Газовая сварка гост: Не найдено – HostiMan.ru
alexxlab | 08.02.2023 | 0 | Разное
Рукава для газовой сварки свойства и характеристики
Наибольшее применение газовых рукавов в связке с оборудованием.
Рукава газовый (с красной полосой) соединяется к баллону с газом пропан, ацетилен (карбид), бутан.
Кислородный рукав (с синей полосой) в качестве трубопровода монтируется к кислородному баллону.
Рукав газовый (с желтой полосой) соединяется к баллону бензорезу, керосинорезу с топливом бензин, керосин, уайт-спирит.
Кислородный рукав (с синей полосой) в качестве трубопровода монтируется также к баллону с жидким топливом бензорезу или керосинорезу.
В газовой и бензиновой газосварке применяются совершенно разные комплектующие – редукторы, резаки, горелки, так как работа обеих систем должна соответствовать своим техническим требованиям.
Рукава резиновые для газовой сварки можно эксплуатировать в диапазоне от минус 35 градусов Цельсия до плюс 70 градусов в областях с умеренным и тропическим климатом, в областях с северным климатом выдерживают минус 55 градусов.
Строго регламентируясь характеристикам ГОСТ 9356-75, структура рукавов для сварки (резки) металлов – многослойная, герметичная, стойкая к агрессивным веществам, имеет не менее, чем трехкратный запас прочности при разрыве гидравлическим давлением. Рукава газовые должны быть гибкими (отклонение размеров внешнего радиуса при минимальном изгибе составляет 10%), эластичными.
Шланги для газовой сварки/резки состоят из трех слоев:
1. Внутренняя часть – резиновый слой без грыж, складок, трещин и пористости.
2. Средний усиленный слой – каркас из хлопчатобумажных нитей или из химических волокон, пропитанных или непропитанных. Нитяной каркас может быть выполнен в один или несколько слоев, для повышения прочности газосварочного рукава.
3. Наружный слой – резиновый, может иметь гладкую или рифленую поверхность без видимых дефектов, отслоений, пузырей и др. Рукава с рифленой поверхностью – с усиленным нитяным слоем и без отклонений от округлости.
Наружный слой – резиновый, может иметь гладкую или рифленую поверхность без видимых дефектов, отслоений, пузырей и др. Рукава с рифленой поверхностью – с усиленным нитяным слоем и без отклонений от округлости.
|
Рабочее давление, МПа (кгс/см2) |
Диаметр внутренний, мм |
Диаметр наружный, мм |
Масса 1 м, г (для информации) |
Допустимый радиус при сгибе, мм |
||
|
Значение |
Допустимое отклонение |
Значение |
Допустимое отклонение |
|||
|
0,63 (6,3) 2,00 (20,0) |
6,3 |
+0,20 -0,80 |
13,0 |
±0,5 |
140 |
60 |
|
8,0 |
± 0,50 |
16,0 |
± 1,0 |
190 |
80 |
|
|
9,0 |
± 0,50 |
18,0 |
± 1,0 |
240 |
90 |
|
|
10,0 |
± 0,50 |
19,0 |
± 1,0 |
260 |
100 |
|
|
12,0 |
± 0,65 |
22,0 |
± 1,0 |
360 |
120 |
|
|
12,5 |
± 0,65 |
22,5 |
± 1,0 |
370 |
120 |
|
|
16,0 |
± 0,65 |
26,0 |
± 1,0 |
430 |
160 |
|
|
4,00 (40,0) |
6,3 |
+ 0,20 – 0,80 |
16,0 |
± 1,0 |
260 |
60 |
|
8,0 |
± 0,50 |
19,5 |
± 1,0 |
420 |
80 |
|
Каждая поступающая на наш склад партия газовых резиновых рукавов сопровождается документом качества / паспортом, содержащая следующие характеристики, в них указаны:
1. Изготовитель.
Изготовитель.
2. Полное наименование шлангов, класс, внутренний диаметр, размеры, давление рабочее и длина.
3. Номер партии.
3. Дата производства.
3. Печать технического контроля.
Вернуться в каталог Шланги для газовой сварки
Газовая сварка металлов
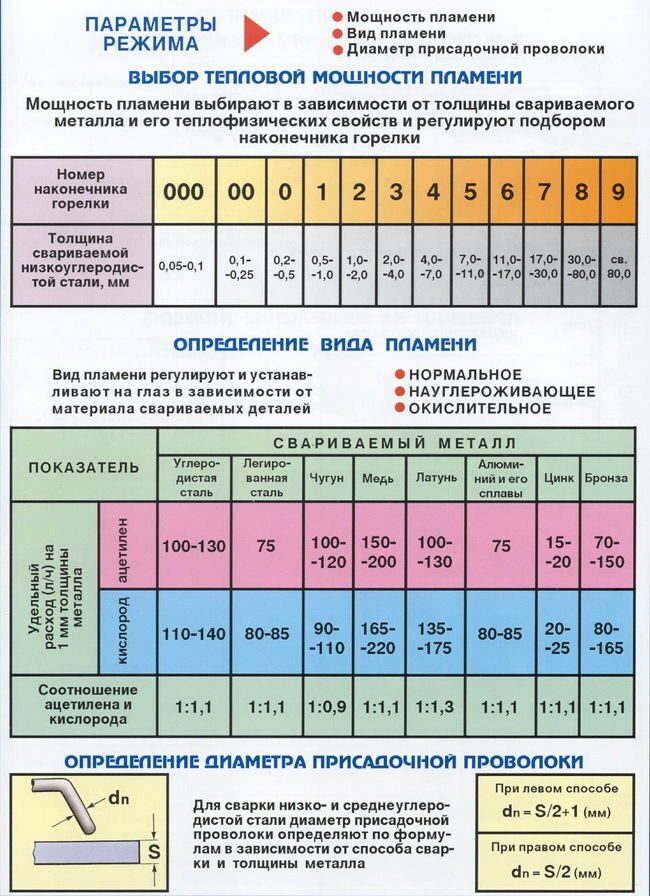
Газовая сварка металлов — это процесс плавления металлов с помощью кислорода и горючего газа, с целью их соединения на атомном уровне. При этом преимущественно применяют ацетилен, реже — пропан, водород, бензин, бутан. Тепло, выделяющееся при горении, расплавляет кромки поверхности и расплавляет присадочный материал с образованием сварочной ванны. В зависимости от количества подаваемого кислорода, пламя может быть окислительным, нормальным, восстановительным. Присадочный пруток выбирается от состава свариваемого металла, а диаметр — от толщины металла.
Газовая сварка металлов плавным и медленным нагревом металла приводит его в расплавленное состояние, при котором учитывается:
- толщина стали (0,2 — 5мм), с увеличением толщины снижается ее производительность;
- цветной металл;
- инструментальный металл, к которым необходим постепенный нагрев и медленное охлаждение;
- специальные стали и чугун, требующие подогрева при сварке.


ГОСТ газовой сварки металлов
Сварка металлов является тем процессом, в котором требуется особое внимание к технике безопасности и тщательное выполнение этих требований.
Вот некоторые стандарты для газового оборудования и резки металлов:
- ГОСТ 4.41 — 85 Система показателей качества продукции. Машины для термической резки металлов. Этот ГОСТ устанавливает основные требования показателей качества стационарных машин для термической резки металлов;
- ГОСТ 1077 — 79 обращает внимание на стандарт однопламенных горелок, предназначенных для ручной ацетилена — кислородной сварки, пайки, подогрева и др. видов обработки металлов сваркой;
- ГОСТ 9356 — 75 предъявляет требования к сварочным рукавам с нитяным каркасом, которые применяются для подачи ацетилена, бутана, пропана, кислорода и других газов к приборам для газовой сварки и резки металлов;
- ГОСТ 949 — 73 относится к баллонам из легированной и углеродистой стали малого объема (12литров) и среднего (от 20 до 50литров), рабочее давление которых до 19,6 Мпа и изготовленных из бесшовных труб, предназначенные для хранения сжатых газов, сжиженных и растворенных газов, выдерживающих температуру от минус 500 С до +600 С.
 видов обработки металлов сваркой;
видов обработки металлов сваркой;ГОСТ газовой сварки металлов дает надежную гарантию обеспечения безопасности при выполнении сварочных работ при условии соблюдения всех этих требований.
Технология газовой сварки металлов
Технология газовой сварки металлов включает в себя следующее:
- Хорошая подготовка детали под сварку;
- Сварные кромки должны быть хорошо зачищены от масляных пятен, грязи, окалины, ржавчины. Ширина очищаемой зоны составляет 20 – 30 мм. с каждой стороны. Зачищают до блеска металла. Это делается щеткой, пастой на кислотной основе, кислотой. Подготавливают кромки сварного соединения;
- Выбирается режим сварки;
- Для этого, учитывают марку свариваемого металла, назначение этого изделия. Принимается во внимание мощность сварочной горелки, вид пламени, диаметр присадочного прутка, техника сварки;
- Техника газовой сварки;
 Ширина очищаемой зоны составляет 20 – 30 мм. с каждой стороны. Зачищают до блеска металла. Это делается щеткой, пастой на кислотной основе, кислотой. Подготавливают кромки сварного соединения;
Ширина очищаемой зоны составляет 20 – 30 мм. с каждой стороны. Зачищают до блеска металла. Это делается щеткой, пастой на кислотной основе, кислотой. Подготавливают кромки сварного соединения;Положение горелки, ее направление. От правильной технологии газовой сварки металлов зависит очень многое — качество и производительность. Угол наклона зависит от наклона мундштука, при большей толщине металла угол наклона увеличивается. Таким образом, хорошо концентрируется нагрев металла в одном месте. Движения мундштуком производятся поперечно и продольно. Основным является продольное движение. Поперечное вспомогательное, оно необходимо для равномерного прогрева кромки.
Достоинства газовой сварки:
- простой тип сварки, к тому же не дорогостоящий;
- возможность везде приобрести газ;
- нет необходимости мощного источника энергии.

Перечень стандартов ГОСТ Р, идентичных стандартам EN.
- Перечень стандартов ГОСТ Р, идентичных стандартам EN.
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Все страницы
Страница 1 из 5
Для соответствия следующим российским стандартам производитель должен соблюдать соответствующие стандарты EN. Некоторые из следующих стандартов полностью идентичны EN, а некоторые сделаны с изменениями.
Список стандартов можно скачать здесь.
- ГОСТ Р ЕН 12083-2011 Система стандартов безопасности труда. Средства защиты органов дыхания. Фильтры с дыхательными шлангами (Фильтры с шлангами). Фильтры твердых частиц, газовые фильтры и комбинированные фильтры. Общие характеристики
- ГОСТ Р ЕН 13060-2011 Стерилизаторы паровые малогабаритные
- ГОСТ Р ЕН 13612-2010 Оценка эффективности медицинских изделий для диагностики in vitro
- ГОСТ Р ЕН 592-2010 Инструкция по применению приборов для диагностики in vitro для самотестирования
- ГОСТ Р ЕН 12322-2010 Изделия медицинские для диагностики in vitro. Питательные среды для микробиологии. Критерии эффективности для питательных сред
- ГОСТ Р ЕН 1986-2-2011 Транспорт дорожный электрический. Измерение энергетических характеристик. Часть 2. Гибридные автомобили
- ГОСТ Р ЕН 14254-2010 Изделия медицинские для диагностики in vitro. Одноразовые емкости для сбора образцов, кроме крови, у людей
- ГОСТ Р ЕН 1986-1-2011 Транспорт дорожный электрический. Измерение энергетических характеристик. Часть 1. Чисто электрические автомобили
- ГОСТ Р ЕН 379-2011 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и связанных с ней процессах. Автоматические сварочные фильтры. Общие характеристики
- ГОСТ Р ЕН 12132-2-2011 Перо и пух. Методы проверки пухоустойчивых свойств тканей. Часть 2. Испытание на удар
- ГОСТ Р ЕН ИСО 20847-2010 Нефтепродукты. Определение содержания серы в автомобильных топливах методом энергодисперсионной рентгенофлуоресцентной спектрометрии
- ГОСТ Р ЕН 9100-2011 Системы менеджмента качества. Организации авиационной, космической и оборонной промышленности. Требования
- ГОСТ Р ЕН 12132-1-2011 Перо и пух. Методы проверки пухоустойчивых свойств тканей. Часть 1. Испытание на истирание
- ГОСТ Р ЕН 14107-2009 Масложировые производные. Метиловые эфиры жирных кислот (МЭЖК). Определение содержания фосфора с помощью эмиссионной спектрометрии с индуктивно-связанной плазмой (ИСП)
- ГОСТ Р ЕН 861-2011 Безопасность деревообрабатывающих станков. Поверхностно-строгальные и рейсмусовые станки
- ГОСТ Р ЕН 1607-2008 Изделия теплоизоляционные для строительства. Метод определения прочности на растяжение перпендикулярно граням
- ГОСТ Р ЕН 1608-2008 Изделия теплоизоляционные для строительства. Метод определения прочности на растяжение параллельно граням
- ГОСТ Р ЕН 1609-2008 Изделия теплоизоляционные для строительства. Метод определения водопоглощения кратковременным и частичным погружением
- ГОСТ Р ЕН 12430-2008 Изделия теплоизоляционные для строительства. Метод определения поведения при точечной нагрузке
- ГОСТ Р ЕН ИСО 22854-2010 Нефтепродукты жидкие. Автомоторные бензины. Определение типов углеводородов и оксигенатов методом многомерной газовой хроматографии
- ГОСТ Р ЕН 14130-2010 Продукты пищевые. Определение витамина С методом ВЭЖХ
- ГОСТ Р ЕН 340-2010 Система стандартов безопасности труда. Защитная одежда. Общие технические требования
- ГОСТ Р ЕН 13897-2011 Кровельные и гидроизоляционные гибкие материалы на основе битумов и полимерных (термопластичных или эластомерных) материалов. Метод определения водонепроницаемости после растяжения при пониженной температуре
- ГОСТ Р ЕН 397/А1-2010 Система стандартов безопасности труда. Средства индивидуальной защиты от падения с высоты. Защитные каски. Общие технические требования. Методы испытаний
- ГОСТ Р ЕН 12942/А1/А2-2010 Система стандартов безопасности труда. Средства защиты органов дыхания. Фильтрующие устройства с усилителем, включающие полнолицевые маски, полумаски или четвертьмаски. Общие технические требования. Методы испытаний. Маркировка
- ГОСТ Р ЕН 511-2010 Система стандартов безопасности труда. Средства индивидуальной защиты рук. Перчатки защитные от холода
- ГОСТ Р ЕН 354-2010 Система стандартов безопасности труда. Средства индивидуальной защиты от падения с высоты. Талреп.Общие технические требования. Методы испытаний
- ГОСТ Р ЕН 341-2010 Система стандартов безопасности труда. Средства индивидуальной защиты от падения с высоты. Спусковые устройства. Общие технические требования. Методы испытаний
- ГОСТ Р ЕН 365-2010 Система стандартов безопасности труда. Средства индивидуальной защиты от падения с высоты. Общие требования к инструкции по эксплуатации, техническому обслуживанию, периодическому осмотру, ремонту, маркировке и упаковке
- ГОСТ Р ЕН 12074-2010 Материалы сварочные. Требования к качеству для производства, поставки и распределения расходных материалов для сварки и родственных процессов
- ГОСТ Р ЕН 341-2010 Система стандартов безопасности труда. Средства индивидуальной защиты от падения с высоты. Спусковые устройства. Общие технические требования. Методы испытаний
- ГОСТ Р ЕН 354-2010 Система стандартов безопасности труда. Средства индивидуальной защиты от падения с высоты. Талреп.Общие технические требования. Методы испытаний
- ГОСТ Р ЕН 12074-2010 Материалы сварочные. Требования к качеству для производства, поставки и распределения расходных материалов для сварки и родственных процессов
- ГОСТ Р ЕН 12857-2010 Продукты пищевые. Определение цикламата. Метод высокоэффективной жидкостной хроматографии
- ГОСТ Р ЕН 13479-2010 Сварочные материалы. Общий стандарт на присадочные металлы и флюсы для сварки плавлением металлических материалов
- ГОСТ Р ЕН 13804-2010 Продукты пищевые. Определение микроэлементов. Критерии эффективности, общие соображения и подготовка проб
- ГОСТ Р ЕН 859-2010 Безопасность деревообрабатывающих станков. Машины для строгания поверхностей с ручной подачей
- ГОСТ Р ЕН 860-2010 Безопасность деревообрабатывающих станков. Станки для строгания по толщине снаружи
- ГОСТ Р ЕН 13532-2010 Общие требования к медицинским изделиям для диагностики in vitro для самотестирования
- ГОСТ Р ЕН 13641-2010 Устранение или снижение риска инфицирования, связанного с реагентами для диагностики in vitro
- ГОСТ Р ЕН 12856-2010 Продукты пищевые. Определение ацесульфама К, аспартама и сахарина. Метод высокоэффективной жидкостной хроматографии
- ГОСТ Р ЕН 13640-2010 Тестирование стабильности реагентов для диагностики in vitro
- ГОСТ Р ЕН 1005-3-2010 Безопасность машин. Физическая работоспособность человека. Часть 3. Рекомендуемые пределы усилия для работы механизмов
- ГОСТ Р ЕН 14112-2010 Масложировые производные. Метиловые эфиры жирных кислот (МЭЖК). Определение устойчивости к окислению (ускоренное испытание на окисление)
- ГОСТ Р ЕН 14111-2010 Масложировые производные. Метиловые эфиры жирных кислот (МЭЖК). Определение йодного числа
- ГОСТ Р ЕН 13528-3-2010 Качество атмосферного воздуха. Диффузионные пробоотборники для определения концентрации газов и паров. Требования и методы испытаний. Часть 3. Руководство по выбору, использованию и обслуживанию
- ГОСТ Р ЕН 13205-2010 Атмосферы рабочих мест. Оценка эффективности приборов для измерения концентраций частиц в воздухе
 Питательные среды для микробиологии. Критерии эффективности для питательных сред
Питательные среды для микробиологии. Критерии эффективности для питательных сред Организации авиационной, космической и оборонной промышленности. Требования
Организации авиационной, космической и оборонной промышленности. Требования Метод определения поведения при точечной нагрузке
Метод определения поведения при точечной нагрузке Общие технические требования. Методы испытаний. Маркировка
Общие технические требования. Методы испытаний. Маркировка Средства индивидуальной защиты от падения с высоты. Спусковые устройства. Общие технические требования. Методы испытаний
Средства индивидуальной защиты от падения с высоты. Спусковые устройства. Общие технические требования. Методы испытаний Станки для строгания по толщине снаружи
Станки для строгания по толщине снаружи Диффузионные пробоотборники для определения концентрации газов и паров. Требования и методы испытаний. Часть 3. Руководство по выбору, использованию и обслуживанию
Диффузионные пробоотборники для определения концентрации газов и паров. Требования и методы испытаний. Часть 3. Руководство по выбору, использованию и обслуживанию- Предыдущая
- Следующая >>
ГОСТ 12836-67 PN1.6 Глухие фланцы, используемые в нефте- и газопроводах Производители и поставщики – Фабрика Китая
Подробная информация о продукте
Фланцы EO могут предоставить ГОСТ 12836-67 PN1.6 Глухие фланцы.
мм | D, | D1, | D2, | b, | d2, | d, | h2, | h , | Отр., шт. | Weight |
мм | мм | мм | мм | мм | мм | мм | мм | pcs | kg | |
Ру = 1,6 МPа (16 kgf/см2) | ||||||||||
15 | 95 | 65 | 45 | 12 | 10 | 14 | 2 | 2 | 4 | 0,43 |
20 | 105 | 75 | 58 | 12 | 16 | 14 | 2 | 2 | 4 | 0,55 |
25 | 115 | 85 | 68 | 12 | 22 | 14 | 2 | 2 | 4 | 0,67 |
32 | 135 | 100 | 78 | 12 | 28 | 18 | 2 | 2 | 4 | 0,91 |
40 | 145 | 110 | 88 | 14 | 36 | 18 | 3 | 2 | 4 | 1,24 |
50 | 160 | 125 | 102 | 14 | 46 | 18 | 3 | 2 | 4 | 1,55 |
65 | 180 | 145 | 122 | 14 | 60 | 18 | 3 | 2 | 4 | 2,04 |
80 | 195 | 160 | 138 | 14 | 76 | 18 | 3 | 2 | 4 | 2,44 |
100 | 215 | 180 | 158 | 16 | 94 | 18 | 3 | 2 | 8 | 3 ,51 |
125 | 245 | 210 | 188 | 16 | 118 | 18 | 3 | 2 | 8 | 4,69 |
150 | 280 | 240 | 212 | 18 | 142 | 23 | 3 | 2 | 8 | 6,99 |
200 | 335 | 295 | 268 | 20 | 196 | 23 | 3 | 2 | 12 | 11,49 |
250 | 405 | 355 | 320 | 24 | 244 | 27 | 3 | 2 | 12 | 19,74 |
300 | 460 | 410 | 378 | 28 | 294 | 27 | 4 | 3 | 12 | 29,58 |
350 | 520 | 470 | 438 | 32 | 344 | 27 | 4 | 3 | 16 | 44,22 |
400 | 580 | 525 | 490 | 34 | 390 | 30 | 4 | 3 | 16 | 59,86 |
500 | 710 | 650 | 610 | 40 | 490 | 33 | 4 | 3 | 20 | 102,69 |
600 | 840 | 770 | 720 | 45 | 590 | 40 | 5 | 4 | 20 | 161,98 |
800 | 1020 | 950 | 900 | 52 | 780 | 40 | 5 | 4 | 24 | 300,60 |
1000 | 1255 | 1170 | 1110 | 63 | 980 | 46 | 5 | 4 | 28 | 542,16 |
1200 | 1485 | 1390 | 1325 | 75 | 1180 | 52 | 5 | 4 | 32 | 922,18 |
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Заглушки фланцевые применяются в нефте- и газопроводах, нефтеперерабатывающих заводах и водопроводах.