как первичный поток кислорода, так и несколько вторичных потоков комбинации кислорода и газа, который служит топливом. Рассматриваемая металлическая деталь сначала нагревается с помощью комбинации газа и кислорода (приблизительно до 700-900 градусов Цельсия, так называемая температура «воспламенения»). В этом состоянии металлическая деталь недостаточно горячая, чтобы плавиться, но еще достаточно горячая, чтобы можно было проводить процесс резки. После нагрева соответствующего металлического предмета первичное сопло направляет поток кислорода на нагретый предмет, вызывая химическую реакцию между металлическим предметом и кислородом. Газовая резка в целом имеет четыре основных предпосылки, которые необходимо выполнить в первую очередь:
Важно отметить, что разные материалы (нержавеющая сталь, различные цветные металлы, чугун и т. Различные типы газаНеудивительно, что газовая резка может использовать различные варианты газа для выполнения процессов газовой резки. Существуют три основные характеристики, по которым можно отличить конкретный тип топливного газа:
Существует пять основных типов газа, которые регулярно используются для выполнения процессов газовой резки: природный газ, MAPP, ацетилен, пропилен и пропан. Мы можем рассмотреть каждый из них немного подробнее. Природный газ Одним из типов газа с самыми низкими характеристиками из всех пяти представленных здесь является природный газ. АцетиленЕсли мы ищем тип газа с самой высокой температурой пламени (3160 градусов Цельсия), нам нужен ацетилен. Конечно, самая высокая пиковая температура делает ацетилен одним из газов с одной из самых высоких скоростей резки из всех. Его пламя также намного быстрее, чем что-то вроде пропана, и оно в основном сосредоточено на внутреннем конусе, уменьшая общую площадь металла, на которую воздействует тепло, и, таким образом, уменьшая процент искажения в целом. 93. В то же время у него есть и достаточно большой недостаток, заключающийся в высокой потребности в объеме топливного газа – соотношение кислорода и топливного газа 3,7 к 1. Пропан Пропан — последний тип газа из пяти, производящий довольно низкий пиковый уровень тепла, но обеспечивающий большую площадь воздействия тепла вокруг сопла. |
 . Эту линзу можно использовать для сварки и пайки любых металлов с помощью кислородно-топливной горелки.
. Эту линзу можно использовать для сварки и пайки любых металлов с помощью кислородно-топливной горелки. Выбрав правильный стержень, можно обеспечить прочность на растяжение или пластичность сварного шва. Точно так же правильный стержень может помочь сохранить желаемую степень коррозионной стойкости. В некоторых случаях подходящий стержень с более низкой температурой плавления помогает избежать трещин, вызванных расширением и сжатием.
Выбрав правильный стержень, можно обеспечить прочность на растяжение или пластичность сварного шва. Точно так же правильный стержень может помочь сохранить желаемую степень коррозионной стойкости. В некоторых случаях подходящий стержень с более низкой температурой плавления помогает избежать трещин, вызванных расширением и сжатием. Все наполнительные стержни должны быть очищены перед использованием.
Все наполнительные стержни должны быть очищены перед использованием. Защитный стальной колпачок баллона нельзя снимать до тех пор, пока баллон не будет введен в эксплуатацию.
Защитный стальной колпачок баллона нельзя снимать до тех пор, пока баллон не будет введен в эксплуатацию. Это место между регулятором и шлангом, в котором должны быть установлены пламегасители. Опять же, поскольку фитинги изготовлены из латуни и легко повреждаются, затягивайте их ровно настолько, чтобы предотвратить утечку.
Это место между регулятором и шлангом, в котором должны быть установлены пламегасители. Опять же, поскольку фитинги изготовлены из латуни и легко повреждаются, затягивайте их ровно настолько, чтобы предотвратить утечку.

 Режущий наконечник имеет одно большое отверстие в центре для режущего кислорода и ряд меньших отверстий вокруг него, которые подают топливо, газ и кислород для пламени предварительного нагрева. Выбор размера наконечника очень важен не только для качества сварного шва и/или эффективности процесса резки, но и для общей работы сварочного оборудования и безопасности обслуживающего его персонала.
Режущий наконечник имеет одно большое отверстие в центре для режущего кислорода и ряд меньших отверстий вокруг него, которые подают топливо, газ и кислород для пламени предварительного нагрева. Выбор размера наконечника очень важен не только для качества сварного шва и/или эффективности процесса резки, но и для общей работы сварочного оборудования и безопасности обслуживающего его персонала. рекомендации производителя по размеру наконечника в зависимости от толщины металла.
рекомендации производителя по размеру наконечника в зависимости от толщины металла.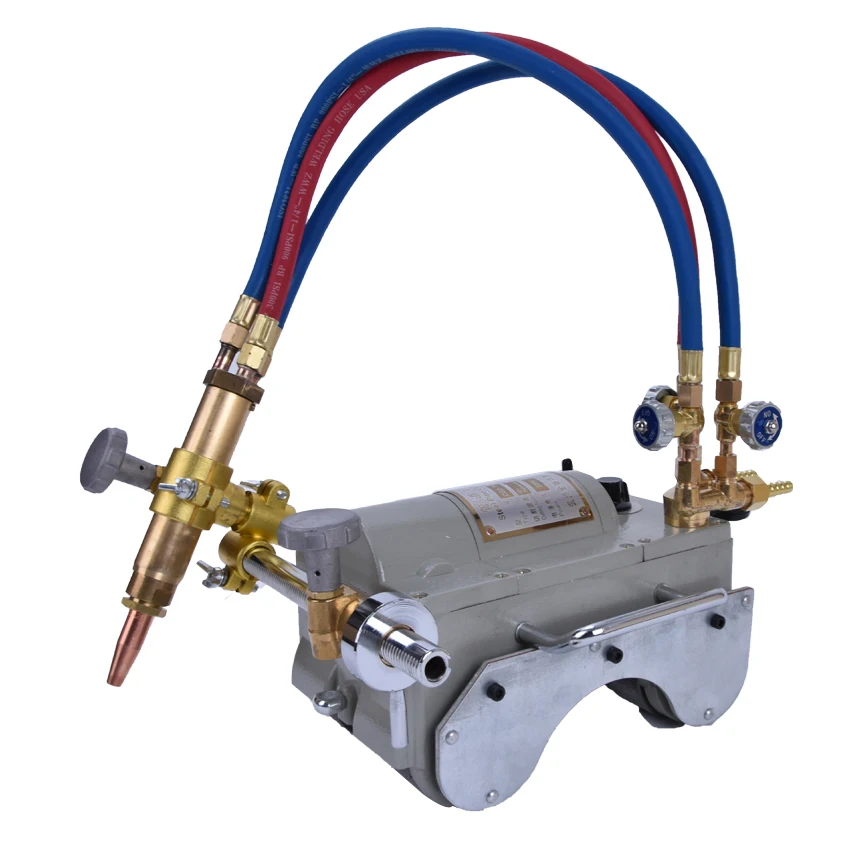
 Затем закройте кислородный клапан на рукоятке горелки. При установленном рабочем давлении можно начинать операцию сварки или резки.
Затем закройте кислородный клапан на рукоятке горелки. При установленном рабочем давлении можно начинать операцию сварки или резки. [Рисунок 10]
[Рисунок 10]
 Окисляющее пламя издает шипящий звук, а внутренний конус несколько заострен и пурпурного цвета на конце.
Окисляющее пламя издает шипящий звук, а внутренний конус несколько заострен и пурпурного цвета на конце. Особенно желательно использовать мягкое пламя при сварке алюминия, чтобы избежать образования отверстий в металле при образовании лужи.
Особенно желательно использовать мягкое пламя при сварке алюминия, чтобы избежать образования отверстий в металле при образовании лужи. Перед повторным зажиганием факела всегда следует определять причину вспышки и устранять проблему. Все газосварочное оборудование должно иметь пламегаситель.
Перед повторным зажиганием факела всегда следует определять причину вспышки и устранять проблему. Все газосварочное оборудование должно иметь пламегаситель.
 Эта реакция создает «шлак» или оксид железа, который сразу же уносится тем же потоком кислорода, который инициировал реакцию, позволяя самому соплу продолжить резку металлической детали.
Эта реакция создает «шлак» или оксид железа, который сразу же уносится тем же потоком кислорода, который инициировал реакцию, позволяя самому соплу продолжить резку металлической детали. д.) имеют разную степень плавления оксида, что требует добавления порошка для снижения температуры плавления оксида и создания « шлак», который можно сдуть.
д.) имеют разную степень плавления оксида, что требует добавления порошка для снижения температуры плавления оксида и создания « шлак», который можно сдуть. 3 соответственно). Эта комбинация параметров делает его относительно средним типом газа с точки зрения скорости резки, но его можно использовать при более высоких уровнях давления, что делает его отличным выбором для различных процедур подводной резки.
3 соответственно). Эта комбинация параметров делает его относительно средним типом газа с точки зрения скорости резки, но его можно использовать при более высоких уровнях давления, что делает его отличным выбором для различных процедур подводной резки.